 | Информационная система | |
|
Некоммерческое Партнерство «Инновации в электроэнергетике» |
||
|
|
СТАНДАРТ |
СТО |

ОСНОВНЫЕ ЭЛЕМЕНТЫ КОТЛОВ, ТУРБИН И
ТРУБОПРОВОДОВ ТЭС
КОНТРОЛЬ СОСТОЯНИЯ МЕТАЛЛА
НОРМЫ И ТРЕБОВАНИЯ
Дата введения - 2008-06-30
Москва
2008
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом «О техническом регулировании» от 27 декабря 2002 г. № 184-ФЗ и ГОСТ Р 1.0 «Стандартизация в Российской Федерации. Основные положения».
Порядок разработки и применения стандартов организации установлены ГОСТ Р 1.4 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Настоящий стандарт устанавливает нормы и требования к методам и средствам контроля, организации и порядку проведения контроля, а также к процедуре продления сроков службы основных элементов тепломеханического оборудования котлов, турбин и трубопроводов (далее «оборудования») тепловых электрических станций (ТЭС).
Добровольное выполнение установленных в СТО норм и требований обеспечит надежность и безопасность оборудования на всех стадиях его жизненного цикла при условии использования оборудования по прямому назначению в соответствии с эксплуатационными инструкциями, не противоречащими конструкторской (заводской) документации, на протяжении срока, установленного технической документацией, с учетом возможных нештатных (опасных) ситуаций.
Минимально необходимые требования по оценке безопасного состояния оборудования на стадии его эксплуатации вынесены в отдельный стандарт организации СТО 70238424.27.100.011-2008 «Тепловые электрические станции. Методики оценки состояния основного оборудования».
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Всероссийский теплотехнический институт» (ОАО «ВТИ»)
2 ВНЕСЕН Центральной комиссией по техническому регулированию ОАО РАО «ЕЭС России»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом НП «ИНВЭЛ» от 01.07.2008 № 12/5
4 ВЗАМЕН СТО 17330282.27.100.005-2008 (Приказ ОАО РАО «ЕЭС России» от 06.03.2008 № 329)
СОДЕРЖАНИЕ
|
СТАНДАРТ ОРГАНИЗАЦИИ |
|
ОСНОВНЫЕ ЭЛЕМЕНТЫ КОТЛОВ, ТУРБИН И
ТРУБОПРОВОДОВ ТЭС |
Дата введения 2008-06-30
1 Область применения
1.1 Стандарт распространяется на основное и вспомогательное тепломеханическое оборудование ТЭС, работающее под избыточным давлением свыше 0,07 МПа или при температуре свыше 115 °С.
1.3 энергетических котлов барабанных и прямоточных с номинальным давлением перегретого пара выше 4,0 МПа (экранные поверхности нагрева и экономайзеры, пароперегреватели, коллекторы, перепускные трубы, барабаны);
1.4 трубопроводов пара и горячей воды;
1.5 паровых турбин;
1.6 газовых турбин;
1.7 сосудов, работающих под давлением;
1.8 котлов паровых и водогрейных с давлением до 4,0 МПа (включительно).
1.9 Настоящий стандарт предназначен для применения генерирующими компаниями, эксплуатирующими, специализированными, экспертными, монтажными, ремонтными организациями или иными привлеченными организациями, аккредитованными в установленном порядке, деятельность которых связана с обеспечением надежного и безопасного состояния поименованного в п. 1.2 оборудования.
1.10 Настоящий стандарт определяет правила, порядок, методы, нормы контроля и оценки технического состояния, критерии оценки качества оборудования ТЭС на стадии входного контроля (после выполнения монтажа, перед пуском в эксплуатацию), в процессе эксплуатации, после нештатных ситуаций (аварий), после отработки назначенного срока службы (ресурса).
1.11 Требования, определенные настоящим стандартом, могут использоваться при оценке и подтверждении соответствия перечисленного в п. 1.2 оборудования.
1.12 Настоящий стандарт не учитывает все возможные особенности исполнения его требований на разнотипном оборудовании. В развитие настоящего стандарта каждая генерирующая компания может в установленном порядке разработать, утвердить и применять собственный стандарт организации, учитывающий особенности конкретного оборудования и не противоречащий требованиям действующих нормативных документов, настоящего стандарта и конструкторской (заводской) документации.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
Федеральный закон «О промышленной безопасности опасных производственных объектов» от 21.07.1997 г., № 116-ФЗ.
Федеральный закон «О техническом регулировании» от 27.12.2002 г., № 184-ФЗ.
ГОСТ 11878-66 Сталь аустенитная. Методы определения содержания альфа фазы. С изменениями 1, 2
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования.
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты.
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.032-78 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования
ГОСТ 12.2.033-78 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
ГОСТ 12.2.061-81 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.062-81 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 25.506-85 Расчёты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении.
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя. С изменениями № 1 - 4.
ГОСТ 1778-80 Сталь. Металлографические методы определения неметаллических включений. С изменениями № 1, 2.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения с Изменением № 1
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу с Изменениями № 1, 2
ГОСТ 3248-81 Металлы. Методы испытания на ползучесть с Изменением № 1
ГОСТ 3722-81 Подшипники качения. Шарики. Технические условия
ГОСТ 3728-78 Трубы. Метод испытания на загиб. С изменениями № 1, 2
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7564-97 Общие правила отбора проб, заготовок образцов для механических и технологических испытаний
ГОСТ 7565-81 Стали и сплавы. Метод отбора проб определения химического состава
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 8693-80 Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8817-82 Металлы. Методы испытания на осадку
ГОСТ 9012-59 Металлы и сплавы. Метод определения твердости по Бринелю. С изменениями № 2, 3, 4, 5
ГОСТ 9013-59 Металлы и сплавы. Метод измерения твердости по Роквеллу шкалы А, В, С. С изменениями № 1, 2, 5
ГОСТ 9031-75 Меры твердости образцовые. Технические условия. С изменениями № 1, 2, 3
ГОСТ 9377-81 Наконечники и бойки алмазные к приборам для измерения твердости металлов и сплавов. Технические условия. С изменением № 1
ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников. С изменениями № 1, 2
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ИСО 783-89) Металлы. Метод испытания на растяжение при повышенных температурах
ГОСТ 10006-80 Трубы металлические. Методы испытания на растяжение. С изменениями № 1 - 4
ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность
ГОСТ 10243-75 Сталь. Методы испытаний и оценка микроструктуры
ГОСТ 10708-82 Копры маятниковые. Технические условия
ГОСТ 11150-84 Металлы. Метод испытания на растяжение при пониженных температурах
ГОСТ 12345-2001 Стали легированные и высоколегированные. Метод определения серы
ГОСТ 12346-78 (ИСО 439-82; ИСО 4829-1-86) Стали легированные и высоколегированные. Метод определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Метод определения фосфора С изменением № 1
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама. С изменением № 1
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 Стали легированные и высоколегированные. Методы определения ванадия. Изменение № 1
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля. С изменением № 1
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена. С изменением № 1
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана. С изменениями № 1, 2
ГОСТ 12503-75 Сталь. Методы ультразвукового контроля. Общие требования. С изменением № 1
ГОСТ 14019-80 (ИСО 7438: 1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчёта на прочность
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. С изменением № 1
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 18322-91 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18661-73 Сталь. Измерение твердости методом ударного отпечатка
ГОСТ 19040-81 Трубы металлические. Метод испытания на растяжение при повышенных температурах
ГОСТ 20700-75 Шпильки, гайки и шайбы для фланцевых соединений с температурой среды от 0 до 650 °С
ГОСТ 20911-89 Техническая диагностика. Термины и определения
ГОСТ 21105-87 Контроль неразрушающий. Магнитно-порошковый метод
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения содержания общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Метод определения содержания серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Метод определения содержания фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Метод определения содержания кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Метод определения содержания марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Метод определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Метод определения содержания меди
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Метод определения содержания ванадия
ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринелю переносными твердомерами статического действия
ГОСТ 22838-77 Сплавы жаропрочные. Методы контроля и оценки микроструктуры
ГОСТ 22975-78 Металлы и сплавы. Метод определения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу)
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 23764-79 Гамма дефектоскопы. Общие технические условия
ГОСТ 24030-80 Трубы бесшовные из коррозионностойкой стали для энергомашиностроения. Технические условия
ГОСТ 24034-80 Контроль неразрушающий радиационный. Термины и определения
ГОСТ 24732-81 Контроль неразрушающий. Дефектоскопы магнитные и вихретоковые. Технические требования
ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчёта на прочность укрепления отверстий
ГОСТ 25859-83 Сосуды и аппараты. Нормы и методы расчёта на прочность при малоцикловых нагрузках
ГОСТ 28473-90 Стали легированные и высоколегированные. Общие требования к методам анализа
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 29328-92 Установки газотурбинные для привода турбогенераторов. Общие технические условия
ГОСТ Р 51898-2002 Аспекты безопасности. Правила включения в стандарты
ГОСТ Р 51901.1-2002 Менеджмент риска. Анализ риска технических систем
ГОСТ Р 51901.2-2002 Менеджмент риска. Система менеджмента надёжности
ГОСТ Р 52727-2007 Техническая диагностика. Акустико-эмиссионная диагностика. Общие требования
СТО 70238424.27.100.011-2008 Тепловые электрические станции. Методики оценки состояния основного оборудования
СТО 70238424.27.010.001-2008 Электроэнергетика. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменён (изменён), то при пользовании настоящим стандартом следует руководствоваться заменённым (изменённым) документом. Если ссылочный документ отменён без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины и определения в соответствии СТО 70238424.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 аккредитация лаборатории: Официальное признание того, что испытательная лаборатория правомочна осуществлять конкретные испытания или конкретные типы испытаний.
Примечание - термин «аккредитация лаборатории» может отражать признание как технической компетентности и объективности испытательной лаборатории, так и только ее технической компетентности.
3.1.2 безопасность: Отсутствие недопустимого риска;
3.1.3 основные элементы оборудования: составные части или единицы тепломеханического оборудования ТЭС, работающие под давлением более 0,07 МПа или при температуре выше 115 °С.
Примечание - к тепломеханическому оборудованию ТЭС относятся котлы, трубопроводы пара и горячей воды, турбины паровые и газовые, сосуды, работающие под давлением.
3.1.4 недопустимый дефект: Дефект по своему характеру или (и) размерам, или (и) форме, или (и) местоположению нарушающий условия безопасной эксплуатации при регламентированных расчётных или эксплуатационных характеристиках.
3.1.5 специализированная организация: Организация, располагающая условиями и, при необходимости, полномочиями (лицензиями федеральных органов исполнительной власти) для выполнения одной или нескольких специализированных работ, направленных на обеспечение промышленной безопасности тепловых электрических станций, и подготовленным установленным порядком персоналом для их проведения, аккредитованная в соответствующей системе сертификации на выполнение соответствующих специализированных работ (услуг).
3.2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
ТЭС - тепловая электрическая станция;
И - инструкция;
НД - нормативный документ;
ПБ - Правила безопасности;
ПТД - производственно-технологическая документация;
РД - руководящий документ;
СТО (СО) - стандарт организации;
СТО ТЭС - стандарт генерирующей компании, разработанный в развитие настоящего СТО;
ТУ - технические условия;
ЭЦ - эксплуатационный циркуляр;
ВК - визуальный контроль;
ИК - измерительный контроль;
ВИК - визуально-измерительный контроль;
ВТК - вихретоковый контроль;
РК - радиографический (радиационный) контроль;
УЗК - ультразвуковой контроль;
УЗТ - ультразвуковая толщинометрия;
МПК - магнитопорошковый контроль (дефектоскопия);
ЦД - цветной контроль (контроль методом цветной дефектоскопии);
ЛЮМ - люминесцентный метод контроля;
КК - капиллярный контроль;
MP - метод реплик;
ТВ - контроль твердости;
ИМ - исследования металла;
АЭ - акустическая эмиссия;
ИДП - измерение деформации ползучести;
ОПС - опорно-подвесная система;
КИН - коэффициент интенсивности напряжений;
СА - спектральный анализ;
СКД - сверхкритическое давление;
АРД - диаграмма - диаграмма «амплитуда-расстояние-дефект»;
ПЭП - пьезоэлектрический преобразователь;
СЕРТ - сертификат (анализ сертификатных данных);
СТИЛ - стилоскопирование;
МК - магнитный контроль;
МКТН - магнитный контроль тепловой неравномерности;
ТР - травление;
РОПС - ревизия опорно-подвесной системы;
ПРПС - поверочный расчёт на прочность и самокомпенсацию;
ОК - объект контроля;
ЦЕЛ - центробежнолитой элемент (труба);
СО - стандартный образец;
СОП - стандартный образец предприятия
ГТУ - газотурбинная установка;
ПГУ - парогазовая установка;
ЛНК - лаборатория неразрушающего контроля;
ВРЧ - временная регулировка чувствительности;
СОН - способ остаточной намагниченности;
СПП - способ приложенного поля;
НК - неразрушающий контроль;
ТКК - технологическая карта контроля;
ПАЭ - преобразователь акустической эмиссии;
НДС - напряжённо-деформированное состояние;
ТМГ - температурный магнитный гистерезис;
ЗТВ - зона термического влияния;
МШ - металл шва;
ОМ - основной металл;
ОА - объект анализа;
ЭПБ - экспертиза промышленной безопасности;
ВЭК - водяной эконмайзер;
ПВД - подогреватель высокого давления;
ПНД - подогреватель низкого давления;
РВД - ротор высокого давления;
РНД - ротор низкого давления;
ЦВД - цилиндр высокого давления;
ЦНД - цилиндр низкого давления.
4 Контроль энергооборудования. Требования к методам и средствам
4.1 Общие положения
4.1.1 Виды и объём контроля энергооборудования должны применяться гарантирующие выявление недопустимых дефектов в металле и сварных соединениях и обеспечивающих его высокое качество и надёжность в эксплуатации. Объём контроля должен соответствовать требованиям раздела 5 и СТО 70238424.27.100.011-2008.
4.1.2 Организация, порядок проведения и оценки результатов контроля должны соответствовать требованиям действующих на территории России системы экспертизы промышленной безопасности и системы неразрушающего контроля, а также национальным стандартам.
4.1.3 Основными методами неразрушающего контроля металла и сварных соединений являются:
- визуальный и измерительный;
- ультразвуковой;
- радиографический;
- капиллярный (как разновидность капиллярного - цветной или люминесцентный);
- магнитопорошковый;
- акустикоэмиссионный;
- вихретоковый;
- стилоскопирование;
- измерение твердости;
- магнитный контроль тепловой неравномерности;
- металлографический анализ;
- гидравлическое испытание.
Помимо указанных могут применяться другие (дополнительные) методы контроля, при этом дополнительные методы контроля являются факультативными и не заменяют регламентированные настоящим стандартом основные методы контроля.
4.1.4 При разрушающем контроле проводятся:
- химический анализ (определение элементного состава);
- механические испытания (определение механических свойств);
- технологические испытания;
- испытания на длительную прочность;
- фазовый (карбидный) анализ.
Кроме этого могут применяться другие методы испытаний (ползучесть, статическая трещиностойкость, циклическая трещиностойкость, усталостная прочность и др.) и исследований (фрактография, микроэлементный анализ и др.).
4.1.5 Неразрушающий контроль при монтаже, эксплуатации, ремонте и техническом диагностировании на тепловых электростанциях осуществляется самой эксплуатирующей организацией, т.е. находящейся в её структуре лабораторией неразрушающего контроля (лабораторией металлов), или таковыми лабораториями подрядных организаций.
4.1.6 Неразрушающие и разрушающие методы контроля не требуют специальной лицензии.
4.1.7 Лаборатория неразрушающего контроля должна быть аттестована в действующей на территории Российской Федерации системе неразрушающего контроля специально уполномоченных органов федеральной исполнительной власти и Ростехурегулирования.
Аттестация проводится в соответствии с положениями «Системы экспертизы промышленной безопасности» специализированными организациями, аккредитованными специально уполномоченным органом федеральной исполнительной власти.
В свидетельстве об аттестации указывается, какими методами неразрушающего контроля владеет данная лаборатория и на каких объектах (оборудовании) допускается работа по контролю данной лабораторией.
Свидетельство об аттестации подтверждает, что лаборатория оснащена необходимой аппаратурой и оборудованием, имеет соответствующую нормативно-техническую и учетно-отчетную документацию, укомплектована аттестованным персоналом.
4.1.8 Вся дефектоскопическая аппаратура и контрольный инструмент лаборатории должны быть сертифицированы, иметь технический паспорт и быть поверены (аттестованы), исходя из требований отдельно для каждого вида контроля.
Аппаратура и средства контроля, включая стандартные образцы, должны проходить метрологическую поверку в соответствии с установленным порядком.
Каждая партия материалов для дефектоскопии (порошки, суспензии, плёнка, химические реактивы и пр.) в процессе использования должны подвергаться контролю.
4.1.9 Нормативно-техническая документация (Технические регламенты, стандарты, Правила, Инструкции, Методики, технологии контроля и т.п.) должна соответствовать профилю работ лаборатории, быть актуальной, утверждена в установленном порядке и представлена в полном объеме.
4.1.10 Персонал лаборатории, проводящий неразрушающий контроль, должен быть обучен и аттестован в специализированных аттестационных центрах в соответствии с установленным порядком.
Заключение по результатам контроля имеют право давать только специалисты II и III уровня квалификации.
Специалисты-дефектоскописты подвергаются обязательной периодической аттестации (теоретической и практической). При перерыве в работе более шести месяцев проводится внеочередная аттестация
Расположение и организация рабочих мест на участке проведения контроля, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности по ГОСТ 12.2.032, ГОСТ 12.2.033, ГОСТ 12.2.061, ГОСТ 12.2.062.
Содержание вредных веществ, температура, влажность в рабочей зоне - по ГОСТ 12.1.005 и ГОСТ 12.1.007.
4.1.12 Требования электробезопасности должны соответствовать ГОСТ 12.2.007.0, ГОСТ 12.1.019. Защитное заземление или зануление - по ГОСТ 12.1.030.
4.1.13 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и объектов, прошедших контроль, следует соблюдать требования к защите от пожаров, изложенные в ГОСТ 12.1.004.
4.1.14 При выполнении контроля состояния металла на высоте в местах, где отсутствуют стационарные площадки, должны устанавливаться леса и подмостки, обеспечивающие удобное и безопасное расположение персонала и аппаратуры.
4.1.15 Контроль состояния металла непосредственно на оборудовании должен выполняться бригадой в составе не менее двух человек. При работе в замкнутом объёме (внутри сосудов, барабанов и т.д.) один член бригады должен находиться снаружи и страховать выполняющего контроль специалиста.
4.1.16 При отсутствии на рабочем месте стационарных розеток подключение к электрической сети и отключение от неё аппаратуры должны выполнять дежурные электрики.
4.1.18 Организация и подготовка оборудования к контролю возлагается на техническое руководство ТЭС.
Технические службы ТЭС должны предоставить на объект контроля (ОК) всю необходимую техническую документацию:
- исполнительные схемы, сварочные формуляры, чертежи, эскизы;
- акты поузловой приёмки, сертификаты на материалы и т.п.;
- сведения об условиях эксплуатации и «биографию» ОК;
- результаты предшествующего контроля.
4.2 Неразрушающий контроль
4.2.1 Визуальный и измерительный контроль
4.2.1.1 Визуальный контроль наружной и внутренней поверхностей элементов энергооборудования и измерительный контроль проводят с целью обнаружения и определения размеров дефектов, образовавшихся при изготовлении или монтаже элемента оборудования, в процессе его эксплуатации, при ремонте.
4.2.1.2 Целью визуального контроля является выявление отклонений и дефектов, в том числе:
- трещин, образующихся чаще всего в местах геометрической, температурной и структурной неоднородности;
- коррозионных и коррозионно-усталостных повреждений металла;
- эрозионного износа поверхностей оборудования;
- дефектов сварки в виде трещин, пор, свищей, подрезов, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации;
- выходящих на поверхность расслоений;
- изменений геометрических размеров и формы основных элементов оборудования по отношению к первоначальным (проектным) их геометрическим размерам и форме.
4.2.1.3 По результатам визуального и измерительного контроля может быть уточнена (дополнена) программа неразрушающего контроля объекта.
4.2.1.4 Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями производственно-технологической документации (ПТД). Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
4.2.1.5 Визуальный и измерительный контроль при монтаже, ремонте, реконструкции, а также в процессе эксплуатации или при техническом диагностировании технических устройств выполняется на месте производства работ. В этом случае должно быть обеспечено удобство подхода специалистов, выполняющих контроль, к месту производства контрольных работ, созданы условия для безопасного производства работ, в том числе в необходимых случаях должны быть установлены леса, ограждения, подмостки, люльки, передвижные вышки или другие вспомогательные устройства, обеспечивающие оптимальный доступ (удобство работы) специалиста к контролируемой поверхности, а также обеспечена возможность подключения ламп местного освещения.
4.2.1.6 Визуальный и измерительный контроль оборудования следует проводить после прекращения его работы, сброса давления, охлаждения, дренирования, отключения от другого оборудования, если иное не предусмотрено действующей производственной документацией. При необходимости внутренние устройства должны быть удалены, изоляционное покрытие и обмуровка, препятствующие контролю технического состояния металла и сварных соединений, частично или полностью сняты в местах, указанных в Программе контроля.
Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля должна быть очищена от различных загрязнений, препятствующих проведению контроля, а при необходимости должна быть зачищена до чистого металла. При этом толщина стенки контролируемого изделия не должна уменьшаться за пределы минусовых допусков и не должны инициироваться недопустимые согласно требованиям НД (ТУ, Правил специально уполномоченных органов федеральной исполнительной власти, раздела 7 настоящего стандарта и др.) дефекты (риски, царапины и др.).
4.2.1.7 Визуальный и измерительный контроль сварных соединений должен производиться с внутренней и наружной сторон по всей их протяженности. В случае недоступности для визуального и измерительного контроля внутренней или наружной поверхности контроль производится только с одной стороны.
При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающих к нему участки основного металла в обе стороны от шва.
Измерительный контроль выполняется, в частности, для определения овальности цилиндрических элементов. Овальность цилиндрических элементов определяют путём измерения максимального (Dmax) и минимального (Dmin) наружного или внутреннего диаметров в двух взаимно перпендикулярных направлениях контрольного сечения. Величина овальности (а) вычисляется по формуле:
![]() (1)
(1)
4.2.1.9 В случае обнаружения вмятин или выпучин в стенках элементов оборудования следует измерять максимальные размеры вмятины или выпучины по поверхности элемента в двух (продольном и поперечном) направлениях (m и n соответственно) и максимальную ее глубину. Глубину (d) вмятины (выпучины) отсчитывают от образующей недеформированного элемента. По выполненным измерениям определяют относительный прогиб в процентах:
(d/m) × 100 %
(S/n) × 100 %.
4.2.1.10 На паропроводах, работающих в условиях ползучести, выполняют измерения остаточной деформации ползучести. Остаточную деформацию ползучести паропровода измеряют микрометром с точностью шкалы до 0,05 мм по реперам, устанавливаемым на прямых трубах длиной 500 мм и более, а также на гнутых отводах, имеющих прямые участки длиной не менее 500 мм. Реперы располагаются по двум взаимно перпендикулярным диаметрам в средней части каждой прямой трубы, прямого участка каждого гнутого отвода на расстоянии не менее 250 мм от сварного соединения или начала гнутого участка. При невозможности установки реперов в двух взаимно перпендикулярных направлениях допускается установка только одной пары реперов.
Приварка реперов к телу контролируемой трубы должна осуществляться только аргонодуговым способом сварки.
Установка реперов на трубы и нанесение на исполнительную схему-формуляр мест их расположения производятся во время монтажа при непосредственном участии представителя лаборатории металлов и цеха, эксплуатирующего паропровод.
Реперы на схеме должны иметь нумерацию, остающуюся постоянной в течении всего периода эксплуатации паропровода.
Места расположения реперов должны быть отмечены указателями, выступающими над поверхностью изоляции паропровода.
Измерение остаточной деформации ползучести проводится при температуре стенки трубы не выше 50 °С.
Остаточная деформация ползучести от начала эксплуатации до i-го измерения определяется по формуле:
![]() (2)
(2)
где Deп - остаточная деформация ползучести, %;
Di - диаметр, измеренный по реперам при i-м измерении в двух взаимно перпендикулярных плоскостях (горизонтальной Dг, вертикальной Dв), мм;
Dисх - исходный диаметр трубы, измеренный по реперам в исходном состоянии, мм;
Dтp - наружный диаметр трубы, измеренный вблизи реперов в двух взаимно перпендикулярных плоскостях в исходном состоянии, мм.
В формулу (2) подставляются значения измерений как в горизонтальной, так и в вертикальной плоскости. Наибольшее полученное значение принимается за расчётное.
4.2.1.11 Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением инструментальных средств, включая:
- лупы, в том числе измерительные, от 2 до 7 кратного (или до 20-кратного) увеличения;
- штриховые меры длины (стальные измерительные линейки, рулетки и угольники поверочные 90° лекальные);
- штангенциркули, штангенрейсмусы и штангенглубиномеры;
- щупы, угломеры;
- стенкомеры и толщиномеры индикаторные;
- микрометры, нутромеры микрометрические и индикаторные, калибры и шаблоны;
- эндоскопы;
- и другие средства измерений.
4.2.1.12 Допускается применение новых средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения с использованием специальных приборов и методов измерения, в том числе оптических, механических, гидростатических, радиотехнических, лазерных, телевизионных и прочих при условии обеспечения погрешности измерения не более величин, указанных в таблице 4.1.
Таблица 4.1 - Допустимая погрешность измерений при измерительном контроле
4.2.1.13 Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Ростехрегулированием. Срок проведения поверки (калибровки) устанавливается нормативной документацией на соответствующие приборы и инструменты, средства измерения.
4.2.2.1 Общие положения
Ультразвуковой контроль применяется при монтаже, ремонте (реконструкции) и эксплуатации тепловых электростанций, а также при техническом диагностировании оборудования для выявления дефектов основного и наплавленного (сварных соединений) металла, возникающих при изготовлении (монтаже и ремонте) или при эксплуатации, а также для измерения толщины стенки (толщинометрии) деталей.
Основные положения, касающиеся метода ультразвукового контроля металла, изложены в ГОСТ 12503 и ГОСТ 14782.
Ультразвуковому контролю подвергаются следующие элементы и детали тепломеханического оборудования (объекты контроля - ОК), изготовленные из сталей перлитного и мартенситно-ферритного классов (кроме литья):
- основной метал гнутых участков (гибов) трубопроводов толщиной свыше 3,5 мм и диаметром более 57 мм;
- наружная и внутренняя поверхность корпусов пароохладителей и пусковых впрысков, в том числе в местах врезки впрыскивающих устройств;
- наружная и внутренняя поверхность камер коллекторов и труб в местах врезки штуцеров, дренажных линий и т.п.;
- основной металл и резьбовая поверхность деталей крепежа (шпильки, болты) диаметром более М30;
- металл цельнокованых роторов высокого и среднего давления паровых и газовых турбин;
- металл валов роторов среднего и низкого давления;
- металл насадных дисков;
- металл рабочих лопаток паровых турбин;
- стыковые кольцевые (поперечные) сварные соединения трубопроводов, коллекторов и труб поверхностей теплообмена с толщиной стенки от 2 до 120 мм и более, и диаметром более 10 мм;
- продольные и спиральные стыковые сварные соединения трубопроводов с толщиной стенки от 6 мм и более;
- стыковые кольцевые и продольные сварные соединения обечаек и днищ барабанов и сосудов;
- кольцевые угловые сварные соединения с полным проплавлением с толщиной стенки более 4,5 мм;
- стыковые кольцевые сварные соединения труб поверхностей теплообмена из сталей аустенитного класса;
- наплавки на участках ремонта сварных соединений или на основном металле элементов.
Ультразвуковой толщинометрии подвергаются следующие элементы и детали тепломеханического оборудования, изготовленные из сталей перлитного и мартенситно-ферритного классов:
- участки трубопроводов, коллекторов и труб поверхностей теплообмена, а также дренажных и сбросных трубопроводов;
- участки патрубков за арматурой (задвижками, отсечными и регулирующими клапанами и т.п.) и дросселирующими устройствами;
- гнутые участки трубопроводов (гибы) в растянутой и нейтральной части;
- барабаны котлов;
- сосуды, работающие под давлением;
- корпусные детали турбин и арматуры (по специальной методике).
Примечание - При толщинометрии определяется соответствие толщины стенок элементов прочностным расчетам, выявляются участки коррозионных и эрозионных поражений и определяется величина утонения.
4.2.2.2 Участок ультразвукового контроля
а) Участок (группа) ультразвукового контроля входит в состав лаборатории неразрушающего контроля (лаборатории металлов).
б) Участок должен быть оснащен соответствующей аппаратурой и принадлежностями. Персонал, проводящий ультразвуковой контроль, должен быть обучен и аттестован в установленном порядке.
в) В приложении к «Свидетельству об аттестации» лаборатории (в видах контроля) должен быть указан ультразвуковой контроль и ультразвуковая толщинометрия и перечислено оборудование, на котором допускается его применение.
4.2.2.3 Требование к аппаратуре
а) В дефектоскопии тепломеханического оборудования ТЭС применяется импульсный эхо метод ультразвукового контроля и используется следующая аппаратура и принадлежности:
- ультразвуковые дефектоскопы;
- ультразвуковые толщиномеры;
- ультразвуковые преобразователи;
- стандартные образцы;
- вспомогательные приспособления и оснастка для контроля;
- диаграммы, шкалы и таблицы для расшифровки результатов контроля.
б) Ультразвуковые дефектоскопы и толщиномеры (отечественные или иностранные) должны иметь Технический Паспорт и Сертификат соответствия («сертификат об утверждении средства измерения») и ежегодно поверяться аккредитованной метрологической организацией.
в) Ультразвуковые пьезоэлектрические преобразователи (ПЭП) также должны иметь Паспорт с техническими характеристиками и поверяться аналогично дефектоскопам.
г) Стандартные образцы для настройки аппаратуры подразделяются на: изготовленные согласно ГОСТ (стандартные образцы - СО) и образцы, используемые предприятием непосредственно при производственном контроле (стандартные образцы предприятия - СОП). Образцы обоих типов должны иметь Паспорт и подвергаться поверке каждые три года.
д) Диаграммы и таблицы для расшифровки результатов контроля составляются аккредитованными организациями, а их соответствие подтверждается документом.
4.2.2.4 Подготовка к контролю
а) Подготовка к контролю заключается в подготовке самого объекта контроля и обеспечении возможности безопасного его проведения.
В производственных условиях необходимо обеспечить удобный и безопасный доступ к изделию. При необходимости, изготавливать леса и подмостки, устанавливать навесы и тепляки.
б) При подготовке объекта контроля (изделия) необходимо обеспечить его максимальную контроледоступность. Степень контроледоступности определяется возможностью прозвучивания контролируемого объема металла со всех возможных сторон и направлений.
г) Подготовка контактной (сканируемой) поверхности ОК заключается в удалении изоляции, очистке от грязи, отложений, брызг металла (после сварки) и её механической обработке (зачистке). Размеры подготовки участка сканирования определяются технологией контроля:
- для контроля основного металла и толщинометрии подготавливается непосредственно поверхность контролируемого участка;
- для контроля сварного шва подготавливаются околошовные зоны (от примерно 50 до 200 мм).
Подготовленная поверхность не должна иметь следов окалины, грубых рисок, раковин, заусенцев, шероховатость должна быть не хуже Rz = 40 мкм.
4.2.2.5 Выбор схем и параметров контроля
а) Ультразвуковой контроль (измерения) проводится с поверхности изделия. Для контроля используются наклонные и прямые или раздельно-совмещённые (р/с) пьезоэлектрические преобразователи (ПЭП). Для толщинометрии прямые и р/с ПЭП.
Схемы контроля (сканирования) должны выбираться из соображения прозвучивания всего объема контролируемого металла со всех возможных поверхностей и направлений.
б) Контроль наклонными ПЭП проводится прямым и однажды отраженным лучом. При возможном доступе со всех поверхностей (наружной и внутренней) и направлений - только прямым лучом.
Угол ввода ультразвуковой волны для наклонных ПЭП выбирается из расчета наилучшего отражения от вероятных несплошностей в данном ОК.
Схемы сканирования приведены на рисунке 4.1.









особенности сканирования при использовании наклонного ПЭП
Рисунок 4.1 - Схемы сканирования прямым и наклонным ПЭП
в) К основным параметрам контроля, учитывающимся при настройке, относятся:
- тип используемого ПЭП (прямой, наклонный, р/с, специализированный и т.п.);
- рабочая частота используемых ультразвуковых колебаний;
- угол ввода ПЭП и «стрела» (для наклонных и некоторых р/с);
- чувствительность контроля;
- схемы контроля.
4.2.2.6 Настройка аппаратуры
а) Ультразвуковые толщиномеры предназначены для измерения толщин, их настройка проводится по заводским инструкциям.
Примечание - Если настройка толщиномеров проводится по образцам, то необходимо, чтобы образцы по толщинам и маркам материала соответствовали контролируемым изделиям.
б) Ультразвуковые дефектоскопы предназначены для выявления отражателей (несплошностей), измерения их характеристик для последующей оценки; поэтому дефектоскопы нуждаются в предварительной настройке - калибровке.
в) Различают три основные настройки дефектоскопов:
- настройка блоков глубиномера (устройств для измерения координат и условных размеров отражателей);
- настройка скорости развертки (настройка дисплея - экрана) дефектоскопа и установка «зоны контроля»;
- настройка чувствительности контроля для выявления и оценки отражателей (несплошностей).
В современных цифровых дефектоскопах, снабженных микропроцессором и энергонезависимой памятью, эти настройки могут быть частично уже заложены в программе, а новые выполняются согласно инструкций разработчиков.
г) Настройка глубиномера заключается в калибровке его измерительных устройств с учетом скорости распространения ультразвуковой волны в контролируемом материале. Для прямого отсчета координат (X и Н) отражателей при использовании наклонных ПЭП при калибровке дополнительно учитывается угол ввода (преломления).
Примечание - Если настройку рекомендуют проводить по образцам, то необходимо чтобы образцы по толщинам и марке материала соответствовали контролируемым изделиям.
д) Настройка скорости развертки заключается в выборе оптимального масштаба экрана дефектоскопа. Выбранный масштаб должен обеспечивать нахождение в максимально-большей части экрана всех эхо-сигналов от отражателей в ОК.
«Зоной контроля» выделяется на экране контролируемое сечение ОК, т.е. «зона контроля» является ожидаемой областью эхо-сигналов от несплошностей. Настройка развертки и установка зоны производится по торцевым углам или искусственным отражателям стандартных образцов (СО и СОП). Границы «зоны контроля» фиксируются на экране маркерами дефектоскопа, например «стробом». Возможна безобразцовая настройка с помощью цифрового глубиномера дефектоскопа.
После настройки линия развертки на экране отображает путь (время) прохождения ультразвукового луча в ОК - рисунок 4.2.
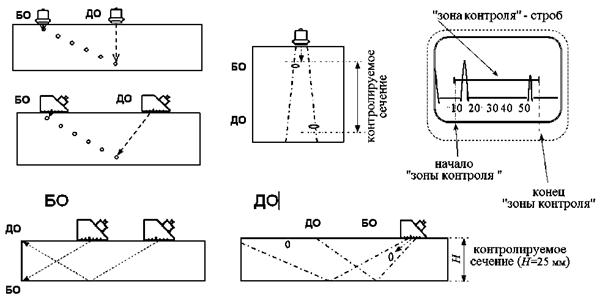
БО - ближний отражатель, ДО - дальний отражатель
Рисунок 4.2. - Настройка скорости развертки
е) Настройка чувствительности заключается в установке таких режимов приемно-передающего тракта дефектоскопа, при которых возможно уверенное выявления различных по размеру отражателей (в том числе минимальных).
Величина амплитуды эхо-сигнала на экране отображает количество отражённых ультразвуковых колебаний и определяется величиной и ориентацией отражающей поверхности несплошности.
Амплитуду эхо-сигнала можно менять (регулировать) изменением режима работы дефектоскопа, поэтому правильная настройка (калибровка) чувствительности позволяет соотнести амплитуду эхо-сигнала с величиной отражающей поверхности несплошности и оценить её геометрические размеры.
Чувствительность является одним из основных параметров ультразвукового контроля.
1) Понятие «калибровки» чувствительности актуально в тех случаях, когда оценка допустимости несплошности проводится по величине её условных характеристик.
В других случаях, когда оценка проводится по схеме «да/нет» настройка чувствительности производится упрощенным способом, без калибровки.
2) В практике устанавливают следующие уровни чувствительности:
- «браковочный уровень» - оценивается допустимость несплошностей по амплитуде эхо-сигнала. Определяется эквивалентной площадью максимально допустимой несплошности регламентируемой «Нормами»;
- «контрольный уровень» - производятся фиксация несплошностей, измерение их условных характеристик и дальнейшая оценка в соответствии с «Нормами»;
- «поисковый уровень» - при этом уровне производятся непосредственно контроль (сканирование) ОК и поиск несплошностей.
Наивысшая чувствительность контроля устанавливается при «поисковом уровне».
Поисковый уровень должен превышать контрольный на 6 дБ, а браковочный - на 12 дБ.
3) В случаях, когда нет возможности или необходимости в измерении условных характеристик несплошностей, используют только два уровня чувствительности: «браковочный» и «поисковый».
Примечание - Существует еще «опорный» уровень чувствительности, он применяется при контроле с использованием различных диаграмм, таблиц и шкал.
4) В качестве основного, эталонного (контрольного) искусственного отражателя для настройки чувствительности стандарт (ГОСТ 14782) предусматривает глухое отверстие с плоским дном, ориентированным перпендикулярно акустической оси ПЭП. Площадь дна отверстия (отражающая поверхность) задается НД и является эквивалентной площадью (Sэквивал.) одиночной несплошности, фиксируемой или максимально допускаемой в данном объекте контроля - рисунок 4.3. Кроме плоскодонного отверстия, для наклонных ПЭП ГОСТ 14782 допускает использование «зарубок» и «сегментов» - рисунок 4.4. В практике также используются вертикальные сверления, запилы, риски и другие отражатели. Площадь отражающих поверхностей любых отражателей пересчитывается относительно площади «плоскодонки».

Рисунок 4.3 - Плоскодонный отражатель на фиксированной глубине
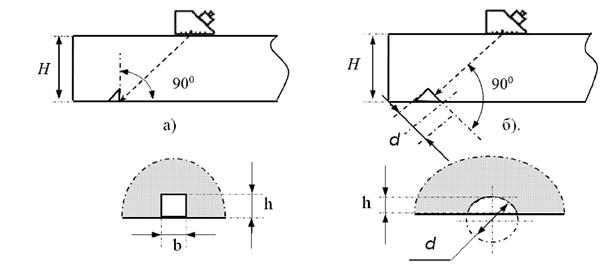
Рисунок 4.4 Отражатели в виде зарубки (а) и сегмента (б)
5) Для обеспечения регламентированного уровня чувствительности по всему сечению контролируемого участка ОК её настройку следует проводить с поправкой на затухание ультразвуковых колебаний в материале изделия. Этого можно добиться следующими способами:
- настраивать чувствительность дискретно на образце с искусственными отражателями, расположенными на различном расстоянии (глубине) от ПЭП - рисунок 4.5;
- использовать расчетные диаграммы «амплитуда-расстояние-дефект» (АРД - диаграммы), шкалы или таблицы и настраиваться на указанный «опорный уровень» на стандартных образцах (СО или V) - рисунок 4.6;
- настраивать чувствительность в режиме временной регулировки чувствительности (режим ВРЧ) - рисунок 4.7.

Рисунок 4.5 - Настройка по «эталонным» отражателям

Рисунок 4.6 - Настройка на опорный уровень диаграмм или по шкалам

Рисунок 4.7 - Настройка чувствительности с использованием ВРЧ
4.2.2.7 Измерение условных характеристик несплошностей (отражателей)
К измеряемым характеристикам несплошности (по ГОСТ 14782) относятся:
- координаты;
- эквивалентная площадь;
- условная высота;
- условная протяженность;
- количество несплошностей на единицу объема,
- форма несплошности.
а) Определение координат отражателя. По координатам отражателя удается определить его месторасположение и отличать его сигналы от сигналов от грубых неровностей, проточек, конструктивных элементов, и т.п. Информация о месторасположении несплошности необходима также для оценки её допустимости и составления отчетной документации.
Координаты отражателей определяются с помощью глубиномерных устройств дефектоскопа, согласно заводским инструкциям.
Координаты отражателя, выявленного прямым или р/с ПЭП, определяются:
- координатой X (место залегания) - местом расположения ПЭП на поверхности ОК;
- координатой Н - глубиной залегания.
- координаты отражателя, выявленного наклонным ПЭП, определяются:
- координатой X (место залегания) - расстоянием по поверхности сканирования от ПЭП;
- координатой Н - глубиной залегания.
Схема определения координат отражателя показана на рисунке 4.8.

Рисунок 4.8. - Определение координат прямым и наклонным ПЭП
б) Измерение амплитуды эхо-сигнала. Амплитуду сигналов измеряют в положительных и отрицательных децибелах, дБ (логарифмических единицах отношения величин).
В зависимости от конструкции дефектоскопа амплитуда может измеряться в автоматическом или ручном варианте.
Основным способом измерения амплитуды является отсчет показаний аттенюатора - основного регулятора чувствительности дефектоскопа - при совмещении на экране вершины сигнала с условным уровнем, установленным при настройке.
В автоматическом варианте величину амплитуды сигнала считывают с цифрового дисплея дефектоскопа при фиксированных положениях аттенюатора. Некоторые дефектоскопы дополнительно показывают разницу между амплитудой сигнала и настроенным условным уровнем (например, опорным).
в) Измерение условной высоты несплошности. Измерения условной высоты несплошности (обозначается DН) заключаются в фиксировании её границ по глубине-высоте объекта контроля (рисунок 4.9).
На «контрольном уровне» чувствительности замеряются координаты Н1 и Н2 при двух крайних положениях ПЭП. Величина условной высоты (DН) рассчитывается из разницы глубин - рисунок 4.9. Ту же величину можно определить по горизонтальной шкале экрана дефектоскопа в мм или мкс.
Примечание - Плоская горизонтальная несплошность параллельная контактной поверхности, условной высоты не имеет, поэтому данная характеристика реализуется только для вертикальных несплошностей и при контроле наклонным ПЭП.

Рисунок 4.9. - Измерение условной высоты несплошности
г) Измерение условной протяженности несплошности. Измерения условной протяженности (длины) несплошности (DL) заключаются в фиксировании её границ на поверхности объекта контроля (рисунок 4.10).
На сканируемой поверхности ОК замеряют расстояние между крайними положениями ПЭП (в мм), при которых сигнал от несплошности соизмерим с «контрольным уровнем».
Условную протяженность измеряют как прямыми и р/с, так и наклонными ПЭП. Первыми измеряют условную протяженность горизонтальных (параллельных плоскости сканирования) несплошностей, а наклонными - вертикальных.
Примечание - Горизонтально ориентированные к поверхности сканирования несплошности имеют как бы две условных протяженности, меньшая из которых (DL) считается шириной.
Помимо протяженных, различаются еще и одиночные или компактные несплошности. Компактной несплошностью считается несплошность с условной протяженностью не более чем от контрольного (эталонного) отражателя. В отдельных случаях размер компактной несплошности задается НД (методиками, правилами контроля).
Если две компактные несплошности расположены на расстоянии менее условной протяженности от контрольного отражателя, они определяются как одна протяженная несплошность.

Рисунок 4.10 - Измерение условной протяженности несплошности
д) Подсчет количества несплошностей. Количество несплошностей определился прямым подсчетом. Подсчет проводится на определенной единице длины участка контроля (единица длины определяется «Нормами», например 100 мм). Компактные и протяженные несплошности могут суммироваться по раздельности или все вместе.
Если две несплошности (компактные или протяженные) расположены на расстоянии менее условной протяженности компактного отражателя, они фиксируются как одна протяженная несплошность.
е) Определение формы отражателя. При ультразвуковом контроле характер несплошности не определяется, но в отдельных случаях удается распознать форму вертикальной несплошности: объемную (раковины, поры, включения) или плоскостную (трещины, несплавления, непровары).
1) Если при сканировании несплошности наклонным ПЭП (рисунок 4.11), при незначительном его повороте амплитуда отраженного эхо-сигнала резко падает, то это плоскостной отражатель с зеркальной индикатрисой рассеивания. И наоборот, если амплитуда изменяется незначительно, то это объемный отражатель с круговой индикатрисой рассеивания.

Рисунок 4.11 - Определение формы отражателя
2) Для толщин более 30 мм
определить форму вертикальной несплошности возможно с помощью двух наклонных
ПЭП (включенных по совмещенной схеме), работающих по схеме «тандем» (рисунок 4.12). Сопоставляя амплитуды
отраженных сигналов определяют коэффициент формы: ![]() где A1 и А2 амплитуда первого (прямой луч) и второго
(отраженный луч) ПЭП.
где A1 и А2 амплитуда первого (прямой луч) и второго
(отраженный луч) ПЭП.

Рисунок 4.12 - Определение коэффициента формы отражателя
Объемный отражатель (с условно круговой индикатрисой рассеивания) выявляется практически одинаково каждым из двух ПЭП, однако амплитуда сигнала у ПЭП № 2 заметно ниже из-за большего пути прохождения ультразвуковой волны, Кф положительный (больше 1).
Плоскостной отражатель (с практически зеркальным отражением) является неблагоприятным для обоих ПЭП. Однако, несмотря на разницу в расстояниях, за счет зеркального отражения амплитуда сигнала у ПЭП № 2 выше, чем у № 1, Кф отрицательный (больше 1).
4.2.2.8 Порядок проведения контроля
а) Ультразвуковой контроль тепломеханического оборудования ТЭС проводится по технологическим «картам» контроля (ТКК).
Карты контроля должны соответствовать требованием НД (Правил, методик), распространяющейся на данный объект контроля.
ТКК разрабатываются специалистами не ниже 2-го уровня квалификации и утверждаются руководителем службы контроля (лаборатории). Допускается использовать ТКК (технологические процессы), разработанные специалистами ведущих специализированных организаций или лабораторий.
б) Технологическая карта контроля должна содержать следующую информацию:
- описание ОК (техническая характеристика, конструкция, типоразмер, степень контроледоступности);
- тип применяемой аппаратуры и оборудования;
- параметры контроля;
- используемые образцы и способы настройки аппаратуры;
- схемы сканирования;
- рекомендации и особенности контроля;
- оценку результатов контроля (измерение характеристик несплошностей, нормы оценки качества).
ТКК могут составляться как на одну конкретную конструкцию, так и на группу однотипных изделий.
в) Перед началом контроля дефектоскопист должен «принять» изделие, то есть убедиться в качественной его подготовке и в отсутствии дефектов на поверхности. Контроль до устранения дефектов не допускается.
г) Участок трубопровода (труба, гиб, камера) должен быть доступен для контроля по всему периметру.
д) Сварное соединение должно иметь доступ по всему периметру (длине) с обеих сторон шва на участках примыкающих элементов (угловые сварные соединения контролируются со стороны штуцера).
Для сварных соединений принята классификация степени контроледоступности:
- всё сечение сварного шва прозвучивается как минимум с двух направлений - 1ДК;
- всё сечение сварного шва прозвучивается хотя бы с одного направления (контроль с одной стороны) - 2ДК;
- в подповерхностной части сечения имеются полностью непрозвучиваемые участки, но не более 20 % сечения - 3ДК;
- в сечении сварного шва имеются более 20 % непрозвучиваемых участков - неконтроледоступен.
Примечание - Повысить степень контроледоступности можно путем снятия валика усиления сварного шва или применением дополнительных специальных технологий контроля.
е) Часто в практике (особенно при эксплуатационном контроле) возникает необходимость в подтверждении соответствия толщины стенки конструкции изделия сведениям чертежа. Эта операция производится с помощью толщинометрии.
ж) Для фиксации результатов контроля изделие должно быть размечено способом, рекомендованным ТКК или любым другим (трубные элементы обычно размечаются по аналогии с часовым циферблатом). Обязательным является маркировка нулевой, т.е. начальной точки контроля.
и) Порядок проведения ультразвукового контроля толщины стенки и толщинометрии состоит из следующих основных последовательных операций:
1) получение заявки на проведение работ,
2) ознакомление с технической документацией на ОК,
3) определение параметров контроля (из ТКК, технологий, методик, инструкций),
4) настройка аппаратуры в соответствии с НД (ТКК),
5) прием ОК после подготовительных работ и визуального осмотра,
6) разметка (маркировка) ОК,
7) проведение рабочего контроля (измерений),
8) анализ результатов контроля (характеристик выявленных несплошностей),
9) оценка результатов контроля (измерений) и ОК в целом,
10) составление и оформление отчетной документации (протоколов, заключений).
4.2.2.9 Требования к методикам контроля основного металла
Помимо описанных ниже методик контроля, в практике дополнительно могут быть использованы другие методики и технологии, разработанные специализированными организациями и утвержденные в установленном порядке.
а) Методика контроля гнутых участков (колен, гибов) трубопроводов.
Основными дефектами металла гнутых участков трубопроводов (колен, гибов) являются грубые риски и трещины, полученные при изготовлении (гибке), а также язвы и трещины, возникшие при эксплуатации.
1) Схема контроля: контроль проводится наклонными ПЭП перпендикулярно образующей трубы. Основными участками контроля являются внутренняя и наружная поверхность - рисунок 4.13.
При эксплуатационном контроле гибов сжатую зону допускается не контролировать. При контроле колен паропроводов, изготовленных в штампах, внутренний обвод (сжатую зону) рекомендуется подвергать контролю.

Рисунок 4.13 - Схема контроля гибов
2) Преобразователи: при контроле труб диаметром 273 мм и менее контактная поверхность ПЭП должна повторять кривизну (радиус) поверхности трубы, при этом обеспечивать необходимый угол (g) с вертикальным отражателем на внутренней поверхности - рисунок 4.14.

|
S/D, мм |
g, град. |
|
< 0,17 |
450 |
|
> 0,17 |
900 |
S - толщина стенки гиба
D - диаметр трубы гиба
Рисунок 4.14 - Подготовка рабочей поверхности ПЭП
По мере износа ПЭП соответствие правильности угла ввода контролируется шаблонами.
Рабочая частота ПЭП определяется толщиной контролируемой трубы:
|
S, мм |
рабочая частота ПЭП, МГц |
|
от 3,5 до 15 |
5,0 |
|
Свыше 15 |
2,5 |
3) Образцы: СОП - фрагмент натурной трубы с контрольными отражателями в виде зарубок показан схематично на рисунке 4.15.

|
S трубы, мм |
зарубка (b´h), мм |
|
до 15 |
2,0´1,0 |
|
свыше 15 до 18 |
2,5´1,5 |
|
свыше 18 до 22 |
2,5´2,0 |
|
свыше 22 |
3,5´2,0 |
4) Настройка: скорость развертки и чувствительность настраиваются по зарубкам в образце. Применяются три уровня чувствительности (браковочный, контрольный, поисковый).
5) Оценка: двухбалльная (балл 1 - брак и балл 2 - удовлетворительно). Основной критерий - оценка по амплитуде эхо-сигнала. Несплошности в нейтральных частях гиба оцениваются по контрольному уровню чувствительности.
Оценка обнаруженных отражателей на наружной поверхности гиба производится по результатам поверхностных методов контроля (визуально-измерительного, капиллярного, магнитопорошкового).
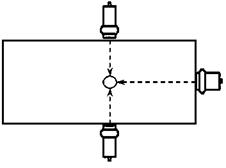
б) Методика контроля корпусов пароохладителей.
При нарушении в работе пароохладителей (разрушение впрыскивающих устройств и защитных рубашек) «холодный» конденсат попадает на внутреннюю поверхность камеры и провоцирует образование трещин.
1) Участками контроля являются: кромка отверстия корпуса для штуцера подвода конденсата и внутренняя поверхность самого корпуса.
2) Схема контроля (рисунок 4.16): контроль проводится наклонными ПЭП прямым лучом:
- кромка отверстия контролируется ПЭП (I и II) с хордовым вводом ультразвуковой волны;
- поверхность корпуса камеры контролируется наклонными ПЭП (III и IV) с двух направлений: вдоль и поперек камеры.
3) Преобразователи
Таблица 4.2 - Основные параметры контроля
|
Участок контроля |
Позиция |
Угол ввода |
Рабочая частота |
|
кромка отверстия |
I - по часовой стрелки |
40° ÷ 50° |
2,0 ÷ 2,5 МГц |
|
II - против часовой стрелки |
40° ÷ 50° |
||
|
корпус |
III - поперек корпуса (трубы) |
см. п.п. 4.2.2.9 а) 3) |
|
|
IV - вдоль корпуса (трубы) |
50° |
Для контроля кромки отверстий применяются специализированные ПЭП с хордовым вводом ультразвуковой волны. Контактная поверхность преобразователей скошена (влево - I и вправо - II) под углом от 12 до 16°, без изменения угла ввода.
4) Образцы: фрагмент натурного пароохладителя либо СОП в виде стального бруска толщиной, равной толщине камеры. Отражатели в виде запилов (угловой и продольный) - (рисунок 4.17):

Рисунок 4.16 - Схема контроля

Рисунок 4.17 - Образец
5) Настройка: скорость развертки и чувствительность настраиваются по запилам: угловому (l) - для отверстия позиции I и II; по продольному (h) для камеры - позиции III и IV (рисунок 4.16).
6) Оценка: двухбалльная - годен/негоден, брак - наличие отражателя с признаками трещины.
в) Методика контроля крепежа (шпилек, болтов).
В процессе эксплуатации и ремонтов в теле шпильки (болтов) могут появляться трещины, которые располагаются обычно в районе галтелей и ближних ниток резьбы.
1) Контроль проводится всего тела шпильки: прямым ПЭП - с торцевых поверхностей, наклонным ПЭП - с гладкой части прямым лучом.
2) Схема контроля демонстрируется рисунком 4.18.

Рисунок 4.18 - Схема контроля
3) Преобразователи: тип преобразователей и параметры контроля приведены в таблице 4.3.
Таблица 4.3
|
ПЭП |
угол ввода |
рабочая частота |
|
|
торцевая поверхность |
прямой |
- |
2,5 МГц; 5,0 МГц |
|
гладкая поверхность |
наклонный |
50° ÷ 65° |
2,5 МГц |
4) Образцы: СОП - натурная шпилька (болт) соответствующей конструкции и типоразмера с отражателями в виде запилов (рисунок 4.19).

h = 1,0 ÷ 5,0 мм
Рисунок 4.19 - Схема образца
5) Настройка: скорость развертки и чувствительность настраиваются по запилам прямым лучом.
6) Особенность контроля: сложность в разделении сигналов от трещины и сигналов от резьбы.
7) Оценка: двухбалльная - годен/негоден. Брак - наличие отражателя с признаками трещины.
г) Методика контроля элементов роторов турбин.
1) Контроль металла цельнокованых роторов турбин.
Контроль проводится изнутри со стороны осевого канала при помощи специальных устройств - дефектоскопов, в контактном либо в иммерсионном варианте. Устройства состоят из механизма - манипулятора с блоком ПЭП и электронной части, в которую входит дефектоскоп и блоки слежения и управления манипулятором. При контроле выявляются продольные и поперечные несплошности.
В связи с уникальностью используемых устройств и сложностью работы с ними контроль со стороны осевого канала разрешается проводить только специально аккредитованным лабораториям.
2) Контроль обода диска в районе Т-образного паза под хвостовики рабочих лопаток.
Контроль проводится на выявление трещин в районе верхних концентраторов Т-образного паза без разлопачивания дисков.
- схема контроля: контроль проводится с одного направления по всему ободу диска (рисунок 4.20).

Рисунок 4.20 - Схема контроля
- преобразователь: наклонный ПЭП с углом ввода 40° ÷ 45° на рабочую частоту 2,5 МГц.
- образец: СОП в виде стального бруска с вертикальным сверлением - рисунок 4.21.

Рисунок 4.21 - Образец СОП
- настройка: скорость развертки и чувствительность настраиваются по сверлению. Допускается настройка чувствительности (опорный уровень) по сверлению (44 мм) в СО-2 и безобразцовая настройка развертки.
При использовании СО-2 браковочный уровень определяется с помощью таблицы 4.4.
Таблица 4.4
|
Н, мм |
16 - 23,9 |
24 - 31,9 |
32 - 25,9 |
26 - 40 |
|
браковочный уровень ниже опорного на, ДБ: |
6 |
4 |
2 |
0 |
- оценка: двухбалльная - годен/негоден, брак - наличие отражателя с признаками трещины.
3) Контроль обода диска в районе заклёпочных отверстий посадочных мест рабочих лопаток.
Контроль проводится на выявление трещин в районе кромок клепочных отверстий.
- схема контроля: прямым и отраженным лучом - рисунок 4.22.

Рисунок 4.22 - Схема контроля
- преобразователи: наклонный ПЭП с углом ввода от 40 до 70° (выбирается в зависимости от диаметра головки заклёпки и толщины обода диска) на рабочую частоту 2,5 МГц.
- образец: СОП - в виде отдельного бруска со сверлением под заклёпку и угловым запилом - рисунок 4.23

Рисунок 4.23 - Схема СОП
- настройка: скорость развертки настраивается по углам СОП, а чувствительность - по угловому запилу (3´3 мм) в отверстии.
- оценка: двухбалльная - годен/негоден, брак - наличие отражателя с признаками трещины.
4) Контроль металла диска в районе шпоночного паза.
Контроль проводится на выявление трещин в районе верхних кромок шпоночного паза:
- схема контроля показана на рисунке 4.24;

Рисунок 4.24 - Схема контроля
- преобразователи: наклонный ПЭП с углом ввода от 40 до 45° на рабочую частоту 2,5 МГц, ограниченные размеры контактной поверхности диска определяют конструктивные размеры ПЭП;
- образец: СО-2 для настройки чувствительности;
- настройка: скорость развертки настраивается безобразцовым способом по фактическим размерам (H1 и Н2), а чувствительность - по СО-2 (опорный уровень) и АРД диаграмме;
- оценка: двухбалльная - годен/негоден, брак - превышение амплитуды эхо-сигнала браковочного уровня (S эквивалент равен 10 мм).
5) Контроль вилкообразных хвостовиков рабочих лопаток. Контроль проводится без разлопачивания на выявление трещин в районе отверстий под заклёпки:
- схема контроля с одного неизменного положения (места установки ПЭП) представлена на рисунке 4.25;

Рисунок 4.25 - Схема контроля
- преобразователи: наклонный ПЭП для возбуждения поверхностных волн на рабочую частоту 5,0 МГц (ограниченные размеры контактной поверхности лопатки определяют конструктивные размеры ПЭП);
- образец: фрагмент натурной лопатки с запилами глубиной 3,0 мм и шириной 1,0 мм - рисунок 4.26;

Рисунок 4.26 - Образец
- настройка: скорость развертки настраивается по дальней кромке хвостовика и запилам.
Чувствительность (опорный уровень) - по обоим (ближнему и дальнему) запилам:
- контроль проводится путем поворота ПЭП из исходного положения, установленного при настройке по торцу хвостовика;
- сложность контроля: различимость сигнала от отверстия от сигнала от трещины;
- оценка: двухбалльная - годен/негоден, брак - превышение амплитуды эхо-сигнала браковочного уровня. Браковочный уровень на 6 ДБ ниже опорного уровня для каждого запила;
6) Контроль металла выходных кромок рабочих лопаток. Контроль проводится на выявление трещин в эрозионно-изношенной выходной кромке лопатки:
- схема контроля представлена на рисунке 4.27;

Рисунок 4.27 - Схема контроля
- преобразователи: наклонный ПЭП для возбуждения поверхностных волн на рабочую частоту 5,0 МГц (контактная поверхность имеет клиновидный направляющей выступ, позволяющий выдерживать необходимый угол ориентации преобразователя -5°);
- образец: СОП (стальная пластина 150´50´3 - 5 мм) - рисунок 4.28;

Рисунок 4.28 - СОП
- настройка: развертка и чувствительность настраиваются по пропилу шириной и длиной 1 мм в СОП;
- оценка: двухбалльная - годен/негоден, брак - превышение амплитуды эхо-сигнала браковочного уровня.
4.2.2.10 Требования к методикам контроля сварных соединений
а) Методика контроля стыковых сварных соединений.
Контролю подвергается наплавленный металл сварного шва и околошовная зона (от 5 до 20 мм). Контроль проводится наклонными ПЭП с околошовных поверхностей свариваемых элементов (со стороны литых деталей контроль не проводится).
1) Схемы контроля
При толщине стенки элементов менее 60 мм - прямым и отраженным лучом с обеих сторон шва.
При толщине стенки элементов 60 мм и более - прямым лучом с обеих сторон шва. В этом случае обязательно удалять усиление сварного шва и проводить дополнительный контроль р/с ПЭП. Цилиндрические элементы (трубы, сосуды) с внутренним диаметром менее 800 мм контролируются только с наружной поверхности - Рисунок 4.29. Плоские и цилиндрические элементы с внутренним диаметром более 800 мм контролируются с наружной и, по мере доступности, с внутренней поверхности.

Рисунок 4.29 - Схемы контроля
2) Преобразователи: Требования по параметрам преобразователей приведены в таблице 4.5.
Таблица 4.5
|
Рабочая частота, МГц |
Угол ввода ультразвуковой волны, град. |
||
|
прямым лучом |
отраженным лучом |
||
|
от 2 до 8 вкл |
10,0 - 4,0 |
75 - 70 |
75 - 70 |
|
свыше 8 до 12 вкл. |
5,0 - 2,5 |
70 - 65 |
70 - 65 |
|
свыше 12 до 20 вкл. |
5,0 - 2,5 |
70 - 65 |
70 - 60 |
|
свыше 20 до 40 вкл. |
4,0 - 1,8 |
65 - 60 |
65 - 45 |
|
свыше 40 до 60 вкл. |
2,5 - 1,25 |
65 - 50 |
50 - 40 |
|
свыше 60 |
2,0 - 1,25 |
60 - 45 |
не проводится |
При контроле трубных элементов диаметром менее 150 мм преобразователь должен быть притерт - иметь радиусную контактную поверхность, соответствующую диаметру трубы. Необходимость притирки уточняется типом ПЭП (размером его контактной поверхности).
3) Образцы (примеры образцов):
- СОП для настройки скорости развертки (а) и чувствительности (б) при контроле толщин менее 12 мм (20 мм) - рисунок 4.30;
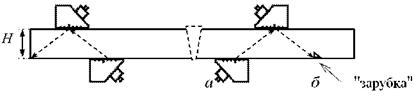
Рисунок 4.30 - Образец (СОП)
- СО для настройки опорного уровня чувствительности при контроле толщин более 12 мм (20 мм) - рисунок 4.31.

4) Настройка
Настройка скорости развертки может производиться безобразцовым способом с помощью глубиномера дефектоскопа либо по образцам (СО и СОП). Настройка чувствительности производится следующими способами:
- при контроле толщин менее 12 мм (20 мм) по угловым отражателям (зарубкам) в СОП - Рисунок 4.30. б;
- при контроле толщин более 12 мм (20 мм) по АРД-диаграммам или другим аналогичным диаграммами и шкалам, по отражателям в СО и СОП - Рисунок 4.31;
- при контроле толщин более 12 мм (20 мм) в режиме ВРЧ и по отражателям в СО или СОП.
5) Оценка - по двухбалльной системе:
балл 1 - неудовлетворительное качество (брак), в сварных соединениях обнаружены несплошности с характеристиками, превышающими максимально допустимые - Таблица 4.6;
балл 2а и 2б - удовлетворительное качество, в сварных соединениях не обнаружены несплошности с характеристиками, превышающими максимально допустимые (2а - ограничено годные, 2б - годные - отсутствуют несплошности с амплитудой сигнала больше контрольного уровня чувствительности).
Таблица 4.6 - Таблица характеристик максимально допустимых несплошностей
|
Эквивалентная площадь одиночных несплошностей, мм2 |
Количество одиночных несплошностей на любые 100 мм длины св. соединения |
Протяженность несплошностей |
|||
|
минимально фиксируемая |
максимально допустимая |
суммарная в корне шва |
одиночных в сечении шва |
||
|
св. 2 до 3 |
0,3 |
0,6 |
6 |
20 % внутреннего периметра сварного соединения |
равная условной протяженности компактной несплошности |
|
св. 2 до 4 |
0,4 |
0,9 |
6 |
||
|
св. 4 до 5 |
0,6 |
1,2 |
7 |
||
|
св. 5 до 6 |
0,6 |
1,2 |
7 |
||
|
св. 6 до 9 |
0,9 |
1,8 |
7 |
||
|
св. 9 до 10 |
1,2 |
2,5 |
7 |
||
|
св. 10 до 12 |
1,2 |
2,5 |
8 |
||
|
св. 12 до 18 |
1,8 |
3,5 |
8 |
||
|
св. 18 до 26 |
2,5 |
5,0 |
8 |
||
|
св. 26 до 40 |
3,5 |
7,0 |
9 |
||
|
св. 40 до 60 |
5,0 |
10,0 |
10 |
||
|
св. 60 до 80 |
7,0 |
15,0 |
11 |
||
|
св. 80 до 120 |
10,0 |
20,0 |
11 |
||
6) Кольцевые стыковые соединения секторных отводов контролируются по той же технологии, что и стыковые соединения труб. Выбор углов ввода наклонных ПЭП (таблица 4.5) следует корректировать по величине углов соединения секторов.
7) Продольные и спиральные стыковые сварные соединения трубопроводов большого диаметра контролируются по той же технологии, что и поперечные сварные соединения.
б) Методика контроля стыковых сварных соединений труб теплообмена.
Особенность контроля вызвана малым диаметром контролируемых соединений труб (от 25 до 89 мм).
Возможен контроль сварных соединений (толщиной до 7 мм) из аустенитных марок сталей и композитных соединений.
1) Схема контроля: прямым и отраженным лучом за один проход - рисунок 4.32.

Рисунок 4.32 - Схема контроля
2) Преобразователи: наклонные малогабаритные, наклонные р/с, наклонные хордовые или другие специализированные - параметры преобразователей приведены в таблице 4.7.
Таблица 4.7
|
Рабочая частота, МГц |
Характеристики ПЭП |
Максим. допустимая Sэквив., мм2 |
||
|
угол ввода у.з. волны, град. |
стрела, мм |
|||
|
свыше 2 до 3 вкл. |
4,0 - 6,0 |
75 - 73 |
< 5 |
0,6 |
|
св. 2 до 4 вкл. |
4,0 - 6,0 |
75 - 73 |
< 5 |
0,9 |
|
св. 4 до 5 вкл. |
4,0 - 6,0 |
75 - 73 |
< 5 |
1,2 |
|
св. 5 до 6 вкл. |
4,0 - 6,0 |
75 - 73 |
5 - 7 |
1,2 |
|
св. 6 до 8 вкл. |
4,0 - 6,0 |
75 - 70 |
5 - 8 |
1,8 |
|
аустенитные стали св. 3 до 4 вкл. |
4,0 - 6,0 |
75 - 73 |
< 5 |
зарубка (b´h) 2,0´0,8 мм |
|
аустенитные стали св. 4 до 6 вкл. |
4,0 - 6,0 |
75 - 73 |
< 5 |
зарубка (b´h) 2,0´1,0 мм |
3) Образец: фрагмент натурной трубы с отражателями в виде зарубок, - рисунок 4.33. Возможно использование СОП-4 и СОП-5 при настройке чувствительности по специальной методике.

Рисунок 4.33 - Образец
4) Настройка: - аналогично, как и для стыковых сварных соединений трубопроводов соответствующих толщин.
5) Особенности контроля: выявление смещения кромок и разностенности - рисунок 4.34.

смещение кромок разностенность
Рисунок 4.34 - Контроль смещения кромок и разностенности
6) Оценка: двухбалльная (балл 1 - брак и балл 2 - удовл.). Основной критерий - оценка по амплитуде эхо-сигнала.
в) Методика контроля угловых сварных соединений.
Контролируются сварные тройники и угловые сварные швы вварки штуцеров и труб в камеры, барабаны, сосуды и трубы, при внутреннем диаметре штуцера более 100 мм и толщиной стенки 4,5 мм и более.
Контроль возможен при полном проплавлении сварного шва (отсутствие конструктивного непровара) или при удалении непровара проточкой.
При внутреннем диаметре короткого штуцера более 300 мм проводится дополнительный контроль с внутренней стороны штуцера прямым и наклонным ПЭП.
1) Схема контроля
Контроль проводится со стороны привариваемого элемента. При приварке штуцеров к листовым конструкциям или сосудам возможен контроль со стороны основного элемента. Схема контроля приведена на рисунке 4.35.

Рисунок 4.35 - Схема контроля
Контроль выполняется:
- при толщине стенки привариваемого элемента менее 60 мм - прямым и отраженным лучом со стороны привариваемого элемента;
- при толщине стенки привариваемого элемента 60 мм и более - прямым лучом со стороны привариваемого элемента.
2) Преобразователи: такие же, что и для стыковых сварных соединений трубопроводов для соответствующих толщин (таблица 4.5.).
3) Образцы: - те же, что и для стыковых сварных соединений трубопроводов соответствующих толщин.
4) Настройка: - аналогично, как и для стыковых сварных соединений для соответствующих толщин.
5) Оценка: - применяются те же нормы, что и для стыковых сварных соединений (см. таблицу 4.6). При контроле тройников с удаляемым подкладным кольцом рекомендуется ужесточить браковочный уровень на 3 дБ.
г) Методика контроля ремонтных наплавок.
Наплавки можно условно разделить на:
- наплавку (заварку) сварного шва при местном ремонте;
- наплавки на поверхности основного металла элемента для его восстановления после выборки поверхностного дефекта, либо коррозионного или эрозионного повреждения.
1) Наплавки, выполненные при ремонтах сварного шва, по существу являются восстановленным фрагментом самого шва и контролируются по тем же методикам и при тех же параметрах.
2) Восстановительные наплавки на детали контролируются прямым лучом наклонными и р/с ПЭП по схеме, приведенной на рисунке 4.36.

Рисунок 4.36 - Схема контроля
Основной контроль со стороны наплавки р/с ПЭП (2,5 - 5,0 МГц) и наклонными ПЭП (5,0 МГц, с углом ввода от 70 до 75°).
По мере доступности дополнительный контроль проводится с противоположной стороны наплавки р/с ПЭП (2,5 МГц) или прямыми ПЭП (2,5 МГц) в зависимости от толщины основного металла и наклонным ПЭП (2,5 МГц, с углом ввода от 40 до 50°).
Настройка дефектоскопа и оценка наплавленного металла проводятся аналогично, как и для стыковых сварных соединений и определяются толщиной наплавки.
Несплавления по кромке наплавки недопустимы - брак.
4.2.2.11 Требования к методикам контроля толщины (толщинометрия) элементов
Контроль (измерение) толщины можно условно разделить по смыслу намеченной задачи:
- определение (подтверждение) типоразмера элемента;
- выявление коррозионного и эрозионного износа;
- выявление внутренних несплошностей основного металла и сварных соединений (включений, расслоений, пор и т.п.).
а) При определении толщины стенки следует выполнять следующее: измерения должны производиться на участке достаточном для проведения не менее трех замеров (участок 50´50 мм); сами участки должны равномерно распределяться по изделию, а их количество определяется конструкцией и размерами элемента - рисунок 4.37.
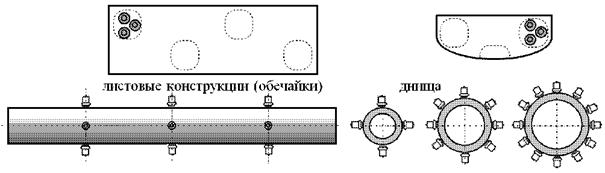
трубы и трубные элементы различного диаметра
Рисунок 4.37 - Примеры контроля толщины стенки
б) Определение толщины стенки гнутых отводов (гибов) труб производится по следующим схемам, условно изображённым на рисунке 4.38:
- Гнутые участки труб диаметром 89 мм и более измеряются в 5 сечениях: в каждом сечении в растянутой (лобовой) части и в обеих нейтральных зонах;

Рисунок 4.38 - Схема контроля толщины стенки в гибах
- Гнутые участки труб диаметром менее 89 мм, в том числе и труб поверхностей теплообмена, измеряются в 3 сечениях: в каждом из них в растянутой (лобовой) части.
в) Для выявлении коррозии внутренней стенки элемента следует уточнить места возможного поражения. Для труб это может быть нижняя образующая, для трубопроводов - застойные участки, для вертикальных сосудов - нижнее днище и т.д.
Намеченный участок контроля размечается в виде координатной сетки (с ячейками 50´50 мм) по которой проводятся замеры. При обнаружении утонения, путем дополнительных измерений определяются границы утонённой зоны и точная величина утонения стенки - рисунок 4.39.

Рисунок 4.39 - Схема координатной сетки
г) Участки трубопроводов и патрубков за арматурой и дросселирующими устройствами подвергаются контролю толщинометрией на выявления эрозионных поражений.
Для уточнения мест возможной эрозии необходимо знать режимы работы этих устройств, объемы и скорости потока, состав рабочей среды и т.п.
Эрозия может быть обширной и затрагивать корпуса самой арматуры или быть местной, или игольчатой. Последняя плохо выявляется при толщинометрии, и может быть пропущена. Для выявления такой эрозии желательно применять ультразвуковой дефектоскоп с наклонными ПЭП.
д) Для выявления расслоения металла используется принцип измерения толщины стенки. Признаком расслоения является резкое, ступенчатое изменение показаний толщиномера при штатном проведении замеров толщины стенки. В этом случае применяется метод координатной сетки (Рисунок 4.39).
Размеры и конфигурация расслоения определяется граничными положениями ПЭП по поверхности сканирования.
Доступность проведения измерений с противоположной стороны элемента позволит подтвердить результаты контроля.
Следует иметь в виду, что группа (скопление) неметаллических включений в металле будет определяться аналогично расслоению.
4.2.2.12 Заключение
По результатам контроля и толщинометрии составляется учетно-отчетная документация.
Учетной документацией могут являться журналы заявок, рабочие журналы лабораторий, журналы результатов контроля и т.п.
Отчетной документацией являются Протоколы, Заключения, Отчеты и т.п. (приложение А)
4.2.3 Радиографический контроль
4.2.3.1 Общие положения
Радиографический метод контроля (РК) относится к радиационным видам контроля. Его сущность заключается в регистрации на фотоэмульсионном слое рентгеновской пленки интенсивности прохождения ионизирующего излучения через ОК. Интенсивность прошедшего излучения меняется от плотности материала ОК, т.е. наличие несплошности приведет к изменению интенсивности и оставит соответствующий след на рентгеновской пленке.
Радиографический контроль может применяться для выявления несплошностей (дефектов) в основном и наплавленном (в сварных соединениях) материале.
Основные требования к методу радиографического контроля металла сварных соединений сформулированы в ГОСТ 7512.
При монтаже, ремонте и эксплуатации тепловых электростанций радиографический контроль применяется для контроля сварных соединений, как правило, в случаях невозможности использования ультразвукового метода контроля.
Недостатком РК является невозможность выявления тонких (< ~ 0,3 мм) или совпадающих в плоскости раскрытия с направлением просвечивания трещин и несплавлений.
4.2.3.2 Участок радиографического контроля
а) Участок (группа) радиографического контроля входит в состав лаборатории неразрушающего контроля (лаборатории металлов).
б) Участок должен быть оснащен соответствующей аппаратурой и принадлежностями. Персонал, проводящий радиографический контроль, должен быть обучен и аттестован в установленном порядке.
в) В приложении к «Свидетельству об аттестации» лаборатории (в видах контроля) должен быть указан радиографический контроль и перечислено оборудование, на котором допускается его применение.
г) Помимо «Свидетельства об аттестации» лаборатория (участок) должна иметь «Санитарный паспорт», являющийся разрешением на эксплуатацию источников ионизирующего излучения и оговаривающий условия их применения и хранения.
д) Обязательным условиям является организация в лаборатории дозиметрического контроля, укомплектованного аттестованным персоналом и метрологической аппаратурой.
е) При использовании источников гамма-излучения требуется наличие специально оборудованного хранилища с соответствующей системой охраны и с ведением учета выдачи гамма дефектоскопов.
4.2.3.3 Требование к аппаратуре, принадлежностям и материалу
Участок (группа) радиографического контроля должен комплектоваться:
- источниками ионизирующего излучения;
- приспособлениями для крепления источников излучения и кассет с пленкой (штативами, магнитными держателями и т.п.);
- кассетами, флуоресцирующими и металлическими экранами;
- эталонами чувствительности и маркировочными знаками;
- рентгеновскими пленками, фотохимическими реактивами, фотопринадлежностями;
- негатоскопом и денситометром для просмотра и измерения плотности снимков;
- диаграммами и таблицами для определения параметров просвечивания, мерительными линейками и шаблонами для оценки результатов контроля.
а) В качестве источников ионизирующего излучения при радиографии могут использоваться:
- гамма-дефектоскопы, представляющие собой контейнер с радиоактивным изотопом (ампулой) и дистанционным устройством для его извлечения, открытия;
- рентгеновские аппараты непрерывного излучения или портативные импульсные, с излучающим блоком (рентгеновской трубкой) и блоки питания и управления.
1) Гамма-дефектоскопы из-за сложных условий хранения и повышенной опасности при эксплуатации редко применяются в тепловой энергетике.
2) Рентгеновские аппараты становятся источником излучения только при включении электропитания, поэтому они менее опасны при эксплуатации и безопасны при хранении.
3) В условиях ТЭС в основном используются импульсные рентгеновские аппараты. Эти аппараты имеют малый вес и габариты, они в коротком импульсе создают энергию излучения высоких значений, что позволяет просвечивать толщины до 30 мм и более.
б) Для определения чувствительности радиографического контроля, согласно ГОСТ 7512, используются специальные проволочные и канавочные эталоны (выпускаются серийно). Общий вид эталонов показан на рисунке 4.40. Размеры контрольных элементов эталонов (диаметр проволок и размер канавок) стандартизированы, разделены по группам - номерам.
Эталоны изготавливаются из материала, основа которого аналогична основе сварного шва. Эталоны маркируются по основе материала и размеру элементов: например Fe - 3.

Рисунок 4.40 - Эталоны чувствительности: проволочный и канавочный
в) Для маркировки рентгеновских снимков применяются стандартные маркировочные знаки (свинцовые буквы, цифры, стрелки), разделенные по размерам - номерам.
г) Рентгеновские пленки для регистрации результатов просвечивания различаются по чувствительности, контрастности и условиям использования (экранные и безэкранные). Экранные и безэкранные пленки маркируются в соответствии с чувствительностью, контрастностью и зернистостью.
д) Пленки и экраны помещаются (заряжаются) в защитные футляры - кассеты. Кассеты изготовлены из светонепроницаемого материала и бывают жесткие и гибкие.
Рекомендуется использовать готовые «пакеты» с рентгеновской пленкой различных размеров, помещенной в плотную бумагу с внутренним свинцовым покрытием, являющимся усиливающим экраном.
е) Для обработки рентгеновских пленок используются специальные фотореактивы, выпускаемые в виде сухих смесей или концентрированных растворов.
ж) Для просмотра рентгеновских снимков применяются негатоскопы, снабженные регуляторами яркости и величины просмотрового поля.
и) Оптическая плотность при расшифровке радиографических снимков замеряется денситометрами и аналогичными приборами для измерения оптической плотности.
к) Денситометры, эталоны чувствительности, рентгеновские пленки, мерительные линейки и трафареты должны подвергаться аттестации (поверке):
1) Денситометры и аналогичные приборы должны поверяться аккредитованной метрологической организацией и должны иметь «Сертификат соответствия».
2) Эталоны подвергают поверке на целостность и отсутствие коррозии.
3) Рентгеновская пленка в начале и в процессе использования подлежит проверке на пригодность (чувствительность, наличие вуали, обеспечение необходимой оптической плотности и т.п.).
4) Диаграммы и таблицы для определения параметров просвечивания, мерительные шаблоны и трафареты для оценки результатов контроля должны быть составлены специализированными организациями, а их соответствие подтверждено документом.
4.2.3.4 Подготовка к контролю
Радиографический контроль выполняется при соблюдении следующих условий:
- при наличии двухстороннего доступа к сварному соединению, обеспечивающего возможность установки кассеты с плёнкой и источника излучения в соответствии с регламентируемыми схемами.
- при отношении радиационной толщины наплавленного металла к общей радиационной толщине в направлении просвечивания не менее 0,2.
Примечание - В соответствии с ГОСТ 24034 под радиационной толщиной следует понимать суммарную длину участков оси рабочего пучка направленного первичного излучения в материале контролируемого объекта.
а) Подготовка к контролю заключается в подготовке самого объекта контроля и обеспечении возможности безопасного его проведения. Необходимо обеспечить удобный и безопасный доступ к изделию. При необходимости, изготавливать леса и подмостки, устанавливать навесы и тепляки. Место контроля должно быть обеспечено электропитанием.
б) Подлежащее контролю сварное соединение должно быть очищено от окалины, шлака, брызг металла, грязи и отложений. Обнаруженные при осмотре наружные дефекты, а также неровности, мешающие выявлению несплошностей и расшифровке изображений на снимке, должны быть устранены.
в) Место контроля должно быть огорожено и отмечено специальными знаками радиационной опасности.
4.2.3.5 Выбор параметров и схем контроля
Эффективность радиографического контроля определяется возможностью получения качественного рентгеновского снимка, на котором отображены и поддаются расшифровке все несплошности и конструктивные особенности просвечиваемого сварного шва.
Качество рентгеновского снимка определяется многими факторами, основные из которых:
- тип и качество используемой рентгеновской пленки;
- применение усиливающих экранов;
- выбранная схема просвечивания;
- выбор параметров просвечивания (расстояние от источника излучения до ОК, количество и размер снимков, время экспозиции, параметры излучения).
а) Радиографические плёнки (экранные и безэкранные) разделяют в зависимости от зернистости, контрастности и чувствительности к излучению. Выбор той или иной плёнки определяется необходимостью получения радиографического снимка с определённой контрастностью (плотностью) и чёткостью изображения.
1) Высокочувствительные плёнки имеют крупные зерна и низкое пространственное разрешение, а низкочувствительные - мелкие зерна и высокое разрешение. Поэтому, хотя желательно чтобы время экспонирования плёнки было как можно короче, использование высокочувствительной плёнки ограничивается её зернистостью, которая в значительной мере определяет качество изображения.
2) Экранные пленки предназначены для использования с флуоресцирующими экранами, которые за счет собственного люминесцентного излучения, существенно сокращают время экспозиции, но ухудшают разрешающую способность снимка.
3) Безэкранные пленки используются без экранов, либо с усиливающими металлическими (свинцовыми, вольфрамовыми) экранами. Металлические экраны, за счет собственного вторичного излучения, сокращают время экспозиции и практически не ухудшают разрешающую способность снимка.
б) Схемы контроля (просвечивания) выбирают исходя из конструкции, размеров и меры доступности сварных швов.
1) Для сварных швов металлоконструкций, сосудов и трубопроводов большого диаметра основные рекомендуемые схемы контроля представлены на рисунке 4.41.

f - расстояние от источника до OK, h - радиационная толщина ОК
Рисунок 4.41 - Схемы контроля сварных швов металлоконструкций
2) Для сварных швов труб рекомендуемые схемы контроля представлены на рисунке 4.42.

а, б и в - доступ изнутри трубы, г - без доступа изнутри трубы, д - одновременно несколько труб
Рисунок 4.42 - Схемы контроля сварных швов труб
3) Схема а, б и в (рисунок 4.42) используется при доступе к сварному шву изнутри трубы. Схема а - если внутренний диаметр трубы не позволяет обеспечить необходимое фокусное расстояние при установке излучателя внутри трубы. Схема б - если внутренний диаметр трубы позволяет обеспечить необходимое фокусное расстояние при установке излучателя внутри трубы. Контроль ведется отдельными участками. Схема в - панорамный контроль, излучатель внутри трубы, контроль проводится одновременно всего периметра шва. Схема г - контроль через две стенки, применяется при отсутствии доступа изнутри трубы. Схема д - просвечивание на эллипс, применяется при контроле труб малых диаметров (одной или одновременно нескольких) небольшими участками.
4) При контроле по схемам а, б и в (рисунок 4.42) направление излучения должно совпадать с плоскостью контролируемого сварного соединения. При контроле по схемам г и д направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва не накладывались на снимке друг на друга, но при этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае превышать 45°.
5) Кроме рекомендуемых схем контроля, приведенных на рисунках 4.41 и 4.42, в зависимости от конструктивных особенностей сварных соединений и предъявляемых к ним требований, могут использоваться другие схемы, оговариваемые в технологических процессах (ТКК).
в) Расстояние (f) от источника излучения до поверхности контролируемого сварного соединения (при просвечивании кольцевых сварных швов через две стенки - до ближайшей к источнику поверхности кольцевого соединения), следует выбирать таким, чтобы выполнялись следующие требования:
- геометрическая нерезкость изображений дефектов на снимках (при положении пленки вплотную к контролируемому шву) не должна превышать половины требуемой чувствительности контроля, при чувствительности до 2 мм, и 1 мм - при чувствительности более 2 мм;
- относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать 1,25;
- уменьшение оптической плотности изображения сварного шва на снимке на любом участке этого изображения по отношению к оптической плотности изображения эталона чувствительности не должно быть более 1,0 ед.
Расстояние f определяется по формулам, приведенным в Стандартах и других НД по радиографическому контролю.
г) Размеры и количество контролируемых за одну экспозицию участков для всех схем просвечивания (за исключением панорамного) следует выбирать исходя из тех же требований, что и при выборе расстояния (f).
Размеры и количество участков также определяются по формулам и таблицам, приведенным в Стандартах и других нормативных документах на РК.
д) При контроле кольцевых сварных соединений по схеме рисунка 4.42 в (панорамное просвечивание) отношение внутреннего диаметра d к внешнему диаметру D контролируемого соединения должно быть более 0,8, а максимальный размер фокусного пятна (Ф) источника излучения должен быть:
![]() (3)
(3)
где K - чувствительность контроля, мм.
В этом случае эталон чувствительности следует устанавливать со стороны источника излучения.
е) Размер снимков должен отвечать условиям:
1) Длина снимков - обеспечивать перекрытие изображений смежных участков сварного шва не менее 0,2 длины участка при его длине до 100 мм, и не менее 20 мм при его длине свыше 100 мм.
2) Ширина снимков - обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовной зоны шириной: для изделий со свариваемыми кромками толщиной до 20 мм - не менее толщины кромок; а для кромок толщиной свыше 20 мм - не менее 20 мм.
При контроле пересечений сварных швов на снимке должно отображаться изображение сварного шва на длине не менее трёх номинальных толщин свариваемых деталей, в каждую сторону от точки пересечения.
ж) Величину напряжения и тока на рентгеновской трубке (параметры рентгеновского излучения) или тип источника радиоактивного излучения следует выбирать в зависимости от толщины и плотности просвечиваемого материала. Рекомендации даются в таблицах и номограммах, приведенных в соответствующей нормативной документации по РК.
Примечание - В большинстве импульсных рентгеновских аппаратах напряжение и ток на трубке не регулируются и параметры должны оставаться постоянными для каждого импульса.
и) Время экспозиции (время просвечивания) должно обеспечивать получение на снимке изображения шва, эталона чувствительности и околошовной зоны с оптической плотностью не менее 1,5 и не более 3,5.
Ориентировочные величины экспозиции определяют по специальным номограммам, приводимым для конкретного источника излучения, с учётом расстояния (f) до ОК, радиационной толщины (h) OK, типа плёнки и экранов, необходимой оптической плотности снимка.
к) Чувствительность радиографического контроля (K) определяется как наименьший диаметр проволоки или глубины канавки (соответственно проволочного или канавочного эталона), уверенно различаемых на рентгеновском снимке.
1) Чувствительность контроля K определяется в мм: dmin - для проволочного и hmin - для канавочного эталона.
Допускается определять чувствительность контроля в процентах (k):
![]() (4)
(4)
где S - толщина ОК в месте установки эталона.
2) Конкретные значения чувствительности должны устанавливаться технической документацией (в том числе технологическими картами) на контролируемое изделие.
3) Эталоны чувствительности (номер эталона) рекомендуется выбирать таким образом, чтобы канавка или проволока, соответствующая требуемой чувствительности, была не первой и не последней в выбранном эталоне.
4.2.3.6 Порядок проведения контроля
а) Радиографический контроль тепломеханического оборудования ТЭС проводится по «технологическим картам» контроля «ТКК» (технологическим процессам).
Карты контроля должны соответствовать требованиям НД, распространяющейся на данный объект контроля.
ТКК разрабатываются специалистами не ниже 2-го уровня квалификации и утверждаются руководителем службы контроля (лаборатории). Допускается использовать ТКК (процессы), разработанные специализированными организациями.
б) Технологическая карта контроля должна содержать следующую информацию:
- описание ОК (техническая характеристика, конструкция, типоразмер);
- тип источника ионизирующего излучения (гамма-дефектоскопы, рентгеновские аппараты);
- тип применяемой рентгеновской пленки (необходимость и тип применяемых экранов)
- схемы просвечивания (с количеством и размерами контролируемых участков);
- тип и номера эталонов чувствительности и маркировочных знаков, схема их установки;
- параметры контроля (расстояние от источника до ОК, время экспозиции, напряжение и ток для рентгеновских аппаратов);
- рекомендации и особенности контроля;
ТКК могут составляться на одно сварное соединение, или целиком на изделие, или на группу однотипных изделий.
в) Порядок проведения радиографического контроля состоит из следующих основных последовательных операций:
- получение заявки на проведение контроля,
- ознакомление с технической документацией на ОК,
- определение параметров контроля (из ТКК, технологий, методик, инструкций),
- прием ОК после подготовительных работ и визуального осмотра,
- разметка (маркировка) ОК,
- установка эталонов, кассет с рентгеновской пленкой и источника излучения,
- проведение контроля (просвечивания),
- фотохимическая обработка снимков,
- расшифровка результатов просвечивания и оценка ОК в целом,
- составление и оформление отчетной документации (протоколов, заключений).
г) Перед началом контроля дефектоскопист должен «принять» сварной шов, то есть убедиться в качественной его подготовке и в отсутствии дефектов на поверхности. Контроль до устранения дефектов не допускается.
д) Сварное соединение размечается на участки контроля в соответствии со схемой контроля, регламентируемой ТКК. Начало и направление разметки должно быть задано меткой (сохраняемым знаком) на сварном соединении.
е) На контролируемые участки сварного шва устанавливаются маркировочные знаки, ограничительные метки, эталоны чувствительности и кассеты с рентгеновской пленкой.
1) Схема установки маркировочных знаков, ограничительных меток и эталонов чувствительности показана на рисунке 4.43. Тип и номер устанавливаемых элементов регламентируется технологией контроля (ТКК).

Рисунок 4.43 - Схема установки маркировочных знаков, эталонов чувствительности и ограничительных меток
2) Эталоны чувствительности следует устанавливать на контролируемом участке сварного шва со стороны источника излучения. Допускается устанавливать эталоны со стороны кассеты с плёнкой при контроле пустотелых изделий через две стенки или при панорамном просвечивании.
3) Проволочные эталоны чувствительности следует устанавливать непосредственно на шов с направлением проволок поперёк шва; канавочные - рядом со сварным швом с направлением канавок перпендикулярно шву и не перекрывая околошовную зону.
4) При контроле кольцевых сварных соединений трубопроводов диаметром менее 100 мм допускается устанавливать канавочные эталоны чувствительности на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
5) Если при панорамном просвечивании кольцевых сварных соединений на шов устанавливается более четырёх плёнок, допускается устанавливать по одному эталону на каждую четверть длины окружности шва.
6) Маркировочные и ограничительные знаки следует устанавливать непосредственно на контролируемом участке шва или на кассете с пленкой так, чтобы их изображения на снимках не накладывались на изображение шва и околошовной зоны.
7) При необходимости проводить оценку величины вогнутости и выпуклости корня шва, на сварное соединение должен быть установлен образец-имитатор. Образец-имитатор следует устанавливать рядом со швом так, чтобы направление выступа (канавки) совпадало с продольной осью шва.
ж) Схема установки кассеты с рентгеновской пленкой определяется схемой просвечивания и регламентируется технологией контроля (ТКК).
1) При самостоятельной зарядке радиографической плёнки в кассету следует руководствоваться схемами, изображёнными на рисунке 4.44.
|
Способ зарядки кассеты |
С одной пленкой |
С двумя пленками |
|
рентгеновская пленка без экранов |
|
|
|
с усиливающими флуоресцирующими экранами |
|
|
|
с усиливающими металлическими экранами |
|
|
|
с усиливающими флуоресцирующими и металлическими экранами |
|
|
|
|
||
Рисунок 4.44. - Схема зарядки кассет
2) Упаковка радиографической плёнки должна быть неповрежденной, иметь этикетку (маркировку) завода изготовителя и не истекший срок годности. Годность пленки определяется пробой на экспонированной и неэкспонированной плёнке. Обработанные плёнки должны иметь равномерную оптическую плотность без каких-либо видимых повреждений эмульсионного слоя. Плотность вуали экспонированной и неэкспонированной плёнки должна быть не более 0,3 ед.
3) Усиливающие экраны должны иметь чистую гладкую поверхность без складок, царапин, морщин, надрывов и прочих дефектов, фиксируемых на снимках и затрудняющих их расшифровку.
4) При проведении просвечивания, для защиты плёнки от рассеянного излучения, рекомендуется экранировать кассету с плёнкой со стороны, противоположной источнику излучения, свинцовым экраном толщиной от 1,0 до 2,0 мм.
5) Материал и размеры кассеты должны обеспечивать плотное прилегание плёнки к экранам внутри кассеты и плотное прилегание кассеты к контролируемому изделию. В случае, когда по схеме контроля не требуется изгибать радиографическую пленку, рекомендуется применять жесткие кассеты.
6) Кассета укрепляется на ОК с помощью магнитных держателей, эластичной ленты или другим приспособлением.
7) Для установки источника ионизирующего излучения используются штатные штативы, входящие в заводской комплект источника, или специально разработанные приспособления (штативы и другая оснастка).
4.2.3.7 Фотохимическая обработка снимков
а) Все работы с радиографической плёнкой следует проводить в специально отведённом и соответственно оснащенном помещении (комнате) - «фотолаборатории».
б) Фотохимическая обработка радиографических снимков должна осуществляться в баках-танках или в автоматах для фотообработки. При небольшом количестве снимков используют обычные фото кюветы.
в) Фотохимическая обработка производится в следующей последовательности: проявление, промежуточная промывка, фиксирование, предварительная промывка, окончательная промывка, сушка.
г) Для получения качественного снимка (требуемой плотности и контрастности) необходимо соблюдать рекомендации изготовителя рентгеновской пленки или справочные данные: по типу и рецептуре реактивов, температурному режиму и времени обработки пленки. Не рекомендуется в одном литре свежеприготовленных проявляющего и фиксирующего раствора обрабатывать более 1 м пленки.
д) Предварительную промывку снимков после фиксирования следует проводить в течение 1 - 2 минут в непроточной воде, при температуре от 14 до 22 °С.
Окончательную промывку следует проводить в проточной воде, при температуре от 18 до 21 °С. Продолжительность промывки зависит от температуры воды и длится около 20 мин.
е) Сушить снимки рекомендуется в специализированном сушильном шкафу или другой защищенной от пыли камере с вентиляцией подогретым воздухом (не более плюс 35 °С). Допускается помещать в сушильный шкаф адсорбенты влаги.
4.2.3.8 Расшифровка радиографических снимков.
Для просмотра радиографической плёнки следует применять серийные негатоскопы (отечественного и зарубежного производства) с регулируемой яркостью и изменяемыми размерами просмотрового поля, обеспечивающие уверенный просмотр плёнки с оптической плотностью до 4,0 единиц. Максимальная яркость освещенного поля негатоскопа должна составлять не менее 10Д+2 кд/м2 (где Д - оптическая плотность снимка, который подлежит расшифровке).
Для измерения оптической плотности следует применять серийные денситометры, микрофотометры или другие аналогичные приборы.
Примечание - В некоторых моделях негатоскопов имеется встроенный денситометр.
Допускается проводить оценку оптической плотности плёнки путём её визуального сравнения с аттестованными ступенчатыми образцами плотности (оптическими клиньями).
а) Радиографические снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
1) На изображении шва и контролируемой околошовной зоны не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, а также изображений посторонних предметов, затрудняющих расшифровку снимка;
2) На снимках должны быть видны четкие изображения ограничительных меток, маркировочных знаков и эталонов чувствительности (за исключением случаев, когда контроль проводится без тех и других).
3) Оптическая плотность изображений на снимке должна быть не менее 1,5 и не более 3,5 (при контроле сварных соединений с переменным сечением допускается увеличение оптической плотности участков с меньшей толщиной до 4,0);
4) Уменьшение оптической плотности изображения шва и контролируемой околошовной зоны на любом участке снимка не должно превышать 1,0 по отношению к оптической плотности изображения эталона чувствительности (или участка, на котором установлен проволочный эталон чувствительности).
б) Чувствительность контроля, определяется по изображению контрольных элементов эталона чувствительности и должна удовлетворять требованиям нормативной документации (соответствовать «Нормам допустимости» дефектов), т.е. гарантировать выявление недопустимых дефектов.
в) Для измерения размеров отдельных несплошностей (за их размеры принимаются размеры их изображений на снимках) при расшифровке следует использовать: измерительную лупу, прозрачную измерительную линейку, шаблоны и трафареты.
1) При документальном оформлении результатов расшифровки снимков размеры дефектов следует округлять до ближайших значений из ряда: 0,2; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0 мм или, для дефектов размерами более 3,0 мм, до ближайших целых значений в миллиметрах,
2) Если при контроле пленка располагается на некотором расстоянии от поверхности контролируемого шва (с зазором), то для правильного вычисления размеров дефектов следует использовать поправку - коэффициент:
![]()
где f - расстояние от источника излучения до поверхности контролируемого участка;
Н - расстояние от пленки до прилегающей поверхности контролируемого участка;
h - радиационная толщина, в миллиметрах.
4.2.3.9 Оценка качества сварных соединений
Оценку качества сварных соединений следует проводить по нормам, установленным для номинальных размеров (толщины стенки) в соответствии с таблицей 4.8, 4.9 и 4.10.
а) Качество сварного соединения по результатам радиографического контроля оценивается по двухбалльной схеме: балл 1; балл 2.
1) Сварные соединения оценивают баллом 1, если в них при контроле выявлены:
- трещины любых видов и направлений, непровары (за исключением случаев, оговоренных НД) свищи, прожоги;
- дефекты, превышающие допустимые по размерам и по количеству;
- выпуклость и вогнутость корня шва, превышающие допустимые размеры.
2) Сварные соединения оценивают баллом 2, если в них отсутствуют дефекты или размеры дефектов не превышают максимально допустимые нормы.
б) Оценка величины вогнутости и выпуклости корня шва при контроле сварных соединений трубопроводов, выполненных без подкладных колец, должна проводиться визуально путём сравнения оптической плотности изображения корня шва с оптическими плотностями изображений соответствующих им канавок или выступов образцов-имитаторов.
Таблица 4.8 - Нормы допустимых дефектов, выявляемых радиографическим контролем в сварных соединениях элементов трубопроводов и котлов
Таблица 4.9 - Нормы допустимой выпуклости корня шва
|
Допустимая максимальная высота выпуклости корня шва, мм |
|
|
До 25 включительно |
1,5 |
|
Свыше 25 до 150 включительно |
2,0 |
|
Свыше 150 |
2,5 |
Таблица 4.10 - Нормы допустимой вогнутости корня шва
|
Допустимая максимальная высота (глубина) вогнутости корня шва, мм |
|
|
От 2,0 до 2,8 включительно |
0,6 |
|
Свыше 2,8 до 4,0 включительно |
0,8 |
|
Свыше 4,0 до 6,0 включительно |
1,0 |
|
Свыше 6,0 до 8,0 включительно |
1,2 |
|
Свыше 8 |
1,6 |
4.2.3.10 Оформление результатов контроля
а) По результатам радиографического контроля составляется учетно-отчетная документация (Приложение А).
б) Для условного обозначения дефектов в Заключениях, Протоколах и в журналах регистрации результатов контроля следует применять обозначения, приведенные в ГОСТ 7512.
в) Экспонированные рентгеновские пленки (снимки) хранятся в лаборатории, проводившей контроль, или передаются в подразделение, эксплуатирующее оборудование, в качестве приложений к Протоколам.
Условия и срок хранения пленок определяются регламентом, принятым на ТЭС.
4.2.3.11 Требования к безопасности
а) Радиографический контроль с использование рентгеновского и гамма-излучения относится к работам с особо вредными условиями труда. Основным видом опасности для персонала при радиографическом контроле является воздействие на организм ионизирующего излучения
б) При работе с ионизирующими источниками излучения должны строго выполняться условия ведения и регистрации результатов дозиметрического контроля.
в) Следует строго соблюдать режимы безопасного проведения контроля в рабочих цехах, помещениях и на оборудовании в условиях эксплуатации ТЭС.
г) При проведении радиографического контроля, хранении и других работах с радиоактивными источниками излучения должна быть обеспечена безопасность в соответствии с требованиями основных санитарных правил по обеспечению радиационной безопасности СП 2.6.1.799-99 (ОСПОРБ-99) [5], норм радиационной безопасности НРБ-99 [6], а также санитарных правил при рентгеновской дефектоскопии СП 2.6.1.1283-03 [7] и ГОСТ 23764.
д) При транспортировании радиоактивных источников излучения должны соблюдаться требования правил безопасности при транспортировании радиоактивных материалов СанПиН 2.6.1.1281-03 [8], утвержденных Главным государственным санитарным врачом.
4.2.4 Магнитопорошковый контроль
4.2.4.1 Общие положения
Основные положения метода магнитопорошкового контроля металла изложены в ГОСТ 21105.
а) Магнитопорошковый контроль (МПК) является разновидностью магнитного вида контроля, основанного на фиксации изменений магнитных характеристик материала под воздействием внешнего магнитного поля.
Магнитный контроль выявляет поверхностные несплошности типа трещин, надрывов, закатов, раковин, несплавлений и т.п.
Примечание - При значительной напряженности магнитного поля, высокой магнитной проницаемости материала и т.п., при МПК могут быть выявлены подповерхностные несплошности на глубине до 5 мм.
При магнитопорошковом (МПК) контроле фиксация нарушений магнитного потока (выявления полей рассеивания) над несплошностью осуществляется с помощью мелких ферромагнитных частиц (магнитным порошком). Принципиальная схема реализации магнитопорошкового метода контроля показана на рисунке 4.45.

Рисунок 4.45 Схема метода
б) Магнитопорошковый контроль может применяться на различных деталях теплосилового оборудования ТЭС, изготовленных из ферромагнитных материалов с относительной магнитной проницаемостью m не менее 40.
в) Магнитопорошковому контролю подвергаются детали и элементы (ОК), на поверхности которых в процессе изготовления, эксплуатации или ремонта могут образовываться поверхностные несплошности (в основном трещины):
- арматура (наружная и внутренняя поверхность);
- тройники (сварные, литые, кованые);
- конические переходы (литые, кованые);
- колена (гнутые, литые, штампованные);
- стыковые и угловые сварные швы;
- корпуса насосов и турбин;
- детали проточной части турбин (диски, ротора, лопатки, диафрагмы),
- а также любые участки деталей в местах вероятного появления поверхностных несплошностей (обечайки и днища сосудов и барабанов, зоны отверстий камер, растянутая часть гибов труб и т.п.).
г) Особенно эффективно применение магнитопорошкового контроля в процессе эксплуатации для выявления эксплуатационных поверхностных трещин на участках концентрации механических напряжений.
4.2.4.2 Участок (группа) магнитопорошкового контроля
а) Участок (группа) магнитопорошкового контроля входит в состав лаборатории неразрушающего контроля (лаборатории металлов).
б) Участок должен быть оснащен соответствующей аппаратурой и принадлежностями. Персонал, проводящий магнитопорошковый контроль, должен быть обучен и аттестован в специализированных аттестационных центрах.
в) В приложении к «Свидетельству об аттестации» лаборатории (в перечне видов контроля) должен быть указан магнитопорошковый контроль и перечислено оборудование ТЭС, на котором допускается его применение.
4.2.4.3 Аппаратура и образцы для магнитопорошкового контроля
а) Магнитопорошковые дефектоскопы, предлагаемые отечественной и зарубежной промышленностью, представляют собой устройства для намагничивания детали (создания в ней магнитного поля).
б) Дефектоскопы различаются по виду и типу создаваемого поля, способу энергопитания и функциональности, они делятся на:
- простейшие (устройства с постоянными магнитами, малогабаритные электромагниты, низковольтные трансформаторы повышенного тока);
- универсальные, обеспечивающие различные режимы намагничивания и размагничивания, снабженные блоками питания и управления;
- специальные, предназначенные для контроля какого-то конкретного изделия, или особого характера намагничивания, либо стационарные с объемными ваннами, держателями для ОК и различными осветительными приборами.
в) Магнитные дефектоскопы не являются измерительными приборами и не требуют периодической аттестации, но подвергаются обязательной поверке для подтверждения паспортных технических характеристик и оценки величины создаваемого магнитного поля.
г) Оценка магнитного поля может производиться приборами - магнитометрами, либо на «образцах индикаторах» поля, либо на аттестованных контрольных образцах.
д) Примером образца индикатора поля служит небольшая конструкция с ферромагнитной основой, в которой изготовлены сквозные калиброванные щели. Устройство помещают в магнитное поле в центр контролируемого участка и на него наносят магнитный порошок. Четкая индикация калиброванных щелей подтверждает достаточную величину магнитного поля.
е) Контрольные образцы, схематично изображённые на рисунке 4.46, представляют собой пластину из ферромагнитного материала, в которой искусственным способом изготовлены трещины. Наибольшее распространение получили образцы с азотированным поверхностным слоем. Трещины изготавливаются в азотированном слое в момент его растрескивания при механическом воздействии.

Рисунок 4.46 - Контрольные образцы
Величина раскрытия трещин определяется силой воздействия, а глубина толщиной азотированного слоя. Точные размеры трещин определяются инструментальными микроскопами.
Контрольные образцы аттестуются по уровням чувствительности исходя из размеров трещин.
ж) Контрольные образцы в процессе использования подлежат профилактическому размагничиванию, очистке от остатков порошка и периодической метрологической аттестации.
4.2.4.4 Материалы для магнитопорошкового контроля
а) При МПК используются сухие порошки и суспензии. Основой порошков и суспензий являются мелкие ферромагнитные частицы (обычно окись-закись железа черного цвета).
б) Для улучшения контрастности к ферромагнитной основе порошка могут добавляться различные красители, в том числе люминесцентные.
в) Суспензии представляют собой взвеси порошка в жидкостях на основе керосина или воды с добавлением различных эмульгаторов.
г) В процессе контроля качество магнитного порошка проверяется методом «магнитной пробы», а качество суспензии «методом отстоя» согласно требованиям действующих стандартов.
д) Порошки и пасты для суспензий изготавливаются централизовано по стандартным рецептам. Суспензии, как правило, составляются самостоятельно (рецептура должна указываться в методиках или картах контроля). Допускается пользоваться готовыми суспензиями, выпускаемыми в аэрозольных упаковках.
4.2.4.5 Параметры магнитопорошкового контроля
а) Качество магнитопорошкового контроля зависит от: магнитных характеристик материала изделия, обеспечения оптимального уровня намагниченности, выбора правильного направления поля намагничивания, применения качественных порошков и суспензий, чистоты обработки поверхности, уровня освещённости участка контроля.
Все эти факторы объединяются единой характеристикой контроля - чувствительностью.
б) В магнитопорошковом контроле приняты три условных уровня чувствительности, выраженные предельными размерами выявляемых несплошностей, - приведены в таблицей 4.11.
Таблица 4.11
|
Ширина выявленной несплошности, мкм |
Мин. протяженность несплошности, мм |
|
|
А |
2.5 |
свыше 0,5 |
|
Б |
10,0 |
|
|
В |
25,0 |
|
|
Примечания: 1 Соответствие уровней чувствительности выполняется при соотношении глубины несплошности к ширине равной 10; 2 При выявлении подповерхностных несплошностей чувствительность уменьшается в зависимости от глубины залегания. |
||
а) Работы по организации и подготовке оборудования к контролю возлагаются на техническое руководство ТЭС.
Технические службы ТЭС должны предоставить на объект контроля всю необходимую техническую документацию (п. 4.1.11 настоящего СТО):
б) Подготовка к контролю заключается в обеспечении возможности безопасного проведения контроля и подготовке самого объекта контроля.
В производственных условиях необходимо обеспечить удобный и безопасный доступ к изделию, при необходимости изготавливать леса и подмостки.
в) Подготовка контролируемой поверхности ОК заключается в удаление изоляции и окалины, очистке от грязи и отложений. Для обеспечения необходимой подвижности магнитных частиц поверхность не должна иметь грубых и глубоких рисок и неровностей, шероховатость поверхности должна быть не хуже Rz = 40 мкм. При необходимости, поверхность должна обезжириваться.
г) Для создания контраста с темным порошком контролируемая поверхность зачищается до металлического блеска.
д) При МПК к освещенности контролируемого участка изделия предъявляются повышенные требования, поэтому обеспечение необходимого уровня освещения должно включаться в перечень подготовительных работ.
4.2.4.7 Выбор параметров и схем контроля
а) Основным параметром магнитопорошкового контроля является чувствительность. Для контроля теплосилового оборудования ТЭС принят условный уровень чувствительности «Б», как наиболее оптимальный.
б) В МПК применяют два способа намагничивания изделия: способ остаточной намагниченности (СОН) и способ приложенного поля (СПИ).
При способе СОН нанесение фиксируемого вещества (порошка или суспензии) проводится после намагничивания ОК.
При способе СПИ нанесение фиксируемого вещества проводится одновременно с процессом намагничивания ОК.
в) Для создания в изделии магнитного поля применяются три вида намагничивания (по форме магнитного потока), схематично показанные на рисунке 4.47:

I - циркулярное намагничивание - пропусканием тока по контролируемому участку изделия;
II - продольное (полюсное) намагничивание - прикладыванием внешнего поля постоянного или электромагнита;
III - комбинированное намагничивание - одновременно пропусканием тока и прикладыванием внешнего поля.
Рисунок 4.47
Магнитные поля могут создаваться постоянным, переменным или импульсным током.
г) При способе СОН используется циркулярный вид намагничивания током большой силы (более 1000 А) - рисунок 4.48.
Рисунок 4.48
При способе СПП используется продольный вид намагничивания внешним полем - рисунок 4.49.

Рисунок 4.49
Комбинированный вид намагничивания при контроле на ТЭС практически не применяется.
д) Поскольку поля рассеивания возникают только в том случае, когда магнитное поле пересекает плоскость несплошности, то правильный выбор схемы контроля является основным условием его эффективности.
е) Циркулярное намагничивание:
1) магнитные линии пересекают несплошность, образуя поля рассеивания - оптимальные условия выявления (рисунок 4.50.а);
2) магнитные линии не пересекают несплошность, поля рассеивания не образуются - несплошность не выявляется (рисунок 4.50.б).
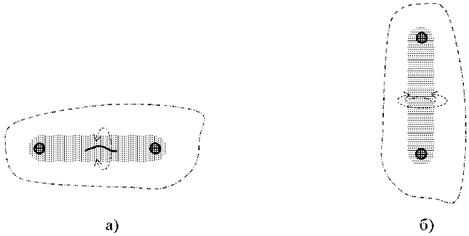
Рисунок 4.50
ж) Продольное намагничивание:
1) магнитные линии не пересекают несплошность, поля рассеивания не образуются - несплошность не выявляется (рисунок 4.51.а);
2) магнитные линии пересекают несплошность, образуя поля рассеивания - оптимальные условия выявления (рисунок 4.51.б).

Рисунок 4.51
4.2.4.8 Порядок проведения контроля
а) Магнитопорошковый контроль тепломеханического оборудования ТЭС проводится по «технологическим картам» контроля (технологическим процессам).
Карты контроля (ТКК) должны соответствовать требованием НД, распространяющейся на данный объект контроля.
ТКК разрабатываются специалистами не ниже 2-го уровня квалификации и утверждаются руководителем службы контроля (лаборатории). Допускается использовать ТКК (процессы), разработанные специалистами сторонних специализированных организаций.
б) Технологическая карта контроля должна содержать следующую основную информацию:
- описание ОК (конструкция, материал, типоразмер и т.п.);
- регламентируемый способ и вид намагничивания (СОН или СПП, циркулярный или продольный);
- способ фиксации (тип, марка применяемого вещества: порошка или суспензии);
- схемы намагничивания (с эскизами);
- рекомендации и особенности контроля;
- требования к освещенности ОК (уровень освещенности, необходимость применения ультрафиолетовых облучателей);
- оценка результатов контроля (нормы допустимости).
ТКК могут составляться как на одну конкретную конструкцию, так и на группу однотипных изделий.
в) Перед началом контроля дефектоскопист должен «принять» изделие, то есть убедиться в качественной его подготовке и в отсутствии дефектов на поверхности. Контроль до устранения дефектов не допускается.
г) Порядок проведения МПК контроля состоит из следующих последовательных операций:
- получение заявки на проведение контроля,
- ознакомление с технической документацией,
- определение параметров контроля (из ТКК, методик, инструкций),
- прием ОК после подготовительных работ и визуального осмотра,
- проведение контроля (намагничивание и нанесение фиксирующего вещества),
- осмотр ОК,
- оценка результатов контроля ОК в целом,
- составление и оформление отчетной документации (протоколов, заключений).
4.2.4.9 Требования к методикам магнитопорошкового контроля
а) Магнитопорошковому контролю может быть подвергнут любой участок изделия или детали из ферромагнитного материала, подготовленного соответствующим образом (см. п.п. 4.2.4.6).
б) Основная задача перед проведением контроля заключается в определении мест возможного расположения несплошностей, их конфигурации и направления. Такие данные получают при анализе технологии изготовления и характера эксплуатации оборудования. На основании этих данных, определяются участки и составляются схемы контроля (в компетенцию дефектоскопистов не входит).
в) В качестве примера приведены несколько вариантов схем контроля:
1) радиусные поверхности, сварные и литые тройники (рисунок 4.52);

Рисунок 4.52
2) участки труб, корпусов, днищ (рисунок 4.53):

Рисунок 4.53
3) шпильки и болты (рисунок 4.54):

Рисунок 4.54
г) Для намагничивания крупногабаритных и толстостенных изделий (корпусов турбин, арматуры, литья и т.п.) требуется создание полей высоких значений, которые удается получить циркулярным намагничиванием пропуская ток через контролируемый участок ОК.
В этом случае применяется способ остаточного намагничивания (СОН).
В качестве источников тока используются универсальные дефектоскопы (или силовые понижающие трансформаторы подобные сварочным), укомплектованные электрическими кабелями и электродами с медными, латунными или свинцовыми наконечниками.
1) Процесс контроля включает следующие последовательные операции:
- намагничивание участка контроля пропусканием тока;
- снятие (отключения) тока с участка контроля;
- нанесения фиксирующего вещества;
- осмотр рисунка полученного на поверхности участка контроля;
- оценка результатов контроля.
2) Параметры намагничивания (участки, схема, расстояние между электродами, ток или величина поля, тип порошка или суспензии, тип и уровень освещенности и т.п.) указаны в ТКК.
д) Для намагничивания малогабаритных и тонкостенных изделий (лопаток и дисков турбин, участков труб, ремонтных наплавок, и т.п. Достаточно магнитных полей малых величин, которые получают продольным намагничиванием. В этом случае применяется способ приложенного поля намагничивания (СПП).
Намагничивание может создаваться постоянными магнитами или электромагнитами постоянного тока. Для небольших изделий, например крепежных шпилек, могут применяться проходные катушки - соленоиды.
1) Процесс контроля включает следующие последовательные операции:
- установка намагничивающего устройства на участок контроля;
- намагничивание с выдержкой (включение электромагнита);
- нанесение фиксирующего вещества, не прерывая процесса намагничивания (без отключения);
- осмотр рисунка полученного на поверхности участка контроля (без намагничивающего устройства);
- оценка результатов контроля.
2) Параметры намагничивания (участки, схема, величина тока или величина поля, тип порошка или суспензии, вид и уровень освещенности и т.п.) указаны в ТКК.
е) Во всех случаях перед началом работ на контрольных образцах проверяется качество и соответствие порошков и суспензий.
ж) После МПК часто возникает необходимость в размагничивании объекта контроля, особенно при применении способа остаточной намагниченности (СОН). Размагничивание производится переменным током убывающей амплитуды. Универсальные магнитные дефектоскопы обладают данной функцией.
4.2.4.10 Осмотр и расшифровка результатов контроля
а) При осмотре участка контроля следует обеспечить его достаточную освещенность. При применении обычных порошков и суспензий используются лампы накаливания или люминесцентные лампы, освещенность должна быть не ниже 500 лк. При применении магнитолюминесцентных порошков и суспензий должны использоваться сертифицированные ультрафиолетовые облучатели, а само изделие должно быть затемнено (освещенность не более 20 лк).
б) Выявленная несплошность фиксируется на поверхности ОК валиком порошка - рисунок 4.55. Количество осажденного порошка (величина валика) зависит от размеров несплошности, величины полей рассеивания, величины намагничивания, свойств фиксирующего вещества и т.п.
Размеры валика отражают размер несплошности, но не соответствуют ей по величине и форме.

Рисунок 4.55
в) Определение размеров несплошности и оценка её допустимости производится только по результатам визуального контроля с применением оптических приборов и мерительных инструментов и, при необходимости, после травления поверхности.
г) Нормы допустимости несплошностей соответствуют нормам визуального контроля и приводятся в настоящем СТО (раздел 7) и в соответствующей НД на конкретное изделие (технические условия, нормали и др.).
д) При МПК весьма вероятна ложная оценка (перебраковка) изделия. Имитируя несплошность, валик порошка может образовываться:
- скапливаясь на неровностях поверхности, на глубоких рисках, на остатках окалины, на геометрических неоднородностях конструкции (например, резьбе, канавках) и т.п.;
- по причине присутствия на изделии следов остаточной намагниченности, например: применение при подготовительных работах сильно намагниченного инструмента, соприкосновение с рабочим сварочным кабелем и т.п.
е) Рекомендуются следующие способы отличия ложных следов порошка:
- повторная обработка (зачистка) поверхности;
- многократное намагничивание сомнительного участка с полным удалением предыдущих следов порошка;
- изменение (в некоторых пределах) направления намагничивания;
- обследование участка поверхности под валиком порошка визуальным контролем и травлением.
ж) По результатам контроля оформляется учётно-отчётная документация
Капиллярный контроль (КК) является разновидностью контроля проникающими веществами, основанного на свойстве смачивающихся жидкостей активно проникать в мелкие открытые полости (капилляры) на поверхности изделий.
Общие требования и основные положения по капиллярному методу контроля изложены в ГОСТ 18442.
а) Контроль проникающими веществами выявляет только поверхностные не- сплошности типа: трещин, в том числе сквозных, надрывов, закатов, небольших раковин, несплавлений, межкристаллитной коррозии и т.п.
На контролируемую деталь наносят индикаторное вещество, которое под действием капиллярных сил проникает в несплошность. После последующего нанесения проявителя часть индикаторного вещества под действием сорбционных сил вытягивается проявителем и окрашивает его, что и является признаком не- сплошности - рисунок 4.56.

б) Выявление несплошности при контроле проникающими веществами может осуществляться различными способами, но в практике капиллярного контроля, применяемого на ТЭС, используются цветной метод и люминесцентный метод с использованием проявителей.
в) Капиллярный контроль может проводиться на различных деталях теплосилового оборудования ТЭС, изготовленных из любых материалов (стали любых классов, меди, алюминия и т.п.).
г) Капиллярному контролю подвергаются детали и элементы (объекты контроля - ОК), на поверхности которых в процессе изготовления, эксплуатации или ремонта могут образовываться поверхностные несплошности (в основном трещины):
- арматура (наружная и внутренняя поверхность),
- тройники (сварные, литые, кованые),
- колена (гнутые, литые, штампованные),
- конические переходы (литые, кованые),
- стыковые и угловые сварные швы;
- корпуса насосов и турбин;
- детали турбин (диски, ротора, лопатки),
- а также любые участки деталей, в местах вероятного появления поверхностных несплошностей.
4.2.5.2 Участок (группа) капиллярного контроля
а) Участок (группа) капиллярного контроля входит в состав лаборатории неразрушающего контроля (лаборатории металлов).
б) Участок должен быть оснащен соответствующими материалами и принадлежностями. Персонал, проводящий капиллярный контроль, должен быть обучен и аттестован в специализированных атгестационных центрах.
в) В приложении к «Свидетельству об аттестации» лаборатории (в перечне видов контроля) должен быть указан вид контроля проникающими веществами или именно капиллярный контроль (ПВК или КК) и перечислено оборудование ТЭС, на котором допускается его применение.
4.2.5.3 Технические средства и материалы для капиллярного контроля.
а) Дефектоскопы для КК представляют собой наборы из комплектов специальных веществ - реактивов и различных вспомогательных принадлежностей. В наборах для люминесцентного метода должен присутствовать ультрафиолетовый облучатель.
Стационарные дефектоскопы снабжены объемными ваннами для реактивов, штативами для ОК и осветителями различных типов (такие дефектоскопы в условиях ТЭС не используются).
б) Материалы для контроля делятся на проникающие и проявляющие вещества и на очищающие вещества, включая обтирочный материал.
в) Проникающие вещества «пенетранты» состоят из одного или смеси веществ, обладающих высокой смачивающей способностью, и красителей или люминесцентных добавок.
г) Проявляющие вещества «проявители» состоят из сорбционного вещества и испаряемых (легколетучих) жидкостей.
д) Очищающие вещества являются растворителями жиров и «смывкой» для удаления пенетрантов.
Обтирочный материал должен хорошо впитывать остатки пенетранта и не оставлять после использования следов и ворсинок на контролируемой поверхности.
е) Для капиллярного люминесцентного контроля требуются специальные сертифицированные ультрафиолетовые облучатели.
ж) Пенетранты, проявители и очистители (отечественные и зарубежные) производятся централизовано, отдельно или комплектами, в виде аэрозольных баллонов. Они должны иметь маркировку с указанием класса чувствительности и сопровождаться сертификатом соответствия.
Большинство реактивов изготавливаются на основе экологически безопасных веществ.
и) Соответствие и качество реактивов проверяется на аттестованных контрольных образцах.
Контрольные образцы представляют собой пластины из хромистой стали, в которых имеются поверхностные трещины. Наибольшее распространение получили образцы с азотированным поверхностным слоем. Трещины изготавливаются в азотированном слое во время его растрескивания при механическом воздействии (рисунок 4.57).

Рисунок 4.57 - Схемы образцов
Точные размеры трещин определяются инструментальными микроскопами.
Контрольные образцы аттестуются по уровням чувствительности исходя из размеров трещин.
Допускается использование контрольных образцов, предназначенных для магнитопорошкового контроля.
и) Контрольные образцы в процессе использования подлежат глубокой очистке (полости трещин) от следов пенетранта и периодической метрологической аттестации.
4.2.5.4 Параметры капиллярного контроля
а) Качество капиллярного контроля зависит от: чистоты подготовки поверхности изделия, использования качественных реактивов, четкого соблюдения технологии контроля, уровня освещённости участка контроля
Все эти факторы объединяются единой характеристикой контроля - чувствительностью.
б) В капиллярном контроле приняты пять условных уровней чувствительности, выраженные предельными размерами выявляемых несплошностей приведенных в таблице 4.12.
Таблица 4.12
|
Ширина выявляемой несплошности, мкм |
|
|
I |
менее 1,0 |
|
II |
от 1,0 до 10,0 |
|
III |
от 10,0 до 100,0 |
|
IV |
от 100,0 до 500,0 |
|
Технологический |
не нормируется |
|
Примечание - выявление неглубоких несплошностей с шириной раскрытия более 0,5 мм (500 мкм) не гарантируется. |
|
а) Работы по организации и подготовке оборудования к контролю возлагаются на техническое руководство ТЭС.
Технические службы ТЭС должны предоставить на объект контроля всю необходимую техническую документацию (п. 4.1.17 настоящего раздела СТО).
б) Подготовка к контролю заключается в обеспечении условий безопасного его проведения и подготовке самого объекта контроля.
В производственных условиях необходимо обеспечить удобный и безопасный доступ к изделию. При необходимости, изготавливать леса и подмостки.
в) Подготовка контролируемой поверхности ОК заключается в удалении изоляции и окалины, очистке от грязи и отложений. Для удаления грубых и глубоких рисок и открытия полости несплошностей, поверхность контролируемого участка обрабатывается механическим способом (зачищается). Шероховатость поверхности должна быть не ниже RZ = 20 мкм.
г) При механической обработке необходимо исключить возможность «затирки» устья несплошности и, при необходимости, проводить травление участка контроля.
д) Контролируемая поверхность обезжиривается, с неё (и полостей несплошностей) должны быть удалены жировые отложения. Использовать в качестве растворителя жидкости типа керосина запрещается.
е) Окружающая температура и влажность, а также температура ОК должны соответствовать рабочим диапазонам легколетучих реактивов (указывается в их документации или ТКК).
ж) Особые требования предъявляются к освещенности контролируемого изделия, поэтому обеспечение необходимого уровня освещения должно включаться в перечень подготовительных работ.
4.2.5.6 Выбор параметров и схем контроля
а) Основным параметром капиллярного контроля является чувствительность. Для контроля теплосилового оборудования ТЭС принят условный класс чувствительности «П», как наиболее оптимальный, учитывающий характерные особенности эксплуатации и требования НД.
б) При капиллярном контроле на ТЭС в основном рекомендуются два метода:
- цветной, использующий пенетрант с красителем;
- люминесцентный, использующий пенетрант с люминофором.
Оба метода равнозначны, но люминесцентный требует особых условий освещения (ультрафиолетовых облучателей) и в практике считается более «грязным».
в) При люминесцентном методе иногда, в виде исключения, можно обходиться без проявителя.
4.2.5.7 Порядок проведения контроля
а) Капиллярный контроль тепломеханического оборудования ТЭС проводиться по ТКК (технологическим процессам).
Карты контроля должны соответствовать требованием НД, распространяющейся на данный объект контроля.
ТКК разрабатываются специалистами не ниже 2-го уровня квалификации и утверждаются руководителем службы контроля (лаборатории). Допускается использовать ТКК (процессы), разработанные специалистами сторонних специализированных организаций.
б) Технологическая карта контроля должна содержать следующую основную информацию:
- описание ОК (конструкция, материал, типоразмер и т.п.);
- регламентируемый метод контроля (цветной или люминесцентный);
- рекомендации по типу используемых материалов (тип, марка применяемого вещества или комплекта);
- участки контроля (с эскизами);
- рекомендации и особенности контроля;
- требования к освещенности ОК (уровень освещенности, необходимость применения ультрафиолетовых облучателей);
- оценка результатов контроля (нормы допустимости).
ТКК могут составляться как на одну конкретную конструкцию, так и на группу однотипных изделий.
в) Перед началом контроля дефектоскопист должен «принять» изделие, то есть убедиться в качественной его подготовке и в отсутствии дефектов на поверхности. Контроль до устранения обнаруженных несоответствий не допускается.
г) Порядок проведения капиллярного контроля состоит из следующих последовательных операций:
- получение заявки на проведение контроля;
- ознакомление с технической документацией;
- определение параметров и технологии контроля (из ТКК, методик);
- прием ОК после подготовительных работ и визуального осмотра;
- проведение рабочего контроля;
- осмотр участка контроля;
- оценка результатов контроля в целом;
- составление и оформление отчетной документации (протоколов, заключений).
4.2.5.8 Технологии капиллярного контроля
а) Капиллярному контролю может быть подвергнут любой участок изделия или детали из любого непористого материала, подготовленного соответствующим образом (см. п.п. 4.2.5.5).
б) Одна из основных задач технологии контроля заключается в определении мест возможного нахождения несплошностей. Такие сведения получают при анализе технологии изготовления и характера эксплуатации оборудования. На основании этих сведений определяются участки и составляются схемы контроля (в компетенцию дефектоскопистов не входит).
в) Контроль крупногабаритных изделий может проводиться значительными участками (до 1,0 м2, более не рекомендуется из-за неудобства выполнения).
г) Для капиллярного контроля используются:
- очистители (растворители для тонкой очистки контролируемой поверхности);
- индикаторные пенетранты (проникающие вещества);
- проявители (белого цвета на основе каолина).
д) Процесс контроля включает следующие последовательные операции.
1) Производят проверку качества и соответствия пенетранта и проявителя на контрольных образцах.
2) Проводят окончательную очистку участка непосредственно перед контролем.
При этом с поверхности удаляется пыль, жировые следы, влажный конденсат и очищаются полости несплошностей. Очистку проводят безворсовым материалом (тканью), смоченным в очистителе, либо на поверхность наносят очиститель и протирают её безворсовой тканью.
3) Наносят индикаторный пенетрант.
Пенетрант наносится на контролируемую поверхность обильным слоем с помощью аэрозольного баллона, кисти, малярного валика, распылителя и т.п. (рисунок 4.58).
Время выдержки пенетранта должно гарантировать его проникновение в полость несплошности. Время выдержки зависит от марки применяемого пенетранта и указано в его документации, но не должно быть менее 5 минут.
При этом необходимо исключить высыхание пенетранта за время выдержки, т.е. освежать (наносить) его несколько раз.

Рисунок 4.58
4) Удаляют пенетрант с контролируемой поверхности.
Пенетрант удаляется с помощью безворсового материала (ткани) смоченной в очистителе, либо распылением очистителя с последующей протиркой (рисунок 4.59).
Время удаления должно быть минимальным, так как возможно одновременное удаление пенетранта из полостей несплошностей или его засыхание.
От качества удаления пенетранта зависит эффективность контроля. Остатки пенетранта на поверхности могут привести к ложной оценке (перебраковке), а вымывание его из несплошностей к их пропуску (недобраковке).

Рисунок 4.59
5) Наносят проявитель.
Проявитель наносится на контролируемую поверхность из аэрозольного баллона, распылителем или мягкой кистью.
Проявитель наносится тонким слоем, преимущественно за один проход. Подтеки и наплывы не допускаются (рисунок 4.60).

Рисунок 4.60
Сушка проявителя должна происходить естественным путем, допускается легкий обдув теплым воздухом (до плюс 40 °С).
4.2.5.9 Осмотр и расшифровка результатов контроля.
а) Для проведения качественного осмотра результатов контроля следует обеспечить необходимую освещенность контролируемого участка. При цветном капиллярном контроле используются лампы накаливания или люминесцентные лампы, освещенность должна быть не ниже 500 лк. При люминесцентном контроле должны использоваться сертифицированные ультрафиолетовые облучатели, а само изделие необходимо затемнить. Схема контроля условно показана на рисунке 4.61.
б) Проявитель, обладая сорбционными свойствами, вытягивает пенетрант, насыщаясь им. На светлом (белом) слое проявителя появляется яркий (розовый или люминесцентный) след.
в) Осмотр контролируемого участка рекомендуется проводить в два приема:
- предварительный, от 3 до 5 минут, отмечая начальное появление индикаторных следов и наблюдая: объемный или протяженный характер имеет несплошность;
- окончательный (заключительный), от 15 до 20 минут после высыхания проявителя.

Рисунок 4.61
г) Выявленная несплошность дает на поверхности проявителя индикаторный след в виде контрастного пятна. Чем больше пенетранта попало в полость несплошности, тем дольше (до полного высыхания) длится проявление, тем заметнее (крупнее и расплывчатей) индикаторный след.
Размеры индикаторного следа отражают размер несплошности, но не соответствуют ей по величине и форме
На рисунке 4.62 приведены примеры индикаторных следов от трещин и объемных несплошностей.

Рисунок 4.62
д) Из практики установлено, что индикаторный след примерно от трех до пяти раз превышает размер несплошности.
е) Условно индикаторные следы разделяются на протяженные и округлые. При отношении длины следа к ширине более 3, индикаторный след считается протяженным (несплошность протяженная).
При отношении длины следа к ширине равным или менее 3, индикаторный след считается округлым (несплошность округлая).
ж) Определение фактических размеров несплошности и оценка её допустимости производятся только по результатам визуального контроля с применением оптических приборов и мерительных инструментов, при необходимости, после травления поверхности.
и) Нормы допустимости несплошностей соответствуют нормам визуального контроля и приводятся в настоящем СТО (раздел 7) и в соответствующей НД (технические условия и др.).
к) При КК весьма вероятна ложная оценка изделия.
Индикаторный след может образовываться:
- из-за скопления пенетранта на неровностях поверхности, на глубоких рисках, на остатках окалины или лакокрасочных покрытий, на конструктивных особенностях изделия (например, резьбе, канавках) и т.п.;
- по причине неполного удаления пенетранта с поверхности перед нанесением проявителя; при люминесцентном контроле это происходит значительно чаще.
Индикаторный след не образуется:
- из-за плохой подготовки ОК пенетрант не проникает в несплошность (устье полости закрыто, присутствуют жировые отложения);
- по причине вымывания пенетранта из полости несплошности в процессе удаления его с поверхности перед нанесением проявителя.
л) При сомнении в качестве результатов контроля его следует повторить после дополнительной обработки (зачистки) поверхности.
м) По результатам контроля оформляется учётно-отчетная документация.
4.2.6 Вихретоковый контроль
4.2.6.1 Общие положения.
Вихретоковый контроль (ВТК) относится к поверхностным методам контроля.
ВТК основан на измерении величины вихревого тока, возбуждаемого в поверхностном слое контролируемого изделия. Наличие поверхностной несплошности изменяет величину вихревого тока, что фиксируется измерительными устройствами и является признаком несплошности.
Вихретоковый метод используется на изделиях и деталях, изготовленных из металла (ферромагнитных и неферромагнитных сталей и сплавов, а также цветных металлов и сплавов) с удельной электрической проводимостью от 0,5 до 60 МСм/м.
Вихретоковый контроль выявляет поверхностные несплошности типа трещин, надрывов, закатов, раковин, пор, несплавлений и т.п.
Примечание - При благоприятных условиях (высокой электрической проводимости, значительной напряженности наводимого поля и т.п.), могут быть выявлены подповерхностные трещины на глубине до 5 мм.
а) Вихретоковому контролю подвергаются детали и элементы (объекты контроля - ОК), тепломеханического оборудования ТЭС на поверхности которых в процессе изготовления, эксплуатации или ремонта могут образовываться поверхностные несплошности (в основном трещины: - см. п.п. 4.2.5.1 г).
б) Особенно эффективно применение ВТК для выявления эксплуатационных поверхностных трещин на деталях проточной части турбин (на поверхности переходов, галтелей роторов, в тепловых канавках, на поверхности рабочих и направляющих лопаток и т.п.), в ограниченных пространствах и труднодоступных местах.
4.2.6.2 Участок (группа) вихретокового контроля
а) Участок (группа) вихретокового контроля входит в состав лаборатории неразрушающего контроля (лаборатории металлов).
б) Участок должен быть оснащен соответствующей аппаратурой и принадлежностями. Персонал, проводящий вихретоковый контроль, должен быть обучен и аттестован в установленном порядке.
в) В приложении к «Свидетельству об аттестации» лаборатории (в перечне видов контроля) должен быть указан вихретоковый контроль и перечислено оборудование ТЭС, на котором допускается его применение.
4.2.6.3 Аппаратура для вихретокового контроля
а) Вихретоковые дефектоскопы (отечественные и зарубежные) предназначены для работы с накладными преобразователями (различных размеров и конструкций).
б) Дефектоскопы имеют малые габариты, снабжены низковольтным автономным питанием. Дефектоскопы условно разделяются на универсальные и специальные.
Универсальные - позволяют работать (комплектуются) различными преобразователями и обладают различными дополнительными и сервисными режимами.
Специальные - предназначены для контроля какой то конкретной детали или изделия, снабжены специализированным преобразователем, соответствующей оснасткой и приспособлениями (держателями, манипуляторами и т.п.).
Дефектоскопы различаются также по конструктивному исполнению измерительного устройства - индикатора. В более ранних и упрощенных конструкциях применяется стрелочный индикатор, имеющий большую инерционность при срабатывании и низкую механическую прочность. В современных и универсальных дефектоскопах применяются светодиодные или цифровые индикаторы, не имеющие отмеченных недостатков.
в) Дефектоскопы комплектуются контрольными образцами различных конструкций, предназначенными для настроек и поверок. На поверхностях образцов должны присутствовать искусственные имитаторы трещин в виде узких канавок (пропилов) определенных размеров. Допускается, в качестве образцов, использовать контрольные образцы для магнитного или капиллярного контроля.
г) Вихретоковые дефектоскопы не являются измерительными приборами и не требуют периодической аттестации, но подвергаются обязательной поверке для подтверждения паспортных технических характеристик и оценки чувствительности контроля (величины выявляемых несплошностей).
4.2.6.4 Параметры вихретокового контроля
а) Основным параметром вихретокового контроля является чувствительность - возможность уверенно выявлять несплошности определенных (минимальных) размеров.
Чувствительность зависит от многих факторов, большинство из которых не поддается регулировке. В общем случае вихретоковый контроль позволяет выявлять трещины глубиной от 0,2 мм и длиной от 3,0 мм (при раскрытии более 1,0 мкм).
б) В основном чувствительность определяется:
- размером преобразователя: с увеличением размера преобразователя (катушки) увеличивается площадь контролируемого поля, а чувствительность контроля ухудшается;
- зазором между ОК и преобразователем: с увеличением зазора чувствительность падает;
- качеством поверхности сканирования ОК: при сложном профиле поверхности (наличие проточек, канавок, резких переходов, радиусов), при наличие отложений (окалины, грязи и т.п.), при повышенной шероховатостью (более RZ 20) - чувствительность ухудшается.
в) Рекомендуется в каждом конкретном случае применять эталонные образцы (образцы предприятия) изготовленные из контролируемого материала (лучше фрагмент изделия) с набором канавок различных размеров.
г) Вихретоковый метод не рекомендуется применять для контроля:
- деталей и конструкций с резкими локальными изменениями магнитных или электрических свойств,
- деталей и конструкций с электропроводящими защитными покрытиями, если дефект не разрушил поверхность покрытия;
- деталей с дефектами, полость которых заполнена электропроводящими частицами;
- сварных швов с неудалённым валиком усиления (выпуклостью).
4.2.6.5 Подготовка к контролю
а) Работы по организации и подготовке оборудования к контролю возлагаются на техническое руководство ТЭС.
Технические службы ТЭС должны предоставить на объект контроля всю необходимую техническую документацию:
- формуляры, чертежи, эскизы;
- сведения об условиях эксплуатации и информацию об ОК;
- результаты предшествующего контроля (ВИК, и т.п.).
б) Подготовка к контролю заключается в обеспечении возможности безопасного проведения контроля и в подготовке самого объекта контроля. В производственных условиях необходимо обеспечить удобный и безопасный доступ к изделию, при необходимости изготавливать леса и подмостки.
в) Подготовка контролируемой поверхности ОК заключается в удалении окалины, очистке от грязи и отложений, Поверхность не должна иметь грубых и глубоких рисок и неровностей, шероховатость поверхности должна быть не хуже RZ = 20 мкм.
г) Допускается проводить контроль по окрашенной или покрытой лаком поверхности при условии, что слой покрытия на всем контролируемом участке сохраняет целостность, не имеет натеков и разрушений и по всему участку имеет постоянную толщину.
4.2.6.6 Порядок проведения контроля
а) Вихретоковый контроль проводится по «технологическим картам» контроля (ТКК).
Карты контроля должны соответствовать требования НД, распространяющейся на данный объект контроля.
ТКК разрабатываются специалистами не ниже 2 уровня квалификации и утверждаются руководителем службы контроля (лаборатории). Допускается использовать ТКК (процессы), разработанные специализированными организациями.
б) Технологическая карта контроля должна содержать следующую основную информацию:
- описание ОК (конструкция, материал, типоразмер и т.п.);
- участки контроля (чертеж, эскиз);
- тип и конструкцию преобразователя;
- способ и схемы сканирования;
- особенности настройки и контроля;
- оценку результатов контроля (нормы допустимости).
ТКК могут составляться как на одну конкретную конструкцию, так и на группу однотипных изделий.
в) Перед началом контроля дефектоскопист должен «принять» изделие, то есть убедиться в качественной его подготовке и в отсутствии видимых дефектов на поверхности.
г) Порядок проведения контроля состоит из следующих последовательных операций:
- получение заявки на проведение контроля;
- ознакомление с технической документацией;
- определение параметров и схем контроля (из ТКК, методик, инструкций);
- прием ОК после подготовительных работ и визуального осмотра;
- проведение контроля (сканирование и фиксация дефектных участков);
- оценка результатов контроля ОК в целом;
- составление и оформление отчетной документации (протоколов, заключений).
4.2.6.7 Требования к методике вихретокового контроля
а) Вихретоковому контролю может быть подвергнут любой участок изделия или детали, подготовленный соответствующим образом.
б) Для каждой детали или изделия составляются индивидуальные схемы сканирования с указанием участка контроля (в компетенцию дефектоскопистов не входит), для чего необходимо определить места возможного появления несплошностей, их конфигурацию и направление. Такие сведения получают при анализе технологии изготовления и характера эксплуатации оборудования.
в) При проведении вихретокового контроля следует учитывать что:
- основное направление сканирования объекта контроля должно быть направлено перпендикулярно предполагаемому расположению несплошности. При невозможности такого сканирования допускается сканирование под углом, но чувствительность при этом ухудшается;
- вертикальная ось преобразователя должна быть постоянно перпендикулярна поверхности ОК;
- шаг и скорость сканирования определяются конструкцией дефектоскопа и конструкцией (размерами) преобразователя;
- если технология предусматривает контроль бесконтактным способом, т.е. с зазором, величина данного зазора должна оставаться неизменной по всей площади контролируемого участка;
- из-за явления «краевого эффекта» зоны вблизи края детали, вокруг отверстий, радиусных переходов и иных подобных геометрических особенностей должны считаться зоной «неуверенного» контроля.
г) Основной операцией перед началом контроля является настройка дефектоскопа. Настройка производится по инструкциям производителя или разработчика дефектоскопа. Сущность настройки сводится к установке уровня «компенсации» и чувствительности дефектоскопа.
Преобразователь устанавливается на контрольный образец и регуляторами дефектоскопа проводится «компенсация» (балансировка) измерительных устройств на бездефектном участке образца - рисунок 4.63. Поместив преобразователь на искусственную трещину (канавку) определенного размера, настраивают чувствительность, добиваясь максимального показания измерителя - индикатора. При настройке чувствительности добиваются многократного и уверенного показания индикатора, исключая его ложное срабатывание, и сохранения установленного уровня компенсации.

Рисунок 4.63 - Настройка «компенсации» и чувствительности
д) Более точную дополнительную подстройку «компенсации» следует произвести непосредственно на участке ОК и, при необходимости, провести подстройку чувствительности.
Примечание - Рекомендации заводских инструкций по настройке вихретоковых дефектоскопов различных конструкций могут несколько отличаться от описанной.
е) Участок изделия, подлежащий контролю, должен быть размечен любым общепринятым способом (в виде координатной сетки, начальной точкой отсчета и т.п.)
ж) Контроль производится последовательным сканированием преобразователем контролируемого участка согласно установленной схеме (рисунок 4.64). Срабатывание индикатора сигнализирует о наличии и месторасположении несплошности. При значительной величине несплошности и малоразмерном преобразователе возможно ориентировочное определение границ несплошности.

Рисунок 4.64 - Схема вихретокового контроля
4.2.6.8 Расшифровка результатов контроля
а) При срабатывании индикатора место предполагаемой несплошности должно быть отмечено (промаркировано). Для исключения ложной оценки срабатывание индикатора на отмеченном месте должно быть подтверждено неоднократной перепроверкой.
Примечание - Локальные изменения магнитных свойств, созданные наклепом, прижогами, местной намагниченностью, могут вызывать ложные срабатывания индикатора.
б) Окончательное подтверждение наличия несплошности и оценка её размеров и допустимости производятся только по результатам визуального контроля с применением оптических приборов и мерительных инструментов и, при необходимости, после травления поверхности.
в) Нормы допустимости несплошностей соответствуют нормам визуального контроля и определяются в соответствующей НД на изделие, а также регламентируются в разделе 7 настоящего СТО.
г) По результатам контроля оформляется учётно-отчетная документация.
4.2.7 Акустико-эмиссионный контроль
4.2.7.1 Общие положения
Основные положения и требования настоящего подраздела стандарта соответствуют ГОСТ Р 52727.
а) Метод акустической эмиссии (АЭ) обеспечивает выявление развивающихся дефектов посредством регистрации и анализа акустических волн, возникающих в процессе пластической деформации и роста трещин в контролируемых объектах. Кроме того, метод АЭ позволяет выявить истечение рабочего тела (жидкости или газа) через сквозные отверстия в контролируемом объекте.
б) АЭ контроль технического состояния обследуемых объектов (ОК) проводится только при создании в конструкции напряженного состояния, инициирующего в материале объекта работу источников АЭ. Для этого объект подвергается нагружению силой, давлением, температурным полем и т.д. Выбор вида нагрузки определяется конструкцией объекта и условиями его работы, характером испытаний.
в) При контроле оборудования используются три основные схемы применения акустико-эмиссионного метода:
- проводят АЭ контроль объекта. В случае выявления источников АЭ, в месте их расположения проводят контроль одним из традиционных методов неразрушающего контроля (НК);
- проводят контроль одним или несколькими методами НК. При обнаружении недопустимых (по нормам стандартизованных методов контроля) дефектов или при возникновении сомнения в достоверности результатов НК проводят контроль объекта с использованием метода АЭ. Окончательное решение о допуске объекта в эксплуатацию или ремонту обнаруженных дефектов принимают по результатам проведенного АЭ контроля;
- в случае наличия в объекте дефекта, выявленного одним из методов НК, метод АЭ используют для слежения за развитием этого дефекта. При этом может быть использован экономный вариант системы контроля, с применением одноканальной или многоканальной конфигурации акустико-эмиссионной аппаратуры.
г) АЭ система должна обеспечивать как накопление, документирование, оперативную обработку и отображение информации в режиме реального времени, так и обработку, отображение и вывод на периферийные устройства для документирования накопленных в течение испытания данных после окончания испытания.
д) АЭ контроль объектов может осуществлять организация, имеющая в своём составе аттестованную в установленном порядке лабораторию неразрушающего контроля. К проведению АЭ контроля допускаются аттестованные в установленном порядке специалисты, имеющие удостоверения, подтверждающие их квалификацию. АЭ контроль должна проводить бригада, состоящая не менее чем из двух специалистов.
4.2.7.2 Порядок подготовки к проведению контроля
а) Подготовка к контролю содержит следующие основные этапы:
- анализ технической документации на ОК;
- согласование с владельцем оборудования процедуры контроля;
- установка преобразователей акустической эмиссии (ПАЭ);
- подготовка акустико-эмиссионной аппаратуры.
б) При подготовке к проведению АЭ контроля разрабатывается «Технология контроля объекта» или ТКК, в которой должна содержаться следующая информация:
- материал и конструкция контролируемого объекта, включая размеры и форму, тип хранимого (рабочего) продукта;
- данные о параметрах шумов;
- тип и параметры преобразователей АЭ, их изготовитель, сведения о калибровке;
- метод крепления преобразователей АЭ;
- контактная среда;
- очистка объекта после контроля;
- схема расположения преобразователей АЭ;
- тип прибора АЭ его параметры
- результаты калибровки АЭ аппаратуры;
- регистрируемые данные и методы регистрации;
- система классификации источников АЭ и критерии оценки состояния контролируемого объекта по результатам контроля;
- квалификация операторов.
Данные об объекте контроля и основных параметрах контроля заносят в протокол.
Полностью описывают процедуру гидро- (пневмо) испытания; приводят графики изменения нагрузки, и температуры во времени.
в) С эксплуатирующей организацией должны быть согласованы график нагружения, а также вопросы:
- обеспечения помещением, электропитанием, двусторонней связью;
- подготовки объекта к проведению контроля;
- обеспечения безопасности.
г) Установка ПАЭ
Каждый ПАЭ должен быть установлен непосредственно на поверхность объекта. В ряде случаев (недоступность поверхности, высокая температура и др.) рекомендуется использовать волноводы.
Размещение ПАЭ и количество антенных групп определяется конфигурацией объекта и максимальным разнесением ПАЭ, связанным с затуханием сигнала, точностью определения координат.
Размещение ПАЭ должно обеспечивать контроль требуемой поверхности контролируемого объекта.
Для выбора расстояния между ПАЭ производят измерение затухания, при этом выбирают представительную часть объекта без патрубков, проходов и т.д.; устанавливают ПАЭ и перемещают (через 0,5 м) имитаторы АЭ по линии в направлении от ПАЭ на расстояние до 3 м. Рекомендуется, чтобы минимальное расстояние от ПАЭ до имитатора (начальная точка) составляло до 5 см.
Расстояние между ПАЭ при использовании зонной локации задают таким образом, чтобы сигнал АЭ от имитатора (излома карандаша либо от другого имитатора АЭ) регистрировался в любом месте контролируемой зоны хотя бы одним ПАЭ и имел амплитуду не меньше заданной.
Максимальное расстояние между ПАЭ не должно превышать расстояния, которое в 1,5 раза больше порогового. Последнее определяют как расстояние, при котором амплитуда сигнала от имитатора АЭ (например, излома грифеля карандаша) равна пороговому напряжению.
д) Измерение скорости звука, используемое для расчета координат источников АЭ, производят следующим образом:
- имитатор АЭ располагают вне групп ПАЭ на линии, соединяющей ПАЭ, на расстоянии от 10 до 20 см от одного из них.
- проводя многократные измерения (не менее пяти) для разных пар ПАЭ определяют среднее время распространения. По нему и известному расстоянию между ПАЭ вычисляют скорость распространения сигналов АЭ.
е) Подготовка акустико-эмиссионной аппаратуры:
- проверку работоспособности АЭ аппаратуры выполняют после установки ПАЭ на контролируемый объект, а также после проведения испытаний. Проверку выполняют путем возбуждения акустического сигнала имитатором АЭ, расположенным на определенном расстоянии от каждого ПАЭ;
- параметры системы устанавливают в соответствии с технической документацией на прибор и характеристик объекта контроля, полученных при проведении предварительных работ;
- в случае проведения гидроиспытания объекта все работы по определению акустических характеристик конструкции и настройке аппаратуры выполняют после полного заполнения объекта водой.
4.2.7.3 Порядок проведения контроля
а) АЭ контроль выполняют как в процессе нагружения объекта, так и в процессе мониторинга (непрерывный контроль, периодический контроль).
- в процессе АЭ контроля производят оперативное накопление и обработку данных;
- накопление данных производят после выделения параметров сигналов АЭ. При наличии цифровых регистраторов используется запоминание сигналов АЭ с целью последующего анализа АЭ процесса;
- информацию о зонах концентрации индикаций АЭ регистрируют и обрабатывают с использованием заложенных программ для построения предусмотренных графиков по каждой выделенной зоне и проведения классификации источников АЭ;
- после выполнения контроля объекта производят последующую обработку и анализ данных в полном объеме.
б) АЭ контроль в процессе нагрузки объекта производят как при увеличении нагрузки до определенной заранее выбранной величины, так и в процессе выдержки нагрузки на заданных уровнях:
- нагружение осуществляют с использованием специального оборудования, обеспечивающего повышение нагрузки - внутреннего (внешнего) давления, усилия, веса и др.
- нагружение выполняют по заданному графику, который определяет скорость нагружения, время выдержек объекта под нагрузкой и значения нагрузок.
- при нагружении объекта следует стремиться к тому, чтобы напряженно-деформированное состояние (НДС) объекта при испытании максимально соответствовало НДС объекта в процессе эксплуатации. При анализе следует учитывать разницу в НДС.
- допускается отклонение от типового графика нагружения с приведением в отчете необходимого обоснования.
- назначение максимального значения нагрузки (давления испытаний) должно проводиться с учетом характеристик материала, условий эксплуатации объекта контроля, температуры, а также предыстории его нагружения.
- при нагружении объекта контроля (например, сосуда давления) внутренним давлением, максимальное его значение - Рисп (испытательное давление) должно превышать максимальное рабочее за последний год давление Р g (эксплуатационную нагрузку согласно технологическому регламенту) не менее, чем от 5 до 10 %, но не превышать пробного, определяемого по соответствующим НД.
- нагружение объектов должно проводиться плавно со скоростью, при которой не возникают помехи, превышающие допустимый уровень.
- рекомендуемые скорости повышения давления составляют: Рисп/60 ÷ Рисп/20 [МПа/мин]; Рисп - давление испытаний.
- в качестве нагружающих сред могут быть использованы жидкие (гидроиспытания) и газообразные (пневмоиспытания) испытательные среды, а также рабочая среда объекта.
- в случае проведения гидроиспытаний подача нагружающей жидкости должна производиться через патрубок расположенный в нижней части объекта, ниже уровня жидкости, заполняющей объект.
- для уменьшения уровня шумов и помех во время проведения контроля должны быть приостановлены все посторонние работы на объекте контроля: сварочные, монтажные, такелажные и другие работы, вызывающие любого вида воздействия на объект контроля.
- при испытании вновь изготовленных объектов, которые не проходили термообработки после сварки, возможна регистрация АЭ, вызванная выравниванием напряжений и не связанная с развитием дефектов. Поэтому проводится два нагружения. При первом нагружении в процессе возрастания нагрузки, как правило, принимают во внимание только сигналы, амплитуда которых превышает уровень порога более чем на 20 дБ и сигналы, регистрируемые в течение выдержки.
- перед вторым нагружением сброс нагрузки после первого цикла должен быть от 50 до 100 % испытательной нагрузки.
- в процессе нагружения рекомендуется непрерывно наблюдать на экране монитора обзорную картину АЭ источников испытуемого объекта.
- испытания прекращают досрочно в случаях, когда обнаруживается резкий рост активности источников или появление больших амплитуд сигналов АЭ для установления причины.
4.2.7.4 Оформление результатов измерений
а) Результаты АЭ контроля должны содержаться в отчетных документах - Протоколе или Заключении, которые составляются Исполнителем - организацией проводившей АЭ контроль.
б) Отчет оформляется дополнительно по требованию Заказчика.
в) Отчет о результатах АЭ контроля должен содержать исчерпывающие данные о подготовке и проведении АЭ контроля, а также информацию, которая позволяет оценить состояние объекта и подтвердить уровень квалификации Исполнителя и специалистов, проводивших контроль, на основании чего можно судить о достоверности результатов.
4.2.7.5 Требования к аппаратуре и оборудованию
а) К аппаратуре и оборудованию, используемому при выполнении АЭ контроля, относятся:
- ПАЭ с устройствами крепления и материалами для обеспечения акустической связи с объектом контроля;
- аппаратура, включающая вычислительные средства, предназначенная для регистрации, обработки, отображения и запоминания сигналов АЭ, использующая специализированное программное обеспечение;
- средства, обеспечивающие нагружение контролируемого объекта, обеспечивающие безопасность при выполнении работ и средства связи;
б) ПАЭ определяют основные показатели и параметры контроля - чувствительность, достоверность, рабочий частотный диапазон.
1) К основным техническим характеристикам преобразователей АЭ относится вид (конструктивный):
- однополюсный или дифференциальный;
- резонансный, широкополосный или полосовой;
- совмещенный с пред усилителем (передатчиком) или не совмещенный; габаритные размеры;
- масса (кг), диапазон рабочих температур (°С);
- длина кабеля (расстояние уверенного приема при телеметрии, м);
- физическая емкость ПАЭ (Ф);
- сопротивление изоляции (безотказность, долговечность, сохраняемость), гарантийный срок (лет).
2) Основные технические характеристики должны быть приведены в паспорте на преобразователь АЭ.
3) По частотному диапазону ПАЭ подразделяются на типы:
- низкочастотные, с рабочей частотой до 50 кГц;
- стандартные промышленные, с рабочей частотой от 50 до 200 кГц;
- высокочастотные, с рабочей частотой свыше 500 кГц.
4) При контроле энергооборудования следует использовать ПАЭ четвертого класса, к которым относятся резонансные преобразователи, использующие пьезоэлектрические элементы, имеющие чувствительность, превышающую 200 × 106 В/м.
5) Допускается использовать волноводы, которые должны быть приварены или соответствующим образом прижаты к поверхности конструкции.
6) ПАЭ следует крепить к объекту с использованием механических приспособлений, магнитных держателей, либо с помощью клея. Приспособления для установки преобразователей на объекте выбирают с учетом его конструктивных особенностей. Они могут быть съемными (магнитные держатели, струбцины, хомуты и т.п.) или в виде стационарно установленных кронштейнов.
7) При установке ПАЭ на объект контроля акустическая контактная среда должна обеспечивать эффективную акустическую связь ПАЭ с объектом.
8) Контактная среда должна обеспечивать надежный акустический контакт в течение всего времени испытаний при температуре контролируемого объекта.
9) В качестве контактной среды можно использовать машинное масло, эпоксидную смолу без отвердителя, глицерин и другие жидкие среды.
10) Поверхность объекта контроля в месте установки ПАЭ зачищают до чистоты не хуже RZ 40.
11) После установки ПАЭ на объект контроля производят проверку их работоспособности с использованием имитаторов АЭ.
в) В качестве имитатора сигналов АЭ рекомендуется использовать пьезоэлектрический преобразователь, возбуждаемый электрическими импульсами от генератора. Частотный диапазон имитационного импульса должен соответствовать частотному диапазону системы контроля.
В качестве имитатора сигналов АЭ допускается также использовать источник Су-Нильсена (излом графитового стержня диаметром 0,3 - 0,5 мм, твердостью 2Т(2Н).
г) При АЭ - контроле следует применять аппаратуру АЭ, соответствующую по своей конфигурации и параметрам контролируемому объекту и задачам контроля.
К общим параметрам и техническим характеристикам аппаратуры АЭ относятся:
- напряжение электрического питания;
- потребляемая мощность;
- климатические и технические условия работы аппаратуры (влажность, температура и др.);
- масса аппаратуры;
- габаритные размеры аппаратуры и отдельных блоков;
- число блоков аппаратуры.
д) К основным параметрам и техническим характеристикам аппаратуры АЭ относятся:
- уровень собственных шумов усилительного тракта;
- амплитудный динамический диапазон;
- диапазон рабочих частот;
- амплитудно-частотная характеристика (АЧХ);
- максимальная скорость обработки импульсов АЭ;
- число каналов аппаратуры;
- перечень измеряемых параметров сигнала АЭ;
- перечень устанавливаемых параметров аппаратуры АЭ.
е) Требования к параметрам и техническим характеристикам аппаратуры акустической эмиссии приведены в соответствующей Нормативной документации, регламентирующей требования к акустикоэмиссионной аппаратуре.
4.2.8 Магнитный контроль тепловой неравномерности поверхностей нагрева пароперегревательного тракта котлов
4.2.8.1 Общие положения
а) Магнитный контроль тепловой неравномерности (МКТН):
- распространяется на котлы тепловых электрических станций, эксплуатирующиеся при температуре водяного пара 450 °С и выше;
- предназначен для выявления тепловой неравномерности поверхностей нагрева пароперегревательного тракта, изготовленных из углеродистой стали или из низколегированных теплоустойчивых сталей перлитного класса;
- не распространяется на поверхности нагрева, изготовленные из плавниковых и ошипованных труб и из труб с плакирующим (наплавленным) слоем.
б) Допускается применение магнитного метода для контроля тепловой неравномерности поверхностей нагрева, не относящихся к пароперегревательному тракту.
в) Магнитный контроль тепловой неравномерности проводят специалисты, аттестованные в соответствии с правилами аттестации специалистов по неразрушающему контролю и прошедшие обучение в специализированной организации.
г) Основой магнитного контроля служит явление естественного намагничивания труб поверхностей нагрева при эксплуатации, получившее название температурный магнитный гистерезис (ТМГ).
д) Магнитный контроль базируется на явлении ТМГ без применения искусственного намагничивания труб.
е) Результаты магнитного контроля следует учитывать при разработке мероприятий для повышения эксплуатационной надежности и выборе мест для представительных вырезок с последующим металлографическим исследованием образцов труб для определения работоспособности, условий и срока дальнейшей эксплуатации поверхностей нагрева.
4.2.8.2 Требования к объекту контроля
а) Магнитный контроль поверхностей нагрева проводят в период останова оборудования.
б) Температура металла и окружающего воздуха в зоне контроля должна быть от 5 до 40 °С.
в) Наружная поверхность труб должна быть очищена водой от отложений и пыли по всей длине. Ширина подготовленной под контроль зоны должна составлять не менее половины периметра трубы. Допустимая толщина отложений не более 1 мм. Если толщина отложений составит больше 1 мм, то их следует удалить инструментами из неферромагнитных материалов (молоток, скребок и т.п. из латуни, дюралюминия, стали аустенитного класса).
г) Присутствие теплоносителя в трубах не оказывает влияние на результаты контроля.
д) Рабочее место для выполнения контроля должно быть освещено. При необходимости следует установить леса, помосты, лестницы и ограждения, располагая их не ближе 200 мм от объекта контроля. Контроль в труднодоступных местах и на высоте должна проводить бригада не менее, чем из двух человек, либо в помощь специалисту должен быть выделен вспомогательный персонал.
е) При подготовке рабочего места запрещается касаться контролируемых труб ферромагнитными предметами.
ж) Во время магнитного контроля электродуговая сварка может вестись на удалении от зоны контроля не менее чем на 10 м.
з) Магнитный контроль не проводят на трубах заглушённых, новых и с ремонтными вставками, испытавших после монтажа или ремонта менее трех температурных циклов: нагревание до рабочих и охлаждение до комнатных температур (от 5 до 40 °С).
4.2.8.3 Требования к средствам контроля
а) Магнитный контроль следует проводить магнитометром с феррозондовым преобразователем для измерения нормальной составляющей вектора магнитной индукции или напряженности магнитного поля (в дальнейшем магнитный параметр М), имеющим следующие технические данные:
- диапазон измерения магнитной индукции ± 2000 мкТ или напряженности магнитного поля ± 2000 А/м;
- относительная погрешность измерения не более 5 %;
- автономное питание напряжением не выше 12 В.
б) Магнитометр должен быть рассчитан для работы в следующих климатических условиях:
- при температуре окружающего воздуха от 5 до 40 °С;
- при относительной влажности окружающего воздуха до 98 % при температуре +25 °С.
4.2.8.4 Подготовка к контролю
а) До начала магнитного контроля технические службы ТЭС должны предоставить на ОК необходимую техническую документацию, содержащую тип котла и его станционный номер, вид сжигаемого топлива и водного режима, наименование поверхности нагрева, данные по температуре и давлению теплоносителя, зоны контроля (координат, номера хода и змеевика), номинальные размеры (диаметр и толщина стенки), количество и марку стали труб, наработку элемента.
Перед проведением контроля специалист по МКТН должен ознакомиться с конструкцией поверхности нагрева и документацией, в которой указаны сведения о повреждениях, заглушённые трубы, новые и с ремонтными вставками участки, результаты предшествующего контроля, а также количество пусков-остановов котла после последнего ремонта.
Следует также убедиться в отсутствии препятствий для проведения МКТН.
б) Магнитный контроль следует проводить на всех трубах поверхности нагрева по всей длине и высоте (ширине) обогреваемой зоны. Гнутые отводы труб должны быть включены в контролируемый участок. При горизонтальной ориентации поверхности нагрева в пространстве контроль проводят по всей длине труб, при вертикальной ориентации допускается проведение контроля в нижней части поверхности нагрева в зоне гнутых отводов. Если расположение очага повреждений известно, то контролируют только часть труб, например все трубы первых змеевиков пакетов на входе и (или) выходе или участок труб, при этом координаты участка каждой трубы должны быть идентичны.
в) Магнитный контроль не проводят на участках труб, находящихся на расстоянии менее 200 мм от труб других элементов, которые могут создать поле влияния на результаты измерений.
г) Магнитный контроль проводят продольным сканированием одной и той же образующей всех труб. Предпочтение следует отдать той образующей, сканирование которой позволяет пройти по внешнему обводу гнутого участка.
д) Перед магнитным контролем необходимо установить феррозондовый преобразователь к выбранной образующей под углом 90 ± 1°, зазор между ним и поверхностью 1 ± 0,2 мм.
е) При сканировании допускается отклонение от выбранного направления ± 5°.
ж) Скорость сканирования должна быть такой, чтобы обеспечить надежную регистрацию максимального значения показаний магнитометра.
4.2.8.5 Проведение контроля
а) Магнитный контроль состоит из двух этапов. Сначала измеряют магнитный параметр М труб поверхности нагрева, а затем проводят обработку и анализ данных измерений.
б) Магнитный параметр измеряют в указанной далее последовательности.
- включают магнитометр;
- сканируют контролируемый участок первой трубы (номер присваивают трубам в соответствии с формуляром);
- записывают в таблицу максимальное из измеренных абсолютных значений магнитного параметра М1 для первой трубы;
- сканируют контролируемый участок второй трубы;
- записывают в таблицу максимальное из измеренных абсолютных значений магнитного параметра М2 для второй трубы;
- повторяют для всех остальных труб цикл измерения и записи информации.
в) Обработку и анализ осуществляют в указанной далее последовательности:
1) Рассчитывают среднее магнитное состояние Н в каждой из сторон поверхности нагрева (например, в потоках «А» и «Б») по формуле:
![]() (3)
(3)
где n - количество контролируемых труб поверхности нагрева в потоках «А» и «Б».
2) Определяют разность средних магнитных состояний поверхности нагрева в потоках «А» и «Б» по формуле
DН = НА - НБ (4)
3) Рассчитывают тепловую неравномерность поверхности нагрева в градусах Цельсия по формуле
![]() (5)
(5)
4) Проводят качественный анализ данных магнитного контроля поверхности нагрева. Тепловая неравномерность не выше допустимого уровня, если Dt £ 5 °С. Тепловая неравномерность выше допустимого уровня, если Dt > 5 °С. В этом случае следует предложить соответствующим специалистам разработать и внедрить мероприятия по снижению тепловой неравномерности поверхности нагрева.
5) Представительные образцы следует вырезать из труб, имеющих максимальную наработку, минимальное, среднее (ближайшее к среднему магнитному состоянию) и максимальное (ближайшее к максимальному уровню) значение магнитного параметра.
6) Если ресурс металла труб с максимальным значением магнитного параметра исчерпан по результатам металлографических исследований, их следует заменить. Если ресурс металла труб со средним и максимальным значением магнитного параметра исчерпан, следует заменить всю поверхность нагрева.
4.2.8.6 Оформление результатов контроля
По результатам магнитного контроля тепловой неравномерности поверхности нагрева составляют заключение, форму которого устанавливает предприятие. В заключении отражают следующие сведения:
- название станции;
- тип котла и его станционный номер;
- вид сжигаемого топлива и водного режима;
- наименование поверхности нагрева;
- температура и давление теплоносителя;
- зона контроля;
- номинальные размеры, количество и марка стали труб;
- наработка;
- образующая труб, вдоль которой проводилось сканирование;
- номера труб поврежденных и заглушённых, новых и с ремонтными вставками, не испытавших термоциклирование, а также труб, имеющих наработку меньше наработки поверхности нагрева;
- тип использованного магнитометра;
- результаты обработки и анализа магнитных измерений с указанием уровня тепловой неравномерности поверхности нагрева;
- номера труб для вырезки представительных образцов;
- дата проведения контроля, фамилия, имя, отчество и подпись специалиста, выполнившего магнитный контроль.
К заключению следует приложить формуляр поверхности нагрева и таблицы с данными магнитных измерений.
4.2.9 Измерение твёрдости металла
4.2.9.1 Общие положения
Контроль твердости металла переносными твердомерами непосредственно на объекте даёт возможность оперативной косвенной оценки прочностных характеристик металла элементов энергооборудования без их повреждения.
К стандартным методам измерения твердости металлов относятся измерения твердости по Бринеллю (ГОСТ 9012), по Виккерсу (ГОСТ 2999) и по Роквеллу (ГОСТ 9013).
Допускается применять полученные по Бринеллю или по Виккерсу значения твердости для косвенной оценки механических характеристик металла (sв, s0,2)
4.2.9.2 Аппаратура
В качестве испытательной аппаратуры для определения характеристик твердости допускается использовать переносные приборы механического, физического и физико-механического действия.
Прибор должен быть сертифицирован и поверен в установленном порядке.
Прибор должен обеспечивать необходимые для данного метода контроля параметры испытания.
Погрешность измерения твердости прибором не должна превышать ± 5 %.
Применяемые в составе приборов механического типа (статического и динамического действия) инденторы, в частности стальные шарики, должны соответствовать по свойствам материала, геометрическим параметрам и качеству поверхности требованиям ГОСТ 3722 и ГОСТ 9012.
Размер отпечатка измеряют с помощью переносного микроскопа (лупы) с погрешностью не выше ± 0,02 мм, если нет указаний о более высокой точности измерений.
4.2.9.3 Подготовка к контролю
Поверхность испытуемого объекта в зоне измерения твердости должна быть сухой, чистой и свободной от краски и окисной плёнки. При зачистке поверхности необходимо принять меры исключающие изменение свойств металла из-за нагрева или наклёпа. Шероховатость поверхности Ra после обработки должна соответствовать требованиям инструкции по эксплуатации прибора, но не должна превышать 1,25 мкм по ГОСТ 2789. Линейный размер зачищенной и подготовленной под контроль площадки должен составлять не менее 10 мм, за исключением случаев измерения твёрдости на криволинейных поверхностях малого радиуса.
При измерении твердости с помощью прибора статического вдавливания толщина испытуемого изделия должна быть не менее 8-кратной глубины отпечатка при использовании сферического индентора или конуса и полуторократной величины диагонали отпечатка при использовании четырёхгранной пирамиды. При использовании прибора динамического вдавливания толщина испытуемого изделия должна составлять не менее 10 мм.
При измерении твёрдости поверхностного слоя его толщина должна быть не менее 1,3 диаметра отпечатка.
При измерении твердости на криволинейных поверхностях радиус кривизны должен быть не менее 15 мм.
Погрешность приборов при поверке на образцовых мерах твердости должна составлять не более ± 3 %.
Контроль твердости следует проводить при температуре металла, не выходящей за пределы от 0 до плюс 50 °С.
Расстояние между центрами двух соседних отпечатков при использовании приборов механического действия должно быть не менее 4d, а расстояние от центра отпечатка до края изделия не менее 2,5d (d - диаметр или диагональ отпечатка).
Испытуемое изделие не должно смещаться при измерении твёрдости; должна отсутствовать вибрация изделия.
4.2.9.4 Проведение контроля
Процедура контроля твердости должна соответствовать требованиям нормативных документов на данный метод и инструкции по эксплуатации прибора.
При измерении твёрдости по Бринеллю переносными твердомерами статического действия должны соблюдаться требования ГОСТ 22761.
При измерении твёрдости методом ударного отпечатка должны соблюдаться требования ГОСТ 18661.
При использовании приборов механического действия необходимо обеспечить приложение действующего усилия перпендикулярно поверхности испытуемого изделия.
На каждой контрольной площадке должно быть проведено не менее трёх измерений. Величина твёрдости для каждой контрольной площадки определяется как среднеарифметическое значение результатов трёх измерений.
При измерении твёрдости механическим вдавливанием (статическим или динамическим), после снятия нагрузки проводят измерение диаметра (или диагонали) отпечатка. Диаметр (или диагональ) отпечатка измеряют в двух взаимно перпендикулярных направлениях и определяют как среднеарифметическое этих двух измерений.
4.2.9.5 Обработка результатов
Обработка результатов измерений проводится в соответствии с инструкцией по эксплуатации прибора. Результаты измерений (показания прибора) переводятся в величины твёрдости по градуировочным (переводным) таблицам или по соответствующим формулам.
4.2.10 Металлографический контроль (анализ)
4.2.10.1 Отбор локальных проб (микровыборок) металла
а) Локальные пробы металла: сколы, спилы, срезы - исследуют в лабораторных условиях. Анализ структурного состояния металла на локальных пробах относится к неразрушающим методам контроля.
При отборе локальных проб необходимо предпринимать меры, предохраняющие их от чрезмерного нагрева и наклёпа.
б) Скол отбирают специально заточенным слесарным зубилом или крейцмесселем с поверхности элементов. Толщина стенки элемента в месте отбора скола должна быть не менее 7 мм. Максимальная глубина выемки от скола не должна превышать 2,5 мм, но не должна быть более 20 % от толщины стенки элемента в месте отбора. При толщине стенки элементов более 30 мм допускается отбирать более массивные пробы и глубина выемки от скола может быть увеличена в этом случае до 5 мм, но не более чем до 10 % от толщины стенки элемента.
Как правило, скол имеет конфигурацию продолговатой «лодочки». На сварных соединениях отбор скола допускается выполнять только при исследованиях на графитизацию. При отборе пробы в зонах сварных соединений рекомендуется располагать скол в зоне термовлияния сварки, т.е. центральная продольная ось скола должна находиться на расстоянии от 2 до 4 мм от линии сплавления в сторону основного металла. Допускается располагать скол продольной осью перпендикулярно оси шва, при этом в объём отобранной пробы может входить как зона термовлияния сварки, так и металл шва, включая линию сплавления.
Если твёрдость металла элемента превышает 170 НВ для углеродистых сталей и 180 НВ для легированных сталей, оставшаяся после отбора пробы выемка должна быть зашлифована с плавным скруглением её краёв.
Не допускается отбирать скол из растянутой зоны гибов, а также на сварных соединениях из теплоустойчивых и жаропрочных сталей.
в) Отбор спилов или срезов выполняют механическим способом или методом электроэрозионной резки. Спил производят, как правило, шлифмашинкой с использованием отрезного камня. Учитывая, что при этом сложно технически обеспечить отбор существенно малой (толщиной меньшей или равной 2 мм) пробы без перегрева её центральной части, спил шлифовальным инструментом используется для отбора достаточно крупных образцов металла из габаритных литых корпусных деталей турбин. Допускается (в ряде случаев целесообразно) выполнять спил ручной ножовкой с доломом подпиленного фрагмента. Место и габариты вырезанной пробы определяются программой испытаний с учётом объёма планируемых исследований и требований сохранения работоспособности элемента. Спилы и срезы допускается выполнять на сварных соединениях, в том числе паропроводов из теплоустойчивых и жаропрочных сталей.
Наиболее прецизионный отбор (срез) микропробы выполняется способом электроэрозионной резки. Для этих целей рекомендуется использовать специальные технические устройства, дающие возможность вырезки микропробы металла заданного размера в намеченном месте.
Допускается вырезать микропробы существенно малых размеров (толщиной менее 2 мм) способом электроэрозионной резки из спинки (растянутой зоны) гибов и из концентраторов напряжений при условии, что нормативные требования по прочности данных элементов не будут нарушены.
г) Определение химического состава стали элементов оборудования (например, с целью идентификации марки стали) допускается проводить путём отбора стружки сверлом или шабером.
Стружка для химического анализа отбирается с предварительно зачищенной механическим способом поверхности металла. Взятая стружка должна быть светлой без следов пережога.
При отборе стружки засверловкой наносятся отверстия диаметром не более 6 мм для элементов с толщиной стенки до 20 мм и не более 10 мм для остальных элементов.
Глубина отверстий не должна превышать 25 % от толщины стенки элемента, но не должна превышать 8 мм.
Расстояние между ближайшими кромками отверстий должно быть не менее 50 мм для элементов наружным диаметром до 100 мм, не менее 70 мм для элементов наружным диаметром до 150 мм и не менее 100 мм - для остальных элементов. Отверстия не должны быть расположены в один ряд. Последний отрезок сверления рекомендуется проходить сверлом со скруглённой вершиной.
Для определения содержания четырёх - пяти элементов требуется не менее 10 г стружки.
Для определения химического состава на спектроанализаторе рекомендуется выполнить микровыборку металла сколом или срезом - см. абзацы б) и в) настоящего подпункта. Площадь контрольной поверхности отобранного микрообразца должна составлять примерно не менее 1´1 см2.
4.2.10.2 Проведение металлографического анализа
Целью металлографического анализа является оценка состояния микроструктуры и (или) микроповрежденности металла от ползучести, графитизации, роста технологических дефектов и усталости исследуемого объекта.
а) Металлографический анализ неразрушающим методом проводится:
- изготовлением металлографических шлифов непосредственно на деталях паросилового оборудования с последующим просмотром и фотографированием структуры с помощью переносных мобильных металлографических микроскопов;
- методом отбора микровыборок (срезов, сколов), не нарушающих целостность детали, с последующим анализом в металлографических лабораториях, либо методом снятия реплик (оттисков) с подготовленного на изделии металлографического шлифа и последующего их анализа в металлографических лабораториях.
б) Переносные мобильные металлографические микроскопы должны удовлетворять следующим техническим требованиям:
- осуществлять возможность крепления к объекту в любом положении (вертикальном, горизонтальном, потолочном);
- осуществлять грубую и точную фокусировку, а также сканирование в продольном и поперечном направлениях шлифов не менее ± 5 мм;
- время автономной работы должно составлять не менее 4 часов; масса микроскопа не должна превышать 3 кг;
- обеспечивать визуальное увеличение ´100 и ´500;
- поле зрения микроскопа при визуальном исследовании при увеличении ´100 должно составлять не менее 1000 мкм, при увеличении ´500 - не менее 250 мкм.
в) Выбор места, необходимость и периодичность применения конкретных неразрушающих методов металлографического анализа определяются в соответствии с требованиями настоящего стандарта к проведению контроля и наблюдению за металлом энергооборудования в состоянии поставки и монтажа (входной контроль), в условиях эксплуатации (в периоды плановых, текущих, вынужденных и аварийных остановов), а также при проведении исследований по оценке остаточного ресурса этого оборудования.
Микровыборки для металлографического анализа отбирают на участках деталей паросилового оборудования, наиболее объективно отражающих воздействие условий эксплуатации на состояние микроструктуры металла, исходя из размеров, качества и формы детали, а также предполагаемого расположения, особенностей, изменений или дефектов структуры. Габариты микровыборок определяются техническими требованиями, предъявляемыми к контролю каждой единицы оборудования;
г) При исследовании металла контрольный участок выбирают в зоне наибольших напряжений, в частности, непосредственно в концентраторе напряжений.
Контролируемыми зонами исследуемых сварных соединений являются металл шва (МШ), зона термического влияния (ЗТВ) и основной металл (ОМ), примыкающих элементов. В ЗТВ исследованию подлежит мелкозернистая (номера 9 - 11 по ГОСТ 5639) разупрочнённая прослойка ЗТВРП, расположенная на расстоянии от 2 до 4 мм от края шва (зоны сплавления), а также околошовная зона ЗТВОЗ, примыкающая к шву (зоне сплавления).
д) Графитизацию в сварных соединениях и основном металле выявляют на микровыборках: сколах или срезах. Срез рекомендуется отбирать в виде лодочки методом электроэрозии поперек сварного соединения, включая сварной шов с обеими ЗТВ и примыкающими участками основного металла. Ввиду неоднородности процесса графитизации в различных участках сварного соединения для определения степени графитизации рекомендуется исследовать в контрольном стыке три образца, вырезанных по кольцу сварного соединения под углом 120°.
е) При обследовании металла паропроводов металлографический анализ неразрушающим методом проводят в растянутой зоне гибов, которой соответствует максимальный уровень напряжений, а также в ЗТВ сварных соединений. Выбор конкретных гибов и сварных соединений для проведения анализа осуществляется в соответствии с п.п. 5.6.3.4. д), 5.6.3.4. ж), 5.6.3.6. г) настоящего стандарта.
При обследовании высокотемпературных коллекторов (работающих при температуре свыше 450 °С) котлов металлографический контроль рекомендуется проводить на участке основного металла, расположенном в зоне межштуцерного пространства, и в ЗТВ сварных соединений: штуцерного соединения (с диаметром штуцера меньшим или равным 100 мм) или соединения приварки донышка к корпусу коллекторов.
При обследовании ротора высокого давления паровых турбин металлографический контроль проводят в наиболее высокотемпературной зоне первой ступени; конкретный участок для контроля выбирается специализированной организацией с учётом условий эксплуатации и результатов диагностирования.
ж) Процесс приготовления шлифа для металлографического анализа на участке поверхности элемента аналогичен процессу приготовления шлифов на вырезанных образцах.
Размеры шлифа при неразрушающем контроле на оборудовании должны иметь размер не менее 30´20 мм. Толщина удаляемого слоя металла при подготовке шлифа не должна превышать минусовых допусков, предусмотренных действующей НД (техническими условиями, нормалями) на конкретную деталь. Подготовка шлифа проводится вручную, либо с применением электроинструментов в три стадии: грубое шлифование; тонкое шлифование; полирование.
Доводка шлифа для выявления микроструктуры проводится путем чередования однократного или многократного его химического травления и полирования. Требования к выполнению процедур травления и полирования шлифов для выявления конкретных составляющих микроструктуры различных сталей изложены в п. 4.3.3 настоящего стандарта.
Доводка шлифа для выявления микроповрежденности металла порами ползучести проводится путем чередования многократного его химического травления и полирования.
и) При неразрушающем контроле для изучения микроповрежденности структуры порами ползучести конкретного элемента чаще всего используется метод реплик (оттисков).
Реплика накладывается на полностью подготовленный и протравленный шлиф, далее изучается при 100, 500 и 1000 кратных увеличениях микроскопа. Для реплик используются размягченные соответствующими растворителями твердеющие пластичные материалы или твердеющие жидкие растворы полимеров. Материалы для пластиковых реплик и их растворители приведены в Таблице 4.13.
Таблица 4.13
|
Общепринятые наименования |
Растворитель |
|
|
Ацетат целлюлозы |
Бексоид |
Ацетон |
|
Поливинил |
Формвар |
Хлороформ, диоксан |
|
Акриловая кислота |
Бедакрил |
Бензин, хлороформ, ацетон |
|
Нитрат целлюлозы |
Коллодий |
Амилацетат, этилацетат |
|
Полиметилметакрилат |
Перспекс |
Хролоформ, ацетон |
|
Поливиниловый спирт |
Люцит ПВС |
Вода |
к) Качество реплик в значительной степени зависит от подготовки поверхности и поэтому на ней не допускаются царапины, следы механической обработки и другие повреждения; поверхность должна быть зеркальной. Контроль готовой поверхности следует осуществлять с помощью переносного мобильного металлографического микроскопа при увеличении ´100, либо увеличительного стекла.
Для увеличения отражательной способности прозрачных реплик перед просмотром на микроскопе их необходимо накрывать зеркалом (зеркальной поверхностью к реплике).
Хранение реплик осуществляется либо в бумажных конвертиках, закрепленных в альбомы, либо между стеклянными пластинами. Срок хранения неограниченный.
4.2.11.1 Общие положения
а) Стилоскопирование является разновидностью спектрального анализа (СА) или спектроскопии, широко используемого для определения химического состава вещества.
б) анализ расположения и характера линий в определенных областях спектра даёт возможность определить элементный состав материала (химический состав), а оценка их интенсивности - определить величину содержания отдельных элементов (марку материала) - рисунок 4.65.
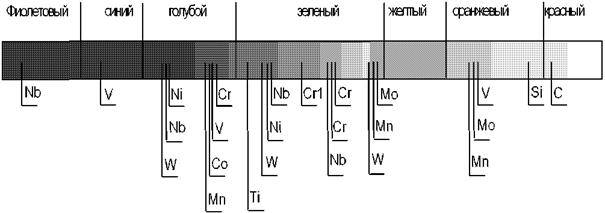
Рисунок 4.65 - Расположение линий основных элементов в различных областях спектра
в) Стилоскопирование применяется:
- при входном контроле оборудования (деталей, полуфабрикатов);
- при монтаже, ремонте и замене оборудования (узлов и деталей);
- при расследовании причин повреждений и аварий.
г) Стилоскопированию подвергаются:
- основной металл узлов, деталей, элементов, полуфабрикатов и т.п.;
- наплавленный металл сварных швов и наплавок;
- металл крепежа (шпилек, болтов, гаек и т.п.);
- металл деталей опорно-подвесной системы;
- сварочные материалы.
д) Конкретный перечень оборудования и объемы применения спектрального анализа задаются нормативно-технической документацией отдельно для каждого вида работ.
4.2.11.2 Участок (группа) спектрального анализа
а) Участок (группа) спектрального анализа входит в состав лаборатории неразрушающего контроля (лаборатории металлов).
б) Участок должен быть оснащен соответствующей аппаратурой и принадлежностями. Персонал, проводящий спектральный анализ, должен быть обучен и аттестован в установленном порядке.
в) Поскольку спектральный анализ отнесен к «оптическим» видам контроля, в приложении к свидетельству об аттестации лаборатории (в перечне видов контроля) должен быть указан спектральный анализ и перечислено оборудование ТЭС, на котором допускается его применение.
4.2.11.3 Аппаратура и принадлежности для спектрального анализа
а) Для проведения спектрального анализа используются стационарная и переносная аппаратура (спектрографы, стилоскопы).
Любая аппаратура включает два основных блока: электрический генератор дуги и искры, и оптическую систему. Спектрографы и стилоскопы устроены одинаково, но различаются функциональными возможностями и конструктивным исполнением.
Использование стационарных и переносных программируемых приборов «спектросканы» позволяет в автоматическом режиме проводить анализы химического состава вещества.
б) В условиях ТЭС используются малогабаритные стационарные стилоскопы (СЛ-11, «СПЕКТР») и переносные стилоскопы (СЛП-1, СЛП-2, СЛУ).
На стационарных стилоскопах, установленных в лабораториях, проводят анализ небольших деталей и проб (проволоки, стружки, сколов и т.п.).
Переносные стилоскопы имеют раздельное исполнение блоков (генератора и оптики), что позволяет использовать их в различных условиях ТЭС (в цехах, в труднодоступных местах и т.п.), а конструкция оптической системы обеспечивает удобство проведения анализа на небольших участках крупногабаритных изделий.
в) Стилоскопы комплектуются сменными железными и медными электродами. В процессе эксплуатации электроды обгорают, поэтому требуют зачистки и периодической замены.
Для анализа сталей, применяемых на ТЭС, используются медные (медь марки MIT2) дисковые электроды.
г) Основными дополнительными принадлежностями для проведения спектрального анализа являются:
1) атлас спектральных линий (с критериями оценки интенсивности линий), составленный на образцах из анализируемых марок сталей (на железной основе с медным электродом);
2) дисперсная кривая, поставляемая заводом-изготовителем для данного стилоскопа (по ней определяют длину волны спектральной линии, фиксируемой в окуляре стилоскопа, при определенном положении регулятора поворота диспергирующей призмы);
3) комплект образцов (рекомендуется) примененных на ТЭС марок сталей (подтвержденный химическим анализом), по которым можно проводить сравнительный спектральный анализ в сложных случаях.
д) Оптическая система стилоскопов требует аккуратного обращения и должна периодически подвергаться специальному обслуживанию (согласно Инструкции к стилоскопу).
4.2.11.4 Особенности проведения спектрального анализа с помощью стилоскопов
а) Для оценки интенсивности спектральных линий существуют два основных способа: фотометрический и визуальный. Фотометрический способ имеет несколько разновидностей от простейшего оптического клина до фотографического и фотоэлектрического. Визуальный способ наиболее простой, но менее точный.
б) В стилоскопах используется визуальный способ, при котором оценка интенсивности проводится путем прямого визуального сравнения спектральных линий (такой способ оценки зависит от опыта и качества зрения специалиста).
в) Спектральный анализ, проводимый стилоскопами, является качественным (определяется наличие - присутствие данного элемента в материале) и полуколичественным (содержание элемента определяется с точностью до 20 %).
Поскольку стилоскопирование на ТЭС применяется, в основном, как контроль (подтверждение) соответствия регламентированных классов или марок сталей, такая точность анализа является допустимой.
4.2.11.5 Подготовка к проведению спектрального анализа
а) Технические службы ТЭС должны предоставить на объект анализа (ОА) всю необходимую техническую документацию:
- исполнительные схемы, сварочные формуляры, чертежи, эскизы;
- указание о проектных марках стали и сварочных материалах;
- результаты предшествующих анализов (спектрального, химического, заводской сертификат).
б) Подготовка к анализу заключается в обеспечения возможности безопасного его проведения, обеспечения электропитания и подготовки самого объекта анализа.
в) Подготовка ОА заключается в удалении изоляции, очистке от окалины, грязи и отложений. Участок для проведения анализа (не менее 20´20 мм) обрабатывается механическим способом (зачищается) до «чистого» металла. На участке не должно быть глубоких рисок и чешуйчатости; желательно, чтобы он имел плоскую поверхность.
г) Помимо участка для анализа, объект должен иметь подготовленный (зачищенный) участок для второго, «холодного» электрода.
Для стационарного стилоскопа месторасположение и размеры участка определяются формой и размерами ОА.
Для переносного стилоскопа месторасположение участка (не менее Æ 10 мм) определяется формой ОА и удобством проведения анализа. У стилоскопов СЛП-1, СЛП-2, СЛУ расстояние между обоими участками составляет ~ 80 мм.
4.2.11.6 Технология проведения спектрального анализа
а) Перечень объектов и объемы спектрального анализа (стилоскопирования) задаются для каждой конкретной операции (входной контроль, ремонт и т.п.) соответствующей нормативной или технологической документацией.
б) Порядок проведения работ по стилоскопированию состоит из следующих последовательных операций:
- получение заявки на проведение анализа;
- ознакомление с технической документацией;
- прием ОА после подготовительных работ;
- проведение спектрального анализа;
- определение марки стали объекта;
- составление и оформление отчетной документации (протоколов, заключений).
в) Порядок включения, регулировка и настройка стилоскопа описаны в заводской инструкции и выполняются в соответствии с её рекомендациями.
г) Анализ может проводиться в двух основных режимах: дуги и искры (постоянным и переменным током). Для каждого элемента может быть рекомендован свой оптимальный режим. Порядок оценки интенсивности линий также может несколько меняться в зависимости от выбранного режима. В практике большинство анализов проводится в режиме дуги (постоянным током).
д) При анализе также очень важно выдержать временной режим горения дуги (искры). Так при слишком долгом горении, элемент может полностью испариться с поверхности участка анализа, а при недостаточном времени его пары могут не достичь необходимой концентрации.
Время горения дуги (искры), предшествующее непосредственно анализу, обычно указывается в атласе (~ 30 ÷ 60 сек).
е) Анализ стали по отдельным элементам рекомендуется проводить в следующей последовательности:
- V (ванадий);
- Мо (молибден);
- Mn (марганец);
- Cr (хром);
- Ni (никель);
- Ti (титан);
- W (вольфрам);
- Nb (ниобий);
- Со (кобальт);
- Si (кремний).
В зависимости от процентного содержания элемента, его линии могут находиться в различных областях спектра.
ж) Для удобства расшифровки и оценки интенсивности спектральных линий на окуляр стилоскопа проецируется не весь спектр, а только его небольшой фрагмент (область) - рисунок 4.66.

Рисунок 4.66 Сине-фиолетовая область с линией ванадия и линиями сравнения
и) Выбор необходимого фрагмента спектра (области) осуществляется с помощью регулятора поворота диспергирующей призмы, причем по показанию шкалы регулятора, используя дисперсную кривую, можно установить необходимую линию спектра (длину волны) точно против визира окуляра.
к) Интенсивность линий элемента в стилоскопе оценивается методом визуального сравнения (по яркости и толщине) со стабильными линиями железа следующими отношениями:
IV « 5 - много меньше; IV < 5 - меньше; IV £ 4 равны и чуть больше, 2V = 4 - равны, и т.д.
Примечание - для облегчения процесса сравнения в стационарных стилоскопах имеется простейший оптический клин. В сложных случаях для сравнения рекомендуется использовать сертифицированные образцы сталей.
л) Примерный порядок выполнения спектрального анализа, включая обозначения и длины волн линий основных элементов и линий сравнения, критерии определения процентного содержания элементов в различных областях спектра и прочие рекомендации, приведены в Приложении Б.
м) Оценив присутствие и процентное содержание отдельных элементов, определяют марку стали по её химическому составу.
н) При определение только класса стали (углеродистая, легированная), можно ограничиться анализом нескольких характерных элементов.
п) При проведении стилоскопирования конкретных изделий следует руководствоваться следующим:
- трубы обязательно стилоскопируются с обоих концов;
- детали, имеющие шлифованную рабочую поверхность (лопатки турбин, зеркала тарелок арматуры, резьбовые участки крепежа и т.п.), стилоскопируются на участках допускающих прижоги от дуги;
- сварные швы, выполненные двумя сварщиками, стилоскопируются со стороны каждого сварщика. Швы, выполненные одним сварщиком и одной партией электродов, стилоскопируются с одной позиции (указания по анализу наплавленного металла приведены в Таблице 4.14);
- сварочную проволоку стилоскопируют в форме пакета (скрутки), диаметром не менее 10 мм. Проволоку в бухтах (мотках) стилоскопируют с обоих концов;
- пробы металла (сколы, спилы, фрагменты) для стилоскопирования должны иметь массу не менее 50 г, стружку прессуют в брикеты (диаметром 10 мм);
- сварочные электроды стилоскопируются в виде наплавки (высотой не менее 10 мм), произведенной на пластину из углеродистой стали; анализ выполняют согласно указаниям таблицы 4.14.
п) При проведении спектрального анализа рекомендуется выполнять следующие условия:
- обеспечивать стабильность горения дуги (искры) путем выдерживания постоянного зазора между электродом и объектом;
- следить за правильной настройкой оптической системы стилоскопов, особенно переносных, защищать и своевременно очищать объектив от брызг металла;
- обеспечивать чистоту электрода от загрязнений путем его зачистки от нагара предыдущего анализа;
- при неуверенности в результатах анализа, его следует повторить после дополнительной обработки (зачистки) поверхности ОА и электрода, а также выполнить его на новом участке;
- для более мобильного использования переносных стилоскопов допускается в качестве источника дуги (вместо электрогенераторов) использовать стационарную сварочную разводку. При этом рекомендуется применять балластное сопротивление, ограничивающее ток дуги до от 7 до 10 А.
Таблица 4.14
|
Сварочная проволока по ГОСТ |
Результат анализа должен соответствовать |
|
|
ТМЛ-IV |
Св-08МХ |
присутствие Мо и отсутствие V, содержание Cr не более 4 % |
|
ЦУ-2ХМ, |
Св-08ХМ, Св-08ХМА-2, |
то же |
|
ЦЛ-20, ТМЛ-3У, |
Св-08ХМФА, Св-08ХМФА-2, |
присутствие Мо и V, отсутствие Nb, присутствие Mn не более 1 %, содержание Cr не более 4 % |
|
ЦТ-26, ЦТ-26М |
Св-04Х19Н11М3 |
отсутствие V, содержание: Cr 14 - 21 %; Ni 7 - 12 %; Мо 1,5 - 3 % |
|
ЭА-400/10У, |
- |
содержание: Cr 16 - 19 %; Ni 9 - 12 %; Мо 2 - 3,1 %; Mn 1,5 - %; V 0,3 - 0,75 % |
|
ЦТ-15, ЦТ-15К |
Св-08Х19Н10Г2Б, |
содержание: Cr 16 - 24 %; Ni 9 - 14 %; Mn 1 - 2,5 %; присутствие Ni |
|
ЦЛ-25,03Л-6, ЗИО-8 |
Св-07Х25Н13 |
отсутствие: Мо, V, Ni, содержание: Cr 22 - 27 %; Ni 11 - 14 % |
|
ЭА-395/9, |
Св-10Х16Н25АМ6 |
содержание: Cr 13 - 17 %; Ni 23 - 27 %; Мо 4,5 - 7 % |
|
ЦЛ-19 |
- |
содержание: Cr 21 - 26 %; Ni 91 - 14 %; Mn 1,2 - 2,5 %, присутствие Nb |
р) По результатам спектрального анализа оформляется учетно-отчетная документация. Форма и содержание рабочих журналов и протоколов не регламентируются, но они должны соответствовать аналогичной документации, принятой в неразрушающем контроле.
В документации должны быть обязательно приведены следующие сведения:
- марка материала предусмотренная проектом;
- подробные результаты анализа (процентное содержание каждого элемента);
- общая оценка результатов анализа.
с) С учётом качественного и полуколичественного характера анализа окончательная оценка результатов сводится к:
- определению соответствия анализируемой стали проектной;
- оценке класса стали (углеродистая, легированная и т.п.);
- определению типа марки стали («сталь типа .........»).
4.2.11.7 Рекомендации по безопасному проведению спектрального анализа
а) Генератор дуги подключен к сети напряжением 220 В, поэтому при работе со стилоскопом необходимо соблюдать Правила безопасной работы с энергоустановками.
Не допускается повреждения изоляции высокочастотного и питательных кабелей.
Работа стилоскопа без заземления не допускается.
б) При проведении анализа необходимо избегать прямого воздействия на глаза света дуги, при необходимости место анализа следует экранировать.
в) Во избежание ожогов не следует прикасаться к электродам стилоскопа и участку анализа непосредственно после работы.
г) При проведении анализа в закрытых помещениях следует предусмотреть наличие вентиляции для удаления продуктов горения дуги.
д) В связи с повышенным зрительным напряжением следует давать отдых глазам; после серии анализов следует делать перерывы. Не рекомендуется проводить за одну смену более 50 анализов.
4.3 Разрушающий контроль
4.3.1 Требования к проведению вырезок металла (отбору проб) и изготовлению образцов
а) В необходимых случаях, оговоренных требованиями разделов 5 и 8 настоящего стандарта, проводятся исследования состояния металла оборудования на вырезках. При отборе проб должны быть обеспечены условия, предохраняющие их от влияния нагрева и наклёпа, или предусмотрены соответствующие припуски (ГОСТ 7564).
б) При отборе проб металла из пароперегревателей котлов места вырезок выбираются на основании результатов магнитного контроля (МКТН) и ультразвуковой толщинометрии. Из каждой контрольной зоны вырезают по одному - два образца. Вырезку рекомендуется проводить механическим способом. Допускается осуществлять вырезку огневым способом с последующим механическим удалением слоя металла от кромки реза шириной не менее 20 мм. Длина вырезанных проб после механической обработки должна составлять от 110 до 120 мм.
в) Вырезку пробы («катушки») из трубопровода (паропровода) рекомендуется выполнять механическим способом. Допускается проводить вырезку огневым способом с применением электродуговой или газовой резки при условии последующего удаления механическим способом слоя металла от кромки реза шириной не менее 30 мм. Длина вырезки (пробы) после механической обработки должна составлять не менее 300 мм для трубопроводов с температурой эксплуатации выше 450 °С и не менее 200 мм - для остальных трубопроводов. Если вырезке подлежит сварное соединение, то сварной шов должен располагаться по центру вырезки (пробы).
Рекомендуется вырезать участок трубопровода, содержащий фрагменты прямой трубы и гиба, включая их сварное соединение. Вырезаемая «катушка» должна быть предварительно замаркирована таким образом, чтобы при последующей механической обработке (разделке) была возможность идентификации металла прямой трубы и гиба.
г) Вырезка пробы («пробки») металла из барабана выполняется механическим способом. В случае, если технология вырезки предусматривает наличие в «пробке» центрального отверстия, должны быть соблюдены следующие рекомендации: диаметр центрального отверстия должен не превышать 15 мм, диаметр «пробки» должен быть около 90 мм. При отсутствии центрального отверстия в вырезаемой «пробке» рекомендуемый её диаметр составляет от 75 до 80 мм. Не рекомендуется производить вырезку «пробок» диаметром более 100 мм.
Место вырезки пробки обосновывается расчётом на прочность, при этом коэффициент прочности барабана с учётом вновь образованного за счёт вырезки отверстия не должен быть понижен относительно его проектного значения.
После вырезки «пробки» следует указать на чертеже развертки корпуса барабана (или формуляре) размеры вырезанного отверстия и расстояния от центра этого отверстия до середины ближайшего сварного шва и центров ближайших трубных отверстий.
Перед вырезкой требуется на поверхности металла «пробки» обозначить продольную ось барабана (т.е. поперечное направление листа обечайки).
Вырезанная цилиндрическая «пробка» разрезается на несколько слоев (дисков), количество которых зависит от толщины стенки обечайки барабана и составляет, как правило, от шести до восьми штук. Перед разрезкой пробки на слои рекомендуется отрезать от её края темплет по всей толщине (высоте) пробки, не задействованный для изготовления образцов.
д) Вырезка проб металла из литых корпусных деталей проводится механическим способом из наиболее высокотемпературных зон корпуса по специальным эскизам экспертной (специализированной) организации для оценки основных механических характеристик, определяющих надёжность детали и позволяющих прогнозировать её ресурс. Вырезка пробы из детали не должна снижать её ресурс. Дополнительно к вырезкам по эскизам рекомендуется производить отбор спилов в местах образования трещин. Поперечное сечение спила должно быть не меньше 20 мм2.
Количество исследуемых зон и объём исследования структуры и свойств металла могут быть увеличены в связи с оставлением на литой детали трещин или наличием глубоких (более 70 % толщины стенки) ремонтных подварок.
е) Технология вырезки и размеры проб металла из сосудов давления устанавливаются индивидуально для каждого конкретного типа сосуда в зависимости от его назначения, параметров эксплуатации, габаритных размеров и толщины стенки с учётом поставленной перед данным исследованием задачи.
а) Вырезанные из труб пароперегревателей котлов пробы (патрубки) разрезаются каждая на токарном станке на несколько трубных отрезков - колец различной длины:
- кольцо длиной (высотой) 30 мм для исследования деформационной способности оксидной плёнки;
- кольцо высотой 20 - 22 мм для приготовления шлифа под металлографический анализ;
- кольцо высотой 40 мм для химического и карбидного анализа металла;
- кольцо высотой 10 - 15 мм для проведения тонких исследований (химического и фазового состава оксидной плёнки и т.д.).
На вырезанных пробах труб из аустенитных сталей химический и карбидный анализ не проводятся, в связи с чем общая длина пробы может быть уменьшена приблизительно до 40 мм.
При необходимости проведения длительных испытаний на жаропрочность или механических испытаний (последние проводятся, как правило, для пароперегревателей из углеродистых сталей) длина вырезанных проб должна быть увеличена соответственно длине и количеству лабораторных образцов или увеличено количество вырезаемых проб.
Образцы для механических и длительных испытаний вырезают вдоль оси трубы - сегментные образцы, при этом поверхностные слои металла остаются нетронутыми. Заусенцы на гранях образцов удаляют лёгкой запиловкой. Форма и размеры образцов для механических испытаний должны соответствовать требованиям ГОСТ 10006 и ГОСТ 19040.
б) Образцы для механических испытаний, вырезаемые из трубных заготовок (т.е. из проб, вырезанных из трубопроводов) следует размещать в тангенциальном (поперечном) направлении, т.е. по окружности сечения трубной заготовки - см. Рисунок 4.67. Образцы на длительную прочность, а также образцы для механических испытаний сварных соединений располагают вдоль оси трубной заготовки. При этом рекомендуется размещать поперечные и продольные образцы по возможности ближе к наружной поверхности трубной заготовки (рисунок 4.67).
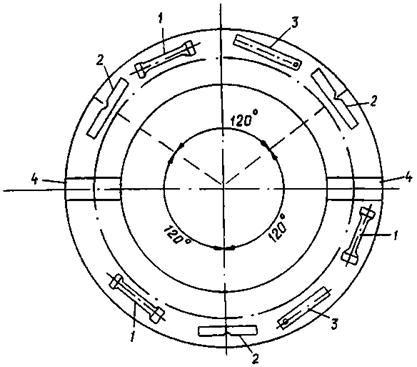
1 и 2 - образцы для испытания соответственно на разрыв и удар;
3 - образец для карбидного анализа;
4 - образец для металлографического анализа
Рисунок 4.67 - Схема вырезки образцов из трубы паропровода
Образцы для механических испытаний и испытаний на длительную прочность, вырезаемые из заготовок центробежнолитых труб, следует размещать в зонах, максимально приближенных к внутренней поверхности трубы.
При исследовании металла вырезки гнутой части колена данная проба отбирается (вырезается) из центральной части колена (гиба). В этом случае образцы для исследований как поперечные, так и продольные вырезают из половины пробы, соответствующей наружному обводу гиба, т.е. включающей полностью растянутую зону и частично (до 50 %) две нейтральные зоны.
Образцы для металлографических исследований, включая анализ микроструктуры и микроповреждённости металла, вырезаются на всю толщину стенки трубы (гиба), т.е. ограничиваются по торцам внутренней и наружной поверхностями трубы (рисунок 4.67).
В ударных образцах продольная ось надреза должна быть перпендикулярна поверхности трубы; при этом на образцах из деформированных (катаных) труб надрез следует располагать со стороны наружной поверхности, а на образцах из центробежнолитых труб - со стороны внутренней поверхности.
Ориентация образцов из сварных соединений должна удовлетворять требованиям ГОСТ 6996.
Типы и размеры образцов для испытаний на растяжение должны соответствовать требованиям ГОСТ 1497 (при комнатной температуре) и ГОСТ 9651 (при повышенных температурах).
Типы и размеры образцов для испытаний на ударный изгиб должны соответствовать ГОСТ 9454 (для основного металла) и ГОСТ 6996 (для сварных соединений).
Форма и размеры образцов для испытаний на длительную прочность должны соответствовать требованиям ГОСТ 10145.
в) Каждый диск вырезанной из барабана пробы (см. п.п. 4.3.1.1.г) разрезается на 4 заготовки образцов. При этом образцы на растяжение изготавливают из двух крайних (верхнего и нижнего) дисков, ограниченных один внутренней, другой наружной поверхностью барабана, и ещё одного диска, следующего за любым крайним - см. рисунок 4.68. Из каждого указанного диска вырезается по 2 образца на растяжение (рисунок 4.68) и кроме того по 2 образца на ударный изгиб. Остальные, расположенные во внутренней части пробы, диски используются для изготовления только ударных образцов (рисунок 4.68). При отсутствии центрального отверстия в «пробке» возможны иные варианты раскроя заготовки на образцы; необходимым требованием при этом остаётся вырезка разрывных образцов из краевых слоев «пробки».
Продольные оси образцов располагают параллельно продольной оси барабана. Продольные оси надрезов для ударных образцов располагают перпендикулярно поверхности барабана.
Типы и размеры образцов на растяжение должны удовлетворять требованиям ГОСТ 1497 и ГОСТ 9651, а образцов на ударный изгиб - ГОСТ 9454.
г) Вырезка образцов из проб, отобранных из сосудов или корпусных деталей турбин, проводится с учётом размеров (в том числе толщины) пробы и конкретных задач планируемого исследования. При этом должны быть соблюдены следующие общие условия:
- продольные оси образцов, вырезанных из листа или из отливки, должны быть ориентированы параллельно наружной поверхности, при этом для проб из листа продольные оси образцов должны быть перпендикулярны направлению проката;
- продольная ось надреза ударных образцов должна быть перпендикулярна поверхности изделия;
- образцы из сварных соединений вырезают перпендикулярно оси шва; ориентация и расположение образцов должны удовлетворять требованиям ГОСТ 6996.

n - количество дисков, полученное из пробы
Рисунок 4.68 - Схема разрезки «пробки» Æ 90 мм с отверстием Æ 10 - 15 мм
4.3.2 Исследование макроструктуры
4.3.2.1 Макроскопическому исследованию структуры и особенностей строения металлов, сплавов и сварных соединений, наблюдаемых либо невооруженным глазом, либо при небольших (от 10 до 30 раз) увеличениях, подвергают: поверхности неразрушенных изделий; макрошлифы; изломы.
Поверхности неразрушенных изделий исследуются для выявления дефектов металлургического и технологического происхождения (газовых пузырей, включений различной химической природы, раковин и пор) после зачистки поверхностей до металлического блеска.
Макрошлифы, подготовка которых ограничивается стадией тонкого шлифования, используются для выявления пустот, раковин, газовых пузырей в нетравленном состоянии. Для выявления макроструктуры литого и деформированного металла, ликвационных неоднородностей, трещин, надрывов, несплавлений, расслоений и пористости применяется травление макрошлифов специальными реактивами.
Изломы, полученные непосредственно при разрушении деталей в процессе эксплуатации или при испытании специальных образцов, используются: для установления причин разрушения; оценки качества термической обработки и литья; изучения структуры поверхности изломов.
4.3.2.2 Оценка результатов исследования макроструктуры проводится по действующим стандартам и шкалам соответствующей нормативной и производственно технологической документации (технические условия и др.) на изготовление конкретных изделий:
- оценка макроструктуры металла (в том числе литого) проводится по ГОСТ 10243 и ГОСТ 22838;
- оценка макроструктуры металла центробежнолитых (ЦБЛ) труб из стали 15Х1М1Ф проводится на темплетах по всему поперечному сечению стенок труб для фиксирования ликвационной полосчатости и визуального выявления макронесплошностей технологического происхождения по «Шкале повышенной трави-мости металла центробежнолитых труб» и шкале «Недопустимые дефекты центробежнолитых труб» технических условий на изготовление указанных труб;
- требования к макроструктуре регламентированы стандартами и техническими условиями на изготовление конкретной продукции.
4.3.3 Исследование микроструктуры
4.3.3.1 Исследование микроструктуры металла проводится для: выявления неметаллических включений, определения размеров зерна и рекристаллизации; оценки наличия и распределения фаз, их ориентации и изменений в зависимости от технологии изготовления и воздействия условий эксплуатации; изучения формы и природы отдельных кристаллитов; выявления особенностей возникновения и распространения повреждений. Качественный анализ микроструктуры проводят на шлифах при увеличениях от 50 до 1500 крат с помощью оптических микроскопов.
4.3.3.2 Для идентификации неметаллических включений необходимо стравливание поверхностного наклепанного слоя и повторная полировка шлифа с применением тонких алмазных паст. Последующее изучение строения и цвета включений на просмотренных и отобранных полях проводится при увеличениях от 250 до 500 крат.
4.3.3.3 Для выявления распределения графита в микроструктуре основного металла и зон сварных соединений трубопроводов, работающих при температуре выше 400 °С и изготовленных из углеродистых сталей и сталей, содержащих до 0,50 % молибдена, применяется травление слабыми (2 %) растворами азотной или пикриновой кислот в этиловом спирте. Во избежание выкрашивания графита и искажения картины распределения и характера выделения графита из-за окисления при травлении граничащих с ним слоев металла применяют кратковременную пассивирующую полировку с добавлением слабых щелочных растворов.
При контроле состояния металла трубопроводов на наличие структурно свободного графита в первую очередь контролируют сварные соединения труб и места приварки арматуры и других деталей, так как в сталях, склонных к графитизации, графит в процессе эксплуатации наиболее часто выделяется в ЗТВ сварки.
Выделение графита (если оно произошло) обнаруживается на нетравленых полированных шлифах при 100 ÷ 500-кратных увеличениях в виде отдельных глобулей. При более высоких степенях графитизации графит выделяется в виде цепочек и сегрегации в узкой полосе по внешней части ЗТВ сварки. Сильная степень графитизации при визуальном контроле зачищенных под ультразвуковой контроль сварных соединений обнаруживается в виде сеток поверхностных трещин.
4.3.3.4 Микроструктуру металлов определяют на шлифах, подвергнутых электролитическому или химическому травлению в специальных растворах.
Продолжительность травления шлифа отобранного образца зависит от: марки стали; длительности эксплуатации; остаточных напряжений в металле; режимов термообработки. Признаком протравленности углеродистых и легированных сталей является потускнение полированного шлифа под воздействием раствора. Продолжительность травления подбирают опытным путем, последовательно просматривая травленый в течение разного времени шлиф под микроскопом.
4.3.3.5 Для выявления ряда структур жаропрочных сталей перлитного, мартенситного, мартенситно-ферритного классов и аустенитных нержавеющих сталей, а также выявления феррита в легированных сталях после эксплуатации, требуется многократная полировка с травлением.
Для получения чистой травленой поверхности предварительную и конечную обработку образца проводят чистым этиловым спиртом.
4.3.3.6 Для выявления границ зерен и составляющих структуры (феррита, перлита, бейнита, мартенсита, аустенита, карбидов, сигма-фазы) проводят травление с применением специальных реактивов.
4.3.3.7 Для определения процентного содержания сигма-фазы (Ф) в объеме металла труб из стали 12Х18Н12Т применяют метод Глаголевой, используя окуляр с квадратной сеткой для подсчета частиц, или наносят квадратную сетку на микрофотографии с 1000-кратным увеличением. Процентное содержание сигма-фазы (Ф) определяется по формуле:
![]() (6)
(6)
где N - количество узловых точек сетки;
k - количество узлов в сетке;
n - количество подсчитанных полей.
Для достоверной оценки содержания сигма-фазы в металле просматривают не менее 50 полей зрения микроскопа.
4.3.3.8 Микроструктурный анализ металла ЦБЛ труб из стали 15Х1М1Ф проводится на шлифах поперечного сечения стенок труб как в зонах с нормальным структурным состоянием, так и в ликвационной зоне, примыкающей к внутренней поверхности трубы, для выявления степени развития ликвационной структуры и фиксирования микродефектов технологического происхождения.
4.3.3.9 Оценка результатов исследования микроструктуры проводится по действующим государственным стандартам, Шкалам технических условий на изготовление и Шкалам настоящего стандарта для конкретных изделий:
- загрязненность металла неметаллическими включениями оценивают при 100-кратном увеличении микроскопа по ГОСТ 1778;
- загрязненность неметаллическими включениями ЦБЛ труб из стали 15Х1М1Ф оценивают при 100-кратном увеличении микроскопа по «Шкале неметаллических включений в центробежнолитом металле» технических условий на изготовление труб;
- стадию процесса графитизации в основном металле и сварных соединениях трубопроводов, работающих при температуре выше 400 °С и изготовленных из углеродистых сталей и сталей, содержащих до 0,50 % молибдена, оценивают при 500-кратном увеличении микроскопа, по «Шкале графитизации» настоящего стандарта (Приложение В);
- оценку размера зерна проводят по ГОСТ 5639;
- исходные составляющие микроструктуры, наличие которых обусловлено способом производства и не зависит от параметров эксплуатации, оценивают по эталонам микроструктур ГОСТ 8233;
- оценку ликвационной микроструктуры металла ЦБЛ труб проводят при увеличениях 100 и 500 крат микроскопа по «Шкале ликвационных микроструктур металла центробежнолитых труб из стали 15Х1М1Ф» настоящего стандарта (Приложение Г);
4.3.3.10 Изменения в микроструктуре, обусловленные изготовлением и эксплуатацией того или иного оборудования, оценивают по следующим стандартам:
- углеродистые стали перлитного класса - ГОСТ 5639, ГОСТ 5640, ГОСТ 1763;
- легированные теплоустойчивые стали - ГОСТ 5640, ГОСТ 1763;
- высоколегированные, коррозионно-стойкие, жаростойкие и жаропрочные стали - ГОСТ 5639, ГОСТ 10243, ГОСТ 24030, ГОСТ 22838, ГОСТ 11878;
- сварные соединения - ГОСТ 5639. ГОСТ 5640, ГОСТ 1763, ГОСТ 8233, ГОСТ 11878.
4.3.3.11 Оценку стадии процесса сфероидизации перлита углеродистых и низколегированных сталей, обусловленного эксплуатацией, проводят при 1000-кратном увеличении микроскопа по «Шкале сфероидизации перлита в углеродистых и легированных сталях» настоящего стандарта (Приложение Д);
4.3.3.12 Структурные изменения ЗТВ сварных соединений паропроводов из сталей 12Х1МФ и 15Х1М1Ф, обусловленные эксплуатацией, оценивают при увеличениях 100 и от 500 до 1000 крат микроскопа по Шкале «Классификации структурных изменений металла ЗТВ сварных соединений паропроводов из стали 12Х1МФ при ползучести. Металл шва 09Х1МФ» настоящего стандарта (Приложение Е) и Шкале «Классификация структурных изменений металла ЗТВ сварных соединений паропроводов из стали 15Х1М1Ф при ползучести, металл шва 09X1МФ» настоящего стандарта (Приложение Ж).
4.3.4 Исследование микроповрежденности структуры
4.3.4.1 Для выявления микроповреждености порами ползучести основного металла и зон сварных соединений паропроводов и элементов другого оборудования, изготовленных из сталей перлитного класса, применяется многократная полировка и травление вырезанного образца.
На образце чередование травления и полирования проводят до выявления пор при увеличениях микроскопа от 500 до 1000 крат. Для получения чистой травленой поверхности предварительную и конечную обработку образца проводят чистым этиловым спиртом.
4.3.4.2 Участками исследования микроповрежденности прямых труб и гибов паропроводов служит их наружная и внутренняя поверхность в зонах наибольшего уровня напряжений.
Участком исследования микроповрежденности сварных соединений служит металл шва, ЗТВ и основной металл. В ЗТВ исследованию подлежит мелкозернистая (номера 9-11 б по ГОСТ 5639) разупрочнённая прослойка металла ЗТВРП, расположенная на расстоянии от 2 до 4 мм от зоны сплавления. Мелкозернистую прослойку металла ЗТВРП рекомендуется выявлять предварительно при 100 кратном увеличении, исследование микроповрежденности ЗТВРП проводят при увеличениях от 500 до 1000 крат.
4.3.4.3 Участками исследования микроповрежденности на образцах поперечного сечения стенок ЦБЛ труб из стали 15Х1М1Ф служит как зона металла с основной структурой, так и зона металла с ликвационной структурой, примыкающая к внутренней поверхности трубы.
4.3.4.4 Объёмная доля пор DV, т.е. доля площади, занимаемой порами на образце (или реплике), рассчитывается по формуле:
![]() (7)
(7)
где Vi - объем пор;
V - объем металла;
Si - доля площади шлифа, занятая порами;
S - площадь поверхности образца или реплики;
SF - исследуемая площадь образца или реплики;
i ... N - количество пор;
Pi = di/Di - коэффициент сферичности отдельной поры;
Di и di - максимальный и минимальный размер поры соответственно.
4.3.4.5 Оценку стадии микроповрежденности металла порами ползучести для сталей перлитного класса проводят:
- основного металла труб (гибов) - по «Шкале микроповрежденности сталей перлитного класса» настоящего стандарта (Приложение И);
- основного металла ЦБЛ труб из стали 15Х1М1Ф - по «Шкале микроповрежденности металла центробежнолитых труб из стали 15Х1М1Ф» настоящего стандарта (Приложение К);
- ЗТВ(рп) сварных соединений - по Шкале «Классификации микроповрежденности металла ЗТВ(рп) сварных соединений паропроводов из стали 12Х1МФ при ползучести. Металл шва 09Х1МФ» настоящего стандарта (Приложение Л) и Шкале «Классификации микроповрежденности металла ЗТВ(рп) сварных соединений паропроводов из стали 15Х1М1Ф при ползучести. Металл шва 09Х1МФ» настоящего стандарта (Приложение М).
4.3.5 Определение механических свойств материалов (механические испытания)
К основным механическим свойствам материалов относятся прочностные характеристики, пластические характеристики, твёрдость, ударная вязкость и другие.
Механические свойства определяются по результатам механических и технологических испытаний.
4.3.5.1
Испытания на растяжение при комнатной температуре (![]() ) °С.
) °С.
а) Требования к методам статических
испытаний на растяжение металлов и изделий из них (кроме труб, проволоки и
ленты из листов толщиной менее 3,0 мм) при температуре (![]() ) °С регламентируются
ГОСТ 1497.
) °С регламентируются
ГОСТ 1497.
б) Основные требования к порядку вырезки заготовок для образцов изложены в п. 4.3.1. настоящего подраздела стандарта. При вырезке заготовок для образцов следует предусмотреть необходимые припуски на механическую обработку для получения образцов требуемых размеров.
в) Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в ГОСТ 1497. Форма, размеры изготовляемых образцов и их количество определяются программой исследования с учётом максимально полного решения поставленных перед исследованием задач и возможностей (нередко ограниченных) по объёму вырезанной пробы. При этом учитываются также возможности располагаемой испытательной техники, в том числе способ крепления образцов в захватах испытательной машины.
Требования к качеству изготовления образцов изложены в ГОСТ 1497.
г) Испытания проводят на разрывных и универсальных испытательных машинах всех систем (механических, электромеханических, гидравлических, сервогидравлических и др.) при условии их соответствия требованиям ГОСТ 28840.
Погрешность измерительных средств должна соответствовать требованиям действующих в этой части стандартов.
д) Подготовку и проведение испытаний, а также обработку их результатов выполняют в соответствии с требованиями ГОСТ 1497.
Основными характеристиками механических свойств металла, определяемыми при статических испытаниях на растяжение, являются:
- предел текучести физический или условный;
- временное сопротивление разрыву (предел прочности);
- относительное равномерное удлинение;
- относительное удлинение после разрыва;
- относительное сужение поперечного сечения после разрыва. По результатам испытаний составляют протокол.
4.3.5.2 Испытания на растяжение при повышенных температурах Требования к методам статических испытаний на растяжение металлов (кроме проволоки и труб) при температурах от 20 до 1200 °С изложены ГОСТ 9651.
Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в ГОСТ 9651. Качество изготовления образцов, в том числе их предельные отклонения в размерах, должны соответствовать требованиям ГОСТ 1497.
Требования к испытательным машинам и средствам измерения - аналогичны п.п. 4.3.5.1 г) настоящего пункта стандарта. Требования к размещению и характеристикам нагревательных устройств, а также к термопарам, регулирующим и регистрирующим приборам должны соответствовать ГОСТ 9651 и другим, действующим в этой части, стандартам.
Требования по подготовке к испытаниям и к проведению испытаний в части поддержания и измерения заданной температуры должны соответствовать ГОСТ 9651, в остальной части - ГОСТ 1497.
Требования к обработке результатов - в соответствии ГОСТ 1497. По результатам испытаний составляют протокол.
4.3.5.3 Испытания на растяжение при пониженных температурах Требования к методам статических испытаний на растяжение металлов при температурах от плюс 20 до минус 100 °С изложены ГОСТ 11150.
Типы и размеры цилиндрических и плоских пропорциональных образцов представлены в ГОСТ 11150; требования к изготовлению образцов, их предельным отклонениям и маркировке - в соответствии ГОСТ 1497.
Требования к испытательным машинам, измерительным средствам - не отличаются от ГОСТ 1497. Требования к криокамерам, способам охлаждения даны в ГОСТ 11150.
Подготовка и проведение испытаний, а также обработка их результатов должны соответствовать требованиям ГОСТ 11150 и ГОСТ 1497.
По результатам испытаний составляют протокол.
4.3.5.4 Испытания на
растяжение труб при комнатной температуре (![]() ) °С
) °С
Требования к методам
статических испытаний на растяжение металлических труб (бесшовных, сварных,
биметаллических) при температуре (![]() ) °С изложены в ГОСТ 10006.
) °С изложены в ГОСТ 10006.
Типы и размеры продольных и поперечных образцов, а также требования по их изготовлению должны соответствовать ГОСТ 10006 и ГОСТ 1497.
Требования к испытательному оборудованию должны соответствовать ГОСТ 1497.
Требования к проведению испытаний - согласно ГОСТ 10006. Испытания плоских и цилиндрических образцов из труб проводят по ГОСТ 1497.
Обработку результатов испытаний выполняют в соответствии с ГОСТ 10006 и ГОСТ 1497.
По результатам испытаний составляют протокол.
4.3.5.5 Испытания на растяжение труб при повышенных температурах
а) Метод статического испытания на растяжение металлических (бесшовных и сварных) труб при температурах от 35 до 1200 °С должен соответствовать требованиям ГОСТ 19040.
б) Типы и размеры образцов, требования к их изготовлению и отклонениям размеров приведены в ГОСТ 19040.
в) Испытательные машины и условия испытаний должны соответствовать ГОСТ 10006 и ГОСТ 9651.
Обработка результатов испытаний - по ГОСТ 10006. По результатам испытаний составляют протокол.
4.3.5.6 Испытания на ударный изгиб
а) Метод испытания на ударный изгиб металлов и сплавов при температурах от минус 100 до плюс 1200 °С регламентируется ГОСТ 9454. Суть метода состоит в разрушении призматических образцов с концентратором посередине ударным нагружением.
Под ударной вязкостью понимают работу удара, отнесённую к начальной площади поперечного сечения образца в месте концентратора.
б) Форма (типы) и размеры образцов, а также допускаемые отклонения должны соответствовать требованиям ГОСТ 9454. Рекомендуется (предпочтительно) проводить испытания на образцах типов I или II.
в) Места вырезки проб для изготовления образцов, ориентация оси концентратора, технология вырезки заготовок под образцы и изготовления образцов должны соответствовать требованиям ГОСТ 7565 и п. 4.3.1 настоящего стандарта.
Изготавливаемые образцы следует маркировать (клеймить) с двух концов на торцах или на гранях, исключая грань, на которую наносится надрез, на расстоянии не более 15 мм от торца образца. В случае клеймения ударным способом маркировка должна наноситься до выполнения надреза.
г) Испытания на ударный изгиб проводят на маятниковых копрах. Используемые маятниковые копры должны удовлетворять ГОСТ 9454 и ГОСТ 10708. Размеры опор и ножа маятника - согласно ГОСТ 9454.
д) Термокамеры (термостаты), охлаждающий реагент, средства измерений должны соответствовать требованиям ГОСТ 9454 и другой, действующей в этой части, нормативной документации.
е) Подготовка к проведению испытаний, проведение испытаний и обработка их результатов должны соответствовать ГОСТ 9454.
ж) При каждой заданной программой испытаний температуре должны испытывать не менее трёх образцов. Допускается в исключительных случаях испытывать при каждой температуре два образца.
Для каждого из испытанных образцов определяют ударную вязкость (согласно ГОСТ 9454), а для образцов с концентратором вида V определяют также вязкую составляющую в изломе.
Значения вязкой составляющей в изломе определяют согласно ГОСТ 4543 и п. 4.3.7 настоящего подраздела стандарта. В случаях, когда определение вязкой составляющей затруднительно (отсутствуют видимые границы зон хрупкого и вязкого изломов), допускается использовать другие методы определения вязкой составляющей в изломе.
По результатам испытаний составляют протокол.
4.3.6 Технологические испытания металлов
Технологические испытания определяют способность металла подвергаться пластическим деформациям.
Результаты технологических испытаний оценивают по внешнему виду образца после испытаний.
К основным видам технологических испытаний относятся:
- испытания на изгиб (ГОСТ 14019);
- испытания на сплющивание (ГОСТ 8695);
- испытания на осадку (ГОСТ 8817);
- испытания на бортование труб (ГОСТ 8693).
- испытания на загиб (ГОСТ 3728);
- испытания на раздачу (ГОСТ 8694);
4.3.6.1 Технологические испытания на изгиб
а) Требования к порядку
проведения испытания металлов на изгиб при комнатной температуре (![]() ) °С
изложены в ГОСТ 14019.
) °С
изложены в ГОСТ 14019.
Испытание состоит в изгибе образца вокруг оправки под действием статического усилия до заданной пластической деформации, характеризуемой углом изгиба, или до появления первой трещины с фиксированием соответствующего угла изгиба (предельная пластичность металла).
б) Испытания согласно ГОСТ 14019 проводятся на образцах круглого, квадратного, прямоугольного или многоугольного сечения и не относятся к испытаниям труб полного сечения, сварных соединений и проволоки.
в) Вырезка заготовок под образцы, включая их количество, ориентацию, припуски на механическую обработку, выполняется в соответствии с требованиями ГОСТ 14019 и ГОСТ 7564.
Требования по изготовлению образцов, включая их форму, размеры, допуски, качество обработки, изложены в ГОСТ 14019 с привязкой к конкретному виду металлопродукции.
г) Требования к аппаратуре, подготовке к испытаниям, проведению испытаний и обработке их результатов - по ГОСТ 14019.
д) По результатам испытания составляется протокол.
4.3.6.2 Технологические испытания на сплющивание
Технологические испытания на сплющивание выполняют в соответствии с ГОСТ 8695.
Испытание заключается в сплющивании конца трубы или отрезка от неё между параллельными плоскостями до заданного расстояния между этими плоскостями.
ГОСТ 8695 устанавливает требования к проведению испытаний на сплющивание металлических бесшовных и сварных труб с наружным диаметром до 400 мм и с толщиной стенки не более 15 % от наружного диаметра трубы при температуре 20 ± 10 °С.
Правила отбора образцов, порядок проведения испытаний и обработки их результатов - согласно ГОСТ 8695.
Признаком того, что образец выдержал испытание, служит отсутствие в нём после сплющивания трещин или надрывов.
По результатам испытания составляется протокол.
4.3.6.3 Технологические испытания на бортование
Технологическое испытание на бортование проводят в соответствии с ГОСТ 8693.
Испытание заключается в отбортовке конца трубы или отрезка трубы с образованием фланца заданного диаметра.
Требования к образцам, к оправке, порядку и условиям проведения испытаний изложены в ГОСТ 8693.
Признаком удовлетворительного результата испытаний является отсутствие в испытуемом образце после отбортовки трещин или надрывов.
По результатам испытания составляется протокол.
4.3.6.4 Технологические испытания на загиб
Метод технологических испытаний на загиб применительно к стальным трубам наружным диаметром не более 114 мм регламентируется ГОСТ 3728.
Испытание труб заключается в плавном загибе образца любым способом на угол 90°. Испытание труб наружным диаметром до 60 мм проводят на отрезках труб. В процессе испытания наружный диаметр образца ни в одном месте (как по сечению, так и по длине) не должен стать меньше 85 % от исходного.
Требования к образцам, порядку и условиям проведения испытаний указаны в ГОСТ 3728.
Образец считается выдержавшим испытание, если на нём после загиба не будет обнаружено нарушения целостности металла (изломов, трещин, надрывов, расслоений).
По результатам испытания составляется протокол.
4.3.6.5 Технологические испытания на раздачу
Требования к методу технологического испытания труб на раздачу регламентируются ГОСТ 8694. Испытание заключается в раздаче на конус конца трубы или отрезка от неё до заданного наружного диаметра у торца.
Требования к изготовлению образцов, к оправкам, к условиям и порядку проведения испытаний изложены в ГОСТ 8694.
Признаком того, что образец выдержал испытание, служит отсутствие в нём после раздачи трещин или надрывов.
По результатам испытания составляется протокол.
4.3.7 Определение критической температуры хрупкости материалов
4.3.7.1 В качестве критической температуры хрупкости принимается температурная граница перехода от хрупкого к вязкому разрушению материала. Она определяется как по энергии, затрачиваемой на разрушение, в качестве показателя которой принимается ударная вязкость, так и по характеру излома образцов, в качестве показателя которого принимается доля вязкой составляющей в изломе.
4.3.7.2 Для определения критической температуры хрупкости проводят испытания образцов с надрезом типа II по ГОСТ 9454 на ударный изгиб в выбранном интервале температур. На основании полученных данных строят зависимости ударной вязкости и вязкой составляющей в изломе от температуры.
Значение критической температуры хрупкости металла (Тк) рекомендуется определять по заданным критериальным значениям ударной вязкости и вязкой составляющей в изломе: по одному или одновременно по обоим этим критериям с использованием полученных зависимостей указанных характеристик от температуры.
4.3.7.3 Испытания для углеродистых и низколегированных сталей рекомендуется проводить в диапазоне от 173 К (-100 °С) до 373 К (+100 °С). Для роторных сталей и сталей крепёжных деталей этот интервал должен быть расширен в плюсовую область до +200 °С Если ориентировочное значение Тк заранее известно, то температурный интервал может быть уменьшен, но не более чем до (Тк - 10) £ Т £ (Тк + 40) К, (°С).
4.3.7.4 Хрупкая составляющая в изломе ударного образца из углеродистых и низколегированных (легированных) сталей на основе a-железа имеет вид трапеции, располагающейся, как правило, в центральной части излома. Площадь этой трапеции увеличивается по мере увеличения доли хрупкой составляющей.
Вязкая составляющая располагается, как правило, вокруг хрупкой составляющей. Площадь F1, занимаемая хрупкой составляющей, определяют как произведение средней линии трапеции на высоту. Отношение этой площади ко всей площади излома F (80 мм) составит долю хрупкой составляющей (X) в изломе в процентах:
X = (F1/F)×100, %.
Соответственно, вязкая составляющая «В» в процентах равна:
«В» = (100 - Х).
Измерение площади, занимаемой хрупкой составляющей, производят с помощью инструментального микроскопа с точностью линейных замеров до 0,5 мм. Допускается применять другие способы определения площади, занимаемой хрупкой составляющей в изломе образца (в частности, фрактографию), при этом погрешность измерения не должна превышать 5 %.
а) При определении критической температуры хрупкости по одному критерию - вязкой составляющей в изломе - для каждой температуры испытаний определяют среднеарифметическое значение вязкой составляющей. Строят график в координатах «Вязкая составляющая в изломе (средняя) - Температура».
б) При определении критической температуры хрупкости по двухкритериальному методу (ударная вязкость и вязкая составляющая в изломе) определяют для каждой температуры испытаний среднеарифметическое значение ударной вязкости и минимальное значение вязкой составляющей в изломе. Строят графики в координатах «Ударная вязкость (средняя) - Температура» и «Вязкая составляющая в изломе (минимальная) - Температура». Нанесённые на графики указанные значения характеристик (точки) соединяют последовательно прямыми линиями. На эти же графики наносят точками значения ударной вязкости и вязкой составляющей для каждого из испытанных образцов.
4.3.7.6 Определение критической температуры хрупкости Тк по одному критерию (вязкой составляющей в изломе образцов) выполняют графически следующим образом. На графике - «Температура - «Вязкая составляющая в изломе» откладывают на оси ординат значение В = 50 % и проводят через эту точку линию, параллельную оси абсцисс до пересечения с кривой вязкой составляющей в изломе (п.п. 4.3.7.5 а). Из точки пересечения опускают перпендикуляр на ось абсцисс и полученное значение температуры принимают в качестве критической температуры хрупкости металла Тк.
а) При определении критической температуры хрупкости Тк по двум критериям (ударная вязкость и вязкая составляющая в изломе) в качестве Тк принимают температуру, для которой выполняются следующие условия:
- при Тк среднеарифметическое значение ударной вязкости должно быть не ниже значений, указанных для (КС)I в Таблице 4.15, а минимальное значение - не ниже 70 % приведенных значений;
- при температуре (Тк + 30) К (°С) среднеарифметическое значение ударной вязкости должно быть не ниже значений, указанных для (КС)II в Таблице 4.16, минимальное значение - не ниже 70 % приведенных значений, а минимальное значение вязкой составляющей в изломе - не ниже 50 %.
Если на одном из испытанных образцов не будет удовлетворяться какое-либо из указанных условий, следует испытать дополнительные образцы.
Таблица 4.15.
|
Ударная вязкость (КС)I, МДж/м2 (кгс×м/см2) |
|
|
до 304 (31) |
0,29 (3,0) |
|
> 304 (31) до 402 (41) вкл. |
0,39 (4,0) |
|
> 402 (41) до 549 (56) вкл. |
0,49 (5,0) |
|
> 549 (50) до 687 (70) вкл |
0,59 (6,0) |
Таблица 4.16.
|
Ударная вязкость (КС)II, МДж/м2 (кгс×м/см2) |
|
|
до 304 (31) |
0,44 (4,5) |
|
> 304 (31) до 402 (41) вкл. |
0,59 (6,0) |
|
> 402 (41) до 549 (56) вкл. |
0,74 (7,5) |
|
> 549 (50) до 687 (70) вкл. |
0,89 (9,0) |
б) Порядок обработки результатов испытаний принимают следующим:
- по известному значению предела текучести материала при комнатной температуре выбирают по Таблицам 4.15. и 4.16. соответствующие критериальные значения ударной вязкости (КС)I, (КС)II;
- на графике «Ударная вязкость - Температура» на оси ординат (ось КС) откладывают значение (КС)I. Через полученную точку проводят линию, параллельную оси абсцисс до пересечения с кривой ударной вязкости. Ближайшую от точки пересечения более высокую температуру, при которой проводятся испытания, принимают за температуру Т1;
- на графике «Ударная вязкость - Температура» на оси ординат откладывают значение (КС)II. Через полученную точку проводят линию, параллельную оси абсцисс до пересечения с кривой ударной вязкости. Ближайшую от точки пересечения более высокую температуру, при которой проведено испытание, принимают за температуру Т¢2;
- на графике «Вязкая составляющая в изломе - Температура» на оси ординат откладывают значение В = 50 %. Через полученную точку проводят линию, параллельную оси абсцисс до пересечения с кривой вязкой составляющей в изломе, построенной по значениям минимальной вязкой составляющей в изломах образцов. Ближайшую от пересечения более высокую температуру, при которой проведено испытание, принимают за температуру Т²2;
- большую из Т¢2 и Т²2 обозначают Т2. Если разница между Т2 и Т1 оказывается меньше, чем 30 К (°С), то температуру Т1 принимают в качестве ориентировочного значения критической температуры хрупкости Т¢к. Если это условие не выполняется, то определяют Т¢к по формуле Т¢к = Т2 - 30 К (°С). Проводят дополнительные испытания при температурах: Т¢к ± 10; Т¢к + 20; Т¢к + 30; Т¢к + 40 К (°С) и уточняют кривые ударной вязкости и вязкой составляющей в изломах образцов.
В соответствии с указаниями настоящего подпункта обработки результатов испытаний устанавливают окончательное значение критической температуры хрупкости Тк.
4.3.7.7 Если при проведении испытаний уже были определены значения KCV и В при температурах Т¢к ± 10; Т¢к + 20; Т¢к + 30; Т¢к + 40 К, °С (п.п. 4.3.7.7.б), проведение дополнительных испытаний при этих температурах не требуется.
Если при выполнении порядка обработки данных согласно п.п. 4.3.7.7.б) линии, проводимые параллельно оси абсцисс, пересекают соответствующие кривые в двух или более точках, то температуры T1, T¢2 и Т²2 следует определять по правым крайним точкам пересечения.
4.3.8 Испытание на длительную прочность и ползучесть
4.3.8.1 Общие положения
а) испытания на длительную прочность и ползучесть согласно настоящему стандарту проводятся:
- для определения служебных свойств новых марок сталей и сплавов, внедряемых на электростанции в качестве металла оборудования, работающего в условиях ползучести;
- для установления недостающих паспортных характеристик жаропрочности применяемых марок сталей и сплавов (по долговечности и температуре эксплуатации);
- для подтверждения соответствия жаропрочных свойств металла поврежденного элемента оборудования паспортным данным;
- для определения остаточного ресурса длительно работавшего оборудования;
- после проведения восстановительной термической обработки для назначения ресурса металла восстановленного оборудования.
б) порядок проведения испытаний на длительную прочность и ползучесть, требования по изготовлению образцов для испытаний должны соответствовать ГОСТ 10145 и ГОСТ 3248.
4.3.8.2 Условные обозначения
t - температура, °С;
tм - расчетная температура металла, °С;
tз - заданный ресурс, ч;
s - номинальное напряжение, МПа;
d - остаточное удлинение, %;
dк - остаточное удлинение после разрушения образца, %;
y - остаточное сужение, %;
yк - остаточное сужение после разрушения образца, %;
![]() условный предел длительной прочности (величина напряжения,
вызывающая разрушение при температуре t и
заданном ресурсе tз), МПа;
условный предел длительной прочности (величина напряжения,
вызывающая разрушение при температуре t и
заданном ресурсе tз), МПа;
N - количество испытанных образцов;
Рд.п - параметр длительной прочности;
Рп - параметр ползучести;
Ру - параметр остаточного удлинения;
Рс - параметр остаточного сужения;
s¢д.п - условный предел длительной прочности, определенный по параметрической диаграмме жаропрочности, МПа;
М - количество партий стали (сплава);
m - коэффициент;
![]() и
и ![]() - дисперсии постоянных b и с соответственно;
- дисперсии постоянных b и с соответственно;
covb,c - ковариация постоянных b и с;
р - вероятность разрушения образцов;
Zр - коэффициент, зависящий от величины р.
4.3.8.3 Определения
а) лабораторная партия стали (сплава) - металл одной плавки, изготовленный для исследовательских целей, термообработанный по одному режиму, механические свойства которого по пределам прочности и текучести при температуре 20 °С различаются не более чем на ±50 МПа. Химический состав и механические свойства металла, а также режимы термообработки должны соответствовать требованиям, определенным для данной партии;
б) опытно-промышленная партия стали (сплава) - металл одной плавки, изготовленный в промышленных условиях в процессе его внедрения в производство, химический состав, механические свойства, а также режим термообработки которого соответствуют требованиям временных технических условий на трубы, отливки, поковки и другие полуфабрикаты для энергомашиностроения;
в) промышленная партия стали (сплава) - металл одной плавки, изготовленный в промышленных условиях, химический состав и механические свойства, а также режим термообработки которого соответствуют требованиям технических условий на трубы, отливки, поковки и другие полуфабрикаты для энергомашиностроения;
г) экспертная партия стали (сплава) - металл одного конструктивного элемента энергооборудования, по химическому составу и условиям термической обработки соответствующий требованиям нормативных документов для полуфабриката или сварного соединения, из которого изготовлен данный элемент или сварное соединение, которое он содержит;
д) марка стали (сплава) - металл промышленных партий, взятых от разных плавок:
- для крупногабаритных изделий единичного производства (корпус, ротор турбин и пр.) - не менее 6 партий;
- для крупносерийного производства - не менее 10 партий.
Рекомендуется в число этих партий включать партии с содержанием углерода и легирующих элементов на верхнем и нижнем пределах, оговоренных в технических условиях, а также металл изделий после окончательных технологических операций;
е) изделие - деталь котла, турбины или трубопровода, изготовленная из металла, химический состав и механические свойства которого отвечают требованиям действующих нормативных документов (технических условий). Металл изделия должен соответствовать марке стали (сплава), разрешенной нормативными документами Государственного надзорного органа для данных условий эксплуатации;
ж) заданный ресурс - время, для которого определяют характеристики жаропрочности стали (сплава) или расчетный срок эксплуатации изделия при заданных условиях эксплуатации и уровне характеристик жаропрочности металла;
з) дополнительный (остаточный) ресурс - дополнительное время к заданному ресурсу, для которого определяются характеристики жаропрочности стали (сплава) или срок дополнительной безаварийной эксплуатации детали котла, турбины или трубопровода при заданных условиях эксплуатации и уровне характеристик жаропрочности металла;
и) характеристики
жаропрочности - характеристики прочности стали (сплава) при повышенных
температурах, к которым относятся: условный предел длительной прочности ![]() и условный
предел ползучести
и условный
предел ползучести ![]() ;
;
к) к категории лабораторных характеристик жаропрочности стали (сплава) относят характеристики, определенные на металле лабораторных партий;
л) к категории первичных характеристик жаропрочности стали (сплава) относят характеристики, определенные на металле опытно-промышленных партий;
м) к категории предварительных нормативных характеристик стали (сплава) относят характеристики, определенные на металле первых промышленных партий;
н) к категории нормативных характеристик относят характеристики, определенные на количестве промышленных партий, представляющих марку стали (сплава);
п) к категории экспертных характеристик относят характеристики на металле промышленных партий металла конкретного элемента оборудования для оценки соответствия нормативным требованиям или для определения заданного (дополнительного) ресурса;
р) планируемые испытания - испытания стали (сплава) на жаропрочность, проведенные по планам, предусмотренным настоящим стандартом;
с) произвольные испытания - испытания партии стали (сплава) на жаропрочность, проведенные по планам испытаний, отличных от предусмотренных стандартом;
4.3.8.4 Условия и объем испытания
а) для определения служебных свойств новых марок сталей и сплавов, внедряемых на электростанции в качестве металла оборудования, работающего в условиях ползучести, рекомендуется
1) проводить испытания при температурах из следующего ряда:
- для углеродистых и малолегированных сталей - 400, 425, 450, 475, 500, 525, 550 °С;
- для среднелегированных сталей - 400, 425, 450, 475, 500, 525, 550, 575, 600, 625, 650 °С;
- для аустенитных и высокохромистых сталей - 400, 450, 500, 550, 575, 600, 625, 650, 700, 750, 800 °С
- для сплавов - 500, 550, 600, 650, 700, 750, 800, 850, 900, 950, 1000, 1050, 1100 °С.
2) при испытаниях на жаропрочность температура испытаний t1 должна соответствовать ближайшей по отношению к температуре tм из ряда, указанного в предыдущем подразделе (t1 @ tм).
- испытания на жаропрочность необходимо проводить в диапазонах температур и напряжений, в которых механизмы ползучести и разрушения при лабораторных исследованиях и эксплуатации подобны.
3) допустимо проводить испытания при большем числе режимов и большем времени до разрушения, чем указано в настоящем пункте.
4) план полных испытаний
Испытания должны быть проведены по режимам (напряжение, температура):
s1, s2 и s3 при t1 @ tм;
s4, s5 и s6 при t2 > t1.
Значения t2 и t1 принимают согласно абзацу 1).
Среднее время до разрушения tk не должно быть менее:
для s1 - 0,005t3,
s2 - 0,020t3,
s3 - 0,060t3,
s4 - 0,003t3,
s5 - 0,010t3,
Разница между величинами напряжений испытаний si должна составлять не менее 10 %.
При выборе величин напряжений
s1 и s4, с которых следует начинать испытания,
ориентиром может служить величина 0,6 - 0,8![]() .
.
Величины времени до разрушения, полученные при испытаниях, должны охватывать интервал не менее 1,3 порядка по логарифмической шкале времени. Число испытанных образцов должно быть не менее 12.
5) испытания для определения предела ползучести проводят с замером деформации по ГОСТ 3248.
6) результаты обрабатывают аналитическим методом для планируемых испытаний. При определении условных пределов длительной прочности и ползучести допустимо обрабатывать данные испытаний упрощенным аналитическим методом.
7) первичные характеристики жаропрочности могут быть определены на металле одной или нескольких опытно-промышленных партий.
8) предварительные нормативные характеристики определяют на металле одной или нескольких промышленных партий стали (сплава). Допустимо проводить испытания на металле первой партии, уточняя полученные характеристики данными испытаний последующих партий.
9) нормативные характеристики жаропрочности определяют на металле промышленных партий, представляющих марку стали или сплава.
План испытаний и обработка результатов такие же, как при определении предварительных нормативных характеристик.
б) для установления недостающих паспортных характеристик применяемых марок сталей и сплавов (по долговечности и температуре эксплуатации) рекомендуется проводить испытания образцов при нескольких значениях температуры и нескольких значениях напряжений, что позволит анализировать экспериментальные точки на условной параметрической диаграмме длительной прочности, расположенные в диапазоне не менее 1,5 единиц температурно-временного параметра Р.
Выбранный диапазон напряжений, при котором испытываются образцы, должен включать значения номинальных рабочих напряжений.
Температура испытания может превышать рабочую температуру металла при условии, что будет сохранено температурно-временное подобие механизмов структурных превращений, деформирования и разрушения образцов в процессе испытания при выбранной температуре и заданном напряжении и натурных деталей в условиях эксплуатации.
в) для определения остаточного ресурса длительно работающего оборудования, а также такого оборудования после проведения восстановительной термической обработки для назначения ресурса металла восстановленного оборудования проводятся сокращенные испытания.
План сокращенных испытаний
1) испытания должны быть проведены по режимам (напряжение, температура):
s4, s5 и s6, при t2 = t1 + 50 °C.
2) среднее время до разрушения tk должно быть не менее:
для s1 - 0,004t3,
s2 - 0,010t3,
s3 - 0,015t3,
s4 - 0,002t3,
s5 - 0,005t3,
s6 - 0,010t3.
3) число испытанных образцов должно быть не менее 8.
4) испытания проводят с замером деформации по ГОСТ 3248.
5) Результаты обрабатывают аналитическим методом для планируемых испытаний. Допустимо определять условные пределы длительной прочности и ползучести упрощенным методом.
г) для подтверждения соответствия жаропрочных свойств металла поврежденного элемента оборудования паспортным данным для данной марки стали проводятся оценочные или экспертные испытания. Вид испытания выбирает специализированная организация.
План оценочных испытаний
1) испытания должны быть проведены по режимам (напряжение, температура):
s1 при t1 ³ tм;
s2 при t2 = t1 + 50 °C.
2) величины напряжений выбирают по нижней границе допускаемой полосы разброса для условного предела длительной прочности нормативных характеристик марки стали (сплава) при времени до разрушения tk, равном 300 ч.
Нижнюю границу допускаемой полосы разброса строят при напряжениях, меньших нормативных на 20 % по данным, приведенным в нормативных документах на полуфабрикаты или по расчету на прочность.
3) число испытанных образцов должно быть не менее 4.
4) испытания могут проводиться без замера деформации.
5) оценку длительной прочности стали (сплава) проводят по ускоренному методу.
д) План экспертных испытаний
1) испытания должны быть проведены по режиму
s1 = 0,8sэ, при t1 ³ tэ + 25 °С;
s2 = sэ, при t2 ³ tэ + 25 °C.
2) величина sэ определяется по уровню эквивалентных напряжений от основных нагружающих факторов в условиях эксплуатации с учетом необходимого коэффициента запаса прочности.
3) величина t1 выбирается расчетом по параметру температурно-временной зависимости длительной прочности. Конкретная величина t1 должна соответствовать времени до разрушения не менее 300 ч при напряжении s1 и не менее 1000 ч при напряжении s2.
4) при выбранном режиме параллельно испытывают не менее двух образцов. Если время до разрушения двух параллельных образцов различается более чем в два раза, то проводятся дополнительные испытания на двух образцах при том же режиме.
4.3.8.5 Аналитический метод обработки данных планируемых испытаний
а) предварительная обработка данных испытаний
1) для оценки правильности проведения испытаний, а также для возможности корректировки режимов в процессе испытаний строят условную параметрическую диаграмму длительной прочности в координатах Рд.п - lgs.
2) величину параметра длительной прочности определяют для каждого испытания по формуле:
Рд.п = Т × (lgtk - 2lgT - а) × 10-3, (4.1)
где Т - температура испытания, К.
При отсутствии марочных данных величину постоянной (а) принимают для углеродистых, малолегированных, среднелегированных и высоколегированных сталей минус 25, для аустенитных сталей минус 20, для сплавов минус 30.
3) по средним величинам параметра длительной прочности, подсчитанным для каждого уровня напряжений, проводят прямую линию условной параметрической диаграммы.
4) если по результатам испытаний, нанесенным на условную параметрическую диаграмму, можно провести две линии, то в дальнейшую обработку включают лишь данные, лежащие на правой ее ветви.
5) считают, что испытания на жаропрочность проведены правильно, если в дальнейшей обработке могут участвовать данные не менее четырех напряжений, и соблюдено условие s6 < s¢д.п. В противном случае проводят дополнительные испытания при температуре t3 > t2 и напряжениях s7 и s8, среднее время до разрушения которых не должно быть менее:
для s7 - 0,005t3 и для s8 - 0,030t3.
б) определение условных пределов длительной прочности
1) математическую обработку результатов испытаний партии стали (сплава), проводят согласно соотношению:
![]() (4.2)
(4.2)
Коэффициент m для сталей (сплавов), используемых для энергомашиностроения, принимают равным 2400.
Примечание - здесь и далее - для расчета характеристик жаропрочности допускается применять другие методические подходы и другие аппроксимирующие уравнения, при условии обеспечения ими точности прогноза не ниже, чем по приведенным уравнениям.
2) в результате математической обработки на компьютере получают таблицы, в которых представлены величины времени до разрушения tk для заданных температур и напряжений, а также значения коэффициентов формулы (4.2) и величина дисперсии, характеризующая отклонение экспериментальных точек от расчетной поверхности в направлении оси lgtk.
3) из полученных таблиц для
расчетной температуры находят напряжение ![]() - условный предел длительной прочности,
при котором tк = tз. Необходимые промежуточные значения
напряжений находят путем линейной экстраполяции.
- условный предел длительной прочности,
при котором tк = tз. Необходимые промежуточные значения
напряжений находят путем линейной экстраполяции.
4) по формуле (4.2) с определенными на компьютере коэффициентами можно построить график длительной прочности в координатах lgtk - lgs. Кроме того, результаты математической обработки используют для построения параметрических диаграмм.
5) для определения нормативных условных пределов длительной прочности, характеризующих марку стали, подсчитывают средние величины постоянных для М партий по формулам:
 (4.3)
(4.3)
где ![]() ,
, ![]() и
и ![]() - величины
постоянных каждой партии.
- величины
постоянных каждой партии.
6) определение условных пределов длительной прочности математическим путем проводят по формуле (4.2), подставив в нее величины постоянных, подсчитанных по формулам (4.3).
Составляют через 10 МПа ряд
значений напряжений, ограниченный наименьшей и наибольшей величинами ![]() ,
определенными для каждой из М партий. Последовательно подставляют в формулу (4.2) величины напряжений из этого
ряда и определяют значение lgtk. За
величину
,
определенными для каждой из М партий. Последовательно подставляют в формулу (4.2) величины напряжений из этого
ряда и определяют значение lgtk. За
величину ![]() для
марки стали (сплава) принимают напряжение, когда lgtк = lgtз. Все значения
для
марки стали (сплава) принимают напряжение, когда lgtк = lgtз. Все значения ![]() для каждой партии и в формуле (4.2) должны соответствовать одной и
той же температуре. Промежуточное значение
для каждой партии и в формуле (4.2) должны соответствовать одной и
той же температуре. Промежуточное значение ![]() определяют путем линейной
интерполяции.
определяют путем линейной
интерполяции.
7) величины условных пределов длительной прочности могут быть рассчитаны по параметрической диаграмме жаропрочности в координатах Рд.п - lgs.
8) величину параметра для построения параметрической диаграммы подсчитывают по формуле:
![]() (4.4)
(4.4)
9) задавая ряд значений напряжений s в диапазоне от s1 до s6 или s8, подсчитывают величину параметра Рд.п и строят параметрическую диаграмму жаропрочности.
10) для определения условных пределов длительной прочности для заданных температуры и ресурса рассчитывают величину параметра по формуле:
![]() (4.5)
(4.5)
Величину условного предела длительной прочности находят из формулы (4.4).
11) при необходимости определения условных пределов длительной прочности с вероятностью разрушения образцов, отличной от принятой для нормативных характеристик (р = 0,5), величина параметра для построения параметрической диаграммы рассчитывается по формуле:
Параметрическая диаграмма жаропрочности
![]()
![]() (4.6)
(4.6)
где ![]() и
и ![]() - дисперсии b1 и c1 подсчитываемые по формулам:
- дисперсии b1 и c1 подсчитываемые по формулам:
![]() (4.7)
(4.7)
![]() (4.8)
(4.8)
![]() (4.8)
(4.8)
covb,c - ковариация b1 и c1;
Zp - коэффициент, определяемый по заданной вероятности разрушения образца согласно таблице 4.17.
Таблица 4.17 - Величина коэффициента Zp для различных вероятностей разрушения образцов
|
0,010 |
0,025 |
0,050 |
0,100 |
0,500 |
|
|
Zp |
-2,33 |
-1,96 |
-1,64 |
-1,28 |
0,00 |
Для ряда напряжений подсчитывают величины параметра и строят параметрическую диаграмму жаропрочности для заданной вероятности разрушения.
Величину условного предела длительной прочности находят из формулы (4.6).
в) упрощенный метод определения долговечности
1) наиболее стабильным
параметром стали является свободный член (![]() ) уравнения (4.2), что дает право в первом
приближении считать
) уравнения (4.2), что дает право в первом
приближении считать ![]() постоянной величиной, и тогда задача
оценки долговечности сводится к определению значений только двух коэффициентов b1 и c1.
постоянной величиной, и тогда задача
оценки долговечности сводится к определению значений только двух коэффициентов b1 и c1.
2) в этом случае достаточно
ограничиться испытаниями на длительную прочность при двух температурно-силовых
режимах для tм и tм + 50 °C. Напряжения для каждого опыта выбирают
так, чтобы при рабочей температуре (tм) время до разрушения не превышало 1000 -
1200 ч, а при форсированном режиме (tм + 50 °С) было в пределах 300 - 500 ч.
Если точки всех испытаний не выпадают за пределы нижней границы полосы
разброса, то исследуемая партия металла соответствует рассматриваемой марке
стали. В противном случае дополнительно испытывают два образца (по одному на
каждом температурно-силовом режиме), проводят статистическую обработку данных
по всем (шести) образцам с помощью уравнения (4.2) и определяют для исследованной партии
коэффициенты ![]() и
и ![]() .
.
Значительное сокращение числа испытываемых образцов существенно снижает суммарное время эксперимента.
3) при m = 2400 получены для ряда наиболее используемых в тепловой
энергетике сталей следующие значения постоянного коэффициента ![]() :
:
- сталь марки 12Х1МФ ![]() = -24,88;
= -24,88;
- сталь марки 15Х1М1Ф ![]() = -25,2;
= -25,2;
- сталь марки 15Х1М1ФЛ ![]() = -25,02;
= -25,02;
- сталь марки 1X18Н12Т
(пароперегревательные трубы) ![]() = -20,38;
= -20,38;
- сталь марки 12X11В2МФ
(ЭИ756) ![]() =
-34,37;
=
-34,37;
- сталь марки 25Х1М1Ф (Р2М,
роторная) ![]() =
-24,1.
=
-24,1.
4) точность определения условных пределов длительной прочности по данному методу в диапазоне напряжений испытания от s1 до s6 или s8, составляет ±3 %, если соблюдено одно из условий:
![]() или
или ![]()
г) определение условных пределов ползучести
1) математическую обработку результатов испытаний партии стали (сплава), проводят на основании формулы:
![]() (4.10)
(4.10)
Коэффициент m принимают равным 2400.
2) в результате
математической обработки на компьютере получают таблицы, в которых представлены
величины ![]() для
заданных температур и напряжений, а также значения коэффициентов формулы (4.10) и величина дисперсии, характеризующая
отклонение экспериментальных точек от расчетной поверхности в направлении оси
для
заданных температур и напряжений, а также значения коэффициентов формулы (4.10) и величина дисперсии, характеризующая
отклонение экспериментальных точек от расчетной поверхности в направлении оси ![]()
3) из полученных таблиц для
расчетной температуры находят напряжение ![]() - условный предел ползучести, при
котором
- условный предел ползучести, при
котором ![]() Необходимое
промежуточное значение напряжения находят путем линейной интерполяции.
Необходимое
промежуточное значение напряжения находят путем линейной интерполяции.
4) по формуле (4.10) с определенными на компьютере коэффициентами можно построить график ползучести в координатах lgt - lgd. Кроме того, результаты математической обработки используют для построения параметрических диаграмм.
5) для определения нормативных условных пределов ползучести, характеризующих марку стали, подсчитывают средние величины постоянных для М партий по формулам:
 (4.11)
(4.11)
где ![]() ,
, ![]() и
и ![]() - величины постоянных каждой партии, определенных по
специальной программе.
- величины постоянных каждой партии, определенных по
специальной программе.
6) определение условных пределов ползучести аналитическим методом проводят по формуле (4.10), подставив в нее величины постоянных, подсчитанных по формулам (4.11). Последовательность расчетов по формуле (4.10) аналогична расчетам по определению условных пределов длительной прочности по формуле (4.2).
7) величины условных пределов ползучести могут быть рассчитаны по параметрической диаграмме жаропрочности в координатах Рп - lgs. Величину параметра для построения параметрической диаграммы подсчитывают по формуле:
![]() (4.12)
(4.12)
8) с целью определения условных пределов ползучести для заданных температуры и ресурса рассчитывают величину параметра по формуле:
![]() (4.13)
(4.13)
и из формулы (4.12) находят искомую величину.
9) при необходимости определения условных пределов ползучести с вероятностью, отличной от принятой для нормативных характеристик, величина параметра для построения параметрической диаграммы рассчитывается по уравнению:
![]() (4.14)
(4.14)
где дисперсии постоянных b2 и c2, а также их ковариация подсчитываются по формулам:
![]() (4.15)
(4.15)
![]() (4.16)
(4.16)
![]() (4.17)
(4.17)
а величину коэффициента Zp находят по таблице 4.17.
Построение параметрической диаграммы жаропрочности проводят аналогично указаниям для длительной прочности. Величину условного предела ползучести находят из формулы (4.13).
4.3.9 Методы измерения твердости в стационарных условиях
а) Стандартные методы определения твердости металла основаны на внедрении в испытуемое тело индентора (шарика, конуса или пирамиды), изготовленного из существенно более твёрдых материалов по сравнению с испытуемым.
б) Для измерения твердости металлов (и сплавов), из которых изготовлены элементы энергооборудования, следует использовать преимущественно стандартные методы измерения твердости: по Бринеллю (ГОСТ 9012), по Виккерсу (ГОСТ 2999) и по Роквеллу (ГОСТ 9013), в том числе при необходимости проведения испытаний при малых нагрузках - по Супер-Роквеллу (ГОСТ 22975).
в) Испытания проводят при
температуре (![]() ) °С.
) °С.
г) Образцы для испытаний изготавливают механическим способом из отобранных проб металла. Заготовку под образец вырезают согласно заданию на испытание или программе испытаний (см. в частности, п. 4.3.1.)
д) При изготовлении образцов и при подготовке их поверхности следует исключать возможность изменения свойств металла из-за нагрева или наклёпа.
Рабочая и противоположная поверхности образца должны быть параллельными в случае измерения твердости на плоских поверхностях.
Поверхность образца должна быть ровной, гладкой и свободной от окисной плёнки.
е) Соотношение толщины образца и нагрузки должно быть таковым, чтобы на обратной поверхности (стороне) образца отсутствовали заметные невооруженным глазом следы деформации от воздействия на металл индентора.
ж) Опорные поверхности образца и столика прибора должны быть очищены от посторонних веществ. Испытуемый образец должен лежать на подставке устойчиво; в процессе испытания не должно происходить смещение образца.
4.3.9.2 Метод измерения твердости по Бринеллю
а) Требования к измерению твердости по Бринеллю для металлов и сплавов с твердостью не более 450 единиц (НВ) регламентируются ГОСТ 9012.
Сущность метода заключается во вдавливании стального шарика в образец под действием нагрузки, приложенной перпендикулярно рабочей поверхности образца, в течение определённого времени и в последующем измерении диаметра отпечатка после снятия нагрузки.
б) Требования к образцам изложены в ГОСТ 9012 и в предыдущем подпункте стандарта.
Минимальная толщина образца должна быть не менее 10-кратной глубины отпечатка и определяется по формулам или таблице ГОСТ 9012.
в) Требования к прибору, в том числе в части его поверки, и к шарикам даны в ГОСТ 23677 и ГОСТ 9012.
г) Требования к проведению испытаний по ГОСТ 9012.
Расстояние между центрами двух соседних отпечатков должно быть не менее 4d (d - диаметр отпечатка), а расстояние от центра отпечатка до края образца - не менее 2,5d.
д) Диаметр отпечатка измеряют в двух взаимно перпендикулярных направлениях и определяют как среднее арифметическое значение этих двух измерений.
Количество отпечатков должно быть указано в задании или программе испытаний; в любом случае оно должно быть не менее трёх для каждой характерной величины (зоны контроля).
е) Число твердости определяется по величине нагрузки, диаметру шарика и диаметру отпечатка по формулам или таблицам, приведенным в ГОСТ 9012.
По результатам испытаний составляется протокол.
4.3.9.3 Метод измерения твердости по Виккерсу
а) Требования к измерению твердости по Виккерсу металлов и сплавов регламентируются ГОСТ 2999.
Измерение твердости основано на вдавливании алмазного наконечника в форме правильной четырёхгранной пирамиды в образец под действием фиксированной нагрузки, приложенной в течение определённого времени и в последующем измерении диагоналей отпечатка после снятия нагрузки.
б) Требования к образцам изложены в ГОСТ 2999 и в предыдущем подпункте стандарта (п.п. 4.3.9.1).
Минимальная толщина образца должна быть больше диагонали отпечатка для стали - в 1,2 раза; для цветных металлов - 1,5 раза. При измерении твердости на криволинейных поверхностях радиус кривизны должен быть не менее 5 мм.
в) Требования к прибору и к алмазным наконечникам - согласно ГОСТ 23677, ГОСТ 9377 и ГОСТ 2999.
г) Требования к проведению испытаний и обработке их результатов изложены в ГОСТ 2999.
Расстояние от центра отпечатка до края образца или до края соседнего отпечатка должно быть не менее 2,5 длины диагонали отпечатка.
д) Количество отпечатков при определении твердости должно быть указано в задании или программе испытаний; в любом случае оно должно быть не менее трёх для каждой характерной величины (зоны контроля). При измерении твердости на криволинейных поверхностях и невозможности подготовки площадки достаточных размеров допускается определять характерную величину твердости по одному отпечатку.
е) Число твердости определяется по величине нагрузки, угла между противоположными гранями пирамиды и диагонали отпечатка по формуле или таблицам, приведенным в ГОСТ 2999.
По результатам испытаний составляется протокол.
4.3.9.4 Метод измерения твердости по Роквеллу
а) Требования к измерению твердости металлов и сплавов по методу Роквелла изложены в ГОСТ 9013.
При измерении твёрдости металлов по Роквеллу наконечник стандартного типа (алмазный конус или стальной шарик) вдавливается в испытуемый образец (или изделие) под действием двух последовательно прилагаемых нагрузок - предварительной и общей (предварительная плюс основная).
Твёрдость по Роквеллу измеряется в условных единицах; за единицу твёрдости принята величина, соответствующая глубине проникновения наконечника на 0,002 мм.
б) Требования к подготовке образцов приведены в ГОСТ 9013 и в подпункте 4.3.9.1 настоящего подраздела стандарта.
Минимальная толщина испытуемого образца должна быть не менее восьмикратной глубины внедрения наконечника после снятия основной нагрузки.
При измерении твёрдости на образцах с криволинейной поверхностью радиус кривизны её должен быть не менее 15 мм.
в) Требования к приборам и наконечникам (алмазному конусу и стальному шарику) приведены в ГОСТ 9013 и ГОСТ 23677.
г) Требования к порядку проведения испытаний и обработке их результатов даны в ГОСТ 9013.
Измерения твёрдости выполняют по шкалам А и С при использовании алмазного конического наконечника (А - при основной нагрузке 50 кгс; С - при основной нагрузке 140 кгс) и по шкале В при использовании стального шарика (основная нагрузка - 90 кгс).
Пределы измерения твердости по шкалам устанавливаются ГОСТ 9013.
Расстояние между центрами двух соседних отпечатков или от центра отпечатка до края образца должно быть не менее 3,0 мм.
д) За число твёрдости принимается результат отдельного измерения. Для получения характерной величины твёрдости (например, для конкретной зоны образца) должно быть проведено не менее трёх измерений. В исключительных случаях число измерений может быть сокращено.
е) Числа твердости по Роквеллу определяются согласно формулам, приведенным в ГОСТ 9013.
По результатам испытаний составляется протокол.
4.3.9.5 Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу)
а) Требования к измерению твердости металлов и сплавов по Роквеллу при нагрузках от 147 Н (15 кгс) до 441 Н (45 кгс) изложены ГОСТ 22975.
Принцип измерения твердости металла по Супер-Роквеллу не отличается от измерения твердости по методу Роквелла.
б) Требования к образцам, аппаратуре и наконечникам приведены в ГОСТ 22975 и ГОСТ 23677.
в) Требования к подготовке и порядку проведения испытаний даны в ГОСТ 22975.
Расстояние между центрами двух соседних отпечатков или от центра отпечатка до края образца должно быть не менее 2,5 мм.
г) Для получения характерной величины твёрдости количество отпечатков должно быть не менее трёх. Допускается в обоснованных случаях уменьшение количества отпечатков.
д) Числа твёрдости определяются согласно таблицам ГОСТ 22975. По результатам испытаний составляется протокол.
Примечание к п.п. 4.3.9.4 и 4.3.9.5 - Величины твёрдости по Роквеллу не переводятся в другие величины твёрдости или в величины прочностных характеристик при растяжении.
4.3.9.6 Поверка (в том числе текущая) приборов для измерения твердости металла по методам Бринелля, Виккерса, Роквелла и Супер-Роквелла выполняется с помощью образцовых мер твёрдости.
Типы и основные технические требования к образцовым мерам твёрдости, а также к методам их контроля, маркировки, упаковки, транспортировки и хранения даны в ГОСТ 9031.
4.3.10 Испытания на микротвёрдость вдавливанием алмазной пирамиды
4.3.10.1 Измерения микротвёрдости металлов, их структурных составляющих, металлических покрытий, фольги посредством вдавливания алмазной четырёхгранной (квадратной) пирамиды регламентируются ГОСТ 9450. Вдавливание алмазной пирамиды осуществляется под нагрузкой от 0,005 до 0,5 кгс. Пределы испытуемых материалов по твёрдости не ограничиваются.
4.3.10.2 Число твёрдости в единицах кгс/мм2 определяется путём деления нагрузки на условную площадь боковой поверхности полученного отпечатка.
Формула для определения числа твёрдости и порядок обозначения чисел твёрдости приведены в ГОСТ 9450.
4.3.10.3 Основными условиями проведения измерений являются плавность возрастания нагрузки до заданного значения и её постоянство в течение установленного времени.
Допускаемая погрешность нагрузки указана в ГОСТ 9450.
Требования к состоянию и качеству поверхности испытуемого образца, а также к алмазному наконечнику изложены в ГОСТ 9450.
Пирамида должна перемещаться строго перпендикулярно рабочей поверхности образца.
Измерения проводят, как правило, на заранее подготовленном шлифе. Требования по подготовке шлифа аналогичны требования изготовления шлифа для металлографических исследований (п. 4.3.3 настоящего стандарта).
Рабочая поверхность пирамиды и испытуемая поверхность образца должны быть при испытании сухими.
4.3.10.4 Прибор должен быть надёжно защищен от вибраций. Испытания проводятся при температуре 20 ± 5°.
4.3.10.5 При испытании на микротвёрдость применяется следующий ряд нагрузок: 0,005; 0,01; 0,02; 0,05; 0,1; 0,2; 0,5 кгс.
Порядок выбора нагрузки при измерении твёрдости должен соответствовать требованиям ГОСТ 9450.
Минимальная толщина образца или слоя должна превышать длину диагонали отпечатка не менее чем в 1,5 раза.
При измерении твёрдости отдельных структурных составляющих стали или сплава расстояние от центра отпечатка до границы испытуемого кристаллита (структурной составляющей) должно быть не менее двойной длины диагонали отпечатка. Расстояние от центра отпечатка до ближайшего к нему края соседнего отпечатка должно быть не менее двойной длины диагонали отпечатка большего размера.
4.3.10.6 При использовании приборов типа ПМТ длительность опускания индентора должна быть не менее 15 секунд.
4.3.10.7 Измерение диагоналей отпечатков выполняют на микроскопе с увеличением 30 - 40 крат. Точность измерений - ± 0,5 от цены (наименьшего) деления шкалы микроскопа.
4.3.10.8 Поверку приборов проводят в соответствии с установленным порядком.
4.3.11 Метод измерения горячей длительной твердости (для косвенной оценки жаропрочности)
4.3.11.1 Общие положения
а) В настоящем пункте стандарта изложен метод измерения горячей длительной твердости при температурах от 500 до 585 °С теплоустойчивых сталей и определения по результатам этих измерений оценочных значений длительной прочности.
б) Метод распространяется на теплоустойчивые стали марок 12МХ (12ХМ), 15ХМ, 12Х1МФ (12ХМФ) и 15Х1М1Ф. Допускается применять метод для испытания других марок стали при условии, что на данную марку стали будет получен достаточно представительный массив данных для установления корреляционных зависимостей между горячей твердостью и оценочной величиной длительной прочности металла.
в) Измерения горячей твердости и использование их результатов для косвенной оценки длительной прочности допускается проводить для металла, соответствующего по составу, механическим свойствам, а также по структуре и микро-повреждённости требованиям действующих в этой части стандартов, технических условий и настоящего стандарта (подраздела 6.2 и п. 7.2.2).
г) При неудовлетворительных значениях длительной прочности металла, полученной оценочно по результатам измерения горячей твердости, необходимо провести прямые испытания данного металла на длительную прочность согласно ГОСТ 10145 и п. 4.3.8 настоящего раздела стандарта.
4.3.11.2 Отбор проб и изготовление образцов
а) Отбор проб и вырезку заготовок под образцы для проведения измерений осуществляют в соответствии с заданием на проведение испытания или с программой испытаний и с учётом требований п. 4.3.1 настоящего стандарта.
б) При изготовлении образцов и подготовке их поверхности следует исключать возможность изменения свойств металла из-за нагрева или наклёпа. Опорная и рабочая поверхности образцов должны быть параллельны. Рабочая поверхность образца должна быть ровной, гладкой и свободной от окисной плёнки.
Чистота обработки рабочей поверхности должна быть не хуже Ra 0,65 по ГОСТ 2789.
в) Размеры образцов для проведения испытаний стали на горячую длительную твердость должны составлять 20´20´20 мм. Допускается использовать образцы размером 10´10´20 мм, в частности половинки образцов, оставшихся после испытаний на ударный изгиб. Грани этих образцов, представляющие собой излом после ударных испытаний, должны быть механически обработаны с удалением слоя металла на глубину 2,5 мм.
Использование образцов 10´10´20 мм допускается при условии, что диаметр отпечатка не будет превышать 2 мм.
г) Для проведения испытаний требуется не менее четырёх образцов на каждое состояние металла.
4.3.11.3 Аппаратура
а) Испытания проводят с использованием стандартных приборов по ГОСТ 23677. Прибор должен быть дополнительно оснащён специальными устройствами, включающими: удлинитель для закрепления индентора, предметный столик из жаропрочной стали, устройство для выдержки образца под нагрузкой, электропечь для нагрева образца, средства для контроля и поддержания заданной температуры.
б) В качестве индентора используют шарики из сплава ВК с твердостью по Виккерсу при 550 °С не менее 850 ед. диаметром 5 ± 0,05 мм или цилиндрический стержень длиной (высотой) 8 ¸ 10 мм со сферической поверхностью на рабочем конце с радиусом 2,5 ± 0,025 мм.
в) Контроль, регистрацию и регулирование температуры осуществляют с использованием термоэлектрических преобразователей (термопар) и соответствующих приборов; регулирование (поддержание) температуры рекомендуется осуществлять с помощью аналоговых приборов. Используемые преобразователи и приборы должны отвечать требованиям соответствующих стандартов.
4.3.11.4 Подготовка к испытаниям
а) Испытания проводят при температуре, соответствующей температуре эксплуатации, или при иной заданной температуре от 500 до 585 °С.
Температура в процессе проведения испытаний должна поддерживаться с погрешностью не более ±3 °С.
б) Испытания проводят при нагрузке 2500 Н, 5000 Н или 7500 Н. Выбор конкретного уровня нагрузки осуществляется с учётом выполнения требований п.п. 4.3.11.2 в) и 4.3.11.5.а) настоящего пункта стандарта в отношении диаметра отпечатка и его расстояния от края образца.
в) Продолжительность выдержки под нагрузкой должна составлять от 30 сек. до 3 ч. Рекомендуется проводить испытания при выдержках 30 сек, 5 мин., 50 мин., 3 ч. или при выдержках 1 мин., 5 мин., 1 ч., 2 ч.
г) В процессе проведения испытаний установка не должна подвергаться ударам или вибрациям.
д) Образец должен лежать на подставке жёстко и устойчиво, необходимо исключить возможность смещения образца в процессе испытаний.
а) При комнатной температуре (20 ± 10 °С) образец устанавливают на предметный столик и затем поднимают его, не приводя в соприкосновение с индентором. Образец должен быть размещён таким образом, чтобы центр будущего отпечатка отстоял от края образца на расстоянии не менее 2,5 диаметров отпечатка.
б) Нагревательную печь (термостат) устанавливают на специальную подставку, накрывая предметный столик с образцом, закрывают отверстие со стороны ввода индентора термоизолирующей пробкой, нагревают образец до заданной температуры и выдерживают в течение 15 ¸ 20 мин. Затем поднимают предметный столик до соприкосновения образца с индентором (предварительно удалив пробку), нагружают образец и выдерживают под нагрузкой заданное время.
в) Нагружение образца должно осуществляться плавно без удара в направлении, перпендикулярном к рабочей поверхности образца.
г) Количество отпечатков при каждой заданной выдержке под нагрузкой должно быть не менее трёх. На каждом образце должно быть не более трёх отпечатков.
д) После разгрузки образца и его охлаждения до комнатной температуры измеряют диаметр отпечатка с использованием инструментального микроскопа или иных средств с погрешностью измерения не более ± 0,25 % диаметра шарика.
Диаметр отпечатка измеряют в двух взаимно перпендикулярных направлениях и определяют его как среднее арифметическое значение двух измерений. При этом разность измерений диаметров одного отпечатка не должна превышать ± 2 % от меньшего из них.
4.3.11.6 Обработка результатов и определение оценочной величины длительной прочности:
а) Предел длительной прочности (![]() , МПа)
испытываемой стали при заданной температуре (t) определяют по соответствующей величине горячей длительной
твердости (НВТ) с использованием формулы:
, МПа)
испытываемой стали при заданной температуре (t) определяют по соответствующей величине горячей длительной
твердости (НВТ) с использованием формулы:
![]()
где ![]() - предел длительной горячей твердости
при температуре t на базе 105 ч, определяемый по
величине числа горячей длительной твердости НВТ; а и b - коэффициенты уравнения, определяемые по таблице 4.18.
- предел длительной горячей твердости
при температуре t на базе 105 ч, определяемый по
величине числа горячей длительной твердости НВТ; а и b - коэффициенты уравнения, определяемые по таблице 4.18.
Таблица 4.18
|
Коэффициент |
Температурная область применения, °С |
||
|
а |
b |
||
|
12МХ |
0,214 |
-1,7 |
500 - 535 |
|
12Х1МФ |
0,18 |
-0,2 |
500 - 585 |
|
15Х1М1Ф |
0,16 |
-2,91 |
500 - 585 |
б) Число горячей твердости НВТ в диапазоне температур 500 ¸ 585 °С определяют по формуле:
![]()
где Р - нагрузка, Н; D, d - диаметры индентора и отпечатка (мм) соответственно.
в) Предел горячей длительной твердости определяют по формуле:

где tа - время, равное 105 с; А и m - эмпирические коэффициенты, характеризующие состояние металла, определяемые из следующих соотношений:


где n - количество результатов измерений горячей длительной твердости, n ≥ 12.
г) Результаты испытаний оформляют протоколом.
Относительная погрешность определения длительной прочности не должна превышать ±20 %.
4.3.12.1 Общие положения
Методы определения механических свойств сварного соединения в целом и его отдельных участков (зон), а также наплавленного металла при всех видах сварки устанавливаются ГОСТ 6996.
а) ГОСТ 6996 регламентирует методы определения механических свойств при следующих видах испытаний:
1) испытании металла различных участков сварного соединения и наплавленного металла на статическое (кратковременное) растяжение;
2) испытании металла различных участков сварного соединения и наплавленного металла на ударный изгиб (на надрезанных образцах);
3) испытании металла различных участков сварного соединения и наплавленного металла на стойкость против механического старения;
4) измерении твердости металла различных участков сварного соединения и наплавленного металла;
5) испытании сварного соединения на статическое растяжение;
6) испытании сварного соединения на статический изгиб (загиб);
7) испытании сварного соединения на ударный разрыв.
б) Испытания сварных соединений проводятся для:
- оценки качества сварных соединений при входном контроле (после изготовления или монтажа) и после длительной эксплуатации в условиях повышенных температур;
- аттестации сварочных материалов, способов и режимов сварки (и термообработки);
- установления квалификации сварщиков;
- определения показателей свариваемости металлов.
в) Требования по отбору проб, вырезке заготовок под образцы и изготовлению образцов - согласно ГОСТ 6996 с учётом п. 4.3.1. настоящего подраздела стандарта.
Размеры пластин для изготовления контрольных соединений определяются требованиями ГОСТ 6996.
г) Общие требования к условиям проведения испытаний и оценке их результатов даны в ГОСТ 6996.
Порядок определения размеров образцов, требования к испытательному оборудованию, условия проведения испытаний и обработка их результатов должны соответствовать:
- при испытании на статическое растяжение при комнатной температуре - ГОСТ 1497, при повышенных температурах - ГОСТ 9651, при пониженных температурах - ГОСТ 11150;
- при испытании на ударный изгиб при пониженной, комнатной и повышенной температурах - ГОСТ 9454;
- при измерении твердости - ГОСТ 2999, ГОСТ 9013 и ГОСТ 9012;
По результатам испытаний должен быть составлен протокол.
4.3.12.2 Испытание металла различных участков сварного соединения и наплавленного металла на статическое (кратковременное) растяжение.
а) Требования к порядку проведения испытаний различных зон сварных соединений на растяжение даны в ГОСТ 6996.
При испытании металла на статическое растяжение определяют следующие характеристики механических свойств:
- предел текучести физический sт, МПа (кгс/мм2) или предел текучести условный s0,2, МПа (кгс/мм2);
- временное сопротивление sв, МПа (кгс/мм2);
- относительное удлинение после разрыва d5, %;
- относительное сужение после разрыва y, %.
Испытания проводят для металла шва, металла различных участков зоны термического влияния при любых видах сварки плавлением.
б) Форма и размеры образцов, требования к их изготовлению и схемы вырезки образцов из металла шва для различных видов стыковых и угловых сварных соединений даны в ГОСТ 6996.
Испытания на растяжение проводят не менее чем на двух образцах.
4.3.12.3 Испытание металла различных участков сварного соединения и наплавленного металла на ударный изгиб.
а) Требования к проведению испытаний различных участков сварных соединений на ударный изгиб изложены в ГОСТ 6996.
При испытании металла на ударный изгиб определяют ударную вязкость или работу удара, а также процентное соотношение хрупкой и вязкой составляющих поверхности излома для металла шва, наплавленного металла, зоны сплавления и различных участков околошовной зоны при толщине основного металла не менее 2 мм.
б) Для испытаний применяют образцы с U-образным и V-образным надрезами.
Форма, размеры образцов, требования по их изготовлению даны в ГОСТ 6996. Испытания предпочтительно проводить на образцах с V-образным надрезом. Схемы размещения, ориентации образцов и надрезов по отношению к сварному шву для различных испытываемых зон сварного соединения приведены в ГОСТ 6996.
Испытания на ударный изгиб проводят не менее чем на трёх образцах. Допускается в обоснованных случаях проводить испытания на меньшем количестве образцов.
4.3.12.4 Испытание металла различных участков сварного соединения на стойкость против механического старения.
а) Стойкость против механического старения характеризуется изменением ударной вязкости металла, подвергнутого старению, по сравнению с ударной вязкостью его в исходном состоянии.
б) Требования по проведению испытаний металла различных участков сварного соединения на стойкость против механического старения, включая требования по проведению старения, вырезке образцов, их ориентации изложены в ГОСТ 6996.
4.3.12.5 Измерение твердости металла различных участков сварного соединения и наплавленного металла.
а) Измерения твердости проводятся на поперечном сечении сварного соединения.
Твердость измеряют по Виккерсу (HV), Бринеллю (НВ) и по Роквеллу - шкалам А, В и С (HRA, HRB и HRC). Допускается проводить измерение твердости по Супер-Роквеллу - шкалам N и Т (HRN и HRT). Предпочтительным является измерение твердости по методу Виккерса.
б) Требования по проведению измерений твёрдости металла различных участков сварных соединений изложены в ГОСТ 6996. В данном стандарте даны схемы размещения линий и точек измерения твердости в поперечном сечении сварных соединений различных видов.
в) Твердость основного металла, различных участков зоны термического влияния и металла шва измеряют по одной или нескольким линиям на поперечном сечении соединения. Предпочтительно проводить измерения по нескольким линиям.
Если соединение выполнено из сталей различных марок, твердость следует измерять для каждой из них.
При измерениях, выполняемых в непосредственной близости от линии сплавления, рекомендуется выполнять несколько замеров (2 - 3 и более по возможности).
4.3.12.6 Испытание сварного соединения на статическое растяжение
а) При испытании сварного соединения определяют прочность наиболее слабого участка стыкового или нахлёсточного соединения или прочность металла шва в стыковом соединении.
б) При испытании сварного соединения на статическое растяжение при определении прочности наиболее слабого участка устанавливают временное сопротивление наиболее слабого участка. Временное сопротивление определяют по ГОСТ 1497.
Требования к вырезке образцов, их изготовлению и порядку проведения испытаний при определении прочности наиболее слабого участка сварного соединения изложены в ГОСТ 6996. При испытании фиксируют место разрушения образца (по металлу шва, околошовной зоне, по основному металлу).
в) При испытании сварного соединения на статическое растяжение при определении прочности металла шва в стыковом соединении устанавливают временное сопротивление металла.
Требования к вырезке образцов, их изготовлению и порядку проведения испытаний при определении прочности металла шва стыкового соединения изложены в ГОСТ 6996. Используются плоские или круглые образцы корсетного типа, поперечная ось образцов должна совпадать с осью шва.
Временное сопротивление по результатам испытаний определяют в соответствии с ГОСТ 6996.
4.3.12.7 Испытание сварного соединения на статический изгиб
а) Испытания сварного соединения на статический изгиб проводят для стыковых соединений. При испытании определяют способность соединения принимать заданный по размеру и форме изгиб.
Испытания проводят до достижения нормированного угла изгиба или угла изгиба, при котором образуется первая являющаяся браковочным признаком трещина, а также до параллельности или соприкосновения сторон образца.
Угол изгиба при испытании до появления первой трещины замеряют в ненапряжённом состоянии с погрешностью до ± 2 %.
б) Форма и размеры образцов, места их вырезки, требования к изготовлению образцов, условия проведения испытаний устанавливаются ГОСТ 6996. В стандарте указаны схемы нагружения образцов для различных видов сварных соединений.
в) Испытания труб диаметром 60 мм и менее с поперечным и продольным швами проводят на отрезках труб, размеры которых определяются ГОСТ 6996 (испытание на сплющивание).
При испытании образца с поперечным швом последний располагают по оси приложения сжимающей нагрузки, а при испытании образца с продольным швом последний располагают в диаметральной плоскости, перпендикулярно действию сжимающей нагрузки.
Условия проведения испытаний и оценки их результатов приведены в ГОСТ 6996.
4.3.12.8 Испытание сварного соединения на ударный разрыв Испытания на ударный разрыв проводят для сварных стыковых соединений листов толщиной до 2 мм.
Форма, размеры образцов и условия проведения испытаний устанавливаются ГОСТ 6996.
4.3.13 Определение химического состава металла
4.3.13.1 Общие положения
а) Химический (элементный) состав металла определяют в соответствии с основными требованиями и положениями ГОСТ 22536.0 - для стали углеродистой и чугуна нелегированного и ГОСТ 28473 для легированной и высоколегированной стали.
б) Во всех случаях проведения анализов применяют реактивы квалификации химически чистые (х.ч.) и чистые для анализа (ч.д.а.).
в) Для приготовления водных растворов всех реактивов и проведения анализа применяют дистиллированную воду.
г) Для проведения анализа физико-химическими методами применяют:
- газоанализаторы для определения массовой доли: углерода, серы, азота, кислорода, водорода;
- фотоэлектрокалориметры;
- спектрометры;
- полярографы;
- атомно-адсорбционные спектрфотометры.
Могут использоваться другие приборы. Нестандартизованные средства измерения должны быть аттестованы в соответствии с действующим «Порядком проведения испытаний и утверждения типа средств измерений» ПР 50.2.009-94 ГСИ [9].
д) Массовую долю элемента определяют в двух (трёх) навесках, взвешенных с точностью до ±0,0002 г. Среднее арифметическое значение двух (трёх) определений принимают за окончательный результат; при этом расхождение между результатами определений не должно превышать допустимых значений для данного метода анализа и соответствующей концентрации определяемого элемента. В случае превышения допустимых значений анализ повторяют.
е) Одновременно в тех же условиях проводят контрольное определение на содержание определяемого элемента в стандартном образце.
Стандартный образец - это специальным образом подготовленный материал, в котором с необходимой точностью установлена концентрация всех или части содержащихся в нём компонентов.
Массовая доля стандартизированных элементов указывается в свидетельстве, прилагаемом к данному стандартному образцу.
Стандартные образцы предназначены для контроля за точностью результатов количественного анализа, проверки метода анализа и средств измерений. Они применяются при анализах, основанных на сравнении массовой доли определяемого элемента в исследуемом образце с известным его значением в стандартном образце.
Стандартный образец подбирается близким к анализируемому металлу по химическому составу и количественному содержанию определяемого элемента. При одном и том же методе анализа всегда берутся одинаковые навески стандартного образца и исследуемого металла.
4.3.13.2 Подготовка материала и отбор проб
Подготовка поверхности и отбор проб выполняются в соответствии с требованиями ГОСТ 7565 - для стали, сплавов и чугуна и ГОСТ 7122 - для сварных швов и наплавленного металла.
а) Поверхность металла для отбора проб тщательно очищается от окалины и механических загрязнений. Пробы в одинаковом количестве отбирают в нескольких местах по длине или сечению сверлами диаметром до 15 мм или специально заточенным резцом. Твердость сверла или резца должна превышать твердость металла, из которого берут пробы, примерно в 1,5 раза.
б) Трубы, из которых отбирают пробы, с толщиной стенки 4 мм и менее сверлят по поперечному сечению или по боковой поверхности в нескольких, расположенных на одинаковом расстоянии одна от другой, точках на одинаковую глубину. Не следует сверлить на всю толщину стенки во избежание попадания в пробу окалины.
в) Литые и толстостенные, детали сверлят по поперечному сечению на расстоянии (от поверхности) 1/2 радиуса для круглых деталей или 1/4 диагонали для квадратных деталей; из боковых поверхностей - на 1/2 толщины образца.
г) Недопустимо попадание на отбираемую пробу масла или охлаждающей эмульсии. Поверхность стружки не должна иметь цветов побежалости.
д) Для проведения анализа отбирают от 20 до 30 г стружки на чистый металлический лист с краями, загнутыми от 8 до 10 см (использовать бумажную или деревянную подстилки не допускается) и тщательно перемешивают.
е) Отобранную стружку укладывают в пакет из плотной глянцевой бумаги. На пакете указывают: наименование предприятия, организации; место обора пробы; марка стали по сертификату; клеймо и элементы, подлежащие определению, дату отбора.
4.3.13.3 Определение массовой доли общего углерода
Химический анализ по определению массовой доли углерода выполняют в соответствии с ГОСТ 22536.1.
а) Газообъёмный метод основан на сжигании навески стали в токе кислорода при температуре от 1250 до 1350 °С с последующим поглощением образующегося диоксида углерода раствором гидрооксида калия (натрия).
Массовую долю углерода определяют по разности первоначального объёма газа и объёма газа, полученного после поглощения диоксида углерода раствором гидрооксида калия (натрия).
б) Кулонометрический метод основан на сжигании навески стали в токе кислорода при температуре от 1250 до 1350 °С с поглощением образовавшегося диоксида углерода поглотительным раствором с определенным начальным значением рН и последующем измерении на установке для кулонометрического титрирования необходимого для восстановления исходного значения рН количества электричества, которое пропорционально массовой доле углерода в навеске стали.
4.3.13.4 Определение массовой доли серы
Химический анализ по определению массовой доли серы выполняют согласно основным требованиям ГОСТ 22536.2 и ГОСТ 12345. Основным методом определения массовой доли серы в металле является йодометрический метод.
Иодометрический метод основан на сжигании навески стали в токе кислорода при температуре от 1250 до 1350 °С. Сера в виде сернистого газа поступает в поглотительный сосуд с крахмальным водным раствором (крахмал служит индикатором). При соприкосновении с водой сернистый газ образует сернистую кислоту, которую окисляют до серной кислоты титрованным раствором йода.
4.3.13.5 Определение массовой доли фосфора
Количество (массовую долю) фосфора в элементном составе стали определяют по ГОСТ 22536.3 и ГОСТ 12347. Основным (наиболее распространённым) методом определения массовой доли фосфора в стали является фотоколориметрический метод.
Фотоколориметрический метод основан на реакции образования желтой фосфорномолибденой гетерополикислоты Н3[P(Мо12O40)] × nН2O и последующем восстановлении её в солянокислой среде с тиомочевиной в присутствии сернокислой меди до комплексного соединения, окрашенного в синий цвет.
Соединения трёхвалентного фосфора предварительно окисляют до ортофосфорной кислоты марганцовокислым калием.
Применение азотной кислоты для растворения навески стали препятствует улетучиванию фосфора в виде фосфористого водорода.
4.3.13.6 Определение массовой доли кремния
Массовую долю кремния определяют в соответствии с основными требованиями ГОСТ 22536.4 и ГОСТ 12346.
а) Гравиметрический метод основан на растворении навески стали в кислотах с образованием кремниевой кислоты в виде коллоидного раствора. После выпаривания кремниевая кислота обезвоживается и из коллоидного раствора переходит в нерастворимое состояние. При разложении кислотами навесок легированных сталей вместе с кремниевой кислотой в нерастворимый осадок переходят вольфрамовая кислота, пятиокись ниобия и частично диоксид титана. В этом случае осадок после взвешивания обрабатывают серной и фтористоводородной кислотами и вторично прокаливают.
б) Фотоколориметрический метод основан на том, что кремниевая кислота, находящаяся в растворе, образует с молибденовокислым аммонием кремнемолибденовую гетерополикислоту желтого цвета, которую восстанавливают тиомочевиной в присутствии сернокислой меди. Молибденовая синь представляет собой стойкое соединение и даёт возможность определить содержание кремния в высоколегированных сталях в присутствии всех компонентов, в частности вольфрама и ванадия.
4.3.13.7 Определение массовой доли марганца
Химический анализ по определению массовой доли марганца выполняют в соответствии с ГОСТ 22536.5 и ГОСТ 12348. Для определения содержания марганца в стали используют, как правило, титриметрический метод.
Титриметрический метод основан на окислении двухвалентного марганца в сернофосфорнокислом растворе до семивалентного надсернокислым аммонием (персульфат аммония) в присутствии азотнокислого серебра как катализатора.
Полученную марганцовую кислоту, окрашивающую раствор в характерный фиолетово-красный цвет, оттитровывают раствором серноватистокислого натрия (тиосульфат натрия). Определению марганца персульфатным методом мешают хром при содержании его более 2 % и кобальт при его содержании более 0,1 %, дающие окраску, на фоне которой трудно установить окончание титрирования.
При анализе сталей, содержащих более 2 % хрома, проводят разделение хрома и марганца окисью цинка.
4.3.13.8 Определение массовой доли хрома
Массовую долю хрома определяют в соответствии с ГОСТ 22536.7 и ГОСТ 12350.
а) Фотоколориметрический метод основан на том, что в сернокислых растворах шестивалентный хром восстанавливается до двухвалентного хрома раствором дифенилкарбазида, образуя при этом растворимое соединение, окрашенное в красно-фиолетовый цвет. Оптическую плотность этого соединения измеряют на фотоколориметре. Влияние железа устраняют прибавлением фосфорной кислоты.
Метод предназначен для определения массовых долей хрома в пределах от 0,01 до 0,5 %.
б) Титриметрический метод для сталей, не содержащих ванадий, основан на окислении трёхвалентного хрома надсернокислым аммонием (персульфат аммония) до шестивалентного в кислой среде в присутствии катализатора - азотнокислого серебра.
Так как ионы хрома окисляется раньше ионов марганца, появление малиновой окраски марганцовой кислоты служит признаком полного окисления хрома. После разрушения марганцовой кислоты хлористым натрием хромовую кислоту титруют раствором двойной сернокислой соли закиси железа и аммония (соль Мора). В качестве индикатора применяют фенилантраниловую кислоту.
в) Для сталей, содержащих ванадий, после разрушения марганцовой кислоты хлористым натрием хромовую кислоту восстанавливают раствором соли Мора и избыток соли Мора оттитровывают раствором марганцовокислого калия.
4.3.13.9 Определение массовой доли ванадия
Массовую долю ванадия определяют в соответствии с ГОСТ 22536.12 и ГОСТ 12351. Используют преимущественно титриметрический метод.
Титриметрический метод основан на окислении четырёхвалентного ванадия до пятивалентного марганцовокислым калием, избыток которого восстанавливают щавелевой кислотой, с последующим титрированием раствором двойной сернокислой соли закиси железа и аммония (соли Мора) в присутствии фенилантраниловой кислоты. Окончание титрования определяют по переходу красно-фиолетовой окраски раствора в желто-зелёную.
4.3.13.10 Определение массовой доли молибдена
Определение массовой доли молибдена проводится в соответствии с ГОСТ 12354.
Фотоколориметрический метод основан на образовании комплексного соединения пятивалентного молибдена с роданистым аммонием. Молибден восстанавливают до пятивалентного тиомочевиной в сернокислом растворе в присутствии ионов меди. Железо, хром, никель и другие элементы, мешающие анализу, отделяют от молибдена гидроокисью натрия.
4.3.13.11 Определение массовой доли титана Массовую долю титана определяют согласно ГОСТ 12356. Фотоколориметрический метод основан на образовании окрашенного в желтооранжевый цвет комплексного соединения четырёхвалентного титана с диантипирилметаном. Влияние трёхвалентного железа и пятивалентного ванадия устраняют прибавлением раствора аскорбиновой кислоты.
4.3.13.12 Определение массовой доли никеля
Массовую долю никеля определяют в соответствии с ГОСТ 12352.
а) Гравиметрический метод основан на осаждении никеля диметилглиоксимом в слабощелочном растворе в присутствии комплексообразователей винной или лимонной кислоты, сегнетовой соли или калия-натрия виннокислого с последующим взвешиванием осадка в виде диметилглиоксимата никеля.
б) Фотоколориметрический метод основан на образовании растворимого соединения никеля с диметилглиоксимом в щелочной среде в присутствии окислителя аммония надсернокислого (персульфата аммония). Вредное влияние железа, хрома, кобальта и меди устраняется прибавлением к раствору сегнетовой соли или винной кислоты. Присутствие более 4 - 5 % марганца мешает определению, образуя муть. Можно отделить никель от мешающих элементов осаждением его диметилглиоксимом с последующим растворением осадка в соляной кислоте и определением никеля фотометрическим методом.
4.3.13.13 Определение массовой доли вольфрама
Массовую долю вольфрама в стали определяют в соответствии с требованиями ГОСТ 12349.
Фотоколориметрический метод основан на образовании комплексного соединения пятивалентного вольфрама с роданидом калия или аммония в кислой среде, окрашенного в зеленовато-жёлтый цвет. Катионы железа, хрома и никеля, мешающие определению, отделяют гидроокисью натрия.
4.3.13.14 Определение массовой доли меди
Массовую долю меди в стали определяют в соответствии с ГОСТ 22536.8.
Фотоколориметрический метод основан на реакции взаимодействия меди с диэтилдитиокарбаматом натрия с образованием при показателе рН, равном 8,5, комплексного соединения диэтилдитиокарбамат меди желто-коричневого цвета. Для стабилизации комплекса применяют желатину.
4.3.13.15 Определение массовой доли ниобия фотоколориметрическим методом с цианформазаном-2.
а) Метод основан на образовании окрашенного в синий цвет комплексного соединения ниобия с цианформазаном. Ниобий можно определять в присутствии от 12 до 15 кратных количеств вольфрама, 30 кратных тантала, от 40 до 50 кратных титана и железа. Алюминий, никель, марганец не мешают определению, даже если их количество превышает содержание ниобия более чем в 600 раз.
б) Реактивы
Кислота соляная, пл. 1,19; разбавленная 1:10, 1:25.
Смесь кислот: 3 части соляной кислоты пл. 1,19 и 1 часть азотной кислоты пл. 1,4.
Кислота азотная, пл. 1,4
Кислота фениларсоновая, раствор с массовой концентрацией 25 г/дм3.
Калий пиросернокислый.
Кислота винная, раствор с массовой концентрацией эквивалента 0,02 моль/дм3.
Цианформазан-2, раствор с массовой концентрацией 3 г/дм3.
в) Проведение анализа
Навеску стали массой 0,3 г растворяют в 30 см3 смеси кислот. После полного растворения навески раствор выпаривают досуха и слегка высушивают осадок; добавляют 15 см3 соляной кислоты плотностью 1,19 г/см3 и растворяют осадок при нагревании. Раствор с осадком разбавляют горячей водой температурой 75 °С до 200 см3 и нагревают до кипения. Приливают 40 см3 раствора фенилареоновой кислоты для доосаждения ниобия и оставляют на ночь. Выделившийся осадок отфильтровывают на двойной плотный фильтр с бумажной массой и промывают горячей разбавленной 1:25 соляной кислотой. Осадок помещают в тигель, озоляют, сплавляют с 2 или 3 г пиросернокислого калия и выдерживают 10 мин при температуре 700 °С. Плав выщелачивают в объеме от 15 до 20 см3 раствора винной кислоты.
Раствор переводят в мерную колбу вместимостью 100 см3, разбавляют водой до метки и перемешивают. Если при выщелачивании в винной кислоте раствор получился мутный, его отфильтровывают.
Для анализа 2 см3 раствора вливают в мерную колбу вместимостью 100 см3, прибавляют 10 см3 раствора соляной кислоты (1:10), 1 см3 раствора трилона Б для связывания мешающих определению компонентов, 2 см3 водного раствора цианформазана-2 и добавляют до метки раствором соляной кислоты (1:10) и перемешивают.
Раствор нагревают на водяной бане в течение 30 мин при температуре 60 °С, охлаждают до комнатной температуры и измеряют оптическую плотность на фотоколориметре с красным светофильтром в кюветах рабочей длиной 30 мм.
Расчёт результатов анализа ведут по стандартному образцу, близкому по химическому составу к исследуемому, или по градуировочному графику.
г) Расчёт результатов анализа
Содержание ниобия (Nb) в процентах вычисляют по формуле:
![]()
где с - содержание ниобия в стандартном образце, %
Dиссл. - оптическая плотность исследуемого раствора;
Dст. - оптическая плотность стандартного раствора.
Для построения градуировочного графика 0,3 г стандартного образца растворяют в 30 см3 смеси кислот. Для построения графика отбирают аликвотные части 0,5; 1,0 ... 5,0 см и проводят через весь ход анализа (см. п.п. 4.3.13.15. в).
4.3.14 Фазовый анализ сталей
4.3.14.1 Общие положения
а) Методы физико-химического фазового анализа широко применяются при решении практических задач по установлению взаимосвязи структуры и фазового состава со свойствами сталей.
б) Основной частью физико-химического фазового анализа является электрохимическое и химическое выделение карбидных и интерметаллидных фаз и последующий их химический и рентгеноструктурный анализ, что позволяет получать объективную информацию о природе, составе и количестве исследуемых фаз.
в) Для изучения фазового состава сталей применяют следующие методы, основное различие которых состоит в способе выделения фаз и выражения результатов анализа:
- электролитическое растворение специально изготовленного образца;
- выделение карбидов методом химического растворения стружки стали, снятой с поверхности исследуемой детали;
- химическое растворение стали с участка поверхности детали без нарушения её целостности. Этот метод позволяет установить распределение элементов между карбидной фазой и твердым раствором. Расчёт ведётся по соотношению содержания элементов в основной и карбидной фазах. Метод из-за малой поверхности растворения может служить лишь как полуколичественный метод определения карбидов.
4.3.14.2 Подготовка образцов для фазового анализа
Для фазового анализа применяют образцы стали цилиндрической формы диаметром от 8 до 12 мм, длиной от 40 до 50 мм с отверстием диаметром 2 мм на расстоянии от 4 до 5 мм от конца образца. Образцы можно изготовить в виде брусков таких же размеров с закруглёнными гранями. Поверхность образцов должна быть чистой (без окалины), без грубых рисок.
4.3.14.3 Изготовление коллодиевого мешочка
Мешочки для водных электролитов изготавливают из коллодия, которым заполняют специальную круглодонную пробирку диаметром от 40 до 50 мм и высотой от 100 до 120 мм, избыток коллодия выливают. Вращением пробирки достигают равномерного распределения коллодия по её стенкам. Коллодиевую плёнку подсушивают вращением пробирки. Мешочек осторожно отделяют от стенок пробирки и быстро прикрепляют к стеклянному кольцу. Диаметр кольца должен соответствовать диаметру пробирки. Готовый мешочек заполняют водой для проверки целостности и хранят под водой.
4.3.14.4 Электролитический метод фазового анализа с изготовлением специального образца
а) Фазовый анализ основан на электролитическом, избирательном выделении фаз с последующим изучением анодного осадка.
Электролитическое изолирование фаз происходит при растворении образца стали, через который пропускают постоянный ток, в подобранном для данной стали электролите. Катодом служит пластина цилиндрической формы из нержавеющей стали, анодом - образец стали. На аноде происходит избирательное растворение одних фаз и выделение на поверхности образца в виде черного или серого осадка других фаз.
б) Исследуемый образец помещают в полупроницаемую мембрану - коллодиевый мешочек, в который собирают нерастворимый осадок, а ионы растворенной стали сквозь поры мембраны проникают в электролит.
в) Электролиз ведут в фарфоровом стакане или кружке вместимостью 1 дм3, заполненной выбранным электролитом. По стенке электролитического сосуда расположен катод. В сосуд опускают мешочек на стеклянном каркасе. Мешочек заполняют электролитом и опускают в него образец, прикреплённый проволочкой к медной пластине, предварительно взвешенный на аналитических весах. Перед началом электролиза электролит, если это требуется, охлаждают до определённой температуры; охлаждение производят смесью снега (льда) с различными солями (хлористым калием, хлористым натрием и др.), располагая охлаждающую смесь вокруг электролитического сосуда. Образец во время электролиза располагают в центре коллодиевого мешочка.
г) Электролиз ведут в течение от 2 до 4 часов при плотности тока от 0,02 до 0,05 А/см2 площади поверхности образца и от 10 до 15 мин при плотности тока от 0,3 до 0,5 А/см2. В зависимости от площади поверхности образца продолжительность электролиза может быть уменьшена, количество растворённой для анализа стали должно быть от 1,0 до 1,5 г для перлитных сталей и от 1,0 до 2,0 г для аустенитных сталей.
д) Установка для электролитического растворения состоит из селенового выпрямителя ВСА-6А, амперметра и реостата для регулирования силы тока. Амперметр и реостат выбирают в соответствии с требуемой для электролиза силой тока. Схема установки представлена на рисунках 4.69 и 4.70.
При последовательном соединении на все образцы подают ток одинаковой силы, поэтому площадь поверхности образцов должна быть одинаковой. При параллельном соединении каждая электролитическая ячейка имеет свой амперметр и реостат, что позволяет регулировать силу тока индивидуально для каждого образца. Осадки с образцов снимают механическим путем стеклянной палочкой с резиновым наконечником или ультразвуком.
Примечания:
1 Установка для электролитического выделения анодного осадка, методы подготовки образцов для анализа и снятия осадка - одинаковые для всех марок стали.
2. Электролитическая установка должна быть снабжена вентиляцией.

1 - фарфоровый стакан; 2 - катод из нержавеющей стали; 3 - коллодиевый мешочек; 4 - исследуемый образец; 5 - стеклянный каркас для коллодиевого мешочка; 6 - амперметр; 7 - реостат; 8 - селеновый выпрямитель.
Рисунок 4.69 - Схема установки для электролитического растворения параллельно соединённых образцов для фазового анализа

1 - фарфоровый стакан; 2 - катод из нержавеющей стали; 3 - коллодиевый мешочек; 4 - исследуемый образец; 5 - стеклянный каркас для коллодиевого мешочка; 6 - амперметр; 7 - реостат; 8 - селеновый выпрямитель.
Рисунок 4.70 - Схема установки для электролитического растворения последовательно соединённых образцов для фазового анализа
4.3.14.5 Фазовый анализ перлитных сталей (12МХ, 15ХМ, 12Х1МФ, 15Х1М1Ф, 20ХМФЛ)
а) Условия электролиза
В перлитных сталях в процессе термообработки и эксплуатационного старения образуются фазы типа: Ме3С, Ме7С3, Ме23С6, МеС, Ме2С. Для изолирования фаз из хромомолибденовых и хромомолибденованадиевых сталей применяют электролит следующего состава: 75 г/дм3 хлористого калия, 20 г/дм3 лимонной кислоты; температура электролита - от 16 до 20 °С; плотность тока 0,02 А/см3, продолжительность электролиза от 2 до 4 ч.
В этом электролите при соблюдении указанных условий электролиза изолируются все вышеперечисленные фазы. Для изолирования мелко дисперсных фаз и сохранения их в процессе электролиза в осадке необходимо понижать температуру электролита до 0 °С.
Для отделения изолированных фаз одну от другой применяют химическую обработку выделенного осадка соответствующими реагентами в зависимости от того, какие фазы надо сохранить в осадке, а какие - растворить.
б) Реактивы
Электролит: 75 г/дм3 хлористого калия, 20 г/дм3 лимонной кислоты;
Калий пиросернокислый.
Кислота серная пл. 1:4.
в) Проведение анализа
1) Исследуемый образец взвешивают на аналитических весах с точностью до четвертого знака и растворяют в выбранном электролите.
2) Силу тока рассчитывают в зависимости от площади поверхности исследуемого образца.
3) По окончании электролиза выключают ток, образец вынимают из коллодиевого мешочка, опускают в стакан с водой. В другой стакан сливают электролит из мешочка с остатками осадка. Осадок с образца тщательно счищают стеклянной палочкой с резиновым наконечником, последние остатки осадка снимают кусочками влажной фильтровальной бумаги. Электролит с остатками осадка и раствор с осадком поочерёдно переносят на двойной фильтр «синяя лента» диаметром 11 мм. Осадок на фильтре промывают водой до отрицательной реакции на ион хлора (проба с азотнокислым серебром). Фильтр с осадком переносят в фарфоровый или платиновый тигель и высушивают. Фильтр озоляют, осадок прокаливают в муфельной печи при температуре 700 °С и сплавляют с 2 - 3 г пиросернокислого калия. После охлаждения тигель с расплавом помещают в стакан вместимостью 200 см3 и растворяют расплав в 40 см3 серной кислоты 1:4 при нагревании. Полученный раствор охлаждают, переносят в мерную колбу вместимостью 100 - 200 см3, доводят до метки водой и перемешивают. Из полученного раствора (А) отбирают аликвотные части, определяемые опытным путём в зависимости от массовой концентрации определяемого элемента
4) Образец после электролиза промывают спиртом, высушивают на воздухе и взвешивают на аналитических весах. Разность масс образца до и после электролиза является массой навески растворенного металла, и ее значение используют при расчетах процентного содержания элементов в анодном осадке.
4.3.14.6 Определение массовой доли хрома проводят в соответствии с ГОСТ 22536.7 (п.п. 4.3.13.8).
Рекомендуемая аликвотная часть раствора (А) при титриметрическом методе - от 20 до 40 см3, при фотоколориметрическом методе с дифенилкарбазидом от 5 до 10 см3.
4.3.14.7 Определение массовой доли ванадия титриметрическим методом проводят в соответствии с ГОСТ 22536.12 (п.п. 4.3.13.9).
Рекомендуемая часть раствора (А) должна соответствовать навеске растворённой стали не менее 1 г.
4.3.14.8 Определение массовой доли молибдена фотоколориметрическим методом проводят по ГОСТ 12354 (п.п. 4.3.13.10).
Рекомендуемая аликвотная часть раствора (А) - от 0,5 до 10,0 см3 (в зависимости от содержания молибдена).
4.3.14.9 Определение массовой доли марганца титриметрическим методом проводят в соответствии с ГОСТ 22536.5 (п.п. 4.3.13.7).
Рекомендуемая аликвотная часть раствора (А) - от 15 до 30 см3
а) Реактивы
Аммиак, раствор с массовой концентрацией 250 г/дм3. Кислота сульфосалициловая, раствор с массовой концентрацией 100 г/дм3.
б) Проведение анализа
Аликвотную часть раствора А, в количестве от 1 до 10 см3 переносят в мерную колбу вместимостью 100 см3, прибавляют 20 см3 воды, 10 см3 раствора сульфосалициловой кислоты и 5 см3 аммиака, доливают до метки водой, перемешивают и измеряют оптическую плотность с синим светофильтром в кювете рабочей длиной 50 мм.
Для холостого опыта берут воду с добавлением всех реактивов.
в) Приготовление титрованного раствора железа.
Спектрально чистое железо в количестве 0,1 г растворяют при нагревании в 30 см3 соляной кислоты 1:1, переносят в мерную колбу вместимостью 1 дм3, разбавляют до метки водой и перемешивают. Титр железа равен 0,0001 г/см3;
г) Расчет результатов анализа
Массовую долю железа (Fe) в процентах определяют по формуле:
![]() (8)
(8)
где Т - титр стандартного раствора железа, г/см3;
Vст - объем стандартного раствора железа, см3;
Dисл - оптическая плотность исследуемого раствора;
Dст - оптическая плотность стандартного раствора железа;
m - навеска растворенной стали, соответствующая взятой аликвотной части раствора, А, г.
4.3.14.11 Фазовый анализ аустенитных и феррито-мартенситных марок сталей (ЭИ257, ЭИ695, ЭИ756 и др.)
а) Общие положения
Исследование фазового состава сталей (ЭИ257, ЭИ695, ЭИ756) методом физико-химического фазового анализа проводят в сочетании с рентгеноструктурным методом анализа фаз.
Выбор состава электролита и режима электролиза обусловливается термодинамической устойчивостью основы сплава и присутствующих в нем фаз (Приложение Н).
Широкое распространение для изолирования фаз Ме23С6, МеС, Me(CN), Ме4С3, s, получил электролит следующего состава: 300 г/дм3 хлористого калия, 50 г/дм3 аммония лимоннокислого, 50 см3/дм3 соляной кислоты пл. 1,19 при плотности тока 0,3 - 0,5 А/см3 площади поверхности образца.
Для изолирования g-фазы на основе Ni3Al или Ni3(AlTi) и других аналогичных им фаз применяют электролит следующего состава: 10 г/дм3 лимонной кислоты, 10 г/дм3 аммония сернокислого при плотности тока 0,07 А/см2 площади поверхности образца. Электролитическое выделение фаз, подготовку образцов для анализа, снятие осадков, озоление, сплавление выделенных фаз и растворение расплава ведут по п.п. 4.3.14.5 в).
При анализе анодных осадков, выделенных из сплавов, легированных вольфрамом, молибденом и ванадием, расплав обрабатывают следующим образом: охлаждают, растворяют в стакане вместимостью от 300 до 400 см3 в смеси соляной и азотной кислот (60 см3 соляной кислоты 1:1 и 5 см3 азотной кислоты 1:1); раствор выпаривают до пастообразного состояния, осадок осторожно подсушивают. К сухому остатку прибавляют 40 см3 соляной кислоты 1:4, нагревают в течение 1 ч, приливают 100 см3 воды и нагревают еще в течение 1 ч. Выделившийся осадок вольфрамовой кислоты отфильтровывают и промывают раствором соляной кислоты 1:10 до отрицательной реакции на ион двухвалентного никеля. К солянокислому фильтрату прибавляют 15 см3 серной кислоты плотностью 1,84 г/см3, выпаривают до появления белых паров серной кислоты, охлаждают, приливают 150 см3 воды и вновь нагревают до полного растворения солей.
Если при этом выделится дополнительный осадок вольфрамовой кислоты, его отфильтровывают, промывают на фильтре раствором серной кислоты 1:100. Фильтрат после отделения вольфрама переносят в мерную колбу вместимостью 200 см3, разбавляют до метки водой и перемешивают. В этом фильтрате определяют содержание легирующих элементов, входящих в состав анодных осадков. Определение каждого элемента производят из аликвотных частей фильтрата. Хром определяют титриметрическим персульфатно-серебряным методом (см. п. 4.3.14.6), титан - фотоколориметрическим методом с диантиперилметаном (ГОСТ 12356), молибден - фотоколориметрическим методом с роданистым аммонием (см. п.п. 4.3.14.8), ниобий - фотоколориметрическим методом (см. п.п. 4.3.13.15).
В оставшемся осадке можно определить вольфрам гравиметрическим методом, но, так как гидролизом не всегда удается достигнуть полноты выделения вольфрамовой кислоты, дополнительно из аликвотной части фильтрата определяют содержание вольфрама колориметрическим методом.
Для определения содержания вольфрама в анодном осадке целесообразно отдельно выделить электролитический осадок.
б) Подготовка анодного осадка для определения вольфрама
Анодный осадок отфильтровывают и отмывают от электролита несколько раз водой. Фильтр с осадком помещают в стакан вместимостью 300 см3 с 20 см3 раствора гидроксида натрия с массовой концентрацией 100 г/дм3 и выдерживают 20 мин, добавляют 20 см3 раствора лимонной кислоты с массовой концентрацией 200 г/дм3, отфильтровывают и отмывают водой от гидроксида натрия - проба с фенолфталеином.
Фильтр с осадком переносят в фарфоровый тигель, осторожно подсушивают, озоляют и сплавляют с пиросернокислым калием.
В стакане вместимостью от 250 до 300 см3 плав выщелачивают водой и для отделения вольфрама от сопутствующих элементов нейтрализуют раствором гидроксида натрия с массовой концентрацией 200 г/дм3 до начала выделения осадка гидроксидов, который растворяют в нескольких каплях серной кислоты плотностью 1,84 г/см3. Прозрачный раствор нагревают и осторожно при постоянном помешивании переливают в мерную колбу вместимостью 200 см3, содержащую 20 см3 горячего раствора гидроксида натрия с массовой концентрацией 200 г/дм3. Раствор охлаждают, разбавляют водой до метки, перемешивают и отфильтровывают через сухой плотный фильтр в сухой стакан. Из аликвотной части полученного фильтрата определяют содержание вольфрама фотоколориметрическим методам (ГОСТ 12349)
4.3.14.12 Дифференцированный фазовый анализ стали X18H12T
а) В состоянии поставки в стали Х18Н12Т присутствуют карбиды и нитриды титана - TiC, TiN. Длительное старение для эксплуатация при температуре от 500 до 800 °С приводят к образованию в стали s-фазы состава FeCr, карбида Ме23С6, двойного карбида (TiNi)6C.
В структуре стали X18H12T наблюдаются следующие комбинации карбидных и интерметаллидных фаз:
TiC + Me23C6;
TiC + s-фаза;
TiC + s-фаза + (TiNi)6C;
TiC + s-фаза + Ме23С6;
TiC + s-фаза + Ме23С6 + (TiNi)6C;
б) Для определения количества и состава фаз используется метод двух электролитов.
Первый электролит - 300 г/дм3 хлористого калия, 50 см3/дм3 соляной кислоты плотностью 1,19 г/см3, 30 г/дм3 лимонной кислоты; плотность тока 0,7 А/см2 площади поверхности образца, температура электролита - от 0 до 5 °С, продолжительность растворения от 10 до 15 мин. В анодный осадок (1) переходят фазы: TiC, s-фаза, Ме23С6, (TiNi)6C. Анализируя осадок (1), определяют общее количество легирующих элементов в фазах.
Второй электролит - соляная кислота 1:2, 10 г/дм3 лимонной кислоты; плотность тока от 0,05 до 0,08 А/см2 площади поверхности образца, температура электролита от 18 до 20 °С, продолжительность растворения от 1,5 до 2 ч. В анодный осадок (2) переходят только карбидные фазы, s-фаза не изолируется.
в) Анализом двух анодных осадков устанавливают количество легирующих элементов в выделенных фазах; количество s-фазы находят по разности содержания хрома и железа в осадках (1) и (2), количество карбида Ме23С - по содержанию хрома и железа в осадке (2). Наличие двойного карбида (TiNi)6C - по содержанию никеля и титана в осадке (2).
г) В анодном осадке, выделенном из стали X18H12T или X18H10T, определяют:
- хром - титриметрическим персульфатно-серебряным методом с фенилантранилловой кислотой (см. п.п. 4.3.13.8 б);
- железо - фотоколориметрическим методом с сульфосалициловой кислотой (см. п.п. 4.3.14.10);
- никель - с диметилглиоксимом (ГОСТ 12352);
- титан - с диантиперилметаном (ГОСТ 12356) или с перекисью водорода.
д) Для фотометрического метода определения титана с перекисью водорода аликвотную часть раствора в количестве от 5 до 20 см3 переносят в мерную колбу вместимостью 50 см3, прибавляют 20 см3 воды, 1 см фосфорной кислоты плотностью 1,7 г/см3; 2 см3 перекиси водорода, доводят объем до метки водой, перемешивают. Растворы надтитановой кислоты нестойки во времени. Фотометрируют с синим светофильтром в кюветах рабочей длиной 30 мм. Нуль гальванометра устанавливают по холостой пробе.
Массовую долю титана (Ti) в процентах рассчитывают по стандартному раствору титана методом сравнения.
где Т - титр стандартного раствора, г/см3;
Dисл - оптическая плотность исследуемого раствора;
Dст - оптическая плотность стандартного раствора;
mст - навеска стандартного раствора, г;
mл - навеска растворенной стали, соответствующая взятой аликвотной части, г.
Стандартный раствор титана готовят из двуокиси титана: 0,1663 г двуокиси титана сплавляют в платиновом тигле с 2 - 3 г пиросернокислого калия. Плав выщелачивают в 100 см3 серной кислоты 1:1, переводят в мерную колбу вместимостью 1 дм3, доводят до метки водой, перемешивают.
Титр титана равен 0,1 мг/см3.
В колбы вместимостью по 50 см3 отбирают по 1 - 3 см3 стандартного раствора титана. Интервал концентрации титана в объеме 50 см3 составляет 0,125; 0,15; 0,175; 0,3 мг. Оптическую плотность растворов измеряют в кювете рабочей длиной 30 мм, она не должна превышать значения 0,24.
е) Определение массовой доли никеля (фотоколориметрический метод с диметилглиоксимом)
Аликвотную часть раствора А в количестве от 2 до 20 см3 (в зависимости от содержания никеля в анодном осадке) переносят в мерную колбу вместимостью 100 см3, куда добавляют при перемешивании реактивы в следующем порядке:
20 см3 воды;
10 см3 раствора сегнетовой соли с массовой концентрацией 200 г/дм3;
10 см3 раствора гидроксида натрия с массовой концентрацией 100 г/дм3;
10 см3 раствора надсернокислого аммония с массовой концентрацией 100 г/дм3;
10 см3 раствора диметилглиоксима с массовой концентрацией 10 г/дм3, приготовленного на растворе гидроксида натрия с массовой концентрацией 50 г/дм3.
После пятиминутной выдержи растворы разбавляют водой до метки, перемешивая от 5 до 10 мин, затем колориметрируют с синим светофильтром в кюветах рабочей длиной 30 мм. Лучшая сходимость результатов получается при колориметрировании слабоокрашенных растворов при содержании никеля от 0,01 до 0,05 мг в 100 см3. «Ноль» гальванометра устанавливают по холостой пробе, для этого к аликвотной части раствора А прибавляют последовательно все реактивы, кроме диметилглиоксима, который заменяют 5 см3 раствора гидроксид натрия с массовой концентрацией 100 г/дм3.
Массовую долю никеля (Ni) в процентах рассчитывают по стандартному раствору никеля методом сравнения:
![]() (10)
(10)
где Т - титр стандартного раствора никеля, г/см3;
Dисл - оптическая плотность исследуемого раствора;
Dст - оптическая плотность стандартного раствора;
mст - навеска стандартного раствора, соответствующая аликвотной части, г;
mл - навеска растворенной стали, соответствующая взятой аликвотной части, г.
Стандартный раствор никеля готовят следующим образом: 0,1 г металлического никеля высокой чистоты растворяют в 20 см3 соляной кислоты 1:4, прибавляют три - пять капель азотной кислоты пл. 1,40. Раствор кипятят до удаления оксидов азота, охлаждают и переносят в мерную колбу вместимостью 1 дм3, доливают водой до метки, перемешивают; 1 см3 такого раствора содержит 0,00001 г никеля. Содержание никеля можно также определять по калибровочному графику. Для его построения в мерные колбы вместимостью до 100 см3 приливают из микробюретки 0,5; 1,0; 1,5 ... 8,0 см3 стандартного раствора, содержащего 0,00001 г никеля в 1 см3.
В каждую колбу при перемешивании прибавляют реактивы, указанные в ходе анализа. Через 5 мин растворы в колбах доливают до метки водой, перемешивают и колориметрируют с синим светофильтром в кюветах рабочей длиной 30 мм.
Примечание - В случае появления в колориметрируемых растворах диметилглиоксимата никеля мути или осадка перед доведением раствора до метки водой прибавляют по каплям раствор гидроксида натрия с массовой концентрацией 300 г/дм3 до полного осветления раствора.
4.3.14.13 Фазовый анализ сталей 12Х1МФ, 15Х1М1Ф методом химического растворения
а) Реактивы и приспособления
Кислота серная, 1:6.
Кислота лимонная, раствор с массовой концентрацией 100 г/дм3.
Смесь кислот: 750 см3 воды и 200 см3 серной кислоты пл. 1,84 охлаждают и прибавляют 50 см3 соляной кислоты пл. 1,19.
Медь сернокислая, раствор с массовой концентрацией 20 г/дм3.
Тиомочевина, раствор с массовой концентрацией 100 г/дм3.
Калий или аммоний роданистый, раствор с массовой концентрацией 250 г/дм3.
Калий пиросернокислый.
Шабер.
Магнит для сбора стружки.
Пробирки для отбора проб ёмкостью по 20 см3.
Химические стаканы вместимостью по 50 см3.
Воронки диаметром 30 мм.
Фильтры «синяя лента».
Колбы мерные вместимостью по 25 см3, 50 см3 и 100 см3.
Тигли фарфоровые № 5.
б) Отбор пробы для анализа
С анализируемого участка отбирают пробу стали в виде стружки. Предварительно шлифовальной машинкой зачищают исследуемое место размером 100´40 мм, обезжиривают спиртом.
Шабером снимают стружку в количестве 0,4 - 0,6 г и собирают ее магнитом в пробирку или мешочек из лощеной бумаги или кальки. Записывают место отбора пробы.
Отбор пробы можно производить с помощью пневмосверлилки, на которую надевается специальная фреза.
в) Определение массовой доли молибдена
Навеску (стружку) массой 0,2 г растворяют без нагревания в химическом стакане вместимостью 50 см3 в 20 см3 серной кислоты 1:6. После растворения стружки карбидный осадок фильтруют через двойной фильтр «синяя лента» диаметром 9 см. Промывают два раза водой, затем два - три раза раствором лимонной кислоты с массовой концентрацией 10 г/дм3 и снова водой.
Фильтр с осадком помещают в фарфоровый тигель № 5, сжигают в муфельной печи при температуре от 500 до 600 °С и сплавляют добавляя от 1 до 2 г пиросернокислого калия. При полном сплавлении осадка плав становится прозрачным. Плав выщелачивают водой и переводят в мерную колбу вместимостью 25 см3. Аликвотную часть раствора от 1 до 15 см3 (в зависимости от содержания молибдена в карбидном осадке) переносят в мерную колбу вместимостью 100 см3, прибавляют 40 см3 смеси кислот, 2 см3 раствора сернокислой меди с массовой концентрацией 20 г/дм3, 10 см3 раствора тиомочевины с массовой концентрацией 100 г/дм3 и через 2 - 3 мин 4 см3 раствора роданистого аммония с массовой концентрацией 250 г/дм3. Через 30 мин измеряют оптическую плотность тока с синим светофильтром в кювете рабочей длиной 30 мм.
Содержание молибдена рассчитывают по градуировочному графику, построенному по стандартному образцу с содержанием молибдена 0,5 %.
Для определения массовой доли молибдена в твердом растворе надо взять соответствующую аликвотную часть из фильтрата после отделения карбидного осадка и сделать анализ на содержание молибдена.
г) Определение массовой доли хрома
Для выделения карбидов хрома 0,2 г отобранной пробы (стружки) растворяют в 20 см3 азотной кислоты 1:4, охлаждённой до температуры от 10 до 15 °С. Осадок отфильтровывают на фильтр «синяя лента», если остаётся нерастворённая стружка, её помещают в стакан и наливают свежую порцию азотной кислоты. После полного растворения стружки осадок карбидов фильтруют через тот же фильтр.
Фильтр с осадком помещают в фарфоровый тигель, подсушивают, озоляют и сплавляют с пиросернокислым калием; плав выщелачивают в 20 см3 серной кислоты 1:4. Содержание хрома определяют персульфатно-серебряным методом из всей навески. Этот метод пригоден для определения хрома в стали марки 12Х1МФ. Из стали марки 15Х1М1Ф данным методом можно выделить только от 60 до 70 % карбидов хрома.
4.3.14.14 Порядок учета результатов анализа и хранения проб
а) Образец, поступающий в лабораторию на анализ, регистрируется в книге учёта раздельно на химический и физико-химический фазовый анализы.
(При фазовом анализе определяются следующие элементы: Mo, Cr, V, Ti, Mn, Fe, Ni, W, ...).
Для записей в ходе исследования ведут рабочую тетрадь, в которую заносятся: наименование ТЭС или фамилия заказчика, регистрационный номер образца в книге учёта, элементы, подлежащие определению.
б) В рабочей тетради для фазового анализа записывают также условия электролиза: состав электролита, плотность тока, масса растворённой стали, объём растворения, определяемые элементы, аликвотные части, взятые для анализа.
в) Запись хода и результатов анализа подписывает лицо, производившее анализ.
Пробы металла после выполнения исследования хранятся в лаборатории в течение 6 месяцев со дня поступления.
г) Заказчику выдаётся заключение о результатах анализа, содержащее следующие сведения:
- наименование ТЭС (или иного заказчика);
- марка стали;
- клеймо;
- место отбора пробы, дата отбора;
- обозначение и наименование методик (методов), по которым был проведен анализ;
- отклонения, допущенные или замеченные в ходе анализа;
- результаты анализа по каждому элементу.
Заключение подписывают заведующий лабораторией и исполнитель анализа.
5 Порядок проведения контроля оборудования
5.1 Общие положения
5.1.1 Проведение работ по контролю металла организует эксплуатирующая оборудование организация.
5.1.2 Контроль выполняется лабораториями или специальными службами, являющимися структурными подразделениями генерирующих компаний, электростанций, ремонтных предприятий или иных привлечённых организаций, аттестованными в установленном порядке на проведение соответствующих работ (см. п.п. 4.1.5 ¸ 4.1.11 настоящего стандарта).
5.1.3 Перед проведением контроля должны быть организованы и выполнены подготовительные работы, включая:
- сооружение лесов, площадок, настилов и др. для обеспечения доступа к контролируемым элементам;
- обеспечение освещения и необходимых источников питания в местах проведения контроля;
- вывод из работы, охлаждение, освобождение от рабочей среды и отключение подлежащего контролю оборудования;
- частичное или полное удаление обшивки, облицовки и тепловой изоляции на участках проведения контроля металла;
- подготовка (зачистка) поверхности элементов (участков) оборудования для проведения контроля.
5.1.4 При выполнении подготовительных работ и при проведении контроля администрации и персоналу эксплуатирующей оборудование организации, а также специалистам по контролю следует руководствоваться требованиями действующей НД по технике безопасности и пожарной безопасности.
5.2 Виды контроля
5.2.1 В зависимости от назначения применяются следующие виды контроля:
- входной контроль;
- эксплуатационный (периодический) контроль;
- внеочередной контроль;
- контроль после отработки назначенного срока службы (ресурса).
5.2.2 Входной контроль металла элементов и узлов тепломеханического оборудования проводят до ввода его в эксплуатацию.
5.2.3 Эксплуатационный (периодический) контроль металла оборудования проводят в плановом порядке во временном интервале с момента ввода его в эксплуатацию и до момента исчерпания назначенного срока службы (ресурса).
5.2.4 Внеочередной контроль металла элементов оборудования проводят:
- при отказе котла, турбины или трубопровода из-за повреждения элемента;
- при обнаружении при освидетельствованиях или плановых ремонтах, или периодическом контроле недопустимых дефектов в металле оборудования;
- в случае забросов температуры выше предельно допустимых уровней согласно технической документации завода-изготовителя или (и) производственной инструкции по эксплуатации энергоустановки;
- при прочих нарушениях нормальных условий эксплуатации;
- после длительных простоев или консервации;
- при необходимости по усмотрению государственного надзорного органа или эксплуатирующей организации.
5.2.5 Контроль металла после отработки назначенного срока службы (ресурса) проводят в рамках технического диагностирования по истечению указанного срока службы (или назначенного ресурса, или паркового ресурса) оборудования в целях назначения ему нового (дополнительного) срока службы (ресурса).
5.3 Входной контроль
5.3.1 Общие положения
5.3.1.1 Настоящий подраздел документа определяет объёмы и методы входного контроля металла элементов и узлов тепломеханического оборудования, поступающего на электростанции от заводов-изготовителей или иных поставщиков, а также принимаемого от монтажных и ремонтных организаций.
5.3.1.2 Изложенные в настоящем подразделе документа требования не распространяются на контроль металла, предусмотренный технологией изготовления, монтажа и ремонта оборудования и регламентируемый соответствующими нормативными и производственно-техническими документами заводов-изготовителей, монтажных и ремонтных организаций.
В случае претензий к результату входного контроля со стороны Поставщика (в частности, завода-изготовителя) продукции в качестве независимого Эксперта может быть привлечена специализированная организация для подтверждения соответствия (или несоответствия) продукции установленным требованиям.
5.3.1.3 Входной контроль металла производится на монтажных площадках. В исключительных случаях его допускается проводить в период монтажа оборудования.
5.3.1.4 Входному контролю подлежит металл вновь вводимого оборудования, а также металл новых узлов и деталей, используемых при ремонте на эксплуатируемом оборудовании.
5.3.1.5 Входной контроль проводится в целях:
а) проверки качества основного металла и сварных соединений оборудования и оценки их соответствия требованиям действующих в этой части нормативных и производственно-технических документов и настоящего стандарта.
б) получения исходных данных для сравнительной оценки (и анализа изменения) состояния металла по результатам последующего эксплуатационного контроля.
5.3.1.6 Ответственность за своевременность входного контроля несёт эксплуатирующая организация; ответственность за полноту и качество входного контроля несёт организация, выполняющая контроль.
5.3.1.7 Техническое руководство эксплуатирующей организации должно обеспечить исполнителей входного контроля оборудованными площадками, технической документацией, а также организовать выполнение подготовительных работ (размещение оборудования, снятие упаковки, зачистка металла, такелажные работы и т.п.).
Эксплуатирующая организация осуществляет также координацию проведения входного контроля металла, включая:
- организацию приёмки и складирования оборудования в соответствии с действующими техническими требованиями;
- координацию работ организаций, участвующих в контроле;
- оформление документации по претензиям организациям, допустившим брак;
- приёмку и комплектацию исполнительной документации по результатам входного контроля;
- подготовку технических решений по входному контролю металла;
- архивирование документации по входному контролю.
5.3.1.8 Дефектные детали или соединения должны быть заменены новыми или отремонтированы виновником брака по технологии, согласованной с Заказчиком оборудования.
5.3.1.9 Запрещается поузловая приёмка оборудования с деталями, не прошедшими входной контроль в соответствии с пунктом 5.3.2 настоящего стандарта, или с деталями, имеющими недопустимые дефекты.
5.3.2 Методы и объёмы входного контроля
Регламент входного контроля основного оборудования ТЭС представлен в таблице 5.1.
Допускается использовать при входном контроле иные, дополнительные методы контроля, не указанные в нижеприведенных требованиях, если эти методы позволяют выявлять недопустимые по действующим нормам дефекты. Критерием наличия дефектов является их подтверждение визуальным или металлографическим контролем.
Таблица 5.1
Примечания:
- стилоскопирование выполняется только для элементов из легированной стали;
- допускается при входном контроле сварных соединений замена метода УЗК на радиографический контроль (РК) в том же объёме.
- контроль и анализ сертификатных данных заключается в сверке выбитых на деталях номеров деталей и плавок, рабочих параметров среды, диаметра и толщины стенки, марки стали, номера чертежа, спецификации (детальной описи) с записями в сертификатах и проверке соответствия указанных в них сведений требованиям нормативной документации и настоящему стандарту;
- визуальный и измерительный контроль должны предшествовать всем другим видам контроля на данном изделии;
- стилоскопирование проводится для проверки соответствия марки стали проектной документации.
5.4 Эксплуатационный (периодический) контроль
5.4.1 Общие положения
5.4.1.1 В настоящем подразделе стандарта сформулированы требования, регламентирующие методы, периодичность и объём эксплуатационного контроля тепломеханического оборудования ТЭС в пределах назначенного срока службы или назначенного (паркового) ресурса, в целях обеспечения его надёжной и безопасной эксплуатации.
5.4.1.2 Действие требований и положений настоящего подраздела (5.4) стандарта распространяется на котлы, турбины и трубопроводы пара и горячей воды энергоустановок, работающих с номинальным давлением пара выше 4,0 МПа, а также на газовые турбины (ГТУ).
5.4.1.3 По результатам эксплуатационного контроля металла подтверждается (или не подтверждается) возможность дальнейшей эксплуатации элементов и узлов оборудования до момента проведения очередного контроля.
5.4.1.4 Элементы оборудования считаются пригодными к дальнейшей эксплуатации, если по результатам контроля состояние основного и наплавленного металла удовлетворяет требованиям настоящего стандарта и другой, действующей в этой части, НД (технических условий на изделие, Правил специально уполномоченных органов федеральной исполнительной власти [10] - [12] и др.).
Для газотурбинных установок (ГТУ) требуется также подтверждение удовлетворительного состояния защитных антикоррозионных и термобарьерных покрытий.
5.4.1.5 Эксплуатационный контроль проводится, как правило, во время плановых остановов оборудования. Допускается смещение сроков контроля оборудования в большую или меньшую сторону на 5 % от назначенного (паркового) ресурса или назначенного срока службы.
Решение о смещении сроков контроля для оборудования, не отработавшего назначенный (парковый) ресурс или назначенный срок службы, принимается техническим руководителем эксплуатирующей организации.
Для ГТУ допускается смещение сроков контроля до исчерпания паркового ресурса в следующих пределах: 25 пусков или 100 ч для пиковых; 20 пусков или 1000 ч для полупиковых и 3000 ч - для базовых ГТУ.
Решение о смещении сроков контроля в большую сторону для оборудования, отработавшего назначенный (парковый) ресурс или срок службы, принимается на основании Заключения специализированной организации владельцем оборудования.
5.4.1.6 Эксплуатирующая организация должна организовать учёт температурного режима работы металла теплоэнергетического оборудования и систематическую обработку суточных графиков температур пара за каждым котлом и в паропроводах. По всем паропроводам с температурой пара 450 °С и выше должны учитываться продолжительность и величина превышения температуры на каждый 5°-ый интервал сверх номинального уровня. Учёт продолжительности (в часах) эксплуатации паропроводов следует проводить по каждому участку, в том числе на РОУ, БРОУ и т.д.
5.4.1.7 Ответственность за организацию и выполнение эксплуатационного контроля металла в объёмах и в сроки, указанные в настоящем подразделе стандарта, возлагается на технического руководителя эксплуатирующей организации. Он же принимает решение о допуске тепломеханического оборудования в эксплуатацию по результатам эксплуатационного контроля.
В случае замены дефектных элементов (или узлов) или их ремонта эксплуатирующая организация может самостоятельно принимать решение о допуске оборудования в дальнейшую эксплуатацию под свою ответственность.
При неудовлетворительных результатах контроля отдельных элементов или узлов ГТУ к разработке программы дополнительного исследования металла и принятию решения о возможности и условиях дальнейшей эксплуатации установки привлекаются организация-изготовитель и специализированная организация.
5.4.1.9 Допускается использование индивидуальных производственных инструкций по эксплуатационному контролю металла оборудования конкретной электростанции. Эти инструкции разрабатывает специализированная организация на основании подраздела 5.4.3 настоящего стандарта, при этом они в части объёма и периодичности контроля могут отличаться от требований указанного подраздела (5.4.3). Производственные инструкции подлежат пересмотру не реже одного раза в пять лет.
5.4.1.10 Решение о порядке эксплуатационного контроля элементов оборудования, изготовленных из новых отечественных сталей или сталей иностранного производства, готовится владельцем оборудования на основании Заключения специализированной организации. Данное Заключение должно содержать индивидуальную программу эксплуатационного контроля оборудования из новых отечественных или зарубежных марок стали и для поднадзорного оборудования и должно быть согласовано со специально уполномоченным органом федеральной исполнительной власти.
5.4.2 Парковый ресурс тепломеханического оборудования
В данном подразделе приводятся значения паркового ресурса основных элементов и узлов оборудования энергоустановок.
Парковый ресурс представляет собой частный случай назначенного ресурса, при этом парковый ресурс, как правило, не ограничивает предельный срок эксплуатации оборудования.
Порядок контроля (обследования) при продлении срока эксплуатации оборудования после отработки паркового ресурса (или назначенного срока службы) изложен в разделе 5.6 настоящего стандарта.
Элементы оборудования, для которых парковый или назначенный ресурс (срок службы) не устанавливаются, на основании удовлетворительных результатов эксплуатационного контроля допускаются в дальнейшую эксплуатацию до очередного контроля согласно указанной в п. 5.4.3 периодичности. При неудовлетворительных результатах эксплуатационного контроля данных элементов возможность, условия и срок их дальнейшей эксплуатации должны быть установлены в Заключении специализированной организации (см. п. 5.4.1.8 настоящего СТО)
а) Значения паркового ресурса коллекторов котлов, работающих при температуре 450 °С и выше, в зависимости от расчетных параметров эксплуатации и примененных марок стали, приведены в таблице 5.2.
Таблица 5.2
|
Расчетная температура пара в коллекторе, °С |
Парковый ресурс коллекторов котла, тыс. ч |
|
|
12МХ |
≤ 510 |
300 |
|
12МХ |
от 511 до 530 |
250 |
|
15ХМ |
≤ 530 |
300 |
|
12Х1МФ |
≤ 545 |
200 |
|
12Х1МФ |
> 545 |
150 |
|
15Х1М1Ф |
≤ 545 |
200 |
|
15Х1М1Ф |
> 545 |
150 |
б) Парковый ресурс прямых участков и гибов паропроводов и пароперепускных труб в пределах котлов (и турбин) равен парковому ресурсу прямых участков и гибов станционных паропроводов из аналогичных марок стали, эксплуатирующихся при таких же номинальных параметрах пара (см. п.п. 5.4.2.5).
в) Ресурс труб поверхностей нагрева, эксплуатируемых при температуре 450 °С и выше, устанавливается лабораторией металлов эксплуатирующей организации или соответствующей службой владельца оборудования, или специализированной организацией.
Ресурс (индивидуальный или остаточный) труб поверхностей нагрева устанавливается при проведении планового обследования после наработки 50 тыс. часов - согласно п. 5.4.3.1 (таблица 5.9, позиция 1) настоящего СТО - с учётом результатов исследования состояния металла на вырезках. Если при этом величина остаточного ресурса труб контролируемой поверхности нагрева превысит 50 тыс. часов, то данная поверхность нагрева допускается в дальнейшую эксплуатацию на 50 тыс. часов, по истечению которых должно быть проведено очередное обследование (с оценкой остаточного ресурса).
г) Парковый ресурс барабанов, установленный в зависимости от марки стали, конструктивных и эксплуатационных особенностей, приведен в таблице 5.3.
Барабаны относятся к контрольным группам с индексом «Б», если при ранее выполненном контроле был отмечен хотя бы один из следующих показателей повреждаемости барабана:
- барабан имеет наплавку аустенитными электродами не менее 20 % (но не менее 3 шт.) трубных отверстий и (или) мостиков в любой из групп отверстий одноимённого назначения, и (или) не менее 5 наплавок на внутренней поверхности обечаек и (или) днищ, и (или) не менее 20 % штуцеров одноимённого назначения, приваренных аустенитными электродами;
- хотя бы один из мостиков между отверстиями поражен трещинами на участках, составляющих в сумме не менее половины его длины;
- барабан имеет выход расслоения металла на поверхность трубных и (или) лазовых отверстий;
- барабан имеет ремонтные заварки на 25 % протяжённости отдельного продольного или кольцевого основного сварного соединения или на 10 % суммарной протяженности продольных и кольцевых основных сварных соединений;
- барабан имеет ремонтные заварки в швах приварки внутрибарабанных устройств на 15 % суммарной протяженности проконтролированных швов.
- барабан подвергался ремонту с переваркой всех штуцеров в водяном объёме.
При отсутствии перечисленных выше показателей повреждаемости барабаны относятся к контрольным группам с индексом «А».
Таблица 5.3
|
Контрольная группа |
Конструктивные особенности котла |
Марка стали барабана |
Парковый ресурс, тыс. ч. |
Примечания |
|
|
10,0 |
1А |
Двухбарабанные |
Стали 20, 20Б, 15К, 16К, 18К, 20К, 22К, 15М, 16М, 15ГСМФ |
250,0 |
|
|
1Б |
Двухбарабанные |
Стали 20, 20Б, 15К, 16К, 18К, 20К, 22К, 15М, 16М, 15ГСМФ |
200,0 |
См. п.п. 5.4.2.1 г) |
|
|
2А |
Однобарабанные |
Стали 20, 20Б, 15К, 16К, 18К, 20К, 22К, 15М, 16М, 15ГСМФ |
300,0 |
||
|
2Б |
Однобарабанные |
Стали 20, 20Б, 15К, 16К, 18К, 20К, 22К, 15М, 16М, 15ГСМФ |
250,0 |
См. п.п. 5.4.2.1 г) |
|
|
14,0 |
3А |
Однобарабанные и двухбарабанные |
Сталь 16ГНМ |
250,0 |
|
|
3Б |
Однобарабанные и двухбарабанные |
Сталь 16ГНМ |
200,0 |
См. п.п. 5.4.2.1 г) |
|
|
4А |
Однобарабанные |
Сталь 16ГНМА |
300,0 |
||
|
4Б |
Однобарабанные |
Сталь 16ГНМА |
250,0 |
См. п.п. 5.4.2.1 г). |
|
|
10,0 - 14,0 |
5А |
Барабаны котлов импортной поставки |
Назначается индивидуально по согласованию со специализированной организацией |
5.4.2.2 Турбины
а) Значения паркового ресурса турбин в зависимости от параметров их эксплуатации и мощности, а также завода-изготовителя приведены в таблице 5.4.
б) Для турбин с температурой свежего пара на входе менее 450 °С, а также для элементов ЦСД турбин без горячего промперегрева парковый ресурс не назначается.
Парковый ресурс турбин, элементы которых работают в условиях ползучести, определяется наработкой или количеством пусков турбины; оба параметра действуют независимо.
Таблица 5.4
|
Давление свежего пара, МПа |
Мощность, МВт |
Парковый ресурс турбин |
||
|
тыс. ч |
Количество пусков |
|||
|
тмз |
9 и менее |
50 и менее |
270 |
900 |
|
13 - 24 |
50 - 250 |
270 |
900 |
|
|
лмз |
9 и менее |
100 и менее |
270 |
900 |
|
13 - 24 |
50 - 300 |
220 |
600 |
|
|
24 |
500 - 1200 |
100 |
300 |
|
|
НПО Турбоатом |
9 и менее |
50 и менее |
270 |
900 |
|
13 |
160 |
200 |
600 |
|
|
24 |
300 |
170 |
450 |
|
|
24 |
500 |
100 |
300 |
|
в) Парковый ресурс турбин, не вошедших в таблицу 5.4, приравнивается к значению расчетного ресурса, указанного в паспорте оборудования. При отсутствии этих данных следует обращаться в организацию - изготовитель.
5.4.2.3 Газовые турбины
а) Ресурс стационарных ГТУ, в том числе в составе парогазовых установок (ПТУ), принимается в соответствии с ГОСТ 29328, согласно которому режимы работы установки определяются классами использования, указанными в таблице 5.5.
Таблица 5.5
Режим работы стационарных ГТУ
|
Время работы, ч/год |
Число пусков, пуск/год |
|
|
Пиковый режим |
Свыше 500 до 2000 |
Свыше 200 до 500 вкл. |
|
Полупиковый режим |
Свыше 2000 до 6000 |
Свыше 100 до 200 вкл. |
|
Базовый режим |
Свыше 6000 |
Не более 100 |
Ресурс стационарных ГТУ соответствует значениям, указанным в таблице 5.6.
Таблица 5.6
Ресурс работы стационарных ГТУ
|
Режим работы |
||
|
Базовый и полупиковый |
Пиковый |
|
|
Средний между капитальными ремонтами |
Не менее 25000 ч |
1000 пусков или 4000 ч работы под нагрузкой |
|
До снятия |
100000 ч |
5000 пусков |
б) В технических условиях для ГТУ каждого типа указан ограниченный ресурс для некоторых базовых узлов и деталей (например, лопаток, жарового узла, камер сгорания и др). Эти детали имеют срок службы не менее ресурса между капитальными ремонтами или кратный ему.
5.4.2.4 Крепёж
Парковый ресурс крепежа арматуры и разъемов турбин в зависимости от номинальных параметров их эксплуатации и примененных марок стали приведен в таблице 5.7.
Таблица 5.7
|
Номинальная температура пара, °С |
Парковый ресурс крепежа арматуры и разъемов турбин, тыс. ч |
|
|
ЭИ723 |
≤ 525 |
200 |
|
ЭИ723 |
> 525 |
100 |
|
ЭП182 |
≤ 560 |
220 |
|
ЭП44 |
≤ 545 |
220 |
|
ЭП44 |
> 545 |
100 |
|
ЭИ10 |
≤ 510 |
270 |
|
ЭИ993 |
≤ 560 |
220 |
а) В таблице 5.8 приведены значения паркового ресурса паропроводов и их основных элементов в зависимости от типоразмеров паропроводов, номинальных параметров пара и марок стали.
Таблица 5.8
_____________
* Если данные паропроводы отработали не менее 75 % от паркового ресурса и они не подвергались обследованию с продлением срока их эксплуатации, данную процедуру с экспертизой промышленной безопасности следует выполнить для них в ближайший капитальный или средний ремонт.
б) Парковый ресурс штампованных колен и стыковых сварных соединений приравнивается к парковому ресурсу прямых труб соответствующих паропроводов.
Парковый ресурс литых деталей корпусов арматуры и литых тройников, колен, переходов, работающих при температуре эксплуатации 450 °С и выше, независимо от марки стали, устанавливается равным 250 тыс. ч.
Парковый ресурс штампосварных колен составляет 100 тыс. часов.
Парковый ресурс штампованных (с вытянутой горловиной) и кованых тройников приравнивается к парковому ресурсу прямых труб соответствующего типоразмера, принимая в качестве такового исполнительный размер коллекторной части тройника.
Парковый ресурс тройниковых сварных соединений, а также стыковых сварных соединений, состоящих из элементов с разной толщиной (например, соединения труб с литыми, коваными деталями и переходами), устанавливается специализированными организациями.
Парковый ресурс центробежнолитых (ЦБЛ) труб составляет 100 тыс. ч, за исключением ЦБЛ труб типоразмером Æ 630´25 мм, работающих при параметрах 545 °С и 2,5 МПа; парковый ресурс последних составляет - 150 тыс. ч.
в) Для паропроводов из углеродистой стали, работающих при температурах от 350 до 450 °С, назначенный ресурс составляет 150 тыс. ч, а назначенный срок службы - 20 лет.
г) Для питательных трубопроводов ТЭС назначенный срок службы составляет 30 лет.
5.4.3 Методы, объёмы и периодичность эксплуатационного контроля металла и сварных соединений
Методы, объёмы и периодичность контроля элементов котлов, станционных трубопроводов, паровых и газовых турбин и сварных соединений оборудования приведены в таблицах 5.9 ¸ табл 5.13 (п.п. 5.4.3.1 ¸ 5.4.3.5).
Срок проведения контроля определяется достижением указанных в таблицах наработки или количества пусков, то есть оба параметра (наработка и пуски) действуют независимо и срок контроля устанавливается по наиболее «жёсткому» варианту.
Таблица 5.9
5.4.3.2 Станционные трубопроводы. Паропроводы и питательные трубопроводы с наружным диаметром 76 мм и более
Таблица 5.10
Таблица 5.11
Таблица 5.12
Примечания
1 Срок проведения контроля определяется достижением продолжительности эксплуатации (наработки) или указанного количества пусков. Оба фактора действуют независимо.
2 Не допускается химическое травление металла для выявления трещин.
3 На валах роторов турбин и компрессоров при наличии на них разгрузочных канавок обязательному контролю подвергается дно канавок (ВК и ЦД (КК) или МПК или ВТК) на отсутствие кольцевых трещин.
4 На рабочих и сопловых (направляющих) лопатках турбины и компрессора контролю подвергаются входные и выходные кромки на ширине 10 ¸ 15 мм со стороны спинки и корыта по всей длине лопатки, а также места радиусного перехода пера к замку на полосе 30 мм по ширине лопатки, включая кромки. Хвостовые части рабочих лопаток в сборке с гребнем диска подвергаются контролю с торцов на выявление трещин, выходящих из углов посадочных пазов, гребней диска и полок хвоста рабочих лопаток. В этих же местах при необходимости контролируют твёрдость металла.
5.4.3.5 Сварные соединения трубопроводов с наружным диаметром 100 мм и более, коллекторов
Таблица 5.13
Примечание к таблицам 5.9 ¸ 5.13
1. В случае обнаружения недопустимых дефектов в металле или сварных соединениях элементов оборудования при эксплуатационном контроле решение о необходимости и объёме дополнительного контроля принимает организация, выполняющая контроль; при необходимости привлекается специализированная организация.
2. Допускается заменять контроль сварных соединений методом УЗК на радиографический контроль в том же объёме.
5.5 Контроль внеочередной
5.5.1 Основания для проведения внеочередного контроля металла тепломеханического оборудования ТЭС приведены в п. 5.2.4 настоящего стандарта.
5.5.2 Внеочередной контроль металла оборудования проводят в целях:
- обнаружения возможных дефектов в элементах оборудования, которые могли возникнуть в металле в результате воздействия непроектных нагрузок или неблагоприятных событий (инцидентов);
- оценки состояния металла (в частности его разупрочнения) элементов, подвергшихся преждевременным или нетиповым повреждениям, для установления причин этих повреждений и оценки возможности дальнейшей эксплуатации;
- подтверждения при необходимости возможности перевода оборудования на более высокие (по сравнению с установленными на текущий момент) параметры эксплуатации или увеличения периодичности капитальных ремонтов;
- подтверждения при необходимости возможности сдвига (в ограниченных рамках) рекомендованного срока замены элементов или узлов оборудования.
В зависимости от конкретной ситуации могут быть другие причины и цели проведения внеочередного контроля металла.
5.5.3 Решение о проведении внеочередного контроля может быть принято государственным надзорным органом, а также эксплуатирующей организацией или владельцем оборудования, в том числе по рекомендации специализированной организации.
5.5.4 Внеочередной контроль может выполняться как собственными силами эксплуатирующей организации, так и привлечёнными организациями с учётом требований п. 5.1.2 настоящего стандарта. При необходимости может быть привлечена специализированная организация.
5.5.5 Перед проведением внеочередного контроля должна быть разработана программа этого контроля, учитывающая его конкретные цели и задачи. Если к работам привлекается специализированная организация, то программа контроля должна быть либо разработана, либо согласована этой организацией. Программа должна быть согласована также эксплуатирующей организацией.
5.5.6 В программе должны быть указаны методы и объёмы контроля металла с привязкой к конкретным элементам и узлам оборудования; при необходимости должны быть указаны зоны или участки контроля. Программой должны предусматриваться штатные методы контроля, используемые при эксплуатационном контроле (п. 5.4.3).
Допускается использование альтернативных методов контроля, не применяемых при эксплуатационном контроле, при условии подтверждения их результатов штатными методами контроля.
5.5.7 В зависимости от конкретных целей и задач внеочередного контроля его объём может либо превышать объём эксплуатационного контроля данного вида оборудования, либо быть ниже его.
При разработке программ внеочередного контроля металла оборудования следует учитывать следующие рекомендации.
5.5.7.1 В случае воздействия на конструкцию непроектных нагрузок (взрыв, удар, сотрясение и т.д.) следует проверить металл на возможное появление остаточных деформаций и дефектов сплошности (трещин). Прежде всего проверяется участок, непосредственно воспринявший механическое воздействие. Также должны быть проконтролированы зоны (элементы) оборудования, в которых в результате непроектного усилия могли возникнуть высокие напряжения: зоны концентраторов, сварные соединения, клёпаные и вальцованные соединения и др.
5.5.7.2 В случае воздействия на металл непроектных температурных нагрузок: заброс факела, упуск воды, пожар и др. - следует проверить подвергшиеся воздействию элементы (зоны) на предмет появления остаточных деформаций (отдулин, выпучин и т.п.) и трещин, а также выполнить анализ микроструктуры металла критических зон неразрушающим или разрушающим методом и оценить возможное изменение его механических свойств.
5.5.7.3 В случае преждевременного разрушения или нетипового повреждения металла элементов следует проконтролировать все однотипные элементы, работающие в аналогичных условиях.
Для установления возможных причин повреждения металла требуется проанализировать условия эксплуатации за весь период работы оборудования и уровень напряженного состояния повреждённых элементов, а также провести исследования состояния металла.
При необходимости может быть назначен в этом случае также контроль металла других элементов и узлов оборудования.
5.5.7.4 При необходимости подтверждения возможности перевода оборудования на более высокие параметры необходимо расчётным путём оценить такую возможность. В этом случае необходимо располагать данными по фактической толщине стенки наиболее нагруженных элементов, фактическому распределению температурных и механических нагрузок в оборудовании, а также следует проверить наиболее нагруженные элементы и участки (гибы, сварные соединения и др.) на предмет наличия или отсутствия в них дефектов или отклонений.
В зависимости от конкретной ситуации могут быть другие сочетания методов контроля и анализа состояния металла. Основные требования к программе внеочередного контроля металла - максимально обеспечить реализацию поставленной перед данным контролем задачи.
5.5.8 Результаты внеочередного контроля оформляются в установленном порядке и при необходимости предъявляются государственному надзорному органу или передаются в специализированную организацию для подготовки экспертного заключения.
5.6 Контроль металла после отработки назначенного срока службы (ресурса)
5.6.1 Общие положения
5.6.1.1 Контроль металла по истечению назначенного срока службы или назначенного ресурса, в частности, паркового ресурса, проводят в рамках технического диагностирования оборудования.
Для оборудования, поднадзорного специально уполномоченным органам федеральной исполнительной власти, данная процедура подпадает также под экспертизу промышленной безопасности (ЭПБ).
5.6.1.2 Требования к порядку проведения процедуры технического диагностирования и ЭПБ, включая порядок оценки состояния и продления сроков эксплуатации оборудования, изложены в разделе 8 настоящего стандарта.
Ниже в настоящем подразделе стандарта изложен порядок контроля оборудования при техническом диагностировании, включая методы и объёмы контроля применительно к конкретным зонам и элементам для различной номенклатуры оборудования.
5.6.1.3 Контроль металла в рамках технического диагностирования может выполняться как собственными силами эксплуатирующей организации, так и привлечёнными организациями, имеющими в своём составе аттестованную в установленном порядке лабораторию неразрушающего контроля.
К техническому диагностированию оборудования привлекается экспертная или специализированная организация, которая принимает все решения, связанные с контролем металла оборудования, включая отклонения от типовой программы по каким-либо соображениям или её корректировку по причине обнаружения недопустимых дефектов, и т.д. Как правило, данная организация выполняет далее ЭПБ для продления эксплуатации оборудования, отработавшего назначенный срок.
5.6.1.4 Использование вместо приведенных в настоящем подразделе стандарта иных (альтернативных) методов контроля возможно при условии их дублирования штатными методами в требуемом объёме, либо после подтверждения их представительности в установленном порядке.
5.6.2 Котлы энергетические (барабанные и прямоточные) высокого давления*) и СКД.
________________
*) К котлам высокого давления относятся котлы с номинальным давлением перегретого пара от 10 до 14 МПа.
5.6.2.1 В состав энергетического котла входит ряд групп элементов, каждая из которых может иметь свой парковый или назначенный ресурс. Элементами котла, для которых устанавливаются парковый или назначенный ресурс, являются:
- поверхности нагрева (экранные и пароперегревательные), работающие при температуре 450 °С и выше;
- пароперепускные трубопроводы с температурой эксплуатации выше 450 °С;
- коллекторы пароперегревателей с температурой эксплуатации 450 °С и выше;
- литые детали с температурой эксплуатации выше 450 °С;
Ресурс поверхностей нагрева назначается индивидуально по конкретному котлу с учётом его конструктивных особенностей, условий эксплуатации и динамики повреждаемости (см. п.п. 5.4.2.1 в).
Парковый ресурс коллекторов пароперегревателей, литых деталей, пароперепускных трубопроводов и барабанов указан в подразделе 5.4.2 настоящего стандарта.
5.6.2.2 Трубы и змеевики поверхностей нагрева
Ресурсными элементами являются поверхности нагрева, эксплуатирующиеся при температуре 450 °С и выше. Для труб поверхностей нагрева определяется остаточный (индивидуальный) ресурс при первичном контроле после наработки 50 тыс. часов (или при очередном контроле) на основании результатов этого контроля и исследования состояния металла.
Требования по контролю при техническом диагностировании экранов и пароперегревателей котлов относятся к металлу прямых участков и гибов труб.
а) Наружный осмотр труб в котле - выполняется в полном объёме во всех доступных местах.
б) Магнитный контроль для выявления тепловой неравномерности труб экранов и змеевиков пароперегревателя (МКТН) - выполняется в полном объёме в доступных местах.
в) Ультразвуковая толщинометрия (УЗТ) - не менее 30 труб на конкретную поверхность нагрева. Выбор труб для проведения УЗТ осуществляют с учётом результатов осмотра и магнитного контроля: с максимальным износом и (или) с максимальной температурой стенки.
г) Исследования образцов вырезок.
Места вырезок образцов выбирают на основании результатов наружного осмотра, магнитного контроля и измерений толщины стенки труб. Вырезку рекомендуется выполнять из труб, имеющих наибольшую наработку, максимальные и минимальные значения магнитного параметра и находящихся в зонах с различным тепловосприятием, а также имеющих наименьшие значения толщины стенки. Из каждой зоны вырезают по одному - два образца длиной ~ 150 мм. На одну поверхность нагрева вырезают, как правило, от 5 до 10 образцов.
д) На металле вырезок проводят следующие исследования:
- визуальный контроль и измерение наружного и внутреннего диаметра труб и толщины их стенки с фронтовой и тыловой сторон;
- изучение строения и деформационной способности оксидной плёнки;
- исследования состояния микроструктуры и повреждённости металла;
- определение эквивалентной температуры эксплуатации по фактическому состоянию металла и оксидной плёнки.
Определение жаропрочных свойств (длительной прочности) металла - при необходимости.
5.6.2.3 Пароперепускные трубопроводы с температурой эксплуатации выше 450 °С
Неразрушающий и разрушающий контроль металла пароперепускных трубопроводов котлов с температурой эксплуатации выше 450 °С при продлении срока их службы сверх паркового (или дополнительно назначенного) ресурса выполняется в соответствии с требованиями по контролю металла станционных паропроводов при продлении их срока службы - подраздел 5.6.3 настоящего раздела стандарта.
Изложенные в настоящем пункте требования относятся к коллекторам пароперегревательного тракта котла, работающим при температуре 450 °С и выше (таблица 5.2 настоящего стандарта). Методы и объёмы контроля коллекторов при техническом диагностировании приведены в таблицах 5.14 - 5.16.
а) Коллекторы пароперегревателей
Таблица 5.14
|
Метод контроля |
Объём контроля |
Примечание |
|
|
Независимо от температуры |
ВК |
Кромки внутренней поверхности радиальных отверстий в количестве не менее 3-ёх штук |
Контролируется один коллектор от каждого вида, выработавших парковый (дополнительно назначенный) ресурс |
|
до 510 °С |
ВК, УЗК |
Основные стыковые сварные соединения (тип 1) 20 % |
При обнаружении недопустимых дефектов объём контроля увеличивается вдвое; при повторном обнаружении недопустимых дефектов - объём контроля увеличивается до 100 % |
|
выше 510 °С |
ВК, УЗК, МПК или ЦД (КК), или ТР |
Основные стыковые сварные соединения (тип 1) 40 % |
|
|
до 510 °С |
ВК, УЗК, МПК или ЦД (КК), или ТР |
Сварные соединения приварки донышек и штуцерные соединения пароперепускных труб с Da ≥ 100 мм (тип 2) - 50 % |
При обнаружении недопустимых дефектов объём контроля увеличивается до 100 % |
|
выше 510 °С |
ВК, УЗК, МПК или ЦД (КК), или ТР |
Сварные соединения приварки донышек и штуцерные соединения пароперепускных труб с Da ≥ 100 мм (тип 2) - 100 % |
|
|
MP |
10 % |
Не менее одного сварного соединения приварки донышек и не менее одного штуцерного сварного соединения |
|
|
Независимо от температуры |
УЗТ |
Три контрольных сечения по длине коллектора, в каждом сечении по 4 контрольных точки |
Контролируются два коллектора от каждого вида, выработавших парковый (дополнительно назначенный) ресурс |
|
выше 510 °С |
ВК |
Основной металл: Наружная поверхность в зоне межштуцерного пространства пароперегревательных труб 100 % - в доступных местах |
Контролируются два коллектора от каждого вида, выработавших парковый (дополнительно назначенный) ресурс. |
|
MP |
1 реплика в доступном месте (центральной части коллектора) |
Один коллектор от каждого вида, выработавших парковый (дополнительно назначенный) ресурс. |
Б) Выходные коллекторы горячего промперегрева
Таблица 5.15
|
Расчётные параметры среды |
Метод контроля |
Объём контроля |
Примечание |
|
Независимо от температуры |
ВК, МПК или ЦД (КК), или УЗК (поверхностными волнами) |
Наружная поверхность в центральной части по длине зоны межштуцерного пространства на участке протяжённостью не менее 1000 мм 1 реплика в доступном месте межштуцерного пространства |
Контролируются все коллекторы данного вида. |
|
выше 510 °С |
MP |
Контролируются все коллекторы данного вида. |
|
|
до 510 °С |
ВК, УЗК |
Основные стыковые сварные соединения (тип 1) 20 % |
|
|
выше 510 °С |
ВК, УЗК, МПК или ЦД (КК), или ТР |
Основные стыковые сварные соединения (тип 1) 40 % |
|
|
до 510 °С |
ВК, УЗК, МПК или ЦД (КК), или ТР |
Сварные соединения приварки донышек и штуцерные соединения с Dа ≥ 100 мм (тип 2) 50 % |
Если в процессе эксплуатации наблюдались повреждения штуцерных сварных соединений с Da < 100 мм, рекомендуется выполнить контроль данных соединений в объёме: до 510 °С - 10 % выше 510 °С - 20 %. Методы контроля - ВК, МПК или ЦД (КК), УЗК - факультативно |
|
выше 510 °С |
ВК, УЗК, МПК или ЦД (КК), или ТР |
Сварные соединения приварки донышек и штуцерные соединения с Da ≥ 100 мм (тип 2) 100 % |
|
|
выше 510 °С |
MP |
10 % |
Не менее одного сварного соединения приварки донышек и не менее одного штуцерного сварного соединения |
|
Независимо от температуры |
УЗТ |
Три контрольных сечения на длине коллектора, в каждом сечении по 4 контрольных точки |
Контролируются все коллекторы данного вида, |
в) Впрыскивающие пароохладители: штатные между поверхностями нагрева и пусковые на остром паре и горячем промперегреве
Таблица 5.16
5.6.2.5 Литые детали Dy 100 и более
Изложенные в настоящем пункте требования относятся к литым деталям пароперегревательного тракта котла, работающим при температуре 450 °С и выше. Методы и объёмы контроля литых деталей при техническом диагностировании приведены в таблицах 5.17, 5.18.
а) Корпусы арматуры, тройники, переходы
Таблица 5.17
б) Литые колена
Таблица 5.18
|
Метод контроля |
Объём контроля |
Примечание |
|
|
до 510 °С |
вк, мпк или ЦД (КК), или ТР |
По всей поверхности гнутой части, включая наружный, внутренний обводы и нейтральные зоны - 50 % деталей Ремонтные заварки - 100 %. |
|
|
УЗТ, ТВ |
50 % деталей Контроль выполняют в трёх сечениях: центральном и двух по разные стороны от него. В каждом контрольном сечении измерения проводят в четырёх точках: по наружному, внутреннему обводам и в нейтральных зонах. |
||
|
выше 510 °С |
ВК, МПК или ЦД (КК), или ТР |
По всей поверхности гнутой части, включая наружный, внутренний обводы и нейтральные зоны - 100 % деталей |
Ремонтные заварки не допускаются |
|
УЗТ, ТВ |
100 % деталей Контроль выполняют в трёх сечениях: центральном и двух по разные стороны от него. В каждом контрольном сечении измерения проводят в четырёх точках: по наружному, внутреннему обводам и в нейтральных зонах. |
||
|
Металлографический анализ на отобранной микропробе |
Одна проба на паропровод с максимальной рабочей температурой |
Способ (технология) отбора пробы не должны приводить к недопустимому ослаблению стенки. Допускается отбирать пробу из внутреннего обвода колена |
5.6.2.6 Детали крепежа
Изложенные в настоящем подпункте требования относятся к крепёжным деталям арматуры и других разъёмных соединений, эксплуатирующимся при температуре 450 °С и выше. Методы и объёмы контроля крепежа приведены в таблице 5.19.
Таблица 5.19
|
Метод контроля |
Объём контроля |
Примечание |
|
|
Шпильки М42 и большего размера для арматуры и фланцевых соединений |
ВК, МПК или ЦД (КК), или ВТК, или ТР, УЗК |
Резьбовая поверхность - в доступных местах |
1. Решение о контроле шпилек М36 и менее принимает главный инженер ТЭС. 2. Контроль методами МПК или ЦД, или ВТК, или ТР проводится факультативно по решению главного инженера. |
|
ТВ |
Торцевая поверхность со стороны гайки - 100 % |
Критерии твердости в соответствии с требованиями к исходному состоянию |
|
|
Гайки М42 и большего размера |
ВК |
Резьбовая и торцевая поверхности |
Критерии твердости в соответствии с требованиями к исходному состоянию. |
|
ТВ |
Торцевая поверхность |
5.6.2.7 Барабаны цельнокованые и сварные
В настоящем подпункте стандарта приведена программа контроля металла основных элементов барабанов котлов высокого давления - таблица 5.20. Контроль металла при техническом диагностировании барабанов должен выполняться либо по данной программе, либо по индивидуальной программе, составленной на её основе. Индивидуальную программу контроля металла барабанов при проведении технического диагностирования согласовывает специализированная организация.
Таблица 5.20 - Программа контроля металла основных элементов цельнокованых и сварных барабанов котлов высокого давления
5.6.3 Паропроводы, эксплуатирующиеся при температуре выше 450 °С
5.6.3.1 В настоящем подразделе стандарта изложены требования к методам и объёмам контроля при техническом диагностировании станционных паропроводов и пароперепускных трубопроводов котлов и турбин*) наружным диметром более 75 мм из стали марок 12МХ (12ХМ), 15ХМ, 12Х1МФ (12ХМФ) и 15Х1М1Ф, эксплуатирующихся при температуре пара выше 450 °С.
______________
*) В дальнейшем в настоящем подразделе стандарта понятие «паропроводы» распространяется также на перепускные трубы котлов и турбин.
5.6.3.2 К основным элементам паропроводов, определяющим их ресурс, относятся прямые трубы, гнутые, штампованные и штампосварные отводы (колена), кованые и штампованные тройники и переходы, литые детали (колена, тройники и др.), сварные соединения.
Перед неразрушающим контролем металла элементов паропровода проводят ревизию всей трассы паропровода и его опорно-подвесной системы (РОПС). РОПС выполняют в горячем и холодном состояниях паропровода. Результаты РОПС используются в последующем для поверочного расчёта на прочность и самокомпенсацию (ПРПС) паропроводной системы.
а) Контроль остаточной деформации ползучести - 100 % труб, подлежащих контролю остаточной деформации: трубы из стали 12МХ и 15ХМ - с температурой 450 °С и выше, трубы из стали 12Х1МФ и 15Х1М1Ф - с температурой 500 °С и выше.
б) Участки паропроводов в местах врезки штуцеров с Dy50 мм и более дренажных линий, линий БРОУ и РОУ контролируют методами ВК, УЗК и ультразвуковой толщинометрии (УЗТ) на расстоянии одного диаметра основной трубы в каждую сторону от места врезки (стенки штуцера). Контроль толщины стенки проводится в двух сечениях: по одному в каждую сторону от места врезки, отстоящих от оси штуцера на расстоянии не более диаметра основной трубы. В каждом контрольном сечении толщина стенки измеряется в четырёх точках.
в) Дополнительный контроль прямых участков (труб) трубопроводов Дополнительный контроль прямых труб паропровода после отработки ими паркового или индивидуального ресурса проводится в следующих случаях:
- ранее были произведены в полном объёме замена гибов или их восстановительная термообработка;
- максимальная остаточная деформация труб превышает 75 % допустимой величины.
г) Дополнительный контроль включает:
- ультразвуковой контроль толщины стенки (УЗТ) не менее пяти прямых труб с наибольшей остаточной деформацией ползучести, но не менее двух труб по каждому типоразмеру; на каждую трубу одно контрольное сечение в зоне расположения реперов.
- контроль методами ВК, МПК (ЦД), УЗК, а также исследование микроструктуры и анализ повреждённости на репликах или сколах - не менее двух труб каждого типоразмера (с наибольшей остаточной деформацией ползучести и минимальной толщиной стенки).
Примечания
1. Толщина стенки в контрольном сечении трубы измеряется в четырех точках равномерно по периметру сечения.
2. Контроль методами ВК, МПК (ЦД) и УЗК прямого участка трубы ведётся в зоне расположения реперов на длине не менее 500 мм и должен охватывать по направляющей (окружности) трубы весь периметр сечения.
3. Контроль микроповреждённости трубы выполняется на участке, подготовленном под МПК (ЦД) и УЗК и содержащем точку с минимальной толщиной стенки.
Контроль прямых труб методами МПК (ЦД) и УЗК по п.п. 5.6.3.3.г) может не проводиться, если по результатам УЗТ минимальная толщина стенки труб данного типоразмера составляет не менее номинальной толщины и максимальная остаточная деформация труб этого типоразмера не превышает половины допустимого значения.
д) Если по результатам
контроля минимальная толщина стенки (![]() ) труб какого-либо из типоразмеров
окажется меньше 0,95S - 0,5 мм,
где S номинальная толщина стенки, контроль
толщины стенки этих труб проводится в удвоенном объёме.
) труб какого-либо из типоразмеров
окажется меньше 0,95S - 0,5 мм,
где S номинальная толщина стенки, контроль
толщины стенки этих труб проводится в удвоенном объёме.
е) При проведении дополнительного контроля прямых труб рекомендуется элементы и зоны контроля выбирать с учётом результатов поверочных расчётов на прочность.
а) Контроль остаточной деформации ползучести - 100 % гибов, подлежащих контролю остаточной деформации (из стали 12МХ и 15ХМ начиная с 450 °С; из стали 12Х1МФ и 15Х1М1Ф - начиная с 500 °С).
б) Определение овальности - 100 % гибов.
Овальность определяется по результатам измерений наружного диаметра гиба по двум, взаимно перпендикулярным, направлениям: между наружным и внутренним обводами и между нейтральными зонами. Измерения проводятся не менее чем в трёх контрольных сечениях: в центральном сечении гнутой части и по разные стороны от него на расстоянии ~ 0,5Da (Da - наружный диаметр).
в) Контроль методами ВК, МПК (ЦД) и УЗК - 100 % гибов.
Примечание - Контроль проводится по всей длине гнутой части на 2/3 окружности гиба, включая растянутую и нейтральные зоны
г) Ультразвуковой контроль толщины (УЗТ) стенки в растянутой и нейтральных зонах гибов - 100 %. Измерение толщины стенки проводится не менее чем в пяти контрольных сечениях гнутой части каждого гиба: одно контрольное сечение - в центральной части гиба и по два сечения - в разные стороны от него с интервалом не более (0,70 ¸ 0,75)Da - для нормально загнутых гибов и ~ (0,30 ¸ 0,40)Da - для крутозагнутых гибов, где Da - наружный диаметр.
д) Анализ микроструктуры и микроповреждённости металла.
Анализ проводится методом реплик или непосредственно на шлифах переносным микроскопом в объёме не менее:
10 % гибов на паропроводах от общего их числа, но не менее трёх - при этом анализу подвергается хотя бы один гиб каждого из типоразмеров, отработавших парковый (или индивидуальный) ресурс;
5 % от количества, но не менее двух гибов пароперепускных труб (котла или турбины) каждого назначения.
Контролю подвергаются гибы с максимальной остаточной деформацией или с максимальным уровнем напряжений по результатам расчёта на прочность.
Примечания
1. Для тонкостенных паропроводов с отношением наружного диаметра к внутреннему не более 1,2 (т.е. Dн/Dвн = b ≤ 1,2) в контрольную группу для анализа микроповреждаемости включаются гибы с овальностью менее 1,5 % (за исключением гибов, изготовленных нагревом ТВЧ с осевым поджатием) и гибы, овальность которых уменьшилась вдвое по сравнению с исходным значением.
2. На паропроводах блоков СКД в контрольную группу для анализа микроповреждённости включаются гибы с максимальной овальностью.
е) При повторном обследовании и продлении ресурса паропроводов неразрушающий контроль металла гибов проводится в полном объёме согласно п.п. 5.6.3.4.а) ¸ 5.6.3.4.г). При этом анализ микроструктуры и микроповреждённости металла проводится в объёме не менее:
20 % гибов на паропроводах от общего их числа, но не менее трех, причем анализу подвергается хотя бы один гиб каждого из типоразмеров, отработавших парковый или индивидуальный ресурс, и не менее двух гибов каждого из типоразмеров, отработавших дополнительно назначенный ресурс.
10 % гибов от количества, но не менее трёх гибов пароперепускных труб (котла или турбины) каждого назначения.
Отбор гибов в контрольную группу для анализа микроструктуры и микроповреждённости металла проводится согласно п.п. 5.6.3.4.д), при этом следует учитывать результаты анализа микроповреждённости металла, полученные при предыдущем обследовании паропровода.
ж) Для выбора контрольной группы гибов или прямых труб (см. п. 5.6.3.3) под металлографический анализ (MP или другим методом) допускается использовать экспресс методы контроля состояния металла. По результатам такого экспресс (или индикационного) контроля, выполненного, как правило, на 100 % элементов, назначаются гибы и конкретизируются на их поверхности локальные участки металла для последующего контроля микроповреждённости. При этом проверка элементов экспресс методом (даже в полном объёме) не заменяет анализа микроструктуры и микроповреждённости металла методом реплик или другим равноценным методом, а также неразрушающего контроля элементов, предписанными в настоящем подразделе стандарта методами.
Указанный экспресс (или индикационный) метод контроля состояния металла должен быть аттестован в установленном порядке.
5.6.3.5 Штампованные и штампосварные колена
а) Контроль металла методами ВК, УЗК и МПК (ЦД) проводится в объёме: 25 % штампованных отводов; 25 % штампосварных отводов, но не менее двух.
Контроль ведётся по всей длине изогнутой части по всему периметру (окружности) сечения колена, то есть включая наружный, внутренний обводы и нейтральные зоны колена.
б) Контроль методами УЗК и МПК (ЦД) сварных соединений (продольных) штампосварных отводов: на 100 % штампосварных отводов контролю подвергаются оба сварных шва в полном (100 %) объёме.
в) Ультразвуковой контроль толщины (УЗТ) стенки проводится в объёме:
25 % штампованных отводов;
100 % штампосварных отводов.
Измерения толщины стенки проводят не менее, чем в трёх контрольных сечениях: в - центральном (ось симметрии в плоскости колена) и по разные стороны от него примерно посредине между центральной частью и концом колена. В каждом контрольном сечении измерения проводят в четырёх точках: наружный, внутренний обводы и нейтральные зоны.
Примечание - В штампосварных коленах контроль толщины стенки в зонах продольных сварных соединений выполняют по обе стороны от шва, поэтому в каждом контрольном сечении будет по шесть точек измерения.
г) Анализ микроструктуры и микроповреждённости металла в зонах сварных соединений штампосварных отводов.
Анализ проводится методом реплик или непосредственно на шлифах не менее, чем на 50 % (но не менее трёх колен) каждого из типоразмеров. На каждом обследованном колене анализ проводится в центральной части на двух шлифах: по одному на каждое сварное соединение.
д) При повторном обследовании и продлении ресурса паропровода контроль колен неразрушающими методами проводится в объёме не ниже указанного в п.п. 5.6.3.5.а) ¸ 5.6.3.5.в), при этом анализ микроструктуры и микроповреждённости металла проводится в объёме:
- штампосварные колена - 100 % (в центральной части на двух шлифах: по одному на каждое сварное соединение);
- штампованные колена - одно из колен каждого типоразмера: в центральной части колена на двух диаметрально противоположных шлифах - на внутреннем и наружном обводах.
а) После выработки паркового ресурса контроль сварных соединений методами ВК, УЗК, МПК (ЦД) и УЗТ проводится в объёме:
Для сварных соединений типа 1:
10 % сварных швов при температуре эксплуатации до 510 °С.
20 % сварных швов при температуре эксплуатации 510 °С и выше.
Для сварных соединений типа 2:
50 % сварных швов при температуре эксплуатации до 510 °С.
100 % сварных швов при температуре эксплуатации 510 °С и выше.
Примечания
1. Соединения сварных тройников контролировать в объёме 100 % независимо от температуры эксплуатации.
2. Толщина стенки стыковых сварных соединений измеряется по основному металлу в пришовной зоне (в проточке) с каждой стороны шва в четырёх точках равномерно по окружности трубы.
Толщина стенки штуцерных сварных соединений измеряется в четырёх точках по периметру штуцера и в пяти точках основной трубы, четыре из которых равномерно расположены вдоль шва приварки штуцера, а одна - в точке трубы на пересечении с продолжением оси штуцера.
3. При выявлении недопустимых дефектов в сварных соединениях контроль соединений данного типа увеличивается до 100 %.
б) При повторном обследовании и продлении ресурса паропровода контроль методами ВК, УЗК, МПК (ЦД) и УЗТ сварных соединений проводится в следующем объёме.
Сварные соединения типа 1:
20 % сварных швов при температуре эксплуатации до 510 °С;
30 % сварных швов при температуре эксплуатации 510 °С и выше.
Контролю подлежат сварные соединения, не проконтролированные при предыдущем обследовании.
Сварные соединения типа 2:
50 % сварных швов при температуре эксплуатации до 510 °С. Контролируют сварные соединения, не проверенные в ходе предыдущего обследования.
100 % сварных швов при температуре эксплуатации 510 °С и выше.
в) Контроль твердости сварных соединений элементов из стали 15Х1М1Ф между собой и труб из стали 15Х1М1Ф с литыми деталями из стали 15Х1М1ФЛ по основному металлу и металлу шва проводится в объёме 100 %.
Примечание - Контроль по п.п. 5.6.3.6. а), 5.6.3.6. в), после выработки паркового ресурса паропровода можно не проводить, если этот контроль был выполнен в требуемом объёме не ранее, чем за 15 тыс. часов до проводимого обследования по поводу исчерпания паркового ресурса.
г) Анализ микроструктуры и микроповреждённости металла зон сварных соединений элементов паропроводов из стали марок 12МХ (12ХМ) и 15ХМ проводят в объёме:
Для сварных соединений типа 1:
- два сварных соединения из наиболее слабых типоразмеров в составе паропровода;
Для сварных соединений типа 2:
- 20 %, но не менее двух штук с наименьшими значениями паркового ресурса.
Контроль рекомендуется выполнять для наиболее напряжённых стыков и наиболее напряженных точек в их сечении по результатам поверочного расчёта паропровода от совместного действия всех нагружающих факторов (ПРПС). При отсутствии указанного расчёта контроль микроструктуры и микроповреждённости выполняют в четырёх точках сечения, равномерно расположенных по периметру.
Примечание - При наличии сварных тройниковых соединений контроль микроповреждённости проводится не менее, чем на половине их количества; при этом равнопроходные сварные тройники контролируют в объёме 100 %.
д) Металлографический анализ и контроль микроповреждённости сварных соединений элементов из стали марок 12Х1МФ и 15Х1М1Ф рекомендуется выполнять в зависимости от конструкционного, технологического и эксплуатационного факторов в объёме, определяемом согласно таблице 5.21. Рекомендуемые места и зоны контроля указаны в таблицах 5.21. и 5.22.
Таблица 5.21 - Объём проведения металлографического анализа сварных соединений паропроводов из сталей 12Х1МФ и 15Х1М1Фв зависимости от конструкционного и технологического факторов
|
Параметр конструкционной прочности (ПКП) |
Величина параметра/ Объём контроля, % |
Место расположения сварного соединения на трассе трубопровода |
|||
|
ТСС, шсс |
|
1,0 ¸ 1,2 |
1,2 ¸ 1,5 |
≥ 1,5 |
На любом участке, но в первую очередь в районе перемычек и пускорегулирующей арматуры и устройств |
|
≥ 0,75 |
100 |
75 |
50 |
||
|
< 0,75 |
75 |
50 |
30 |
||
|
СССРТЭ СССКП |
Sy/S0 |
≤ 1,0 ¸ 1,2 |
1,2 ¸ 1,5 |
≥ 1,5 |
То же и вблизи расположения неподвижных опор |
|
60 |
40 |
20 |
|||
|
ссс |
Sy/S0 |
≤ 1,0 ¸ 1,2 |
1,2 ¸ 1,5 |
≥ 1,5 |
Вблизи неподвижных опор и на перемычках в местах примыкания к тройникам |
|
20 |
15 |
10 |
|||
Примечания
1. Для ТСС и ШСС группа контроля выбирается по
наименьшему значению из ![]() и
и ![]() .
.
2. Первоочередному контролю подлежат сварные соединения, характеризующиеся следующими особенностями:
- соединения с разупрочненным металлом шва γмш < 1, где γмш = НВмш/НВом;
- соединения с ремонтными подварками.
3. Условные обозначения:
- ТСС, ШСС - тройниковые и штуцерные сварные соединения;
- ССС, СССртэ, СССкп - стыковые сварные соединения труб одинакового типоразмера, разнотолщинных трубных элементов и труб с коническими переходами соответственно;
- Sк и Sш - номинальная толщина стенки корпуса и штуцера тройника соответственно (в районе углового шва);
- ![]() ,
, ![]() , S0 - расчётная толщина стенки корпуса тройника, штуцера и
трубного элемента соответственно;
, S0 - расчётная толщина стенки корпуса тройника, штуцера и
трубного элемента соответственно;
- d0 - диаметр отверстия в корпусе тройника под штуцер;
- ![]() - наружный диаметр корпуса тройника;
- наружный диаметр корпуса тройника;
- ![]() - фактическая толщина стенки корпуса
тройника в зоне углового шва;
- фактическая толщина стенки корпуса
тройника в зоне углового шва;
- Sy - утоненная расточкой под накладные кольца толщина стенки трубных элементов;
- НВмш, НВом - твердость металла шва и основного металла соответственно.
4. Расчётную толщину стенки определяют для расчётных параметров на планируемый срок продления эксплуатации (индивидуальный ресурс).
Таблица 5.22. - Рекомендуемые зоны сварных соединений паропроводов для металлографического анализа методом реплик (срезов металла или с помощью переносных оптических микроскопов)
|
Эскиз сварного соединения (стрелкой указано направления пара) |
Тип сварного соединения |
Сечение, № |
Зоны контроля1) |
Признаки по выбору зон контроля2) |
|
|
ссс |
I, II, III |
1, 2, 3, 4 |
Сечение выбирается одно из I - III в зависимости от γмш, S/S0, n и места сварного соединения на трассе паропровода |
|
|
СССртэ (СССкп) |
I, II, III |
1, 2, 3, 4 |
Преимущественно сечение I; выбор остальных сечений (II, III) проводится факультативно по признакам аналогично подходу для ССС |
|
|
ТСС, ШСС |
I, II, III, IV |
Преимущественно A1, A2. Далее В1 и В2 |
Преимущественно сечение I; остальные сечения
выбираются факультативно в зависимости от γмш, S/S0, bш/bк и |
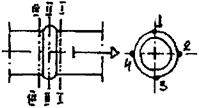


Примечания
1. Одна площадка контроля - обязательно; остальные - факультативно.
2. Условные обозначения:
- γмш - разупрочнение (упрочнение) металла шва, γмш = НВмш/НВом;
- S/S0 - запас по толщине стенки
- ![]() - согласно таблице 5.21
- согласно таблице 5.21
- n - запас прочности;
- ![]()
![]()
![]() , где р - давление пара, МПа;
, где р - давление пара, МПа;
- [s] - допускаемые напряжения на сталь, МПа.
е) При обнаружении недопустимых дефектов в сварных соединениях по результатам их неразрушающего контроля или анализа микроповреждённости, а также при выявленных отклонениях в состоянии или нагрузках элементов опорно-подвесной системы или имевших место разрушениях сварных соединений, или элементов ОПС, объём сварных соединений, подлежащих металлографическому анализу и контролю микроповреждённости, увеличивается не менее, чем в 2 раза.
5.6.3.7 Литые, штампованные и кованые детали
Требования к методам и объёмам контроля литых деталей изложены в п. 5.6.2.5 настоящего стандарта. Контроль кованых и штампованных деталей рекомендуется выполнять теми же методами и в тех же зонах, что и аналогичных литых деталей, но в уменьшенном в два раза объёме (за исключением штампованных колен, объём контроля которых приведен в п.п. 5.6.3.5 настоящего подраздела стандарта).
5.6.3.8 Исследование состава, структуры и свойств металла на вырезках
а) Исследования состава (химического, фазового), механических свойств и структуры основного металла и сварного соединения на образцах вырезок из паропровода являются обязательными в следующих случаях:
1) при обнаружении в процессе контроля (или предшествующей эксплуатации) недопустимых дефектов или отклонений, в том числе недопустимого уровня остаточной деформации;
2) при выявлении нерекомендованной микроструктуры металла гибов или сварных соединений при неразрушающем контроле (методом реплик, переносным микроскопом и т.д.);
3) при выявленной (по результатам неразрушающего контроля) микроповреждённости выше 4 балла или (и) выше IIIn балла шкал микроповреждённости основного металла и сварных соединений соответственно согласно шкалам приложений (И, Л, М) настоящего стандарта.
4) при нарушении режимов эксплуатации, в результате чего возможны недопустимые изменения в структуре и свойствах металла, или появление недопустимых дефектов.
5) при повторном продлении срока службы паропровода после отработки им индивидуального ресурса и, в любом случае, после наработки 400 тыс. часов и более.
Вырезка из паропровода с последующим исследованием состояния металла также должна проводиться в случае, если это признано необходимым организацией, выполняющей продление ресурса паропровода.
б) Рекомендуется вырезать участок паропровода, содержащий фрагменты прямой трубы и гиба, включая их сварное соединение. Вырезаемая «катушка» должна быть предварительно замаркирована таким образом, чтобы при последующей механической обработке была возможность идентификации металла прямой трубы и гиба.
в) При определении места вырезки должны быть одновременно учтены следующие факторы:
- вырезка должна находиться на начальном по ходу пара участке паропровода;
- гиб, часть которого входит в состав вырезанной пробы, должен иметь максимальную остаточную деформацию или (и) минимальную по сравнению с другими гибами толщину стенки, или (и) максимальный балл микроповреждённости металла.
Рекомендуется для определения места вырезки выполнять предварительный поверочный расчёт на прочность от действия всех нагружающих факторов с учётом фактических данных по результатам контроля, в том числе микроповреждён-ности металла.
г) При повторном обследовании и продлении ресурса паропровода рекомендуется в вырезаемый для исследований участок паропровода включать также гнутую часть гиба. При этом выбор участка паропровода для вырезки и последующего исследования металла рекомендуется обосновывать результатами поверочного расчёта на прочность паропроводной системы от совместного действия всех нагружающих факторов.
д) Вырезку пробы («катушки») из паропровода разрешается выполнять огневым способом с последующим удалением механическим способом слоя металла от кромки реза шириной не менее 25 мм. Длина вырезанной «катушки» должна составлять не менее 500 мм. Сварной шов должен располагаться по центру вырезки.
е) Вырезаемые из трубной заготовки образцы для механических и ударных испытаний рекомендуется размещать по периметру заготовки, то есть в окружном (поперечном) направлении. Образцы на длительную прочность, а также для испытаний сварных соединений, располагают вдоль оси трубной заготовки.
Металлографический анализ и исследования микроповреждённости металла выполняются по всей толщине стенки трубы.
ж) На металле вырезки из паропровода проводятся следующие исследования:
- определяют химический состав металла (основного и сварного шва);
- определяют содержание легирующих элементов в карбидах и при необходимости - типы карбидов - карбидный и фазовый анализы;
- определяют твердость металла по толщине стенки трубы и по поперечному сечению сварного соединения, включая основной металл, зону термического влияния, и металл шва;
- проводят испытания на разрыв по определению механических свойств металла при комнатной и рабочей температурах и ударные испытания по определению ударной вязкости KCU и KCV при комнатной температуре и KCU - при рабочей температуре.
- испытания образцов типа Менаже (тип 1 по ГОСТ 9454) из сварного соединения на статический изгиб с определением удельной энергии на зарождение трещины (Аз) и на её развитие (Ар);
- исследования микроструктуры металла по толщине стенки трубы и сварного соединения по его поперечному сечению;
- анализ микроповреждённости (порами ползучести) по толщине стенки трубы;
- анализ микроповреждённости сварного соединения по его поперечному сечению;
- длительные испытания по определению жаропрочных свойств металла и при необходимости сварного соединения.
Примечания
1. Полный объём испытания по определению кратковременных механических свойств и длительной прочности проводят на трёх партиях образцов, соответствующих металлу гиба, металлу прямой трубы и сварному соединению. При этом в последнем случае рабочая часть разрывных образцов и образцов на длительную прочность представляет собой сварное соединение, включая металл шва, зоны термического влияния и основной металл. Допускается по решению специализированной организации проводить испытания в сокращённом объёме.
Ударные образцы типа Менаже и Шарли (тип I и II соответственно по ГОСТ 9454) из сварного соединения (для испытаний на ударную вязкость и статический изгиб) изготавливают в двух вариантах: надрез располагается в металле шва и в зоне сплавления.
2. При испытаниях на разрыв основного металла
определяют комплекс механических свойств, включая прочностные характеристики -
временное сопротивление разрыву ![]() (предел прочности) и условный предел
текучести
(предел прочности) и условный предел
текучести ![]() и
пластические характеристики - относительное удлинение d и
относительное сужение y. При кратковременных испытаниях сварного соединения
определяют временное сопротивление разрыву
и
пластические характеристики - относительное удлинение d и
относительное сужение y. При кратковременных испытаниях сварного соединения
определяют временное сопротивление разрыву ![]() и относительное сужение y.
и относительное сужение y.
3. Испытания на длительную прочность основного металла могут быть заменены испытаниями на горячую твердость с пересчётом характеристик горячей твердости в соответствующие характеристики длительной прочности металла при условии обеспечения возможности корректировки соответствующих коррелляционных зависимостей для конкретных марок стали по банку данных жаропрочных свойств металла после различных сроков наработки.
Для сварных соединений не допускается оценивать жаропрочные свойства косвенным методом через горячую твердость.
з) Кратковременные механические свойства металла при комнатной и рабочей температурах определяются испытанием не менее двух образцов на разрыв и не менее трёх - на ударную вязкость для каждого значения температуры.
Длительные жаропрочные испытания с определением характеристик длительной прочности проводят не менее чем на восьми образцах.
и) Исследования микроструктуры и микроповреждённости металла проводятся на образцах из вырезки по всей толщине стенки трубы. Анализ микроструктуры и микроповреждённости основного металла и сварных соединений выполняется методами оптической микроскопии, а также факультативно прецизионным определением плотности для основного металла.
к) При исследовании металла вырезки гнутого участка колена данная вырезка проводится из центральной части гиба. В этом случае образцы для исследований как поперечные, так и продольные, вырезают из половины гиба, соответствующей его наружному обводу, т.е. включающей полностью растянутую зону и частично (~ 50 %) две нейтральные зоны.
а) После отработки назначенного (паркового) или дополнительно назначенного ресурса выполняется осмотр паропровода и проводится ревизия его опорно-подвесной системы (ОПС), а также выполняется поверочный расчёт паропроводной системы на прочность и самокомпенсацию (от совместного действия всех нагружающих факторов). Первоначальное обследование проводится в рабочем состоянии паропровода до вывода его из эксплуатации.
б) Анализ проектной, монтажно-сдаточной и эксплуатационной технической документации.
Объём технической документации, необходимой для проведения анализа:
- проектные и фактические параметры пара (если ответвления паропровода, связанные с ним в одну расчётную систему, и сам паропровод эксплуатируются при различных параметрах среды, или время эксплуатации при рабочих параметрах для различных ответвлений отличается - сведения по каждому такому ответвлению в отдельности);
- год ввода паропроводов в эксплуатацию, данные по длительности эксплуатации паропроводов и их ответвлений;
- аксонометрическая схема паропроводов с указанием марок стали и типоразмеров основной трассы и ответвлений с привязкой арматуры, опор и подвесок (с указанием проектных номеров), указателей температурных перемещений (с указанием проектных номеров) и сварных соединений;
- массовые характеристики установленной арматуры;
- проектные и эксплуатационные данные по температурным перемещениям паропроводов в местах установки индикаторов температурных перемещений (по осям координат, принятым в аксонометрической проекции паропроводов), а также в местах присоединения к оборудованию;
- проектные и фактические данные по пружинным опорам и подвескам, сортамент установленных пружин, их высоты (в рабочем и холодном состоянии); эксплуатационные формуляры по нагрузкам;
- тип тепловой изоляции, её погонная масса, границы участков с различной погонной массой тепловой изоляции;
- величины и места выполнения монтажных растяжек в соответствии с актами о выполнении монтажных растяжек из паспорта паропровода;
- возможные сочетания тепловых режимов работы паропроводов и их ответвлений;
- данные об имевшихся в процессе эксплуатации повреждениях элементов паропроводов.
в) Осмотр трассы трубопровода в рабочем и холодном состояниях и ревизия ОПС:
- выполняется визуальная проверка отсутствия защемлений паропроводов в рабочем и холодном состояниях;
- выполняется визуальный осмотр и оценка работоспособности элементов ОПС;
- выполняется измерение уклонов горизонтальных участков трасс;
- на основании результатов визуального осмотра паропроводов и их ОПС составляются ведомости дефектов, в которых указываются необходимые мероприятия по устранению дефектов и сроки выполнения этих работ, а также ответственные за их выполнение.
г) Проверка соответствия фактического исполнения трассы паропроводов и ОПС проектным данным:
- проводится измерение фактических линейных размеров трасс паропроводов с уточнением расположения ответвлений, сварных соединений (на основании проектных данных), опор, подвесок, арматуры и индикаторов температурных перемещений, выполняется проверка соответствия типов опор и подвесок проекту, выполняется проверка целостности и работоспособности элементов ОПС и индикаторов температурных перемещений;
- измеряются геометрические характеристики установленных пружин: количество витков, диаметры прутков и диаметры навивки пружин, а также высоты пружин в рабочем состоянии паропроводов; дополнительно измеряются длины тяг пружинных подвесок и их отклонения от вертикали; выполняется идентификация пружин;
- выполняется измерение температурных перемещений при переходе паропроводов из горячего в холодное состояние.
д) Сопоставление и анализ фактических и проектных данных паропроводов и ОПС:
- документируются все отмеченные при обследовании отклонения от проекта;
- разрабатываются расчётные модели выявленных при визуальном осмотре частичных или полных защемлений паропроводов и ОПС;
- уточняются применительно к конкретному паропроводу расчётные модели сварных соединений (на основании данных эксплуатирующей организации).
5.6.4 Паропроводы горячего промперегрева, изготовленные из центробежнолитых (ЦБЛ) труб
5.6.4.1 В настоящем подразделе стандарта изложены требования к методам и объемам контроля при техническом диагностировании паропроводов горячего промперегрева, изготовленных из центробежнолитых (ЦБЛ) труб типоразмером Æ 630´25 мм, Æ 630´28 мм и Æ 920´32 мм из стали марки 15Х1М1Ф, эксплуатирующихся при температуре пара от 540 до 545 °С и давлении от 2,5 до 4,0 МПа.
5.6.4.2 Неразрушающий контроль металла ЦБЛ труб проводится в соответствии с требованиями, изложенными в таблице 5.23.
Таблица 5.23
|
Метод контроля |
Объём контроля |
Примечание |
|
|
Трубопровод |
РОПС |
Трубопроводная система и ОПС |
Осмотр трубопровода и ОПС проводить в горячем и холодном состояниях. |
|
Прямые трубы из стали 15Х1М1Ф |
Измерение остаточной деформации |
100 % |
При достижении остаточной деформации, равной половине допустимого значения, измерения её проводятся каждые 25000 ч |
|
Металлографический анализ с оценкой свойств металла и микроповреждаемости на вырезке |
не менее 2-х труб на паропровод |
Металлографический анализ проводится на отобранных пробках или на вырезке |
|
|
Сварные стыковые соединения |
УЗК, МПК или ЦД (КК) |
100 % |
- |
|
УЗТ |
100 % |
Толщина стенки контролируется один раз в зоне сварного соединения (место расточки под подкладное кольцо) |
|
|
ТВ |
100 % |
Измеряется твердость металла шва и примыкающего основного металла. Контролю подлежат заводские стыки, а также стыки с ремонтными подварками. |
|
|
Сварные стыковые соединения |
Металлографический анализ с помощью реплик ЗТВ сварного соединения |
не менее 10 % (объём контроля уточняется согласно п. п. 5.6.3.6 д) настоящего подраздела стандарта) |
Контролю подвергаются стыки: - с разупрочнённым металлом шва (твердость шва ниже твердости основного металла); - с подваркой; - разнотолщинных элементов (труба - штампосварное колено и др.) |
|
Исследование структуры и свойств металла на вырезке |
Одно сварное соединение с основным металлом на паропровод |
Вместо вырезки сварного соединения (катушки) допускается вырезка пробки диаметром не менее 120 мм с последующей вваркой глухого штуцера. При вырезке пробки из нижнего полупериметра трубы штуцер (заглушающий) устанавливается донышком внутрь. Вварка штуцера должна выполняться с полным проплавлением стенки штуцера. |
5.6.4.3 Разрушающий контроль. Исследование состава, структуры и свойств металла на вырезках
а) Вырезку «катушки» или отбор «пробки» основного металла совмещают с вырезкой сварного стыка или отбором «пробки» сварного соединения:
- «катушка» вырезается из паропровода с помощью газовой резки: ацетилено-кислородной или смеси любого горючего газа с кислородом. Длина вырезаемого трубного элемента (включающего две ЦБЛ трубы) с кольцевым сварным швом посередине должна составлять не менее 650 мм.
- «пробка» из действующего паропровода вырезается только механическим способом: фрезерованием, высверливанием. Она должна быть диаметром не менее 120 мм с последующей приваркой глухого штуцера в сварное соединение паропровода. Технология приварки глухого штуцера Dy ≥ 100 мм в отверстие, полученное при вырезке пробки в сварном соединении паропровода, должна соответствовать требованиям действующей нормативной документации.
б) При исследовании основного металла ЦБЛ труб определяются:
- химический и карбидный анализы по сечению стенки трубы;
- кратковременные механические свойства при комнатной и рабочей температурах;
- критическая температура хрупкости (при необходимости);
- состояние макро- и микроструктуры по сечению стенок труб;
- микроповреждённость основной и ликвационной структуры порами с определением объёмной доли пор;
- жаропрочные свойства (при необходимости).
в) Макроструктурный анализ проводится на темплетах по всему поперечному сечению стенок труб для фиксирования ликвационной полосчатости и визуального выявления макронесплошностей технологического происхождения.
г) Микроструктурный анализ (включая микроповреждённость) проводится на шлифах поперечного сечения стенок труб как в зонах с основной структурой, так и в ликвационной зоне, примыкающей, главным образом, к внутренней поверхности трубы, с целью выявления степени развития ликвационных структур и фиксирования микродефектов технологического происхождения, а также оценки микроповреждённости металла.
д) Образцы для механических испытаний необходимо вырезать из зон металла, примыкающих к внутренней поверхности труб.
е) При исследовании сварного соединения, вырезанного из действующего паропровода, определяются:
- твердость основного металла, зоны термического влияния (ЗТВ) и металла шва соединения в 3 - 4-х продольных сечениях на шлифе поперечного сечения стыка;
- кратковременные механические свойства при комнатной и рабочей температурах по результатам испытаний гладких образцов на растяжение и образцов с надрезом «Менаже» и «Шарпи» на ударный изгиб (надрез наносится по зоне сплавления);
- испытания образцов типа «Менаже» при комнатной и рабочей температурах на статический изгиб с определением удельной энергии на зарождение (Аз) и развитие (Ар) трещины;
- химический состав металла шва и при необходимости дополнительно основного металла и карбидный анализ металла этих зон;
- качество зон сварного соединения по результатам металлографического анализа трех макрошлифов поперечного сечения;
- микроструктура и микроповреждённость зон сварного соединения по результатам металлографического исследования 2 - 3-х микрошлифов поперечного сечения;
- жаропрочные свойства (при необходимости).
ж) При исследовании фрагмента сварного соединения (пробки), вырезанного из действующего паропровода, определяются:
- твердость металла зон сварного соединения;
- химический состав металла шва;
- макро- и микроструктура с оценкой микроповрежденности металла зон сварного соединения.
5.6.5 Станционные питательные трубопроводы
В настоящем подразделе стандарта изложены требования к методам и объёму контроля при техническом диагностировании станционных питательных трубопроводов энергоустановок высокого давления и СКД наружным диаметром более 75 мм. Методы и объёмы контроля станционных питательных трубопроводов приведены в таблице 5.24.
Таблица 5.24
5.6.6.1 Неразрушающий (дефектоскопический) контроль
а) Цельнокованые роторы высокого и среднего давления
1) После выработки паркового (индивидуального) ресурса контролю подвергаются следующие высоконагруженные зоны цельнокованых роторов, в которых наиболее вероятно образование эксплуатационных трещин:
- осевой канал;
- обода дисков первых двух наиболее высокотемпературных ступеней;
- галтели дисков первых двух наиболее высокотемпературных ступеней;
- разгрузочные отверстия дисков первых двух наиболее высокотемпературных ступеней;
- тепловые канавки концевых, диафрагменных и промежуточных уплотнений, расположенных в зоне ротора с температурой металла выше 400 °С.
2) Контроль металла в районе осевого канала включает:
- визуальный контроль поверхности канала, зачищенной от окалины, для оценки качества зачистки поверхности, выявления уступов, технологических выборок, рисок, коррозионных повреждений и других видимых дефектов поверхности;
- магнитопорошковую дефектоскопию или вихретоковый контроль, или ультразвуковой контроль поверхностными волнами для выявления поверхностных эксплуатационных или металлургических дефектов;
- ультразвуковой контроль объемными волнами для выявления скрытых дефектов различной ориентации в объеме поковки ротора;
Примечания
1. ТВК и УЗК осевого канала требуется осуществлять с помощью сканирующего устройства, гарантирующего контроль 100 % поверхности канала.
2. в том случае, если ультразвуковой контроль ротора проводился после 100 тыс. ч. эксплуатации и недопустимых дефектов при этом выявлено не было, повторный контроль ротора этим методом после исчерпания паркового ресурса допускается не проводить;
- (факультативно) измерение остаточной деформации ползучести для оценки величины накопленной поврежденности в металле;
Примечание - Данный метод не применяется для контроля роторов производства ОАО «ТУРБОАТОМ», роторов с уступами или выборками на поверхности осевого канала, препятствующими проведению измерения накопленной деформации ползучести.
3) Последовательность проведения операций по контролю ротора со стороны осевого канала следующая:
- ротор устанавливается на козлах в доступном для контроля месте на высоте, удобной для визуального осмотра канала (1,0 - 1,5 м) со свободным доступом к обоим концам (4 - 5 м с каждого конца);
- снимается автомат безопасности и удаляются пробки, закрывающие с двух сторон осевой канал;
Примечание - при невозможности удаления пробок их высверливают;
- из осевого канала удаляются частицы металла, стружка, масло и пр. Поверхность канала протирают ветошью, обдувают сжатым воздухом, обезжиривают ацетоном или другим растворителем;
- проводится предварительный визуальный контроль поверхности для выявления уступов, выборок и пр.;
- проводится измерение остаточной деформации ползучести (где эта операция запланирована);
- с помощью хонинговальной головки производится удаление окалины и обработка поверхности до шероховатости Rz = 10 по ГОСТ 2789, обдувка ее сжатым воздухом и обезжиривание ацетоном или другим растворителем;
- проводится визуальный контроль поверхности для оценки ее качества и выявления видимых дефектов;
- осуществляется контроль для выявления поверхностных дефектов методами магнитопорошковой или вихретоковой, или ультразвуковой дефектоскопии поверхностными волнами;
- при необходимости производится фотографирование выявленных дефектов;
- проводится ультразвуковой контроль металла ротора для выявления скрытых дефектов в объеме поковки;
- для получения исходных данных для последующих замеров проводится повторное измерение диаметра канала;
4) Контроль ободов дисков проводится с разлопачиванием одного пакета с замковой лопаткой каждого замкового соединения первых двух ступеней с последующим контролем металла в зонах концентрации напряжений методами магнитопорошковой или вихретоковой, или цветной дефектоскопии.
Контроль ободов дисков с т-образным пазом под хвостовики лопаток допускается проводить методом ультразвуковой дефектоскопии без разлопачивания.
Допускается не производить разлопачивание грибовидных ободов при величине зазора между буртом диска и нижней кромкой хвостовика, не превышающей 0,2 мм и равномерном его распределении по всей окружности обода. При появлении зазоров, превышающих эту величину по всей окружности или в локально ограниченных зонах, вопрос о необходимости разлопачивания обода согласовывается с заводом-изготовителем турбины.
5) Контроль галтелей дисков и тепловых канавок (где они имеются) проводится методами магнитопорошковой, или цветной, или ультразвуковой, или вихретоковой дефектоскопии. Вихретоковый контроль допускается проводить по не-зачищенной от окалины поверхности металла.
б) Литые корпусные детали
1) Контроль поверхности корпусных деталей турбин осуществляется в соответствии с формулярами контроля сплошности. В случае отсутствия формуляров контролю подвергаются все радиусные переходы на наружной поверхности и доступные радиусные переходы на внутренней поверхности.
Наиболее вероятными местами появления трещин являются:
- паровпускные и пароотводящие патрубки;
- радиусные переходы на наружной и внутренней поверхностях клапанов;
- кольцевая (для верха и низа цилиндра) зона перед сопловыми коробками;
- кольцевая (для верха и низа цилиндра) зона под сопловыми коробками;
- углы расточек под диафрагмы и обоймы;
- поверхность фланцевого разъема и шпилечных отверстий;
- улитки паровпуска и выхлопа цилиндров;
- дренажные отверстия и зоны патрубков отбора;
- патрубки подвода пара к концевым уплотнениям ротора.
2) Контроль металла корпусной детали включает:
- визуальный контроль поверхности, зачищенной от окалины;
- магнитопорошковый или вихретоковый контроль; при наличии ремонтных заварок - травление.
- ультразвуковой контроль толщины стенки детали в зоне обнаруженных трещин.
Измерительный контроль обнаруженных трещин.
3) Результаты контроля оформляются в виде формуляра детали, на котором условным цветом отмечаются места расположения дефектов, обнаруженных при каждом капитальном ремонте. Одновременно указывается год осмотра, исходные размеры дефекта, размеры выборки, принятое решение по ремонту (выбран, подварен, закернен, засверлен и т.д.) и толщина стенки в трещиноватой зоне.
5.6.6.2 Исследование структуры и свойств стали
а) Цельнокованые роторы высокого и среднего давления.
Контроль структуры и свойств выполняется неразрушающим методом.
Для оценки степени структурных превращений, прошедших в металле ротора в процессе его эксплуатации, а также для получения необходимого для определения расчетного ресурса ротора комплекса служебных свойств стали проводятся исследования структуры и измерение твердости металла наиболее высокотемпературной зоны ротора - обода или полотна диска первой по ходу пара ступени. Для сравнительного анализа аналогичные исследования проводятся на металле наиболее низкотемпературной цельнокованой части ротора в аналогичных зонах. Анализ микроструктуры проводится методом полистироловых или иных реплик (на сколах - в лабораторных условиях при исследовании шлифа).
б) Литые корпусные детали
1) Исследование структуры и свойств металла корпусов проводится преимущественно на вырезанных механическим способом образцах из наиболее высокотемпературных зон корпуса по специальным эскизам экспертной организации для оценки основных механических характеристик, определяющих надежность детали и позволяющих прогнозировать ее ресурс. Вырезка пробы из детали не должна снижать её ресурс.
2) Дополнительно к вырезкам по эскизам рекомендуется производить отбор спилов в местах образования трещин. В связи с неоднородностью литой детали минимальное поперечное сечение спила не должно быть меньше 20 мм2. В связи с малыми размерами пробы результатами могут быть оценочные величины, полученные на малых единичных образцах, или с помощью корреляционных соотношений путем анализа структуры, твердости, кратковременных механических свойств и химического состава. Целью исследования является определение или приближенная оценка следующих механических характеристик и параметров микроструктуры:
- механические свойства на растяжение (1 - 2 образца);
- доля вязкой составляющей в изломах образцов при ударных испытаниях (1 - 2 образца);
- критическое раскрытие при рабочей температуре (1 - 2 образца);
- твердость при комнатной и рабочей температуре;
- сведения о структурных составляющих, состоянии карбидной фазы, размере зерна, наличии пор ползучести;
- характеристики длительной прочности (1 - 2 образца);
Перечисленные характеристики допускается определять с помощью экспресс-методов.
5.6.6.3 Объём, методы и зоны контроля металла основных элементов паровых турбин приведены в таблице 5.25.
Таблица 5.25
5.6.7.1 Порядок неразрушающего контроля металла элементов газовых турбин после отработки назначенного ресурса (включая объём, методы и зоны контроля) соответствует таковому при периодическом контроле и приведен в п.п. 5.4.3.4 (таблица 5.12) настоящего стандарта.
В случае забросов температуры газов выше допустимых уровней согласно инструкции организации-изготовителя программа обследования ГТУ может быть расширена, в первую очередь для лопаточного аппарата и других элементов горячего тракта.
5.6.7.2 Для ответственных деталей небольших размеров (лопатки, крепежи и др.) следует проводить выборочное их изъятие с целью проведения исследований и оценки состояния металла после эксплуатации для определения остаточного ресурса.
5.6.7.3 Исследования состояния металла проводятся на деталях проточной части турбин и на корпусных деталях турбин и компрессоров.
а) Выполняют исследование методом реплик микроструктуры металла полотна диска первой по ходу газа ступени ротора турбины в двух диаметрально противоположных точках и выполняют в этих же точках контроль твёрдости металла.
б) Проводят исследования металла сопловых и рабочих лопаток (пера и хвоста) на отобранных для этих целей одной - двух лопатках с каждой ступени ротора. Исследования включают в себя:
- химический анализ;
- анализ макро и микроструктуры по высоте и ширине пера и хвоста;
- определение механических свойств при комнатной и рабочей температурах и 100-часовой длительной прочности на соответствие требованиям технических условий (ТУ);
- длительные жаропрочные испытания с определением величины длительной прочности металла.
в) При наличии антикоррозионного защитного или термобарьерного покрытия на лопатках для оценки его состояния и определения возможности восстановления следует:
- измерить толщину покрытия;
- определить характер микроповреждений;
- измерить твёрдость (микротвёрдость);
- исследовать микроструктуру;
- провести микрорентгеноструктурный анализ.
г) Для принятия решения о продлении срока службы крепежа после проведения дефектоскопии и измерения твёрдости металла на 100 % шпилек, из работавших в горячих зонах разъёма корпуса цилиндра отбирается одна шпилька, имеющая наименьшую твёрдость, и другая - максимальную твёрдость, для исследования соответствия их механических свойств нормативным документам (требованиям ТУ).
д) Из корпусных деталей турбины или компрессора, имеющих трещиноподобные дефекты глубиной 40 % и более номинальной толщины стенки корпусов, отбираются темплеты металла из зоны расположения трещин. Размеры темплетов должны обеспечивать возможность изготовления двух ударных образцов стандартных размеров (10´10´55 мм) и двух разрывных образцов длиной 36 мм и диаметром головки 6 мм для оценки механических свойств.
5.6.8 Трубопроводы с температурой эксплуатации до 450 °С и давлением до 8,0 МПа
5.6.8.1 Назначенный срок службы паропроводов
- назначенный срок службы трубопроводов с температурой эксплуатации от 350 до 450 °С и давлением до 8,0 МПа составляет 25 лет; назначенный ресурс - 200 тыс. часов.
Назначенный срок службы трубопроводов с температурой эксплуатации до 350 °С и давлением до 8,0 МПа составляет 30 лет.
Назначенный срок службы станционных трубопроводов сетевой и подпиточной воды составляет 25 лет.
5.6.8.2 Визуальный и измерительный контроль
Контроль трубопровода следует начинать с наружного осмотра трубопровода в горячем (рабочем) и холодном (после останова) состояниях.
а) Наружный осмотр трубопровода в горячем (рабочем) состоянии проводят с целью проверки соответствия трассировки трубопровода монтажно-сборочному чертежу и (или) исполнительной схеме, а также выявления отсутствия или наличия дефектов трассировки трубопровода.
Обнаруженные дефекты в элементах опорно-подвесной системы трубопровода должны быть устранены ремонтом или заменой дефектных элементов.
б) Наружный осмотр трубопровода в холодном состоянии (после останова) проводят с проверкой исправности (целостности) обшивки и тепловой изоляции. При обнаружении повреждения обшивки (изоляции) и выявлении следов протечки рабочей среды, а также при обнаружении участков интенсивного намокания изоляции от внешних источников, следует удалить соответствующие места изоляции, после чего провести визуальный контроль освобождённых участков наружной поверхности трубопровода. Необходимо предусматривать технические мероприятия, предотвращающие намокание участков трубопровода от внешних источников при его последующей эксплуатации.
в) Визуальный контроль наружной и выборочно внутренней поверхностей элементов трубопровода, а также измерительный контроль проводят с целью обнаружения и определения размеров дефектов: поверхностных трещин, коррозионных или коррозионно-усталостных повреждений, эрозионного износа, выходящих на поверхность расслоений, дефектов сварки, механических повреждений, вмятин, выпучин и других дефектов, образовавшихся при изготовлении, монтаже, в процессе эксплуатации и при ремонте трубопровода.
При визуальном осмотре внутренней поверхности трубопроводов, труднодоступной для прямого обзора, следует использовать эндоскопы, перископы (например, прибор типа РВП) или простейшие приспособления в виде штанги с закреплёнными на ней зеркалом и источником света.
Визуальный контроль внутренней поверхности участков трубопровода проводят через демонтированные разъёмные соединения трубопровода. При необходимости выполняют разрезку трубопровода на контролируемом участке с последующим осмотром внутренней поверхности в обоих направлениях. Контрольный участок выбирают по результатам визуального наружного осмотра или с учётом конкретных условий эксплуатации: в зонах наибольшего коррозионного или эрозионного повреждения металла.
По результатам наружного осмотра в горячем и холодном состояниях, визуального и измерительного контроля программа обследования трубопровода может быть уточнена (дополнена).
г) Визуальному контролю (ВК) наружных поверхностей подвергают следующие элементы и участки трубопроводов:
1) Гнутые элементы - гибы, отводы, секторные колена.
Обязательному контролю подлежат первые по ходу движения среды колена за регулирующей и дросселирующей арматурой, колена байпасных линий, колена в зонах установки дроссельных устройств и на тупиковых (или временно неработающих) участках, а также колена, расположенные вблизи неподвижных опор.
На секторных отводах контролируют продольные и поперечные сварные швы, уделяя повышенное внимание местам пересечения швов.
2) Тройники и врезки в трубопровод, включая дренажные устройства.
На сварных тройниках и врезках контролю подлежит сварной шов по всему его периметру с примыкающей околошовной зоной. На штампосварных и штампованных тройниках обращают внимание на зону сопряжения штуцерного ответвления с корпусом (коллектором);
В обязательном порядке проверяют равнопроходные и близкие к равно-проходным тройники (Dк/DIII ≤ 1,3), тройники байпасных линий, тупиковых (или временно неработающих) линий, а также тройники, расположенные вблизи неподвижных опор;
3) Фланцы, включая фланцевые разъемы арматуры.
В обязательном порядке контролируют фланцы, расположенные вблизи неподвижных опор, при этом контролируют соблюдение правильной геометрии (отсутствие деформаций) фланца, а также зону сварного соединения с целью обнаружения трещин и недопустимых дефектов сварки в виде подрезов, ослабления катета шва, чрезмерного снижения радиуса перехода от шва к основному металлу, а также проверяют укомплектованность фланцев болтами, достаточность длины болтов и соответствие их диаметра проекту;
4) Переходы, в том числе лепестковые, т.е. переходы с продольными сварными швами.
Обращают внимание на зоны сопряжения конической поверхности с цилиндрическими поверхностями. При наличии сварных (лепестковых) переходов контролируют качество продольных сварных соединений.
5) Арматура:
Контролируют все корпуса арматуры с Dy ≥ 150 мм на трубопроводах с температурой эксплуатации выше 250 °С и (или) давлением более 1,6 МПа и с Dy ≥ 250 мм на трубопроводах с температурой эксплуатации до 250 °С и давлении до 1,6 МПа. Контролю подлежат зоны радиусных переходов от корпуса к горловине и патрубкам арматуры.
6) Заглушки (донышки) любой конструкции:
Проверяют отсутствие прогиба (выпучивания) заглушки и качество сварного соединения.
7) Линзовые компенсаторы:
Контролируют качество поверхности линз и сварных соединений. Проверяют укомплектованность стяжных устройств (при их наличии) и обращают внимание на состояние рёбер жёсткости стяжных устройств и на конструктивные зазоры на стяжных шпильках.
8) Резьбовые соединения на дренажах:
Контроль проводят после разборки соединения. Проверяют качество резьбы на предмет обнаружения трещин, срывов, выкрашивания, коррозионного износа резьбы. При необходимости для контроля используют резьбовые калибры.
9) Прямые участки трубопроводов:
Контролируют участки, примыкающие на длине 500 мм к перечисленным в абзацах 1) ¸ 7) настоящего подпункта элементам и участки на длине не менее 500 мм в окрестности неподвижных опор.
10) Сварные соединения (стыковые и угловые) труб с коленами (гибами, отводами), тройниками, переходами, арматурой, компенсаторами, а также сварные швы заглушек, врезок в трубопровод и швы приварки фланцев, а также сварные соединения, ближайшие к неподвижным опорам трубопровода:
д) При измерительном контроле выполняют:
Измерения протяжённости основных трасс и значимых ответвлений, расстояний между опорами и подвесками, высоты и диаметра прутка пружин пружинных подвесок, а также измерения температурных перемещений. Анализируют и устанавливают соответствие фактических перемещений расчётным.
Измерения согласно данному подпункту проводят при необходимости выполнения поверочного расчёта трубопровода на самокомпенсацию и весовые нагрузки.
е) На трубопроводах, претерпевших аварию, обусловленную гидроударами, выполняют измерения по проверке уклонов трубопроводных линий. Измерения выполняют с использованием гидроуровня, ватерпаса, или других приборов (например, теодолита).
ж) Проводят измерения радиуса колен (гибов) диаметром ≥ 108 мм. Измерения допускается проводить с помощью рулетки и двух угольников; допускается использовать другие приспособления или устройства с точностью измерений ±2 мм. Радиус (R) гибов с углом 90° допускается определять измерением длины хорды гнутой части (L) по формуле:
![]()
Если в технической документации на трубопровод имеются сведения о радиусе гибов, указанные измерения можно не проводить.
з) Выполняют контроль овальности гибов в центральной зоне гнутой части колена. Овальность определяют согласно п.п. 4.2.1.8 настоящего стандарта.
На литых, штампованных, штампосварных и секторных коленах определять овальность не требуется.
и) В случае обнаружения вмятин или выпучин в стенках элементов трубопровода следует измерять максимальные размеры вмятины или выпучины по поверхности элемента в двух (продольном и поперечном) направлениях (m и n соответственно) и максимальную ее глубину (d). По выполненным измерениям определяют относительный прогиб в процентах согласно п.п. 4.2.1.9 настоящего стандарта
к) Проводят измерения выявленных в основном металле и сварных соединениях дефектов типа трещин, коррозионных язвин, раковин, выходящих на поверхность, расслоений и других дефектов.
л) Зоны и объёмы визуального и измерительного контроля для каждого трубопровода должны быть предусмотрены в программах контроля.
5.6.8.3 Неразрушающий контроль сварных соединений трубопроводов
а) Дефектоскопию сварных соединений трубопроводов с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.) проводят ультразвуковым (УЗК) или радиографическим (РК) методами контроля.
б) Контроль следует проводить в соответствии с требованиями действующих стандартов (ГОСТ 14782 - на метод УЗК и ГОСТ 7512 на радиографический метод) и других нормативных документов на данный метод, а также настоящего стандарта.
в) При радиографическом контроле следует обеспечить чувствительность по ГОСТ 7512 на уровне класса 2.
г) В число контролируемых следует включать сварные соединения, подвергаемые визуальному контролю и в первую очередь те из них, качество которых по результатам визуального контроля вызывало сомнения. Обязательному включению в контрольную группу подлежат сварные соединения, ближайшие к неподвижным опорам.
д) Допускается на трубопроводах с температурой эксплуатации до 250 °С и давлением до 1,6 МПа наружным диаметром не более 219 мм для оценки качества сварных соединений заменять контроль ультразвуковым или радиографическими методами на металлографические исследования вырезок сварных стыков. Отбор стыков для вырезки и оценка их качества проводится по результатам визуального контроля.
е) Для соединений, выполненных с конструктивным непроваром, ультразвуковой контроль может заменяться на радиографический или, при невозможности организовать последний, - на контроль методом МПК или ЦД (КК) в сочетании с измерительным контролем размеров и формы шва.
ж) Оценку качества сварных соединений по результатам их дефектоскопии следует проводить согласно требованиям действующей НД и раздела 7 настоящего стандарта.
з) При неудовлетворительных результатах контроля хотя бы одного стыка в контролируемой группе соединений, контролю подвергают удвоенное количество соединений данной группы. При неудовлетворительных результатах повторного контроля (хотя бы одного стыка) проводят контроль соединений в объеме 100 %.
и) При разработке индивидуальных программ контроля трубопроводов в них следует указывать конкретное количество подлежащих контролю сварных соединений согласно схеме.
к) Объёмы дефектоскопии сварных соединений предусмотрены в программах - подпункт 5.6.8.8 настоящего раздела стандарта.
Результаты дефектоскопии сварных соединений трубопроводов следует оформлять в виде заключений или протоколов (Приложение А).
5.6.8.4 Дефектоскопия поверхности элементов трубопроводов.
а) Дефектоскопию наружной поверхности элементов трубопроводов с целью выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, выходящих на поверхность расслоений и других дефектов в сварных соединениях и основном металле элементов трубопроводов следует выполнять методами капиллярной (КК), в частности цветной (ЦД), или магнитопорошковой (МПК) дефектоскопии.
Контроль металла гибов трубопровода с целью выявления трещин и других дефектов (как правило, коррозионно-усталостного происхождения) на внутренней поверхности, следует выполнять методом ультразвукового контроля (УЗК).
б) Контроль поверхности трубопроводов проводят в местах, указанных в программе контроля, как правило, на участках, где возможно образование трещин или других дефектов, а также в местах выборок трещин и ремонтных заварок.
в) Обязательному контролю методами ЦД (КК) или МПД должны подвергаться угловые и стыковые сварные соединения труб с литыми, коваными и штампованными деталями трубопроводов наружным диаметром более 133 мм, работающие при температуре выше 400 °С. Контроль следует проводить на тех же соединениях, на которых выполняется проверка методами УЗК или радиографией.
Обязательному контролю методами ЦД (КК) подлежат композитные сварные соединения элементов трубопровода с наружным диаметром более Æ 76 мм.
г) Контролю методами МПК или ЦД (КК) и УЗК подлежат гибы трубопроводов с наружным диаметром ≥ 76 мм в объемах, предусмотренных программами контроля.
Контроль ведется по всей длине гнутой части гиба на ее участке, составляющем 2/3 от всей поверхности гнутой части (т.е. на 2/3 окружности трубы), включая растянутую и нейтральные зоны.
При обнаружении недопустимых дефектов хотя бы на одном из гибов контролируемой группы, гибы данного типоразмера подвергаются дополнительному контролю в удвоенном объеме. При обнаружении и подтверждении наличия недопустимых дефектов хотя бы в одном из гибов при дополнительном контроле, проводится контроль гибов данного типоразмера в объеме 100 %. Подтверждение наличия дефектов на внутренней поверхности гибов проводится путём их вырезки и последующего внутреннего осмотра.
д) Наружную поверхность радиусных переходов арматуры с Dy ≥ 150 трубопроводов с температурой эксплуатации от 350 до 450 °С или (и) давлением более 4,0 МПа и с Dy ≥ 250 трубопроводов с температурой эксплуатации от 250 до 350 °С и давлением до 4,0 МПа контролируют методами МПК или ЦД (КК). Объёмы контроля должны быть предусмотрены программами контроля.
е) Результаты контроля поверхности участков и элементов трубопровода методами МПК или ЦД (КК) следует оформлять в виде заключений или протоколов (Приложение А).
5.6.8.5 Неразрушающий контроль толщины стенки
а) Измерение толщины стенки элементов трубопроводов рекомендуется выполнять ультразвуковыми приборами, отвечающими требованиям ГОСТ 28702.
б) Измерение толщины стенки проводят с целью определения количественных характеристик утонения стенки элементов трубопровода в процессе его эксплуатации.
в) Толщину стенки следует измерять на участках (элементах) трубопровода, работающих в наиболее сложных условиях с точки зрения интенсивности коррозионно-эрозионного износа металла: коленах, тройниках, врезках, местах сужения трубопровода, перед арматурой и после нее, местах скопления жидкости (застойные зоны и дренажи), а также на участках интенсивного намокания изоляции или подтопления трубопровода.
Расположение контрольных точек и объёмы контроля толщины стенки элементов трубопровода, определяются программами контроля - п.п. 5.6.8.8.
г) Измерения толщины стенки проводят на следующих элементах и участках трубопровода с наружным диаметром ≥ 76 мм или Dy ≥ 75.
1) Гибы (колена) трубопроводов:
Измерение толщины стенки на каждом гибе выполняется в трех его сечениях: в центральном (ось симметрии в плоскости гиба) и еще в двух по разные стороны от него на расстоянии, составляющем приблизительно 1/3 расстояния от центральной оси гиба до начала прямого участка. В каждом контрольном сечении гиба измерения проводят в трех точках: в растянутой зоне (наружный обвод) и в каждой нейтральной зоне.
На штампосварных коленах толщину стенки следует измерять также со стороны внутреннего обвода.
Измерения толщины стенки секторных отводов выполняют по внутреннему их обводу - не менее одной контрольной точки на каждом секторе, включая примыкающие прямые участки.
2) Тройники (кованые и литые начиная с Dy 100) и врезки в трубопровод (объёмы контроля определены программами - п.п. 5.6.8.8):
В число контролируемых в первую очередь включают равнопроходные тройники и близкие к ним (с отношением диаметров коллектора и штуцера Dк/Dш ≤ 1,3).
Измерения проводят в четырех точках по периметру штуцерного ответвления (примерно через 90° по окружности) и в четырех точках корпуса (коллектора) в окрестности линии сопряжения со штуцером по разные стороны от него в продольном и поперечном направлениях, а также в точке коллектора, расположенной против центральной оси отводящего штуцера.
Контроль следует проводить на концевых цилиндрических частях переходов (с двух сторон) в четырех точках, расположенных ~ через 90° по окружности, одна из которых должна находиться на нижней образующей.
Для переходов с постоянной толщиной стенки допускается проводить измерения в центральном сечении (т.е. в конусной части) перехода в четырех диаметрально противоположных точках.
Лепестковые (сварные) переходы контролируют в полном объёме: на каждый лепесток должно приходиться не менее одной точки замера.
4) Корпуса арматуры начиная с Dy ≥ 150 мм для трубопроводов с температурой эксплуатации выше 350 °С и с Dy ≥ 250 мм для остальных трубопроводов:
Измерения проводят в четырех точках равномерно по окружности каждого патрубка (входного и выходного) и в трех точках нижней части корпуса. Контроль в нижней части литого корпуса - факультативно.
5) Плоские заглушки (донышки) трубопроводов:
Измерения проводятся в центральной части заглушки и примерно посредине каждого из четырех радиусов, разнесенных ~ через 90° по окружности.
6) Линзовые компенсаторы:
Контролируется толщина стенки линз не менее чем в четырех точках по окружности.
7) Прямые участки трубопроводов:
Измерения толщины стенки на прямых участках трубопроводов следует проводить в местах поворотов трассы, сужений, врезок, в том числе дренажных отводов, в местах установки тройников, и арматуры, а также на байпасных, застойных или временно неработающих участках.
Толщину стенки в местах установки гибов, переходов, врезок, тройников, компенсаторов и арматуры следует контролировать с обеих сторон от указанных элементов (узлов) на расстоянии не более пяти наружных диаметров трубы от линии стыка (сварного или разъемного) с данным элементом.
На прямых участках трубопроводов толщину стенки рекомендуется измерять с интервалом не более: 35 м - для трубопроводов в пределах зданий и 40 м - для трубопроводов, проложенных на открытом воздухе.
Толщина стенки трубы в контрольном сечении измеряется в четырех точках, одна из которых должна располагаться на нижней образующей (для горизонтальных участков).
д) Результаты измерений толщины стенки трубопроводов требуется оформлять в виде Протоколов или Заключений (в форме таблиц).
е) Объёмы контроля толщины стенки трубопроводов определяются программами контроля - п.п. 5.6.8.8.
а) Исследования химического состава, механических свойств и структуры металла следует выполнять для установления соответствия качества стали или сварного соединения требованиям действующих нормативных документов, а также для выявления возможных дефектов в структуре металла или изменений служебных характеристик материала, возникших в результате длительной эксплуатации или в связи с нарушением нормальных условий работы.
б) Исследования механических свойств и структуры металла следует проводить неразрушающими методами контроля, а в необходимых случаях - на образцах, изготовленных из вырезок (проб) металла трубопровода.
в) Контроль твердости следует проводить при помощи переносных приборов (твердомеров) в соответствии с требованиями настоящего стандарта, соответствующих государственных стандартов и инструкции по эксплуатации прибора. Для косвенной (приближенной) оценки временного сопротивления или условного предела текучести допускается применять формулы перевода величин твердости (по Бринеллю или Виккерсу) в прочностные характеристики металла. Определение твердости следует проводить на элементах или участках линий трубопроводов с толщиной стенки (номинальной) не менее 8 мм. При этом участки контроля твердости рекомендуется располагать над жесткими опорами. Количество точек измерения твердости и их расположение должны быть указаны в программе диагностирования трубопровода, а результаты измерения твёрдости должны быть обобщены и представлены в виде Протокола или Заключения.
г) Исследования микроструктуры основного металла и сварных соединений неразрушающими (или локально разрушающими) методами следует выполнять на репликах или сколах (спилах). Рекомендуется исследовать микроструктуру при 100 и 500 кратном увеличении. Исследования структуры металла проводят, как правило, в околошовных зонах сварных соединений (методом реплик или на сколах) и при необходимости на гибах (методом реплик). Металлографические исследования проводят с целью оценки структурного состояния металла, в первую очередь для выявления графитизации в зонах термовлияния сварных соединений. Контроль состояния металла элементов трубопровода методом реплик проводят для оценки микроповреждённости металла и изучения изменений его структуры, в том числе графитизации. Отбор скола допускается производить на элементах трубопровода с толщиной стенки не менее 7 мм. Максимальная глубина выемки от скола не должна превышать 2 ÷ 2,5 мм.
д) Исследования структуры и свойств основного металла и сварных соединений являются обязательными после исчерпания установленного срока службы для трубопроводов из углеродистых, молибденовых и кремнемарганцовистых сталей, работающих при температуре выше 400 °С.
Для указанных трубопроводов после отработки дополнительно назначенного срока службы исследования состава, структуры и свойств металла проводятся на образцах из вырезки. Из трубопровода должно быть сделано не менее одной вырезки. Вырезается участок сварного стыка («катушка») между прямой трубой и гибом трубопровода, включая примыкающие к сварному шву участки трубы и гиба. Вырезке подлежит один из первых по ходу пара стыков основной линии трубопровода. Исследования металла на вырезке должны быть дополнены металлографическим анализом методом реплик или сколов околошовных зон сварных соединений трубопровода, а в необходимых случаях и гибов*).
_____________
* Неразрушающий анализ структуры металла гибов проводится только методом реплик.
е) Исследования химического состава, механических свойств и структуры основного металла или (и) сварного соединения на образцах вырезок из трубопровода следует проводить в следующих случаях (дополнительно к указанному в п.п. 5.6.8.6. д):
1) при неудовлетворительных результатах измерения твердости металла переносным прибором;
2) при обнаружении аномальных изменений в микроструктуре металла по данным металлографического анализа на сколах или репликах;
3) при необходимости установления причин возникновения дефектов металла, влияющих на работоспособность трубопровода;
4) при нарушении режимов эксплуатации, в результате которого возможны изменения в структуре и свойствах металла, деформации и разрушения элементов трубопровода или появление других недопустимых дефектов;
5) при отсутствии в технической документации сведений о марке стали элементов трубопровода или использовании при ремонте (или монтаже) трубопровода материалов или полуфабрикатов, на которые отсутствуют сертификатные данные.
6) если исследования механических свойств и структуры металла на вырезках из трубопровода при его эксплуатационном обследовании предусмотрены действующими производственно-техническими документами (инструкциями по эксплуатации, регламентами и т.п.) или проектом.
При реализации событий только по абзацу 5) настоящего подпункта применительно к трубопроводам с температурой эксплуатации до 250 °С и давлением до 1,6 МПа допускается проводить идентификацию марки стали изготовления трубопровода без вырезки из него образцов металла.
ж) Вырезку пробы из трубопровода разрешается производить огневым способом с последующим удалением механическим способом слоя металла от кромки реза шириной не менее 25 мм. Размер вырезанной пробы («катушки») определяется конкретными задачами проводимого исследования, но во всех случаях длина её должна быть не менее 150 мм (после механической обработки).
з) Химический состав определяют методами аналитического или спектрального анализа в соответствии с требованиями настоящего стандарта и других действующих в этой части нормативных документов.
Для контроля состава легированных сталей допускается применять стилоскопирование переносным прибором.
и) Механические свойства основного металла и сварных соединений на вырезках определяют по испытаниям образцов на растяжение и ударный изгиб в соответствии с требованиями настоящего стандарта и действующих государственных стандартов по механическим испытаниям металла.
к) Результаты определения химического состава и механических свойств должны быть оформлены в виде протоколов. Микроструктура металла должна быть представлена на фотографиях и дано описание ее характерных особенностей.
Примечание - Контроль трубопроводов с температурой эксплуатации до 250 °С и давлением до 1,6 МПа в соответствии с п.п. п.п. 5.6.8.2. ¸ п.п. 5.6.8.6. проводится на участках трубопровода с наружным диаметром ≥ 108 мм.
5.6.8.7 Гидравлическое испытание трубопровода
а) Гидравлическое испытание является завершающей операцией контроля трубопровода, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
б) Гидравлическое испытание следует проводить при положительных результатах контроля или после устранения обнаруженных дефектов в соответствии с требованиями действующей НД (Технических регламентов, Правил государственного надзорного органа [10, 11]) и с учетом следующих дополнительных требований:
- температура воды должна быть не ниже 20 °С;
- значение пробного давления следует устанавливать в зависимости от разрешенных рабочих параметров (давления и температуры).
В необходимых случаях величина пробного давления может быть выше минимального значения, рекомендуемого действующей НД (Техническими регламентами, Правилами государственного надзорного органа [10 ¸ 12]). При этом величина установленного пробного давления должна быть обоснована расчетом на прочность в соответствии с требованиями Технического регламента и настоящего стандарта
в) Допускается при необходимости проводить гидравлическое испытание пониженным пробным давлением с использованием метода и средств акустической эмиссии.
5.6.8.8 Программы контроля состояния трубопроводов
а) Трубопроводы с температурой эксплуатации свыше 350 °С (до 450 °С) - главные паропроводы установок среднего давления, растопочные паропроводы, паропроводы отборов турбин, выхлопные трубы предохранительных клапанов РОУ. Программа контроля приведена в таблице 5.26.
Таблица 5.26
|
Элементы, узлы, участки |
Метод контроля |
Объём контроля |
Зоны контроля |
Примечание |
|
|
1 |
Трубопроводная система и ОПС |
Наружный осмотр в рабочем состоянии |
100 % |
- |
Проверяется общее состояние трубопровода (трассировка) и ОПС на наличие дефектов и отклонений; состояние указателей тепловых перемещений и исправность дренажа |
|
Трубопроводная система и ОПС |
Наружный осмотр в холодном состоянии |
100 % |
|||
|
2 |
Гибы (Da ≥ 76 мм) |
ВК |
40 % по каждому типоразмеру с Da ≥ 108 мм. 20 % по каждому типоразмеру с 76 ≤ Da < 108 мм. |
- |
1. Если имеются крутоизогнутые гибы - дополнительно измеряют радиус на одном из них по каждому типоразмеру. 2. При наличии в технической документации сведений о радиусе гибов данный контроль не проводится. 3. Овальность штампованных, литых и штампосварных колен не измеряется. |
|
ИК: - измерение радиуса гиба; |
1 гиб по каждому типоразмеру; |
Гнутая часть - согласно п.п. 5.6.8.2. ж) |
|||
|
- определение овальности |
5 % по каждому типоразмеру с Da ≥ 76 мм, но не менее 2-ух |
В 3-ёх сечениях центральной части гиба |
|||
|
УЗК, МПК или ЦД (КК) |
10 % по каждому типоразмеру, но не менее двух |
По всей длине гнутой части гиба на участке, составляющем 2/3 от всей поверхности гнутой части (т.е. 2/3 периметра сечения), включая растянутую и нейтральные зоны |
1. Для Da ≥ 76 мм. 2. При обнаружении недопустимых дефектов объём контроля удваивается, при повторном обнаружении дефектов - объём контроля увеличивается до 100 %. |
||
|
УЗТ |
25 % по каждому типоразмеру с Dа ≥ 108 мм, и 15 %, но не менее одного по остальным типоразмерам |
В 3-ёх сечениях центральной части гиба; в каждом контрольном сечении по 3 точки измерений: в растянутой и нейтральных зонах |
Крутоизогнутые гибы и штампосварные колена контролировать в объёме 30 % |
||
|
ТВ |
1 гиб по каждому типоразмеру с Da ≥ 133 мм и толщиной стенки ≥ 10 мм |
В центральном сечении гнутой части; в 3-ёх точках сечения по растянутой и нейтральным зонам |
|||
|
Металлографическое исследование (MP) |
1 гиб каждого типоразмера с Da ≥ 108 мм. |
Две контрольные площадки: одна - в центральной части гиба на растянутой зоне; вторая - в зоне термовлияния сварного соединения |
1. Проводится на гибах с температурой эксплуатации более 390 °С. 2. Необходимость данного вида контроля устанавливается экспертной организацией |
||
|
Исследование металла на вырезке |
Одна вырезка на паропровод |
Рекомендуется вырезать участок стыкового сварного соединения |
Требования по необходимости вырезок в п.п. 5.6.8.6. е) и 5.6.8.6. д) |
||
|
3 |
Штампосварные колена (Da ≥ 76 мм) |
ВК |
50 % по каждому типоразмеру |
Повышенное внимание продольным сварным швам, в том числе в сжатой зоне |
|
|
УЗК, МПК или ЦД (КК) |
50 % колен по каждому типоразмеру |
Контролировать 100 % продольных швов колен |
|||
|
УЗТ и ТВ |
Согласно позиции 2 (гибы) настоящей таблицы |
УЗТ выполнять в 4-ёх точках каждого контрольного сечения по разные стороны от швов |
Не менее одной контрольной точки должно быть (в каждом сечении) на внутреннем обводе колена |
||
|
4 |
Тройники |
ВК |
50 %, начиная с типоразмера с наружным диаметром штуцера (Da)ш ³ 76 мм, |
Равнопроходные тройники и близкие к ним (Dк/Dш ≤ 1,3) с (Da)ш ≥ 133 мм, проверяют в объёме 100 % |
|
|
МПК или ЦД (КК) |
По одному элементу каждого типоразмера с (Da)ш ≥ 76 мм, места выборок дефектов и ремонтных заварок с примыкающей зоной но менее 30 мм - 100 % |
Зона наружного радиусного перехода - 100 % |
При обнаружении недопустимых дефектов объём контроля удваивается. |
||
|
УЗТ |
При (Dа)ш ≥ 133 мм: - 50 % для равнопроходных и близких к ним; - 30 % для остальных. При (Da)ш ≤ 133 мм - 20 % |
Контрольные точки - согласно 5.6.8.5т) |
|||
|
ТВ |
По одному каждого типоразмера (Da)ш ³ 133 мм |
В зоне радиусного перехода |
|||
|
5 |
Переходы с (Da)max ≥ 76 мм |
вк |
50 %, начиная с (Da)max ≥ 76 мм |
Лепестковые (сварные) переходы - 100 % |
|
|
УЗК |
100 % продольных швов сварных переходов с (Da)max ≥ 76 мм |
При их наличии |
|||
|
УЗТ |
30 % при (Dа)max ≥ 133 мм; 20 % - остальные; 100 % - сварные переходы. |
В двух контрольных сечениях - в каждом по 4 контрольные точки |
1) Согласно п.п. 5.6.8.5 г); 2) Для сварных переходов должно быть не менее 1 контрольной точки на каждом лепестке. |
||
|
6 |
Корпуса арматуры |
вк |
100 % c Dy ≥ 150 |
Для арматуры с Dy < 150 - факультативно |
|
|
МПК или ЦД (КК) |
Одна единица арматуры от каждого типоразмера с Dy ≥ 150 Выборки дефектов и места ремонтных заварок - 100 % |
Наружная поверхность радиусных переходов Включая примыкающую по кромке зону шириной не менее 30 мм. |
Контролируют не менее 50 % площади радиусных переходов корпуса |
||
|
УЗТ |
20 % корпусов, но не менее 1 по каждому типоразмеру с Dy ≥ 150 |
Согласно п.п. 5.6.8.5 г) |
Для литых корпусов контролируется толщина стенки только патрубков. Корпус - факультативно. |
||
|
7 |
Фланцы |
ВК |
100 % в доступных местах |
Без демонтажа фланца |
|
|
8 |
Заглушки (донышки) |
вк |
100 % - с Da ≥ 76 мм |
Диаметр устанавливается по наружному диаметру трубы |
|
|
УЗТ |
50 % на элементах с Da > 108 мм; 25 % но не менее 1 на остальных |
Согласно п.п. 5.6.8.5 г) |
При наличии наварных рёбер жёсткости - не менее 1 точки контроля в каждом сегменте |
||
|
9 |
Линзовые компенсаторы |
вк |
100 % в доступных местах |
||
|
УЗК |
Один компенсатор - 100 % швов в доступных местах |
При их наличии |
|||
|
УЗТ |
50 % от количества |
Согласно п.п. 5.6.8.5 г) |
|||
|
10 |
Прямые трубы (Da ≥ 76 мм) |
вк |
Участки примыкающие к фасонным элементам, арматуре, компенсаторам, донышкам |
Участок длиной ~ 500 мм от сварного шва |
Также контролируют прямые участки в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор. |
|
УЗТ |
- Три контрольных сечения на каждые 100м длины для паропроводов в пределах зданий, но не менее 2-ух контрольных сечений на линию каждого типоразмера. - Пять контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытом воздухе. |
Согласно п.п. 5.6.8.5 г) |
Рекомендуется также контролировать толщину стенки труб на характерных участках трассы - см. п.п. 5.6.8.5 г) |
||
|
11 |
Сварные соединения элементов с Da ≥ 76 мм |
вк |
Стыковые труб с фасонными элементами, арматурой, компенсаторами - 40 % Сварные соединения в пределах колен, тройниковые и штуцерные соединения - 60 % Швы приварки донышек - 100 % |
Контролировать также соединения, ближайшие к неподвижным опорам |
|
|
Сварные соединения элементов с Da ≥ 76 мм |
УЗК |
Стыковые соединения (тип 1) 10 % по каждому типоразмеру, но не менее 3. |
Если данных (тип 1) соединений менее 10, - контролировать 2 из них |
||
|
Тройниковые и штуцерные соединения и все соединения типа 2 - 25 %, но не менее 5. |
Если указанных (тип 2) соединений менее 10, допускается контролировать 3 из них |
||||
|
Продольные соединения штампосварных колен - 50 % от общего количества колен. Разнородные соединения - 100 %. |
Контролировать 100 % швов колен |
При отбраковке хотя бы одного стыка объём контроля для данного вида соединений удваивается; при повторном обнаружении дефектов контроль соединений данного вида расширяется до 100 % |
|||
|
МПК или ЦД (КК) |
Подлежащие УЗК сварные соединения типа 2 с Da ≥ 133 мм |
Относится только к соединениям трубопроводов с температурой эксплуатации ≥ 400 °С |
|||
|
ТВ |
Одно соединение на каждый типоразмер с Da ≥ 133 мм и толщиной стенки ≥ 10 мм. |
||||
|
Металлографическое исследование (MP или скол) |
1 стык по каждому типоразмеру с Da ³ 133 мм, ноне менее трёх стыков на паропровод |
Отбирается из ЗТВ соединения |
Контроль на выявление графитизации |
||
|
Исследование металла на вырезке |
Не менее одной вырезки с паропровода |
1) актуально для паропроводов с температурой эксплуатации ≥ 400 °С; 2) требования по вырезке согласно п.п. 5.6.8.6. д) и е). |
б) Трубопроводы с температурой эксплуатации до 350 °С и давлением от 4,0 до 8,0 МПа - трубопроводы питательной воды установок среднего давления, паропроводы холодного промперегрева и др. Программа контроля приведена в таблице 5.27.
Таблица 5.27
|
Элементы, узлы, участки |
Метод контроля |
Объём контроля |
Зоны контроля |
Примечание |
|
|
1 |
Трубопроводная система и ОПС |
Наружный осмотр в рабочем состоянии |
100 % |
- |
Проверяется общее состояние трубопроводной системы и ОПС - выявляются дефекты и отклонения в трассировке, в элементах ОПС. Проверка исправности дренажей, отсутствия защемлений. |
|
Наружный осмотр в холодном состоянии |
100 % |
Изоляция и внешний кожух; трассировка; элементы ОПС |
|||
|
2 |
Гибы с Da ≥ 76 мм, |
ВК |
40 % по каждому типоразмеру с Da > 108 мм. 20 % по каждому типоразмеру с 76 ≤ Da < 108 мм. |
- |
1. В число контролируемых в первую очередь включать элементы, расположенные за регулирующей и дросселирующей арматурой, в пределах байпасных линий или на тупиковых участках, вблизи неподвижных опор. Контролировать на участках обводных линий и байпасов РПК питательных трубопроводов, на перемычках и отводах к предохранительным клапанам трубопроводов ХПП. 2. Овальность штампованных, литых и штампосварных колен не измеряется. 3. При наличии в технической документации данных о радиусе гибов данный контроль не проводят. |
|
ИК: - измерение овальности |
5 %, но не менее 2-ух по каждому типоразмеру |
В 3-ёх сечениях гнутой части гиба |
|||
|
- измерение радиуса гиба; |
1 гиб по каждому типоразмеру; при наличии крутоизогнутых гибов дополнительно контролируется один из них по каждому типоразмеру |
Гнутая часть - согласно п.п. 5.6.8.2. ж) |
|||
|
УЗК, МПК или ЦД (КК) |
10 % по каждому типоразмеру, но не менее трёх |
По всей длине гнутой части гиба на участке, составляющем 2/3 от всей поверхности гнутой части (т.е. 2/3 периметра сечения), включая растянутую и нейтральные зоны Контроль методами МПК или ЦД (КК) выполняется факультативно - по результатам ВК |
1. В контролируемую группу обязательно включать: крутоизогнутые гибы, гибы обводных, байпасных и тупиковых линий питательных трубопроводов, перемычек и отводов на предохранительные клапана трубопроводов хпп. 2. Если гибов конкретного типоразмера менее 10, допускается контролировать 2 из них. 3. Допускается не контролировать гибы коллекторов питательных трубопроводов станций с поперечными связями, если по результатам контроля гибов на прочих участках не обнаружено дефектов. |
||
|
Гибы с Da ≥ 76 мм, |
УЗК, МПК или ЦД (КК) |
4. При обнаружении дефектов объём контроля гибов данного типоразмера удваивается, при повторном обнаружении дефектов - объём контроля увеличивается до 100 %. 5. Если количество забракованных гибов превышает 5, контроль проводится на всех гибах трубопровода (Da ≥ 76 мм). |
|||
|
УЗТ |
- 25 % по каждому типоразмеру с Da ≥ 108 мм, и - 10 %, но не менее одного по остальным типоразмерам |
В 3-ёх сечениях центральной части гиба; в каждом контрольном сечении по 3 точки измерений: в растянутой и нейтральных зонах |
Крутоизогнутые отводы контролировать в объёме 30 % |
||
|
ТВ |
1 гиб по каждому типоразмеру с Da ≥ 159 м и толщиной стенки ≥ 10 мм |
В центральном сечении гнутой части; в 3-ёх точках сечения по растянутой и нейтральным зонам |
Допускается не проводить контроль ТВ на участках в пределах коллекторов питательной воды станций с поперечными связями, если результаты контроля ТВ на других участках - удовлетворительные. |
||
|
Исследование металла на вырезке |
Проводится в необходимых случаях по решению специализированной организации. |
||||
|
3 |
Штампосварные и секторные колена с Da ≥ 76 мм |
ВК |
50 % по каждому типоразмеру |
Особое внимание продольным и поперечным сварным швам, в том числе в сжатой зоне |
|
|
УЗК, МПК или ЦД (КК) |
50 % по каждому типоразмеру |
Контролируют 100 % продольных швов и 50 % - поперечных со стороны внутреннего обвода |
|||
|
УЗТ и ТВ |
Согласно позиции 2 (гибы) настоящей таблицы |
УЗТ выполнять в 4-ёх точках каждого контрольного сечения по разные стороны от швов |
В каждом контрольном сечении не менее одной контрольной точки должно приходиться на внутренний обвод колена. |
||
|
4 |
Тройники |
ВК |
- 50 %, начиная с типоразмера с наружным диаметром штуцера (Da)ш ≥ 108 мм, - 25 % остальные |
Равнопроходные тройники и близкие к ним (Dк/Dш ≤ 1,3) проверяют в объёме 50 % по каждому типоразмеру |
|
|
МПК или ЦД (КК) |
По одному элементу каждого типоразмера с (Da)ш ≥ 133 мм, места выборок дефектов и ремонтных заварок - 100 % |
Зона наружного радиусного перехода - 100 % |
При обнаружении недопустимых дефектов объём контроля удваивается. |
||
|
Включая примыкающую по кромке зону шириной не менее 30 мм |
|||||
|
УЗТ |
При (Da)ш ≥ 133 мм: - 50 % для равнопроходных и близких к ним; - 25 % для остальных. При (Da)ш < 133 мм - 10 % |
Контрольные точки - согласно 5.6.8.5. г) |
|||
|
ТВ |
По одному каждого типоразмера с (Dа)ш ≥ 159 мм |
В зоне радиусного перехода. |
|||
|
5 |
Переходы с (Da)max ≥ 76 мм |
ВК |
50 %, начиная c(Da)max ≥ 76 мм |
Лепестковые (сварные) переходы - 100 % |
|
|
УЗК |
100 % продольных швов сварных переходов с (Da)max ≥ 76 мм |
При их наличии |
|||
|
УЗТ |
- 30 % при (Da)max ≥ 133 мм; - 15 % - остальные; - 100 % сварные переходы. |
В двух контрольных сечениях - в каждом по 4 контрольные точки |
1. Согласно п.п. 5.6.8.5. г); 2. Для сварных переходов должно быть не менее 1 контрольной точки на каждом лепестке. |
||
|
6 |
Корпуса арматуры |
ВК |
100 % c Dy ≥ 150 |
||
|
МПК или ЦД (КК) |
Наружная поверхность радиусных переходов |
Контролируют не менее 50 % площади радиусных переходов корпуса |
|||
|
Выборки дефектов и места ремонтных заварок - 100 % |
Включая примыкающую по кромке зону шириной не менее 30 мм |
||||
|
УЗТ |
1 единицу по каждому типоразмеру с Dy ³ 150 |
Согласно п.п. 5.6.8.5 г) |
Для литых корпусов контролируется толщина стенки только патрубков. Корпус - факультативно. |
||
|
7 |
Фланцы |
ВК |
- 100 % в доступных местах |
Без демонтажа разъёма |
|
|
8 |
Заглушки (донышки) |
ВК |
- 100 % - с Da ≥ 108 мм, - 30 % остальных |
Диаметр устанавливается по наружному диаметру трубы |
|
|
УЗТ |
- 50 % на элементах с Da ≥ 133 мм; - 25 % но не менее 1 на остальных |
Согласно п.п. 5.6.8.5 г) |
При наличии наварных рёбер жёсткости - не менее 1 точки контроля в каждом сегменте |
||
|
9 |
Линзовые или (и) сальниковые компенсаторы |
ВК |
100 % в доступных местах |
При их наличии |
|
|
УЗК |
Один линзовый компенсатор - 100 % швов в доступных местах |
При их наличии |
|||
|
УЗТ |
50 % от количества компенсаторов |
Согласно п.п. 5.6.8.5 г) |
|||
|
10 |
Прямые трубы (Da ≥ 76 мм) |
ВК |
Участки, примыкающие к фасонным элементам, арматуре, компенсаторам, донышкам |
Участок длиной ~ 500 мм от сварного шва |
Также контролируют участки в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор. |
|
УЗТ |
- не менее 2-ух контрольных сечений по каждому типоразмеру. - 3 контрольных сечения на каждой обводной (байпасной) линии или на тупиковом участке, или на перемычке. - 2 контрольных сечения за патрубками насосов и регулирующих (дросселирующих) органов на участках длиной 10 Da от выходных патрубков по ходу движения воды. |
Согласно п.п. 5.6.8.5 г) |
1. Рекомендуется также контролировать толщину стенки труб на других характерных участках трассы - см. п.п. 5.6.8.5. г) 2. При выявлении значительного коррозионного или эрозионного износа металла труб - объём контроля должен быть увеличен. |
||
|
11 |
Сварные соединения элементов с Da ≥ 76 мм |
ВК |
1. Стыковые соединения труб с фасонными элементами, арматурой, компенсаторами - 30 % 2. Сварные соединения в пределах колен; переходов; тройниковые и штуцерные соединения - 50 %. 3. Швы приварки донышек - 100 % |
1 .Контролировать также соединения, ближайшие к неподвижным опорам 2. Допускается не контролировать соединения на участках коллекторов питательных трубопроводов станций с поперечными связями, если по результатам аналогичного контроля на прочих участках трубопровода не обнаружено недопустимых дефектов. |
|
|
Сварные соединения элементов с Da ≥ 76 мм |
УЗК |
1. Стыковые соединения (тип 1) - 10 % по каждому типоразмеру, но не менее 3. 2. Тройниковые и штуцерные соединения и все соединения типа 2 - 25 %, но не менее 5. 3. Продольные соединения штампосварных колен - 50 % от общего количества колен. 4. Разнородные соединения - 100 %. |
Контролировать 100 % швов в пределах колена |
1. Допускается не контролировать сварные швы коллекторов питательной воды станции с поперечными связями при условии отсутствия дефектов в проконтролированных соединениях прочих участков трубопровода. 2. Если указанных соединений менее 10, - допускается контролировать 3 из них 3.Угловые швы, выполненные с конструктивным непроваром, контролировать методом МПК или ЦД (КК) в сочетании с измерительным контролем. 4. При отбраковке хотя бы одного стыка объём контроля для данного вида соединений - удваивается; при повторном обнаружении дефектов контроль соединений данного вида расширяется до 100 % |
|
|
ТВ |
Одно соединение на каждый типоразмер с Da ≥ 159 мм и толщиной стенки ≥ 10 мм. |
||||
|
Металлографическое исследование: MP или скол |
Одно соединение на каждый типоразмер с Da ≥ 159 мм, но не менее двух на весь трубопровод |
Актуально для трубопроводов, отработавших два назначенных срока и более. |
|||
|
Исследование металла на вырезке |
Сварной стык между прямой трубой и гибом |
Проводят в необходимых случаях по решению специализированной организации. |
в) Трубопроводы с температурой эксплуатации до 350 °С и давлением до 4,0 МПа - паропроводы отборов турбин, паропроводы холодного промперегрева, выхлопные паропроводы противодавленческих турбин, трубопроводы подачи пара на производство, паропроводы бойлерных установок, греющего пара в деаэраторы и др. Программа контроля приведена в таблице 5.28.
Таблица 5.28
|
Элементы, узлы, участки |
Метод контроля |
Объём контроля |
Зоны контроля |
Примечание |
|
|
1 |
Трубопроводная система и ОПС |
Наружный осмотр в рабочем состоянии |
100 % |
- |
Проверяется общее состояние трубопроводной системы и ОПС - выявляются дефекты и отклонения в трассировке, в элементах ОПС. Проверка исправности дренажей, отсутствия защемлений. |
|
Наружный осмотр в холодном состоянии |
100 % |
Изоляция и внешний кожух; трассировка; элементы ОПС |
|||
|
2 |
Гибы с Da ≥ 76 мм |
ВК |
30 % по каждому типоразмеру с Da > 133 мм. 15 % по остальным, но не менее одного. Крутоизогнутые гибы - 40 %. |
- |
1. В число контролируемых включать элементы, расположенные за регулирующей и дросселирующей арматурой, в пределах байпасных линий или на тупиковых участках, вблизи неподвижных опор. 2. Овальность штампованных, литых, штампосварных и секторных колен - не контролируется. 3. При наличии в технической документации данных о радиусе гибов эти измерения не проводят. |
|
ИК: - измерение овальности |
5 %, но не менее 2-ух по каждому типоразмеру с Da ≥ 108 мм, |
В 3-ёх сечениях гнутой части гиба |
|||
|
- измерение радиуса гиба; |
1 гиб по каждому типоразмеру; при наличии крутоизогнутых гибов дополнительно контролируется один из них по каждому типоразмеру |
Гнутая часть - согласно п.п. 5.6.8.2. ж) |
|||
|
Гибы с Da ≥ 76 мм, |
УЗК, МПК или ЦД (КК) |
5 % по каждому типоразмеру с Da ≥ 108 мм, но не менее одного |
По всей длине гнутой части гиба на участке, составляющем 2/3 поверхности гнутой части (т.е. 2/3 периметра сечения), включая растянутую и нейтральные зоны. Контроль методами МПК или ЦД (КК) выполняется факультативно - по результатам ВК |
1. В контрольную группу включать крутоизогнутые гибы, гибы расположенные вблизи неподвижных опор. 2. При обнаружении дефектов объём контроля гибов данного типоразмера удваивается. При повторном обнаружении дефектов объём контроля увеличивается до 100 %. 3. Если количество забракованных гибов превышает 5, контроль проводится на всех гибах трубопровода с Da ≥ 108 мм. |
|
|
УЗТ |
- 15 % по каждому типоразмеру с Da ≥ 133 мм, и - 10 %, но не менее одного по остальным типоразмерам |
В 3-ёх сечениях центральной части гиба; в каждом контрольном сечении по 3 точки измерений: в растянутой и нейтральных зонах |
Крутоизогнутые отводы контролировать в объёме 20 % |
||
|
ТВ |
1 гиб по каждому типоразмеру с Da ≥ 159 мм и толщиной стенки > 8 мм |
В центральном сечении гнутой части; в 3-ёх точках сечения по растянутой и нейтральным зонам |
|||
|
Исследование металла на вырезке |
Проводится в необходимых случаях по решению специализированной организации. |
||||
|
3 |
Штампосварные и секторные колена с Da ≥ 76 мм, |
ВК |
40 % по каждому типоразмеру |
Особое внимание продольным и поперечным сварным швам, в том числе в сжатой зоне |
|
|
УЗК |
20 % по каждому типоразмеру с Da ≥ 108 мм, но не менее одного |
- продольные швы - 100 % - поперечные швы - 50 % со стороны внутреннего обвода |
|||
|
УЗТ |
20 % по каждому типоразмеру с Da ≥ 108 мм, но не менее одного |
В 3-ёх сечениях центральной части колена; в каждом контрольном сечении по 4 точки измерений |
В секторных коленах располагать по одному контрольному сечению в каждом секторе. |
||
|
ТВ |
Одно колено по каждому типоразмеру с Da ≥ 133 мм и толщиной стенки ≥ 10 мм |
В центральном сечении гнутой части; в 4-ёх точках сечения по разные стороны от продольных швов |
В секторных коленах допускается проводить измерения по одной точке в каждом секторе - в сжатой части. |
||
|
4 |
Тройники |
вк |
- 30 %, начиная с типоразмера с наружным диаметром штуцера (Dа)ш ≥ 133 мм, - 15 % - остальные |
Равнопроходные тройники и близкие к ним (Dк/Dш ≤ 1,3) с (Dа)ш ≥ 133 мм, проверяют в объёме 50 % |
|
|
МПК или ЦД (КК) |
По одному элементу каждого типоразмера с (Dа)ш ≥ 159 мм, и Dy ≥ 150. места выборок дефектов и ремонтных заварок - 100 % |
Зона наружного радиусного перехода - 50 % периметра Включая примыкающую по кромке зону шириной не менее 30 мм |
При обнаружении недопустимых дефектов объём контроля удваивается. |
||
|
УЗТ |
При (Dа)ш ≥ 133 мм: - 30 % для равнопроходных и близких к ним; - 15 % для остальных. При (Da)m ≤ 133 мм - 10 % |
Контрольные точки - согласно 5.6.8.5. г) |
|||
|
ТВ |
По одному каждого типоразмера с (Dа)ш ≥ 159 мм |
В зоне радиусного перехода. |
|||
|
5 |
Переходы с (Da)max ≥ 76 мм |
вк |
50 %, начиная с (Da)max ≥ 133 мм, 20 % - остальные |
Лепестковые (сварные) переходы - 100 % для (Dа)max ≥ 159 мм. 50 % - остальные. |
|
|
УЗК |
Продольные швы сварных переходов - 30 % от количества переходов |
Контролировать 100 % швов в контрольной группе |
При их наличии |
||
|
УЗТ |
- 30 % при (Da)max мм; - 15 % - остальные; - 30 % - сварные переходы. |
В двух контрольных сечениях - в каждом по 4 контрольные точки |
1. Согласно п. п. 5.6.8.5. г); 2. Для сварных переходов должно быть не менее 1 контрольной точки на каждом лепестке. |
||
|
6 |
Корпуса арматуры |
вк |
100 % c Dy ≥ 150 |
||
|
МПК или ЦД (КК) |
Одна единица арматуры от каждого типоразмера с Dy ≥ 250. Выборки дефектов и места ремонтных заварок - 100 % |
Наружная поверхность радиусных переходов - 20 % от всей площади. - Включая примыкающую по кромке зону шириной е 30 мм. |
Для корпусов с температурой эксплуатации до 250 °С данный контроль можно не проводить. |
||
|
УЗТ |
1 единица по каждому типоразмеру с Dy ≥ 250 |
Согласно п.п. 5.6.8.5 г.) |
Для литых корпусов контролируется толщина стенки только патрубков. |
||
|
7 |
Фланцы |
ВК |
100 % в доступных местах |
Без демонтажа разъёма |
|
|
8 |
Заглушки (донышки) |
вк |
100 % - с Da ≥ 133 мм, 30 % - остальных |
Диаметр устанавливается по наружному диаметру трубы |
|
|
УЗТ |
50 % на элементах с Da > 159 мм; 25 % но не менее 1 на остальных |
Согласно п.п. 5.6.8.5. г) |
При наличии наварных рёбер жёсткости - не менее 1 точки контроля в каждом сегменте |
||
|
9 |
Линзовые или (и) сальниковые компенсаторы |
вк |
50 % в доступных местах |
При их наличии |
|
|
УЗК |
Один линзовый компенсатор |
В доступных местах |
При их наличии |
||
|
УЗТ |
Один линзовый компенсатор |
Согласно п.п. 5.6.8.5. г) |
При их наличии |
||
|
10 |
Прямые трубы (Da ≥ 76 мм) |
вк |
Участки, примыкающие к фасонным элементам, арматуре, компенсаторам, донышкам |
Участок длиной ~ 500 мм от сварного шва |
Также контролируют участки в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор. |
|
УЗТ |
- 3 контрольных сечения на каждые 100 м длины для трубопроводов в пределах зданий, но не менее 2-ух на линию каждого типоразмера. - 5 контрольных сечений на каждые 200 м длины для трубопроводов на открытой местности |
Согласно п.п. 5.6.8.5. г) |
1. Рекомендуется проводить контроль на байпасных, застойных (тупиковых) участках; в местах поворота трассы, сужений, врезок и т.д. |
||
|
11 |
Сварные соединения элементов с Da ≥ 76 мм |
ВК |
1. Стыковые соединения труб с фасонными элементами, арматурой, компенсаторами - 40 %. 2. Сварные соединения в пределах колен; переходов; тройниковые и штуцерные соединения - 30 %. 3. Швы приварки донышек - 50 % 4. Разнородные соединения - 100 % |
1. Контролировать также соединения, ближайшие к неподвижным опорам при их наличии |
|
|
Сварные соединения элементов с Da ≥ 76 мм |
УЗК |
• Стыковые соединения (тип 1): - 7 % по каждому типоразмеру, но не менее 3-х при температуре > 250 °С. - 5 % по каждому типоразмеру, но не менее 3-х при температуре ≤ 250 °С. • Тройниковые и штуцерные соединения и все соединения типа 2 - 15 %, но не менее 5 на трубопровод. • Разнородные соединения (при их наличии) - 100 %. |
1. Если соединений определённого вида и типоразмера менее 10, допускается контролировать два таких соединения. 2. Угловые швы, выполненные с конструктивным непроваром, контролировать методом МПК (ПД) в сочетании с измерительным контролем. 3. При отбраковке хотя бы одного стыка объём контроля для данного вида соединений - удваивается; при повторном обнаружении дефектов контроль соединений данного вида расширяется до 100 |
||
|
ТВ |
Одно соединение на каждый типоразмер с Da ≥ 159 мм и толщиной стенки ≥ 8 мм. |
||||
|
Металлографическое исследование: MP или скол |
Одно соединение на каждый типоразмер с Da ≥ 159 мм, но не менее двух на весь трубопровод |
Выполняется для трубопроводов с температурой эксплуатации > 250 °С, отработавших два назначенных срока и более. |
|||
|
Исследование металла на вырезке |
Сварной стык между прямой трубой и гибом |
Проводят в необходимых случаях по решению специализированной организации. |
г) Трубопроводы с температурой эксплуатации до 250 °С и давлением до 1,6 МПа - трубопроводы греющего пара в деаэраторы, всасывающие трубопроводы питательной воды, дренажные трубопроводы, сбросные трубопроводы от БРОУ в конденсатор, трубопроводы от турбин к подогревателям сетевой воды и деаэраторам, станционные трубопроводы сетевой и подпиточной воды и др. Программа контроля трубопроводов дана в таблице 5.29.
Таблица 5.29
|
Элементы, узлы, участки |
Метод контроля |
Объём контроля |
Зоны контроля |
Примечание |
|
|
1 |
Трубопроводная система и ОПС |
Наружный осмотр в рабочем состоянии |
100 % |
- |
Проверяется общее состояние трубопроводной системы и ОПС; выявляются дефекты и отклонения в трассировке, в элементах ОПС. Проверка исправности дренажей, отсутствия защемлений. |
|
Наружный осмотр в холодном состоянии |
100 % |
Изоляция и внешний кожух; трассировка; элементы ОПС |
|||
|
Внутренний осмотр |
В одном месте - через демонтированный фланцевый разъём или открытый край трубы после её разрезки |
Внутренняя поверхность металла по всей доступной зоне |
На трубопроводах с Da ≥ 700 мм допускается выполнять внутренний осмотр через специально вырезанное отверстие в стенке трубы. Последующая вварка вставки должна выполняться с полным проплавлением - нахлесточный шов не допускается. |
||
|
2 |
Гибы с Da ≥ 108 мм |
ВК |
20 % по каждому типоразмеру с Da > 159 мм, но не менее двух 15 % по остальным, но не менее двух. Крутоизогнутые гибы - 30 %. |
- |
1. В число контролируемых включать элементы, расположенные в районе арматуры, на байпасных линиях, тупиковых участках, вблизи неподвижных опор. 2. Овальность штампованных, литых, штампосварных и секторных колен - не контролируется. 3. При наличии в технической документации данных о радиусе гибов эти измерения не проводят. |
|
ИК-измерение: |
|||||
|
- овальность |
Два гиба по каждому типоразмеру с Da ≥ 133 мм, |
В 3-ёх сечениях гнутой части гиба |
|||
|
- радиус гиба; |
1 гиб по каждому типоразмеру с Da ≥ 133 мм включая крутоизогнутые и секторные колена |
Гнутая часть - согласно п.п. 5.6.8.2. ж) |
|||
|
УЗТ |
- 10 % по каждому типоразмеру с Da ≥ 219 мм, - 5 % - остальные, но не менее одного. |
В 3-ёх сечениях центральной части гиба; в каждом контрольном сечении по 3 точки измерений: в растянутой и нейтральных зонах |
1. Крутоизогнутые отводы контролировать в объёме 20 % по каждому типоразмеру с Da ≥ 159 мм 2. Для станционных трубопроводов сетевой и подпиточной воды контроль ведётся для типоразмеров с Da ≥ 245 мм |
||
|
Гибы с Da ≥ 108 мм |
ТВ |
1 гиб по каждому типоразмеру с Da ≥ 245м и толщиной стенки > 8 мм |
В центральном сечении гнутой части; в 3-ёх точках сечения по растянутой и нейтральным зонам |
||
|
3 |
Секторные колена (Da ≥ 133 мм) |
вк |
- 25 % от их количества с Da ≥ 159 мм, - 2 шт. - остальные. |
Проверяют качество сварных швов |
|
|
УЗК |
10 % с типоразмером Da ≥ 159 мм, но не менее двух |
- продольные швы - 100 % - поперечные швы по 200 мм в каждую сторону от точки пересечения с продольными швами |
|||
|
УЗТ |
10 % с типоразмером Da ≥ 159 мм, но не менее двух |
В 3-ёх сечениях центральной части колена; в каждом контрольном сечении - по 3 точки измерения: в нейтральных и в сжатой зонах. |
В секторных коленах располагать по одному контрольному сечению в каждом секторе. |
||
|
ТВ |
Одно колено по каждому типоразмеру с Da ≥ 159 мм и толщиной стенки ≥ 10 мм |
В центральном сечении гнутой части; в 4-ёх точках сечения по разные стороны от продольных швов |
В секторных коленах допускается проводить измерения по одной точке в каждом секторе - в сжатой зоне. |
||
|
4 |
Тройники |
ВК |
30 %, но не менее двух для типоразмеров с (Da)ш ≥ 133 мм, |
1. Для трубопроводов сетевой и подпиточной воды - 20 %. 2. Равнопроходные и близкие к ним тройники проверяют в объёме 40 % |
|
|
УЗТ с (Da)ш ≥ 159 мм. |
- 20 % для равнопроходных и близких к ним; - 10 % для остальных, но не менее двух |
Контрольные точки - согласно 5.6.8.5. г) |
|||
|
ТВ |
На двух тройниках наибольшего типоразмера |
В зоне штуцерного соединения со стороны коллектора. |
|||
|
5 |
Переходы |
ВК |
30 % с (Da)max ≥ 159 мм |
Сварные переходы - 50 % |
|
|
УЗК |
20 % сварных переходов с (Da)max ≥ 159 мм, но не менее одного |
Контролировать 100 % швов в контрольной группе |
При их наличии |
||
|
УЗТ |
20 %, но не менее двух с (Da)max ≥ 159 мм мм; |
В двух контрольных сечениях - в каждом по 4 контрольные точки |
1. Сварных переходов - 30 %; 2. Согласно п.п. 5.6.8.5. г) |
||
|
6 |
Корпуса арматуры |
ВК |
100 % c Dy ≥ 150 |
||
|
УЗТ |
По одной единице каждого типоразмера с Dy ≥ 250 |
Согласно п.п. 5.6.8.5. г) |
Для литых корпусов контролируется толщина стенки только патрубков. |
||
|
7 |
Фланцы |
ВК |
100 % в доступных местах |
Без демонтажа разъёма |
|
|
8 |
Заглушки (донышки) |
ВК |
100 % - с Da ≥ 159 мм, |
Диаметр устанавливается по наружному диаметру трубы |
|
|
УЗТ |
- 20 %, но не менее двух на элементах с Da ≥ 159 мм. - По одному на остальных типоразмерах. |
Согласно п.п. 5.6.8.5. г) |
При наличии наварных рёбер жёсткости - не менее одной контрольной точки в каждом сегменте |
||
|
9 |
Линзовые или сальниковые компенсаторы |
ВК |
50 % в доступных местах |
При их наличии |
|
|
10 |
Прямые трубы |
вк |
Участки примыкающие к фасонным элементам, арматуре, компенсаторам, донышкам |
Участок длиной ~ 500 мм от сварного шва |
Также контролируют участки в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор. |
|
УЗТ |
- 5 контрольных сечений на каждые 100 м длины для трубопроводов в пределах зданий, - 5 контрольных сечений на каждые 200 м трассы за пределами зданий и сооружений |
Согласно п.п. 5.6.8.5. г) |
Рекомендуется проводить контроль на байпасных, застойных (тупиковых) участках; в местах поворота трассы, сужений, врезок и т.д. |
||
|
11 |
Сварные соединения элементов с Da ≥ 108 мм |
вк |
• Стыковые соединения труб с фасонными элементами, арматурой, компенсаторами - 10 % • Сварные соединения в пределах колен; переходов; тройниковые и штуцерные соединения - 25 %. • Швы приварки донышек - 25 % |
1. Контролировать также соединения, ближайшие к неподвижным опорам |
|
|
УЗК |
• Стыковые соединения (тип 1): - 3 % по каждому типоразмеру, но не менее 3-х. • тройниковые и штуцерные соединения и все соединения типа 2: - 10 %, от количества, но не менее трёх |
1. Для трубопроводов сетевой и подпиточной воды станций допускается вести контроль начиная с наружного диаметра Da ≥ 159 мм. 2. Если стыковых соединений типа 1 менее 10, допускается контролировать одно такое соединение. Если соединений типа 2 менее 10, допускается контролировать два таких соединения. 3. Сварные соединения с Da ≥ 377 мм допускается контролировать на половине периметра. 4. Допускается на трубопроводах с Da ≥ 219 мм заменять контроль методом УЗК или радиографией на металлографические исследования вырезок стыков - не менее одного по каждому типоразмеру. 5. Угловые швы, выполненные с конструктивным непроваром, контролировать методом МПК (ЦД) в сочетании с измерительным контролем. 6. При отбраковке хотя бы одного стыка объём контроля для данного вида соединений - удваивается; при повторном обнаружении дефектов контроль соединений данного вида расширяется до 100 % |
|||
|
ТВ |
Одно соединение на каждый типоразмер с Da ≥ 273 мм и толщиной стенки ≥ 8 мм. |
||||
|
Исследование металла на вырезке |
Сварной стык между прямой трубой и гибом |
Проводят в необходимых случаях по решению специализированной (экспертной) организации. |
Примечание - На обратных линиях сетевого трубопровода, трубопроводах подпиточного комплекса и линий подающего трубопровода до сетевых насосов 2-го подъёма объём контроля по позициям таблицы 5.29 может быть уменьшен вдвое.
д) Контроль сварных соединений трубопроводов методом УЗК согласно позициям таблиц №№ 5.26 ¸ 5.29 может быть заменён на контроль радиографическим методом в том же объёме.
е) При техническом диагностировании трубопроводов тепловых сетей с температурой стенки до 150 °С и давлении до 1,6 МПа рекомендуется использовать метод акустической эмиссии (п. 4.2.7 настоящего стандарта).
5.6.8.9 На основании приведенных в п.п. 5.6.8.8
Программ рекомендуется разрабатывать индивидуальные программы технического диагностирования конкретных трубопроводов.
5.6.9 Сосуды, работающие под давлением
5.6.9.1 Назначенный (расчетный) срок службы сосуда устанавливается предприятием-изготовителем и указывается в паспорте сосуда. При отсутствии такого указания назначенный срок службы принимается равным:
- для ресиверов водорода, кислорода и сосудов электролизных установок - 16 лет;
- для остальных ресиверов 20 лет;
- для деаэраторов повышенного давления (ДП) - 30 лет;
- для остальных сосудов - 30 лет.
5.6.9.2 Техническое диагностирование сосуда, отработавшего назначенный срок службы, включает:
- визуальный контроль (наружный и внутренний осмотры);
- контроль геометрических размеров, (в том числе размеров выявленных дефектов);
- контроль сплошности сварных соединений и зон основного металла неразрушающими методами дефектоскопии;
- контроль толщины стенки неразрушающим методом;
- измерение твердости с помощью переносных приборов;
- лабораторные исследования (при необходимости) химического состава, свойств и структуры материала основных элементов;
5.6.9.3 Визуальный и измерительный контроль
а) Визуальный и измерительный контроль проводится в соответствии с требованиями п. 4.2.1 настоящего Стандарта.
б) Осмотр наружной (н/о) и внутренней (в/о) поверхностей элементов сосуда, визуальный контроль характерных зон и участков и измерительный контроль (ИК) проводят с целью обнаружения и определения размеров дефектов, образовавшихся в процессе эксплуатации, при ремонте, при изготовлении или монтаже сосуда.
По результатам визуального и измерительного контроля уточняется Программа технического диагностирования сосуда.
в) При проведении визуального контроля повышенное внимание должно быть обращено на выявление следующих дефектов:
- трещин, образующихся чаще всего в местах геометрической, температурной и структурной неоднородности: на кромках и поверхности отверстий; в местах приварки штуцеров, усилительных колец лазовых отверстий, деталей крепления, опор, сепарационных устройств, косынок, ребер жесткости, фланцев; в зонах сопряжения разнотолщинных элементов, перехода от выпуклой части днищ к отбортовке, перехода от основного металла к усилению сварного шва;
- коррозионных и коррозионно-усталостных повреждений металла, наиболее часто встречающихся на внутренней поверхности в нижней части сосудов, в зоне раздела сред, в местах скопления (застоя) воды или конденсата, а также на наружной поверхности в местах нарушения тепловой изоляции или краски и (или) возможного попадания и скапливания воды (как правило, для сосудов, находящихся на открытом воздухе и подверженных воздействию атмосферных осадков: под тепловой изоляцией, под табличками и т.п.);
- эрозионного износа поверхностей сосуда;
- дефектов сварки в виде трещин, пористости, свищей, подрезов, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации;
- смещения или увода кромок или непрямолинейности соединяемых элементов.
г) При обнаружении в элементах сосуда трещин или деформированных участков дефектные зоны элементов следует осмотреть также со стороны противоположной поверхности.
д) Контроль геометрических размеров и формы основных элементов сосуда проводят для получения информации об их изменениях по отношению к первоначальным (проектным) геометрическим размерам и форме.
е) Овальность цилиндрических элементов определяют путем измерения максимального (Dmax) и минимального (Dmin) внутреннего или наружного диаметров в двух взаимно перпендикулярных направлениях контрольного сечения. Для измерения диаметров обечаек сосудов рекомендуется использовать раздвижную штангу или рейку с мерной линейкой ценой деления 1 мм.
ж) При необходимости контроля прямолинейности образующей выполняют измерения линейкой (с ценой деления 1 мм) расстояния от контролируемой образующей до металлической струны, натянутой от кольцевых швов приварки днищ к обечайкам сосуда.
Для измерения местных отклонений от прямолинейности или нормальной кривизны следует применять шаблоны.
з) При обнаружении вмятин или выпучин в стенках элементов сосуда размеры вмятины (выпучины) измеряют согласно п. 4.2.1.9. настоящего стандарта.
Если максимальный из размеров вмятины (выпучины) «m» или «n» превышает 20S (где S - толщина стенки элемента сосуда) или превышает 200 мм, то необходимо измерить ее глубину в нескольких точках. В качестве таких точек рекомендуется принять узловые точки сетки, ячейки которой не превышают 5S, но не более 50 мм, и результаты измерений представить в виде таблицы; при этом одна из узловых точек сетки должна быть совмещена с центром вмятины (выпучины), где ее глубина d является максимальной.
Если вмятина (выпучина) имеет плоский участок, то необходимо измерить его размеры и указать их на формуляре или схеме.
и) При обнаружении в процессе визуального и измерительного контроля дефектов, выходящих за пределы допустимых, расположение, количество и размеры этих дефектов указывают на прилагаемой схеме или формуляре.
5.6.9.4 Контроль ультразвуковым или радиографическим методом
а) Неразрушающий контроль сварных соединений проводится ультразвуковым (УЗК) или радиографическим (РК) методами в соответствии с требованиями п.п. 4.2.4, 4.2.5 настоящего Стандарта.
б) При обнаружении недопустимых дефектов в процессе выборочного (неполного) контроля сварных соединений объем контроля должен быть увеличен не менее чем вдвое; в первую очередь следует расширить зоны контроля сварных швов в местах обнаружения дефектов.
в) При назначении объема выборочного (неполного) контроля сварных соединений следует иметь в виду, чтобы участки пересечения продольных и поперечных (кольцевых) сварных швов были включены в зоны контроля.
При повторном диагностировании сосуда в программу контроля следует включать участки сварных соединений, не подвергаемые ранее (при предыдущих обследованиях) контролю. Исключение составляют участки сварных соединений, на которых при предыдущем контроле были выявлены отражатели (несплошности), допустимые требованиями Норм качества.
5.6.9.5 Контроль методами магнитопорошковой и цветной (капиллярной) дефектоскопии.
а) Контроль внутренней или (и) наружной поверхностей элементов сосуда методами цветной (ЦД), или магнитопорошковой дефектоскопии (МПК) осуществляется в соответствии с требованиями п. 4.2.4, 4.2.5 настоящего Стандарта, а также других действующих нормативных документов на эти методы контроля с целью выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, расслоений и других трещиноподобных дефектов.
б) Контроль методами ЦД (КК) или МПК проводят на контрольных участках поверхности элементов, указанных в Программе технического диагностирования, и, кроме того, на участках поверхности, где по результатам визуального контроля или анализа эксплуатационно-технической документации подозревается наличие трещин, а также в местах выборок трещин, коррозионных язв и других дефектов, или (и) в местах ремонтных заварок. При повторном диагностировании сосудов следует выбирать новые контрольные участки для МПК (или ЦД), которые ранее не контролировались.
в) Результаты контроля поверхности элементов сосуда методами ЦД (КК) или МПК оформляют в виде заключений или протоколов (Приложение А).
5.6.9.6 Неразрушающий контроль толщины стенки
а) Контроль толщины стенки (УЗТ) элементов сосуда выполняется ультразвуковым методом с применением ультразвуковых приборов, отвечающих требованиям ГОСТ 28702-90, в соответствии с инструкцией по эксплуатации прибора.
б) Контроль толщины стенки проводят в соответствии с требованиями п.п. 4.2.2.11 настоящего Стандарта.
в) Контроль толщины стенки проводят в местах элементов сосуда, указанных в Программе технического диагностирования, а также в зонах интенсивного коррозионно-эрозионного износа металла, в местах выборок дефектов и на поверхности вмятин или выпучин. Измерение толщины стенки обечаек сосудов рекомендуется проводить по окружности элемента не менее, чем в трех точках каждого из контрольных сечений, отстоящих друг от друга на расстоянии не более 1 м.
Обязательному контролю подлежат днища сосудов, а также зоны обечаек вдоль нижней образующей при горизонтальной компоновке сосуда.
г) При обнаружении расслоения листа число точек измерения в этом месте должно быть увеличено до количества, достаточного для установления границ (контура) зоны расслоения.
д) Контроль толщины стенки вварных патрубков или штуцеров диаметром 100 мм и более проводится в четырех точках, расположенных равномерно по окружности элемента.
е) Контроль толщины стенки гнутых отводов трубной системы теплообменных аппаратов выполняется в растянутой и нейтральных зонах гибов.
ж) Результаты измерений толщины стенки элементов сосуда рекомендуется оформлять в виде Протоколов или Заключений в форме таблиц.
а) Исследования химического состава, механических свойств и структуры металла выполняется для установления их соответствия требованиям норм качества согласно подраздела 7.5 настоящего Стандарта и выявления изменений, возникших в результате нарушения нормальных условий работы или в связи с длительной эксплуатацией.
б) Исследования механических свойств и структуры металла рекомендуется проводить неразрушающими методами контроля, а в необходимых случаях - на образцах, изготовленных из вырезок (пробок) металла основных элементов сосуда.
в) Исследования химического состава, механических свойств и структуры основного металла или (и) сварного соединения на вырезках образцов из основных элементов сосуда проводится в следующих случаях:
- при неудовлетворительных результатах измерения твердости металла переносным прибором;
- при обнаружении изменений структуры металла по данным металлографического анализа на сколах или репликах, выходящих за пределы требований нормативной документации (стандартов, ТУ и т.д.) на металл в исходном состоянии;
- при необходимости установления причин возникновения дефектов металла, влияющих на работоспособность сосуда;
- при нарушении режимов эксплуатации, в результате которого возможны изменения в структуре и свойствах металла, деформации и разрушения элементов сосуда или появление других недопустимых дефектов;
- при отсутствии в технической документации сведений о марке стали элементов сосуда или использовании при ремонте сосуда материалов или полуфабрикатов, на которые отсутствуют сертификатные данные.
Для ресиверов, установленных на открытых площадках (или в неотапливаемых помещениях) в климатических зонах, где температура воздуха в наиболее холодный период времени опускается ниже минус 30 °С, а для сосудов из стали Ст3 - ниже минус 20 °С, требуется провести испытания образцов с острым надрезом (тип Шарпи) на ударную вязкость при температуре минус 40 °С. Вырезку «пробки» для изготовления образцов следует производить из элемента сосуда (обечайки или днища), имеющего максимальное значение твердости металла по результатам измерений переносным прибором. Количество образцов для испытаний на ударную вязкость должно быть не менее трех. Полученные значения ударной вязкости должны быть не ниже 0,2 МДж/м2.
Вырезка проб металла (с последующим испытанием образцов) для отдельных из перечисленных случаев может не производиться по заключению специализированной организации, основанному на контрольных расчетах на прочность (в том числе на хрупкую) с учётом фактических размеров элементов и состояния металла сосуда.
г) Химический состав определяют методами аналитического или спектрального анализа в соответствии с требованиями настоящего стандарта и действующих в этой части нормативных документов.
Для определения химического
состава отбирается стружка на предварительно зачищенных участках наружной
поверхности сосуда путем сверления отверстий диаметром не более 8 мм и глубиной
не более 30 % толщины стенки элемента, но не более 5 мм. При этом расстояние
между ближайшими кромками рассверливаемых отверстий, а также расстояние от кромки
отверстия до стенки ближайшего штуцера (патрубка) или оси сварного шва должно
быть не менее ![]() , где D - средний диаметр сосуда, S - номинальная толщина стенки.
, где D - средний диаметр сосуда, S - номинальная толщина стенки.
Отбор стружки из элемента сосуда путем сверления допускается производить в случае, если твердость металла данного элемента (по результатам измерений переносным прибором) составляет не более 170 НВ.
Для отбраковки легированных сталей допускается применять стилоскопирование переносным прибором.
д) Измерения твердости неразрушающими методами проводятся при помощи переносных приборов (твердомеров) в соответствии с требованиями п. 4.2.9 настоящего Стандарта, других нормативных документов и инструкции по эксплуатации прибора. Для косвенной (приближенной) оценки временного сопротивления или условного предела текучести допускается применять формулы (таблицы) перевода величин твердости в прочностные характеристики металла, рекомендуемые нормативными документами.
е) Механические свойства основного металла и сварных соединений на вырезках определяют по испытаниям образцов на растяжение и ударную вязкость в соответствии с требованиями настоящего Стандарта и государственных стандартов по механическим испытаниям металла.
ж) Исследования структуры основного металла и сварных соединений неразрушающими методами выполняются на репликах или сколах. Рекомендуется исследовать микроструктуру при 100 и 500 кратном увеличении.
з) Результаты определения химического состава и механических свойств оформляются в виде протоколов. Микроструктура металла представляется на фотографиях и дается описание ее характерных особенностей.
5.6.9.8 Гидравлическое испытание сосуда
а) Гидравлическое испытание является завершающей операцией технического диагностирования сосуда, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
б) Гидравлическое испытание проводится при положительных результатах технического диагностирования и с учетом следующих требований:
- температура воды должна быть не ниже 15 °С;
- значение пробного давления устанавливается в зависимости от разрешенных рабочих параметров (давление и температура);
- время выдержки под пробным давлением определяется в зависимости от толщины стенки сосуда и должно быть не менее:
10 минут - для сосудов с толщиной стенки до 50 мм;
20 минут - для сосудов с толщиной стенки от 50 до 100 мм;
30 минут - для сосудов с толщиной стенки свыше 100 мм.
в) При проведении гидравлического испытания допускается использование методов и приборов акустической эмиссии (АЭ). Необходимость и целесообразность использования АЭ, а также методика проведения контроля согласовываются с Надзорными органами России.
5.6.9.9 Объем контроля наиболее распространенных типов сосудов приведен в таблицах: 5.30 ¸ 5.34.
а) Деаэраторы повышенного давления
Таблица 5.30
б) Ресиверы и воздухосборники.
Таблица 5.31
|
Элемент, зона контроля |
Метод контроля |
Объем контроля |
Примечание |
|
Обечайка корпуса |
вк, ик |
Наружный осмотр - 100 %; внутренний осмотр - в доступных местах, включая нижнюю часть и зону лаза. |
|
|
УЗК |
1) Ресиверы для взрывоопасных и пожароопасных сред, или ресиверы, установленные на площадке с температурой воздуха ниже - 30 °С, или если число циклов нагружения более 1000: Продольные швы - 100 % длины. Кольцевые швы - 100 % длины. 2) Ресиверы из углеродистой стали, установленные на площадке, с температурой воздуха ниже - 20 °С (но выше - 30 °С): Продольные швы - 100 % длины. Кольцевые швы - не менее 50 % длины, включая участки пересечения с продольными швами. 3) Остальные ресиверы. Продольные и кольцевые швы: не менее 25 % длины, включая участки пересечения кольцевых и продольных швов длиной не менее 200 мм. |
При последующем диагностировании рекомендуется контролировать участки швов, не проверенные при предыдущем контроле. |
|
|
Обечайка корпуса |
МПК или КК (ЦД) |
По два участка размером 100´100 мм на каждой царге обечайки. |
При последующем диагностировании рекомендуется контролировать участки металла, не проверенные при предыдущем контроле. |
|
УЗТ |
Измерения проводятся по четырем образующим через ~ 90° по окружности элемента. На каждой царге обечайки контролируют не менее 3-х сечений (в нижней, средней и верхней её зонах). |
Измерения проводятся со стороны внешней или внутренней поверхности. Для укороченных царг (длиной < 600 мм) допускается выполнять контроль в одном сечении |
|
|
ТВ |
Измерения проводятся не менее чем в 3-х поперечных сечениях по высоте сосуда. На каждую царгу обечайки должно приходиться не менее одного контрольного сечения. В каждом сечении измерения проводятся не менее, чем в 3-х точках. |
||
|
им |
Одна вырезка из обечайки сосуда при необходимости (см. примечание) |
Для ресиверов, установленных на открытых площадках, в соответствии с п.п. 5.6.9.7 в) настоящего раздела СТО проводятся испытания образцов на ударную вязкость (на вырезке) или выполняется поверочный расчет на хрупкую прочность. |
|
|
Днища корпуса |
вк, ик |
Наружный осмотр - 100 %; внутренний осмотр нижнего днища - 100 % верхнее днище - в доступных местах. |
|
|
МПК или КК (ЦД) |
На нижнем днище участок размером 100´100 мм. |
При последующем диагностировании рекомендуется контролировать участки, не проверенные при предыдущем контроле. |
|
|
УЗТ |
Не менее 3-х измерений на каждом из 4-х радиусов через ~ 90°. |
||
|
ТВ |
Не менее 2-х измерений на каждом из 4-х радиусов через ~ 90°. |
||
|
Штуцера диаметром более 100 мм |
вк |
Угловые швы с примыкающей полосой основного металла - 100 %. |
|
|
МПК или КК (ЦД) |
По всей окружности шва с шириной контролируемой зоны не менее 50 мм. |
||
|
УЗТ |
В 4-х точках через ~ 90° по окружности патрубка лазового люка. |
в) Подогреватель высокого давления
Таблица 5.32
г) Подогреватели низкого давления (ПНД), сетевой воды и мазута, бойлеры, испарители и другие теплообменные аппараты.
Таблица 5.33
Таблица 5.34
|
Метод контроля |
Объем контроля |
Примечание |
|
|
Корпус |
вк, ик |
Наружный и внутренний осмотр - 100 %. |
Обязательному контролю подлежат места приварки опор сепарационных устройств. При подозрении на трещины сомнительные места проконтролировать методом МПК или КК (ЦД). |
|
УЗК |
Продольные и кольцевые швы: не менее 10 % длины, включая участки пересечения кольцевых и продольных швов длиной не менее 150 мм. |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое. |
|
|
МПК или КК (ЦД) |
1) Контрольный участок на нижнем днище размером 100´100 мм. 2) Сварные швы приварки фланцев на их длине не менее 300 мм вдоль сварного шва, включая участки пересечения с продольным швом обечайки. |
При последующем диагностировании рекомендуется контролировать участки, не проверенные при предыдущем контроле. |
|
|
УЗТ |
Не менее чем в 8-ми точках каждой царги обечайки и каждого днища (крышки), равномерно распределенных по поверхности элемента. |
При невозможности полного внутреннего осмотра корпуса участки измерения толщины стенок следует совмещать с зонами повышенного износа, включая окрестности патрубков входа продувочной воды, отвода отсепарированного пара и выхода конденсата (отсепарированной воды). |
|
|
ТВ |
На каждой царге обечайки сосуда и на каждом днище измерения проводятся не менее, чем в 4-х точках. |
||
|
Патрубки диаметром более 100 мм. |
вк |
Наружный осмотр - 100 %. Внутренний осмотр - по всему периметру шва приварки патрубка. |
|
|
УЗТ |
Контроль проводится в 4-х точках по окружности патрубка через ~ 90°. |
||
|
МПК или КК (ЦД) |
Участки поверхности вокруг сварных швов приварки патрубков диаметром ≥ 100 мм - по всей длине шва с шириной контролируемой зоны не менее 30 мм. |
5.6.10 Паровые котлы с рабочим давлением до 4,0 МПа включительно и водогрейные котлы с температурой воды выше 115 °С
5.6.10.1 Назначенный срок службы для каждого типа котлов (экономайзеров) определяют предприятия-изготовители и указывают его в паспорте котла.
При отсутствии такого указания устанавливается следующая продолжительность назначенного срока службы: для стационарных котлов:
- паровых водотрубных 24 года
- паровых огнетрубных (газотрубных) 20 лет
- водогрейных всех типов 6 лет
- для передвижных котлов паровых и водогрейных 12 лет
- для чугунных экономайзеров 16 лет
5.6.10.2 Техническое диагностирование котла, отработавшего назначенный срок службы, включает следующие виды контроля:
- наружный и внутренний осмотры, визуальный контроль;
- измерительный контроль: измерение овальности и прогиба барабанов, овальности гибов необогреваемых трубопроводов, прогиба коллекторов, наружного диаметра труб поверхностей нагрева, колокольчиков вальцовочных соединений, диаметра и высоты головок заклепок; измерение размеров выявленных дефектов (коррозионных язв, трещин, деформаций и других);
- контроль сплошности основного металла элементов, сварных и заклепочных соединений неразрушающими методами дефектоскопии: ЦД (КК) или МПК, УЗК;
- ультразвуковой контроль толщины стенки элементов;
- определение твердости металла барабанов и коллекторов с помощью переносных приборов;
- разрушающий контроль - лабораторные исследования химического состава, механических свойств и структуры материала элементов (при необходимости);
- гидравлическое испытание котла пробным давлением.
5.6.10.3 Визуальный и измерительный контроль
а) Визуальный и измерительный контроль проводится в соответствии с требованиями п. 4.2.1 настоящего Стандарта и других, действующих в этой части, нормативных документов.
б) Визуальный и измерительный контроль проводится для:
- выявления и измерения обнаруженных дефектов, образовавшихся в процессе эксплуатации, при изготовлении, монтаже или ремонте, развитие которых может привести к разрушению поврежденных элементов котла;
- получения информации об изменениях геометрических размеров и формы основных элементов котла по отношению к исходным (проектным) геометрическим размерам и форме.
в) Визуальному и измерительному контролю подлежат основной металл, сварные, вальцовочные, заклепочные соединения с наружной и внутренней сторон элементов.
г) При проведении визуального контроля особое внимание обращается на выявление следующих дефектов:
1) Трещин;
- в стыковых сварных соединениях по линии сплавления, в зонах термического влияния и в наплавленном металле;
- в заклепочных соединениях;
- на кромках трубных и лазовых отверстий и на поверхности вокруг них, в местах приварки внутрикорпусных и опорных устройств, в зонах сопряжения разнотолщинных элементов, перехода от выпуклой части днищ к отбортовке и др.
2) Коррозионных повреждений:
- на внутренней поверхности нижней части барабанов, сухопарников, коллекторов, выносных циклонов;
- на трубах поверхностей нагрева, работающих на сернистых топливах (кислотная коррозия), особенно в случаях работы котла на параметрах значительно ниже номинальных;
- в местах нарушения тепловой изоляции и возможного попадания воды на наружную поверхность барабанов, сухопарников, коллекторов и труб.
3) Эрозионного износа поверхностей нагрева - при работе на твердом топливе, и при работе на жидком и газообразном топливе в случае нарушения работы горел очных устройств.
д) При обнаружении в элементах котла трещин, коррозионно-эрозионных повреждений или деформированных участков дефектные зоны осматриваются и с противоположной стороны.
е) При обнаружении вмятин или выпучин в стенках элементов котлов размеры вмятины (выпучины) измеряют согласно п.п. 4.2.1.9 настоящего Стандарта. При этом следует применять порядок измерения, указанный в п.п. 5.6.9.3. з) настоящего подраздела стандарта.
ж) Выявленные в результате ВК дефекты наносятся на схемы. Результаты ВК оформляются в виде Акта (Протокола или Заключения).
з) Для цилиндрических элементов горизонтальной компоновки, изготовленных из листа, проводятся:
- измерения максимальных (Dmax) и минимальных (Dmin) внутренних диаметров в контрольных сечениях, расположенных по всей длине цилиндрического элемента, с определением овальности а (п.п. 4.2.1.8 настоящего стандарта).
- контроль прямолинейности образующей путем измерения линейкой с ценой деления 1 мм расстояний от нижней образующей до металлической струны, натянутой от кольцевых швов приварки днищ к обечайкам барабана, сухопарника;
- Для измерения местных отклонений от прямолинейности следует применять шаблоны.
и) контроль прямолинейности коллекторов проводят путём измерения отклонений нижней образующей по наружной поверхности.
к) На трубах поверхностей нагрева проводятся измерения:
- наружного диаметра труб;
- прогиба труб, если при ВК обнаружены их коробления, провисания и другие отклонения от первоначального их расположения;
- высоты и толщины стенки колокольчиков в вальцовочных соединениях.
л) В заклепочных соединениях измеряются толщина накладок, ширина кромок заклепочного шва, высота и диаметр головок заклепок.
м) На необогреваемых трубах котлов проводятся измерения наибольших и наименьших наружных диаметров гибов с определением их овальности.
н) Места измерительного контроля показывают на схемах. Результаты измерений оформляют в виде Протоколов (Заключений).
5.6.10.4 Контроль наружной и внутренней поверхностей элементов методами магнитопорошковой или цветной дефектоскопии
а) Контроль осуществляется в соответствии с требованиями п.п. 4.2.4, 4.2.5 настоящего Стандарта и других действующих нормативных документов на применяемые методы контроля с целью выявления и определения размеров и конфигурации поверхностных и подповерхностных трещин, выходящих на поверхность, расслоений, а также дефектов коррозионного происхождения.
б) Контроль проводится по результатам осмотров на участках поверхности, где подозревается образование трещин, или в местах выборок дефектов, или в местах ремонтных заварок, в зонах металла вокруг заклепок в заклепочных соединениях, а также на контрольных участках элементов, указанных в Программах технического диагностирования настоящего подраздела Стандарта (Таблицы 5.35 ¸ 5.40).
в) Результаты контроля оформляют в виде Заключений (Протоколов).
5.6.10.5 Ультразвуковой контроль сварных, заклепочных соединений и металла гибов
а) Ультразвуковой контроль (УЗК) проводится в соответствии с требованиями п. 4.2.2 настоящего Стандарта и других действующих нормативных документов на данный метод с целью выявления внутренних дефектов в сварных, заклепочных соединениях (трещин, непроваров, пор, шлаковых включений и др.) и в основном металле элементов (прежде всего гибов).
б) При назначении объема выборочного контроля сварных соединений следует иметь в виду, чтобы участки пересечения продольных и кольцевых сварных швов были включены в Программу контроля.
в) При обнаружении недопустимых дефектов в процессе выборочного (неполного) контроля сварных соединений или основного металла элементов объём контроля должен быть увеличен не менее чем вдвое. При повторном диагностировании рекомендуется контролировать участки (зоны) и элементы, не проконтролированные ранее.
г) Результаты ультразвукового контроля оформляются Протоколами или Заключениями (Приложение А).
5.6.10.6 Ультразвуковой контроль толщины стенки
а) Ультразвуковой контроль толщины стенки проводится в соответствии с требованиями п. 4.2.2 настоящего Стандарта и других действующих нормативных документов на применяемый метод с целью определения количественных характеристик утонения стенки элементов котла в процессе его эксплуатации.
б) УЗТ стенки барабанов, сухопарников, грязевиков проводится по окружности в контрольных сечениях, отстоящих друг от друга на расстояния не более 1 м. В каждом контрольном сечении должно быть не менее трёх точек контроля, в том числе по нижней образующей элементов. Кроме того, требуется выполнять толщинометрию в местах коррозионно-эрозионного износа металла и в местах выборок дефектов.
в) Измерения толщины стенки гибов труб выполняются в растянутой и нейтральных их зонах.
г) Измерение толщины стенки коллекторов проводится в точках, расположенных вдоль нижней образующей, а также на участках вблизи зон радиальных отверстий.
д) Результаты измерений толщины стенки элементов оформляются Протоколами или Заключениями, как правило, в виде таблиц.
а) Исследования химического состава, механических свойств и микроструктуры металла выполняются для установления их соответствия требованиям подраздела 7.7. настоящего Стандарта и других действующих нормативных документов (Правил государственного надзорного органа, технических условий и др.), а также для выявления изменений, возникших в результате нарушения нормальных условий работы или в связи с длительной эксплуатацией.
б) Исследования химического состава, механических свойств и структуры металла проводятся неразрушающими методами контроля; в необходимых случаях - на образцах, изготовленных из вырезок металла барабанов и трубных систем котла.
в) Исследования химического состава, механических свойств и структуры основного металла или (и) сварного соединения на вырезках образцов из элементов котла проводятся в следующих случаях:
- при неудовлетворительных результатах измерения твердости металла переносным прибором;
- при обнаружении аномальных изменений в микроструктуре металла по данным металлографического анализа на сколах или репликах;
- при необходимости установления причин возникновения дефектов металла, влияющих на работоспособность изделия;
- при нарушении режимов эксплуатации (упуск воды, отклонения от норм качества питательной воды и др.), в результате которых возможны изменения в структуре и свойствах металла, деформации и разрушения элементов или появление других недопустимых дефектов;
- при использовании в процессе ремонта материалов или полуфабрикатов, на которые отсутствуют сертификатные данные.
- при отсутствии в технической документации сведений о марке стали элементов.
г) Химический состав определяется методами аналитического или спектрального анализов (п.п. 4.2.11, 4.3.13 настоящего СТО). Для этого либо отбирается стружка из основного металла или сварного шва с последующим определением химического состава методом аналитического анализа, либо вырезается образец для спектрального анализа.
Для отбраковки легированных сталей применяется неразрушающий метод - стилоскопирование переносными приборами.
д) Измерения твердости неразрушающими методами проводятся при помощи переносных приборов в соответствии с требованиями п. 4.2.9 настоящего Стандарта и стандартов ГОСТ 18661; ГОСТ 22761. Для ориентировочной оценки временного сопротивления или условного предела текучести применяются формулы перевода величин твердости в прочностные характеристики металла.
е) Механические свойства основного металла и сварных соединений на вырезках определяются по испытаниям образцов на растяжение и ударную вязкость (см. п.п. 4.3.5, 4.3.6 и 4.3.12 настоящего Стандарта).
ж) Исследование микроструктуры (включая оценку степени графитизации) основного металла и сварных соединений элементов, в том числе коллекторов пароперегревателя с рабочей температурой более 400 °С, проводится на репликах или (и) сколах - см. п. 4.2.10. настоящего Стандарта.
Рекомендуется исследовать микроструктуру при 100 и 500 кратном увеличении.
з) Результаты определения химического состава, механических свойств оформляются таблицами, протоколами; микроструктура фиксируется на фотографиях с описанием ее состояния.
5.6.10.8 Гидравлическое испытание котла
а) Гидравлическое испытание является завершающей операцией контроля металла элементов котла, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
б) Гидравлическое испытание проводится при положительных результатах контроля или после устранения обнаруженных дефектов в соответствии с требованиями действующей НД (Технического регламента и Правил Государственного надзорного органа[10]) и с учётом следующих дополнительных требований:
- температура воды должна быть не менее 15 °С;
- время выдержки под пробным давлением должно быть не менее 20 минут;
- максимальное значение пробного давления устанавливается в зависимости от разрешенных рабочих параметров (давление и температура).
В необходимых случаях значение пробного давления обосновывается расчетом на прочность.
в) При проведении гидравлического испытания котла допускается выполнять контроль его элементов методом акустической эмиссии (АЭ) по специальной программе, разработанной в соответствии с п. 4.2.7 настоящего стандарта. В этом случае в индивидуальную программу контроля могут быть внесены изменения по уменьшению объемов контроля сплошности основного металла и сварных соединений.
5.6.10.9 Зоны, методы, объем контроля элементов наиболее распространенных типов котлов приведены в Программах технического диагностирования (таблицы 5.35 - 5.40).
а) Программа технического диагностирования паровых горизонтально и вертикально водотрубных котлов типа ке, де, дкв, дквр, крш, Шухова-Берлина
Таблица 5.35
б) Программа технического диагностирования паровых водотрубных котлов типа ЦКТИ, БГ, ТП, БКЗ, СУ
Таблица 5.36
|
Элементы котла |
Методы контроля |
Зоны контроля |
Объем контроля |
Особенности контроля |
|
|
1 Барабаны |
|||||
|
1.1 Обечайки |
ВК |
1. обмуровка и тепловая изоляция |
100 % |
Проверяется целостность обмуровки и тепловой изоляции, следы возможных подтеканий |
|
|
2. наружная поверхность в местах: возможного попадания воды на изоляцию; установки предохранительных клапанов и опор; возможного эрозионного повреждения паром из-за свищей или разрывов труб вблизи барабана |
100 % при снятой изоляции Объем ВК может быть уменьшен, если равноценный контроль был выполнен при предыдущем обследовании технического состояния и зафиксирован документально |
При наличии признаков пропаривания, течи, видимых по сырым пятнам на обмуровке, удаляется в этих местах обмуровка для осмотра наружной поверхности |
|||
|
3. внутренняя поверхность |
100 % |
Особое внимание обращается на: участки раздела «пар-вода» (100 мм в обе стороны от среднего уровня); поверхность по нижней образующей барабана; мостики между отверстиями в трубной решетке, поверхности трубных отверстий; щелевые зазоры установки патрубков и труб с наружной приваркой к барабану в водяном объёме |
|||
|
1.1 Обечайки |
МПК или ЦД для мостиков |
1. внутренняя поверхность на одной из обечаек в водяном объеме |
Контрольный участок 200´200 мм |
По результатам ВК при подозрении на трещины. При выявлении недопустимых дефектов объем контроля увеличивается вдвое. |
|
|
2. мостики между отверстиями труб на внутренней поверхности |
По результатам ВК при подозрении на трещины, но не менее 10 мостиков |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
|||
|
3. зоны на наружной или (и) внутренней поверхностях с трещинами или (и) выборок дефектов |
По результатам ВК при подозрении на трещины или (и) при наличии выборок дефектов и их заварок |
Места с трещинами, коррозионными язвами глубиной более 15 % от номинальной толщины стенки, а также цепочками язв выбираются абразивными инструментами и контролируются ЦД или МПК на отсутствие трещин |
|||
|
4. сварные швы приварки деталей внутрибарабанных устройств к стенке барабана |
По результатам ВК при подозрении на трещины не менее 15 % длины швов |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
|||
|
УЗТ и ТВ |
На наружной или (и) внутренней поверхностях |
Не менее чем в трех сечениях по длине барабана; в каждом сечении по три измерения: одно - по нижней образующей, два других - с левой и с правой сторон барабана |
Зоны измерения твердости должны быть удалены от сварных швов не менее, чем на 50 мм При выявлении недопустимой толщины стенки или (и) твердости металла, объем контроля УЗТ и ТВ увеличивается вдвое |
||
|
ИМ |
Наружная или (и) внутренняя поверхности |
В одной из обечаек по результатам ВК, ЦД или МПК, УЗК, УЗТ, ТВ |
По сколу, репликам, вырезкам: - после 40 лет эксплуатации; - при обнаружении недопустимых дефектов; - при недопустимой твердости, по измерениям неразрушающими методами; - необходимость исследования металла на вырезках определяется п.п. 5.6.10.7 в) настоящего Стандарта |
||
|
1.2. Днище |
ВК |
Наружная (или) и внутренняя поверхности, в том числе зона перехода от цилиндрической части к эллиптической и нижняя часть днища, зона пар-вода; сварные соединения крепления деталей лазового затвора к днищу; |
100 % |
Для выявления трещин и коррозионных повреждений |
|
|
1.2 Днище |
МПК или ЦД |
Места на наружной или (и) внутренней поверхностях; - сомнительные участки; - места выборки дефектов; - зоны перехода эллиптической части днища к цилиндрической; - в полосе шириной 70 мм в зоне наименьшего радиуса кривизны от бортовки в водяном объеме в зоне лазового отверстия |
По результатам ВК при подозрении на трещины или (и) при наличии выборок дефектов и их заварок. |
Места с трещинами, с коррозионными язвами глубиной более 15 % от номинальной толщины стенки, а также цепочками язв выбираются абразивным инструментом и контролируются ЦД или МПК на отсутствие трещин |
|
|
УЗТ и ТВ |
Контрольные точки по нижней образующей от цилиндрического борта до лазового отверстия и до центральной точки для глухого днища на наружной или (и) внутренней поверхностях |
Не менее трех измерений на каждом днище |
|||
|
1.3. Лазовые отверстия |
вк, мпк или ЦД |
Кромки отверстия лаза, поверхность расточек, область прилегающая к лазу на 100 мм и уплотнительная поверхность затвора под прокладку |
ВК - 100 % ЦД - по результатам ВК при подозрении на трещины |
||
|
1.4. Отверстия ввода питательной воды; химдобавок; водоопускных; перепускных; пароотводящих; прочих труб |
ВК, ИК |
Внутренняя поверхность труб или штуцеров, кромки и зоны на внутренней поверхности барабана шириной 50 мм от кромки |
100 % |
||
|
МПК или цд |
Внутренняя поверхность зоны вокруг отверстий по поверхности барабана шириной не менее 50 мм от кромки |
По результатам ВК при подозрении на трещины. При обнаружении по результатам ВК сомнительных участков на внутренней поверхности отверстий, следует провести контроль ЦД или МПК не менее двух отверстий каждой группы |
Обязательному контролю ЦД или МПК подлежат отверстия ввода питательной воды при отсутствии термозащитной рубашки. |
||
|
1.5. Сварные соединения |
ВК, ИК |
1. наружная поверхность |
В местах снятой изоляции по всей длине сварных соединений в доступных местах |
Сварные соединения любого назначения |
|
|
2. внутренняя поверхность металл швов и околошовная зона |
В доступных местах, но не менее 50 % протяжённости |
Сварные швы любого назначения, включая сварные швы приварки труб, штуцеров и деталей сепарационных устройств При повторном диагностировании контролировать не проверенные ранее швы |
|||
|
МПК или ЦД |
1. поверхность ремонтных подварок и зоны вокруг них шириной не менее 30 мм |
При наличии подварок |
|||
|
2. сварные швы приварки деталей внутрибарабанных устройств к стенке барабана |
По результатам ВК при подозрении на трещины не менее 15 % длины швов |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое При повторном диагностировании контролировать участки швов не проверенные при предыдущем контроле |
|||
|
УЗК |
Сварные соединения обечаек и днищ с наружной поверхности в местах снятой изоляции или (и) с внутренней стороны барабана |
Продольные швы не менее 30 % от общей длины, включая места пересечения швов на длине не менее 200 мм в каждую сторону от точек пересечения. Кольцевые швы на длине по 200 мм в каждую сторону от точек пересечения швов |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
||
|
1.6. Вальцовочные соединения |
вк |
Кромки и тело колокольчиков труб |
100 % |
||
|
ИК: высота, диаметр, толщина стенки |
Выступающие концы труб (колокольчиков) |
Не менее 10 труб наиболее изношенных, отобранных по результатам ВК |
|||
|
2. Коллекторы |
|||||
|
2.1. Коллекторы: - пароперегревателя; - регулятора перегрева; - экранов; - кипятильных пучков; - экономайзера; выносных циклонов |
ВК |
1. наружная поверхность: - в местах возможного попадания воды на изоляцию (после снятия изоляции); - в местах стыковых сварных соединений с донышками, фланцами, - стыки цилиндрической части при изготовлении из нескольких частей; - уплотнительные поверхности лючковых затворов; |
В доступных местах один из коллекторов боковых экранов; один - фронтового или заднего экранов, один - кипятильного пучка, один - экономайзера |
При выявлении недопустимых дефектов объем контроля увеличивается вдвое |
|
|
- зоны по нижней образующей; - мостики между отверстиями труб |
Для входных и выходных коллекторов пароперегревателя по 10 мостиков |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
|||
|
2. внутренняя поверхность: - по нижней образующей; - мостики между отверстиями труб; |
Один из коллекторов боковых экранов: один - фронтового или заднего экранов; один - кипятильного пучка; один - экономайзера |
Осмотр проводится через лючки для выявления трещин и коррозионных повреждений, мест скопления шлама. При выявлении недопустимых дефектов объем контроля увеличивается вдвое |
|||
|
МПК или ЦД |
Наружная поверхность - мостики между отверстиями труб; - угловые сварные швы - лючковые затворы; - корпус, вальцовочные соединения для регулятора перегрева. |
По результатам ВК при подозрении на трещины |
|||
|
ик прогиб |
На наружной поверхности |
По результатам ВК при наличии видимого прогиба |
|||
|
УЗТ и ТВ |
Наружная поверхность Контрольные точки на нижней образующей |
В трех сечениях на одном из коллекторов каждого назначения |
При выявлении недопустимой толщины стенки или (и) твердости металла объем УЗТ и ТВ увеличивается вдвое |
||
|
2.1 Коллекторы |
УЗК |
По одному сварному соединению на одном из коллекторов каждого назначения в доступных местах |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
||
|
2.2 Коллектор пароперегревателя с рабочей температурой более 400 °С |
ИМ |
Околошовная зона стыковых сварных соединений |
Одно сварное соединение |
Исследование структуры металла околошовной зоны, включая оценку степени графитизации, проводится на репликах или сколах |
|
|
3. Трубы поверхностей нагрева |
|||||
|
- экранов; |
вк |
Поверхность всех труб со стороны топки |
100 % в доступных местах |
Особенное внимание уделяется осмотру труб вблизи горелок, а также сохранности деталей |
|
|
- кипятильных пучков; |
В обогреваемой зоне и в районе подсоединения труб к барабану |
В доступных местах |
крепления труб (подвесок и крючков, направляющих опор) |
||
|
- экономайзера |
Трубы первой ступени крайних змеевиков, расположенных вдоль стен газохода |
В доступных местах |
|||
|
- пароперегревателя |
Выходные змеевики пароперегревателя |
В доступных местах |
|||
|
ИК: наружный диаметр |
На обогреваемых участках труб экранов |
Не менее пяти труб каждого из экранов по взаимно перпендикулярным диаметрам |
При обнаружении труб с увеличенным на 3,5 % диаметром измеряется диаметр всех доступных труб |
||
|
Выходные змеевики пароперегревателя |
Не менее пятнадцати труб пароперегревателя |
||||
|
прогиб |
По результатам визуального контроля при обнаружении коробления труб экранов, их провисания и выхода из ранжира |
||||
|
3. Трубы поверхностей нагрева |
УЗТ |
В зонах: - наибольшего утонения труб экранов, кипятильных пучков; |
Не менее 10 труб экранов, кипятильных пучков, наиболее изношенных, отобранных по результатам ВК и измерений наружного диаметра (трубы с увеличенным на 3,5 % диаметром). |
При выявлении недопустимой толщины стенки, объем контроля УЗТ увеличивается вдвое |
|
|
- трубы ВЭК верхнего ряда у задней стенки газохода |
Толщина стенки труб измеряется на трех уровнях по высоте топки |
||||
|
- выходные змеевики пароперегревателя |
Не менее 10 труб ВЭК и 10 труб пароперегревателя |
||||
|
ИМ |
Контрольные вырезки наиболее изношенных труб |
По одной трубе каждого назначения, отобранной по результатам ВК |
Контрольные вырезки проводятся с целью определения состояния металла труб, характера утонения стенки, степени коррозионного износа, характера внутренних отложений. Необходимость исследований металла труб с помощью контрольных вырезок определяется организацией, проводящей техническое диагностирование |
||
|
4. Необогреваемые трубопроводы в пределах котла |
|||||
|
Гибы труб |
вк, мпк или ЦД |
Наружная поверхность при снятой изоляции |
Не менее двух гибов труб каждого назначения |
ЦД или МПК проводится по результатам ВК при подозрении на трещины. При обнаружении трещин объем контроля увеличивают вдвое |
|
|
ИК: овальность |
В средней части гибов труб, прошедших ВК |
По результатам ВК, не менее двух гибов труб каждого назначения |
При обнаружении недопустимой овальности, объем контроля овальности увеличивается вдвое |
||
|
УЗТ |
В центральной части на растянутой и нейтральных зонах гибов труб, прошедших ВК, ИК на участке 100´50 мм не менее, чем в пяти точках |
По результатам ВК, но не менее двух гибов труб каждого назначения |
При выявлении недопустимой толщины стенки гибов, объем контроля УЗТ увеличивается вдвое |
||
|
4. Необогреваемые трубопроводы в пределах котла. Гибы труб |
УЗК |
На растянутой и нейтральных зонах гибов труб, прошедших ВК |
Не менее двух гибов труб каждого назначения |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
|
в) Программа технического диагностирования паровых водотрубных котлов типа ЛМЗ, НЗЛ, ТКЗ, ТКП, КО-, Стерлинг
Таблица 5.37
|
Элементы котла |
Методы контроля |
Зоны контроля |
Объем контроля |
Особенности контроля |
|
|
1. Барабаны (сухопарники) |
|||||
|
1.1. Обечайки |
ВК, ИК |
1. обмуровка и тепловая изоляция |
100 % |
Проверяется целостность обмуровки и тепловой изоляции, следы подтекания. При наличии признаков пропаривания, течи, видимых по сырым пятнам на обмуровке, удаляется в этих местах обмуровка для наружного осмотра |
|
|
2. наружная поверхность |
100 % при снятой изоляции. Объем ВК может быть уменьшен, если равноценный контроль был выполнен при предыдущем обследовании технического состояния и зафиксирован документально |
Для выявления коррозионно-эрозионных повреждений обращается особое внимание на зоны: - возможного попадания воды на изоляцию; - возможного эрозионного повреждения паром при разрыве труб (из-за свищей) вблизи барабана; - установки предохранительных клапанов; - около опор; - участки барабанов со стороны обогрева дымовыми газами |
|||
|
3. внутренняя поверхность |
100 % |
Особое внимание обращается на: - участки раздела «пар-вода» (100 мм в обе стороны барабана от среднего уровня) и поверхность по нижней образующей; - мостики между отверстиями в трубной решетке, поверхности трубных отверстий; - вальцовочные и заклепочные соединения; - места подвода питательной воды, фосфатов; |
|||
|
1.1 Обечайки |
вк, ик |
внутренняя поверхность |
- сварные швы приварки труб, штуцеров, деталей внутрибарабанных устройств к стенке барабана; - основные продольные и кольцевые швы обечаек и днищ, включая места их пересечения |
||
|
МПК или ЦД и УЗК для мостиков |
1. в водяном объеме на одной из обечаек внутренней поверхности |
Контрольный участок размером 200´200 мм |
По результатам ВК при подозрении на трещины. При выявлении недопустимых дефектов объем контроля увеличивается вдвое |
||
|
2. мостики между отверстиями труб на внутренней поверхности |
- на одном мостике между очками опускных труб; - на двух мостиках в поперечном направлении между очками подъемных труб; - на тех мостиках, где подозреваются недопустимые дефекты визуальным контролем |
При выявлении недопустимых дефектов объем контроля увеличивается вдвое |
|||
|
3. зоны на наружной или (и) внутренней поверхностях с трещинами, или (и) выборок дефектов |
По результатам ВК при подозрении на трещины или (и) при наличии выборок дефектов и их заварок |
Места с трещинами, коррозионными язвами глубиной более 15 % от номинальной толщины стенки, а также цепочками язв выбираются абразивным инструментом и контролируются ЦД или МПК на отсутствие трещин |
|||
|
4. сварные швы приварки деталей внутрибарабанных устройств к стенке барабана |
По результатам ВК при подозрении на трещины |
||||
|
УЗТ и ТВ |
Контрольные точки на нижней образующей и на участке раздела сред «вода-пар» (с левой и с правой сторон барабана) на наружной или (и) внутренней поверхностях |
Не менее трех контрольных точек в сечениях, отстоящих друг от друга на расстоянии не более 1000 мм |
Зоны измерения твердости должны быть удалены от сварных швов не менее, чем на 50 мм. При выявлении недопустимой толщины стенки или (и) твердости металла, объем контроля УЗТ и ТВ увеличивается вдвое |
||
|
1.1 Обечайки |
ИМ |
Наружная или (и) внутренняя поверхности |
В одной из обечаек по результатам ВК, ЦД или МПК, УЗК, УЗТ, ТВ |
По сколу, репликам, вырезкам: после 40 лет эксплуатации; при наличии трещин или других недопустимых дефектов; при недопустимой твердости, по измерениям неразрушающими методами. Необходимость проведения исследований на образцах, вырезанных из обечаек, определяется в соответствии с п. 5.6.10.7 в) настоящего Стандарта |
|
|
1.2. Днище |
вк, ик |
Наружная или (и) внутренняя поверхности, в том числе зона перехода от цилиндрической части к эллиптической; сварные соединения деталей крепления лазового затвора к днищу; нижняя часть днища и зона «пар-вода» |
100 % |
||
|
МПК или цд |
Места на наружной или (и) внутренней поверхностях; - сомнительные участки; - места выборки дефектов; - зоны перехода эллиптической части днища к цилиндрической; - в полосе шириной 70 мм в зоне наименьшего радиуса кривизны от бортовки - в водяном объеме в зоне лазового отверстия |
По результатам ВК при подозрении на трещины или (и) при наличии выборок дефектов и их заварок |
Места с трещинами, коррозионными язвами глубиной более 15 % от номинальной толщины стенки, а также цепочками язв выбираются абразивным инструментом и контролируются ЦД или МПК на отсутствие трещин |
||
|
УЗТ и ТВ |
Контрольные точки по нижней образующей от цилиндрического борта до лазового отверстия и до центральной точки глухого днища на наружной или (и) на внутренней поверхностях |
Не менее трех измерений на каждом днище |
Зоны измерения твердости должны быть удалены от сварных швов не менее, чем на 50 мм |
||
|
1.3. Лазовые отверстия |
ВК, МПК или ЦД |
Кромки отверстия лаза, поверхность расточек, область прилегающая к лазу на 100 мм и уплотнительная поверхность под прокладку |
ВК - 100 % ЦД или МПК - по результатам ВК при подозрении на трещины |
||
|
1.4. Отверстия: ввода питательной воды, химдобавок водоопускных, перепускных, пароотводящих труб |
ВК, МПК или ЦД |
Внутренняя поверхность труб или штуцеров, кромки и зоны на внутренней поверхности барабана шириной 50 мм от кромки |
ВК - 100 % ЦД или МПК - по результатам ВК при подозрении на трещины |
Обязательному контролю ЦД или МПК подлежат отверстия ввода питательной воды без термозащитной рубашки |
|
|
1.5. Сварные соединения |
ВК |
1. наружная поверхность |
По всей длине сварных соединений в доступных местах |
Сварные соединения любого назначения |
|
|
2. внутренняя поверхность; металл шва и околошовная зона; |
100 % |
Сварные соединения любого назначения, включая сварные швы приварки труб, штуцеров и деталей сепарационных устройств |
|||
|
МПК или ЦД |
1. поверхность ремонтных подварок и зоны вокруг них шириной не менее 30 мм |
При наличии подварок |
|||
|
2. сварные швы приварки деталей внутрибарабанных устройств к стене барабана |
По результатам ВК при подозрении на трещины не менее 15 % длины швов |
При обнаружении недопустимых дефектов объем контроля ЦД или МПК увеличивается вдвое |
|||
|
УЗК |
Сварные соединения обечаек и днищ с наружной поверхности в местах снятой изоляции или (и) с внутренней стороны барабана |
Продольные швы не менее 30 % от общей длины, включая места пересечения швов на длине не менее 200 мм в каждую сторону от точек пересечения. Кольцевые швы на длине по 200 мм в каждую сторону от точек пересечения швов |
В случае обнаружения недопустимых дефектов объем контроля увеличивается вдвое |
||
|
1.6 Заклепочные соединения |
вк |
1. зоны металла вокруг заклепок и головки заклепок |
100 % с наружной или (и) внутренней поверхностей (в доступных местах) |
||
|
2. места наличия солевых отложений |
100 % |
При наличии солевых отложений проводится удаление двух - трех заклепок с последующим контролем ЦД или МПК мест удаления заклепок |
|||
|
ИК: высота заклепок, диаметр заклепок |
Наружная или (и) внутренняя поверхности |
По результатам ВК, не менее 10 % заклепок от общего их числа |
При обнаружении отступления геометрических размеров заклепок от норм раздела 7 настоящего СТО, объем ИК увеличивается вдвое. |
||
|
УЗК и МПК или ЦД |
1. зоны металла вокруг заклепок 2. места пересечения продольных и поперечных заклепочных соединений |
По результатам ВК, но не менее 10 % заклепок от общего их числа 100 % |
При обнаружении недопустимых дефектов объем контроля увеличивается до 100 % При обнаружении недопустимых дефектов контролируются швы по всей длине. |
||
|
1.7. Вальцовочные соединения |
ВК |
Кромка и тело колокольчиков |
100 % |
||
|
ИК: высота, диаметр, толщина стенки |
Выступающие концы труб (колокольчиков) |
Не менее 10 труб (колокольчиков) наиболее изношенных, отобранных по результатам ВК |
|||
|
2. Грязевики |
|||||
|
2.1. Труба коллектора |
ВК |
Наружная и внутренняя поверхности |
100 % (внутренняя поверхность - в доступных местах) |
ВК внутренней поверхности проводится через лючки для выявления трещин и коррозионно-эрозионных повреждений. Особое внимание обращается на: мостики между отверстиями, нижние образующие, места скопления шлама, уплотнительные поверхности лючковых затворов. Наружная поверхность коллектора осматривается в местах, где возможно попадание воды на изоляцию. При наличии сырых пятен эта поверхность осматривается после снятия изоляции |
|
|
2.1 Труба коллектора |
ИК прогиб |
Наружная поверхность |
По результатам ВК при наличии видимого прогиба |
||
|
МПК или ЦД |
Мостики между очками труб на наружной поверхности |
В доступных для контроля местах при подозрении на трещины |
При наличии квадратных коллекторов проводится выборочный контроль ЦД или МПК мест радиусных переходов |
||
|
УЗТ, ТВ |
Наружная поверхность коллектора Контрольные точки на нижней образующей |
В трех контрольных сечениях по длине грязевика |
|||
|
2.2. Донышко коллектора |
ВК |
Наружная поверхность |
100 % |
||
|
МПК или ЦД |
Наружная поверхность |
||||
|
УЗТ, ТВ |
Наружная поверхность |
||||
|
2.3. Сварные соединения приварки донышек к трубе коллектора |
ВК |
Наружная поверхность |
100 % в доступных местах |
||
|
УЗК или МПК (ЦД) |
Наружная поверхность |
Не менее 50 % периметра одного из швов в доступных местах |
|||
|
3. Трубы поверхностей нагрева: экранов, кипятильных пучков, экономайзера, пароперегревателя |
ВК |
Поверхность всех труб и их креплений со стороны топки или (и) с наружной стороны барабанов |
В доступных местах |
При осмотре особое внимание обращается на: - экранные трубы в районе горелок; - горизонтальные и слабонаклоненные участки кипятильных труб; - трубы с повышенным окалинообразованием; - трубы экономайзера - крайние змеевики, расположенные вдоль стен газохода, - трубы первой ступени экономайзера для выявления повреждений от низкотемпературной коррозии; - выходные змеевики пароперегревателя |
|
|
ИК: наружный диаметр |
В местах интенсивного износа, включая экранные трубы и выходные трубы горячей части пароперегревателя |
Не мене 10 труб каждого назначения, отобранных по результатам ВК. Измерения наружного диаметра проводят по взаимно перпендикулярным диаметрам |
|||
|
3. Трубы поверхностей нагрева: экранов, кипятильных пучков, |
выход труб из ранжира |
Деформированные трубы |
По результатам ВК |
Измерение прогиба труб проводится при обнаружении их коробления, провисания, выхода из ранжира |
|
|
экономайзера, пароперегревателя |
УЗТ |
Наиболее изношенные трубы, включая трубы с увеличенным на 3,5 % диаметром |
Не менее 10 труб каждого назначения, наихудших, по результатам ВК. |
При выявлении недопустимой толщины стенки труб, объем УЗТ увеличивается вдвое |
|
|
ИМ |
Контрольные вырезки наиболее изношенных труб |
По одному контрольному образцу, вырезанному не менее, чем из двух труб, наихудших, отобранных по результатам ВК |
Для определения состояния металла труб, характера утонения стенок, степени коррозионного износа, характера внутренних отложений |
||
|
4. Коллекторы: - экранов, - пароперегревателя, - экономайзера. |
ВК |
1. наружная поверхность |
В доступных местах при снятой изоляции |
Особенное внимание обращается на: - зоны на изоляции, где имеются следы протечки воды или пара; - мостики между отверстиями; нижние образующие; - сварные соединения |
|
|
2. внутренняя поверхность |
Доступная для осмотра поверхность (через лючки) |
Осмотр проводится с помощью лампочки, перископа или эндоскопа для выявления трещин или скоплений шлама. Для осмотра внутренней поверхности литого коллектора снимается паровая задвижка |
|||
|
3. лючки коллекторов |
100 % |
||||
|
МПК или ЦД |
Наружная поверхность; зоны вокруг отверстий; угловые сварные соединения |
По результатам ВК при подозрении на трещины |
ЦД или МПК квадратного коллектора перегретого пара проводится в местах радиусных переходов |
||
|
ик прогиб |
Наружная поверхность |
По результатам ВК при наличии видимого прогиба |
|||
|
ТВ и УЗТ |
Наружная поверхность |
В трех сечениях на длине одного из коллекторов каждого назначения |
При выявлении недопустимой толщины стенки или (и) твердости металла, объем контроля УЗТ и ТВ увеличивается вдвое |
||
|
ВК, УЗК |
Сварные соединения донышек с коллекторами в доступных местах |
По одному донышку коллекторов каждого назначения |
При выявлении недопустимых дефектов объем контроля увеличивается вдвое |
||
|
4. Коллекторы: - экранов, - пароперегревателя, - экономайзера |
ИМ Исследование микроструктуры на наличие граффитизации |
Коллекторы пароперегревателя с рабочей температурой > 400 °С |
На одном сварном соединении. |
Исследование проводится на репликах или (и) сколах. При выявлении недопустимой графитизации (> 2 балла) объем контроля увеличивается в два раза |
|
|
5. Необогреваемые трубопроводы в пределах котла |
|||||
|
Гибы труб: - водоопускных, - пароотводящих, - экранов, - пароперепускных, |
вк, цд или МПК |
Наружная поверхность при снятой изоляции |
ВК - не менее двух гибов труб каждого назначения. ЦД или МПК проводится по результатам ВК при подозрении на трещины. |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое |
|
|
- пароперегревателя, - соединительных (между барабанами) |
ИК: овальность |
В средней части гибов, прошедших ВК |
По результатам ВК не менее двух гибов труб каждого назначения |
При обнаружении недопустимой овальности, объем контроля овальности увеличивается вдвое |
|
|
УЗТ, УЗК |
В центральной части гибов (на растянутой и нейтральных зонах) труб, прошедших ВК и ИК на участке трубы 100´50 мм не менее, чем в пяти точках |
По результатам ВК, но не менее двух гибов труб каждого назначения |
При выявлении недопустимой толщины стенки гибов, объем контроля УЗТ увеличивается вдвое |
||
г) Программа технического диагностирования паровых водотрубных змеевиковых котлов-утилизаторов типа КУ-80-3, КУ-100-1, КУ-125, КУ-150
Таблица 5.38
д) Программа технического диагностирования паровых газотрубных горизонтальных котлов-утилизаторов типа Г-420, Г-420 БПЭ, Г-250(П), Г-950, Г-1030Б, Г-330БИ
Таблица 5.39
е) Программа технического диагностирования водогрейных котлов - типа ПТВМ, КВ-ГМ, КВ-Р, ТВГМ
Таблица 5.40
ж) Программа технического диагностирования чугунных экономайзеров
Настоящая программа применяется для чугунных экономайзеров, изготовленных Кусинским машиностроительным заводом и Белгородским заводом энергетического машиностроения, эксплуатирующихся на рабочем давлении до 2,8 МПа (28 кгс/см2) в блоке с паровыми котлами.
1) Подготовка к проведению технического диагностирования.
Экономайзеры котлов, работающих на жидком и твердом топливах:
- Разбираются все дуги, калачи и коллекторы каждого блока экономайзера.
- Разбирают по одной трубе поверхности нагрева в каждом нижнем ряду каждого блока.
- Промывается и очищается внутренняя поверхность оребренных труб в каждом блоке экономайзера, внутренняя и наружная поверхности чугунных деталей и разобранных оребренных труб.
Экономайзеры котлов, работающих на газовом топливе:
- Разбираются все дуги, калачи и коллекторы каждого блока экономайзера.
- Промывается и очищается внутренняя поверхность оребренных труб, внутренняя и наружная поверхности чугунных деталей.
2) Порядок технического диагностирования чугунных экономайзеров Экономайзеры котлов, работающих на жидком и твердом топливах:
- Визуальный контроль внутренней поверхности всех оребренных труб (при необходимости, с помощью перископического устройства), внутренней и наружной поверхностей разобранных труб и чугунных деталей для выявления трещин и коррозионных (эрозионных) поражений. Измерения коррозионных язв максимальной, по внешнему виду, глубины (при необходимости, с помощью слепков).
- Разрезка одной из разобранных труб в районе максимального износа при наличии сильного коррозионного (эрозионного) износа внутренней или (и) наружной поверхностей оребренных труб.
- Измерение толщины стенки разрезанной трубы не менее, чем в четырех местах по окружности; определяется минимальная фактическая толщина стенки (Sfmin) и максимальная овальность (аmax) в сечении разреза.
Экономайзеры котлов, работающих на газовом топливе:
- Проводится визуальный контроль внутренних поверхностей всех оребренных труб (при необходимости с помощью перископического устройства), внутренней, и наружной поверхностей чугунных деталей для выявления трещин и коррозионно-эрозионных поражений. Проводятся измерения язв максимальной глубины (при необходимости с помощью слепков).
3) Гидравлическое испытание экономайзеров котлов, работающих на жидком, твердом и газообразном топливах:
- Гидравлическое испытание экономайзера отдельно от котла проводится пробным давлением равным 1,5 от рабочего (разрешенного) давления в барабане котла.
- Гидравлическое испытание экономайзера совместно с котлом допускается проводить в отдельных технически обоснованных случаях (по разрешению местного представительства специально уполномоченного органа федеральной исполнительной власти). Величина пробного давления в этом случае определяется величиной пробного давления, принятой для котла (т.е. 1,25 от рабочего или разрешенного давления в барабане котла).
з) Для котлов типов, на которые не приведены программы контроля в настоящем пункте Стандарта (п.п. 5.6.10.9 а) ¸ ж)), требуется разрабатывать индивидуальную программу контроля. Это требование относится также к котлам импортной поставки.
При этом рекомендуется в качестве основы принимать программы, приведенные в п.п. 5.6.10.9 а) ¸ ж) - таблицы 5.35 ¸ 5.40. Следует использовать те из вышеприведенных программ, которые составлены для котлов, имеющих сходные конструктивные признаки с конкретным диагностируемым котлом.
6 Требования по надёжности и безопасности оборудования
6.1 Общие принципы
6.1.1 Настоящие требования распространяются на паровые и водогрейные котлы, автономные экономайзеры и пароперегреватели, котлы-утилизаторы, на паропроводы пара и горячей воды, на паровые и газовые турбины, а также на сосуды, работающие под давлением, и другое оборудование, эксплуатируемое на ТЭС при избыточном давлении свыше 0,07 МПа или при температуре нагрева воды свыше 115 °С.
6.1.2 На используемые при изготовлении элементов и узлов оборудования материалы должна быть техническая документация изготовителя, подтверждающая соответствие качества материала установленным требованиям (Правилам Государственного надзорного органа [10 ¸ 12], техническим условиям и др.).
6.1.3 На сварные детали в технической документации завода-изготовителя должны быть представлены сведения о методах, объёмах и результатах контроля сварных соединений. В случае исправления дефектов должна присутствовать информация о месте их расположения, размере и характере, а также технологии исправления.
6.1.4 Если в процессе монтажа или ремонта оборудования могут измениться характеристики материала или возникнуть значительные остаточные напряжения, влияющие на безопасность, необходимо проводить термическую обработку. Вид термической обработки и её режимы устанавливаются проектной организацией или нормативной документацией на монтаж и (или) ремонт.
6.1.5 При необходимости выполнения ремонта оборудования с применением сварки должна быть разработана и утверждена в установленном порядке технология ремонта.
6.1.6 Информация о термической обработке, а также о технологии ремонта должна быть приложена к паспорту оборудования.
6.1.7 Методы неразрушающего контроля металла и сварных соединений выбираются из соображений обеспечения более точного и полного выявления недопустимых дефектов с учетом особенностей свойств материала, а также особенностей методики контроля для данного вида элементов и сварных соединений.
6.1.8 Применённые для изготовления элементов оборудования материалы должны соответствовать требованиям действующей нормативной документации (Техническому регламенту, Правилам [10 ¸ 12], техническим условиям) и настоящего стандарта в части возможности их использования на расчётных параметрах.
6.1.10 При невыполнении п.п. 6.1.8 или (и) 6.1.9 настоящего раздела стандарта, или при обнаружении недопустимых дефектов (отклонений) возможность, условия и допустимый срок эксплуатации оборудования устанавливаются по результатам проведенного исследования и расчётов на прочность (долговечность) на основании заключения специализированной организации.
6.2 Технические требования к материалам изготовления элементов и полуфабрикатов
6.2.1 Допускаемые параметры эксплуатации для элементов и полуфабрикатов определяются: маркой стали, особенностями технологии изготовления, методами и объёмом производственных контроля, испытаний и исследований.
6.2.2 Используемые при монтаже и ремонте котлов, турбин, трубопроводов и сосудов материалы и полуфабрикаты должны соответствовать материалам и полуфабрикатам, рекомендованным действующей нормативной документацией (Правилами Государственного надзорного органа [10 ¸ 12], техническими условиями и др.) для изготовления данного энергооборудования. Это требование относится ко всем элементам, работающим под давлением.
6.2.3 Данные о качестве и свойствах материала и полуфабрикатов или элементов оборудования должны подтверждаться сертификатом качества организации-изготовителя полуфабриката и соответствующей маркировкой. При отсутствии или неполноте сертификатов необходимо провести недостающие испытания и официально подтвердить соответствие качества данной продукции.
6.2.4 Каждый полуфабрикат или элемент, используемый при ремонте котла, турбины, трубопровода или сосуда, должен иметь маркировку, содержащую обозначение организации-изготовителя, марки стали и стандарта, ТУ или другого производственно-технического документа на изготовление.
6.2.5 Если производственный цикл изготовления полуфабриката или элемента предусматривает термическую обработку, то таковая должна быть проведена на заводе-изготовителе. Режим термической обработки должен быть указан в сопроводительном документе организации-изготовителя полуфабриката или элемента.
6.2.7 В необходимых случаях, оговоренных нормативной документацией, металл полуфабрикатов должен подвергаться испытаниям на ударную вязкость при отрицательных температурах, а также испытаниям на ударную вязкость при комнатной температуре после старения.
- для углеродистых и низколегированных марганцовистых, кремнемарганцовистых и молибденовых сталей - до 400 °С;
- для хромомолибденовых и хромомолибденованадиевых сталей - до 450 °С;
- для жаропрочных хромистых и аустенитных сталей - до 525 °С.
6.2.9 Для материала полуфабрикатов, предназначенных для работы при расчётной температуре выше значений, указанных в п. 6.2.8, должны гарантироваться значения пределов длительной прочности для реперных уровней температуры на ресурс 104, 105 и 2×105 часов.
6.2.10 При несоблюдении отдельных требований п. 6.2.6 ¸ 6.2.9 должны быть проведены необходимые испытания, подтверждающие соответствие качества металла нормативным требованиям и оформленные Заключением специализированной организации.
6.2.11 Применение узлов, элементов и полуфабрикатов, изготовленных из новых марок стали (и сталей импортной поставки)
6.2.11.1 Применение элементов и полуфабрикатов, изготовленных из новых марок сталей, в том числе из новых марок сталей импортной поставки, разрешается специально уполномоченным органом федеральной исполнительной власти на основании положительного Заключения специализированной организации. Заключение составляется на основании обобщения и анализа результатов исследований механических, физических и технологических свойств металла в исходном состоянии и после термического (термомеханического) старения.
6.2.11.2 Механические свойства должны быть исследованы в интервале от 20 °С до температуры на 50 °С превышающей максимальную рекомендуемую. Интервалы по температуре должны быть не более 50 °С.
6.2.11.3 Для материалов, предназначенных для работы при температурах, вызывающих ползучесть, должны быть установлены пределы длительной прочности для рабочей температуры на 104, 105 и 2×105 часов и условный предел ползучести. Количество кратковременных и длительных испытаний и продолжительность последних должны обеспечивать получение гарантированных значений характеристик прочности для определения расчётных допускаемых напряжений с учётом допустимых отклонений по механическим свойствам и химическому составу стали.
6.2.11.4 В случае склонности стали к структурным изменениям в процессе эксплуатации должны быть проведены исследования и получены данные, обосновывающие эти изменения и их влияние на служебные свойства материала. Чувствительность металла к наклёпу также должна быть оценена по результатам сравнительных испытаний наклёпанного и ненаклёпанного металла.
6.2.11.5 Должны быть оценены характеристики сопротивляемости стали хрупким разрушениям по результатам испытаний образцов с надрезом типа V (KCV) с определением критической температуры хрупкости металла.
6.2.11.6 Свариваемость стали при существующих видах сварки должна быть подтверждена данными испытаний сварных соединений, выполненных по рекомендуемой технологии с применением рекомендованных присадочных материалов.
Для жаропрочных материалов должны быть представлены данные о длительной прочности сварных соединений, сопротивляемости локальным разрушениям в околошовной зоне при длительной работе.
6.2.11.7 В необходимых случаях, обусловленных спецификой эксплуатации оборудования, должны быть получены дополнительные данные по свойствам основного металла и сварных соединений, в частности, циклическая прочность, коррозионно-механическая прочность, статическая вязкость разрушения (трещиностойкость) и др.
6.2.12 При монтаже и ремонте котлов, турбин, трубопроводов и сосудов должна применяться технология сварки, аттестованная в установленном порядке. Сварочные материалы должны соответствовать требованиям стандартов и другой нормативной или производственно-технической документации, что должно подтверждаться документом завода-изготовителя.
Марки, сортамент, условия хранения и подготовка к использованию сварочных материалов должны соответствовать требованиям нормативной или (и) производственно-технической документации на сварку.
6.3 Расчёты на прочность
Изложенные в настоящем подразделе стандарта правила и методы расчёта на прочность тепломеханического оборудования ТЭС соответствуют требованиям Норм расчёта на прочность стационарных котлов и трубопроводов, утверждённых Госгортехнадзором России [13], и Норм расчёта на прочность оборудования и трубопроводов атомных энергетических установок, утверждённых Госкомитетом СССР по использованию атомной энергии и Госатомнадзором СССР [14].
6.3.1 Методологические принципы
6.3.1.1 Расчёт на прочность базируется на оценках по следующим предельным состояниям:
- кратковременное разрушение: вязкое или хрупкое;
- разрушение в условиях ползучести при статическом нагружении;
- возникновение макротрещин при циклическом нагружении.
При температурах, не вызывающих ползучесть металла, расчёт по указанным предельным состояниям проводят с использованием кратковременных характеристик прочности и пластичности, не зависящих от времени. Если эксплуатация оборудования происходит при температурах, вызывающих ползучесть материала, то расчёт проводят с использованием характеристик кратковременной и длительной прочности, кратковременной и длительной пластичности.
6.3.1.2 Используются два вида расчёта на прочность:
- расчёт по выбору основных размеров;
- поверочный расчёт.
Разновидностью поверочного расчёта является контрольный расчёт на прочность.
Контрольный расчёт на прочность выполняется, как правило, при продлении допустимого срока службы оборудования после исчерпания назначенного срока службы (или назначенного ресурса) или (и) при обосновании работоспособности оборудования с дефектами металла или сварных соединений. Контрольный расчёт на прочность проводится с учётом фактических данных, полученных по результатам обследования оборудования, в частности:
- геометрических размеров;
- эксплуатационных параметров (температуры, давления) за весь предшествующий период работы;
- свойств материала;
- уровня накопленной повреждённости металла.
6.3.1.3 При выполнении расчёта по выбору основных размеров учитывают действующее на оборудование давление (внутреннее и наружное), а для крепежных деталей (болтов и шпилек) - усилие затяга. При расчёте элементов роторов турбин учитываются температурные нагрузки и центробежные силы.
6.3.1.4 Поверочный расчёт, в зависимости от необходимости, включает следующие составляющие:
- расчёт на статическую прочность;
- расчёт на длительную статическую прочность;
- расчёт на циклическую и длительную циклическую прочность.
- расчёт на сопротивление хрупкому разрушению.
При поверочном расчёте учитывают все действующие нагрузки (включая температурные воздействия) и рассматривают все основные режимы эксплуатации.
6.3.1.5 Поверочный расчёт на статическую прочность и длительную статическую прочность проводят путём определения и сопоставления действующих (приведенных) напряжений во всех режимах работы оборудования с допустимыми напряжениями с целью исключения разрушения конструкции.
Результатом поверочного расчёта на длительную статическую прочность является подтверждение допустимости действующих нагрузок для заданных режимов и ресурса эксплуатации или определение допускаемого ресурса для заданных режимов эксплуатации.
Контрольный расчёт на длительную статическую прочность с целью определения остаточного ресурса выполняется от действия основных нагружающих факторов: температуры и давления (внутреннего или наружного) - с учётом всех режимов эксплуатации.
6.3.1.6 Поверочный расчёт на прочность при циклическом и длительном циклическом нагружении выполняют на основе анализа общей и местной напряжённости с последующим определением циклической или длительной циклической долговечности изделия до появления макротрещин. В результате этого расчёта определяют допускаемое число повторений эксплуатационных режимов для заданных повторных эксплуатационных (тепловых и механических) нагрузок, температур и ресурса или допускаемые тепловые и механические нагрузки для заданного числа повторений эксплуатационных режимов и ресурса эксплуатации.
6.3.1.7 Поверочный расчёт на сопротивление хрупкому разрушению проводят на основе сопоставления расчётного коэффициента интенсивности напряжений с критическим его значением в целях исключения возможности хрупкого разрушения.
6.3.1.8 Приведенные напряжения, сопоставляемые с допускаемыми, определяют по теории наибольших касательных напряжений, за исключением расчёта на сопротивление хрупкому разрушению, когда приведенные напряжения определяют по теории наибольших нормальных напряжений.
Расчёт напряжений без учёта концентрации проводят в предположении линейно-упругого поведения материала, за исключением особо оговоренных случаев. При оценке циклической прочности за пределами упругости используется напряжение, называемое условным упругим. Это напряжение равно произведению упругопластической деформации в рассматриваемой точке на модуль упругости.
6.3.2 Основные определения
6.3.2.1 Расчётное давление - максимальное избыточное давление рабочей среды в оборудовании, на которое производится расчёт по выбору основных размеров данной детали.
Расчётное давление должно быть равно или больше максимального давления рабочей среды, возможного для данной детали в нормальных условиях эксплуатации. Необходимость превышения расчётного давления над рабочим и величина этого превышения определяется организацией, выполняющей расчёт, с учетом особенностей конструкции оборудования, его комплектации и опыта эксплуатации.
В случае, если элемент конструкции одновременно нагружен внутренним и наружным давлениями, за расчётное давление принимают максимальную разницу этих давлений.
Для элементов, заполненных водой, расчётное давление должно учитывать гидростатическое давление столба воды, расположенного над нижней кромкой рассчитываемого элемента.
Гидростатическое давление и потери гидравлического сопротивления принимаются в расчёт, если их сумма равна или превышает 3 % расчётного давления.
Расчётное давление в трубах поверхностей нагрева или в трубопроводах принимается равным давлению рабочей среды на входе в рассчитываемый пакет или трубопровод.
Кратковременное повышение давления допускается не учитывать в расчёте, если оно не превышает 10 % от максимального рабочего давления. Если при полном открытии предохранительных устройств это условие не соблюдается, то расчётное давление принимают равным 90 % давления при полном открытии предохранительных устройств.
Расчётное давление в трубопроводах воды после насосов должно приниматься равным 90 % максимального давления, создаваемого насосами при закрытых задвижках.
6.3.2.2 Расчётная температура стенки - это температура металла, по которой принимается величина допускаемого напряжения при расчёте на прочность по выбору основных размеров детали оборудования или трубопровода.
Расчётную температуру стенки деталей, не обогреваемых горячими газами или надёжно изолированных от обогрева извне, следует принимать равной температуре содержащейся в ней рабочей среды.
Деталь считается надёжно изолированной, если обеспечены условия, при которых повышение средней температуры стенки от тепловосприятия извне не будет превышать 5 °С.
За расчётную температуру стенки обогреваемых деталей принимают среднеарифметическое значение температур наружной и внутренней поверхностей стенки в наиболее нагретой части детали, определённых тепловым расчётом или измерением.
6.3.2.3 Пуск - эксплуатационный режим, в процессе которого внешние нагрузки и температуры меняются от начальных значений до значений, соответствующих стационарному режиму.
6.3.2.4 Стационарный режим - эксплуатационный режим, при котором внешние нагрузки и температура остаются постоянными в пределах ± 5 % номинальных значений.
6.3.2.5 Остановка (останов) - эксплуатационный режим, при котором температура и внешние нагрузки изменяются от значений параметров любого из эксплуатационных режимов до начальных значений параметров при режиме пуска.
6.3.2.6 Изменение нагрузки - эксплуатационный режим, при котором происходит переход с одного стационарного режима работы установки на другой (за исключением режимов пуска и остановки).
6.3.2.7 Цикл изменения напряжений - изменение напряжений от исходного значения с переходом через максимальное и минимальное алгебраические значения до исходного.
6.3.2.8 Размах напряжений - разность максимального и минимального напряжений в процессе одного цикла изменения напряжений.
6.3.2.9 Максимальное (минимальное) напряжение цикла - максимальное (минимальное) алгебраическое значение напряжений для одного цикла их изменения.
6.3.2.10 Расчётная толщина стенки - толщина стенки элемента, вычисленная в соответствии с формулами настоящего или других, действующих в этой части, стандартов, по заданным значениям расчётного давления и номинального допускаемого напряжения при расчётной температуре с учётом ослабления отверстиями и (или) сварными соединениями.
6.3.3.1 Основные условные обозначения
Основные условные обозначения приведены в таблице 6.1
Таблица 6.1
|
Наименование |
Единица измерения |
|
|
P |
Расчётное давление |
МПа |
|
ph |
Пробное давление |
МПа |
|
t |
Расчётная температура стенки |
°С |
|
[s] |
Номинальное допускаемое напряжение при расчётной температуре стенки |
МПа |
|
[s]h |
Допускаемое напряжение при гидравлическом испытании |
МПа |
|
|
Минимальные значения временного сопротивления металла разрыву при расчётной температуре и при 20 °С соответственно |
МПа |
|
|
Минимальные значения условного предела текучести металла при остаточной деформации 0,2 % при расчётной температуре и при 20 °С соответственно |
МПа |
|
|
Минимальные значения условного предела текучести металла при остаточной деформации 1 % при расчётной температуре |
МПа |
|
|
Средние значения условного предела длительной прочности металла при растяжении на ресурс 104, 105, 2 × 105 и 3 × 105 ч соответственно при расчётной температуре |
МПа |
|
|
Среднее значение условного предела ползучести при растяжении, обусловливающее деформацию в 1 % за 105 ч, при расчётной температуре |
МПа |
|
s |
Номинальная толщина стенки детали |
мм |
|
sR |
Расчётная толщина стенки детали |
мм |
|
sf |
Фактическая толщина стенки детали |
мм |
|
с |
Суммарная прибавка к расчётной толщине стенки детали |
мм |
|
c1; c2 |
Производственная и эксплуатационная прибавки к расчётной толщине стенки детали соответственно |
мм |
6.3.3.2 Номинальные допускаемые напряжения определяют по характеристикам материала при расчётной температуре.
6.3.3.3 Номинальные допускаемые напряжения для элементов с расчётной температурой ниже температуры ползучести (tc) рассчитывают по пределу текучести и временному сопротивлению. Для элементов с расчётной температурой, равной или выше температуры ползучести (tc), номинальные допускаемые напряжения рассчитывают по пределу текучести, временному сопротивлению разрыву и пределу длительной прочности.
6.3.3.4 Температура tc равна:
- для углеродистых сталей - 380 °С;
- для низколегированных (марганцовистых, кремнемарганцовистых, молибденовых) и высокохромистых сталей - 380 °С;
- для теплоустойчивых хромомолибденовых и хромомолибденованадиевых сталей - 450 °С;
- для жаропрочных хромистых сталей, коррозионностойких сталей и сплавов аустенитного класса - 500 °С;
- для никелевых жаропрочных сплавов - 600 °С.

Для аустенитной хромоникелевой стали, меди и её сплавов номинальное допускаемое напряжение при расчёте на прочность:
 (11)
(11)
Разрешается определять
допускаемые напряжения для аустенитных сталей по условному пределу текучести ![]() с
коэффициентом запаса 1,3.
с
коэффициентом запаса 1,3.
Если для меди и её сплавов отсутствуют данные по пределу текучести и длительной прочности, то допускаемое напряжение
![]() (12)
(12)
6.3.3.6 Для стальных отливок номинальные допускаемые напряжения, определённые по формулам п.п. 6.3.3.5, получают умножением на 0,85, если отливки подвергались сплошному (100 %-ному) ультразвуковому или радиографическому контролю, и на 0,75 - для остальных отливок.
6.3.3.7 При расчёте стальных деталей, работающих под наружным давлением, превышающим внутреннее, допускаемое напряжение должно быть уменьшено в 1,2 раза по сравнению с допускаемыми напряжениями, определёнными по формулам п.п. 6.3.3.5 для деталей, нагруженных внутренним давлением.
6.3.3.8 Номинальное допускаемое напряжение в болтах или шпильках от давления и усилий затяга:
![]() (13)
(13)
Дополнительно для болтов и шпилек, работающих при температуре t ≥ tc (см. п.п. 6.3.3.5), устанавливают номинальное допускаемое напряжение от давления
![]() (13)
(13)
6.3.3.9 Номинальное допускаемое напряжение для изделий из чугуна принимается:
- для чугуна с шаровидным графитом при относительном удлинении d5 ≥ 12 %, подвергнутого отжигу,
![]() (15)
(15)
- для чугуна с пластинчатым графитом, ковкого чугуна и чугуна с шаровидным графитом при относительном удлинении d5 < 12 %, подвергнутого отжигу:
![]() (16)
(16)
не подвергаемого отжигу
![]() (17)
(17)
6.3.3.10 При определении допустимого пробного давления гидроиспытаний допускаемое напряжение определяют из следующих соотношений:
- для стальных деталей кованых, катаных (штампованных)
![]() (18)
(18)
- для стальных отливок
![]() (19)
(19)
- для отливок из чугуна с шаровидным графитом при d5 ≥ 12 %
![]() (20)
(20)
- для отливок из чугуна с пластинчатым графитом, из ковкого чугуна и чугуна с шаровидным графитом при d5 < 12 %
![]() (21)
(21)
- для меди и медных сплавов
 (22)
(22)
6.3.3.11 Для стальных деталей, работающих в условиях ползучести (t ≥ tc) при разных за расчётный ресурс расчётных температурах, за допускаемое напряжение принимают эквивалентное напряжение [s]е, вычисленное по формуле
 (23)
(23)
где t1, t2, ..., tn - длительность периодов эксплуатации деталей с температурой стенки соответственно t1, t2, ..., tn, ч;
[s]1, [s]2, ..., [s]n - номинальные допускаемые напряжения для расчётного ресурса при температурах t1, t2, ..., tn, МПа;
![]() - общий расчётный ресурс, ч;
- общий расчётный ресурс, ч;
m - показатель степени в уравнении длительной прочности стали.
Для углеродистых, легированных хромомолибденовых и хромомолибденованадиевых, а также аустенитных сталей допускается принимать m = 8. Периоды эксплуатации при разной температуре стенки рекомендуется принимать по интервалам температуры в 5 или 10 °С.
Определение эквивалентных напряжений по приведенной упрощённой методике рекомендуется проводить для интервала температур не более 30 °С. При необходимости определения эквивалентных допускаемых напряжений для интервала температур более 30 °С следует использовать среднее значение показателя степени согласно данным экспериментальных исследований с базой испытаний не менее 0,1 от ресурса, но не менее 104 ч.
6.3.4 Расчёт по выбору основных размеров
6.3.4.2 При выборе типоразмера детали или элемента необходимо обеспечить выполнение нормативного условия прочности, заключающегося в том, что исполнительная (номинальная) толщина стенки элемента (детали) должна быть не менее расчётной толщины стенки, определённой по номинальному допускаемому напряжению (см. п. 6.3.3) для расчётных параметров эксплуатации с учётом всех необходимых компенсирующих прибавок к толщине стенки.
6.3.4.3 Для элементов, работающих в условиях ползучести (t ≥ tc), расчёт по выбору основных размеров следует выполнять по номинальному допускаемому напряжению, соответствующему ресурсной базе не менее 2 × 105 часов (за исключением особых случаев).
6.3.4.4 За исключением случаев, когда расчёт выполняет проектная организация или конструкторское подразделение завода изготовителя, расчёт по выбору основных тиразмеров должен выполняться или согласовываться специализированной организацией.
6.3.4.5 Основные требования и положения норм расчёта по выбору основных размеров приведены в Приложении П настоящего стандарта (раздел П.1).
6.3.5 Поверочный расчёт на статическую прочность
6.3.5.1 Поверочный расчёт на статическую прочность элемента выполняют для выбранных основных размеров (типоразмеров) по номинальным геометрическим характеристикам: диаметру, толщине стенки и т.д.
6.3.5.2 Контрольный расчёт на прочность, как разновидность поверочного расчёта (п. 6.3.1.2), выполняется при продлении срока службы оборудования после отработки назначенного срока службы или ресурса, при подтверждении работоспособности элемента (детали) в связи с выявленными отклонениями или дефектами, при обосновании возможности повышения параметров работы, при экспертизе нового оборудования импортной поставки, а также в других возможных случаях.
6.3.5.3 Поверочный или контрольный расчёт на прочность выполняет экспертная или специализированная организация, проводящая техническое диагностирование и (или) экспертизу промышленной безопасности оборудования.
6.3.5.4 Контрольный расчёт на прочность выполняют на основании фактических данных по результатам обследования оборудования - см. п.п. 6.3.1.2 настоящего раздела Стандарта.
6.3.5.5 Результатом поверочного или контрольного расчёта на прочность является подтверждение (или неподтверждение) нормативного условия прочности, заключающегося в том, что для заданных размеров (номинальных или фактических) элемента и параметров эксплуатации (проектных или эквивалентных) приведенные или эквивалентные напряжения не должны превышать соответствующего значения номинального допускаемого напряжения.
6.3.5.6 Для элементов, работающих в условиях ползучести (t ≥ tc), расчёт ведётся по номинальным допускаемым напряжениям на заданную ресурсную базу. Для устанавливаемых на замену необогреваемых элементов нормативные условия прочности должны обеспечиваться на ресурс не менее 200 тыс. часов (за исключением особых случаев).
6.3.5.8 Основные требования и положения норм поверочного расчёта на статическую прочность приведены в Приложении П настоящего стандарта (раздел П.2).
6.3.6 Расчёт на циклическую прочность
6.3.6.1 Поверочный расчёт на циклическую прочность выполняется в необходимых случаях экспертной или специализированной организацией.
Основанием необходимости выполнения поверочного расчёта на циклическую прочность являются повышенный уровень местных напряжений в зонах локальной концентрации напряжений (конструктивная геометрическая неоднородность, отклонения геометрических параметров от проекта, нарушения формы и размеров элементов, особенно в зонах сопряжения и т.д.), высокие термические и компенсационные напряжения в сочетании с циклическим характером нагружения оборудования.
6.3.6.2 Поверочный расчёт на циклическую прочность выполняется, как правило, при проведении технического диагностирования оборудования с учётом его результатов. Решение о проведении такого расчёта принимает эксперт на основании требований соответствующей НД и раздела 8 настоящего стандарта.
6.3.6.3 При выполнении расчётов на циклическую прочность следует учитывать асимметрию цикла и нестационарность нагружения, наличие сварных швов и остаточные напряжения от сварки. Рекомендуется также учитывать снижение циклической прочности за счёт коррозионного воздействия среды и влияние вторичной частоты нагружения, наложенной на основной цикл.
6.3.6.4 Определение местных напряжений в расчётных зонах проводят по данным упругого или упругопластического расчёта или по данным измерений деформаций на моделях и натурных изделиях для заданных эксплуатационных нагрузок. Допускается при расчёте напряжений пользоваться справочной литературой или действующей в этой части нормативной документацией.
6.3.6.5 Основные требования и положения метода расчёта на циклическую прочность приведены в Приложении П (раздел П.3).
6.3.7 Расчёт на длительную циклическую прочность
6.3.7.1 При необходимости оценки циклической составляющей в общей доле повреждённости элементов оборудования, работающих в условиях ползучести, требуется выполнение расчётов на длительную циклическую прочность.
6.3.7.2 Расчёты на длительную циклическую прочность выполняются, как правило, в рамках технического диагностирования оборудования после отработки назначенного ресурса, а также при необходимости в других случаях: установлении причин разрушения элементов, экспертизе импортного оборудования и др. Расчёт должен выполняться силами экспертной или специализированной организации.
6.3.7.3 Расчёт на длительную циклическую прочность можно выполнять двумя методами.
Первый метод основан на принципе линейного суммирования усталостной повреждённости металла при рабочей температуре и повреждённости за счёт ползучести при длительной статической нагрузке в условиях повышенных температур.
Второй метод предполагает прямой расчёт по условиям малоцикловой усталости с учётом температурно-временного фактора, что требует в свою очередь учитывать не только уровень температуры, но также длительность нагружения в циклах и соответствующие изменения свойств металла. Этот метод более сложный, так как предполагает использование изохронных кривых статического и циклического деформирования, получаемых экспериментально или расчётом.
6.3.7.4 При определении остаточного ресурса оборудования, работающего в условиях ползучести, усталостную составляющую повреждённости можно не учитывать, если количество циклов нагружения типа «пуск-останов» не превышает 500 за расчётный период времени.
6.3.7.5 Порядок проведения расчётов на длительную циклическую прочность изложен в Приложении П (раздел П.4).
6.3.8 Поверочный расчёт на хрупкую прочность
6.3.8.1 Поверочный расчёт на хрупкую прочность выполняется специализированной или экспертной организацией.
6.3.8.2 Поверочный расчёт на хрупкую прочность представляет собой расчёт на прочность в условиях статического, циклического или длительного статического (и циклического) нагружения элементов оборудования, содержащих реальный или гипотетический трещиноподобный дефект (трещину).
6.3.8.3 Проведение поверочного расчёта на хрупкую прочность требуется в следующих случаях:
- обоснования работоспособности оборудования, эксплуатирующегося в условиях пониженных температур, особенно, если материал изготовления элементов, работающих под давлением, не рекомендован действующей НД к использованию при этих температурах;
- выбора температуры гидравлических испытаний толстостенных элементов оборудования, содержащих трещиноподобные дефекты или выборки, или подвергнутых ремонту сваркой;
- обоснования работоспособности и оценки остаточной долговечности или сроков очередного контроля оборудования, в металле которого присутствуют трещиноподобные дефекты, или оборудования, отработавшего по расчёту свой индивидуальный ресурс, но в металле которого не выявлено по результатам контроля недопустимых дефектов;
- определения допустимых размеров дефектов в металле оборудования на заданный срок (ресурс) эксплуатации.
6.3.8.4 Расчёт на хрупкую прочность выполняется в двух вариантах: без учёта или с учётом кинетики развития дефекта. В первом случае выполняется проверка соблюдения условий хрупкой прочности, то есть проверка сохранения несущей способности элемента при наличии в нём трещиноподобного дефекта. Такой расчёт выполняется обычно для подтверждения работоспособности оборудования в условиях пониженных температур и для выбора температуры гидравлических испытаний. Как правило в такой расчёт закладывается гипотетический трещиноподобный дефект, выбор конфигурации и размера которого является прерогативой расчётчика (если это не регламентировано для конкретных ситуаций соответствующими нормативными документами). Расчёт по проверке соблюдения условий хрупкой прочности подразумевает использование экспериментально полученных характеристик кратковременной трещиностойкости металла. При отсутствии таковых допускается использовать значения трещиностойкости, полученные пересчётом по известной критической температуре хрупкости металла.
Для оценки остаточной долговечности или срока очередного контроля оборудования, в металле которого обнаружены трещиноподобные дефекты, или оборудования, отработавшего полностью (по расчёту) свой индивидуальный ресурс, но не содержащего недопустимой повреждённости металла (по результатам контроля), выполняется расчёт с учётом кинетики трещиноподобного дефекта от исходного размера до критического (с установленными коэффициентами запаса), так называемый расчёт живучести. В этом случае в расчёте используются экспериментально полученные характеристики циклической или длительной статической трещиностойкости металла. По возможности рекомендуется также использовать в необходимых ситуациях характеристики коррозионно-циклической и коррозионно-статической трещиностойкости металла
6.3.8.5 Основные положения и требования по выполнению поверочного расчёта на хрупкую прочность приведены в Приложении П (раздел П.5).
7 Нормы контроля и критерии качества металла
Тепломеханическое оборудование может быть допущено к эксплуатации, если по результатам контроля состояние металла и сварных соединений соответствует приведенным ниже нормам и критериям качества. В случае отклонения результатов контроля металла от приведенных норм возможность и условия эксплуатации оборудования, а также дополнительный объем контроля металла устанавливает специализированная организация.
7.1 Котлы энергетические высокого давления и СКД
7.1.1 Трубы поверхностей нагрева
Химический состав, технологические дефекты, макроструктура, загрязненность неметаллическими включениями, а для труб в состоянии поставки, геометрические размеры, механические свойства и микроструктура должны удовлетворять требованиям технических условий на поставку.
По результатам визуального контроля металла труб (в котле и на вырезке) не допускаются:
- выход труб из ранжира на величину диаметра трубы и более;
- равномерное увеличение наружного диаметра относительно номинального для труб из легированных марок сталей более чем на 2,5 %, для труб из углеродистых сталей - более 3,5 %;
- отдулины и макротрещины;
По результатам металлографического анализа не допускаются:
- микротрещины;
- коррозия по периметру зерен на глубину 0,3 мм и более в металле на наружной поверхности труб из стали 12Х18Н12Т;
- сульфидно-оксидная коррозия на глубину 0,1 мм и более в металле на наружной поверхности труб из перлитных сталей;
- обезуглероженный слой глубиной более 0,2 мм;
Степень сфероидизации перлита в металле труб из углеродистых и низколегированных сталей не должна превышать 6 балла по шкале приложения Д настоящего стандарта;
Содержание сигма-фазы в металле труб из стали 12Х18Н12Т после длительной эксплуатации не должно превышать 4,5 %; допускается в обоснованных случаях возможность эксплуатации труб из стали 12Х18Н12Т при более высоком уровне содержания сигма-фазы при условии проведения прямых испытаний металла на длительную прочность.
7.1.2.1 Трубы, из которых изготовлены коллектора, должны удовлетворять требованиям технических условий (ТУ). На наружной и внутренней поверхностях коллекторов не допускаются:
- трещины всех видов и протяжённые трещиноподобные (длина в 10 раз больше ширины) дефекты;
- несплошности (дефекты) округлой формы с размером по поверхности более толщины стенки трубы или более 20 мм и глубиной более 3 мм;
- продольные риски глубиной более 10 % от толщины (S) стенки или более 2,5 мм при S > 25 мм.
7.1.2.2 Прогиб коллектора не должен превышать 10 мм на 1 м длины и 100 мм по всей длине между опорами.
7.1.2.3 Требования к качеству стыковых и штуцерных сварных соединений - согласно подразделу 4.2 (п.п. 4.2.1 ¸ 4.2.4) и подразделу 7.6 настоящего Стандарта.
7.1.2.4 Твердость металла коллекторов должна находиться в следующих пределах:
- для стали марок 20, 15ГС (16ГС) - от 120 до 180 НВ;
- для стали марки 12МХ - от 120 до 190 НВ;
- для стали марок 15ХМ, 12Х1МФ и 15Х1М1Ф - от 130 до 200 НВ;
7.1.2.5 Для коллекторов из углеродистой или молибденовой стали графитизация не должна превышать балл 2 стандартной шкалы (Приложение В).
7.1.2.6 Для коллекторов из легированной теплоустойчивой стали, работающих в условиях ползучести, микроповреждённость металла не должна превышать балл 4 стандартной шкалы (Приложение И).
7.1.3 Перепускные трубы
Все трубы, независимо от параметров их эксплуатации, должны удовлетворять требованиям ТУ на изготовление
7.1.3.1 Пароперепускные трубы, работающие при температуре выше 450 °С. Требования к качеству и критерии оценки состояния данных пароперепускных труб соответствуют аналогичным требованиям к трубам паропроводов - см. п. 7.2.1 настоящего раздела Стандарта.
7.1.3.2 Пароводоперепускные трубы, работающие при температуре до 450 °С.
а) На поверхности гибов труб не допускаются:
- трещины всех видов, а также протяженные трещиноподобные (длина в 10 раз больше ширины) дефекты;
- продольные риски глубиной более 10 % толщины стенки или более 2 мм для S ≥ 20 мм;
- дефекты округлой формы
(раковины, коррозионные язвы и др.) с размером по поверхности более 10 мм и
глубиной более 1,5 мм для элементов с Da <
133 мм или с размером по поверхности более ![]() и глубиной более 3 мм для
элементов остальных типоразмеров;
и глубиной более 3 мм для
элементов остальных типоразмеров;
- скопления дефектов округлой формы глубиной более 0,5 мм.
б) Поверхностные дефекты с острыми краями рекомендуется выбирать абразивным инструментом с плавным скруглением краёв выборки. При этом выборка не должна ослаблять стенку до уровня, приводящего к снижению коэффициента запаса прочности ниже нормативного значения. В любом случае глубина выборки не должна превышать 20 % от номинальной толщины стенки элемента.
в) На внутреннем обводе гибов допускается плавная неровность (волнистость) высотой не более половины номинальной толщины стенки, но не более 10 мм. При этом шаг волн должен быть не менее утроенной их высоты.
г) Овальность гибов труб не должна превышать 8 %.
д) Гибы считаются непригодными к дальнейшей эксплуатации, если по результатам их УЗК обнаружены дефекты, амплитуда или пробег эхо-сигнала от которых равны или превышают браковочные значения или на внутренней поверхности обнаружены дефекты, превышающие по амплитуде контрольный уровень чувствительности.
Качество гибов считается удовлетворительным, если по результатам их контроля методами ВК, УЗК, МПК или ЦД (КК) не обнаружены дефекты с браковочными признаками.
е) Твердость металла гибов должна соответствовать следующим интервалам значений:
- для стали марок 20, 15ГС (16ГС) - от 130 до 190 НВ - в растянутой зоне и от 120 до 180 НВ в нейтральных зонах и на прямых участках;
- для стали марки 12МХ - от 130 до 200 НВ в растянутой зоне и от 120 до 190 НВ в нейтральных зонах и на прямых участках;
- для стали марок 15ХМ, 12Х1МФ и 15Х1М1Ф - от 140 до 220 НВ в растянутой зоне и от 130 до 200 НВ в нейтральных зонах и на прямых участках.
ж) Требования к качеству сварных соединений перепускных труб - согласно п.п. 4.2.2, 4.2.3 и п. 7.6.3 настоящего Стандарта.
и) Для труб из углеродистой и молибденовой стали, работающих при температуре выше 400 °С, графитизация в зонах сварных соединений и в металле гибов не должна превышать балла 2 стандартной шкалы (Приложение В).
к) При исследовании свойств металла на вырезках должны соблюдаться следующие требования в отношении результатов этих исследований:
1) химический состав, макроструктура, загрязнённость неметаллическими включениями должны соответствовать требованиям технических условий;
2) прочностные характеристики металла (временное сопротивление разрыву и условный предел текучести) не должны отличаться более чем на 5 % в меньшую сторону от значений, регламентированных техническими условиями на поставку, как при комнатной, так и при рабочей температурах;
3) относительное удлинение стандартных образцов должно составлять при комнатной температуре не менее:
20 % - для углеродистой стали;
16 % - для кремнемарганцовистой стали;
18 % - для легированной хромомолибденовой и хромомолибденованадиевой стали;
4) отношение предела текучести к временному сопротивлению не должно превышать при комнатной температуре 0,65 - для углеродистых сталей и 0,75 - для легированной стали;
5) минимальное значение ударной вязкости при комнатной температуре на образцах с надрезом типа 11 (Шарпи) должно быть не менее 0,20 МДж/м2 (2,0 кгс × м/см2).
л) При входном контроле вновь поставляемых элементов перепускных труб (при заменах, ремонтах, реконструкции и т.д.) химический состав, макро и микроструктура, геометрические параметры, качество поверхности и механические свойства должны соответствовать требованиям технических условий на поставку.
7.1.4.1 Отклонение среднего диаметра барабана от номинального значения не должно превышать 1 % в большую сторону.
Овальность барабанов не должна превышать 1 %.
Отклонение от прямолинейности образующих обечаек не должно превышать 3 мм на каждый 1 м длины обечайки.
7.1.4.2 На поверхности металла и сварных соединений барабана не допускаются трещины всех видов и направлений.
Допускаются поверхностные единичные дефекты округлой формы пологого профиля (раковины, коррозионные язвы и др.) глубиной не более 10 % от толщины стенки, но не более 8 мм с максимальным размером на поверхности не более 20 мм, отстоящие от кромки ближайшего отверстия или сварного шва на расстояние не менее 300 мм. В зонах отверстий (включая кромки) и сварных соединений, то есть на расстоянии от них менее 300 мм, допускаются указанного выше типа дефекты глубиной не более 5 мм и максимальным размером по поверхности не более 10 мм.
Допускаются скопления коррозионных язв или других поверхностных дефектов пологого профиля глубиной не более 3 мм.
7.1.4.3 Не допускаются расслоения металла, выходящие на поверхность лазовых отверстий.
7.1.4.4 Твердость металла по данным измерений переносным прибором должна находиться в пределах:
- для углеродистой и молибденовой стали (типа 20, 20Б, 15М, 16М, 20К, 22К) - от 120 до 180НВ;
- для легированной стали (типа 16ГНМ, 16ГНМА) - от 130 до 200НВ.
7.1.4.5 Структура металла по результатам металлографического исследования на локальных пробах или вырезках должна соответствовать требованиям к исходному состоянию.
7.1.4.6 При исследовании свойств металла на вырезках должны соблюдаться следующие требования к их результатам:
- прочностные характеристики металла (временное сопротивление разрыву и условный предел текучести) не должны отличаться более чем на 5 % в меньшую сторону от значений, регламентированных техническими условиями на поставку, как при комнатной, так и при рабочей температурах.
- относительное удлинение стандартных разрывных образцов должно составлять при комнатной температуре:
- не менее 20 % - для углеродистой стали;
- не менее 16 % - для легированной (16ГНМ, 16ГНМА) стали;
- отношение условного предела текучести металла к временному сопротивлению при комнатной температуре не должно превышать 0,65 для углеродистых сталей и 0,8 - для легированных.
- ударная вязкость металла при комнатной температуре на образцах с острым надрезом (Шарпи) должна быть не менее 0,20 МДж/м2 (2,0 кгс × м/см2).
Критическая температура хрупкости металла (Тк) должна быть не выше плюс 60 °С.
7.1.4.7 Требования к качеству стыковых и штуцерных сварных соединений барабанов - согласно п.п. 4.2.2.10, 4.2.3.9 и п.7.6.3. настоящего стандарта
7.2 Трубопроводы пара и горячей воды
7.2.1 Общие требования к состоянию трассы и опорно-подвесной системы трубопроводов
7.2.1.1 Трассировка трубопровода должна соответствовать монтажно-сборочному чертежу или (и) исполнительной схеме. Не допускаются отклонения в трубопроводной системе такие как:
- защемления;
- прогибы;
- провисания;
- нарушения состояния изоляции (намокание и т.д.);
- контруклоны (не предусмотренные проектом);
- неисправность дренажей;
- неисправность или несоответствие проекту указателей температурных перемещений.
7.2.1.2 Являются недопустимыми следующие дефекты в ОПС трубопровода:
- обрыв тяг подвесок;
- разрушение пружин;
- искривление и заклинивание тяг;
- защемление пружинных блоков элементами обойм;
- перекос траверс;
- неукомплектованность опор гайками и контргайками;
- выпадение и перекос катков;
- смещение скользящих и катковых опор с опорных поверхностей;
- заклинивание опорных поверхностей;
- проскальзывание опор в хомутах;
- отсутствие стопорящих сухарей в неподвижных опорах;
- трещины в сварных швах приварки опор к элементам трубопровода и д.р.
Обнаруженные дефекты в элементах опорно-подвесной системы трубопровода должны быть устранены ремонтом или заменой дефектных элементов.
7.2.1.3 Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций своей конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Подушки опор не должны смещаться за пределы площадок ни в рабочем, ни в холодном состоянии трубопровода и перекрашиваться. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35 % от толщины стенки. Разъёмные соединения конструкций опор должны быть затянуты и не иметь видимых повреждений крепежа и резьбы. Неподвижные опоры трубопровода не должны иметь видимых повреждений, в том числе в сварных швах приварки к элементам строительных конструкций или каркасов.
7.2.2.1 Химический состав, технологические дефекты, геометрические размеры, макроструктура, загрязненность неметаллическими включениями, а для труб в состоянии поставки также механические свойства и микроструктура должны удовлетворять требованиям технических условий на поставку;
7.2.2.2 Остаточная деформация ползучести не должна превышать: для прямых труб из стали 12Х1МФ - 1,5 % диаметра; для прямых труб из сталей других марок - 1,0 % диаметра; для прямых участков гнутых труб (гибов) независимо от марки стали - 0,8 % диаметра
Примечание - Остаточная деформация прямых труб и прямых участков гибов паропроводов блоков СКД из стали марок12Х1МФ и 15Х1М1Ф не должна превышать 0,8 и 0,6 % соответственно.
7.2.2.3 Для стали марок 12Х1МФ и 15Х1М1Ф суммарное предельное содержание легирующих элементов в карбидном осадке не должно превышать 60 % от общего (суммарного) содержания легирующих элементов в металле.
7.2.2.4 Допускаются протяженные дефекты механического происхождения (риски) на наружной поверхности гнутых элементов глубиной не более 10 % номинальной толщины стенки, но не более 1,5 мм в растянутой зоне и не более 2,0 мм - на остальных участках поверхности.
На наружной поверхности паропроводов допускаются коррозионные язвы, раковины и другие локальные повреждения глубиной не более 10 % номинальной толщины стенки, но не более 2 мм. Трещины всех видов не допускаются.
7.2.2.5 Микроповрежденность металла при 500-кратном увеличении не должна превышать 4-го балла по Шкале настоящего стандарта (Приложение И).
Снижение плотности металла вблизи наружной поверхности по сравнению с исходным состоянием не должно превышать 0,3 %.
Степень сфероидизации перлита не должна превышать 4-ый балл по Шкале настоящего стандарта (Приложение Д).
7.2.2.6 Овальность гибов труб с отношением наружного (Da) к внутреннему (D) диаметру менее 1,32 должна быть не менее 1,5 % за исключением гибов, изготовленных нагревом ТВЧ с осевым поджатием или подвергнутых ВТО. Снижение овальности в процессе эксплуатации не должно превышать 50 % от ее исходного состояния.
7.2.2.7 После 100 тыс. ч эксплуатации допускается снижение кратковременных механических свойств при комнатной температуре: временного сопротивления разрыву и предела текучести - на 30 МПа, ударной вязкости (KCU) - на 0,15 МДж/м2 (1,5 кгс × м/см2) по сравнению с гарантированными уровнями среднемарочных значений соответствующих характеристик согласно требованиям на поставку. Минимальное значение ударной вязкости при комнатной температуре, полученное на образцах с острым надрезом (KCV), должно составлять не менее 0,25 МДж/м2 (2,5 кгс × м/см2).
Предел текучести стали 12Х1МФ и 15Х1М1Ф при температуре 550 °С должен быть не ниже 180 МПа, стали 12МХ и 15ХМ при температуре 510 °С - не ниже 200 МПа;
7.2.2.8 Предел длительной прочности для конкретной марки стали на базе 105 и 2×105 ч не должен отклоняться более чем на 20 % в меньшую сторону по сравнению со средними значениями данной характеристики согласно требованиям технических условий.
7.2.2.9 Минимальный уровень длительной пластичности (d) должен быть не ниже 5 % по результатам испытания образцов до разрушения на базе, условно соответствующей сроку эксплуатации паропровода.
7.2.2.10 Требования к качеству металла гибов по результатам дефектоскопического контроля должны соответствовать п.п. 4.2.2.9. а), 4.2.4.10 настоящего Стандарта.
7.2.2.11 Требования к качеству сварных соединений паропроводов должны соответствовать п.п. 4.2.2.10 а), в), 4.2.3.9 и п.п. 7.6.1, 7.6.2 настоящего Стандарта
7.2.3 Центробежнолитые трубы из стали 15Х1М1Ф, работающие при температуре выше 450 °С
7.2.3.1 Химический состав, технологические дефекты, неметаллические включения, микроструктура, механические свойства, геометрические размеры должны удовлетворять требованиям технических условий на поставку;
По результатам анализа макроструктуры ликвационная полосчатость не должна занимать более половины площади поперечного сечения стенок труб;
7.2.3.2 Микроструктура металла с ликвационными зонами, соответствующая V баллу Шкалы настоящего стандарта (Приложение Г), считается браковочной. Для металла труб с ликвационными зонами, микроструктура которого соответствует IV (б) баллу Шкалы настоящего стандарта (Приложение Г), условием допуска к эксплуатации является удовлетворительный уровень ударной вязкости (KCU ≥ 0,4 МДж/м2) и кратковременной пластичности (d ≥ 16 %; y ≥ 45 %) при комнатной температуре, установленный на образцах, вырезанных из зоны ликвации.
Микроповрежденность металла в зонах с ликвационной структурой и вне ее не должна превышать 5 балл Шкалы настоящего стандарта (Приложение К).
7.2.3.3 После 100 тыс. ч эксплуатации допускается снижение кратковременной прочности при комнатной температуре: временного сопротивления разрыву - до 430 МПа; предела текучести - до 215 МПа. Значения ударной вязкости и кратковременной пластичности при комнатной температуре должны составлять не менее: KCU - 0,4 МДж/м2; d - 16 %; y - 45 %.
Предел длительной прочности стали на базе 105 и 2 × 105 ч не должен отклоняться более чем на 20 % в меньшую сторону по сравнению со средними значениями данной характеристики согласно техническим условиям.
7.2.3.4 Минимальный уровень длительной пластичности должен быть не ниже 10 % по результатам испытания образцов до разрушения на базе, условно соответствующей сроку эксплуатации паропровода.
7.2.3.5 Предельным состоянием металла центробежнолитых труб паропроводов, при котором дальнейшая эксплуатация их не допустима, является появление в них микротрещин, образовавшихся в результате слияния пор ползучести под влиянием температурно-временных и силовых факторов, а также наличие в одном поле зрения микроскопа при увеличении 50 ¸ 100 более трех технологических (междендритных) микротрещин каждая протяженностью 0,5 мм и более.
7.2.3.6 Требования к качеству сварных соединений центробежнолитых труб должны соответствовать п.п. 7.6.1 и 7.6.2 настоящего Стандарта.
7.2.4 Питательные трубопроводы
7.2.4.1 Химический состав, механические свойства, качество поверхности, макро и микроструктура, а также геометрические характеристики элементов должны соответствовать требованиям технических условий на поставку.
7.2.4.2 Утонение стенки прямых труб и гибов в нейтральных зонах не должно превышать 10 % от номинальной толщины стенки элемента, а гибов в растянутой зоне (на наружном обводе) - 15 %.
Для крутоизогнутых гибов допускается утонение стенки по наружному обводу до 20 % от номинальной толщины при условии подтверждения их работоспособности расчётом на прочность.
7.2.4.3 Требования к качеству металла гибов по результатам дефектоскопического (УЗК) контроля должны соответствовать п.п. 4.2.2.9 а) настоящего Стандарта.
7.2.4.4 Требования к качеству сварных соединений питательных трубопроводов - согласно п.п. 4.2.2.10 а), в), и п.п. 7.6.1, 7.6.3 настоящего Стандарта.
7.2.4.5 Остальные требования по качеству металла питательных трубопроводов соответствуют требованиям для пароводоперепускных труб котлов - п. 7.1.3.2.
7.2.5 Трубопроводы, работающие при температуре до 450 °С и давлении до 8 МПа.
7.2.5.1 Не допускаются следующие отклонения в трубопроводной системе:
- деформация участков и линий трубопроводов в виде непроектных изгибов, выпучивания, провисания отдельных участков;
- контруклоны линий трубопровода, за исключением особых случаев, предусмотренных проектом;
- защемления в местах прохода трубопровода через стенки, перекрытия, вблизи металлоконструкций и сооружений;
- неисправные дренажи;
- повреждения в конструкциях опор скольжения и неподвижных опорах.
Не допускаются также дефекты в элементах опорно-подвесной системы трубопроводов, указанные в п. 7.2.1.2 настоящего подраздела Стандарта.
7.2.5.2 Размеры основных элементов трубопроводов должны соответствовать (с учётом допусков) проектным, указанным в паспорте трубопровода и заводских чертежах.
7.2.5.3 Смещения кромок сварных элементов трубопроводов должны соответствовать допускам, установленным действующими НД (Правилами Государственного надзорного органа [10 ¸ 12], техническими условиями) и технической документацией на изготовление и (или) монтаж.
Угловые отклонения (излом осей) не должны превышать 0,015×l, где l - примыкающий к стыку прямой участок трубопровода (l > 200 мм).
7.2.5.4 Овальность гибов труб не должна превышать:
8 % - для трубопроводов с температурой эксплуатации выше 350 °С или (и) давлением больше 4,0 МПа;
10 % - для остальных трубопроводов.
7.2.5.5 На внутреннем обводе гибов допускаются плавные неровности (волнистость) высотой не более половины номинальной толщины стенки, но не более 10 мм.
7.2.5.6 Утонения стенки элементов трубопроводов не должны приводить к понижению их запасов прочности ниже уровня нормативных требований.
7.2.5.7 Допускаются вмятины или выпучины, максимальный размер которых по поверхности элемента не превышает 0,2Da, но не более 10s, а максимальный относительный прогиб (см. п.п. 4.2.1.9 настоящего СТО) не превышает 5 % при абсолютной его величине не более 5 мм.
7.2.5.8 Допускаются одиночные
коррозионные язвы, эрозионные повреждения или раковины глубиной не более 20 %
от номинальной толщины стенки элемента, но не более 2,5 мм, и максимальной
протяжённостью не более ![]()
Допускаются скопления коррозионных язв глубиной не более 1,0 мм.
7.2.5.9 На наружной и внутренней поверхностях трубопроводов не допускаются трещины всех видов и направлений.
7.2.5.10 На уплотнительных поверхностях фланцев не допускаются риски, забоины, раковины и другие дефекты поверхности металла, различимые при визуальном контроле. Допускаются концентрически расположенные риски шириной не более 1,0 мм и глубиной не более 0,5 мм.
7.2.5.11 Качество сварных соединений трубопроводов должно соответствовать требованиям п.п. 4.2.2.10, 4.2.3.9 и п.п. 7.6.1, 7.6.3 настоящего Стандарта.
7.2.5.12 Допускаются местные подрезы в сварных соединениях трубопроводов. При этом глубина подрезов не должна превышать 5 % толщины стенки трубы, но не более 0,5 мм, а общая протяженность - 10 % периметра шва для трубопроводов с температурой эксплуатации выше 350 °С или давлением больше 4,0 МПа и - 20 % - для остальных трубопроводов.
7.2.5.13 Твердость металла по данным измерений переносными приборами должна быть в следующих пределах:
- для сталей марок Ст3, Ст4, 10, 20, 15К и 20К - от 110 до 180 НВ;
- для сталей марок 09Г2С, 15ГС, 16ГС, 17ГС, 12МХД5ХМ, 12Х1МФ и Х5М - от 120 до 200 НВ.
7.2.5.14 Требования к качеству крепёжных деталей разъёмных соединений трубопроводов соответствуют п. 7.3.7 настоящего раздела Стандарта.
7.2.5.15 Структура металла по результатам металлографических исследований на репликах, локальных отборах проб (сколах) или на вырезках не должна иметь аномальных отклонений по отношению к требованиям к исходному состоянию.
Степень графитизации металла в зонах сварных соединений и (или) в гибах не должна превышать балл 2 согласно шкалы графитизации настоящего стандарта (Приложение В).
7.2.5.16 Механические свойства, определенные при комнатной температуре на образцах из вырезок металла элементов трубопровода, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление или условный предел текучести) не должны отличаться более, чем на 5 % в меньшую сторону от значений, регламентированных действующими нормативными документами;
- отношение предела текучести к временному сопротивлению не должно превышать 0,65 для углеродистых сталей и 0,75 для легированных сталей перлитного класса;
- минимальное значение ударной вязкости на образцах с круглым надрезом должно быть не менее 0,30 МДж/м2 (3,0 кгс × м/см2), а с острым надрезом должно быть не менее 0,20 МДж/м2 (2,0 кгс × м/см2).
Требования по химическому составу и механическим свойствам металла трубопроводов с температурой эксплуатации до 250 °С при отсутствии в технической документации сведений о НД или ПТД на изготовление элементов трубопровода - даны в Приложении Р (таблицах Р.1 и Р.2).
7.3 Паровые турбины
7.3.1 Цельнокованые роторы высокого и среднего давления, работающие при температуре 450 °С и выше
7.3.1.1 Химический состав, технологические дефекты (размеры и количество), макроструктура, загрязненность неметаллическими включениями, механические свойства (в исходном состоянии) и результаты технологических испытаний стали должны удовлетворять требованиям технических условий на поставку.
На поверхности осевого канала должны отсутствовать глубокие выборки, уступы, подрезы, препятствующие проведению дефектоскопического контроля канала;
На поверхности осевого канала в районе высокотемпературной зоны (рабочая температура металла - 400 °С и выше) не допускаются крупные одиночные равноосные дефекты диаметром 3 мм и более или скопления более мелких дефектов (диаметром от 1,5 до 3,0 мм) в количестве более 10 шт. на площади 60 см2. Точечные дефекты размером менее 1,5 мм не учитываются;
Должны отсутствовать коррозионные повреждения на наружной поверхности ротора и на поверхности осевого канала глубиной более 2 мм.
- общее количество дефектов эквивалентным диаметром от 2 до 4 мм включительно превышает 30 шт., в том числе в районе бочки составляет более 10 шт., причем в зоне бочки дефекты находятся на расстоянии менее 50 мм друг от друга;
- отдельные дефекты эквивалентным диаметром от 2 до 4 мм включительно в обоих концах ротора находятся на расстоянии менее 50 мм друг от друга, если они расположены на одной прямой, параллельной оси ротора; или менее 30 мм, если они располагаются на одной окружности, и менее 15 мм, если дефекты располагаются в одном радиальном направлении;
- дефекты эквивалентным диаметром более 6 мм;
Отдельные разрозненные дефекты эквивалентным диаметром до 2 мм включительно не учитываются;
Дефекты эквивалентным диаметром от 4 до 6 мм включительно с расстоянием между ними не менее 50 мм допускаются в количестве не более 10 шт. по длине ротора;
7.3.1.4 Величина накопленной остаточной деформации ползучести, измеренная со стороны осевого канала, для роторов из стали 25Х1М1Ф (Р2, Р2МА) не должна превышать 1,0 %, а для роторов из других марок сталей (20Х3МВФА [ЭИ-415], 34ХМА и др.) - 0,8 %; средняя скорость ползучести, определенная по результатам двух или более измерений, не должна превышать для роторов из сталей Р2 и Р2МА - 0,5 × 10-5 %/ч, а для роторов из других марок сталей - 0,4 × 10-5 %/ч;
7.3.1.5 Степень сфероидизации (дифференциации) второй структурной составляющей в металле высокотемпературных ступеней ротора не должна превышать 3 балл по шкале приложения Д настоящего стандарта.
7.3.1.7 Должны отсутствовать следы задеваний, электроэрозии, надрывы. Прогиб ротора не должен превышать величины, установленной заводом-изготовителем турбины.
7.3.2.1 Химический состав, технологические дефекты, механические свойства и результаты технологических испытаний металла должны удовлетворять требованиям технических условий на поставку.
7.3.2.2 Механические свойства после длительной эксплуатации и накопленная поврежденность должны удовлетворять нормам, приведенным в таблице 7.1.
Таблица 7.1
7.3.2.3 Размеры трещин и выборок, оставляемых на корпусной детали до очередной ревизии без заварки, не должны превышать величину, рассчитанную по времени живучести детали с трещинами и выборками. Расчет выполняется специализированной организацией.
7.3.2.4 Коробление корпуса не должно превышать величины, установленной заводом-изготовителем турбины.
7.3.3 Валы роторов среднего и низкого давления, работающие при температуре ниже 450 °С
7.3.3.1 Химический состав, технологические дефекты, макроструктура, загрязненность неметаллическими включениями, механические свойства и результаты технологических испытаний стали должны удовлетворять требованиям технических условий на поставку.
7.3.3.2 Должны отсутствовать протяженные трещиноподобные дефекты глубиной более 1 мм на поверхности осевого канала и 3 мм на наружной поверхности вала.
Должны отсутствовать коррозионные повреждения на наружной поверхности вала и на поверхности осевого канала глубиной более 2 мм, а также следы задеваний, электроэрозии, надрывы.
7.3.3.3 Прогиб вала не должен превышать величины, установленной заводом-изготовителем турбины.
7.3.4 Насадные диски роторов среднего и низкого давления, работающие при температуре ниже 450 °С
7.3.4.1 Химический состав, технологические дефекты, макроструктура, загрязненность неметаллическими включениями, механические свойства и результаты технологических испытаний металла дисков должны удовлетворять требованиям технических условий на поставку.
7.3.4.2 На наружной поверхности диска в районе галтельных переходов, кромок разгрузочных и заклепочных отверстий, на посадочной поверхности, поверхности шпоночного паза и гребне обода должны отсутствовать трещиноподобные дефекты глубиной более 1 мм.
Должны отсутствовать следы задеваний, электроэрозии, надрывы.
7.3.4.3 На наружной поверхности диска не допускаются коррозионные повреждения глубиной более 2 мм и эрозионный износ в виде кольцевой дорожки глубиной более 5 мм.
7.3.5 Рабочие и направляющие лопатки
7.3.5.1 Химический состав, технологические дефекты (размеры и количество), геометрические размеры, макроструктура, загрязненность неметаллическими включениями, механические свойства и результаты технологических испытаний металла лопаток должны удовлетворять требованиям технических условий на поставку и чертежам завода-изготовителя турбины.
7.3.5.2 Должны отсутствовать механические забоины, превышающие следующие нормы:
- на входных и выходных кромках лопаток, на кромках отверстий под проволочную связь (под кромками понимается непосредственно радиус скругления и примыкающая к нему зона шириной 5 мм), на поверхности в нижней трети пера дефекты глубиной 1 мм и более, а также риски, глубиной 0,5 мм и более;
- на остальной поверхности пера и хвостовика равноосные механические забоины глубиной 2 мм и более, а протяженные дефекты - 1 мм и более;
- общее количество забоин диаметром на поверхности 1 мм и более в количестве 1 шт. на площади 10 см2 с расстоянием между забоинами 5 и менее диаметров наибольших забоин;
Равноосные механические повреждения диаметром на поверхности менее 1 мм не учитываются.
7.3.5.3 Должны отсутствовать трещины, следы задеваний, деформация входных и выходных кромок и периферии рабочей части. Не допускается отсутствие хотя бы одной противоэрозионной пластины (где такая защита предусмотрена).
Выход лопаток из ряда и (или) их разворот не должны превышать требования завода-изготовителя турбины; не допускается вытягивание пера с уменьшением радиального зазора до недопустимого значения, выход лопаток из посадочного места на ободе.
Не допускается нарушение сплошности сварного соединения в сварных пакетах.
Не допускается нарушение плотности сборки ступени, проявляющееся в увеличении зазоров, регламентированных заводом-изготовителем турбины.
7.3.5.4 Не допускается эрозионный износ на рабочих лопатках, работающих во влажном паре, превышающий следующие нормы:
- на входной кромке в зоне противоэрозионной защиты (стеллитовых пластин, электроискрового упрочнения и др.) и ниже ее - на глубину, превышающую нормы, установленные заводом-изготовителем турбины;
- на входной кромке в районе проволочных связей - расстояние от эродированной входной кромки до кромки отверстия превышает допустимое значение, установленное заводом-изготовителем турбины;
- на выпуклой поверхности периферии рабочей лопатки за стеллитовыми пластинами - промывы глубиной 2 мм и более;
- размеры хорды в контрольном сечении превышают допустимую величину, установленную заводом-изготовителем турбины;
- на выходной кромке - сквозные промывы или утонение кромки до толщины менее допустимой заводом-изготовителем турбины.
7.3.5.5 Не допускается эрозионный износ рабочей части, бандажей и шипов рабочих лопаток, работающих на первых высокотемпературных ступенях, превышающий нормы, установленные заводом-изготовителем турбины.
7.3.5.6 Не допускаются коррозионные повреждения на рабочих лопатках, работающих в зоне фазового перехода и во влажном паре, превышающие следующие нормы:
- на расстоянии в пределах 3 мм от выходной кромки и нижней трети пера - коррозионные язвы или питтинги диаметром более 0,5 мм (3 балл и выше);
- на остальной поверхности - диаметром более 1 мм (4 балл и выше).
Показатели (шкала) коррозионной повреждённости лопаток приведены в таблице 7.2.
Таблица 7.2 - Шкала коррозионных повреждений рабочих лопаток паровых турбин
|
По плотности |
распределения язв |
||
|
Классификационная группа |
Максимальный диаметр язв, мм |
Классификационная группа |
Плотность язв, шт./см2 |
|
1 балл |
0,1 |
А |
До 2 |
|
2 балл |
0,1 - 0,5 |
Б |
2 - 10 |
|
3 балл |
0,5 - 1,0 |
В |
10 - 100 |
|
4 балл |
1,0 - 2,0 |
Г |
Более 100 |
|
5 балл |
2,0 - 4,0 и (или) травление поверхности |
||
|
6 балл |
Общая коррозия с потерей профиля |
||
Должны отсутствовать коррозионные повреждения на рабочих лопатках, работающих в сухом паре (стояночная коррозия), и на направляющих лопатках с язвами диаметром более 2 мм (5 балл и выше).
7.3.5.7 Твердость металла лопаток из стали ЭИ 961-Ш в зоне припайки стеллитовых пластин не должна превышать 315 НВ (330 HV).
7.3.6 Диафрагмы
7.3.6.1 Химический состав металла ободьев диафрагм, технологические дефекты, технология заделки направляющих лопаток в ободья должны удовлетворять требованиям технических условий на поставку.
7.3.6.2 Не допускаются трещины, следы задевания и другие механические повреждения ободьев и направляющих лопаток, общая и язвенная коррозия и эрозия, остаточная деформация, превышающие нормы, установленные заводом-изготовителем турбины.
7.3.6.3 Коробление диафрагмы не должно превышать величины, установленной заводом-изготовителем турбины.
7.3.7.1 В крепежных деталях разъемных соединений не допускаются следующие дефекты:
- трещины;
- вытягивания резьбы;
- рваные места, выкрашивание ниток резьбы глубиной более 1/3 высоты профиля резьбы или длиной более 5 % общей длины резьбы по винтовой линии, а в одном витке - более 25 % его длины;
- отклонение от прямолинейности более 0,2 мм на 100 мм длины;
- повреждение граней и углов гаек, препятствующее затяжке крепежного изделия, или уменьшение номинального размера под ключ более, чем на 3 %;
- вмятины глубиной более 1/3 профиля резьбы.
7.3.7.2 Обнаруженные заусенцы, вмятины глубиной < 1/3 высоты профиля резьбы и длиной < 8 % длины резьбы, а в одном витке менее 50 % его длины следует устранить прогонкой резьбонарезным инструментом.
Повреждения гладкой части шпилек (болтов) устраняются механической обработкой. Допустимое уменьшение диаметра не должно превышать 3 % от номинального. Шероховатость поверхности - не хуже Rz = 40.
7.3.7.3 Химический состав и механические свойства металла крепежа должны удовлетворять требованиям действующих национальных стандартов (в частности, ГОСТ 20700) и технических условий на поставку.
7.3.7.4 Остаточная деформация не должна превышать нормы, установленные заводом-изготовителем турбины.
7.3.7.5 Твердость металла должна соответствовать требованиям к исходному состоянию.
7.4 Газовые турбины
7.4.1 Рабочие и направляющие лопатки турбины и компрессора
7.4.1.1 Химический состав основного металла и защитного покрытия, геометрические размеры, технологические дефекты (размеры и количество), макро- и микроструктура (в исходном состоянии), загрязненность неметаллическими включениями, механические свойства (в исходном состоянии), технология изготовления лопаток и нанесения защитного покрытия, результаты технологических испытаний металла должны удовлетворять требованиям технических условий на поставку и чертежам завода-изготовителя турбины.
7.4.1.2 После длительной эксплуатации металл лопаток из деформируемых сплавов ЭИ893ВД, ЭИ893ВИ, ЭИ8930И должен отвечать следующим критериям эксплуатационной надежности:
- твердость основного металла должна составлять от 217 до 320 НВ;
- предел текучести (s0,2) при 20 °С - не более 784 МПа;
- характеристики пластичности при кратковременном растяжении при 20 °С: относительное удлинение d - не менее 15 %, относительное сужение y - не менее 17 %;
- ударная вязкость (KCU) при 20 °С не менее 0,3 МДж/м2;
- длительная пластичность dд.п. - не менее 5 %;
- карбидная ликвация не выше 2-го балла шкалы карбидной неоднородности (ГОСТ 8233);
- размер γ¢-фазы в пределах от 0,07 до 0,12 мкм;
- отсутствие конгломератов хромистых карбидов размером более 5 мкм в микроструктуре;
- отсутствие в тонкой дислокационной структуре трех систем скольжения и полос скольжения, образованных дислокационными скоплениями.
7.4.1.3 После длительной эксплуатации для лопаток из деформированной аустенитной стали ЭИ612 (Х15Н25В3Т) твердость металла должна быть не более 255 НВ.
Для лопаток из хромистой стали ЭИ802 (15Х12ВНМФ) предел текучести при 20 °С должен быть не выше 830 МПа, твердость - не выше 286 НВ.
7.4.1.4 Для лопаток из деформируемого сплава ЭП957-ВД критериями надежности являются:
- относительное удлинение d при 20 °С не менее 5 %;
- ударная вязкость KCU при 20 °С не менее 0,3 МДж/м2;
- наличие игольчатой m-фазы не более 5 %.
7.4.1.5 Для лопаток из деформируемого сплава ЭП-800 критериями надёжности являются:
- твердость металла должна быть не более 341НВ;
- предел текучести при 20 °С - не более 900 МПа;
- относительное удлинение d при 20 °С - не менее 8 %;
- относительное сужение y при 20 °С не менее 10 %;
- ударная вязкость KCU при 20 °С не менее 0,3 МДж/м2;
- длительная прочность при 850 °С и s0 = 392 МПа - не менее 100 ч.
7.4.1.6 Для лопаток - из литых никелевых сплавов равноосной кристаллизации должны выполняться условия:
- относительное удлинение d при 20 °С не менее 3 %;
- наличие s-фазы не более 5 %.
7.4.1.7 Критериями эксплуатационной надежности защитных покрытий, применяемых для лопаток ГТУ, являются:
- отсутствие в защитном слое трещин, микротрещин, коррозионных язв и сколов;
- фактическая толщина оставшегося слоя не менее 50 мкм;
- значение микротвердости защитного покрытия не ниже, чем у основного металла;
- толщина слоя оксидов Al2O3 между керамическим слоем покрытия и металлическим слоем, во избежание вспучивания керамического слоя, не выше 5 мкм;
- отсутствие слоя оксидов Аl2O3 между защитным покрытием и основным металлом.
7.4.2 Камера сгорания
7.4.2.1 Химический состав, технологические дефекты, геометрические размеры, макроструктура, загрязненность неметаллическими включениями, механические свойства и результаты технологических испытаний металла корпуса камеры сгорания должны удовлетворять требованиям технических условий на поставку.
7.4.2.2 На внутренней и наружной поверхностях камеры сгорания должны отсутствовать трещины, следы перегрева, механические повреждения, превышающие величину, установленную заводом-изготовителем турбины;
7.4.2.3 Коробление корпуса камеры сгорания не должно превышать величины, установленной заводом-изготовителем турбины;
7.4.3 Корпусные детали турбины и компрессора
7.4.3.1 Химический состав, технологические дефекты, геометрические размеры, макроструктура, загрязненность неметаллическими включениями, механические свойства и результаты технологических испытаний металла корпусных деталей турбины и компрессора должны удовлетворять требованиям технических условий на поставку.
7.4.3.2 Должны отсутствовать трещины, следы задевания и другие механические повреждения корпусов, общая и язвенная коррозия и эрозия, превышающие нормы, установленные заводом-изготовителем турбины.
7.4.3.3 Коробление корпусных деталей турбины и компрессора не должно превышать величины, установленной заводом-изготовителем турбины.
7.4.4 Роторы турбины и компрессора
7.4.4.1 Химический состав, технологические дефекты, геометрические размеры, макроструктура, загрязненность неметаллическими включениями, механические свойства и результаты технологических испытаний металла роторов турбины и компрессора должны удовлетворять требованиям технических условий на поставку.
7.4.4.2 Не допускаются трещины, следы задевания и электроэрозии, другие механические повреждения роторов, общая и язвенная коррозия и эрозия, превышающие нормы, установленные заводом-изготовителем турбины.
7.4.4.3 Прогиб роторов турбины и компрессора не должен превышать величины, установленной заводом-изготовителем турбины.
7.4.5 Диафрагмы
7.4.5.1 Химический состав металла ободьев диафрагм, технологические дефекты, технология заделки направляющих лопаток в ободья должны удовлетворять требованиям технических условий на поставку.
7.4.5.2 Не допускаются трещины, следы задевания и другие механические повреждения ободьев и направляющих лопаток, общая и язвенная коррозия и эрозия, остаточная деформация, превышающие нормы, установленные заводом-изготовителем турбины.
7.4.5.3 Коробление диафрагмы не должно превышать величины, установленной заводом-изготовителем турбины.
7.4.6 Крепеж
7.4.6.1 Химический состав и механические свойства металла крепежа должны удовлетворять требованиям действующих национальных стандартов и технических условий на поставку.
7.4.6.2 На наружной поверхности не допускаются трещины, смятия, задиры.
7.4.6.3 Остаточная деформация не должна превышать нормы, установленные заводом-изготовителем турбины.
Остальные требования должны соответствовать п. 7.3.7 настоящего раздела Стандарта.
7.5 Сосуды, работающие под давлением
7.5.1 Размеры основных элементов сосуда должны соответствовать проектным, указанным в паспорте и заводских чертежах, с учетом допусков на размеры полуфабрикатов и их изменение при технологических операциях на заводе-изготовителе.
7.5.2 Механические свойства металла основных элементов сосуда, указанные в сертификатных данных, должны удовлетворять требованиям соответствующих нормативных документов, в частности техническим условиям на поставку полуфабрикатов.
7.5.3 Отклонения формы, увод (угловатость) кромок в сварных швах, смещение кромок стыкуемых листов - должны соответствовать допускам, установленным требованиями нормативной документации (Правила государственного надзорного органа [12], технические условия или стандарты) на изделие.
7.5.4 Отклонение от прямолинейности образующей цилиндрического корпуса сосуда не должно превышать 0,3 % всей длины корпуса, а также любого его участка длиной 1 м.
7.5.5 Относительная овальность корпуса сосуда не должна превышать 1,5 %. Овальность гнутых отводов труб диаметром 76 мм и более не должна превышать 8 %.
7.5.6 Допускаются вмятины или выпучины, наибольший размер которых по поверхности элемента не превышает 20S (где S - толщина стенки элемента сосуда), но не более 200 мм. При этом максимальный относительный прогиб (см. п.п. 4.2.1.9 настоящего СТО) не должен превышать 5 %, а абсолютная величина прогиба не должна превышать половины толщины стенки элемента.
7.5.7 На цилиндрической (отбортованной) части днища допускаются гофры высотой не более 25 % толщины стенки днища, но не более 2,5 мм.
7.5.8 Допускаются отдельные
виды дефектов: одиночные коррозионные язвы, эрозионные повреждения, раковины
или другие дефекты нетрещиноподобного вида - глубиной менее 15 % от номинальной
толщины стенки элемента, но не более 3,0 мм, и максимальной протяженностью не
более ![]() а
также местные подрезы в сварных соединениях сосудов, работающих под давлением
до 4,0 МПа и при температуре не выше 200 °С.
а
также местные подрезы в сварных соединениях сосудов, работающих под давлением
до 4,0 МПа и при температуре не выше 200 °С.
7.5.9 Значения твердости металла по данным измерений переносными приборами должны быть в следующих пределах: от 110 до 170 НВ - для углеродистых сталей и от 120 до 190 НВ - для легированных сталей.
7.5.10 Качество сварных соединений должно соответствовать требованиям, установленным нормативными документами на сварку сосудов и на проведение дефектоскопического контроля сварных соединений (п.п. 4.2.2, 4.2.3 и п.п. 7.6.3 настоящего стандарта).
Качество сварных соединений следует считать неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или поверхностные дефекты, выходящие за пределы норм, установленных соответствующей нормативной документацией на изготовление, сварку и проведение дефектоскопического контроля сосудов.
7.5.11 В вальцовочных соединениях труб с трубными досками не допускаются следующие дефекты развальцованных участков труб:
- расслоения, плены, трещины, разрывы на концах труб;
- подрезы или закаты в переходных зонах вальцовочного пояса;
- вмятины, риски глубиной более 0,5 мм на внутренней поверхности труб;
- несплошное прилегание трубы к трубному отверстию в пределах вальцовочного пояса;
- отклонение угла разбортовки в одну сторону более, чем на 10°;
- уменьшение толщины стенки конца разбортованной трубы более чем на 50 % от номинальной толщины.
Длина выступающих концов труб в вальцовочных соединениях должна быть не менее 5 мм.
7.5.12 Механические свойства, определенные при комнатной температуре на образцах из вырезок металла элементов сосуда, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление или условный предел текучести) не должны отличаться более, чем на 5 % в меньшую сторону от значений, регламентированных действующими нормативными документами;
- отношение предела текучести к временному сопротивлению не должно превышать 0,65 для углеродистых сталей и 0,75 для легированных сталей;
- относительное удлинение должно быть не менее 19 % для углеродистых сталей и 17 % для легированных сталей;
- минимальное значение ударной вязкости на образцах с острым надрезом должно быть не менее 0,25 МДж/м (2,5 кгс × м/см2).
7.5.13 Структура металла по результатам металлографических исследований на вырезках, локальных отборах (сколах) или репликах не должна иметь аномальных изменений по сравнению с требованиями к исходному состоянию.
7.6 Сварные соединения
7.6.1 Общие критерии качества металла сварных соединений
7.6.1.1 Химический состав, геометрические размеры, технологические дефекты (поры, трещины от растрескиваний, вмятины, задиры на поверхности, разность толщины и прочность покрытия), а также механические свойства сварочных материалов (электроды, проволока, флюсы, порошки) должны удовлетворять требованиям технических условий на поставку.
7.6.1.2 Качество металла сварных соединений по результатам неразрушающего контроля методами УЗК, РК, МПК и КК (ЦД) должно соответствовать требованиям п.п. 4.2.2.10. а), в), 4.2.3.9, 4.2.4.10 и п.п. 4.2.5.9 настоящего стандарта.
7.6.1.3 Соответствие содержания легирующих элементов в металле швов (наплавок) при стилоскопировании должно отвечать требованиям таблицы 4.14 - см. п.п. 4.2.11.6 п) настоящего СТО.
7.6.1.4 Качество и форма наружной поверхности сварных соединений по результатам визуально-измерительного контроля должны удовлетворять следующим требованиям:
- допускаемая выпуклость (усиление) сварных швов должна находиться в пределах от 0,5 до 3,0 мм при толщине стенки труб менее 10,0 мм; от 0,5 до 3,5 мм при толщине стенки труб от 10,0 до 20,0 мм; от 0,5 до 4,0 мм при толщине стенки труб более 20 мм;
- подрезы основного металла не более 0,2 мм;
- отклонение от прямолинейности сварных стыков труб, измеряемое просветом между линейкой и трубой на расстоянии 200 мм от стыка, не должно быть более 3 мм;
- западания (углубления) между валиками и чешуйчатость поверхности шва должны быть не более 1,0 мм при толщине стенки труб от 2,0 до 4,0 мм, от 1,1 до 1,2 мм при толщине стенки труб от 4,0 до 6,0 мм, от 1,3 до 1,5 мм при толщине стенки труб от 6 до 10,0 мм; 2,0 мм при толщине стенки труб более 10,0 мм;
- допускаются одиночные сварочные дефекты согласно таблице 7.3.
- не допускаются трещины любого размера и ориентации.
Таблица 7.3 - Допустимые размеры поверхностных дефектов (газовых пор, шлаковых включений), выявляемые при визуальном контроле, МПК и ЦД (КК)
|
Номинальная меньшая толщина трубного элемента в сварном соединении, мм |
Допустимый максимальный размер дефекта, мм |
Допустимое число дефектов на 100 мм длины шва, шт. |
|
От 2 до 3 включительно |
0,5 |
3 |
|
Свыше 3 до 4 включительно |
0,6 |
4 |
|
Свыше 4 до 5 включительно |
0,7 |
4 |
|
Свыше 5 до 6 включительно |
0,8 |
4 |
|
Свыше 6 до 8 включительно |
1,0 |
5 |
|
Свыше 8 до 10 включительно |
1,2 |
5 |
|
Свыше 10 до 15 включительно |
1,5 |
5 |
|
Свыше 15 до 20 включительно |
2,0 |
6 |
|
Свыше 20 до 40 включительно |
2,5 |
7 |
|
Свыше 40 |
2,5 |
8 |
7.6.2.1 Качество металла сварных соединений центробежнолитых труб по результатам УЗК должно соответствовать требованиям таблицы 7.4.
Таблица 7.4 - Нормы допустимых несплошностей при УЗК сварных соединений центробежнолитых труб из стали 15Х1М1Ф
|
Протяженность отдельной несплошности, мм |
Минимальное расстояние между краями несплошностей, мм |
|||
|
труба 920´32 |
труба 720´28 720´25 |
труба 630´28 630´25 |
||
|
3,0 и более |
Не допускается |
|||
|
2,5 |
40 |
30 |
25 |
4 кратная протяженность |
|
2,0 |
80 |
60 |
50 |
3 кратная протяженность |
|
1,5 |
120 |
100 |
80 |
2 кратная протяженность |
|
Примечание - Кратность минимального расстояния между двумя соседними несплошностями оценивают по отношению к несплошности с наибольшей протяженностью |
||||
7.6.2.2 Качество сварных швов по результатам металлографического анализа должно отвечать нормам согласно таблицы 7.5.
Таблица 7.5 - Допустимые размеры включений и газовых пор, выявляемых при металлографическом исследовании
|
Допустимый наибольший размер одиночных включений и скоплений, мм |
Максимально допустимое число включений (скоплений) в шлифе |
|
|
До 5 |
0,5 |
4 |
|
Св. 5 до 6,5 |
0,6 |
4 |
|
Св. 6,5 до 8,5 |
0,8 |
4 |
|
Св. 8,5 до 12 |
1 |
4 |
|
Св. 12 до 20 |
1,3 |
5 |
|
Св. 20 до 35 |
2 |
6 |
|
Св. 35 до 50 |
2,5 |
7 |
|
Св. 50 |
3 |
8 |
|
Примечания: 1. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются. 2. Расстояние между любыми двумя включениями и скоплениями должно составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений. |
||
7.6.2.3 Микроповрежденность основного металла сварных соединений стали 12Х1МФ и 15Х1М1Ф является браковочной при: наличии множественных цепочек пор ползучести по границам зерен, наличии микротрещин любых размеров (Приложение И). Для сварных соединений из стали 20 (и молибденовой стали) не допускается графитизация более 2 балла (Приложение В). Для металла ЗТВ сварных соединений из сталей 12Х1МФ и 15Х1М1Ф не допускается микроповрежденность металла зон в виде единичных пор ползучести размером более 1 - 2 мкм и плотностью r > 100 пор/мм, т.е. на стадии поврежденности выше IIп структурной шкалы (таблица 7.6 и Приложения Л, М).
7.6.2.4 Размер зерна микроструктуры металла шва 09X1МФ и околошовной зоны (участка перегрева при сварке) соединений стали 12Х1МФ и 15Х1М1Ф должен быть не крупнее 2 номера стандартных шкал согласно ГОСТ 5639.
Доля участков с мелким зерном от 6 до 8 номеров в микроструктуре металла шва 09Х1МФ должна составлять не менее 30 %.
7.6.2.5 Допустимый минимальный уровень длительной пластичности (относительного сужения) соединений стали 12Х1МФ и 15Х1М1Ф должен быть не менее 10 % в месте разрушения образцов при испытании на длительную прочность.
Таблица 7.6 - Критерии поврежденности металла сварных соединений стали 12Х1МФ и 15X1 M1Ф при ползучести
|
Плотность пор, ρ, N/ мм и размер трещин, мм |
Категория поврежденности микроструктуры (КПМ) Стадия |
|
|
Поры отсутствуют, микроповрежденнсть не выявляется при увеличении до ´1000 |
- |
Iп |
|
Единичные поры размером 1 - 2 мкм по границам зерен |
≤ 100 |
IIп |
|
Единичные поры размером 2 - 3 мкм вплоть до 4 - 5 мкм по границам зерен |
≤ 250 |
IIIп |
|
≤ 1000 |
||
|
> 1000 |
||
|
Цепочки пор и слившиеся поры, скопления пор по границам зерен; отдельные микротрещины длиной до 5 - 15 мкм по границам зерен |
цепочки мелких пор размером 1 - 2 мкм |
IVп |
|
цепочки мелких пор размером 2 - 3 мкм, слившиеся поры и/или скопления пор, микротрещины |
||
|
Трещины в сочетании с цепочками пор и слившимися порами по границам зерен |
микротрещины длиной до 500 - 1000 мкм |
Vп |
|
макротрещины длиной 1 - 5 мм и более |
Плотность пор оценивается по уравнению r = (N/Fф) × x2, где N - число пор, Fф - площадь фотографии, мм2, х - увеличение микроскопа.
7.6.2.6 Свойства сварных соединений стали 12Х1МФ и 15Х1М1Ф должны соответствовать следующим требованиям:
- твердость металла шва 09Х1МФ от 140 до 240 НВ (250HV);
- упрочнение металла шва 09Х1МФ γмш = 1,0 - 1,4, где γмш = НВмш/НВом;
- разупрочнение зоны термического влияния: xpn не более 10 %;
- критическая температура хрупкости Тк не выше плюс 30 °С;
- прочность соединений при 20
°С должна быть ![]()
- технологические свойства (угол загиба) при 20 °С соединений должны быть:
при S ≤ 20 мм не менее 50°;
при S > 20 мм не менее 40°.
7.6.3 Сварные соединения трубопроводов с температурой эксплуатации до 450 °С
7.6.3.1 Механические свойства сварных соединений при температуре 20 °С должны соответствовать:
- временное сопротивление
разрыву ![]() не
ниже, чем для основного металла; для соединений стали 15ГС, подвергнутых
термообработке (высокому отпуску), не менее 450 МПа.
не
ниже, чем для основного металла; для соединений стали 15ГС, подвергнутых
термообработке (высокому отпуску), не менее 450 МПа.
7.6.3.2 Технологические свойства (угол загиба) соединений углеродистых сталей должны соответствовать:
при S ≤ 20 мм не менее 100°,
при S > 20 мм не менее 80°;
Для соединений низколегированных сталей:
при S ≤ 20 мм не менее 80°,
при S > 20 мм не менее 60°.
7.6.3.3 В сварных соединениях трубопроводов из углеродистых и молибденовых сталей с температурой эксплуатации 400 °С и выше степень графитизации не должна превышать балла 2 согласно шкалы настоящего СТО (Приложение В).
7.6.4 Критерии качества ремонтных заварок корпусных элементов турбин, элементов котлов и трубопроводов
7.6.4.1 Выявление дефектов проводится с помощью неразрушающих методов контроля после удаления поврежденного металла на поверхности выборки и после завершения сварочно-ремонтных операций при оценке качества заварки.
Допустимыми дефектами в основном металле и в ремонтных заварках литых корпусных деталей турбин являются: - единичные дефекты максимальным линейным размером lд ≤ 5 мм в количестве до 10 штук на поверхности площадью 100 см2 (10000 мм2) при расстоянии между единичными дефектами Lд ≥ 5lд. Допускаемыми дефектами считаются усадочные раковины и включения литейного происхождения на поверхности выборки и прилегающего участка шириной до 100 мм литой ремонтируемой детали.
В основном металле и ремонтных заварках не допускаются трещины любого размера и ориентации, расслоения металла и, кроме того, усадочные раковины и включения увеличенных размеров по сравнению с допускаемыми выше нормами.
7.6.4.2 Недопустимыми дефектами в основном металле и ремонтных заварках на паропроводах и коллекторах являются:
- микроповрежденность в виде микротрещин, цепочек пор ползучести или скопление пор любых размеров и наличие пор ползучести размером более 1 мкм по результатам металлографического контроля с помощью реплик;
- макротрещины любой ориентации и размеров;
- макродефекты (газовые поры, шлаковые включения, подрезы, выпуклость шва, чешуйчатость) согласно пп 7.6.1.4.
7.6.4.3 Качество ремонтных сварных соединений и наплавок деталей из жаропрочных хромистых сталей проточной части турбин должно отвечать следующим требованиям:
- недопустимыми дефектами являются трещины любого размера и ориентации;
- допустимыми дефектами являются:
газовые поры размером ≤ 1,0 мм в количестве одной поры на длине шва (наплавки) l ≤ 50 мм и до 5 пор на длине шва (наплавки) ≤ 250 мм;
подрезы и несплавления шва (наплавки) с основным металлом при глубине дефекта до 0,5 мм и длиной ≤ 5,0 мм с суммарной протяженностью дефектов не более 10 % общей длины шва (наплавки).
7.7 Паровые котлы с рабочим давлением до 4,0 МПа (включительно) и водогрейные котлы с температурой выше 115 °С.
7.7.1 Геометрические размеры основных элементов (работающих под давлением) котлов должны соответствовать паспортным данным с учётом допусков на размеры полуфабрикатов и их изменение при технологических операциях при изготовлении.
Марки сталей и технология изготовления элементов котла с учётом параметров их эксплуатации должны соответствовать требованиям действующей в этой части нормативной документации (Техническим условиям, Правилам Государственного надзорного органа [10, 11] и др.).
7.7.2 Допускаются одиночные
коррозионные язвы или (и) эрозионные повреждения глубиной до 15 % от
номинальной толщины стенки барабанов, сухопарников, грязевиков или коллекторов.
Коррозионные или эрозионные повреждения металла большей глубины, а также
цепочки язв и скопления коррозионных язв глубиной более 1,0 мм и максимальным
размером на поверхности элемента более ![]() (Dcp - средний диаметр элемента; S - номинальная толщина стенки) выбираются абразивным
инструментом с плавным закруглением краев выборок. Места выборок проверяются
методами ЦД или МПК на отсутствие трещин.
(Dcp - средний диаметр элемента; S - номинальная толщина стенки) выбираются абразивным
инструментом с плавным закруглением краев выборок. Места выборок проверяются
методами ЦД или МПК на отсутствие трещин.
7.7.3 Трещины в металле элементов котла не допускаются. Все обнаруженные при контроле трещины выбираются абразивным инструментом. Полнота выборки контролируется методами ЦД или МПК.
Выборки (трещин или других недопустимых дефектов) металла, составляющие по глубине 35 % и более от номинального значения толщины стенки элемента, завариваются независимо от результатов расчета на прочность. Места заварок проверяются методами ЦД или МПК на отсутствие трещин.
7.7.4 При невозможности (недоступности) выборки подлежащих удалению коррозионно-эрозионных повреждений или трещин металла (например, в трубных отверстиях барабанов, коллекторов и других элементов) дефектные элементы допускаются к временной или (и) на сниженных параметрах эксплуатации на основании расчета на прочность, выполненного с учетом наличия в элементах указанных повреждений.
7.7.5 На трубах чугунных экономайзеров допускаются скопления коррозионных язв пологого профиля глубиной до 2 мм.
7.7.6 Овальность цилиндрических элементов котла, изготовленных из листа, а также цельнокованых барабанов, грязевиков, сухопарников не должна превышать 1,5 %.
7.7.7 Максимальная величина овальности гибов труб необогреваемых трубопроводов котла не должна превышать 10 %.
Максимальная величина овальности гибов труб поверхностей нагрева не должна превышать 12 %.
7.7.8 Отклонение от прямолинейности образующей для элементов котла, изготовленных из листа, а также для цельнокованых барабанов, грязевиков и сухопарников не должно превышать 0,3 % всей длины цилиндрической обечайки, а также на любом участке длиной 5 м.
7.7.9 Прогиб горизонтальных коллекторов не должен превышать 10 мм на 1 м длины и 100 мм на всей длине коллектора между опорами.
7.7.10 Относительное утонение стенки на наружном обводе гибов труб необогреваемых трубопроводов и труб поверхностей нагрева при относительном радиусе гиба (R/Dном) свыше 3,5 не должно превышать 15 %, а при относительном радиусе гиба 3,5 и менее - не должно превышать 20 %.
7.7.11 Утонение стенки прямых участков труб поверхностей нагрева, выявленное ультразвуковым или другими методами контроля, допускается не более чем на 30 % от номинальной толщины, но не более, чем на 1,5 мм.
Минимальная фактическая толщина стенки труб и калачей чугунных экономайзеров, работающих на твердом и жидком топливах, должна быть не менее 6 мм (номинальная толщина стенки 8 мм и более).
7.7.12 Структура металла по результатам металлографических исследований на вырезках, сколах, репликах не должна иметь аномальных изменений по сравнению с требованиями к исходному состоянию.
7.7.13 Значения твердости металла элементов по данным измерений переносными приборами, должны быть в следующих пределах:
- для сталей марок Ст3, 10,20, 15К, 16К, 20К, 22К - от 110 до 180 НВ;
- для сталей марок 25К, 16ГТ, 15ГС, 16ГС, 09Г2С, 12МХ, 15ХМ, 12Х1М1Ф - от 120 до 190 НВ.
7.7.14 Механические свойства, определенные при комнатной температуре на образцах, полученных из вырезок металла элементов котла, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление или условный предел текучести) не должны отличаться более, чем на 5 % в меньшую сторону от значений, регламентированных действующими нормативными документами;
- отношение условного предела текучести к временному сопротивлению металла не должно превышать 0,75 для углеродистых сталей и 0,80 для легированных сталей;
- относительное удлинение не должно быть менее 17 %;
- ударная вязкость на образцах с острым надрезом должна быть не менее 0,25 МДж/м2 (2,5 кг × см/см2) для элементов с толщиной стенки более 16 мм и не менее 0,20 МДж/м2 для элементов с толщиной стенки менее 16 мм.
8 Порядок проведения работ при продлении срока службы оборудования после отработки назначенного ресурса (срока службы)
8.1 Общие положения
8.1.1 Организационно-правовая сторона процесса продления срока эксплуатации оборудования ТЭС сверх назначенного срока службы (ресурса) определена стандартом ОАО РАО «ЕЭС России», введённым в действие 28.03.2007 г. Приказом № 200. В указанном СТО регламентируется процедурный порядок действий при продлении срока эксплуатации энергооборудования.
Настоящий раздел стандарта определяет техническую составляющую (структуру и последовательность) работ по оценке технического состояния оборудования для продления срока его эксплуатации сверх назначенного (паркового) ресурса или срока службы. Результатом этой работы является подтверждение (или не подтверждение) возможности и условий дальнейшей эксплуатации оборудования и установление для него дополнительного назначенного (индивидуального) ресурса или срока службы. В необходимых случаях могут быть разработаны рекомендации по обеспечению дальнейшей надёжной эксплуатации оборудования на ограниченный срок.
8.1.2 Регламент проведения обследования оборудования, отработавшего назначенный ресурс или срок службы, включая неразрушающий контроль металла и сварных соединений, а также исследования состояния металла на вырезках, представлен в подразделе 5.6 настоящего стандарта. В указанном подразделе стандарта регламентированы методы, объёмы и участки (зоны) неразрушающего контроля и исследований металла.
8.1.3 Нормы и критерии оценки качества металла и сварных соединений по результатам проведенного обследования сформулированы в разделе 7 настоящего стандарта.
8.1.4 Продление срока эксплуатации оборудования сверх назначенного (паркового) ресурса или срока службы требует выполнения следующих технических мероприятий:
- анализ технической документации;
- анализ результатов контроля металла и сварных соединений;
- анализ результатов исследования структуры и свойств металла и сварных соединений неразрушающими и (или) разрушающими методами;
- контрольный расчёт на прочность с оценкой при необходимости остаточного (индивидуального) ресурса;
- обобщающий анализ результатов обследования и расчётов на прочность с установлением дополнительного назначенного ресурса или срока службы;
- выпуск экспертного Заключения (для поднадзорного специально уполномоченным органам федеральной исполнительной власти оборудования Заключения ЭПБ).
8.1.5 Процедура продления срока эксплуатации оборудования после исчерпания назначенного ресурса (срока службы) в зависимости от фактического состояния металла может выполняться неоднократно и при каждом очередном продлении будет устанавливаться новый дополнительно назначенный ресурс (срок службы) оборудования. В отличие от назначенного, в частности паркового ресурса, индивидуальный ресурс или срок службы определяется расчётно-опытным путём для каждого конкретного изделия (или системы) и учитывает конкретные особенности данного объекта, включая геометрические параметры, условия и параметры эксплуатации, степень макро и микроповреждённости, фактические свойства металла и т.д., на момент проведения текущего обследования. Поэтому возможность каждого последующего продления срока эксплуатации, т.е. корректировки ранее назначенного (индивидуального) ресурса после его исчерпания, обуславливается уточнением при текущем обследовании всех основных факторов, определяющих надёжность данного оборудования.
8.1.6 Отработавшее назначенный или дополнительно назначенный ресурс (срок службы) оборудование считается пригодным к дальнейшей эксплуатации, если по результатам его технического диагностирования подтверждается, что состояние основного металла и сварных соединений удовлетворяет требованиям соответствующих нормативных документов (Государственных стандартов, Правил Государственного надзорного органа, Технических условий) и раздела 7 настоящего стандарта; коррозионный и эрозионный износ металла, а также отклонения геометрических параметров элементов и изделия (системы) в целом не выводят запасы прочности за пределы нормативных требований.
8.1.7 При неудовлетворительных результатах обследования (выходе на предельную стадию износа) дальнейшее продление срока службы оборудования не допускается и оно должно быть выведено из эксплуатации или подвергнуто восстановительному ремонту. Данное решение может распространяться как на весь объект в целом, так и на какую-то его часть или отдельные участки (элементы).
8.1.8 Работы по продлению срока эксплуатации оборудования после исчерпания назначенного ресурса или срока службы выполняет аккредитованная в установленном порядке организация, располагающая применительно к поднадзорному оборудованию лицензией на экспертизу промышленной безопасности данного вида оборудования. При этом указанная организация может выполнять работу либо только по продлению срока службы оборудования с экспертизой промышленной безопасности (при необходимости), либо одновременно проводить контроль металла или (и) исследования его состояния при условии наличия в структуре данного предприятия аттестованной в установленном порядке лаборатории неразрушающего контроля и аттестованных специалистов по разрушающим видам контроля (испытаний).
8.1.9 Все виды неразрушающего контроля, измерения, определения состава, структуры и свойств металла, исследования его микроповреждённости, а также расчёты на прочность проводят в соответствии с требованиями действующих в этой части нормативных документов и настоящего стандарта.
8.2 Котлы энергетические (барабанные и прямоточные) с номинальным давлением перегретого пара выше 4,0 МПа
Учитывая, что энергетический котёл включает в себя несколько групп однотипных элементов, каждая из которых имеет свой назначенный (парковый) ресурс, устанавливается конкретный порядок продления срока службы для каждой группы однотипных элементов.
8.2.1 Трубы поверхностей нагрева
8.2.1.1 Для оценки состояния и определения остаточного ресурса металла труб поверхностей нагрева котлов выполняют следующие мероприятия:
- анализ данных по условиям эксплуатации и повреждаемости (наработка, количество пусков, водно-химический режим, вид топлива, температурный режим, количество отложений, количество и вид повреждений с привязкой к наработке на момент выявления повреждений и т.д.);
- неразрушающий контроль металла труб;
- исследования состояния металла и оксидной плёнки на вырезках;
- определение механических свойств при кратковременном разрыве для поверхностей нагрева из стали 12Х1МФ, работающих при температуре ниже 450 °С, и из стали 20, работающих при температуре ниже 400 °С;
- определение по результатам исследований эквивалентной температуры эксплуатации для поверхностей нагрева, работающих при температуре выше 450 °С;
- расчётная оценка остаточного ресурса труб;
- экспериментальная оценка остаточного ресурса при необходимости;
- установление дополнительно назначенного ресурса и рекомендаций по повышению надёжности эксплуатации поверхности нагрева.
8.2.1.2 Исходными данными для оценки остаточного ресурса по критериям длительной прочности, являются:
- эквивалентная температура эксплуатации;
- толщина стенки и скорость ее утонения (коррозионного износа);
- характеристики длительной прочности металла труб данной микроструктуры.
Предельным сроком надежной эксплуатации труб при условии соответствия нормам контроля является наработка, составляющая 80 % расчетного времени до разрушения.
8.2.1.3 По результатам визуального контроля и измерения геометрических размеров вырезок:
- дается качественный анализ состояния оксидной пленки, ее цвета, отложений на наружной и внутренней поверхности труб, наличия в них трещин, характера осыпания пленки;
- замеряются внутренний диаметр и толщина стенки в месте максимального утонения и с противоположной стороны, а при необходимости и в промежуточных местах. При этом толщина оксидной пленки и отложений не измеряется.
Для последующей оценки остаточного ресурса вычисляется скорость наружной коррозии Vн.к (мм за 105 ч):
Vн.к. = (S0 - Smin)/tэ, (24)
где S0 - номинальная толщина стенки трубы, мм;
Smin - минимальная толщина стенки вырезанного образца, мм;
tэ - длительность эксплуатации, ч.
Неравномерность толщины стенки по периметру трубы определяется по разнице между максимальной и минимальной ее толщиной.
8.2.1.4 Исследование деформационной способности оксидной плёнки.
а) Деформационная способность оксидной пленки с внутренней стороны труб определяет сопротивляемость труб поверхностей нагрева коррозионным хрупким разрушениям. Деформационная способностью оксидной пленки обуславливается маркой стали, водно-химическим и эксплуатационными режимами котла (особенно качеством проведения переходных режимов при пусках - остановах котла).
б) Для оценки деформационной способности оксидной пленки отбираются по 2 - 3 образца из вырезки. Образцы (патрубки длиной 30 мм) отрезаются на токарном станке без повреждения внутренней поверхности. С одной стороны патрубка на внутренней поверхности снимается фаска глубиной не более 1 мм.
в) Подготовленные образцы подвергаются испытанию на сплющивание на машине, обеспечивающей нагружение сжатием с усилием не менее 5 т со скоростью деформирования не более 5 мм/мин.
г) Между сжимающими поверхностями устанавливают образец таким образом, чтобы фронтовая сторона его оказалась в зоне сжатия, а торец с фаской был повернут к испытателю. Перемещение сжимающих поверхностей контролируется микронным индикатором.
д) Испытания на сплющивание ведут дискретно с регистрацией начальных моментов трех стадий осыпания окалины в зоне сжатия:
1) треск и появление одной - двух осыпавших чешуек;
2) появление первых строчечных дефектов;
3) появление сплошной полосы оголенного металла.
е) На каждой стадии
фиксируются показания индикатора (Н, мм) и измеряется расстояние между
внутренними поверхностями сжатых зон (фронт - тыл) (![]() , мм), где i - номер стадии. Измеренное расстояние сравнивается с
исходным внутренним диаметром трубы (
, мм), где i - номер стадии. Измеренное расстояние сравнивается с
исходным внутренним диаметром трубы (![]() , мм) и определяется
, мм) и определяется ![]()
ж) По установленным значениям
![]() с
помощью номограммы, приведенной на рисунке 8.1, определяется деформация в зоне сжатия (e1, %). График зависимости e - DDвн выбирается для данного типоразмера труб по отношению
исходного внутреннего диаметра к исходной толщине стенки трубы (Dвн/S). При различии
толщины стенки между фронтовой и тыловой сторонами трубы более 1 мм
используется среднее значение этих величин [Scp = (Sмах + Sмин)/2].
с
помощью номограммы, приведенной на рисунке 8.1, определяется деформация в зоне сжатия (e1, %). График зависимости e - DDвн выбирается для данного типоразмера труб по отношению
исходного внутреннего диаметра к исходной толщине стенки трубы (Dвн/S). При различии
толщины стенки между фронтовой и тыловой сторонами трубы более 1 мм
используется среднее значение этих величин [Scp = (Sмах + Sмин)/2].
Примечание - В тех случаях, когда отношение Dвн/S для применённых в котле труб отличается от приведенных на рисунке 8.1. зависимость e - DDвн строится для конкретных типоразмеров по данным испытания патрубков из труб в исходном состоянии.

Рисунок 8.1 - Зависимость деформации в зоне сжатия от увеличения диаметра трубы
з) Основной характеристикой деформационной способности оксидной пленки является деформация eкр, соответствующая началу 2 стадии, т.е. появлению первых строчечных дефектов (eкр = e(2)). Значения деформации, соответствующие первой и третьей стадиям, являются дополнительными. По ним дают качественную оценку адгезивной прочности оксидной пленки. С этой же целью при испытании отмечается характер осыпания оксидной пленки: очень мелкие чешуйки (их размер менее 0,5 мм), мелкие чешуйки (от 0,5 до 1,0 мм), крупные пластины и т.д.
Чем меньше размер чешуек и больше значения e(1) и e(3), тем выше адгезивная прочность пленки.
Деформационная способность оксидной пленки не обеспечивает надежную эксплуатацию поверхностей нагрева в следующих случаях:
- значение eкр не превышает 1,3 %;
- значение eкр превышает 1,3 %, но разность между eкр и e1 не превышает 0,5 %. Такая пленка склонна к хрупкому разрушению;
- отсутствует 2-ая стадия осыпания пленки.
8.2.1.5 Исследования состояния оксидной пленки и микроструктуры металла
а) Исследования оксидной пленки и микроструктуры металла труб поверхностей нагрева проводятся с целью установления особенностей строения и повреждений оксидной пленки, характера выявленных трещин в металле, определения степени структурных превращений в процессе длительной эксплуатации, оценки характера и степени коррозионных повреждений.
б) Оксидная пленка и микроструктура исследуются на поперечных шлифах.
в) От обоих концов каждого патрубка холодным способом (на токарном станке или пилой) отрезают по одному шлифу от 20 до 25 мм.
г) Для сохранения оксидной пленки на внутренней поверхности трубы шлифы изнутри заливают сплавом Вуда и затем на токарном станке снимают с одной стороны слой толщиной от 1 до 2 мм. При этом необходимо избегать разогрева шлифа.
д) После шлифовки и полировки на шлифах из стали 12Х1МФ и 12Х2МФСР исследуются наличие и глубина структурно-изменённого слоя и сульфидно-оксидной коррозии. Исследования проводятся при увеличении до 800 крат и более.
е) Оксидная пленка и коррозионные повреждения исследуются на нетравленых шлифах. При необходимости коррозионные повреждения изучают после травления.
ж) Микроструктура исследуется на шлифах, приготовленных путем 3 - 5-кратной механической переполировки и травления. Приготовление шлифов из перлитных сталей производится химическим травлением в от 3 до 4 % растворе азотной кислоты в этиловом спирте. При анализе микроструктуры металла труб из перлитных сталей структурное превращение качественно оценивается по шкале, приведенной в таблице 8.1, и определяется наличие и толщина обезуглероженного слоя.
Таблица 8.1 - Шкала изменения микроструктуры металла труб поверхностей нагрева из стали 12Х1МФ
|
Температурно-временной параметр Р* |
Структурные превращения в |
График длительной прочности |
||
|
перлит |
феррит |
|||
|
1 |
< 19,6 |
Структура плотная |
Выделение карбидов незначительное |
Базовая кривая для исходного состояния |
|
2 |
19,6 - 19,75 |
Структура плотная |
Выделение карбидов интенсивное |
Кривая расположена на 10 % ниже базовой кривой |
|
3 |
19,75 - 20,0 |
Начальная стадия сфероидизации |
Выделение карбидов интенсивное |
Кривая расположена на 15 % ниже базовой кривой |
|
4 |
20,0 - 20,25 |
Стадия сфероидизации |
Начало коагуляции карбидов |
Кривая расположена на 20 % ниже базовой кривой |
|
5 |
20,25 - 20,5 |
Интенсивная коагуляция карбидов |
Интенсивная коагуляция карбидов |
Кривая расположена на 30 % ниже базовой кривой |
|
6 |
20,5 - 20,75 |
Феррито-карбидная смесь |
Кривая расположена на 40 % ниже базовой кривой |
|
|
Примечание - * Температурно-временной параметр Р определяется по формуле: p = T × (lgt - 2lgT + 24,88) × 103, (25) где Т - температура, К0; t - длительность тепловой выдержки, ч |
||||
з) Шлифы из аустенитной стали 12Х18Н12Т сначала травят на s-фазу электролитически в реактиве: 2 г КОН + КMnO4 + 50 см Н2O, а затем подсчитывают количество s-фазы в середине стенки трубы и исследуют распределение ее по толщине стенки трубы. Для анализа структуры шлифы травят в 10 % водном растворе щавелевой кислоты или хромового ангидрида. При анализе микроструктуры определяют наличие и глубину структурно-измененного слоя, включая слой с изменением структуры границ, и слоя с выявленным наклёпом в металле на наружной поверхности труб.
и) При анализе характера коррозионных повреждений исследуются тип, глубина, расположение и характер трещин, расположение и глубина язв, участков внутреннего окисления. На шлифах из стали 12Х18Н12Т определяется наличие и глубина слоев с окислением по периметру границ зерен в металле на наружной и внутренней поверхностях труб.
8.2.1.6 Определение эквивалентной температуры эксплуатации труб поверхностей нагрева
а) Эквивалентная температура - это постоянная температура, эквивалентная по воздействию на структуру и свойства металла переменной температуре в процессе эксплуатации за одинаковый период.
б) Для труб из перлитных сталей эквивалентная температура определяется по степени структурных превращений и по содержанию молибдена в карбидном осадке. Определение эквивалентной температуры по толщине оксидной пленки на внутренней поверхности труб применяется для поверхностей нагрева котлов, работающих в гидразинно-аммиачном режиме, в случаях нерекомендованной структуры металла труб в исходном состоянии. Значение эквивалентной температуры металла трубы, определенное по зависимости между содержанием молибдена в карбидном осадке и временем эксплуатации, отражает усредненную температуру при стационарном режиме работы котла. Температура, определенная по зависимости между степенью структурных превращений и временем эксплуатации, кроме стационарных режимов, отражает также влияние на эту характеристику переходных режимов работы котла.
в) Определение эквивалентной температуры по зависимости степени структурных превращений от времени эксплуатации.
1) Определение эквивалентной температуры по зависимости степени структурных превращений от времени эксплуатации для труб пароперегревателей из стали 12Х1МФ проводится на шлифах, приготовленных в соответствии с п.п. 8.2.1.5.в), г) и п.п. 8.2.1.5.е), ж).
2) Балл микроструктуры протравленного шлифа оценивают по шестибальной шкале, приведенной в таблице 8.1.
3) По графикам, приведенным на рисунке 8.2, по баллу микроструктуры и фактической наработке определяется эквивалентная температура эксплуатации в центральной зоне стенки трубы.

Содержание молибдена (Мо), в процентах:
1 от 25 до 29 %;
2 от 30 до 34 %;
3 от 35 до 39 %;
4 от 40 до 45 %;
5 от 55 до 60 %;
Рисунок 8.2 - Номограмма для определения эквивалентной температуры эксплуатации металла труб из стали 12Х1МФ по структуре и доли молибдена в карбидах.
г) Определение эквивалентной температуры по зависимости содержания молибдена в карбидном осадке от времени эксплуатации.
1) Определение эквивалентной температуры по зависимости между содержанием молибдена в карбидном осадке и временем эксплуатации для труб пароперегревателей из стали 12Х1МФ проводится на патрубках длиной 40 мм.
2) На торце патрубка ставится керн в месте, где толщина стенки минимальна. Затем на токарном станке с наружной и внутренней сторон патрубок обтачивается до полного снятия продуктов коррозии. В месте, отмеченном керном, вырезаются два продольных образца в виде полос шириной 10 мм на всю длину патрубка.
3) На вырезанных образцах закругляются все углы. С одного конца на расстоянии не более 5 мм от торцевой стороны сверлится отверстие диаметром 3 мм.
4) Из оставшейся части патрубка набирается стружка для химического анализа (не менее 2 грамм).
5) Химический и фазовый анализы стали, с определением содержания молибдена в карбидном осадке проводятся в соответствии с требованиями действующей в этой части нормативной документации и п.п. 4.2.11, 4.3.13 настоящего СТО.
6) По доле молибдена, перешедшего в карбиды, и фактической наработке трубы по графикам, приведенным на рисунке 8.2, определяется эквивалентная температура эксплуатации.
д) Определение эквивалентной температуры эксплуатации по зависимости толщины оксидной пленки от времени эксплуатации
1) На оптическом микроскопе замеряется толщина оксидной плёнки на внутренней поверхности трубы с учетом толщины подокисного слоя в зоне, где она максимальна. Необходимо сделать 10 замеров и вычислить среднее значение толщины оксидной пленки (hок, мм).
2) Глубину коррозии (DS, мм) на внутренней поверхности трубы подсчитывают по формуле:
DS = 0,48hок (26)
3) По найденному значению DS и фактической наработке трубы (tэ, ч) с помощью графиков, приведенных на рисунках 8.3 и 8.4, определяется эквивалентная температура внутренней поверхности трубы.
е) Из-за исчерпания длительной прочности трубы разрушаются с наружной поверхности. Поэтому в расчетах остаточного ресурса используются значения эквивалентной температуры наружной поверхности трубы.

Рисунок 8.3. - График для определения эквивалентной температуры эксплуатации металла труб из стали 12Х1МФ по глубине коррозии

Рисунок 8.4. - График для определения эквивалентной температуры эксплуатации металла труб из стали 12Х2МФСР по глубине коррозии
Эквивалентная температура наружной поверхности трубы конвективного пароперегревателя принимается на 10 °С, а ширмового пароперегревателя на 15 °С выше температуры, определенной по зависимости степени структурных превращений и содержания молибдена в карбидном осадке от времени эксплуатации.
В случае определения эквивалентной температуры наружной поверхности трубы с использованием значения эквивалентной температуры внутренней поверхности, вычисленной по зависимости толщины окалины от времени эксплуатации, для конвективных пароперегревателей к полученному значению прибавляется 20 °С, а для ширмового пароперегревателя прибавляется 30 °С.
ж) Эквивалентная температура эксплуатации для труб из аустенитной стали 12Х18Н12Т определяется по количеству s-фазы. Если содержание s-фазы составляет менее 1 %, эквивалентная температура определяется по количеству карбидов по границам зерен.
1) Для определения процентного содержания s-фазы используется окуляр с квадратной сеткой (пересечениями). Процентное содержание s-фазы (sф) в одном поле зрения подсчитывается по формуле:
sср = (N/n) × 100 %, (27)
где N - количество узлов точек сетки, попавшихся на частицы s-фазы;
n - общее число узлов в сетке.
Для того чтобы точность оценки с надежностью 95 % составила 10 %, достаточно просмотреть 50 полей зрения.
По результатам, полученным на двух шлифах, подсчитывают среднее процентное содержание s-фазы в металле.
2) Эквивалентная температура эксплуатации определяется по среднему процентному содержанию s-фазы и фактическому времени эксплуатации трубы (tэ, ч) с помощью графиков, приведенных на рисунке 8.5.

Рисунок 8.5 - Номограмма для определения эквивалентной температуры эксплуатации металла труб из стали 12Х18Н12Т по количеству sф
3) Для определения процентного содержания карбидов, расположенных по границам зерен, используют метод секущих. Процентное содержание карбидов по границам зерен (Кг, %) в одном поле зрения подсчитывают по формуле:
Кг = (М/м) × 100 %, (28)
где М - среднее число пересечений границ, занятых карбидами, на единице длины секущей;
м - среднее число пересечений границ на единице длины секущей.
В одном поле зрения подсчет проводят по 10 секущим. Среднее процентное содержание карбидов по границам зерен определяют по результатам просмотра 10 полей.
4) Эквивалентная температура эксплуатации определяется по среднему процентному содержанию карбидов и фактическому времени эксплуатации трубы (tэ, ч) с помощью номограмм, приведенных на рисунке 8.6.

Кг, %: 1 - 100 %; 2 - 90 %; 3 - 80 %; 4 - 70 %; 5 - 60 %;
Рисунок 8.6 Номограмма для определения эквивалентной температуры эксплуатации металла труб из стали 12Х18Н12Т по количеству карбидов по границам зерен
Для определения эквивалентной температуры наружной поверхности стенки трубы к полученному значению прибавляют 10 или 15 °С в соответствии с абзацем е) настоящего подпункта.
з) При всех способах оценки эквивалентной температуры ее значение определяется по линии номограммы, ближайшей к точке с координатами «характеристика, время».
8.2.1.7 Определение напряжений и остаточного ресурса эксплуатации труб поверхностей нагрева
а) Приведенные напряжения в стенке трубы определяются в соответствии с подразделом 6.3. настоящего стандарта.
б) В расчетах приведенного напряжения учитывается как номинальная, так и фактическая толщина стенки трубы с учетом утонения в процессе эксплуатации.
в) Время до разрушения определяется с учетом эквивалентной температуры эксплуатации по графикам длительной прочности для данного структурного состояния стали.
Для стали 12Х1МФ со структурой, соответствующей 1 баллу (см. таблицу 8.1), принимается базовая кривая длительной прочности для исходного состояния (рисунок 8.7); для труб со структурой 2 балла - кривая длительной прочности, расположенная на 10 % со сдвигом вниз по оси ординат; со структурой 3 балла - со сдвигом на 15 %; со структурой 4 балла - со сдвигом на 20 %; со структурой 5 балла - со сдвигом на 30 %; со структурой 6 балла - со сдвигом на 40 % ниже базовой кривой.

Рисунок 8.7 - График для определения времени до разрушения металла труб из стали 12Х1МФ в исходном состоянии

Рисунок 8.8 - График для определения времени до разрушения металла труб из стали 12Х18Н12Т в исходном состоянии
Для стали 12Х18Н12Т при содержании s-фазы не более 3 % используется кривая длительной прочности для исходного состояния (рисунок 8.8); при содержании s-фазы 4,5 % значение длительной прочности по сравнению с исходным снижается на 30 %; при содержании s-фазы более 3, но менее 4,5 % - длительная прочность снижается на 15 %.
г) На первом этапе расчета остаточного ресурса надежной эксплуатации определяется доля исчерпания ресурса (Рисп), равная отношению срока эксплуатации трубы (tэ) ко времени до ее разрушения (tр):
Рисп = tэ/tр (29)
Время до разрушения рассчитывается по кривой длительной прочности для стали в исходном состоянии при определенной в соответствии с п.п. 8.2.1.6 эквивалентной температуре наружной стенки трубы.
Используемое в расчетах
значение рабочего напряжения, действующего в пройденный период эксплуатации
трубы (![]() ),
принимается как среднее между приведенным напряжением, рассчитанным для
номинальной толщины стенки (sо) и для минимальной фактической (
),
принимается как среднее между приведенным напряжением, рассчитанным для
номинальной толщины стенки (sо) и для минимальной фактической (![]() ),
измеренной при контроле (толщинометрии) пароперегревателя.
),
измеренной при контроле (толщинометрии) пароперегревателя.
![]() (30)
(30)
Определяется доля остаточного ресурса Рост:
Рост = (0,8tр - tэ)/tр = 0,8 - Рисп (31)
д) Если Рост
больше 0, то определяется максимально возможный остаточный ресурс. Для этого
предполагают, что утонение стенки трубы, выявленное при контроле вырезки, при
последующей эксплуатации прогрессировать не будет. Тогда в течение оставшегося
периода эксплуатации в наиболее тонкой части стенки трубы будет действовать
напряжение ![]() .
.
По кривой длительной
прочности (в координатах s² - время
до разрушения ![]() ²), выбранной для данного структурного состояния, для эквивалентной
температуры эксплуатации наружной стенки трубы и при напряжении
²), выбранной для данного структурного состояния, для эквивалентной
температуры эксплуатации наружной стенки трубы и при напряжении ![]() определяется
определяется
![]() .
.
Для этого случая остаточный
ресурс надежной эксплуатации (![]() ) будет рассчитываться по формуле:
) будет рассчитываться по формуле:
![]() (32)
(32)
е) Предполагается, что
скорость утонения на последующем этапе эксплуатации будет такая же, как и на
предыдущем. Тогда к концу периода надежной эксплуатации утонение стенки
достигает определенной величины, а уровень напряжений в более тонком сечении на
завершающей стадии будет составлять ![]() . Средний уровень напряжений,
действующих в период последующей эксплуатации, будет составлять:
. Средний уровень напряжений,
действующих в период последующей эксплуатации, будет составлять:
![]() (33)
(33)
Из-за того, что ![]() , а значит и
, а значит и
![]() являются
функциями остаточного ресурса (
являются
функциями остаточного ресурса (![]() ), методом последовательных приближений
подбирают его значение (эта величина должна быть меньше
), методом последовательных приближений
подбирают его значение (эта величина должна быть меньше ![]() ):
):
- выбирают предполагаемое
значение остаточного ресурса (![]() *);
*);
- рассчитывают для этого
ресурсы по ![]() и
и ![]() ;
;
- для ![]() по графикам
длительной прочности для данного структурного состояния с учетом эквивалентной
температуры эксплуатации определяют время до разрушения (
по графикам
длительной прочности для данного структурного состояния с учетом эквивалентной
температуры эксплуатации определяют время до разрушения (![]() *);
*);
- рассчитывают возможный
остаточный ресурс (![]() *) по формуле:
*) по формуле:
![]() (34)
(34)
Полученное значение
сравнивают с исходным значением предполагаемого ресурса ![]() . Отношение
. Отношение ![]() должно
укладываться в диапазон от 0,9 до 1,0. Если значение
должно
укладываться в диапазон от 0,9 до 1,0. Если значение ![]() больше значения
больше значения ![]() , то
выбирается другое, более низкое значение
, то
выбирается другое, более низкое значение ![]() . Проверка нового значения
предполагаемого остаточного ресурса проводится в той же последовательности.
. Проверка нового значения
предполагаемого остаточного ресурса проводится в той же последовательности.
8.2.1.8 Остаточный ресурс определяется по результатам контрольных испытаний на длительную прочность в следующих случаях:
- расчётный ресурс металла исчерпан, а повреждений труб за весь срок эксплуатации не наблюдалось, результаты контроля металла положительные;
- при наличии слоя со структурно-изменёнными границами глубиной 50 мкм и более или слоя с выявленным наклёпом глубиной 0,3 мм и более в металле на наружной поверхности труб из стали 12Х18Н12Т;
- при наличии сульфидно-оксидной коррозии на глубину 50 мкм и более или обезуглероженного слоя на глубину 0,1 мм и более в металле на наружной поверхности труб из сталей 12Х1МФ и 12Х2МФСР;
- при содержании сигма-фазы более 4,5 % в металле труб из стали 12Х18Н12Т.
8.2.1.9 На основании обобщающего анализа результатов:
- проведенного анализа условий эксплуатации, повреждаемости, неразрушающего контроля;
- исследований состояния металла и оксидной плёнки;
- определения эквивалентной температуры эксплуатации;
- оценки остаточного ресурса металла - устанавливают значения дополнительно назначенного (остаточного) ресурса поверхности нагрева и дают рекомендации по обеспечению надёжности её последующей эксплуатации.
Срок продления эксплуатации поверхности нагрева не должен превышать 50 тыс. часов.
8.2.2 Коллекторы (камеры) котла
Положения настоящего пункта стандарта относятся к коллекторам пароперегревательного тракта котла, работающим при температуре выше 450 °С. Сюда относятся входные, выходные коллектора пароперегревательных поверхностей нагрева и пароохладители.
8.2.2.1 Процедура продления срока эксплуатации коллекторов за пределами паркового (назначенного) или дополнительно назначенного ресурса включает в себя:
- анализ режимов (параметров) эксплуатации котла и результатов контроля металла коллекторов за весь предшествующий период работы;
- анализ результатов неразрушающего контроля и металлографического анализа состояния металла по данным текущего обследования;
- определение эквивалентной температуры эксплуатации и эквивалентной наработки по параметрам на выходе из котла и для коллекторов между конкретными ступенями перегрева;
- контрольный расчёт на прочность с оценкой индивидуального ресурса коллекторов;
- обобщающий анализ результатов обследования и установление дополнительного назначенного срока службы коллекторов котла.
8.2.2.2 Анализ условий эксплуатации и результатов контроля за предшествующий период работы строится на обработке следующей информации:
- наработка и количество пусков котла;
- типоразмер и материал изготовления коллекторов;
- расчётные параметры эксплуатации за котлом и на каждой ступени перегрева (согласно паспортным данным);
- фактические среднегодовые параметры за котлом и соответствующие каждому году наработки котла;
- сроки проведения капитальных ремонтов котла и данные о заменах коллекторов (если таковые были);
- сроки проведения, объёмы и результаты контроля металла и сварных соединений коллекторов;
- обнаруживаемые при эксплуатации дефекты металла и сварных соединений, а также отклонения в геометрических параметрах коллекторов;
- проектные геометрические параметры коллекторов для расчётов на прочность (согласно чертежам или паспортным данным).
8.2.2.3 Объёмы неразрушающего контроля и металлографического исследования на репликах при текущем диагностировании коллекторов должны соответствовать требованиям п. 5.6.2.4 настоящего стандарта.
Алгоритм определения эквивалентной температуры (Тэкв) приведён в подразделе 8.3 настоящего стандарта (п. 8.3.4.).
![]() (35)
(35)
где ![]()
Тэкв - эквивалентная температура за котлом;
Т0 - температура среды в барабане (расчётная);
Тр - расчётная температура за котлом;
![]() - расчётная температура на данном (i-ом) перепуске.
- расчётная температура на данном (i-ом) перепуске.
Для прямоточных котлов допускается определять эквивалентную температуру между конкретными ступенями нагрева (перегрева) по следующему упрощённому принципу. Разница между расчётной и эквивалентной температурой за котлом (DT) делится на количество (n) ступеней нагрева (перегрева) и эквивалентная температура за каждой очередной по ходу среды ступенью определяется выражением:
![]() (36)
(36)
где i - порядковый номер ступени по ходу среды;
n - количество ступеней нагрева (перегрева);
DТ = Тэкв - Тр
![]() (37)
(37)
где ![]() - эквивалентная
наработка коллектора;
- эквивалентная
наработка коллектора;
t - фактическая наработка на момент диагностирования
Т - в градусах К.
Для выходных коллекторов последней ступени перегрева котла (паросборных камер) рекомендуется определять эквивалентную наработку по среднегодовым температурам и соответствующим наработкам согласно п. 8.3.4 настоящего раздела стандарта.
8.2.2.7 Контрольный расчёт на прочность с оценкой индивидуального ресурса.
а) Контрольный расчёт на прочность коллекторов выполняется в соответствии с подразделом 6.3 настоящего стандарта.
б) Приведенное напряжение в коллекторе определяется по формуле:
![]() (38)
(38)
где jр - расчётный коэффициент прочности:
jр = min{jd; jwш}. (39)
здесь jd - расчётный коэффициент прочности за счёт ослабления отверстиями;
jwш - коэффициент прочности штуцерного сварного соединения.
в) Расчётный коэффициент прочности за счёт ослабления отверстиями jd определяют как минимальное значение из коэффициентов прочности, вычисленных для каждой системы отверстий, в том числе для одиночных отверстий. Допускается учитывать усиление отверстия штуцером при условии, что соединение штуцера с корпусом коллектора выполнено с полным проплавлением стенки штуцера.
г) Коэффициенты прочности штуцерных сварных соединений для хромомолибденовых, хромомолибденованадиевых и хромистых жаропрочных сталей определяют согласно следующим условиям:
- если срок эксплуатации с учётом планируемого продления не превышает 2 × 105 ч, jwш = 0,8 при Т ≤ 510 °С и jwш = 0,6 при Т ≥ 530 °С;
- при расчётной температуре между 510 и 530 °С значение коэффициента прочности сварного соединения определяется линейным интерполированием между указанными (при Т ≤ 510 °С и Т ≥ 530 °С) значениями;
- каждое увеличение срока эксплуатации на 105 ч при рабочей температуре более 510 °С должно сопровождаться уменьшением коэффициента прочности сварного соединения на 0,1. При увеличении срока эксплуатации менее, чем на 105 ч, значения коэффициентов прочности определяются линейным интерполированием между опорными точками.
д) Используемая в расчёте по формуле абзаца б) фактическая толщина стенки коллектора Sf принимается как минимальная величина из всех контрольных замеров.
е) Величина расчётного индивидуального ресурса коллектора определяется путём сопоставления приведенного напряжения с допускаемыми напряжениями при расчётной температуре, соответствующими по ресурсной базе двум опорным точкам, одной из которых отвечает допускаемое напряжение, меньшее рассчитанного приведенного, а другой - больше приведенного напряжения. При этом допускается использовать принцип линейной интерполяции. Экстраполяция допускаемых напряжений разрешается не более, чем на 30 тыс. часов.
ж) В случаях, когда последующая эксплуатация котла планируется при температуре за котлом, не превышающей эквивалентную температуру, расчёт индивидуального (остаточного) ресурса каждой группы коллекторов допускается выполнять на соответствующую данной группе эквивалентную температуру (см. п.п. 8.2.2.4, 8.2.2.5).
з) Если эквивалентная температура за котлом ниже соответствующей расчётной температуры более чем на 5 °С и продление выполняется на расчётные параметры, рекомендуется следующий порядок определения остаточного ресурса:
- индивидуальный ресурс коллекторов определяется на расчётные параметры - абзац е);
- определяется эквивалентная температура рассматриваемой группы коллекторов (п.п. 8.2.2.5);
- определяется эквивалентная наработка данной группы коллекторов, приведенная к расчётной температуре (п.п. 8.2.2.6);
- определяется расчётный остаточный ресурс коллекторов как разность между индивидуальным ресурсом на расчётные параметры и эквивалентной наработкой.
и) Расчёты выполняют при нормативном коэффициенте запаса прочности. В обоснованных случаях допускается снижение коэффициента запаса прочности до 1,4.
8.2.2.8 Условием продления срока эксплуатации коллекторов является отсутствие в металле и сварных соединениях недопустимых дефектов и недопустимой микроповреждённости структуры (согласно п. 7.1.2 настоящего стандарта), а также соблюдение условий прочности на планируемый срок продления. Допуск коллекторов в дальнейшую эксплуатацию при пониженном (не более чем до 1,4) коэффициенте запаса прочности разрешается не более чем на 30 тыс. часов при условии отсутствия в металле и сварных соединениях дефектов и микроповреждённости не выше балла 3 для основного металла (приложение И) шкалы настоящего стандарта и балла IIIn - для сварных соединений (приложения Л и М).
8.2.2.9 При необходимости допускается по согласованию с эксплуатирующей организацией выполнять продление срока эксплуатации коллекторов для пониженных параметров работы котла. Основанием для снижения параметров могут явиться, в частности, результаты расчёта на прочность или результаты обследования металла.
8.2.2.10 Отработавшие парковый или дополнительно назначенный ресурс коллектора могут быть допущены к дальнейшей эксплуатации при расчётных или пониженных параметрах на срок не более 50 тыс. часов.
В отдельных обоснованных случаях допускается продление эксплуатации коллекторов после отработки паркового ресурса на срок более 50 тыс. часов.
8.2.2.11 При несоблюдении отдельных требований по критериям качества (п. 7.1.2 настоящего стандарта) и одновременно пониженном по результатам расчёта коэффициенте запаса прочности (не более, чем до 1,4) допускается временное продление срока эксплуатации коллекторов не более чем на 15 тыс. часов.
8.2.2.12 Продление срока эксплуатации коллекторов на основании результатов обследования и расчётных оценок ресурса рекомендуется выполнять одновременно единым Заключением на все, отработавшие парковый или дополнительно назначенный ресурс, коллектора котла. При этом для различных групп коллекторов могут быть установлены различные значения дополнительного назначенного (индивидуального) ресурса.
8.2.3 Пароперепускные трубы котла, работающие при температуре выше 450 °С.
Ввиду идентичности технологии изготовления труб и параметров эксплуатации порядок продления срока службы пароперепускных труб котлов аналогичен таковому для станционных паропроводов - см. подраздел 8.3 настоящего стандарта.
Эквивалентную температуру эксплуатации пароперепускных труб котла между конкретными ступенями нагрева рекомендуется определять с учётом эквивалентной температуры пара за котлом в соответствии с п.п. 8.2.2.5, а эквивалентную наработку - с п.п. 8.2.2.6 настоящего подраздела стандарта.
8.2.4 Литые детали Ду 100 и более
8.2.4.1 Продление срока эксплуатации после отработки назначенного (паркового) ресурса является обязательным для литых деталей Ду 100 и более, работающих при температуре 450 °С и выше. К таковым относятся корпуса арматуры (в частности, главные предохранительные клапана), тройники, переходы и колена.
8.2.4.2 Продление срока службы литых деталей сверх назначенного (паркового) или дополнительно назначенного ресурса включает следующие операции:
- анализ режимов эксплуатации котла и результатов контроля, а также ремонта литых деталей за весь предшествующий период работы;
- анализ результатов неразрушающего контроля и исследований состояния металла (если последние проводились) по данным текущего обследования;
- определение эквивалентной температуры эксплуатации и эквивалентной наработки по температуре перегретого пара - на выходе из котла и на конкретных участках (ступенях) пароперепусков;
- контрольный расчёт на прочность с оценкой индивидуального ресурса деталей;
- обобщающий анализ результатов обследования и установление дополнительного назначенного ресурса литых деталей котла.
8.2.4.3 Анализ исходной информации проводится на основании представленной электростанцией технической документации, включающей:
- наработку и количество пусков котла;
- типоразмер и материал изготовления деталей;
- расчётные параметры эксплуатации за котлом и на каждом пароперепуске, содержащем литые детали (согласно паспортным данным);
- фактические среднегодовые параметры за котлом и соответствующие каждому году наработки котла;
- сроки проведения капитальных ремонтов и данные о заменах деталей (если таковые имели место);
- сроки проведения, объёмы и результаты контроля металла литых деталей;
- обнаруживаемые при эксплуатации дефекты металла и конкретные сведения об их устранении (выборка, выборка с последующей заваркой и т.д.);
- проектные геометрические параметры деталей, необходимые для проведения расчётов на прочность (копии чертежей, эскизы с указанными основными размерами).
8.2.4.4 Объём неразрушающего контроля литых деталей при обследовании в связи с выработкой назначенного (или дополнительно назначенного) ресурса приведен в п.п. 5.6.2.5 настоящего стандарта (таблицы 5.17, 5.18). Необходимость отбора проб из литых деталей для проведения металлографического анализа, включая микроповреждённость металла, определяется специализированной организацией.
8.2.4.5 Расчёт эквивалентной температуры на конкретном пароперепуске с использованием эквивалентной температуры пара за котлом выполняется в соответствии с п.п. 8.2.2.4, 8.2.2.5 настоящего подраздела стандарта.
Эквивалентная наработка деталей на конкретном пароперепуске вычисляется согласно п.п. 8.2.2.6 настоящего подраздела стандарта.
8.2.4.6 Контрольный расчёт на прочность с оценкой индивидуального ресурса проводится согласно положениям подраздела 6.3 настоящего стандарта с учётом следующих рекомендаций.
а) Величину расчётного индивидуального ресурса определяют путём сопоставления приведенного напряжения с допускаемыми напряжениями при расчётной температуре, соответствующими двум смежным (кратным 105 ч) значениям ресурса, одному из которых отвечает допускаемое напряжение, меньшее рассчитанного приведенного напряжения, а другому - большее. При этом допускается использовать принцип линейной интерполяции. Экстраполяция допускаемых напряжений разрешается не более, чем на 30 тыс. часов.
б) Приведенные напряжения в тройниках определяют в соответствии с п. 6.3.5. (Приложение П.2) настоящего стандарта. С учётом результатов проведенного контроля расчёт выполняют по формуле:
![]() (40)
(40)
где Da - наружный диаметр основной трубы (коллектора);
jр - расчётный коэффициент прочности;
с2 = 0,5 мм - эксплуатационная прибавка к толщине стенки коллектора.
Величину jр определяют по формуле:
![]() (41)
(41)
где d = 1,1d0, d0 - внутренний диаметр штуцера;
![]() (42)
(42)
Геометрический параметр А представляет собой укрепляющую составляющую сечения штуцера:
A = 2hc(Sfc - Soc - c¢2), (43)
где hc - высота укрепляющего участка штуцера - принимается равной высоте штуцера от точки пересечения с верхней образующей коллектора до расточки, но не более величины:
![]() (44)
(44)
Sfc - фактическая толщина стенки штуцера;
Sос - расчётная толщина стенки штуцера:
![]() (45)
(45)
da - наружный диаметр штуцера;
с¢2 = 0,3 мм - эксплуатационная прибавка к толщине стенки штуцера.
в) Приведенные напряжения в конических переходах определяют согласно п. 6.3.5 (приложение П) настоящего стандарта. С учётом результатов контроля расчёт выполняют по формуле:
![]() (46)
(46)
где D - максимальный внутренний диаметр перехода;
a - угол между образующей и продольной осью перехода.
г) Приведенные напряжения в литых коленах определяются для зоны внутреннего обвода колена по формуле:
 (47)
(47)
Формулы определения параметров K2, Y2 даны в Приложении П.1 (п.п. П.1.13, П.1.14) настоящего стандарта. Овальность поперечного сечения колена принимают а = 2 %.
д) При определении приведенных напряжений в корпусах арматуры допускается использовать формулы позиции б) настоящего подпункта стандарта. При этом в расчётах следует учитывать фактическую геометрию зоны сопряжения патрубков и горловины с корпусом, а также геометрические особенности отверстия горловины (с учётом расточек). Приведенное напряжение для корпуса арматуры рассчитывается по минимальному значению расчётного коэффициента прочности.
е) При определении допускаемых напряжений при расчётной температуре и заданных величинах ресурса по известным их значениям для деформированного металла: катаного, кованого, штампованного - требуется умножать указанные значения допускаемых напряжений на коэффициент 0,75. Для специализированных организаций, располагающих банком данных по характеристикам длительной прочности литого металла на различных, в том числе достаточных для продления срока службы, ресурсных базах, допускается устанавливать величину допускаемых напряжений с учётом имеющихся данных для рассматриваемой марки стали. При этом следует использовать нормативные значения коэффициента запаса прочности - см. п. 6.3.3 настоящего стандарта.
ж) Если литая деталь подвергалась ремонту с выборкой дефектного металла или с выборкой и последующей её заваркой, в расчётах следует учитывать данный фактор. Наличие выборки учитывают местным ослаблением (уменьшением) расчётного сечения и при необходимости учётом концентрации напряжений. Ремонтная заварка учитывается введением в расчётные формулы коэффициента снижения прочности jw, величина которого зависит от технологии (условий) ремонтной заварки, температуры эксплуатации и фактической наработки изделия.
Ремонтные заварки на литых коленах не допускаются.
8.2.4.7 При пониженной эквивалентной температуре пара за котлом (по сравнению с расчётной температурой) определение остаточного ресурса литых деталей при продлении на расчётные параметры эксплуатации рекомендуется выполнять в порядке, прописанном для коллекторов котлов - см. п.п. 8.2.2.7 з) настоящего подраздела стандарта.
8.2.4.8 Срок службы литых деталей после отработки назначенного или дополнительно назначенного ресурса может быть продлён при условии отсутствия в металле недопустимых дефектов по результатам неразрушающего контроля и отсутствия недопустимых отклонений в состоянии микроструктуры (раздел 7 - п. 7.3.2 настоящего стандарта), а также при условии соблюдения нормативных требований прочности на планируемый срок продления эксплуатации деталей.
8.2.4.9 Отработавшие назначенный или дополнительно назначенный срок литые детали могут быть допущены к дальнейшей эксплуатации на основании удовлетворительных результатов контроля и расчётов на прочность при расчётных (или пониженных) параметрах на срок не более 50 тыс. часов.
В отдельных обоснованных случаях допускается продление срока эксплуатации литых деталей после отработки паркового ресурса на срок более 50 тыс. часов.
8.2.4.10 Если по результатам расчётов на прочность нормативный коэффициент запаса прочности на планируемый срок продления эксплуатации деталей не соблюдается, допускается продление этих деталей на ограниченный срок при пониженном коэффициенте запаса прочности при условии отсутствия недопустимых дефектов в металле по результатам контроля. В этих случаях коэффициент запаса прочности на конец планируемого срока продления эксплуатации должен быть не ниже 1,35, а собственно срок продления службы изделия не должен превышать 30 тыс. часов.
8.2.5 Барабаны
8.2.5.1 Эксплуатация барабана после отработки назначенного (паркового) или дополнительно назначенного ресурса может быть продолжена на основании:
- положительных результатов технического диагностирования;
- положительных результатов расчётов на прочность и долговечность.
8.2.5.2 Техническое диагностирование барабана включает:
- анализ технической и эксплуатационной документации;
- контроль металла элементов;
- исследования состояния металла на вырезке (при необходимости);
- анализ результатов контроля и исследований;
- контрольный расчёт на прочность и расчёт циклической прочности (долговечности);
- обобщённый анализ с определением возможности, условий и срока дальнейшей эксплуатации;
- оформление результатов с выпуском Заключения экспертизы промышленной безопасности.
8.2.5.3 Анализ технической и эксплуатационной документации проводится для ознакомления с конструктивными особенностями, материалами, технологией изготовления и условиями эксплуатации барабана, а также с результатами его эксплуатационного контроля с целью выявления возможных мест (зон) образования дефектов в металле барабана.
а) Анализ сертификатных данных проводится для оценки соответствия марки стали, механических свойств и химического состава металла требованиям технических условий.
б) Анализ конструктивных особенностей и технологии изготовления барабана имеет целью адаптацию программ контроля к конкретному барабану: возможна корректировка зон и объёмов контроля.
в) При анализе условий эксплуатации барабана обращают внимание на особенности режимов стационарной и нестационарной работы, отклонения по водно-химическому режиму, условия консервации и другие факторы, способствующие образованию в металле дефектов.
г) Анализ результатов эксплуатационного контроля и результатов предыдущего диагностирования является основой для оценки повреждаемости барабана и её динамики. Результатом этого анализа может явиться корректировка программы технического диагностирования барабана.
8.2.5.4 Порядок неразрушающего контроля металла барабана после отработки назначенного ресурса, включая методы, объёмы и зоны контроля, изложен в п. 5.6.2 (п.п. 5.6.2.7) настоящего стандарта.
Индивидуальная программа контроля металла барабана согласовывается специализированной организацией, ответственной за экспертизу промышленной безопасности данного барабана.
Результаты неразрушающего контроля металла, представленные в виде Заключений, Протоколов, Актов, формуляров, подлежат анализу специализированной организацией, выполняющей экспертизу промышленной безопасности с целью продления срока службы барабана.
8.2.5.5 При необходимости выполняются исследования фактических свойств металла барабана на вырезке.
а) Требования по отбору (вырезке) пробы металла из барабана изложены в п.п. 4.3.1.1.г) настоящего стандарта. Выбор места вырезки «пробки» осуществляется экспертным путём на основе анализа комплекса факторов: сертификатных данных; результатов предыдущих контролей металла барабана, включая измерения твёрдости; динамики повреждаемости; геометрических характеристик элементов с учётом расположения сварных швов, отверстий и внутрибарабанных устройств и т.д.
б) Вырезанное под пробу отверстие в барабане не должно понижать его коэффициент прочности относительно проектной величины.
в) Порядок изготовления из «пробки» образцов для проведения исследований указан в п.п. 4.3.1.2 в) настоящего стандарта.
г) Исследования металла барабана на вырезке включают:
- определение химического состава;
- металлографическое исследование включая анализ микроструктуры и оценку загрязнённости неметаллическими включениями;
- определение твёрдости по толщине стенки барабана;
- механические испытания с определением прочностных и пластических свойств металла при комнатной и рабочей температурах;
- испытания на ударную вязкость;
- определение критической температуры хрупкости металла.
Металлографическое исследование проводится по всей толщине стенки барабана, т.е. по всей высоте «пробки». Для этих целей используется обрезок от края «пробки», не задействованный для изготовления темплетов образцов.
д) Герметичность барабана после вырезки «пробки» восстанавливается заглушающим штуцером с донышком, устанавливаемым внутрь барабана для предотвращения образования в нём застойной зоны. Если «пробка» вырезается из верхней части обечайки барабана, допускается заглушающий штуцер устанавливать с наружной стороны барабана.
Конструкция и размеры штуцера с донышком обосновываются расчётом на прочность.
Технология вварки штуцера с заглушкой должна предусматривать полное проплавление стенки штуцера; технология должна быть согласована в установленном порядке.
8.2.5.6 Результаты контроля и исследований металла барабана должны удовлетворять требованиям действующих в этой части нормативных документов и п. 7.1.4 настоящего стандарта. При выполнении указанных требований барабан считается пригодным к дальнейшей эксплуатации.
При обнаружении дефектов, недопустимых нормами, в том числе п. 7.1.4 настоящего стандарта, барабан может быть подвергнут восстановительному ремонту.
8.2.5.7 Контрольный расчёт на статическую прочность барабана проводится в соответствии с требованиями действующих в этой части нормативных документов и согласно п. 6.3.5 настоящего стандарта с учётом фактических данных по геометрическим параметрам элементов (взаимному расположению сварных швов, систем отверстий, толщины стенки), условиям эксплуатации и результатам контроля и исследований металла (при наличии последних).
Обязательному расчёту на прочность подлежат барабаны, подвергнутые ремонту: выборкам дефектных участков или выборкам с последующей заваркой. Методика расчёта на прочность отремонтированных барабанов изложена в Приложении С настоящего стандарта.
8.2.5.8 Для подтверждения возможности дальнейшей эксплуатации барабана после отработки назначенного ресурса выполняется расчёт на циклическую прочность (долговечность) по критериям малоцикловой усталости металла с учётом воздействия коррозионного фактора. Методика расчётной оценки циклического ресурса барабанов изложена в Приложении Т настоящего стандарта.
8.2.5.9 Возможность, срок и условия продления эксплуатации барабана сверх назначенного (дополнительно назначенного) ресурса устанавливаются на основании результатов технического диагностирования, контрольных расчётов на статическую прочность, расчётов циклического ресурса и гидравлического испытания барабана.
В необходимых случаях выполняющая экспертизу промышленной безопасности барабана организация разрабатывает программу гидравлических испытаний барабана.
8.2.5.10 Необходимым условием дальнейшей безопасной эксплуатации барабана при расчётных или разрешённых параметрах является соблюдение для элементов барабана нормативных условий прочности и требований п. 7.1.4 настоящего стандарта.
8.2.5.11 Если по результатам расчёта для отдельных элементов барабана не выдерживаются нормативные запасы прочности при продлении эксплуатации на расчётных параметрах, допускается выполнять продление срока службы барабана на пониженном давлении. При этом основанием для снижения давления являются результаты контрольного расчёта на статическую прочность. При невыполнении условий прочности по результатам расчёта на циклическую долговечность, барабан может быть допущен в дальнейшую эксплуатацию на ограниченный срок при условии реализации мероприятий по снижению напряжений в барабане за счёт ужесточения режимов (стационарных и нестационарных) работы котла.
Решение о снижении давления в барабане должно быть согласовано специализированной организацией или заводом-изготовителем котла.
8.2.5.12 Отработавший назначенный (или дополнительно назначенный) ресурс барабан может быть допущен к дальнейшей эксплуатации на срок не более 50 тыс. часов на основании положительных результатов контроля, исследований металла и расчётов на прочность при соблюдении установленных требований нормативной и производственной документации по условиям эксплуатации.
В отдельных обоснованных случаях допускается продление срока службы барабана после отработки паркового ресурса (т.е. при первичном продлении) на срок более 50 тыс. часов.
Если по результатам оценки циклической долговечности барабана накопленная усталостная повреждённость металла превышает 0,8 (но составляет менее 1), рекомендуемый срок продления эксплуатации барабана не должен превышать 30 тыс. часов.
8.2.5.13 Для барабанов, изготовленных из стали 22К (20Б), 16ГНМ и 15М(16М) и относящихся по показателям повреждаемости к категории «Б» (см. п. 5.4.2. настоящего стандарта), рекомендуется определять минимально допускаемую температуру металла при гидравлических испытаниях. Рекомендуемая методика определения допускаемой температуры гидравлических испытаний приведена в Приложении У настоящего стандарта.
8.2.5.14 По истечении допустимого срока службы барабана, установленного по результатам последнего технического диагностирования (экспертизы промышленной безопасности), допускается проведение повторной процедуры технического диагностирования и установления дополнительного назначенного ресурса барабану, если в последнем Заключении экспертизы на продление срока службы барабана не содержатся иные рекомендации.
8.3 Паропроводы из сталей перлитного класса, работающие при температуре выше 450 °С
8.3.1 Общие положения
8.3.1.1 Положения настоящего подраздела стандарта распространяются на станционные паропроводы и пароперепускные трубопроводы котлов и турбин (далее пароперепускные трубы) наружным диаметром более 75 мм из стали марок 12МХ, (12ХМ), 15ХМ, 12Х1МФ (12ХМФ) и 15Х1М1Ф, эксплуатирующиеся при температуре пара выше 450 °С. В дальнейшем понятие «паропроводы» будет относиться также к пароперепускным трубам котлов и турбин.
8.3.1.2 К основным элементам паропроводов, определяющим их ресурс, относятся: прямые трубы; гнутые, штампованные и штампосварные колена; штампованные тройники с отбортованным воротником; литые детали; сварные соединения (в том числе тройники); переходы
8.3.1.3 При решении вопроса о возможности и условиях продления срока эксплуатации паропровода сверх паркового (назначенного) ресурса выполняется следующий комплекс работ:
- анализ технической документации;
- контроль неразрушающими методами;
- ревизия паропроводной и опорно-подвесной системы (ОПС);
- анализ структуры и микроповреждённости металла непосредственно на элементах, т.е. без вырезки (реплика, портативный микроскоп, скол, срез);
- исследования состава, структуры, свойств и микроповреждённости металла на вырезках;
- контрольный расчёт на прочность и оценка индивидуального (остаточного) ресурса с учётом фактических данных по условиям эксплуатации, результатам контроля и исследований;
- обобщающий анализ результатов комплексного обследования;
- подготовка и выпуск Заключения ЭПБ.
8.3.1.4 Возможность продления срока эксплуатации паропровода сверх паркового (назначенного) ресурса основывается на положительных результатах обследования (неразрушающего контроля, лабораторных исследований) и расчётных оценок остаточного или индивидуального ресурса.
8.3.1.5 Анализ технической (в том числе эксплуатационной) документации проводится в целях оценки общего технического состояния паропровода.
При этом анализируются следующие сведения:
- наработка и количество пусков трубопровода;
- номенклатура, типоразмер и количество деталей в составе паропровода, а также материал их изготовления;
- расчётные параметры эксплуатации;
- фактические среднегодовые параметры эксплуатации и соответствующие каждому году наработки;
- сроки проведения, объём и результаты эксплуатационного контроля и исследований металла;
- данные о повреждениях и заменах элементов, а также сведения о проведенных ремонтах;
- информация о превышении температуры пара сверх номинального (расчётного) уровня - приводятся значения температуры сверх номинального уровня с шагом, кратным 5 °С, и соответствующие каждому шагу сверхнормативной температуры наработки.
8.3.1.6 Порядок неразрушающего контроля и исследований состояния металла паропроводов после отработки назначенного (паркового) ресурса изложен в п. 5.6.3 настоящего стандарта. Там же приведен порядок проведения ревизии опорно-подвесной системы паропровода для получения исходных данных с целью разработки расчётных схем паропроводов.
8.3.1.7 По просьбе эксплуатирующей организации индивидуальный (остаточный) ресурс паропровода может быть определен до исчерпания им паркового ресурса. В этом случае проводится внеочередное обследование паропровода по программе, разработанной специализированной организацией.
8.3.2 Порядок определения индивидуального (остаточного) ресурса
8.3.2.1 После отработки паркового ресурса определяется индивидуальный или остаточный ресурс паропровода.
Расчётная оценка индивидуального или остаточного ресурса выполняется на базе нормативных методов определения напряжений и установления по ним долговечности основных элементов паропровода с использованием диаграмм или соотношений гарантированных характеристик длительной прочности металла.*)
_____________
*) Соотношения гарантированных характеристик длительной прочности металла - см. п.п. 8.3.6.2, 8.3.6.10.
Расчёт выполняется по диаграммам или соотношениям гарантированных характеристик длительной прочности металла в исходном состоянии или после определенной наработки при конкретных условиях. Остаточный ресурс - разница между индивидуальным ресурсом паропровода и его фактической (или эквивалентной) наработкой на момент продления срока службы.
Индивидуальный или остаточный ресурс после их исчерпания могут уточняться по результатам повторного обследования паропровода с установлением дополнительного назначенного ресурса.
Примечание
- Возможность корректировки индивидуального или остаточного ресурса после их исчерпания обусловлена итерационной структурой метода оценки ресурса.
- При этом каждый последующий расчётный этап (после определенной наработки) использует уточнённые исходные данные на момент выработки назначенного ресурса, в частности, по условиям эксплуатации и фактическим служебным свойствам материала.
8.3.2.2 При расчёте индивидуального (остаточного) ресурса учитываются:
- фактические условия эксплуатации паропровода;
- результаты контроля геометрических параметров элементов и остаточной деформации;
- уровень фактических служебных характеристик, включая жаропрочность металла (при наличии этих данных).
8.3.2.3 В качестве основного расчётного режима рассматривается режим с рабочей (квазистационарной) нагрузкой.
Расчёт с учётом циклической составляющей нагружения по критерию предельной суммарной накопленной повреждённости от действия статических и циклических напряжений проводится в случаях, если общее количество полных циклов нагружения (на время исчерпания ресурса) превысит 1000.
Примечание - Под полным циклом нагружения следует понимать пуск-останов оборудования из холодного и неостывшего состояния.
8.3.2.4 При расчёте индивидуального (остаточного) ресурса учитывается нестационарность рабочих параметров на номинальном режиме путём использования данных по среднегодовым параметрам (температура и давление) эксплуатации и соответствующим (по каждому году) наработкам.
8.3.3 Расчёт напряжений в элементах паропроводов
8.3.3.1 Для определения ресурса элементов паропроводов используются приведенные напряжения, расчёт которых в элементах паропроводов выполняется нормативными методами.
8.3.3.2 Приведенные напряжения от действия внутреннего давления в прямых трубах и коленах определяются по формулам п.п. 6.3.5.7 настоящего стандарта.:
8.3.3.3 Для гнутых колен (гибов) расчёт приведенных напряжений выполняется для зоны наружного обвода (т.е. растянутой зоны) гибов. В соответствии с принятыми обозначениями (см. п.п. 6.3.4.1) приведенные напряжения в растянутой зоне гнутых отводов определяются по формуле:
 (48)
(48)
8.3.3.4 Для штампованных и литых колен расчёт приведенных напряжений выполняется для зоны внутреннего обвода (т.е. сжатой зоны) колена по формуле:
 (49)
(49)
8.3.3.5 Для штампосварных колен расчётная зона определяется расположением продольных сварных швов.
При расположении швов по наружному и внутреннему обводам колена расчёт приведенных напряжений выполняют для внутреннего обвода:
 (50)
(50)
При расположении швов по нейтральным зонам колена расчёт приведенных напряжений выполняют для нейтральных зон:
 (51)
(51)
где jw - расчётный коэффициент прочности сварного соединения;
![]() - для колен из стали 15Х1М1Ф с номинальной толщиной стенки
не более 45 мм;
- для колен из стали 15Х1М1Ф с номинальной толщиной стенки
не более 45 мм;
![]() - для иных
ситуаций.
- для иных
ситуаций.
8.3.3.6 При определении коэффициентов формы гибов (Y1) используют величину овальности а = 6 %, если фактические значения овальности af гибов данного типоразмера не превышают 5 %. Если максимальная фактическая овальность af для гибов какого-либо типоразмера превышает 5 %, в расчёте (данных гибов) используют величину овальности a = af + 1,0 %.
При определении коэффициентов формы штампованных, литых или штампосварных колен (Y2, Y3) используют величину овальности а = 2,0 %.
Примечание - Для гибов, изготовленных на станках с нагревом токами высокой частоты и осевым поджатием, допускается значения овальности принимать равным a = af + 1,0 %.
8.3.3.7 При расчёте приведенных напряжений в прямых трубах прибавку (с) к толщине стенки (S) принимают равной:
с = 0,05 × S + 0,5 мм - при расчёте по номинальной толщине стенки;
с = 0,5 мм - при расчёте по фактической толщине стенки.
При расчёте приведенных напряжений в гнутых отводах прибавку к толщине стенки принимают равной:
![]() - при расчёте по номинальной толщине стенки (R - радиус гиба);
- при расчёте по номинальной толщине стенки (R - радиус гиба);
с = 0,5 мм - при расчёте по фактической толщине стенки.
Примечание - Для гибов, изготовленных на станках с нагревом токами высокой частоты и осевым поджатием, допускается при расчёте по номинальной толщине стенки прибавку принимать равной с = 0,1S + 0,5 мм.
При расчёте приведенных напряжений в штампованных, литых и штампосварных коленах - прибавку к толщине стенки принимают равной:
с = 0,05S + 0,5 мм - при расчёте по номинальной толщине стенки.
с = 0,5 мм - при расчёте по фактической толщине стенки.
8.3.3.8 При расчёте приведенных напряжений по фактической толщине стенки в расчёте используются следующие значения толщины стенки:
![]() - для прямых труб и штампосварных колен;
- для прямых труб и штампосварных колен;
![]() - для гнутых отводов;
- для гнутых отводов;
![]() - для штампованных и литых колен,
- для штампованных и литых колен,
где ![]() - минимальное
значение толщины стенки по результатам контроля, независимо от того, в какой
зоне оно получено.
- минимальное
значение толщины стенки по результатам контроля, независимо от того, в какой
зоне оно получено.
Примечание -
Допускается при расчёте приведенных напряжений по фактической толщине стенки
использовать в расчете величину ![]() , независимо от ее соотношения с
номинальной толщиной стенки, если контроль толщины стенки проведен на 100 %
данных элементов, причем на каждом из них - не менее, чем в пяти сечениях.
, независимо от ее соотношения с
номинальной толщиной стенки, если контроль толщины стенки проведен на 100 %
данных элементов, причем на каждом из них - не менее, чем в пяти сечениях.
8.3.3.9 Коэффициент прочности сварного соединения jw штампосварных колен принимают равным:
jw = 0,8 - при расчётной температуре до 510 °С.
jw = 0,6 - при расчётной температуре 530 °С и выше.
Приведенные напряжения от действия внутреннего давления в тройниковом узле с учётом результатов толщинометрии определяют в соответствии с указаниями и по формулам п.п. 8.2.4.6. б) настоящего раздела стандарта.
При этом для штампованных (с отбортованным воротником) и кованых тройников значения эксплуатационных прибавок в расчётных формулах принимают равными: с2 = 0,3 мм; с¢2 = 0,2 мм.
8.3.3.10 При вычислении приведенных напряжений в сварных тройниковых соединениях коэффициент прочности определяют из соотношения:
![]() (52)
(52)
где ![]() - соответствует jр по п.п. 8.2.4.6 б)
и вычисляется согласно формулам данного пункта, а коэффициент прочности штуцерного
сварного соединения принимают равным:
- соответствует jр по п.п. 8.2.4.6 б)
и вычисляется согласно формулам данного пункта, а коэффициент прочности штуцерного
сварного соединения принимают равным:
jw = 0,80 - при расчётной температуре до 510 °С.
jw = 0,60 - при расчётной температуре 530 °С и выше.
![]() - для стали 15Х1М1Ф при температуре 510 °С и выше и
- для стали 15Х1М1Ф при температуре 510 °С и выше и ![]() - для иных
ситуаций.
- для иных
ситуаций.
При расчётной температуре между 510 и 530 °С коэффициент прочности сварного соединения jw определяется линейным интерполированием между двумя опорными его значениями.
8.3.3.11 При расчёте приведенного напряжения в тройниках по номинальной толщине стенки прибавку к толщине стенки определяют в соответствии с требованиями производственно-технологической документации на изготовление данной детали.
При расчёте приведенных напряжений по фактической толщине стенки в расчёте используются минимальные величины из всех фактических значений толщины стенки для горловины (штуцера) и коллектора, полученные по результатам контроля (УЗТ) всех деталей данного сортамента.
8.3.3.12 Приведенные напряжения от действия внутреннего давления в стыковых сварных соединениях разнотолщинных элементов, т.е. труб с литыми, штампованными и коваными деталями (фасонными элементами), определяют для обеих деталей, расположенных по каждую сторону шва. При этом напряжения в стыке со стороны тонкостенного элемента определяют по формуле:
![]() (53)
(53)
Приведенное напряжение в стыке со стороны толстостенного элемента определяют по формуле:
![]() (54)
(54)
где sм(S2/S1) _ дополнительная составляющая напряжения в стыковом соединении за счёт разнотолщинности, определяемая с учётом возникающих в данном соединении изгибающих моментов. Величина sм является функцией отношения S2/S1, где S2 и S1 - толщина стенки толстостенного и тонкостенного элементов соответственно. Dm1, 2 - средний диаметр элемента.
Из двух значений напряжений, вычисляемых по вышеприведенным формулам данного подпункта, в расчёт принимается наибольшее из них. Коэффициент прочности jw в первой формуле принимают равным 0,95. Коэффициент прочности jw во второй формуле принимают равным 0,95 - для соединений труб с коваными или штампованными деталями и равным 0,75 - для соединений труб с литыми деталями.
Прибавку «с» к толщине стенки в формулах следует принимать равной:
0,1Si + 0,5 мм - при расчёте по номинальной толщине стенки (i = 1, 2);
0,5 мм - при расчёте по фактической толщине стенки.
Если расчёт ведётся по фактической толщине стенки, в расчётных формулах используется величина толщины стенки Si, принимаемая из соотношения:
![]() (55)
(55)
Примечание - Допускается в обоснованных случаях определять приведенные напряжения в стыковых сварных соединениях разнотолщинных элементов только по первой формуле данного подпункта. В этом случае коэффициент прочности jw принимают равным 0,95 - для соединений труб с коваными или штампованными деталями и равным 0,75 - для соединений труб с литыми деталями.
8.3.3.13 Приведенные напряжения от внутреннего давления в коническом переходе определяют по формуле:
![]() (56)
(56)
где D - внутренний диаметр большего основания конического перехода;
a - угол конусности.
Коэффициент прочности j для кованых, точёных, штампованных и др. переходов принимают равным 1, а для литых переходов - j = 0,75.
В случаях, когда стыковое сварное соединение конусного перехода с прямой трубой приходится непосредственно на конусную часть (т.е. без переходного цилиндрического участка), коэффициент прочности j для кованых, точёных, штампованных и др. переходов следует принимать равным 0,95.
Прибавку к толщине стенки при расчёте приведенного напряжения по номинальной толщине стенки определяют в соответствии с требованиями производственно-технологической документации на изготовление детали.
При расчёте приведенного
напряжения по фактической толщине стенки в расчёте используется минимальная
фактическая толщина стенки (![]() ) по данным ультразвуковой толщинометрии
и прибавка к толщине стенки сводится к её эксплуатационной составляющей, т.е. с
= c2 = 0,5 мм.
) по данным ультразвуковой толщинометрии
и прибавка к толщине стенки сводится к её эксплуатационной составляющей, т.е. с
= c2 = 0,5 мм.
Примечание - Конусные переходы с продольным сварным швом подлежат обязательной замене после отработки паркового ресурса.
8.3.3.14 Для определения индивидуального (остаточного) ресурса сварных соединений рекомендуется проводить расчёт на совместное действие всех нагружающих факторов - см. п.п. 8.3.7 настоящего подраздела стандарта. Составляющие напряжений и эквивалентные напряжения в сварных соединениях рассчитывают согласно п.п. П.2.9 ¸ П.2.12 Приложения П настоящего стандарта.
В качестве расчётного эквивалентного напряжения для последующей оценки индивидуального ресурса принимают его значение, соответствующее наиболее нагруженному сечению и наиболее напряжённой точке в этом сечении трубопровода.
8.3.4 Определение эквивалентной температуры эксплуатации и эквивалентной наработки
8.3.4.1 Исходными данными для расчёта эквивалентной температуры эксплуатации и эквивалентной наработки являются станционные сведения по среднегодовой температуре и соответствующей наработке по каждому календарному году (форма 3-тех) за весь срок эксплуатации паропровода.
Примечание - Эквивалентная температура предшествующей эксплуатации паропровода может быть уточнена специализированной организацией по результатам анализа состояния окалины на поверхности элемента.
8.3.4.2 Расчёт эквивалентной наработки и эквивалентной температуры эксплуатации базируется на известном параметрическом уравнении Ларсона-Миллера:
В основу расчёта положено допущение, что уровень приведенных напряжений в паропроводе в процессе эксплуатации изменяется весьма незначительно, т.е. параметр Р(s) = const на каждом этапе (каждый календарный год) эксплуатации.
8.3.4.3 Расчёт эквивалентной наработки выполняется по формуле:
 (58)
(58)
где tэ - эквивалентная наработка, приведенная к температуре Тпр, т.е. условная наработка, соответствующая фактическому исчерпанию ресурса металла паропровода за счёт ползучести при заданной постоянной температуре Тпр. В качестве таковой температуры (Тпр) как правило, принимают расчётную температуру Тр;
Ti и ti - среднегодовая температура в текущем году и соответствующая данному году наработка;
n - количество лет работы паропровода;
Примечание - В приведенном выражении, а также в последующих формулах данного подраздела стандарта (п.п. 8.3.4 ¸ 8.3.6) температура Т принимается в °К.
8.3.4.4 Эквивалентная температура Тэкв эксплуатации определяется численным методом из соотношения:
 (59)
(59)
где tф - фактическая наработка паропровода на фиксированный момент
времени (время обследования): ![]()
Приведенное уравнение решается относительно неизвестной величины Тэкв численно методом последовательных приближений. В качестве первой итерации рекомендуется использовать значение температуры
![]() (60)
(60)
Допускается считать достаточной точность вычислений ±0,5 °С.
8.3.4.5 Допускается в обоснованных случаях определять эквивалентную температуру эксплуатации по упрощённой формуле:
 (61)
(61)
где Тср -
средняя арифметическая температура: ![]() - см. п.п. 8.3.4.4;
- см. п.п. 8.3.4.4;
tэ.ср. - эквивалентная наработка, пересчитанная на температуру Тср, т.е. вычисленная по формуле п.п. 8.3.4.3 настоящего пункта стандарта при Тпр = Тср.
Р(s) = Т × (lgt - 2lgТ + а). (62)
В этом случае эквивалентная наработка определяется по формуле:
 (63)
(63)
где постоянная а = 25; остальные обозначения соответствуют п.п. 8.3.4.3 настоящего пункта стандарта.
Аналогично эквивалентная температура эксплуатации определяется численно из соотношения:
 (64)
(64)
путём решения данного уравнения методом последовательных приближений.
8.3.5 Определение эквивалентного давления эксплуатации
8.3.5.1 Исходными данными для расчёта эквивалентного давления эксплуатации являются станционные данные по среднегодовому давлению и соответствующей наработке по каждому календарному году (форма 3-тех) за весь срок эксплуатации паропровода.
8.3.5.2 Величина эквивалентного давления рассчитывается по формуле:
 (65)
(65)
где Рэ.
- эквивалентное давление за весь расчётный срок службы tф ![]()
pi и ti - среднегодовое давление в текущем году и соответствующая данному году наработка;
n - количество лет работы паропровода за расчётный период;
m - показатель степени в уравнении длительной прочности.
8.3.5.3 Показатель m в уравнении длительной прочности принимают равным:
- для стали марок 12МХ и 15ХМ:
m = 10,0 - при Т £ 500 °С;
m = 8,0 - при Т ³ 510 °С
- для стали марок 12Х1МФ и 15Х1М1Ф:
m = 10,0 - при Т £ 520 °С;
m = 8,0 - при Т = 540 °С
m = 6,0 - при Т = 570 °С
- для промежуточных температур значения показателя m допускается вычислять линейной интерполяцией между двумя опорными точками, ограничивающими с разных сторон значение расчётной температуры.
- Допускается в качестве
расчётного значения температуры за весь срок эксплуатации паропровода при
определении показателя m принимать
величину эквивалентной температуры Тэкв при условии, что ![]() для всех
значений i.
для всех
значений i.
8.3.6 Определение индивидуального (остаточного) ресурса
8.3.6.1 С использованием полученных значений приведенных напряжений, эквивалентных температуры и давления (п.п. 8.3.3 ¸ 8.3.5) по кривым или соотношениям гарантированных характеристик длительной прочности металла (с исходным состоянием или после наработки) определяют индивидуальный или остаточный ресурс конкретных элементов паропровода. Как правило, ресурс паропровода в целом лимитируется ресурсом гибов.
Примечание - Приведенные напряжения в элементах паропровода определяют с учётом минимальной фактической толщины стенки в расчётной зоне по результатам контроля.
![]() (66)
(66)
где t - индивидуальный ресурс;
Т - используемая в расчёте температура, К;
n - коэффициент запаса прочности;
s - приведенное напряжение, МПа;
а - постоянная, зависящая от марки стали. Полином шестой степени представляет собой аппроксимирующую функцию модифицированного параметра Ларсона-Миллера. Коэффициенты полинома Ai (i = 0 ¸ 6) для различных марок стали и её состояния даны в п.п. 8.3.6.6 настоящего пункта стандарта (таблица 8.2).
8.3.6.3 При расчёте индивидуального (остаточного) ресурса согласно п.п. 8.3.6.2) используется эквивалентная температура Тэкв. эксплуатации паропровода - см. формулы п.п. 8.3.4.4 ¸ 8.3.4.6 настоящего подраздела стандарта.
Допускается использовать в расчёте другое значение температуры, в частности, расчётную температуру эксплуатации Тр для случая последующего сопоставления полученного значения ресурса с эквивалентной наработкой tэ при Тпр. = Тр. - см. п.п. 8.3.4.3, 8.3.4.6 настоящего подраздела стандарта, либо температуру (Тn), на которую планируется продление эксплуатации паропровода, с последующим сопоставлением полученного ресурса с эквивалентной наработкой при Тпр = Тn.
8.3.6.4 Коэффициент запаса прочности при расчёте принимается равным 1,5 (n = 1,5). При наличии фактических данных по характеристикам длительной прочности металла паропровода на время отработки им паркового или индивидуального ресурса допускается принимать значение коэффициента запаса прочности ниже 1,5, но в любом случае оно должно быть не менее 1,25.
8.3.6.5 Постоянная а в уравнении п.п. 8.3.6.2 для паропроводных марок стали принимается равной:
12МХ - 25,0
15ХМ - 25,0
12Х1МФ - 24,88
15Х1М1Ф - 25,2.
8.3.6.6 Коэффициенты Ai полинома шестой степени в соотношении гарантированных характеристик длительной прочности паропроводных марок стали в исходном состоянии приведены в нижеследующей таблице:
Таблица 8.2.
|
А0 |
A1 |
А2 |
А3 |
А4 |
А5 |
А6 |
|
|
12МХ |
20750 |
-225,338 |
5,666 |
0,984 |
-0,173 |
0,01 |
-0,000212 |
|
15ХМ |
21130 |
-173,562 |
-49,28 |
10,891 |
-0,892 |
0,033 |
-0,000465 |
|
12Х1МФ |
22810,76 |
-730,70 |
89,186 |
-7,654 |
0,3316 |
-0,00556 |
0,0 |
|
15Х1М1Ф |
24099,54 |
-774,70 |
79,73 |
-6,739 |
0,3162 |
-0,00588 |
0,0 |
Соотношения гарантированных характеристик длительной прочности паропроводных марок стали после определённых наработок при эксплуатационной температуре определяются через соответствующие коэффициенты полинома приведенного выше вида (п.п. 8.3.6.2 настоящего пункта) на основе банка данных по жаропрочным свойствам стали после разных сроков эксплуатации.
8.3.6.7 При выполнении расчётов рекомендуется в качестве основного использовать соотношение гарантированной длительной прочности стали в исходном состоянии (коэффициенты Ai берутся по таблице 8.2) при коэффициенте запаса прочности n = 1,5. Допускается использовать в расчётах соотношение гарантированной длительной прочности стали с конкретной наработкой при условии, что имеется достаточный массив данных по жаропрочным свойствам отработавшего определённый срок металла для определения коэффициентов Ai полинома для конкретной марки стали и конкретной наработки. При этом коэффициент запаса прочности принимается равным 1,3.
Допускается вести расчёт одновременно по нескольким соотношениям гарантированной длительной прочности стали: в исходном состоянии (таблица 8.2) и после заданной наработки. При этом в соотношении для исходного состояния коэффициент запаса прочности принимается равным 1,5, а в соотношениях с заданной наработкой - n = 1,3.
Допускается снижение коэффициента запаса до:
n = 1,4 - для соотношения гарантированной длительной прочности стали в исходном состоянии;
n = 1,25 - для соотношения гарантированной длительной прочности стали после заданной наработки.
В качестве расчётного ресурса принимается наименьшее из значений, полученных по различным вариантам расчёта.
8.3.6.8 Возможны следующие варианты определения индивидуального (остаточного) ресурса паропровода.
а) Продление ресурса выполняется на расчётные параметры эксплуатации.
Определяют эквивалентную наработку tэ по п.п. 8.3.4.3 или 8.3.4.6 при приведенной температуре, равной расчётной температуре: Тпр = Тр.
Определяют индивидуальный
ресурс (![]() )
при работе на расчётной температуре и расчётном давлении по соотношению
гарантированной длительной прочности металла в исходном состоянии. Остаточный
ресурс при последующей эксплуатации на расчётных параметрах определяется
разностью:
)
при работе на расчётной температуре и расчётном давлении по соотношению
гарантированной длительной прочности металла в исходном состоянии. Остаточный
ресурс при последующей эксплуатации на расчётных параметрах определяется
разностью:
![]() (67)
(67)
В данном случае индивидуальный ресурс не является реальным показателем длительности эксплуатации паропровода при фактических параметрах.
Определяют индивидуальный
ресурс ![]() при
работе на расчётных температуре и давлении по соотношению гарантированной
длительной прочности металла с наработкой. Остаточный ресурс при последующей
эксплуатации на расчётных параметрах определяется соотношением:
при
работе на расчётных температуре и давлении по соотношению гарантированной
длительной прочности металла с наработкой. Остаточный ресурс при последующей
эксплуатации на расчётных параметрах определяется соотношением:
![]() (68)
(68)
Если расчёт ведётся по нескольким соотношениям гарантированной длительной прочности - для исходного состояния и для заданной наработки, то:
tост. = tинд. - tэ, (69)
где ![]()
б) Продление ресурса выполняется на эквивалентные (или весьма близкие к ним) параметры эксплуатации.
Определяют эквивалентную температуру и эквивалентное давление эксплуатации по п.п. 8.3.4.4 или 8.3.4.6 и п.п. 8.3.5.2.
Определяют индивидуальный ресурс при работе на эквивалентных параметрах по соотношению гарантированной длительной прочности металла в исходном состоянии. Остаточный ресурс при последующей эксплуатации на эквивалентных параметрах определяется по формуле:
![]() (70)
(70)
Определяют индивидуальный ресурс при работе на эквивалентных параметрах по соотношению гарантированной длительной прочности металла с наработкой. Остаточный ресурс при последующей эксплуатации на эквивалентных параметрах определяется по формуле:
![]() (71)
(71)
Если расчёт ведётся по нескольким соотношениям гарантированной длительной прочности - для исходного состояния и заданной наработки, то:
tост. = tинд. - tф, (72)
где ![]()
в) При продлении срока эксплуатации паропровода на расчётных (или других назначенных) параметрах, отличных от эквивалентных, допускается остаточный ресурс определять из соотношения:

где ![]() - индивидуальный
ресурс для расчётных параметров;
- индивидуальный
ресурс для расчётных параметров;
![]() - индивидуальный
ресурс для эквивалентных параметров;
- индивидуальный
ресурс для эквивалентных параметров;
Кр - в пределах от 0,75 до 1,0 в зависимости от фактического состояния металла по результатам его неразрушающего контроля и испытаний.
8.3.6.9 Индивидуальный (остаточный) ресурс сварных соединений определяется путём сопоставления эквивалентных напряжений sэкв, оцененных согласно п.п. 8.3.3.14, с номинальным допускаемым напряжением стали согласно п. 6.3.3. настоящего стандарта для расчётной температуры и прогнозируемого ресурса (с учётом периода накопленной наработки) при использовании коэффициентов прочности сварных соединений согласно требованиям действующих НД и настоящего стандарта.
8.3.6.10
Индивидуальный (остаточный) ресурс сварного соединения допускается определять
по базовым характеристикам (диаграммам) длительной прочности сварных
соединений; в этом случае при расчёте sэкв не учитываются коэффициенты прочности
сварных соединений (jw,
![]() и
jвw). Базовые характеристики длительной
прочности сварных соединений апроксимируются выражениями:
и
jвw). Базовые характеристики длительной
прочности сварных соединений апроксимируются выражениями:
- для соединений стали 12Х1МФ
lgt = -22,4 + 2lgT - (2400lgs - 20297 + 82,2×s) × Т-1 (74)
- для соединений стали 15Х1М1Ф
lgt = -24,15 + 2lgT - (2400lgs - 22173 + 90,3×s) × Т-1 (75)
При анализе выполняемости условий прочности допускаемое напряжение [s] определяется по соответствующей базовой характеристике длительной прочности сварного соединения с коэффициентом запаса прочности n = 1,5.
Примечания:
1 В вышеприведенных формулах размерности характеристик даны: s - кгс/мм2 (МПа/10); Т - °К.
2 Базовые характеристики (диаграммы) длительной прочности сварных соединений могут уточняться по результатам испытаний на длительную прочность образцов, вырезанных из сварного соединения действующего паропровода.
8.3.6.11 Величину индивидуального (остаточного) ресурса допускается определять другим, отличным от изложенного в настоящем пункте, способом. При этом, метод определения напряжений в элементах паропровода также может отличаться от изложенного в пункте 8.3.3 настоящего стандарта. В указанном случае методика расчёта индивидуального (остаточного) ресурса паропровода должна быть приведена в заключении экспертной (специализированной) организации, а результаты расчёта, т.е. величина индивидуального ресурса, должны быть проанализированы в сопоставлении с результатами обследования фактического состояния металла.
8.3.6.12 Для определения индивидуального (остаточного) ресурса паропровода при учёте совместного действия ползучести и усталости следует руководствоваться положениями п. 6.3.7 настоящего стандарта. Допускается использовать другие методики при условии подтверждения их соответствия специализированной организацией.
8.3.7 Поверочный расчёт на прочность и самокомпенсацию паропровода
На основании данных, полученных в результате ревизии ОПС и трассы паропровода (п.п. 5.6.3.9 настоящего стандарта), разрабатывается расчётная схема паропровода.
Расчёты выполняются в двух вариантах:
8.3.7.1 Вариант 1. Определяются детали и элементы трубопроводов, работающие с наибольшими напряжениями. При этом расчёт проводят с учётом:
- фактических условий эксплуатации;
- фактического состояния трасс и ОПС трубопроводов;
- фактической нагрузки пружинных опор и подвесок;
- фактических длин тяг и подвесок;
- фактической массы деталей и элементов паропроводов и тепловой изоляции, смонтированной на паропроводе до проведения ремонта;
- фактических типоразмеров труб, овальности и толщин стенок в растянутой зоне гибов (по данным лаборатории металлов), жёсткости установленных опор и подвесок;
- монтажных натягов (если имеются документы о их выполнении);
- частичных и полных защемлений паропроводов;
- фактической расстановки сварных соединений (по данным лаборатории металлов) и их моделирование;
- если возможных температурных режимов работы паропроводов несколько, то расчеты выполняется для наиболее тяжелого, с точки зрения напряжений в металле, и наиболее длительного действующего сочетания рабочих температур на различных участках.
На основании анализа результатов проведённых расчётов определяются детали и элементы паропроводов, работающие с наибольшими напряжениями от совместного воздействия всех нагружающих факторов. Определяются наиболее нагруженные сварные соединения для последующего выполнения для них специальных расчётов по уточнённой методике.
Кроме того, разрабатываются рекомендации по оптимизации опорно-подвесной системы креплений с целью повышения надёжности деталей, элементов и сварных соединений паропроводов.
8.3.7.2 Вариант 2. Определяются необходимые параметры для оценки индивидуального (остаточного) ресурса паропроводов и их элементов:
- обоснование выбранного варианта прочностного расчета (при наличии в расчетной схеме участков, работающих с различными температурами или имеющих различное время эксплуатации);
- характеристики пружинных опор и подвесок с указанием типа пружин, их жесткости, нагрузочной способности, числа цепей, свободных высот пружин, а также небалансы нагрузок по отдельным опорам и по опорной системе в целом;
- обоснование различных решений, принятых в процессе проведения расчетов;
- таблица напряжений в расчётных сечениях паропроводов;
- таблица нагрузок на опоры и подвески паропроводов;
- таблица расчётных видимых перемещений паропроводов в местах установки индикаторов тепловых расширений;
- выводы по результатам выполненных расчетов.
В документации должны быть отражены следующие принятые в расчетах данные:
- параметры рабочей среды и ресурс паропровода;
- принятые в расчетах сосредоточенные нагрузки от массы оборудования или арматуры;
- принятые в расчетах значения смещений узлов присоединения к оборудованию, а также данные по принятым значениям холодных растяжек;
- принятые в расчетах ключевые физические константы и коэффициенты запаса (модули упругости материала в рабочем и холодном состояниях, коэффициент линейного расширения, допускаемые напряжения в рабочем и холодном состояниях, коэффициент перегрузки, коэффициенты ослабления, связанные с наличием сварных швов, коэффициенты, связанные с релаксацией напряжений);
Расчёт выполняется с учётом реализации разработанных рекомендаций. Дополнительно учитывается следующее:
- жёсткость вновь установленных (или заменённых по результатам обследования) пружин опор и подвесок;
- изменения, внесённые в расположения опор и подвесок;
- состояние паропроводов, отвечающее принятым в НД требованиям (в частности, дефекты трубопроводов и их ОПС, а также имеющиеся защемления должны быть устранены);
- погонная масса тепловой изоляции, с которой паропровод будет эксплуатироваться после ремонта.
8.3.7.3 Результаты расчёта используются в дальнейшем:
- для уточнения индивидуального расчётного ресурса сварных соединений паропровода и его деталей;
- для проведения наладки опорно-подвесной системы;
- для организации контроля за температурными перемещениями паропроводов;
8.3.7.4 По результатам работы оформляется следующая техническая документация:
- акты о техническом состоянии паропроводов и опорно-подвесных систем их креплений;
- ведомости дефектов паропроводов и ОПС с отметками об их устранении;
- аксонометрическая расчетная схема паропроводов, уточненная в результате обследования, с обозначением расчетных узлов и сечений, а также указателей (реперов) тепловых перемещений;
- таблица с величинами напряжений в расчётных сечениях трубопровода;
- таблица со значениями нагрузок на опоры и подвески трубопровода;
- таблица с результатами контроля за температурными перемещениями трубопровода.
8.3.8 Условия продления эксплуатации паропроводов
8.3.8.1 Необходимым условием возможности дальнейшей безопасной эксплуатации паропровода при расчётных или разрешённых параметрах является соблюдение для элементов паропровода условий прочности согласно п. 6.3.5 настоящего стандарта, а также выполнение требований раздела 7 настоящего документа.
8.3.8.2 Если по условиям прочности или (и) результатам оценки остаточного ресурса для отдельных элементов паропровода не выдерживаются регламентированные коэффициенты запаса прочности при продлении эксплуатации на расчётных параметрах пара, допускается выполнять продление ресурса паропровода на пониженных параметрах.
При этом основанием для снижения параметров являются результаты расчёта на прочность от внутреннего давления и соответствующего расчёта ресурса. При невыполнении условий прочности по результатам поверочного расчёта на весовые нагрузки и самокомпенсацию паропровода должны быть проведены мероприятия по снижению эквивалентных напряжений в паропроводе (за счёт снижения изгибных напряжений) до допустимого уровня путем наладки системы креплений с устранением выявленых при ревизии дефектов и др.
Примечание - В случае невозможности выполнения необходимых мероприятий в текущий ремонт, при котором осуществляется обследование, они могут быть перенесены на срок не более 30 тыс. часов при условии дополнительного контроля сварных соединений и гибов с наибольшими эквивалентными напряжениями по результатам вышеуказанного поверочного расчёта. Конкретные сроки временной эксплуатации паропровода и проведения дополнительного контроля, а также его объём устанавливаются специализированной организацией.
8.3.8.3 При отклонениях трассы паропровода или выявленных нарушениях в его опорно-подвесной системе по отношению к проекту и исполнительной схеме необходим поверочный расчёт на прочность и самокомпенсацию паропроводной системы, по результатам которого формируются конкретные рекомендации по исправлению выявленных дефектов и отклонений и переналадке опорно-подвесной системы.
Для указанных случаев приведение трассы паропровода в проектное состояние без поверочных расчётов на прочность и самокомпенсацию и без переналадки ОПС является недопустимым.
8.3.8.4 Отработавший парковый или индивидуальный ресурс паропровод может быть допущен к дальнейшей эксплуатации при расчётных или пониженных параметрах на срок не более 50 тыс. часов на основании положительных результатов контроля, исследований состояния металла и расчётных оценок ресурса при соблюдении установленных требований нормативной и производственной документации по условиям эксплуатации.
В отдельных обоснованных случаях допускается продление эксплуатации паропровода после отработки паркового ресурса (т.е. первичное продление) на срок более 50 тыс. часов.
8.3.8.5 При несоблюдении отдельных требований подраздела 7.2 (п.п. 7.2.2, 7.6.2) настоящего стандарта паропровод может быть допущен во временную эксплуатацию на основании положительного Заключения специализированной организации и выполнения рекомендованных данной организацией мероприятий: снижение параметров пара; увеличение объёмов контроля и исследований металла, применение специальных методов диагностики и др. Если при этом одновременно не соблюдаются регламентированные коэффициенты запаса прочности для отдельных элементов, временное продление ресурса паропровода возможно в обоснованных случаях на срок, не превышающий 10 % от паркового ресурса, но не более 15 тыс. часов.
8.3.8.6 Продление срока эксплуатации паропровода на основании результатов обследования и расчётов ресурса должно оформляться на весь паропровод в целом, а не на отдельные его элементы или блоки. Назначение разных величин остаточного ресурса индивидуально для каждого элемента паропровода при продлении его эксплуатации является недопустимым.
При необходимости допускается назначать для отдельных групп элементов паропровода промежуточный контроль, включая анализ микроповреждённости металла, до выработки паропроводом установленного индивидуального (остаточного) ресурса.
8.3.8.8 По истечению дополнительно назначенного ресурса паропровода, установленного по результатам последнего обследования, допускается проведение повторной процедуры обследования и установление нового дополнительно назначенного ресурса паропроводу, если в последнем заключении на продление ресурса не содержатся иные рекомендации.
8.3.8.9 В случае выработки паропроводом своего индивидуального ресурса и исчерпании резервов по его продлению в качестве альтернативы предстоящей замены паропровода допускается проведение его восстановительной термической обработки при условии подтверждения целесообразности (и возможности) проведения таковой по результатам соответствующего исследования. После проведения восстановительной термической обработки паропроводу устанавливается новый назначенный ресурс, определяемый специализированной организацией по результатам выполненного исследования.
8.4 Паропроводы горячего промперегрева, изготовленные из центробежно-литых (ЦБЛ) труб
8.4.1 Положения настоящего подраздела стандарта относятся к паропроводам горячего промперегрева, изготовленным из центробежнолитых (ЦБЛ) труб стали 15Х1М1Ф, и распространяются на прямые ЦБЛ трубы и их сварные соединения. Порядок обследования и продления срока эксплуатации литых, штампованных и штампосварных деталей (колен, корпусов арматуры, тройников, переходов) изложен в п.п. 5.6.2.5, 5.6.3.5 и подразделах 8.2 и 8.3 настоящего стандарта.
8.4.2 Порядок продления срока эксплуатации паропроводов из ЦБЛ труб базируется на выполнении следующих мероприятий:
- анализ технической документации;
- контроль неразрушающими методами;
- исследования состава, структуры, свойств и микроповреждённости металла и сварных соединений трубопровода;
- контрольный расчёт на прочность с оценкой индивидуального (остаточного) ресурса с учётом фактических данных по условиям эксплуатации, результатам контроля и исследований;
- обобщающий анализ результатов обследования с выпуском Заключения.
8.4.3 Анализ технической документации имеет целью получение и анализ следующих данных:
- исполнительная схема трубопровода;
- год ввода в эксплуатацию, наработка и количество пусков;
- типоразмер, количество ЦБЛ труб, количество стыковых сварных соединений, в том числе заводских и монтажных;
- сертификатные данные на трубы и сварочные материалы;
- расчётные параметры эксплуатации;
- фактические среднегодовые параметры эксплуатации и соответствующие каждому году наработки;
- сроки проведения, объёмы и результаты эксплуатационного контроля и исследований металла (последние при наличии);
- данные о повреждениях и заменах элементов, а также сведения о проведенных ремонтах;
- результаты проектного поверочного расчёта паропровода на прочность и самокомпенсацию или (и) аналогичного расчёта на стадии эксплуатации (если таковой проводился).
8.4.4 Порядок неразрушающего контроля и исследований состояния металла паропровода после отработки паркового (назначенного) ресурса изложен в п. 5.6.4. настоящего стандарта. В указанном пункте подробно изложены требования по металлографическому исследованию и механическим испытаниям металла и сварных соединений ЦБЛ труб на вырезках отрезка паропровода («катушки») или «пробки». Рекомендуется отдавать предпочтение исследованиям на вырезках «катушки», включающей сварное соединение труб.
8.4.5 Результаты макроструктурного анализа ЦБЛ труб сравниваются с требованиями Технических условий на изготовление.
Результаты микроструктурного анализа сравниваются со шкалой ликвационных микроструктур металла ЦБЛ труб, приведенной в Приложении Г настоящего стандарта.
8.4.6 Результаты анализа микроповрежденности металла обрабатываются для получения объёмной доли пор. Объёмная доля пор, занимаемая на шлифе, DV (%) определяется по формуле:

где Vi - объем пор;
V - объем металла;
Si - доля площади шлифа, занятая порами;
S - площадь поверхности шлифа;
SF - исследуемая площадь шлифа;
i ... N - количество пор;
Pi = di/Di - коэффициент сферичности отдельной поры;
Di и di - максимальный и минимальный размер поры соответственно;
С учетом увеличения микроскопа ´500 формула для расчёта DV (в процентах) приобретает вид:
![]() (76)
(76)
где n - количество просмотренных полей.
Объёмная доля пор определяется на участках с максимальным их сосредоточением.
Полученные в результате анализа микроповрежденности металла данные сопоставляются и оцениваются в соответствии со шкалой микроповрежденности металла ЦБЛ труб, приведенной в приложении К.
8.4.7 Качество металла центробежнолитых труб и их сварных соединений должно соответствовать требованиям п. 7.2.3 и подраздела 7.6 (п.п. 7.6.1. и 7.6.2) настоящего стандарта.
8.4.8 Расчёт эквивалентной температуры и эквивалентной наработки паропровода рекомендуется выполнять в соответствии с п. 8.3.4 настоящего раздела стандарта.
8.4.9 Расчётная оценка индивидуального (остаточного) ресурса ЦБЛ труб выполняется путём определения приведенных напряжений (см. п. 6.3.5. и Приложение П.2 настоящего стандарта) от внутреннего давления и последующего установления по ним величины ресурса с учётом изменения характеристик длительной прочности металла в процессе эксплуатации, определяемого по результатам анализа фактического структурного состояния металла. Если исследования металла включали определение характеристик жаропрочности (длительной прочности), оценку остаточного ресурса следует проводить по фактическим жаропрочным свойствам металла с использованием нормативного коэффициента запаса прочности (см. п. 6.3.3 настоящего стандарта).
8.4.10 Расчётную оценку индивидуального (остаточного) ресурса сварных соединений ЦБЛ труб выполняют путём сопоставления максимальных эквивалентных напряжений (взятых из проектного или иного поверочного расчёта паропровода на прочность и самокомпенсацию) с принятым в расчёте (см. предыдущий пункт) допускаемым напряжением стали для расчётной температуры и прогнозируемого ресурса. Коэффициент прочности сварного соединения устанавливается по результатам исследований зон сварного соединения на вырезке (в том числе с учётом имеющегося банка данных), но принимается равным не более 0,7.
Индивидуальный (остаточный) ресурс сварных соединений ЦБЛ труб может быть определён также путём прямого сопоставления максимальных эквивалентных напряжений (вычисленных без учёта коэффициента прочности сварного соединения, т.е. при jw = 1) с допускаемыми напряжениями сварных соединений, определёнными по результатам жаропрочных испытаний на вырезке сварного соединения (или по имеющемуся в специализированной организации банку данных). Оценку ресурса следует выполнять с использованием нормативного коэффициента запаса прочности.
Примечание - Если по результатам неразрушающего контроля в сварных соединениях (хотя бы в одном) ЦБЛ труб обнаружены трещины недопустимых размеров, требуется выполнение поверочного расчёта паропровода на прочность и самокомпенсацию с определением сечений с максимальными эквивалентными напряжениями. По результатам этого расчёта должны быть сформулированы рекомендации, в числе которых может быть назначен дополнительный объём контроля или переналадка ОПС паропровода, или другие мероприятия.
8.4.11 Индивидуальный ресурс паропровода горячего промперегрева из ЦБЛ труб определяется на основании результатов расчётных оценок согласно пунктам 8.4.9 и 8.4.10 настоящего подраздела стандарта, расчётных оценок индивидуального ресурса литых, штампованных и штампосварных деталей, входящих в состав паропровода, а также с учётом результатов неразрушающего контроля и исследований металла.
8.4.12 К эксплуатации сверх паркового (или дополнительно назначенного) ресурса паропровод из ЦБЛ труб допускается при условии:
- состояние металла и сварных соединений паропровода по результатам неразрушающего контроля и исследований удовлетворяет критериям качества согласно п. 7.2.3 и подраздела 7.6 (п.п. 7.6.1. и 7.6.2) настоящего стандарта;
- работоспособность паропровода по результатам расчётных оценок ресурса согласно п. 8.4.11 настоящего подраздела стандарта обеспечивается на планируемый срок продления эксплуатации.
8.5 Станционные питательные трубопроводы
8.5.1 Изложенные в настоящем подразделе стандарта положения распространяются на питательные трубопроводы электростанций с энергоустановками (котлами) высокого давления и СКД.
Основными элементами питательных трубопроводов, определяющими величину назначенного срока службы, являются: прямые трубы; гнутые, штампованные (штампосварные) колена; штампованные тройники и переходы; литые детали (колена, тройники, корпуса арматуры, переходы); сварные соединения.
8.5.2 Продление срока эксплуатации питательных трубопроводов сверх назначенного срока службы выполняется по следующему алгоритму:
- анализ режимов эксплуатации и результатов контроля трубопровода за весь предшествующий период работы;
- анализ результатов неразрушающего контроля и исследований состояния металла (если последние проводились) по данным текущего обследования (диагностирования);
- контрольный расчёт на прочность с оценкой дальнейшей работоспособности основных элементов трубопровода;
- расчёт циклической долговечности гибов трубопровода - при необходимости;
- обобщающий анализ результатов обследования с оценкой общего технического состояния трубопровода и установление дополнительно назначенного срока службы.
8.5.3 Анализ технической и эксплуатационной документации проводится для установления конструктивных особенностей исполнительной схемы трубопровода, уточнения номенклатуры и материалов (а также технологии) изготовления основных элементов, выявления режимов работы трубопровода и водно-химического режима станции, а также для оценки повреждаемости металла по результатам эксплуатационного контроля.
8.5.4 Основой для проведения анализа является представленная эксплуатирующей организацией исходная информация, которая включает:
- исполнительную схему;
- год ввода в эксплуатацию, наработку и количество пусков трубопровода;
- номенклатуру (в том числе типоразмер), материалы и технологию изготовления, а также количество основных элементов;
- сведения о режиме эксплуатации, включая порядок работы группы ПВД (постоянный или периодический), отклонения по водно-химическому режиму, условия консервации и другие факторы, способные повлиять на повреждаемость металла;
- расчётные параметры эксплуатации на участках до ПВД и за ПВД, а также фактические параметры;
- сведения о заменах деталей (если таковые имели место);
- сроки проведения, объёмы и результаты контроля металла трубопровода в процессе эксплуатации;
- сведения о дефектах, обнаруживаемых при эксплуатации, и способах их устранения.
8.5.5 Порядок неразрушающего контроля питательных трубопроводов, включая методы объёмы и зоны контроля, после выработки назначенного срока службы приведен в п. 5.6.5 настоящего стандарта (таблица 5.24).
Необходимость проведения исследований состояния металла на вырезках определяется специализированной организацией и может быть вызвана (как правило) повышенной повреждаемостью металла.
8.5.6 Контрольный расчёт на прочность с оценкой работоспособности элементов трубопровода выполняют в соответствии с положениями подраздела 6.3 настоящего стандарта. Работоспособность элемента будет обеспечиваться при выполнении условия:
(Sf)min ³ SR + c2
Рекомендуется принимать в расчётах с2 = 1,0 мм.
Если вышеуказанное условие для какой-либо группы элементов выполняется при величине эксплуатационной прибавки 0 < с2 < 1,0 мм, то срок продления эксплуатации данной группы элементов должен быть сокращён, либо им назначен промежуточный контроль.
Расчёт гибов трубопровода следует выполнять для растянутой и нейтральных зон, литых и штампованных колен - для сжатой и нейтральных зон, а расчёт штампосварных колен - для зон, содержащих продольный сварной шов.
8.5.7 В случаях, когда количество пусков трубопровода превышает 300 или по результатам контроля обнаружены дефекты металла, квалифицируемые как коррозионно-усталостные повреждения, необходимо выполнить расчёт на циклическую прочность. По усмотрению специализированной организации расчёт выполняется либо только для гибов, либо для гибов и тройников. В качестве основного вида нагрузки рассматривается внутреннее давление в трубопроводе; допускается выполнять расчёт циклической прочности трубопровода с учётом действия всего комплекса нагружающих факторов.
8.5.8 При расчёте гибов на циклическую прочность амплитуду напряжений определяют для внутренней поверхности гиба в нейтральной зоне; допускается ориентировочно принимать в качестве главных напряжений основные компоненты напряжений от внутреннего давления:
sj - окружные напряжения;
sz - осевые напряжения;
sr - радиальные напряжения (на внутренней поверхности гиба sr = -р).
В качестве расчётного цикла нагружения принимают «пуск-останов» трубопровода.
При расчёте тройникового узла на циклическую прочность амплитуду напряжений вычисляют для внутренней поверхности тройника в точке пересечения линии сопряжения (штуцера с коллектором) с продольной плоскостью симметрии узла (проходящей через центральные оси штуцера и коллектора). Величину коэффициента концентрации напряжений для указанной расчётной точки тройника допускается определять с использованием соответствующих нормативных документов или справочной литературы. В любом случае его значение должно быть не меньше 3,2.
8.5.9 Расчёт на циклическую прочность следует выполнять в соответствии с порядком, изложенным в п. 6.3.6 настоящего стандарта. При выполнении расчётов требуется учитывать влияние на циклическую прочность коррозионного фактора - п.п. 6.3.6.28.
8.5.10 Продление срока службы питательного трубопровода осуществляется на основании удовлетворительных результатов контроля и расчётов на прочность.
Срок эксплуатации питательных трубопроводов после отработки назначенного (или дополнительно назначенного) срока службы может быть продлён при условии отсутствия в металле и сварных соединениях недопустимых дефектов и отклонений согласно требованиям п. 7.2.4 настоящего стандарта, и соблюдения условий прочности по результатам контрольного расчёта.
8.5.11 В исключительных случаях допускается выполнять продление срока службы питательного трубопровода на пониженных параметрах. При этом основанием для снижения параметров могут выступать недопустимые дефекты в металле элементов трубопровода или результаты контрольных расчётов на прочность, а также совместное присутствие обоих этих факторов.
При невыполнении условий циклической прочности для отдельных групп элементов должен быть предусмотрен промежуточный контроль этих элементов в течение рекомендуемого срока продления эксплуатации (т.е. до истечения дополнительно назначенного срока службы).
8.5.12 Отработавший назначенный (или дополнительно назначенный) срок службы трубопровод может быть допущен в дальнейшую эксплуатацию при расчётных или пониженных параметрах на срок не более 50 тыс. часов, но не более чем на 8 лет с момента проведения технического диагностирования.
8.5.13 При несоблюдении отдельных требований подраздела 7.2. (п. 7.2.4) настоящего стандарта или (и) условий прочности для каких-либо групп элементов по результатам контрольных расчётов на прочность трубопровод может быть допущен во временную эксплуатацию на сокращённый срок. В качестве альтернативного варианта трубопроводу может быть назначен промежуточный контроль в рекомендованном объёме до истечения дополнительно назначенного срока службы.
8.6 Паровые турбины
8.6.1 К основным элементам турбин, определяющим их ресурс, относятся цельнокованые роторы высокого и среднего давления и корпусные детали, работающие при температуре металла 450 °С и выше.
8.6.2 Продление срока эксплуатации паровой турбины сверх назначенного (паркового) ресурса базируется на выполнении следующего комплекса мероприятий.
- анализ технической документации ТЭС по режимам эксплуатации турбины, повреждениям, заменам и восстановительным ремонтам основных элементов, результатам контроля металла основных элементов в течение всего срока их эксплуатации;
- неразрушающий контроль металла основных элементов для выявления дефектов и экспериментальной оценки накопленной поврежденности;
- исследование структуры и свойств металла основных элементов;
- расчетная оценка напряженного состояния и остаточного ресурса роторов и прочности корпусных деталей с учетом фактических данных о свойствах металла и режимах эксплуатации турбины;
- обобщающий анализ с установлением возможности, условий и срока дальнейшей эксплуатации турбины.
8.6.3 Анализ исходной информации проводится на основании представленной электростанцией технической документации, включающей:
- тип и завод-изготовитель турбины;
- наработку и количество пусков;
- материал изготовления основных элементов;
- расчётные параметры эксплуатации турбины;
- фактические среднегодовые параметры перед турбиной и соответствующие каждому году наработки;
- количество пусков турбины по каждому году эксплуатации;
- сроки проведения капитальных ремонтов и данные о заменах деталей (если таковые имели место);
- сроки проведения, объёмы и результаты контроля металла проточной части и литых деталей;
- обнаруживаемые при эксплуатации дефекты металла и конкретные сведения об их устранении (замена элемента, выборка, выборка с последующей заваркой и т.д.);
- копии чертежей с основными размерами для проведения расчётов на прочность.
Дополнительно рекомендуется проводить анализ документации завода-изготовителя турбины о свойствах металла элементов в исходном состоянии и индивидуальных особенностях их изготовления с учетом возможности отступления от требований проектной документации.
8.6.4 В п.п. 5.6.6.1 а), настоящего стандарта перечислены высоконагруженные зоны цельнокованых роторов, в которых наиболее вероятно образование эксплуатационных трещин. В п.п. 5.6.6.1 б) настоящего стандарта указаны зоны и элементы литых корпусных деталей турбин, наиболее подверженные трещинообразованию.
8.6.5 Порядок неразрушающего контроля роторов высокого, среднего и низкого давления, а также корпусных деталей турбин (включая крепёж) при обследовании в связи с выработкой назначенного (паркового) ресурса приведен в п. 5.6.6 настоящего стандарта (таблица 5.25). Там же приведены требования по исследованиям состояния металла роторов и корпусных деталей.
8.6.6 При решении вопроса о допуске в эксплуатацию ротора, содержащего дефекты или выработавшего свой расчётный индивидуальный ресурс, количество исследуемых зон и объем исследования структуры и свойств металла могут быть увеличены по согласованию со специализированной организацией.
При решении вопроса о допуске в эксплуатацию корпусной детали, на которой оставлены трещины или имеются глубокие (более 70 % толщины стенки) ремонтные подварки, количество исследуемых зон и объем исследования структуры и свойств металла может быть увеличен по согласованию со специализированной организацией.
8.6.7 Отдельные работы, в том числе относящиеся к контролю основных элементов, не связанные с продлением срока службы турбин, а выполняемые в период их ремонтов, регламентируются специальной нормативной документацией (техническими условиями) на капитальный ремонт турбин конкретного типа.
8.6.8 Расчёт эквивалентной температуры пара на входе в турбину и эквивалентной наработки рекомендуется выполнять согласно п. 8.3.4 настоящего раздела стандарта.
8.6.9 Остаточный (индивидуальный) ресурс роторов и корпусных деталей определяется путем расчетных оценок с учетом:
- особенностей режимов эксплуатации данного турбоагрегата;
- уровня служебных характеристик материала;
- данных о фактической повреждаемости рассматриваемого объекта и аналогичных деталей по парку турбин;
- результатов оценки степени выработки ресурса по данным контроля остаточной деформации ползучести ротора или (и) контроля кинетики развивающихся трещин в корпусных деталях.
8.6.10 Определение остаточного (индивидуального) ресурса цельнокованых роторов
8.6.10.1 Предельным состоянием для роторов является появление в металле трещиноподобного дефекта, размеры которого превышают нормы подраздела 7.3 настоящего стандарта, после чего эксплуатация ротора без выполнения специальных мероприятий по восстановлению надежности недопустима.
8.6.10.2 Для определения остаточного ресурса ротора производится оценка его накопленной поврежденности и расчетного ресурса в соответствии с Приложением Ф. Величина расчетного остаточного ресурса представляет собой разность между расчетным индивидуальным ресурсом и наработкой детали на момент проведения работ по продлению срока службы.
Расчетная оценка времени живучести не включается в расчетный ресурс ротора, а служит для обоснованного выбора максимальных интервалов между осмотрами (и, если требуется, ремонтами) ротора, отработавшего индивидуальный расчетный ресурс, или ротора, не отработавшего этот ресурс, но содержащего дефекты, превышающие нормы подраздела 7.3 настоящего стандарта (п.п. 7.3.1.2; 7.3.1.3).
8.6.10.3 Для роторов, число пусков которых не превышает 300 и эксплуатация турбины проводилась в соответствии с требованиями эксплуатационной инструкции, допускается проводить экспериментальную оценку накопленной поврежденности в металле методом измерения остаточной деформации ползучести или расчетным путем в соответствии с Приложением Ф без учета накопленной циклической поврежденности.
8.6.10.4 При исчерпании расчетного ресурса, но положительных результатах контроля металла, допускается продление срока эксплуатации ротора до очередного контроля на период, определенный временем живучести, рассчитанным в соответствии с приложением Ф. Если при назначенном и последующих осмотрах результаты контроля металла вновь окажутся положительными, допускается повторное продление срока эксплуатации ротора на тот же (или иной) период без дополнительных ограничений режимов эксплуатации турбины.
8.6.10.5 При обнаружении в роторе дефектов, превышающих нормы подраздела 7.3 настоящего стандарта, но меньших, чем критические размеры дефектов, рассчитанные в соответствии с Приложением Ф, возможна его дальнейшая эксплуатация до очередного контроля в течение срока, определенного временем живучести, рассчитанным с учетом размеров выявленных дефектов, температурно-напряженного состояния металла в зоне расположения дефектов и свойств металла ротора. Роторы, содержащие такие дефекты, должны контролироваться по специальной программе и находиться под наблюдением специализированной организации.
8.6.10.6 В том случае, если в роторе обнаружены недопустимые дефекты (размер критического дефекта должен быть рассчитан в соответствии с Приложением Ф), его дальнейшая эксплуатация без осуществления ремонтных и/или эксплуатационных мероприятий, не разрешается.
Трещины любых размеров, возникшие в период эксплуатации ротора, недопустимы.
8.6.10.7 При снижении свойств материала ротора ниже допустимого уровня (см. п.п. 7.3.1.5, 7.3.1.6) или накоплении остаточной деформации ползучести выше предельного уровня (см. п. 7.3.1.4) возможность его ограниченной эксплуатации определяет специализированная организация.
8.6.11 Определение остаточного (индивидуального) ресурса корпусных деталей
8.6.11.1 Предельным состоянием для корпусных деталей турбин является появление в них трещин определенной глубины, ограничивающих их надежную эксплуатацию в течение межремонтного периода. Эксплуатация таких деталей без выполнения специальных мероприятий по восстановлению надежности недопустима.
8.6.11.2 Расчетный ресурс корпусов включает значения наработки, рассчитанные по стадиям зарождения или (и) развития трещины согласно Приложению Ф. Остаточный расчетный ресурс корпуса определяется как разность между расчетным ресурсом и наработкой корпуса на момент проведения работ по продлению его срока службы.
8.6.11.3 При обнаружении в корпусе трещин он подвергается ремонту. Решение о возможности эксплуатации корпуса с трещинами без ремонта (в частности, с трещинами в недоступных для ремонта зонах), а также о методах, объеме и периодичности контроля такого корпуса принимается на основании заключения специализированной организации.
8.6.11.4 Для корпусных деталей турбин, в которых были обнаружены трещины глубиной 10 % толщины стенки и более, расчетная оценка остаточного ресурса проводится путём определения их времени живучести по фактической скорости роста трещины в соответствии с Приложением Ф. Решение о продлении срока эксплуатации таких деталей принимается на основании заключения специализированной организации с учетом результатов оценок остаточного ресурса по двум методикам (Приложения Ф и X).
Для литых корпусных деталей турбин энергоблоков мощностью 300, 500 и 800 МВт расчёт остаточного ресурса выполняется только по результатам оценки времени живучести.
8.6.12 При исчерпании отдельными элементами турбины своего индивидуального ресурса или выявлении в них недопустимых дефектов при невозможности или нецелесообразности их немедленной замены турбина может быть допущена в дальнейшую эксплуатацию при условии проведения технологических или конструктивных, или режимных мероприятий по повышению эксплуатационной надёжности указанных элементов.
8.6.13 Технологические, конструктивные и режимные мероприятия включают:
- изменение режима эксплуатации турбины с целью снижения темпа накопления поврежденности в металле;
- изменение конструкции детали с целью снижения уровня максимальных напряжений в детали при стационарных и переменных режимах работы турбины при последующей эксплуатации;
- ремонт поврежденных элементов турбин;
- изменение тепловой схемы турбины и организация подвода пара для нагрева (охлаждения) цилиндров с целью снижения эксплуатационных напряжений или температур для уменьшения темпа накопления повреждений;
- дополнительный контроль температурного состояния и деформаций поврежденных деталей, оставляемых в эксплуатации с неудаленными дефектами.
8.6.14 В число мероприятий по изменению режима эксплуатации турбины входят:
- снижение температуры свежего пара и пара промперегрева на номинальном режиме работы турбины.
- ограничение числа переменных режимов.
- изменение режимов останова и расхолаживания турбины.
- снижение скорости изменения нагрузки при разгрузках турбогенератора в пределах регулировочного диапазона.
- щадящие пусковые режимы.
- качество ведения переходных режимов.
8.6.15 Возможны следующие варианты изменения конструкции турбины:
- снижение концентрации температурных напряжений на поверхности роторов.
- повышение надёжности ободов дисков первых ступеней РВД и РСД турбин 500 МВт производства ОАО «Турбоатом».
- повышение надёжности узла соединения роторов высокого и среднего давления.
- экранирование внутренних поверхностей корпусов турбин.
- разделка кольцевого паза на внутренней поверхности корпусов ЦВД турбин К-200-130 ЛМЗ.
- предупреждение пропаривания корпуса при выходе трещины в шпилечное отверстие.
- улучшение тепловой изоляции корпусов цилиндров, клапанов и паропроводов.
8.6.16 В качестве ремонтных мероприятий, направленных на восстановление работоспособности повреждённых элементов, используют:
- удаление повреждённого поверхностного слоя цельнокованых роторов.
- выборка расточкой дефектов на поверхности осевого канала с увеличением диаметра канала не более чем на 15 мм.
- ремонт корпусных деталей с дефектами.
8.6.17 Возможны также варианты изменения тепловой схемы турбины:
- охлаждение роторов среднего давления
- подвод горячего пара к переднему концевому уплотнению ЦСД.
- обогрев фланцев и шпилек ЦВД и ЦСД.
- изменение схемы дренирования паровпуска ЦВД.
8.6.18 При положительных результатах неразрушающего контроля и исследований металла с учётом результатов расчётных оценок индивидуального (остаточного) ресурса принимается решение о продлении срока эксплуатации турбины сверх паркового ресурса. Очередное обследование проводится по исчерпанию дополнительно назначенного (индивидуального) ресурса. В пределах этого срока контроль металла турбин проводится в соответствии с рекомендациями экспертного Заключения специализированной организации.
В случае, если расчетный ресурс основных элементов оказывается исчерпанным, а неразрушающий контроль металла и исследование его структуры и свойств дали положительные результаты, турбина может быть допущена к дальнейшей эксплуатации с промежуточным контролем между обследованиями и дополнительным (если требуется) объемом контроля металла на срок, подтвержденный расчетными оценками времени живучести детали с дефектами.
После исчерпания индивидуального ресурса основных элементов при отрицательных результатах расчётов и неразрушающего контроля и (или) исследования структуры и свойств металла, или при выявлении недопустимых дефектов в металле в пределах расчетного ресурса дальнейшая эксплуатация возможна только при условии проведения восстановительных ремонтных или (и) режимных мероприятий, - см. п.п. 8.6.14 ¸ 8.6.17.
8.7 Газовые турбины
8.7.1 Исчерпание назначенного (в частности, предприятием-изготовителем) ресурса основных элементов ГТУ не исключает возможности их дальнейшей эксплуатации .
Для продления срока эксплуатации ГТУ сверх назначенного (или дополнительно назначенного) ресурса выполняются следующие мероприятия:
- анализ технической документации ТЭС по режимам эксплуатации турбины, повреждениям, заменам и восстановительным ремонтам основных элементов, результатам контроля металла основных элементов в исходном состоянии и в течение всего срока их эксплуатации;
- неразрушающий контроль металла основных элементов для выявления дефектов и экспериментальной оценки накопленной поврежденности;
- исследование структуры и свойств металла основных элементов;
- расчетная оценка напряженного состояния и остаточного ресурса роторов и прочности корпусных деталей с учетом фактических данных о свойствах металла и режимах эксплуатации турбины;
- анализ опыта эксплуатации в составе ГТУ аналогичных деталей;
- обобщающий анализ с установлением возможности, условий и срока дальнейшей эксплуатации турбины.
8.7.2 Анализу подлежит предоставляемая электростанцией техническая документация, включающая основные технические сведения об установке (конструктивные особенности, материалы изготовления элементов и покрытий, расчётные параметры и др.), об условиях эксплуатации (рабочие параметры, наработка, количество пусков), о результатах эксплуатационного контроля и исследований металла, о повреждениях элементов и их заменах, о восстановительном ремонте основных элементов и другие данные, несущие информацию о техническом состоянии турбины.
8.7.3 Порядок неразрушающего контроля металла и исследований его состояния изложен в п. 5.6.7. настоящего стандарта. Исследования структуры и свойств металла проводятся с вырезкой или без вырезки проб из габаритных деталей или (и) на демонтированных малогабаритных деталях: лопатках, шпильках и др.
Малогабаритные детали (рабочие и сопловые лопатки), содержащие трещины, должны быть заменены новыми. Если повреждения носят массовый характер, должна быть заменена вся ступень, а причины повреждения должны быть установлены по результатам исследований.
8.7.4 В качестве исходных данных для расчёта остаточного ресурса элементов ГТУ требуется систематизировать и обработать информацию о режимах эксплуатации (продолжительности наработки и количестве пусков с дифференциацией по температурным параметрам), по геометрическим параметрам элементов, характеристикам физико-механических и жаропрочных свойств металла.
8.7.5 Остаточный (индивидуальный) ресурс роторов и корпусных деталей следует оценивать в соответствии с п.п. 8.6.10 и 8.6.11 настоящего раздела стандарта.
8.7.6 Газотурбинная установка может быть допущена к дальнейшей эксплуатации после отработки назначенного ресурса при условии отсутствия в элементах турбины недопустимых дефектов и отклонений согласно требованиям норм качества (подраздел 7.4. настоящего стандарта) и положительных результатов расчётной оценки остаточного (индивидуального) ресурса.
8.8 Трубопроводы с температурой эксплуатации до 450 °С и давлением до 8,0 МПа
8.8.1 Трубопроводы с температурой эксплуатации до 450 °С и давлением до 8,0 МПа (далее в данном подразделе стандарта - трубопроводы), отработавшие назначенный или дополнительно назначенный срок службы, могут быть допущены в дальнейшую эксплуатацию на основании положительных результатов технического диагностирования и контрольного расчёта на прочность.
8.8.2 Процедура технического диагностирования трубопроводов включает комплекс следующих мероприятий:
- анализ технической и эксплуатационной документации;
- неразрушающий контроль металла и сварных соединений
- исследования состояния металла на вырезке (при необходимости);
- анализ результатов контроля (исследований);
- контрольный расчёт на прочность и поверочный расчёт на циклическую прочность (долговечность) - последнее при необходимости;
- обобщающий анализ с установлением возможности, условий и срока дальнейшей эксплуатации;
- оформление результатов.
8.8.3 Эксплуатационная и техническая документация на трубопровод включает в себя: паспорт (с приложениями), чертежи, исполнительную схему, сменный и ремонтный журналы, формуляры, предписания специально уполномоченного органа федеральной исполнительной власти, заключения по ранее выполненным обследованиям (диагностированиям) и др.
8.8.4 Анализ технической и эксплуатационной документации проводится в целях ознакомления с конструкцией, материалами и особенностями изготовления, характером и конкретными условиями работы трубопровода на протяжении всего срока эксплуатации.
8.8.5 Анализ технической и эксплуатационной документации включает:
- установление даты монтажа, пуска в эксплуатацию и регистрации трубопровода;
- анализ конструктивных особенностей трубопроводной системы, основных размеров деталей и сборочных единиц, материалов из которых они изготовлены, технологии сварки и сварочных материалов, применённых при монтаже, а также сведений о проверке качества сварных соединений трубопровода после монтажа;
- анализ сведений по наладке опорно-подвесной системы и о дефектах в ней, выявленных в процессе эксплуатации (при наличии таких данных);
- оценку соответствия проектных технических характеристик фактическим условиям эксплуатации по температуре, давлению, рабочей среде, а также анализ особенностей эксплуатации (стационарный или переменный режимы работы, количество пусков-остановов и гидроиспытаний, возможность колебаний давления и ориентировочная периодичность этих колебаний);
- анализ результатов технических освидетельствований, осмотров, гидравлических испытаний и обследований трубопровода, а также данных о повреждениях, ремонтах и реконструкциях.
При отсутствии необходимых сведений в документации на трубопровод допускается использовать информацию, полученную опросом обслуживающего персонала.
8.8.6 Программы контроля трубопроводов после отработки назначенного (или дополнительно назначенного) срока службы, включающие методы, объёмы, элементы и зоны контроля, приведены в п. 5.6.8. настоящего стандарта. Программы конкретизированы применительно к различным группам трубопроводов по параметрам рабочей среды (таблицы 5.26 - 5.29 в п.п. 5.6.8.8). Необходимость проведения исследований металла на вырезках из трубопроводов определяется специализированной организацией, за исключением обязательных случаев, указанных в п.п. 5.6.8.6 д), 5.6.8.6 е) настоящего стандарта.
8.8.7 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления деталей и элементов трубопроводов с учётом параметров эксплуатации должны быть сопоставлены с требованиями соответствующих нормативных документов (Правил Государственного надзорного органа, технических условий) в части их удовлетворения этим требованиям.
8.8.8 Выявленные по результатам контроля отклонения в размерах и форме элементов, а также дефекты металла (коррозионные язвы, деформации, дефекты сварки и др.) не должны выходить за пределы требований норм оценки качества - п.7.2.5 настоящего стандарта.
8.8.9 Контрольный расчёт на прочность элементов трубопровода от действия внутреннего давления выполняют в соответствии с положениями подраздела 6.3 настоящего стандарта. Работоспособность элемента будет считаться обеспеченной при выполнении условия:
![]() (77)
(77)
где Sf - фактическая толщина стенки;
SR - расчётная толщина стенки;
с2 - эксплуатационная прибавка.
Рекомендуется в расчётах принимать с2 = 0,5 мм для трубопроводов, работающих при температуре выше 350 °С и с2 = 1,0 мм - для остальных трубопроводов.
В качестве основных элементов трубопровода, подлежащих контрольному расчёту на прочность, следует принимать прямые трубы, колена, тройники и переходы.
8.8.10 Для трубопроводов с температурой эксплуатации выше 250 °С при выявлении отклонений и дефектов в ОПС и отклонений от проекта в трассировке требуется проведение поверочного расчёта с учётом всего комплекса нагружающих факторов (на прочность и самокомпенсацию).
Если по результатам такого расчёта нормативные условия прочности не выполняются для каких-либо элементов, поражённых локальной (язвенной) коррозией, допускается производить расчёт по фактической среднеинтегральной толщине стенки элемента. В этом случае выбор расчётной методики и выполнение расчётов относится к компетенции специализированной организации.
8.8.13 Необходимость проведения определенного вида расчета и его методика могут быть уточнены в каждом конкретном случае специализированной организацией.
8.8.14 Возможность, сроки и условия дальнейшей эксплуатации трубопроводов следует определять по результатам контроля и расчетов на прочность.
Необходимым условием возможности дальнейшей безопасной эксплуатации трубопровода при расчетных или разрешенных параметрах является соответствие элементов трубопровода условиям прочности, а также выполнение обязательных требований пунктов 7.2.1 и 7.2.5 настоящего стандарта.
8.8.15 Если по условиям прочности при статическом нагружении отдельные элементы или узлы трубопровода из-за утонения стенок от коррозии, эрозии или каких либо других повреждений, а также из-за снижения механических свойств основного металла или сварных соединений или пониженных запасов прочности не выдерживают расчётное давление и температуру, продление срока эксплуатации возможно после восстановительного ремонта или замены элементов (узлов), не удовлетворяющих условиям прочности, или при установлении дополнительных требований к условиям эксплуатации трубопровода, включая параметры его работы, а также контроль и проверку состояния трубопровода в процессе разрешённого срока эксплуатации.
Для трубопроводов из стали 20, работающих при температуре выше 350 °С, допускается продление срока эксплуатации при пониженных коэффициентах запаса прочности. При этом фактические коэффициенты запаса прочности должны быть не ниже 1,35, а допускаемый срок продления в этом случае должен быть сокращён в зависимости от конкретных значений коэффициента запаса прочности и фактического состояния металла по результатам контроля и исследований.
8.8.16 Трубопровод считается пригодным к дальнейшей эксплуатации, если по результатам его обследования подтверждается, что состояние основного и наплавленного металла удовлетворяет требованиям настоящего стандарта и действующей нормативной документации; коррозионный и эрозионный износ, а также изменения в состоянии трассы и геометрических размеров элементов трубопровода обеспечивают нормативные запасы прочности.
При необходимости оценки остаточного ресурса трубопроводов с учётом цикличности нагружения (п. 8.8.11) или коррозии металла (п. 8.8.12), а также для трубопроводов с температурой эксплуатации 390 °С и более допускаемый срок продления эксплуатации трубопровода устанавливается на основании результатов расчётов на прочность с учётом этих факторов.
8.8.17 Контролируемый трубопровод может быть допущен к дальнейшей эксплуатации сроком не более, чем на 8 лет, а для трубопроводов с температурой выше 350 °С - не более, чем на 50 тыс. часов, на основании положительных результатов контроля, расчетов на прочность и гидравлических испытаний при соблюдении установленных требований по условиям (регламенту) пуска и эксплуатации трубопровода, а также рекомендаций заключения по итогам обследования.
8.8.18 По истечению дополнительно назначенного срока службы трубопровода, установленного по результатам первичного (предыдущего) диагностирования, следует провести очередной (повторный) контроль (диагностирование) трубопровода для определения возможности, условий и срока его дальнейшей эксплуатации. Программа последующего (повторного) диагностирования может отличаться от программы предыдущего технического диагностирования трубопровода.
8.9 Сосуды, работающие под давлением
8.9.1 Сосуды, работающие под давлением, могут быть допущены в дальнейшую эксплуатацию после отработки назначенного или дополнительно назначенного срока службы на основании положительных результатов технического диагностирования и контрольного расчёта на прочность.
8.9.2 Техническое диагностирование сосуда включает следующие виды работ:
- анализ технической и эксплуатационной документации;
- неразрушающий контроль металла и сварных соединений
- исследования состояния металла на вырезке (при необходимости);
- анализ результатов контроля (исследований);
- контрольный расчёт на прочность и поверочный расчёт на циклическую прочность (долговечность) - последнее при необходимости;
- поверочный расчёт на хрупкую прочность - при необходимости;
- обобщающий анализ с установлением возможности, условий и срока дальнейшей эксплуатации сосуда;
- оформление результатов с выпуском Заключения экспертизы промышленной безопасности.
8.9.3 Эксплуатационная и техническая документация включает в себя: паспорт сосуда (с приложениями), чертежи, сменный и ремонтный журналы, формуляры, предписания специально уполномоченного органа федеральной исполнительной власти, заключения по ранее выполненным обследованиям (диагностированиям) и др.
8.9.4 Анализ технической и эксплуатационной документации проводится в целях ознакомления с конструкцией, материалами и особенностями изготовления, характером и конкретными условиями работы сосуда на протяжении всего срока эксплуатации.
8.9.5 Анализ технической и эксплуатационной документации включает:
- установление сроков изготовления, пуска в эксплуатацию и регистрации сосуда, а также предприятия-изготовителя и возможного предыдущего владельца;
- анализ конструктивных особенностей сосуда, основных размеров элементов, материалов, включая сертификатные данные (при их наличии), и технологии изготовления, а также сведений о проверке качества сосуда на заводе-изготовителе;
- оценку проектных технических характеристик и их соответствия фактическим условиям эксплуатации по температуре, давлению, рабочей среде, а также анализ особенностей эксплуатации (стационарный или переменный режимы работы, количество пусков-остановов и гидроиспытаний, возможность колебаний давления с размахом более 15 % от номинального значения и ориентировочная периодичность этих колебаний);
- анализ результатов технических освидетельствований, осмотров, гидравлических испытаний и обследований сосуда, а также данных о повреждениях, ремонтах и реконструкциях.
По результатам анализа эксплуатационно-технической документации определяются элементы или зоны сосудов, работающие в наиболее напряженных условиях, при которых возможно образование дефектов или изменение структуры и свойств металла в процессе эксплуатации.
8.9.6 Программы контроля сосудов после отработки назначенного (или дополнительно назначенного) срока службы, включающие методы, объёмы, элементы и зоны контроля, приведены в п. 5.6.9. (таблицах 5.30 - 5.34) настоящего стандарта. Программы конкретизированы по различным видам сосудов в зависимости от условий и параметров их эксплуатации. Необходимость проведения исследований металла на вырезках из сосудов определяется специализированной организацией в зависимости от конкретной ситуации.
8.9.7 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления сосудов с учётом параметров эксплуатации должны быть сопоставлены с требованиями соответствующих нормативных документов (Правил Государственного надзорного органа, технических условий) в части их удовлетворения этим требованиям.
8.9.8 Выявленные по результатам контроля отклонения в размерах и форме элементов сосуда, а также дефекты металла и сварных соединений не должны выходить за пределы требований норм оценки качества - подразделы 7.5 и 7.6 настоящего стандарта.
8.9.9 Контрольный расчёт на прочность сосудов выполняют в соответствии с положениями подраздела 6.3 настоящего стандарта и ГОСТ 14249, ГОСТ 24755. Работоспособность элемента сосуда будет считаться обеспеченной при выполнении условия:
![]() (78)
(78)
Рекомендуется в расчётах принимать с2 = 1,0 мм для сосудов, работающих со взрывоопасной газообразной средой (водород, кислород), с кислотами и пароводяной средой (деаэраторы, расширители, теплообменники и др.) и с2 = 0,5 мм - для остальных сосудов.
Допускается не выполнять контрольный расчёт на прочность, если материалы, технология изготовления сосудов с учётом условий их работы соответствуют требованиям в этой части нормативной документации; размеры, форма и состояние металла элементов, включая фактор повреждённости, удовлетворяют требованиям НД и нормам подраздела 7.5 настоящего стандарта, а утонение стенки элементов, работающих под давлением, не превышает 5 % относительно номинальной (паспортной) толщины.
8.9.10 Поверочный расчёт на циклическую прочность выполняется в соответствии с положениями п. 6.3.6. настоящего стандарта и ГОСТ 25859 в следующих случаях:
- обнаружения любых, выходящих за пределы требований норм (подраздел 7.5 настоящего стандарта), отклонений, в том числе локальных, в геометрии элементов, работающих под давлением;
- наличия недопустимых дефектов в основных сварных соединениях сосуда;
- выявления в металле и сварных соединениях элементов, работающих под давлением, повреждений коррозионно-механического происхождения;
- превышения 1000 циклов изменения давления и температурных напряжений при работе сосуда при переменном режиме за весь срок эксплуатации. При этом учитывается количество пусков-остановов сосуда, гидроиспытаний и циклов переменных давлений, если размах колебаний давления превышает 15 % от номинального значения;
Количество циклов при расчете на усталостную прочность за весь период эксплуатации принимается по данным владельца сосуда, но в любом случае оно должно быть не менее 200.
Допускается определять количество циклов нагружения на период продлённого срока пропорционально сроку наработки и количеству циклов за весь предшествующий период эксплуатации.
8.9.12 Для ресиверов, установленных на открытых площадках (или в неотапливаемых помещениях) в климатических зонах, где температура воздуха в наиболее холодный период времени опускается ниже минус 30 °С, а для сосудов из стали 3 (Ст3) - ниже минус 20 °С - альтернативой исследованиям металла на вырезке (см. п. 5.6.9) является поверочный расчёт на хрупкую прочность.
Расчёт на хрупкую прочность следует выполнять в соответствии с положениями п. 6.3.8 настоящего стандарта. Допускается для этих целей пользоваться методикой, приведенной в Приложении Ц настоящего стандарта.
8.9.13 Необходимость проведения определенного вида расчета и его методика могут быть уточнены специализированной организацией в каждом конкретном случае.
8.9.14 Возможность, сроки и параметры дальнейшей эксплуатации сосудов следует определять по результатам технического диагностирования и расчетов на прочность.
Необходимым условием возможности дальнейшей безопасной эксплуатации сосуда при расчетных или разрешенных параметрах является соответствие его элементов условиям прочности, а также выполнение обязательных требований раздела 7.5 настоящего стандарта.
8.9.15 Если по условиям прочности при статическом нагружении отдельные элементы или узлы сосуда из-за утонения стенок от коррозии, эрозии или каких либо других повреждений или отклонений, а также из-за снижения механических свойств основного металла или сварных соединений не обеспечивают нормативного запаса прочности при расчетных параметрах, продление срока эксплуатации возможно при установлении пониженных параметров или после восстановительного ремонта элементов (узлов), не удовлетворяющих условиям прочности.
8.9.16 Сосуд считается пригодным к дальнейшей эксплуатации, если по результатам его диагностирования подтверждается, что состояние металла и сварных соединений удовлетворяет требованиям настоящего стандарта и действующей нормативной документации; коррозионный и эрозионный износ, а также изменение геометрических параметров элементов не выводят запасы прочности ниже нормативных значений.
При необходимости оценки остаточной долговечности сосуда с учётом усталостного нагружения (п. 8.9.10) или коррозии металла (п. 8.9.11), или по условиям хрупкой прочности (п. 8.9.12) допускаемый срок продления эксплуатации сосуда устанавливается на основании результатов расчётов на прочность с учётом этих факторов.
8.9.17 Если по результатам технического диагностирования и расчетов на прочность дальнейшая эксплуатация сосуда разрешается на пониженном давлении, эксплуатирующей сосуд организации необходимо произвести перерасчет пропускной способности предохранительных устройств и перенастроить автоматику сосуда на новое разрешенное давление.
8.9.18 Диагностируемый сосуд может быть допущен к дальнейшей эксплуатации при расчетных или сниженных параметрах сроком не более, чем на 8 лет на основании положительных результатов технического диагностирования, расчетов на прочность и гидравлических испытаний при соблюдении установленных требований по условиям (регламенту) пуска и эксплуатации сосуда.
8.9.19 По истечению срока службы сосуда, установленного по результатам первичного диагностирования, следует провести очередное техническое диагностирование сосуда для определения возможности, условий и сроков его дальнейшей эксплуатации. Программа последующего (повторного) технического диагностирования может отличаться от программы первичного технического диагностирования сосуда.
8.10 Паровые котлы с давлением до 4,0 МПа и водогрейные котлы с температурой выше 115 °С.
8.10.1 Паровые котлы с давлением до 4,0 МПа и водогрейные котлы с температурой выше 115 °С (при дальнейшем изложении в настоящем подразделе стандарта - «паровые и водогрейные котлы» или «котлы») могут быть допущены в дальнейшую эксплуатацию после отработки назначенного срока службы на основании положительных результатов технического диагностирования, включая контрольные расчёты на прочность и гидравлическое испытание пробным давлением.
8.10.2 Комплекс мероприятий по продлению срока безопасной эксплуатации котла, отработавшего назначенный срок службы, включает:
- анализ технической и эксплуатационной документации;
- неразрушающий контроль металла элементов;
- исследования состояния металла на вырезках (при необходимости);
- анализ результатов контроля (и исследований);
- контрольный расчёт на прочность и оценку остаточного ресурса - последнее при необходимости;
- гидравлическое испытание котла пробным давлением;
- обобщающий анализ с установлением возможности, условий и срока дальнейшей эксплуатации;
- оформление результатов с выпуском Заключения экспертизы промышленной безопасности.
8.10.3 Анализ технической и эксплуатационной документации проводится для ознакомления с конструктивными особенностями, материалами, технологией изготовления и условиями эксплуатации котла, а также для выявления мест и возможных причин образования дефектов в металле элементов в результате эксплуатации.
Анализ технической документации включает:
- проверку соответствия фактических режимов эксплуатации проектным по температуре, давлению, по качеству питательной воды;
- анализ материалов и технологии изготовления элементов для выявления возможных отклонений от требований действующей НД;
- анализ данных о повреждениях, ремонтах, заменах, реконструкциях, осмотрах, очистках, промывках элементов котла, результатах технических освидетельствований, гидравлических испытаний:
- установление отечественных аналогов иностранных марок сталей при диагностике металла котла импортной поставки;
- определение длительности эксплуатации оборудования в аномальных условиях, анализ обстоятельств и причин аварийных остановов и определение зон элементов, которые могли подвергаться негативному воздействию; систематизация информации о наличии дефектов, интенсивности их развития, а также о возможных изменениях механических характеристик и структуры металла элементов в процессе эксплуатации.
Результаты анализа технической документации используются для составления и корректировки индивидуальной программы диагностирования.
8.10.4 Программы контроля котлов после исчерпания назначенного (или дополнительно назначенного) срока службы, включающие методы, объёмы, элементы и зоны контроля, приведены в п. 5.6.10 настоящего стандарта (п.п. 5.6.10.9 - таблицы 5.35 - 5.40). Программы конкретизированы по различным типам котлов в зависимости от их конструктивных особенностей, принципа действия, а также условий и параметров эксплуатации. На те типы котлов, для которых отсутствуют программы контроля, следует разработать индивидуальную программу, базируясь на одной из приведенных в п.п. 5.6.10.9 программ, в наибольшей степени соответствующей требуемому типу котла.
Необходимость проведения исследований металла на вырезках из элементов котла определяется специализированной организацией, исходя из конкретной ситуации.
8.10.5 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления элементов котла с учётом параметров их эксплуатации должны быть сопоставлены с требованиями соответствующих нормативных документов (Правил Государственного надзорного органа, технических условий) в части их удовлетворения этим требованиям.
8.10.6 Выявленные по результатам контроля отклонения в размерах и форме элементов котла, а также дефекты металла и сварных соединений не должны выходить за пределы требований норм оценки качества - подразделы 7.6 и 7.7 настоящего стандарта.
8.10.7 Контрольный расчёт на прочность элементов котла от действия внутреннего давления выполняют в соответствии с положениями подраздела 6.3 настоящего стандарта.
Работоспособность элемента котла будет считаться обеспеченной при выполнении условия:
![]() (79)
(79)
Эксплуатационную прибавку с2 принимают равной в интервале значений с2 от 0,3 до 1,0 мм в зависимости от типоразмера элемента и условий взаимодействия металла с рабочими средами.
В качестве основных элементов котла, подлежащих контрольному расчёту на прочность, рекомендуется принимать барабаны, коллектора, перепускные (необогреваемые) трубы и трубы поверхностей нагрева.
8.10.8 Контрольный расчёт на прочность является обязательным для элементов, в которых по результатам контроля выявлены отклонения в размерах или (и) форме, или дефекты металла, недопустимые требованиями норм качества (подразделы 7.6 и 7.7 настоящего стандарта).
8.10.9 Для элементов пароперегревательного тракта котлов (среднего давления) с расчётной температурой более 390 °С выполняется оценка остаточного ресурса с учётом результатов проведенного контроля состояния металла.
Для котлов с наработкой более 400 тыс. часов оценку остаточного ресурса элементов с рабочей температурой выше 390 °С следует проводить с учётом фактических свойств длительно работающего металла, полученных на вырезках.
8.10.10 Поверочный расчёт на циклическую прочность проводится для барабанов и гибов котла (с наружным диаметром 57 мм и более) при наличии документально подтверждённых сведений, что количество пусков котла превышает 500 или в случае обнаружения по результатам контроля дефектов на внутренней поверхности элементов, имеющих коррозионно-усталостную природу. Расчёт на циклическую прочность выполняется с учётом коррозионного фактора среды.
8.10.11 При интенсивной местной или общей коррозии металла элементов котла (средняя фактическая скорость коррозии превышает 0,1 мм/год) следует выполнить расчёт на прочность по минимальной фактической толщине стенки с учётом её дальнейшего утонения на конец планируемого срока эксплуатации.
8.10.12 Необходимость проведения определенного вида расчета и его методика могут быть уточнены в каждом конкретном случае по решению специализированной организации.
8.10.13 Возможность, условия и срок дальнейшей эксплуатации котла определяют по результатам контроля (включая при необходимости исследования металла), расчетов на прочность и гидравлического испытания пробным давлением.
Обязательным условием возможности дальнейшей безопасной эксплуатации котла на расчетных или разрешенных параметрах является соответствие элементов котла условиям прочности, а также выполнение обязательных требований подразделов 7.6 и 7.7 настоящего стандарта.
В обоснованных случаях допускается продление срока эксплуатации котла при пониженных для отдельных элементов коэффициентах запаса прочности не более, чем до 1,4 для трубных элементов и до 1,45 для барабанов (по пределу текучести металла при расчётной температуре).
8.10.14 По результатам технического диагностирования котлов, отработавших назначенный срок службы, принимается одно из решений:
- продолжение эксплуатации на расчетных или разрешенных параметрах;
- продолжение эксплуатации с ограничением параметров;
- ремонт;
- реконструкция;
- использование по иному назначению;
- вывод из эксплуатации.
8.10.15 Решение о продолжении эксплуатации с ограничением параметров принимается в случае, если по условию прочности при статическом нагружении отдельные элементы котла не выдерживают расчётное давление и температуру. Альтернативой снижения параметров является замена не удовлетворяющих нормам качества или условиям прочности элементов.
Разрешенное по результатам контроля и расчётов на прочность сниженное давление не должно быть ниже его величины, установленной предприятием-изготовителем. При этом эксплуатирующая котёл организация должна провести расчет (проверку) пропускной способности предохранительных клапанов и на основании полученных результатов настроить автоматику котла на разрешенное (сниженное) давление. Если пропускная способность предохранительных клапанов в новых условиях окажется недостаточной, то их нужно заменить на другие с большим проходным сечением.
8.10.16 Котел допускается к дальнейшей эксплуатации на расчетных или сниженных параметрах при соблюдении требований заводской инструкции и другой нормативной документации по условиям безопасной эксплуатации паровых и водогрейных котлов.
8.10.17 Рекомендуемый срок продления дальнейшей безопасной эксплуатации котла на расчетных (разрешенных) или на сниженных параметрах должен быть кратным периоду между очередными техническими освидетельствованиями котла, но не должен превышать восьми лет.
8.10.18 По истечении рекомендуемого срока продления дальнейшей эксплуатации котла, проводится очередное техническое диагностирование для установления нового (дополнительно назначенного) срока службы котла.
Программа последующего технического диагностирования может отличаться от программы первичного (или предыдущего) диагностирования.
8.10.19 Чугунные экономайзеры
8.10.19.1 Возможность, параметры и срок дальнейшей безопасной эксплуатации чугунного экономайзера, отработавшего назначенный срок службы, определяется по результатам его технического диагностирования, включая гидравлическое испытание пробным давлением.
8.10.19.2 Продолжение дальнейшей безопасной эксплуатации чугунного экономайзера на расчетных или разрешенных параметрах возможно:
- при отсутствии недопустимых дефектов в элементах;
- после восстановительного ремонта;
- после замены изношенных элементов на новые;
- при положительных результатах гидравлического испытания экономайзера пробным давлением.
8.10.19.3 Рекомендуемый срок продления безопасной эксплуатации экономайзера на расчетных (разрешенных) параметрах следующий:
- при эксплуатации экономайзера с котлом, работающем на топливе с приведенным содержанием серы более 0,2 % - четыре года;
- при эксплуатация экономайзера с котлом, работающем на топливе с приведенным содержанием серы не более 0,2 % - восемь лет;
- при эксплуатации экономайзера с котлом, работающем на газовом топливе - двенадцать лет.
8.10.19.4 По истечении рекомендуемого срока продления безопасной эксплуатации экономайзера, проводится очередное техническое диагностирование для определения возможности, условий и нового (дополнительно назначенного) срока дальнейшей безопасной эксплуатации экономайзера.
8.11 Требования к оформлению Заключения (Экспертного или Экспертизы промышленной безопасности) по результатам обследования и продлению срока службы оборудования.
8.11.1.1 Вводная часть, в которой приводят:
- полное наименование оборудования с указанием эксплуатирующей организации.
- мотивы постановки работы (отработка паркового или назначенного, или дополнительного назначенного ресурса; авария; длительная консервация или др.).
- цель работы.
- нормативные документы, на основании которых выполнялась работа.
8.11.1.2 Основные сведения о диагностируемом оборудовании (паспортные данные):
- наименование оборудования (полное), заводской и регистрационный номера;
- дата изготовления и дата пуска в эксплуатацию;
- расчётные параметры;
- основные элементы, их количество и типоразмер;
- материал и технология изготовления основных элементов;
- сведения о сварных соединениях;
- информация о дефектоскопическом контроле при изготовлении или монтаже;
- наработка и количество пусков;
- сведения о фактических параметрах эксплуатации.
8.11.1.3 Результаты анализа технической документации:
- краткий анализ по материалам изготовления, типу сварных соединений (при необходимости анализ сертификатных данных);
- для оборудования, работающего при температуре выше tc (п.п. 6.3.3.3, 6.3.3.4 настоящего стандарта), анализ среднегодовых параметров эксплуатации в сочетании с соответствующими наработками;
- сводные данные по результатам предыдущих проверок и освидетельствований;
- сведения о ремонтах, заменах и реконструкциях; анализ причин, послуживших основанием для ремонта, замены или реконструкции;
- данные о специфических особенностях эксплуатации (отклонениях от расчётных режимов или параметров и т.д.), если таковые имели место;
- краткий анализ результатов предыдущего диагностирования, если таковое проводилось.
8.11.1.4 Результаты текущего обследования (диагностирования):
- сведения о лаборатории неразрушающего контроля, выполнившей текущее диагностирование оборудования, включая свидетельство об аттестации, данные о квалификации специалистов неразрушающего контроля;
- описание и анализ результатов обследования по различным видам неразрушающего контроля, в том числе по визуально-измерительному контролю, по дефектоскопии сварных соединений и основного металла элементов, по толщинометрии и измерению твердости металла;
- анализ повреждаемости по результатам выполненного контроля в случае обнаружения дефектов в металле или (и) сварных соединениях;
- описание и анализ результатов исследования состояния металла, выполненного непосредственно на объекте или в лабораторных условиях на локальных отборах проб или полномасштабных вырезках металла;
- условия проведения и результаты гидроиспытаний (если они проводились).
8.11.1.5 Контрольный расчёт на прочность и оценка (при необходимости) остаточного ресурса:
- даётся краткая ссылка на методику расчёта, приводятся исходные данные, основные расчётные формулы и результаты расчёта;
- краткий анализ результатов расчёта и резюме: удовлетворяет или не удовлетворяет рассчитываемый элемент требуемым условиям прочности;
- при необходимости, если не удовлетворяются требуемые условия прочности, может быть приведен расчёт допустимых параметров эксплуатации оборудования;
- в необходимых случаях, оговоренных в предыдущих подразделах настоящего раздела стандарта, приводится расчёт остаточного ресурса (по временной или циклической наработке). Также в необходимых случаях проводится расчёт на хрупкую прочность или расчёт живучести элементов оборудования.
8.11.1.6 Выводы и рекомендации (Заключение)
По результатам проведенного обследования и расчётных оценок формулируются выводы и рекомендации, дающие представление о техническом состоянии диагностируемого оборудования и устанавливающие возможность, условия и срок его дальнейшей безопасной эксплуатации.
Рекомендации могут содержать требования по дополнительному промежуточному (до истечения дополнительно назначенного ресурса) контролю металла элементов, по их частичной замене или ремонту. Также могут быть даны рекомендации по расширению объёма контроля при проведении следующего диагностирования.
8.11.1.7 Перечень нормативной документации и других источников, использованных при подготовке Заключения.
8.11.2 В случае необходимости разработки индивидуальной программы диагностирования оборудования таковая программа прикладывается к Заключению. Рекомендуется помещать индивидуальную программу в Приложении к Заключению.
К Заключению прикладываются копии необходимых лицензий, сертификатов, свидетельств об аккредитации или аттестации.
8.11.3 На оборудование, поднадзорное специально уполномоченным органам федеральной исполнительной власти, оформляется Заключение экспертизы промышленной безопасности. Заключение экспертизы промышленной безопасности оформляется в соответствии с установленной формой. Перечисленные в п. 8.11.1. составляющие (разделы) должны в кратком виде входить в Заключение экспертизы промышленной безопасности.
Допускается продление срока службы поверхностей нагрева котлов (п. 8.2.1 настоящего раздела стандарта) выполнять на основе Экспертного Заключения, не оформляя при этом Заключение экспертизы промышленной безопасности, с вытекающими из этого действиями.
Если продление срока эксплуатации выполняется для незначительной группы элементов в составе оборудования (например, несколько единиц гибов в составе паропровода - см. п.п. 8.3.8.7), допускается осуществлять продление срока службы данной группы элементов посредством выпуска Экспертного Заключения. Экспертное Заключение утверждается руководителем организации.
8.11.4 Заключение (экспертное или экспертизы промышленной безопасности) на оборудование высокого давления - котлы, турбины, паропроводы с номинальным давлением пара выше 4,0 МПа и трубопроводы горячей воды с номинальным давление выше 8,0 МПа - действует совместно с Решением эксплуатирующей организации на продление срока службы. Первичная техническая документация по контролю металла содержится в указанном Решении и к Заключению может не прикладываться.
Заключение на другие виды оборудования (паровые и водогрейные котлы, трубопроводы пара и горячей воды, турбины и сосуды) должно содержать в Приложении копии первичных документов по контролю металла.
8.11.5 Процедура допуска в дальнейшую эксплуатацию оборудования, прошедшего техническое диагностирование и экспертизу (экспертизу промышленной безопасности), на основании Заключения (экспертного или ЭПБ) осуществляется в соответствии с требованиями действующей в этой части нормативной документации.
8.11.6 Заключение хранится в эксплуатирующей организации совместно с технической документацией (паспортом и др.) на оборудование. Один экземпляр Заключения хранится в организации, выпустившей его.
9 Оценка и подтверждение соответствия
9.1 Оценке соответствия требованиям настоящего стандарта подлежат:
- качество металла тепломеханического оборудования ТЭС;
- объем, сроки (периодичность) и методы контроля металла;
- методики контроля (неразрушающего и разрушающего) металла;
- методики расчета напряженного состояния и ресурса элементов оборудования.
9.2 Формы оценки соответствия объектов регулирования:
9.2.1 Качество металла тепломеханического оборудования ТЭС:
- государственный контроль (надзор);
- испытания металла силами испытательных лабораторий, входящих в структуру эксплуатирующей организации, или сторонних организаций;
- техническое освидетельствование оборудования;
- экспертиза промышленной безопасности оборудования;
- техническое диагностирование оборудования.
Объем, сроки (периодичность) и методы контроля металла:
- государственный контроль (надзор);
- надзор ведомственной инспекцией;
- производственный контроль эксплуатирующей организацией;
- экспертиза промышленной безопасности оборудования;
- техническое диагностирование оборудования.
9.2.2 Методики контроля металла - подтверждение соответствия.
9.2.3 Методики расчета напряженного состояния и ресурса элементов оборудования - подтверждение соответствия.
9.3 Подтверждение соответствия методик контроля металла и расчета нормам и требованиям настоящего стандарта осуществляется в форме добровольной сертификации.
Подтверждение соответствия не требуется для методик, приведенных в СТО 70238424.27.100.011-2008.
Порядок и процедура подтверждения соответствия объектов технического регулирования требованиям настоящего стандарта устанавливается органами по добровольной сертификации, действующими в электроэнергетике, или Национальным органом Российской Федерации по стандартизации в соответствии с федеральным законом № 184-ФЗ «О техническом регулировании».
Приложение А
(рекомендуемое)
Порядок ведения учётно-отчётной документации
Необходимый перечень отчетной документации по контролю металла устанавливается внутренними распорядительными документами технического руководства ТЭС согласно действующим в системе неразрушающего контроля нормативным документам.
Основными регламентируемыми документами по результатам контроля являются:
- Рабочий журнал (учетный документ);
- Протоколы или Заключения по результатам контроля (отчетный документ);
- Журнал регистрации отчетной документации (учетный документ).
А.1 Рабочий журнал.
Рабочий журнал составляется отдельно на каждый вид контроля. Он должен содержать следующие обязательные разделы и сведения:
- наименование объекта контроля (полное описание с указанием номера, чертежа, формуляра и т.п.);
- основные характеристики ОК (типоразмер, материал, конструкция);
- объем контроля или участки контроля (с указанием месторасположения);
- дата и вид (назначение) контроля: входной (монтаж, ремонт), периодический (эксплуатация) и т.п.;
- параметры контроля (режимы аппаратуры, настройка и т.п.);
- тип, марка и заводской номер используемой аппаратуры, технических средств и материалов;
- результаты контроля (с полным описанием всех измеряемых и не измеряемых характеристик обнаруженных несплошностей);
- оценка допустимости и предполагаемые мероприятия при неудовлетворительной оценке (местный ремонт, переварка, замена изделия и т.п.);
- примечание (отмечаются все особенности контроля, возможные отступления и другая дополнительная информация);
- подпись специалиста, проводившего контроль;
- номер и дата выдачи отчетного документа.
Рабочий журнал должен быть прошнурован и опечатан.
Журнал заполняется дефектоскопистом в произвольной форме непосредственно в процессе работ по контролю.
Рабочий журнал относится к первичной документации, используется при составлении отчетной документации по контролю, является архивным документом и в дальнейшем используется при последующем эксплуатационном контроле или техническом диагностировании оборудования ТЭС.
Протокол (Заключение) является официальным отчетным документом, который составляется на основании записей рабочего журнала. В Протоколе приводятся краткие сведения об ОК, параметрах контроля, результатах контроля и заключительная оценка результатов контроля.
Протоколы могут составляться как на один, так и на группу однотипных или одноименных ОК, подписываются руководителем работ (начальником лаборатории, инженером, мастером) и специалистами - дефектоскопистами.
При необходимости к протоколам могут прилагаться формуляры, схемы, чертежи или эскизы, а также дефектограммы.
А.3 Журнал регистрации.
Журнал регистрации Протоколов (Заключений) заполняется лицом, ответственным за ведение всей технической документации лаборатории. В журнале регистрируется условный номер протоколов, дата составления, наименование ОК, дата контроля, оценка качества, номер записи в рабочем журнале, дата и подпись заказчика контроля, получившего отчетный документ.
А.4 Формы Протоколов (Заключений).
Формы Протоколов (Заключений) не регламентируются и приводятся ниже как рекомендательные.
В Протоколах (Заключениях), как правило, используется сокращенная запись результатов контроля, которая должна соответствовать общепринятой.
Пример расшифровки сокращенной записи результатов ультразвукового контроля сварного соединения труб: 25-А(-4)Е60-430
|
25 |
А |
-4 |
Е |
60 |
430 |
|
глубина залегания несплошности |
индекс основной характеристики несплошности (амплитуды) |
разница (в децибелах) между амплитудой сигнала от несплошности и браковочным уровнем |
индекс протяженности несплошности |
величина (в мм) условной протяженности несплошности |
месторасположения несплошности |
|
если значение больше номинала толщины, то несплошность обнаружена отраженным лучом |
А - меньше браковочного уровня |
Г - компактная несплошность |
в часах и минутах сварного шва трубы |
||
|
Д - больше браковочного уровня |
Е - протяженная несплошность |
в мм слева направо от точки отсчета |
Помимо сокращенной записи, предназначенной для специалистов, документ должен заканчиваться «заключением», т.е. описательной частью оценки результатов контроля.
Рекомендуемая форма Протокола (Заключения) результатов ультразвукового контроля.
|
(Наименование эксплуатирующей организации, владельца оборудования) ПРОТОКОЛ результатов ультразвукового контроля сварных соединений трубопровода острого пара peг. № _______ котла __________ ст. № ____________ (марка) Дата контроля: «...» _________ 20____ г, при эксплуатационном контроле в период кап. ремонта. Нормативная документация: _______________________________________________ |
||||||||
|
(Указать идентификационные номера и наименования нормативных документов) Аппаратура: ______________________________________________________________ |
||||||||
|
(Указать наименование, заводские номера, дату поверки и очередной поверки) Параметры контроля: _____________________________________________________ |
||||||||
|
(указать браковочный уровень) Результаты контроля: |
||||||||
|
№№ п/п |
Номера ОК на схеме |
Типоразмер, мм |
контроледоступность |
Описание обнаруженных несплошностей |
Оценка качества |
Примечание |
||
|
1 |
2 |
3 |
5 |
6 |
7 |
8 |
||
|
2 |
||||||||
|
3 |
||||||||
|
4 |
||||||||
|
Всего проконтролировано _______ сварных соединений. Месторасположения ОК показано на формуляре № ______ Заключение: ___________________________________________________________ __________________________________________________________________________ __________________________________________________________________________ Контроль выполнял: _______________________ /___________________ подпись Фамилия и инициалы Специалист УК II уровня, уд. № 20-хх-хх _______________________ /___________________ подпись Фамилия и инициалы Специалист УК II уровня, уд. № 09-хх-хх _______________________ /___________________ подпись Фамилия и инициалы |
||||||||
Рекомендуемая форма Протокола результатов магнитопорошкового контроля.
|
__________________________________________________________________________________ Наименование эксплуатирующей организации (владельца оборудования) ПРОТОКОЛ результатов магнитопорошкового контроля металла коллекторов котла ТГМ-96, ст. № ....... Дата контроля: «...» _________ 20____ г, при эксплуатационном контроле в период кап. ремонта. Нормативная документация: ____________________________________________ (Указать идентификационные номера и наименования нормативных документов) Аппаратура: ___________________________________________________________ (Указать наименование, заводские номера, дату поверки и очередной поверки) Параметры контроля: __________________________________________________ (указать браковочный уровень). Результаты контроля: |
|||||||
|
№№ п/п |
№№ уч-ка по схеме |
наименование участков контроля |
описание обнаруженных дефектов |
оценка качества |
примечание |
||
|
Коллектор пароперегревателя (схема 3) |
|||||||
|
1 |
|||||||
|
2 |
|||||||
|
3 |
|||||||
|
4 |
|||||||
|
Всего проконтролировано _________ участков основного металла и сварных швов. Месторасположения участков контроля показано на прилагаемой схеме № ______ Заключение ___________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Контроль выполнял: _______________________ /___________________ подпись Фамилия и инициалы Специалист УК II уровня, уд. № 20-хх-хх _______________________ /___________________ подпись Фамилия и инициалы Специалист УК II уровня, уд. № 09-хх-хх _______________________ /___________________ подпись Фамилия и инициалы |
|||||||
Рекомендуемая форма Протокола результатов капиллярного контроля.
|
__________________________________________________________________________________ Наименование эксплуатирующей организации (владельца оборудования) ПРОТОКОЛ результатов капиллярного контроля металла барабана котла ТГМ-96, ст. № ....... Дата контроля: «...» _________ 20____ г, при эксплуатационном контроле в период кап. ремонта. Нормативная документация: _____________________________________________ (Указать идентификационные номера и наименования нормативных документов) Аппаратура: ____________________________________________________________ (Указать наименование, заводские номера, дату поверки и очередной поверки) Параметры контроля: ___________________________________________________ (указать браковочный уровень). Результаты контроля: |
|||||||
|
№№ п/п |
№№ уч-ка по схеме |
наименование участков контроля |
описание обнаруженных дефектов |
оценка качества |
примечание |
||
|
1 |
|||||||
|
2 |
|||||||
|
3 |
|||||||
|
4 |
|||||||
|
Всего проконтролировано _________ участков основного металла и сварных швов. Месторасположения участков контроля показано на прилагаемой схеме № _______ Заключение _____________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Контроль выполнял: _______________________ /___________________ подпись Фамилия и инициалы Специалист УК II уровня, уд. № 20-хх-хх _______________________ /___________________ подпись Фамилия и инициалы Специалист УК II уровня, уд. № 09-хх-хх _______________________ /___________________ подпись Фамилия и инициалы |
|||||||
Приложение Б
(рекомендуемое)
Рекомендации по проведению спектрального анализа
Таблица Б.1 - Основные параметры и критерии спектрального анализа
Таблица Б.2 - Отличительные признаки близких по химическому составу марок сталей
|
Марка стали |
Рекомендации при анализе |
|
16М - 12МХ |
различаются присутствием хрома |
|
12МХ - 15ХМ |
различаются интенсивностью линий (содержанием) хрома |
|
20ХМФЛ - 15Х1М1ФЛ - 15Х1М1Ф - 12Х1МФ |
различаются интенсивностью линий (содержанием) молибдена |
|
12Х1МФ - 12Х2МФСР |
различаются интенсивностью линий (содержанием) хрома и молибдена стали 12Х2МФСР присутствует около 0,03 % титана. |
|
12Х2МФБ, 20Х1М1Ф1БР и другие с ниобием, от 12Х2МФСР и 25Х2М1Ф |
различаются присутствием ниобия (можно обнаружить при определении Cr7) |
Приложение В
(рекомендуемое)
(при 500-кратном увеличении микроскопа)
|
Стадия структурных изменений |
Характер графитизации |
Балл графитизации |
|
|
Отдельные глобули или отдельные скопления глобулей структурно свободного графита. Объемная доля выделений графита составляет до 5 % |
1 |
|
|
Множественные выделения структурно свободного графита. Объемная доля выделений графита составляет до 10 % |
2 |
|
|
Цепочки крупных выделений графита. Объемная доля выделений графита составляет до 20 % |
3 |
|
|
Выделение графита в виде сегрегации, а также по границам зерен |
4 |


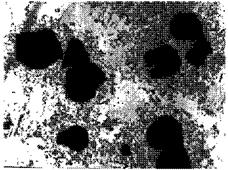

Приложение Г
(рекомендуемое)
Шкала ликвационных микроструктур металла центробежнолитых труб из стали 15Х1М1Ф
(при 100 и 500-кратных увеличениях микроскопа)










Приложение Д
(обязательное)
Шкала сфероидизации перлита в углеродистых и низколегированных сталях
(при 1000-кратном увеличении микроскопа)






Приложение Е
(обязательное)
Классификация структурных изменений металла ЗТВрп
сварных соединений паропроводов из стали 12Х1МФ при ползучести. Металл шва
09Х1МФ.
(при 500-кратном
увеличении микроскопа;






Приложение Ж
(обязательное)
(при 500-кратном увеличении микроскопа)



Приложение И
(обязательное)
Шкала микроповреждённости сталей перлитного класса





Примечание - Количественный анализ микроповрежденности (плотность микропор) выполняется факультативно только для стали 12Х1МФ.
Приложение К
(обязательное)
Шкала микроповреждённости металла центробежнолитых труб из стали 15Х1М1Ф
(при 500-кратном увеличении микроскопа)












Приложение Л
(обязательное)
(при 500-кратном увеличении микроскопа)




Приложение М
(обязательное)
(при 500-кратном увеличении микроскопа)





Приложение Н
(рекомендуемое)
Приложение П
(обязательное)
Методы и нормы расчёта на прочность
П.1 Расчёт по выбору основных типоразмеров
П.1.1 Основные условные обозначения приведены в таблице П.1
Таблица П.1 - Основные условные обозначения
|
Наименование |
Единица измерения |
|
|
D |
Внутренний диаметр расчётной детали |
мм |
|
Da |
Наружный диаметр расчётной детали |
мм |
|
Dm |
Средний диаметр расчётной детали |
мм |
|
j |
Расчётный коэффициент прочности |
- |
|
jd |
Коэффициент прочности при ослаблении отверстиями |
- |
|
jc |
Коэффициент прочности при ослаблении отверстиями с учетом укрепления |
- |
|
jw |
Коэффициент прочности при ослаблении сварными соединениями |
- |
|
s0 |
Минимальная расчётная толщина стенки без прибавок при j = 1,0 |
мм |
|
d |
Диаметр отверстия в расчётной детали |
мм |
|
[p] |
Допустимое рабочее давление |
МПа |
|
R |
Радиус кривизны оси колена (криволинейного коллектора) |
мм |
|
s |
Приведенное напряжение от внутреннего давления |
МПа |
|
SRi (i = 1, 2, 3) |
Расчётная толщина стенки колена на внешней, внутренней и нейтральной стороне соответственно |
мм |
|
Damax, Damin |
Максимальный и минимальный наружный диаметр сечения колена соответственно |
мм |
|
a |
Овальность поперечного сечения колена
|
% |
|
Ki (i = 1, 2, 3) |
Торовый коэффициент колена |
- |
|
Yi (i = 1, 2, 3) |
Коэффициент формы колена |
- |
|
H |
Высота выпуклой части эллиптического или полусферического (полушарового) днища при номинальном внутреннем диаметре |
мм |
|
Ha |
Высота выпуклой части полусферического днища при номинальном наружном диаметре |
мм |
П.1.2 Толщина стенки и прибавки
П.1.2.1 Номинальная толщина стенки s должна приниматься по расчётной толщине стенки с учётом прибавок, указанных в п.п. г), д) и е) настоящего пункта, с округлением до ближайшего большего размера, имеющегося в сортаменте толщин соответствующих полуфабрикатов. Допускается округление в меньшую сторону не более 3 % принятой окончательно номинальной толщины стенки.
П.1.2.2 Допустимая толщина стенки [s] должна определяться по расчётной толщине стенки с учётом эксплуатационной прибавки с2, определяемой согласно п.п. г) и е).
П.1.2.3 Фактическая толщина стенки sf, полученная непосредственными измерениями толщины готовой детали при операционном и (или) эксплуатационном контроле, должна быть не менее допустимой толщины стенки. Точность измерительного прибора, используемого при определении sf, следует учитывать, если его погрешность превышает 1 %.
П.1.2.4 По назначению прибавки к расчётной толщине стенки подразделяются:
- на прибавку c1 (производственная прибавка), компенсирующую возможное понижение прочности детали в условиях изготовления детали за счёт минусового отклонения толщины стенки полуфабриката, технологических утонений и др.;
- на прибавку с2 (эксплуатационная прибавка), компенсирующую возможное понижение прочности детали в условиях эксплуатации за счёт всех видов воздействия: коррозии, механического износа (эрозии) и др.
П.1.2.5 Производственная прибавка с1 состоит из прибавки, компенсирующей минусовое отклонение с11 и технологической прибавки с12: c1 = c11 + c12.
Значение прибавки с11 следует определять по предельному минусовому отклонению толщины стенки, установленному стандартами на полуфабрикаты; значение прибавки c12 должно определяться технологией изготовления детали и принимается по технической документации на изделие.
Для прямых труб и обечаек, подвергающихся на предприятии-изготовителе механической обработке, с11 = 0; для деталей, деформирование которых при изготовлении не приводит к ослаблению стенки заготовки, с12 = 0.
П.1.2.6 Эксплуатационная прибавка состоит из прибавок, компенсирующих понижение прочности по пароводяной стороне с21 и со стороны газов с22.
Значение прибавки с21 для всех обогреваемых и необогреваемых деталей из аустенитных сталей, а также труб с наружным диаметром 32 мм и менее из углеродистой и легированной (теплоустойчивой) сталей равно нулю. Для остальных деталей (труб с наружным диаметром более 32 мм, коллекторов, барабанов, фасонных деталей трубопроводов и других, изготавливаемых из углеродистой и теплоустойчивой сталей) значение прибавки с21 на расчётный ресурс 105 ч должно определяться по таблице П.2.
При расчётном ресурсе более 105 ч прибавку с21 следует увеличить с учетом скорости коррозии; при ресурсе до 2 × 105 ч допускается принимать (впредь до уточнения) значение этой прибавки такой, как при ресурсе 105 ч.
При расчётном ресурсе менее 105 ч прибавку с21 допускается принимать уменьшенной пропорционально ресурсу.
Значение прибавки с22 для необогреваемых деталей равно нулю.
Таблица П.2 - Прибавка с11, мм
|
Трубы диаметром свыше 32 до 76 мм включительно |
Остальные детали |
|
|
Вода, пароводяная смесь, насыщенный пар |
0,5 |
1,0 |
|
Перегретый пар |
0,3 |
0,5 |
|
Среда сверхкритических параметров |
- |
0,3 |
|
Примечание - Для гибов опускных, водоперепускных и необогреваемых труб для пароводяной смеси и насыщенного пара наружным диаметром более 76 мм при рабочем давлении котла от 8 до 20 МПа следует принимать прибавку c21 от 1 до 3 мм в зависимости от опыта эксплуатации котла данного типа. |
||
Значение прибавки с22 для обогреваемых деталей должно приниматься в зависимости от температуры наружной поверхности детали, вида топлива и металла детали. Для определения прибавки с22 температура наружной поверхности детали должна сравниваться с допустимой температурой, значения которой приведены в таблице П.3. Расчётная температура наружной поверхности обогреваемых деталей, определяемая по тепловому расчёту с учётом тепловой и гидравлической неравномерности, но без учёта временного увеличения неравномерности обогрева, не должна превышать значений допустимой температуры [t].
Таблица П.3 - Допустимая температура наружной поверхности обогреваемых деталей с учётом продуктов сгорания [t], °C
|
Высокосернистые и сернистые мазуты |
Эстонские сланцы |
Остальные энергетические топлива, кроме новых |
|
|
10 |
450 |
400 |
450 |
|
20 |
500 |
450 |
500 |
|
12ХМ, 12МХ, 15ХМ, 10CrМо910 (хролой) |
550 |
530 |
550 |
|
12Х1МФ, 12Х2МФСР |
585 |
540 |
585 |
|
12Х2МФБ |
585 |
545 |
600 |
|
12Х11В2МФ |
620 |
560 |
630 |
|
12Х18Н12Т, 12Х18Н10Т |
610 |
610 |
640 |
|
Примечание - Допустимая температура наружной поверхности экранных труб из стали 12Х1МФ, расположенных в зоне максимальных тепловых нагрузок более 407 кВт/м2 (350 × 103 ккал/(м2 × ч), при сжигании сернистых мазутов не должна превышать 545 °С с учетом запаса на межпромывочный период. |
|||
Для необогреваемых участков труб из стали марок 12Х1МФ, 12Х2МФСР, 12Х2МФБ, соединяющих трубы поверхности нагрева из аустенитной стали с коллекторами из легированной стали, допускается температура стенки до 600 °С.
Значение прибавки с22 для ресурса 105 ч должно приниматься минимальным из условий:
- при температуре наружной поверхности ta < ([t] - 40) °C
с1 + с2 ³ 0,5 мм;
- при температуре ([t] - 40) °C < ta < [t]
Для обогреваемых углеродистых труб общего назначения (например, из стали марки Ст3) прибавка с22 должна приниматься не менее 0,4 мм независимо от температуры стенки, марки стали и категории качества.
Для стали марки 12Х18Н12Т при сжигании высокосернистых и сернистых мазутов и для сталей марок 12Х1МФ, 12Х2МФСР, 12Х2МФБ при сжигании эстонских сланцев допускается температура наружной поверхности деталей выше допустимой, но не более значений температуры, установленных для остальных энергетических топлив, при условии увеличения значения прибавки с22 на 0,5 мм в первом случае и на 0,3 мм во втором на каждые 10 °С повышения температуры.
Для ресурса эксплуатации менее 105 ч значение прибавки с22 к фактической толщине стенки допускается принимать уменьшенным пропорционально отношению данного ресурса к ресурсу в 105 ч.
При выборе расчётной температуры наружной поверхности труб экранов котлов сверхкритических параметров следует учитывать повышение этой температуры в течение межпромывочного периода.
Для труб, находящихся в теплом ящике энергетического котла, значения прибавки с22 должны приниматься равными 0,5 значения, определяемого для обогреваемых труб при той же расчётной температуре наружной поверхности.
Расчётная температура стенок труб в теплом ящике должна приниматься равной температуре рабочей среды с учётом неравномерностей её распределения.
П.1.3 Расчётную толщину стенки обечайки барабана, цилиндрического коллектора, штуцера, трубы определяют по формуле:
![]() или
или ![]() (П.1)
(П.1)
Формулы применимы при:
![]() или
или ![]()
П.1.4 Расчётную толщину стенки конических переходов (обечаек) определяют по формуле:
![]() (П.2)
(П.2)
где D - внутренний диаметр большего основания конического перехода, мм;
a - угол конусности, равный половине угла у вершины конического перехода.
Формула применима при:
![]() для a £ 15°;
для a £ 15°;
или ![]()

где D0 - внутренний диаметр меньшего основания конического перехода, мм;
П.1.5 Расчётную толщину стенки выпуклых эллиптических, торосферических и полусферических днищ определяют по формулам:
- при расчёте по внутреннему диметру:
![]() (П.3)
(П.3)
- при расчёте по наружному диметру:
![]() (П.4)
(П.4)
При расчете полусферических
днищ член  принимается
равным 1.
принимается
равным 1.
Условия применимости формул:
![]()
![]()
П.1.6 Расчётный коэффициент прочности j является относительной величиной, используемой в формулах п.п. П.1.3 ¸ П.1.5 для определения толщины стенки расчётной детали и учитывающий её ослабление отверстиями и (или) сварными соединениями.
Коэффициент прочности сварных соединений (jw) представляет собой отношение предельной нагрузки, действующей в направлении, перпендикулярном к направлению сварного соединения, к предельной нагрузке бесшовной детали.
Коэффициент прочности (jв или jс), учитывающий ослабление отверстиями, представляет собой отношение предельной нагрузки детали с отверстиями к предельной нагрузке такой детали без отверстий.
П.1.7 Расчётный коэффициент прочности детали j принимается равным либо минимальному из значений коэффициентов прочности сварных соединений jw и отверстий jв (jс) либо их сочетанию (произведению) в зависимости от расстояния между кромкой ближайшего к сварному шву отверстия и центром сварного шва с учётом направления линии шва по отношению к направлению действия расчётной нагрузки.
П.1.8 Коэффициенты прочности сварных соединений и отверстий определяют в соответствии с требованиями действующих в этой части стандартов. Во всех случаях расчётный коэффициент прочности не должен превышать 1.
П.1.9 Принимаемая номинальная толщина стенки расчётной детали должна удовлетворять условию:
S ³ SR + c.
П.1.10 Для колен, работающих под внутренним давлением, с отношением R/Da ³ 1 расчётную толщину стенки определяют по формуле:
SRi = SR × Ki × Yi (i = 1, 2, 3), (П.5)
где SR - расчётная толщина стенки для прямой трубы, индекс i = 1, 2, 3 - относится к растянутой (внешней), сжатой (внутренней) и нейтральной сторонам колена соответственно.
П.1.11 Номинальная толщина стенки колена определяется из условия:
S = max{SR1 + c(1); SR2 + c(2); SR3 + c(3)}, (П.6)
где с(1), c(2), c(3) - суммарные прибавки к расчётной толщине стенки для растянутой, сжатой и нейтральных сторон колена соответственно.
П.1.12 Эксплуатационная
составляющая ![]() в составе суммарных прибавок с(i) - одинаковая.
в составе суммарных прибавок с(i) - одинаковая.
Составляющая ![]() производственной
прибавки
производственной
прибавки ![]() компенсирующая
минусовое отклонение, - одинакова для всех зон колена и определяется
требованиями нормативной или производственно-технической документации
(технических условий) на изготовление труб.
компенсирующая
минусовое отклонение, - одинакова для всех зон колена и определяется
требованиями нормативной или производственно-технической документации
(технических условий) на изготовление труб.
Технологическую прибавку ![]() рекомендуется
принимать согласно следующим условиям.
рекомендуется
принимать согласно следующим условиям.
Для секторных колен,
изготовленных из бесшовных или сварных труб, прибавка ![]() = 0.
= 0.
Для штампосварных колен с расположением двух продольных сварных швов по внутренней и внешней сторонам колена принимают:
![]() = 0;
= 0; ![]() = (0,05 ¸ 0,1)S;
= (0,05 ¸ 0,1)S; ![]() = 0.
= 0.
При расположении продольных сварных швов по нейтральным сторонам колена:
![]() =
= ![]() = 0;
= 0; ![]() = (0,05 ¸ 0,1)S
= (0,05 ¸ 0,1)S
Для штампосварных колен с расположением поперечного сварного шва в середине длины колена:
![]() = (0,05 ¸
0,1)S;
= (0,05 ¸
0,1)S; ![]() =
= ![]() = 0.
= 0.
Для гнутых колен, изготавливаемых на рогообразном сердечнике, прибавки
![]() =
= ![]() =
= ![]() = 0.
= 0.
Для штампованых колен, изготавливаемых в закрытых штампах, или для гибов, изготавливаемых на станках с нагревом токами высокой частоты и осевым поджатием, прибавки:
![]() = (0,05 ¸
0,1)S;
= (0,05 ¸
0,1)S; ![]() =
= ![]() = 0.
= 0.
Для гибов, изготавливаемых на трубогибочном оборудовании методом наматывания на сектор, технологическая прибавка принимается:
- для необогреваемых труб  (П.7)
(П.7)
- для обогреваемых труб  (П.8)
(П.8)
Если определение прибавки с12 проводится до окончательного выбора номинальной толщины стенки колена, рекомендуется ориентировочно значение номинальной толщины стенки колена принять равным значению номинальной толщины стенки прямой трубы с последующим его уточнением.
П.1.13 Торовые коэффициенты Кi вычисляют по формулам:
K1 = (4R + Da)/(4R + 2Da); (П.9)
K2 = (4R - Da)/(4R - 2Da); (П.10)
К3 = 1.
П.1.14 Для колен, расчётная температура стенки которых не превышает 350 °С - для углеродистых и кремнемарганцовистых сталей, 400 °С - для легированных сталей, 450 °С - для аустенитных сталей, коэффициенты формы Yi определяют по формулам:
 (П.11)
(П.11)
Y2 = Y1;
 (П.12)
(П.12)
где ![]()
![]()
a - овальность поперечного сечения колена.
Для колен из тех же сталей, но при температуре стенки не менее 400 °С, 450 °С и 525 °С соответственно коэффициенты формы определяют по формулам:
 (П.13)
(П.13)
Y2 = Y1;
 (П.14)
(П.14)
Для колен, расчётная температура которых находится между указанными выше значениями, коэффициенты Yi определяют линейным интерполированием в зависимости от значения температуры. При этом в качестве опорных принимают значения коэффициентов, соответствующие указанным граничным температурам. Если полученные значения коэффициентов Yi меньше 1, их следует принимать равными 1. Если вычисленное значение q превышает 1, то следует принимать q = 1.
При a < 0,03 значения коэффициентов формы Yi и поправочного коэффициента q следует вычислять при a = 0,03.
П.1.15 Значения SR + c допускается округлять в меньшую сторону на значение, не превышающее 3 % номинальной толщины стенки.
П.1.16 На концах труб, растачиваемых под стыковую сварку, допускается утонение стенки на 5 % расчётной толщины при условии, что суммарная длина расточенного участка не будет превышать меньшее из значений 5SR или 0,5Da
П.1.17 Допускаемое давление для обечайки барабана (сосуда), цилиндрического коллектора, штуцера, трубы и колена определяют по формуле:
![]() (П.15)
(П.15)
где К - коэффициент принимают: для обечайки барабана (сосуда), цилиндрического коллектора, штуцера и трубы равным 1; для колена:
K = max{K1Y1; K2Y2; K3Y3}.
П.1.18 Допускаемое давление при расчёте по внутреннему диаметру (обечайки барабанов и сосудов давления, цилиндрические коллекторы, трубы, штуцера) определяют по формуле:
![]() (П.16)
(П.16)
П.1.19 Допускаемое давление для конических переходов определяют по формуле:
![]() (П.17)
(П.17)
П.1.20 Допускаемое давление для выпуклых днищ (эллиптических, торосферических, полусферических) определяют по формулам: при расчёте по внутреннему диаметру:
 (П.18)
(П.18)
при расчёте по наружному диаметру:
 (П.19)
(П.19)
Для полусферических днищ член

П.1.21 Расчёт плоских крышек и днищ (круглых, овальных, прямоугольных) с учётом их конструкции и конфигурации следует выполнять в соответствии с требованиями действующих в этой части стандартов.
П.1.22 Расчёт фланцев, нажимных колец и крепёжных деталей выполняют в соответствии с требованиями действующей в этой части нормативной документации.
П.2 Поверочный расчёт на статическую прочность
П.2.1 В формулах настоящего подраздела приняты условные обозначения, приведённые в таблице П.4.
Таблица П.4 - Условные обозначения.
|
Наименование |
Единица измерения |
|
|
|
Осевое усилие от веса |
Н |
|
Qc |
Осевое усилие от самокомпенсации теплового расширения |
Н |
|
Mb |
Изгибающий момент |
Н × мм |
|
Mk |
Крутящий момент |
Н × мм |
|
Mbq |
Изгибающий момент от весовых нагрузок |
Н × мм |
|
Mbc |
Изгибающий момент от самокомпенсации |
Н × мм |
|
Mkq |
Крутящий момент от весовых нагрузок |
Н × мм |
|
Mkc |
Крутящий момент от самокомпенсации |
Н × мм |
|
F |
Площадь поперечного сечения |
мм2 |
|
W |
Момент сопротивления поперечного сечения коллектора или трубы (трубопровода) |
мм2 |
|
jbw |
Коэффициент прочности поперечного сварного соединения при изгибе |
- |
|
sj |
Среднее окружное напряжение от внутреннего давления |
МПа |
|
sz |
Суммарное среднее осевое напряжение |
МПа |
|
spz |
Среднее осевое напряжение от внутреннего давления |
МПа |
|
szz |
Осевое напряжение от осевой силы |
МПа |
|
sb |
Напряжение изгиба |
МПа |
|
spr |
Среднее радиальное напряжение от внутреннего давления |
МПа |
|
s1, s2, s3 |
Главные нормальные напряжения в расчётном сечении детали |
МПа |
|
se |
Приведенные напряжения (от внутреннего давления) |
МПа |
|
seq |
Эквивалентное напряжение от весовых нагрузок и внутреннего давления |
МПа |
|
seqc |
Эквивалентное напряжение от весовых нагрузок, самокомпенсации и внутреннего давления |
МПа |
|
t |
Напряжение кручения |
МПа |
П.2.2 Поверочный расчёт проводят после выбора основных размеров рассчитываемых элементов по номинальным размерам.
Поверочный расчёт выполняют с учётом всех основных расчётных нагрузок и расчётных режимов.
П.2.3 Основными расчётными нагрузками являются:
- внутреннее или наружное давление;
- масса изделия и его содержимого (весовые нагрузки);
- дополнительные нагрузки (масса присоединённых изделий, теплоизоляции трубопроводов и т.д.);
- усилия от реакции опор и трубопроводов;
- температурные воздействия.
П.2.4 Основными расчётными режимами являются:
- пуск;
- стационарный режим;
- изменение нагрузки (мощности) энергоустановки;
- остановка (останов);
- гидравлическое испытание.
П.2.5 При поверочном расчёте используют стандартизованные данные по физико-механическим свойствам основного металла и сварных швов.
Выбранный метод расчёта напряжений (усилий), перемещений и деформаций должен обеспечивать возможность учёта всех расчётных нагрузок и расчётных режимов.
П.2.6 При проведении поверочного расчёта используют три группы напряжений, в которых в различной комбинации участвуют основные напряжения от внутреннего давления и напряжения от дополнительных нагрузок. В качестве дополнительных нагрузок рассматривают: изгибающие моменты, осевые усилия и крутящие моменты от веса и самокомпенсации. Дополнительные нагрузки определяются отдельными расчётами.
![]() (П.20)
(П.20)
Приведенное напряжение от действия внутреннего давления для обечаек барабанов (сосудов), цилиндрического коллектора, штуцера, трубы, колена при расчёте по наружному диаметру определяют по формуле:
![]() (П.21)
(П.21)
где К = 1 - для барабана, коллектора, штуцера и трубы;
K = max{K1Y1; K2Y2; K3Y3} - для колена.
Приведенное напряжение от действия внутреннего давления в коническом переходе определяют по формуле:
![]() (П.22)
(П.22)
где D - максимальный внутренний диаметр перехода.
Приведенное напряжение от действия внутреннего давления для выпуклых днищ (эллиптической, торосферической и полусферической формы) определяют по формулам:
при расчёте по внутреннему диаметру:
 (П.23)
(П.23)при расчёте по наружному диаметру:
 (П.24)
(П.24)
Для полусферических днищ член

П.2.8 При выполнении контрольного расчёта следует использовать фактическую толщину стенки изделия. В этом случае в формулах п.п. П.2.7. вместо члена (S - c) будет использован член (Sf - c2).
Толщину стенки Sf для цилиндрических и конических элементов принимают равной среднему значению четырёх измерений толщины стенки по концам двух взаимно перпендикулярных диаметров; количество контрольных сечений - не менее трёх на элемент.
Толщину стенки колен определяют по различным зонам: наружной, внутренней и нейтральным - вдоль образующей. Количество контрольных сечений - не менее трёх. За фактическую толщину стенки рекомендуется принимать наименьшее из полученных контрольных значений по каждой зоне колена.
Для эллиптических, торосферических и полусферических элементов конструкций измерения толщины стенки проводят в центре и в четырёх точках по концам наибольших двух взаимно перпендикулярных диаметров, не выходя за пределы купольной части. В качестве фактической толщины стенки допускается принимать среднее значение результатов измерений по данному элементу.
Если элемент имеет местное утонение стенки, возникшее при изготовлении или вследствие эксплуатационных факторов (коррозия, эрозия), то величину фактической толщины стенки рекомендуется принимать равной её минимальному значению. Допускается в этом случае устанавливать фактическую толщину стенки индивидуально для каждой конкретной ситуации.
П.2.9 Расчёт компонентов напряжений от внутреннего давления и дополнительных нагрузок.
П.2.9.1 Среднее окружное напряжение от внутреннего давления:
![]() (П.25)
(П.25)
П.2.9.2 Суммарное среднее осевое напряжение от внутреннего давления, осевой силы и изгибающего момента:
sz = spz ± szz ± 0,8sb, (П.26)
где среднее осевое напряжение от внутреннего давления:
![]() (П.27)
(П.27)
среднее осевое напряжение от осевой силы:
![]() (П.28)
(П.28)
осевое напряжение от изгибающего момента:
![]() (П.29)
(П.29)
П.2.9.3 Для рассчитываемого элемента следует выявить наиболее ослабленное сечение, обусловленное наибольшим изгибающим моментом Мb, наименьшим моментом сопротивления W или наименьшими коэффициентами прочности.
П.2.9.4 Среднее радиальное напряжение от внутреннего давления:
![]() (П.30)
(П.30)
П.2.9.5 Напряжение кручения:
![]() (П.31)
(П.31)
П.2.9.6 Напряжения в формулах п.п. П.2.9 определяют по номинальной толщине стенки.
П.2.10 При определении напряжений от весовых нагрузок в формулы подставляются усилия Qq и моменты Mbq, Mkq, а при определении напряжений от действия весовых нагрузок и самокомпенсации в формулы подставляются суммарные усилия Qq + Qc и моменты Mbq + Mbc, Мkq + Mkc.
П.2.11 Для расчётного сечения цилиндрических элементов вычисляются три главных нормальных напряжения s1, s2, s3, которые представляют собой алгебраическую сумму действующих в одном направлении напряжений от приложенных к расчетному сечению нагрузок.
Главные напряжения вычисляются по следующим формулам:
при наличии крутящего момента
![]() (П.32)
(П.32)
![]() (П.33)
(П.33)
s3 = sr;
при отсутствии крутящего момента
s1 = sj; s2 = sz; s3 = sr, если sj > sz > sr;
s1 = sz; s2 = sj; s3 = sr, если sz > sj > sr;
Для обеспечения условия s1 > s2 > s3 индексы при обозначениях главных напряжений окончательно устанавливаются после определения численных значений напряжений sj и sz.
П.2.12 Эквивалентные напряжения seq и seqc для расчетного сечения принимаются равными: seq = s1 - s3,
где s1 и s3 определены по весовым нагрузкам Qq, Mbq и Mkq;
где s1 и s3 определены по суммарным нагрузкам Qq + Qc, Mbq+ Mbc и Mkq + Mkc;
П.2.13 Результаты поверочного расчёта должны подтвердить соблюдение (или несоблюдение) следующих условий прочности:
se £ [s],
seq £ 1,1[s],
seqc £ 1,5[s].
Для трубопроводов и труб, расчётные температуры которых обусловливают использование для определения допускаемых напряжений кратковременных характеристик прочности, допускается несоблюдение последнего условия, если поверочный расчёт на циклическую прочность подтвердит, что для заданного числа циклов нагружения рассчитываемой детали условия циклической прочности соблюдаются.
П.3 Поверочный расчёт на циклическую прочность
П.3.1 Изложенный в настоящем разделе метод расчёта на циклическую прочность применим до температур tc (см. п.п. 6.3.3.3., 6.3.3.4).
- по расчётным кривым усталости, характеризующим в пределах их применения зависимость между допускаемыми амплитудами условных напряжений и допускаемыми числами циклов, или
- по формулам, связывающим допускаемые амплитуды условных напряжений и допускаемые числа циклов, в случаях уточнённого расчёта допускаемых числа циклов или амплитуды напряжений или когда расчётные кривые не могут быть применены.
П.3.3 Амплитуда
эксплуатационного напряжения не должна превышать допускаемую амплитуду
напряжений ![]() получаемую для заданного числа циклов N.
Если задана амплитуда напряжения, то эксплуатационное число циклов N
не должно превышать допускаемое число циклов [N].
получаемую для заданного числа циклов N.
Если задана амплитуда напряжения, то эксплуатационное число циклов N
не должно превышать допускаемое число циклов [N].
Если процесс нагружения
состоит из ряда циклов, характеризуемых амплитудами напряжений ![]() и
соответствующими числами циклов Ni, то должно выполняться условие прочности по накопленному
усталостному повреждению.
и
соответствующими числами циклов Ni, то должно выполняться условие прочности по накопленному
усталостному повреждению.
Определение местных деформаций в элементах конструкций проводят по данным упругого или упругопластического расчета или по данным измерений деформаций на моделях и на натурных конструкциях для заданных эксплуатационных нагрузок.
При расчетном определении местных деформаций используют кривые циклического деформирования, получаемые по данным испытаний лабораторных образцов, или расчетные кривые деформирования, получаемые по кривым статического деформирования.
П.3.5 Поверочный расчёт на циклическую прочность допускается не проводить, если суммарные (эквивалентные) напряжения от действия всех основных расчётных нагрузок (seqc) для каждого из расчётных режимов эксплуатации удовлетворяют условию
![]()
и при этом количество циклов нагружения не превосходит 103.
П.3.6 Основные обозначения:
s - напряжение, МПа;
е - деформация;
t - температура, °С;
Еt - модуль упругости, МПа;
![]() - относительное сужение площади поперечного сечения
лабораторного образца при статическом разрушении при температуре t, %;
- относительное сужение площади поперечного сечения
лабораторного образца при статическом разрушении при температуре t, %;
![]() - относительное сужение площади поперечного сечения
образца при напряжениях sв, при
температуре t, %;
- относительное сужение площади поперечного сечения
образца при напряжениях sв, при
температуре t, %;
![]() - предел
усталости при симметричном цикле нагрузки (растяжение - сжатие) при температуре
t, МПа;
- предел
усталости при симметричном цикле нагрузки (растяжение - сжатие) при температуре
t, МПа;
![]() - амплитуда условных упругих напряжений, равная
произведению амплитуды упругопластических деформаций на модуль упругости, МПа;
- амплитуда условных упругих напряжений, равная
произведению амплитуды упругопластических деформаций на модуль упругости, МПа;
![]() - среднее условное упругое напряжение цикла, МПа;
- среднее условное упругое напряжение цикла, МПа;
![]() - максимальное условное упругое напряжение цикла, МПа;
- максимальное условное упругое напряжение цикла, МПа;
![]() - минимальное условное упругое напряжение цикла МПа;
- минимальное условное упругое напряжение цикла МПа;
r* - коэффициент асимметрии цикла условных упругих напряжений;
r - коэффициент асимметрии цикла действительных напряжений;
![]() ,
, ![]() ,
, ![]() - главные условные упругие напряжения (
- главные условные упругие напряжения (![]() ³
³ ![]() ³
³ ![]() ), МПа;
), МПа;
(s*)пр - приведенное условное упругое напряжение без учета концентрации, МПа,
[s]пр - допускаемое приведенное напряжение без учета концентрации, МПа;
e1, е2, е3 - главные (упругие или упругопластические) деформации;
m - коэффициент Пуассона;
at - коэффициент линейного температурного расширения, 1/°С;
as - теоретический коэффициент концентрации упругих напряжений;
Кs - коэффициент концентрации напряжений в упругопластической области;
![]() - коэффициент концентрации условных упругих напряжений;
- коэффициент концентрации условных упругих напряжений;
![]() -
амплитуда местных условных приведенных упругих напряжений в элементе
конструкции при эксплуатации, МПа;
-
амплитуда местных условных приведенных упругих напряжений в элементе
конструкции при эксплуатации, МПа;
jwf - коэффициент снижения разрушающих напряжений металла сварного шва;
ns - запас прочности по условным упругим напряжениям;
![]() - допускаемая амплитуда условных упругих напряжений, МПа;
- допускаемая амплитуда условных упругих напряжений, МПа;
N - число циклов до образования трещины;
nN - запас прочности по долговечности;
[N] - допускаемое число циклов нагружения;
i - режим нагружения;
[N]i - допускаемое число циклов нагружения образца на i-режиме;
Ns - число циклов нагружения в эксплуатации;
Nis - число циклов нагружения в эксплуатации на i-режиме;
![]() - амплитуда местных условных напряжений в эксплуатации на i-режиме, МПа;
- амплитуда местных условных напряжений в эксплуатации на i-режиме, МПа;
c - коэффициент снижения долговечности при наложении вибраций;
а - накопленное усталостное повреждение;
П.3.7 При расчете сопротивления циклическому разрушению, когда
приведенные условные упругие максимальные напряжения превышают предел
текучести, определение величин (s*)
производится по компонентам деформаций, устанавливаемым экспериментально или из
упругопластического расчета. Если размахи напряжений превышают удвоенный предел
текучести, определение амплитуд напряжений ![]() производится экспериментально
или расчетом по величинам деформаций, устанавливаемым по диаграмме циклического
деформирования или по условной диаграмме циклического деформирования,
получаемой удвоением величин деформаций и напряжений кривой статического
растяжения при расчетной температуре.
производится экспериментально
или расчетом по величинам деформаций, устанавливаемым по диаграмме циклического
деформирования или по условной диаграмме циклического деформирования,
получаемой удвоением величин деформаций и напряжений кривой статического
растяжения при расчетной температуре.
При известных из упругого,
упругопластического расчета или эксперимента величинах главных деформаций е1,
е2, е3 (e1 ³ е2 ³ е3) и главных условных упругих напряжений ![]() ,
, ![]() ,
, ![]() (
(![]() ³
³ ![]() ³
³
![]() ), значения приведенных условных упругих напряжений определяются по
теории наибольших касательных напряжений.
), значения приведенных условных упругих напряжений определяются по
теории наибольших касательных напряжений.
Если условные упругие напряжения, определенные при значении коэффициента Пуассона m, равном 0,3, превышают предел текучести, то приведенные напряжения определяют, используя коэффициент m, полученный по формулам:
для зон концентрации напряжений:
![]() (П.34)
(П.34)
вне зон концентрации:
 (П.35)
(П.35)
П.3.8 Величины приведенных циклических условных упругих напряжений и соответствующие им числа циклов устанавливают по данным об эксплуатационных механических и температурных нагрузках, зависящих от конструкции, режима нагружения и ресурса установки.
Для каждого расчетного цикла нагружения устанавливаются также расчетные температуры рассматриваемых элементов конструкций.
При определении приведенных условных упругих напряжений должны учитываться направления и величины нормальных и касательных составляющих напряжений от различных нагрузок; при этом предварительно выбираются направления осей координат (для прямоугольной, цилиндрической или сферической системы координат).
П.3.9 На основе анализа условий эксплуатации:
- составляют последовательность режимов работы и для принятой последовательности упругим расчетом определяют значения шести составляющих напряжений (три составляющие нормальных и три составляющие касательных напряжений) без учета концентрации напряжений, по которым определяются три главные напряжения;
- главным напряжениям для одного из режимов (например, пуска или стационарного) присваивают индексы i, j, k;
- для зафиксированных главных площадок i, j, k строят зависимость изменения напряжений si, sj, sk при последующих расчетных режимах;
- для различных моментов времени t1, t2 ..., t6 соответствующих достижению экстремальных значений напряжений в заданном i-режиме simax¢, simin¢, sjmax¢, sjmin¢, skmax¢, skmin¢, определяют текущие значения напряжений si, sj, sk и приведенные напряжения (их алгебраические значения).
simax - sj, simax - sk, sj - sk при t1
simin - sj, simin - sk, sj - sk при t2
skmin - si, skmin - sj, si - sj при t6
и строят зависимость приведенных напряжений от времени для всех режимов;
- по временным зависимостям приведенных напряжений определяют максимальные размахи (или удвоенные амплитуды) напряжений для каждого полуцикла
2(s)a = (si - sj)max - (si - sj)min; (П.36)
2(s)a = (sj - sk)max - (sj - sk)min; (П.37)
2(s)a = (sk - si)max - (sk - si)min. (П.38)
При этом максимальные (smax)пр и минимальные (smin)пр приведенные напряжения
![]()
![]()
Для целого ряда элементов оборудования и конструкций (при одноосном и плоском напряженном состоянии в стержнях, пластинах и оболочках) вторым положительным главным напряжением можно пренебречь.
П.3.10 Если
приведенные местные условные упругие напряжения ![]() и
и ![]() определены по данным
расчетов аналитическими или численными методами (например, методом конечных
элементов) или по данным испытаний модельной или натурной конструкции при
эксплуатационных i-режимах
нагружения, то концентрация деформации и напряжений в расчетах не учитывается и
расчет на циклическую прочность ведется по указанным выше местным напряжениям.
определены по данным
расчетов аналитическими или численными методами (например, методом конечных
элементов) или по данным испытаний модельной или натурной конструкции при
эксплуатационных i-режимах
нагружения, то концентрация деформации и напряжений в расчетах не учитывается и
расчет на циклическую прочность ведется по указанным выше местным напряжениям.
При отсутствии данных о величинах местных
напряжений и деформаций в зонах концентрации в расчет вводятся коэффициенты
концентрации напряжений ![]() , равные приведенным теоретическим
коэффициентам (as)пр
концентрации напряжений, когда значения получаемых местных напряжений и
деформаций находятся в пределах упругости.
, равные приведенным теоретическим
коэффициентам (as)пр
концентрации напряжений, когда значения получаемых местных напряжений и
деформаций находятся в пределах упругости.
П.3.11 С учетом известных теоретических коэффициентов концентрации упругих напряжений as для компонентов вычисленных напряжений определяют суммарное приведенное напряжение с учётом концентрации, устанавливают по отношению к соответствующему суммарному приведенному напряжению (п. П.3.9) значение приведенного теоретического коэффициента концентрации напряжений (as)пр. Величина (as)пр принимается не менее 1.
![]() (П.39)
(П.39)
где Кs - коэффициент концентрации напряжений в упругопластической области (при упругих деформациях Кs = as).
При определении максимального
местного условного упругого напряжения цикла ![]() и амплитуды
и амплитуды ![]() местных
условных упругих напряжений следует принять соответственно
местных
условных упругих напряжений следует принять соответственно

 (П.41)
(П.41)
где ![]() - предел текучести,
равный
- предел текучести,
равный ![]() т.е.
полусумме пределов текучести при максимальной и минимальной температуре
полуцикла. При этом Кs £ (as)пр, но не менее 1. Если в зонах концентрации
расположены сварные швы, то значение
т.е.
полусумме пределов текучести при максимальной и минимальной температуре
полуцикла. При этом Кs £ (as)пр, но не менее 1. Если в зонах концентрации
расположены сварные швы, то значение ![]() в формуле для Кs применяется для металла шва, но не выше,
чем для основного металла.
в формуле для Кs применяется для металла шва, но не выше,
чем для основного металла.
Максимальные приведенные
напряжения ![]() и амплитуды приведенных напряжений
и амплитуды приведенных напряжений ![]() определяются
в соответствии с п.п. П.3.7 ¸ П.3.9.
определяются
в соответствии с п.п. П.3.7 ¸ П.3.9.
П.3.13 Если
при определении местных напряжений ![]() ,
, ![]() в условиях повышенных (as > 3) градиентов напряжений (с учетом
в условиях повышенных (as > 3) градиентов напряжений (с учетом ![]() ) получают
) получают ![]()
![]() то
коэффициент концентрации
то
коэффициент концентрации ![]() для определения местного напряжения
для определения местного напряжения ![]() или
или ![]() вычисляют
из соотношения
вычисляют
из соотношения
![]() (П.42)
(П.42)
где q* - коэффициент чувствительности материала к концентрации напряжений (q* £ 1); величину q* вычисляют по соотношению
![]() (П.43)
(П.43)
Коэффициент q принимается не зависящим от асимметрии цикла напряжений и равным его значению для симметричного цикла.
Величина коэффициента q, зависящая от относительного градиента напряжений и
отношения предела текучести ![]() к пределу прочности
к пределу прочности ![]() стали,
принимается равной:
стали,
принимается равной:
1 - для зон концентрации у
галтелей, выкружек, опорных устройств корпусов, у патрубков, у отверстий для
болтов и шпилек крепления крышки к корпусу, у отверстий в крышке и днище и т.д.
(при радиусах закругления в зонах концентрации более 40 мм для отношений ![]() в пределах
от 0,4 до 0,8);
в пределах
от 0,4 до 0,8);
0,9; 0,95; 1 - для зон
концентрации у галтелей, выкружек отверстий в трубных досках, у скруглений в
местах перехода трубопроводов к фланцам (при радиусах закруглений в пределах от
10 до 40 мм для отношений ![]() , равных 0,4; 0,6 и 0,8 соответственно).
, равных 0,4; 0,6 и 0,8 соответственно).
0,7; 0,8; 0,9 - для
закруглений в вершинах пазов и опорных буртов, для усилений сварных швов (при
радиусах закруглений в пределах от 4 до 10 мм для отношений ![]() равных 0,4; 0,6 и
0,8 соответственно).
равных 0,4; 0,6 и
0,8 соответственно).
0,3; 0,6; 0,8 - для резьбы в
шпильках, болтах, фланцах (при радиусах закругления менее 1 мм для отношений ![]() , равных
0,4; 0,6 и 0,8 соответственно).
, равных
0,4; 0,6 и 0,8 соответственно).
При других значениях
отношений ![]() и
радиусов закругления величина q
устанавливается линейной экстраполяцией.
и
радиусов закругления величина q
устанавливается линейной экстраполяцией.
П.3.14 При
определении максимальных и амплитудных значений местных условных упругих
напряжений для зон концентрации соответствующие напряжения ![]() и
и ![]() по п. П.3.9 от силовых и температурных нагрузок
умножаются на коэффициенты концентрации по пп. П.3.12 и П.3.13.
по п. П.3.9 от силовых и температурных нагрузок
умножаются на коэффициенты концентрации по пп. П.3.12 и П.3.13.
П.3.15 Если
амплитудные или максимальные приведенные напряжения цикла, определяемые по п. П.3.8, превышают предел текучести ![]() , то
величины
, то
величины ![]() или
или
![]() должны
быть определены по упругопластическому расчету.
должны
быть определены по упругопластическому расчету.
Для определения ![]() используется
диаграмма статического (для исходного нулевого полуцикла) или циклического (для
последующих полуциклов) деформирования; значения
используется
диаграмма статического (для исходного нулевого полуцикла) или циклического (для
последующих полуциклов) деформирования; значения ![]() определяют по результатам
вычисления размахов напряжений в полуциклах нагружения, составляющих принятую
последовательность режимов работы при эксплуатации с использованием диаграмм
циклического деформирования.
определяют по результатам
вычисления размахов напряжений в полуциклах нагружения, составляющих принятую
последовательность режимов работы при эксплуатации с использованием диаграмм
циклического деформирования.
Указанные ваше диаграммы статического деформирования получают (в координатах «s - e») по данным статических испытаний на растяжение или расчётом по формулам:
s = е × Е при ![]() (П.44)
(П.44)
![]() при
при ![]() (П.45)
(П.45)
где е - деформация; ![]() - предел
пропорциональности с допуском на пластическую деформацию 0,02 %;
- предел
пропорциональности с допуском на пластическую деформацию 0,02 %; ![]() -
соответствующая деформация; m0 - показатель упрочнения.
-
соответствующая деформация; m0 - показатель упрочнения.
П.3.16 Основные расчётные параметры диаграмм деформирования определяют следующим образом.
П.3.16.1 Величину m0 вычисляют по формуле:
 (П.46)
(П.46)
где ![]() - истинное
сопротивление разрушению;
- истинное
сопротивление разрушению; ![]() - сужение образца в шейке.
- сужение образца в шейке.
П.3.16.2 Величина ![]() определяется
как разрушающее напряжение в шейке по данным испытаний или по формуле:
определяется
как разрушающее напряжение в шейке по данным испытаний или по формуле:
![]() (П.47)
(П.47)
П.3.16.3 Предел
пропорциональности ![]() определяется экспериментально или по
формуле:
определяется экспериментально или по
формуле:
 (П.48)
(П.48)
П.3.17 Указанные в п.п. П.3.15 диаграммы циклического деформирования определяют (в координатах S - e в точке начала разгрузки) по данным экспериментов или расчётам по формулам:
S = e×Et при ![]() (П.49)
(П.49)
![]() при
при ![]() (П.50)
(П.50)
где ![]() - циклический предел
пропорциональности с допуском на пластическую деформацию 0,04 %;
- циклический предел
пропорциональности с допуском на пластическую деформацию 0,04 %;
eT - деформация циклического предела
пропорциональности ![]()
mk - показатель упрочнения при циклическом нагружении.
Величина ![]() определяется
экспериментально или принимается равной
определяется
экспериментально или принимается равной ![]() тогда
тогда ![]() Показатель mk определяется по формуле:
Показатель mk определяется по формуле:
![]() (П.51)
(П.51)
где А - параметр диаграмм циклического деформирования, вычисляемый по формуле:
 (П.52)
(П.52)
При ![]() допускается
принимать mk = m0.
допускается
принимать mk = m0.
П.3.18 Коэффициенты запаса по местным условным упругим напряжениям для заданного режима нагружения определяются по формуле
![]() (П.53)
(П.53)
где ![]() - разрушающие
амплитуды условных местных напряжений, устанавливаемые для эксплуатационного
числа циклов N = Ns £ 105;
- разрушающие
амплитуды условных местных напряжений, устанавливаемые для эксплуатационного
числа циклов N = Ns £ 105;
![]() - амплитуды местных условных упругих напряжений в наиболее
нагруженной точке в эксплуатации.
- амплитуды местных условных упругих напряжений в наиболее
нагруженной точке в эксплуатации.
Коэффициенты запаса прочности nN по долговечности определяются по формуле:
где N - разрушающие
число циклов, устанавливаемые для эксплуатационных уровней напряжений ![]() при N £ 105; Ns
- эксплуатационное число циклов.
при N £ 105; Ns
- эксплуатационное число циклов.
Численные значения коэффициентов ns и nN устанавливаются с учётом типа, условий эксплуатации и ответственности конструкций и машин, опыта проектирования и изготовления, точности расчётов и задания исходной информации, рассеяния характеристик нагруженности и механических свойств.
Для сосудов давления, трубопроводов, корпусных деталей, листовых конструкций, применяемых в энергетическом машиностроении, запасы ns принимают равными 2, a nN - равными 10.
Для элементов конструкций и деталей с высокой исходной концентрацией напряжений (сварные соединения с конструктивным непроваром, резьбовые соединения и др.) или испытывающих действие только высоких температурных напряжений от резких перепадов температур по толщине стенки указанные выше запасы могут быть снижены соответственно до ns = 1,5 и nN = 5.
Если испытанию при эксплуатационных нагрузках подвергаются натурные конструкции или полномасштабные модели, то запасы прочности ns и nN по моменту образования трещин могут быть понижены до 1,25 и 3 соответственно.
П.3.19 Допускаемые амплитуды
условных упругих напряжений ![]() и чисел циклов [N] получают как минимальные, исходя из условий
и чисел циклов [N] получают как минимальные, исходя из условий
![]() (П.55)
(П.55)
[N] = N/nN, (П.56)
где ![]() , N -
разрушающие амплитуды условных упругих напряжений и число циклов;
, N -
разрушающие амплитуды условных упругих напряжений и число циклов;
ns и nN - запасы прочности.
|
|
(П.57) |
|
(П.58) |

Для уточнённой оценки ![]() и [N] вычисления проводят по формулам:
и [N] вычисления проводят по формулам:
|
|
(П.59) |
|
(П.60) |

В качестве расчётных
используют минимальные значения ![]() и [N] по каждой из двух приведенных выше систем уравнений.
и [N] по каждой из двух приведенных выше систем уравнений.
|
|
(П.61) |
|
(П.62) |
Для уточнённой оценки ![]() и [N] в указанном случае расчёты выполняют по формулам:
и [N] в указанном случае расчёты выполняют по формулам:
|
|
(П.63) |
|
(П.64) |

При этом в качестве расчётных
принимают минимальные значения ![]() и [N] по обеим системам уравнений п.п. П.3.20 и П.3.21.
и [N] по обеим системам уравнений п.п. П.3.20 и П.3.21.
П.3.22 В приведенных формулах п.п. 5. П.3.20 и П.3.21 ![]() предел усталости при симметричном цикле
растяжения-сжатия; r* и r - коэффициенты асимметрии цикла напряжений; mр, mе и ml - характеристики материала.
предел усталости при симметричном цикле
растяжения-сжатия; r* и r - коэффициенты асимметрии цикла напряжений; mр, mе и ml - характеристики материала.
Свойства металла Еt, yt, ![]() (и сварных
соединений) принимают минимальными в интервале расчётных температур.
(и сварных
соединений) принимают минимальными в интервале расчётных температур.
Предел усталости принимают:
![]() при 300 £
при 300 £ ![]() £ 700 МПа и
£ 700 МПа и
![]() при 700 £
при 700 £ ![]() £ 1200 МПа. (П.65)
£ 1200 МПа. (П.65)
Характеристику mр принимают равной:
mр = 0,5 при 300 £ ![]() £ 700 МПа и
£ 700 МПа и
mр = 0,5 + 0,0002(![]() - 700) при 700 £
- 700) при 700 £ ![]() £ 1200 МПа. (П.66)
£ 1200 МПа. (П.66)
Пластическая характеристика
металла (для ![]() £ 1200 МПа) yt определяется из соотношения:
£ 1200 МПа) yt определяется из соотношения:
![]() - для
- для ![]()
![]() - для
- для ![]() (П.67)
(П.67)
Характеристика mе определяется из соотношения ![]()
Относительное сужение образца
на уровне предела прочности ![]() определяют по формуле:
определяют по формуле:
 (П.68)
(П.68)
где ![]()
Характеристику материала ml вычисляют из соотношения:
![]() (П.69)
(П.69)
Параметр диаграмм циклического деформирования А вычисляется согласно п.п. П.3.17.
П.3.23 Коэффициент асимметрии цикла условных упругих напряжений r*, соответствующих пластической деформации, вычисляют по формуле:
![]() (П.70)
(П.70)
или ![]() (П.71)
(П.71)
при ![]()
Если получается r* £ -1, то в расчёте следует принять r* = -1.
Коэффициент асимметрии цикла r, соответствующий упругой деформации, при ![]() вычисляют
по следующим формулам:
вычисляют
по следующим формулам:

если ![]() и
и
 (П.73)
(П.73)
если ![]()
При ![]() коэффициент
асимметрии цикла r, отвечающий упругим напряжениям,
принимается равным r = -1.
коэффициент
асимметрии цикла r, отвечающий упругим напряжениям,
принимается равным r = -1.
Коэффициент асимметрии цикла r* и r используются при расчёте амплитуд разрушающих условных упругих напряжений в зависимости от числа циклов:
- коэффициент r* - по критерию разрушения при жёстком нагружении;
- коэффициент r - по критерию разрушения при мягком нагружении;
Значения коэффициентов асимметрии цикла во всех случаях, когда r(r*) ³ l или r(r*) < -1 принимают равным -1.
Коэффициент асимметрии цикла r в формулах п.п. П.3.21 принимается равным r*
по вышеприведенным формулам настоящего подпункта при условии, что ![]() и
и ![]() Для
выполнения расчёта рекомендуется пользоваться следующими формулами для
вычисления коэффициента асимметрии r:
Для
выполнения расчёта рекомендуется пользоваться следующими формулами для
вычисления коэффициента асимметрии r:
при ![]() и
и ![]()
 (П.74)
(П.74)
при ![]() и
и ![]() :
:
![]() (П.75)
(П.75)
Параметр m0 определяется согласно п.п. П.3.16.1 настоящего подраздела Стандарта.
П.3.24 При выполнении уточнённых
оценок допускаемых амплитуд условных упругих напряжений ![]() и чисел циклов [N] по п.п. П.3.20,
П.3.21 с использованием
коэффициентов концентрации
и чисел циклов [N] по п.п. П.3.20,
П.3.21 с использованием
коэффициентов концентрации ![]() (по п.п. П.3.12, П.3.13)
следует учитывать наличие остаточных напряжений от сварки и других
технологических операций. Остаточное напряжение s0 учитывают при определении коэффициентов асимметрии цикла (r, r*)
напряжений путём их алгебраического суммирования с напряжением от нагрузок; при
этом величина s0 принимается не более
(по п.п. П.3.12, П.3.13)
следует учитывать наличие остаточных напряжений от сварки и других
технологических операций. Остаточное напряжение s0 учитывают при определении коэффициентов асимметрии цикла (r, r*)
напряжений путём их алгебраического суммирования с напряжением от нагрузок; при
этом величина s0 принимается не более ![]() и учитываются только
остаточные напряжения растяжения.
и учитываются только
остаточные напряжения растяжения.
П.3.25
Разрушающие амплитуды ![]() местных условных упругих напряжений для
металла сварных соединений определяются по соотношению:
местных условных упругих напряжений для
металла сварных соединений определяются по соотношению:
![]() (П.76)
(П.76)
или
![]() (П.77)
(П.77)
где ![]() - разрушающая
амплитуда условных упругих напряжений, определяемая для основного металла;
- разрушающая
амплитуда условных упругих напряжений, определяемая для основного металла;
jwf - коэффициент, зависящий от вида и режимов сварки, сварочных материалов и термообработки. Значения коэффициента jwf приведены в табл. П.5.
Таблица П.5
|
Свариваемые стали |
Термообработка |
jwf |
|
|
Ручная дуговая |
углеродистая |
Без термообработки |
0,8 |
|
Отпуск |
1,0 |
||
|
легированная |
Отпуск |
1,0 |
|
|
аустенитная нержавеющая |
Без термообработки |
1,0 |
|
|
Отпуск |
1,0 |
||
|
Автоматическая электродуговая |
углеродистая |
Без термообработки |
0,9 |
|
Отпуск |
1,0 |
||
|
легированная |
Отпуск |
1,0 |
|
|
Электрошлаковая |
углеродистая |
Нормализация, отпуск |
1,0 |
|
легированная |
Закалка, отпуск |
0,8 |
|
|
Аргонодуговая |
легированная |
Без термообработки |
1,0 |
|
Отпуск |
1,0 |
||
|
аустенитная нержавеющая |
Без термообработки |
0,9 |
|
|
Отпуск |
1,0 |
Для углеродистых сталей с временным сопротивлением ![]() > 380
МПа и для легированных сталей
> 380
МПа и для легированных сталей ![]() > 450 МПа значения коэффициентов jwf
в таблице П.5. следует уменьшить
на 0,05.
> 450 МПа значения коэффициентов jwf
в таблице П.5. следует уменьшить
на 0,05.
Для нетермообработанных
сварных соединений можно принять ![]()
Концентрация напряжений и деформаций в сварных соединениях, обусловленная изменением геометрии, вызванной сварным швом, например неудаленной выпуклостью стыкового шва, учитывается в соответствии с указаниями п.п. П.3.12, П.3.13.
П.3.26 Для
сварных нетермообработанных соединений и термообработанных соединений с
остаточными растягивающими напряжениями ![]() при симметричном цикле напряжений от
механических и температурных нагрузок предел усталости в уравнениях пп. П.3.20, П.3.21 определяется по формуле:
при симметричном цикле напряжений от
механических и температурных нагрузок предел усталости в уравнениях пп. П.3.20, П.3.21 определяется по формуле:
![]() (П.78)
(П.78)
где ![]() - предел усталости
металла сварного соединения;
- предел усталости
металла сварного соединения;
![]() - предел прочности металла сварного соединения.
- предел прочности металла сварного соединения.
П.3.27
Для сварных соединений с неполным проплавлением (сварные швы с конструктивным
непроваром) в местах приварки тонких патрубков к обечайкам, крышкам, днищам,
приварки элементов жесткости и фланцев разрушающие амплитуды ![]() для
заданного числа циклов N получают по уравнениям п. П.3.20, П.3.21
как отношение
для
заданного числа циклов N получают по уравнениям п. П.3.20, П.3.21
как отношение
![]() (П.79)
(П.79)
или
![]() (П.80)
(П.80)
где ![]() - эффективный
коэффициент концентрации условных упругих напряжений;
- эффективный
коэффициент концентрации условных упругих напряжений;
![]() - номинальные условные упругие напряжения в зоне сварного
шва с конструктивным непроваром.
- номинальные условные упругие напряжения в зоне сварного
шва с конструктивным непроваром.
Численные значения ![]() для осевого
растяжения и изгиба приведены на рисунке П.1; при сочетании в конструкции изгиба и растяжения
для каждой из составляющих номинальных напряжений вводятся соответствующие
величины
для осевого
растяжения и изгиба приведены на рисунке П.1; при сочетании в конструкции изгиба и растяжения
для каждой из составляющих номинальных напряжений вводятся соответствующие
величины ![]() .
Коэффициенты запаса при расчете сварных соединений с конструктивным непроваром
следует принимать равными ns = 1,25 и nN
= 2,5.
.
Коэффициенты запаса при расчете сварных соединений с конструктивным непроваром
следует принимать равными ns = 1,25 и nN
= 2,5.
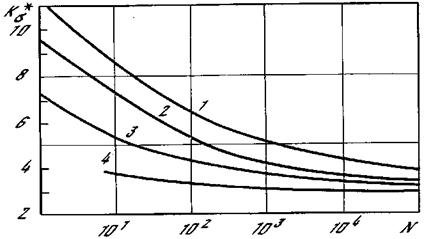
1 - низколегированные циклически
разупрочняющиеся стали (![]() > 0,7) при осевом нагружении; 2 -
углеродистые и низколегированные циклически стабильные стали (0,4 £
> 0,7) при осевом нагружении; 2 -
углеродистые и низколегированные циклически стабильные стали (0,4 £
![]() £
0,65) при осевом нагружении; 3 - Аустенитные нержавеющие стали (0,3 £
£
0,65) при осевом нагружении; 3 - Аустенитные нержавеющие стали (0,3 £
![]() £
0,6) при осевом нагружении; 4 - указанные выше стали при изгибе.
£
0,6) при осевом нагружении; 4 - указанные выше стали при изгибе.
Рисунок П.1. - Эффективные коэффициенты концентрации условных упругих напряжений для сварных швов с конструктивным непроваром:
П.3.28 Эффект общей и локальной коррозии учитывается путём снижения долговечности углеродистых и легированных (некоррозионностойких) сталей, взаимодействующих с коррозионной средой. Разрешается допускаемое число циклов нагружения стали в коррозионной среде [Nк] определять по формуле:
[Nк] = [N] × (1 - bк), (П.81)
где [N] - допускаемое число циклов по п.п. П.3.20; П.3.21;
bк - коэффициент влияния среды.
Для низкочастотного нагружения в интервале долговечности до 104 циклов коэффициент bк допускается определять по формуле: bк = kclgN, где kс для водных сред после специальной водоподготовки (химводоочистки) можно принимать равным от 0,015 до 0,035. С повышением давления от атмосферного до 15 МПа коэффициент kс при нормативных показателях качества питательной, подпиточной, сетевой и котловой воды линейно увеличивается до 0,2.
П.3.29 Сочетание основного
циклического нагружения с амплитудой ![]() и частотой f0 и
наложенного с амплитудой sав и частотой f вызывает
снижение допускаемого числа циклов основного низкочастотного нагружения от [N]
до [Nв] согласно выражению:
и частотой f0 и
наложенного с амплитудой sав и частотой f вызывает
снижение допускаемого числа циклов основного низкочастотного нагружения от [N]
до [Nв] согласно выражению:
[Nв] = [N]/c, (П.82)
где c - коэффициент снижения долговечности при наложении высокочастотных циклов.
Коэффициент c допускается приблизительно вычислять по формуле:
![]() (П.83)
(П.83)
где x - коэффициент, зависящий от материала;
![]() (П.84)
(П.84)
Параметр x допускается принимать равным следующим значениям:
- углеродистая сталь с ![]() £ 500 МПа - x = 1,2 ¸ 1,3;
£ 500 МПа - x = 1,2 ¸ 1,3;
- углеродистая и легированная
сталь с 500 £ ![]() £ 800 МПа - x = 1,7 ¸ 1,8;
£ 800 МПа - x = 1,7 ¸ 1,8;
- легированная сталь с ![]() > 800
МПа - x = 1,9;
> 800
МПа - x = 1,9;
- аустенитная сталь с ![]() £ 550 МПа - x = 1,5.
£ 550 МПа - x = 1,5.
Вышеуказанный метод расчёта при двухчастотном циклическом нагружении применим при выполнении условий:
![]()
f/f0 £ 5×106;
число циклов с амплитудой sав в пределах периода времени «пуск + останов» превышает 10.
П.3.30 Для углеродистых и легированных (низколегированных) сталей
в интервале температур от 20 до 360 °С при ![]()
![]() ³ 440 МПа;
³ 440 МПа; ![]() ³ 32 % и Еt @ 1,95×105 МПа расчётная кривая усталости приведена на рисунке
П.2.
³ 32 % и Еt @ 1,95×105 МПа расчётная кривая усталости приведена на рисунке
П.2.

Рисунок П.2 - Расчётная кривая усталости для углеродистых и легированных сталей до температуры 360 °С
П.3.31 Для
углеродистых и легированных (низколегированных) сталей при 0,7 £ ![]() £ 0,9,
£ 0,9, ![]() ³ 490 МПа,
³ 490 МПа, ![]() > 45 % и Еt @ 1,86×105
МПа для интервала температур 20 - 360 °С расчётные кривые усталости приведены
на рисунке П.3. Эти кривые построены для различных значений коэффициентов
концентрации (as)пр.
Кривой 1 соответствует величина (as)пр ³
2,5, кривым 2 - величина (as)пр
< 2,5.
> 45 % и Еt @ 1,86×105
МПа для интервала температур 20 - 360 °С расчётные кривые усталости приведены
на рисунке П.3. Эти кривые построены для различных значений коэффициентов
концентрации (as)пр.
Кривой 1 соответствует величина (as)пр ³
2,5, кривым 2 - величина (as)пр
< 2,5.

Рисунок П.3 - Расчётная кривая усталости для углеродистых и легированных сталей до 360 °С
П.3.32 Для
хромоникелевых аустенитных сталей для интервала температур от 20 до 450 °С при ![]() £ 0,7,
£ 0,7, ![]() ³ 343 МПа,
³ 343 МПа, ![]() ³ 45 % и Еt @ 1,70×105
МПа расчётная кривая усталости приведена на рисунке П.4.
³ 45 % и Еt @ 1,70×105
МПа расчётная кривая усталости приведена на рисунке П.4.
Для расчётных температур,
меньших, чем наибольшие в указанных в п.п. П.3.30
¸ П.3.32
интервалах, величины ![]() допускается умножить на отношение модуля упругости при расчётной температуре
к модулю упругости при наибольшей температуре интервала.
допускается умножить на отношение модуля упругости при расчётной температуре
к модулю упругости при наибольшей температуре интервала.

Рисунок П.4 - Расчётная кривая усталости для хромоникелевых сталей до температуры 450 °С
П.3.33 При определении циклической прочности нестационарность силовых и температурных нагрузок при эксплуатации на различных режимах i учитывают на основе линейного суммирования повреждений по формуле:
![]() (П.85)
(П.85)
где ![]() число циклов
нагружения на i-м режиме эксплуатации с напряжениями
число циклов
нагружения на i-м режиме эксплуатации с напряжениями ![]() ;
;
[N]i - допускаемое
число циклов нагружения, определяемое по расчётным уравнениям п.п. П.3.20 и П.3.21 или по расчётным кривым усталости (Рисунок П.2 - П.4) на уровне напряжений ![]() i-го режима; k - число
режимов нагружения.
i-го режима; k - число
режимов нагружения.
Условием прочности при нестационарном нагружении является неравенство
а £ [а] = 1,
где а - накопленное усталостное повреждение.
П.3.34 Упрощенная оценка циклической прочности
а) сосуд, листовые элементы, прокат конструкций
толщиной не более 100 мм изготовлены в соответствии с принятыми требованиями к
технологии и контролю основного металла и сварных соединений из сталей, имеющих
отношение ![]() £ 0,7 (кроме сталей для резьбовых соединений) и
отличающихся в случае разнородных сталей по коэффициентам теплового расширения
не более чем на 15 %;
£ 0,7 (кроме сталей для резьбовых соединений) и
отличающихся в случае разнородных сталей по коэффициентам теплового расширения
не более чем на 15 %;
б) конструкция не включает торовые, линзовые, трубчатые и подобные компенсаторы тепловых расширений, подлежащие расчету на усталость, патрубки сосуда разгружены от механических нагрузок и усилий компенсации присоединенных трубопроводов, а резьбовые соединения - от температурных напряжений и механического изгиба и число их повторных затягов и раскреплений не более 100;
в) наибольшая температура рабочей среды в сосудах при эксплуатации не превышает 150 °С, различие температур рабочих сред в соседних камерах неоднокамерных сосудов не более 20 °С и скорость изменения температуры в переходных режимах не более 30 °С/ч;
г) различие средних температур по объему элементов листовых конструкций во избежание температурных напряжений не превышает 20 °С при стационарных и переходных режимах;
д) наибольший размах
номинальных напряжений от механических нагрузок в зонах концентрации sпр по упругому расчету не превышает значения ![]() , a в зонах сварных соединений с конструктивным непроваром -
, a в зонах сварных соединений с конструктивным непроваром - ![]()
е) наибольший теоретический коэффициент конструктивной концентрации напряжений (в том числе от усиления сварного шва) по отношению к номинальным в зоне концентрации не превышает 3, за исключением резьбовых соединений и сварных соединений с конструктивными непроваром.
П.3.34.2 При выполнении условий п.п. П.3.34.1 заданные в эксплуатации числа циклов изменения давления от атмосферного до рабочего р0 и вновь до атмосферного или механической нагрузки от минимального до максимального значения и вновь до минимального не должны превышать число циклов по расчетной кривой усталости соответствующей стали для расчетной температуры при амплитуде:
 (П.86)
(П.86)
При отсутствии сварного шва в
зоне концентрации или при его расположении на расстоянии более ![]() в сосуде и
3S в листовой конструкции следует принять jwf = 1, где R, S - средний радиус сосуда и толщина стенки
соответственно.
в сосуде и
3S в листовой конструкции следует принять jwf = 1, где R, S - средний радиус сосуда и толщина стенки
соответственно.
Для сварных конструкций, не термообработанных после сварки для снятия остаточных напряжений, допускаемое число циклов определяют при амплитуде напряжений
 (П.87)
(П.87)
Коэффициент концентрации напряжений ss в патрубках сосудов принимают по отношению к мембранным напряжениям в цилиндрической части сосуда.
П.3.34.3 Для зон соединений цилиндрической части сосуда с фланцем, днищем, опорным буртом и другими элементами большой толщины по сравнению с цилиндрической частью, а также для сварных швов с конструктивным непроваром принимается:
![]()
Число циклов [N] определяют по расчётной кривой усталости соответствующей стали для расчётной температуры. Допускаемое количество циклов [N] для сварных швов с конструктивным непроваром не должно превышать 2 × 10 циклов.
П.3.34.4 При эксплуатационных циклах изменения давления или механической нагрузки на величину Dpi < р0 допускаемое число циклов следует определять с учётом суммирования усталостных повреждений по условию:
![]()
где nsi, [N]i - ожидаемое в эксплуатации и допускаемое число циклов изменения нагрузки на величину Dрi соответственно. Значение [N]i определяют по кривой усталости для расчётной температуры при амплитуде напряжений
![]() (П.88)
(П.88)
в термообработанных после сварки конструкциях и
![]() (П.89)
(П.89)
в нетермообработанных конструкциях.
Для зон концентрации по п. П.3.34.3 амплитуда напряжений при определении [N] принимается:
![]() (П.90)
(П.90)
П.4 Поверочный расчёт на длительную циклическую прочность
П.4.1 Расчёт на длительную циклическую прочность проводят для элементов оборудования, работающих при температурах, вызывающих ползучесть металла, и нагружаемых повторными тепловыми или (и) механическими усилиями.
Приведенный в настоящем подразделе метод расчёта длительной циклической прочности применим в пределах числа циклов нагружения до 106 элементов оборудования из углеродистых сталей при температуре до 500 °С, из легированных теплоустойчивых сталей при температурах до 585 °С и из аустенитных хромоникелевых сталей при температуре до 700 °С.
П.4.2 Типы предельных состояний, критерии разрушения и методы расчёта напряжений при длительном циклическом нагружении аналогичны таковым при расчёте на малоцикловую усталость (см. раздел П.3 настоящего приложения).
Расчёт длительной циклической прочности, как и расчёт малоцикловой прочности, выполняется в местных условных упругих напряжениях, вычисляемых по местным деформациям с использованием расчётных или (и) экспериментальных данных о величинах этих деформаций (см. п.п. П.3.4).
П.4.3 Общий принцип определения приведенных условных упругих напряжений и расчётные характеристики металла приведены в п.п. П.3.7 настоящего приложения стандарта.
Изменение эксплуатационных тепловых и механических нагрузок должно быть представлено во времени с одновременным изменением температур. Если в эксплуатации имеет место нестационарное термомеханическое нагружение, то изменение нагрузок и температур аппроксимируется в виде соответствующих типовых блоков при повторяющихся режимах. Последовательность чередования типовых блоков допускается выстраивать в порядке возрастания размахов напряжений и температур.
П.4.4 Порядок определения составляющих (компонентов) напряжений от основных эксплуатационных нагрузок и формирования циклов приведенных напряжений соответствует п.п. П.3.8, П.3.9 настоящего приложения стандарта. В случае перехода от упругого расчёта к неупругому следует учитывать снижение предела текучести стали с увеличением времени нагружения.
П.4.5 Определение приведенных теоретических коэффициентов концентрации напряжений (as)пр проводится согласно п.п. П.3.10, П.3.11 настоящего приложения стандарта.
При определении коэффициентов
концентрации условных упругих напряжений ![]() допускается пользоваться соотношениями
п.п. П.3.12 настоящего приложения
стандарта.
допускается пользоваться соотношениями
п.п. П.3.12 настоящего приложения
стандарта.
П.4.6 Максимальные и амплитудные значения местных условных упругих напряжений определяют в соответствии с п.п. П.3.14 настоящего приложения стандарта.
Если максимальные приведенные
напряжения цикла (или амплитуды этих напряжений), определяемые согласно п.п. П.3.9, превышают предел текучести ![]() , то
величины
, то
величины ![]() или
или ![]() определяют
упругопластическим расчётом как для случая расчёта на циклическую прочность
(раздел П.3 настоящего приложения
стандарта).
определяют
упругопластическим расчётом как для случая расчёта на циклическую прочность
(раздел П.3 настоящего приложения
стандарта).
П.4.7 Для определения допускаемых амплитуд напряжений и числа циклов используются уравнения и параметры, приведенные в п.п. П.3.20 ¸ П.3.22 предыдущего раздела приложения стандарта, с введением в них характеристик материалов, зависящих от температуры и времени.
П.4.8
Допускаемые амплитуды условных упругих напряжений или допускаемое число циклов
для сталей с отношением ![]() (по условию усталостного разрушения)
определяют аналогично п. П.3.20 по формулам:
(по условию усталостного разрушения)
определяют аналогично п. П.3.20 по формулам:
|
|
(П.91) |
|
(П.92) |

где ![]() - равномерное
сужение поперечного сечения при длительном статическом растяжении при
максимальной температуре цикла за время t, равное части рабочего ресурса, отрабатываемой при температуре
ползучести (t > tc - п.п. 6.3.3.4
настоящего стандарта);
- равномерное
сужение поперечного сечения при длительном статическом растяжении при
максимальной температуре цикла за время t, равное части рабочего ресурса, отрабатываемой при температуре
ползучести (t > tc - п.п. 6.3.3.4
настоящего стандарта);
![]() - предел выносливости при максимальной температуре цикла;
- предел выносливости при максимальной температуре цикла;
![]() - предел длительной прочности при максимальной температуре
цикла нагружения на временной базе t. Допускается принимать
- предел длительной прочности при максимальной температуре
цикла нагружения на временной базе t. Допускается принимать ![]()
Показатель степени mр допускается определять согласно п.п. П.3.22.
В качестве расчётных
используют минимальные значения ![]() и [N].
и [N].
П.4.9 Для циклически
разупрочняющихся сталей перлитного класса ![]() допускаемую амплитуду
напряжений или допускаемое число циклов определяют по критерию
квазистатического разрушения с использованием верхней системы уравнений по п.п.
П.3.21 настоящего приложения
стандарта. При этом в формулах п.п. П.3.21
должно быть учтено снижение (со временем) характеристики пластичности
допускаемую амплитуду
напряжений или допускаемое число циклов определяют по критерию
квазистатического разрушения с использованием верхней системы уравнений по п.п.
П.3.21 настоящего приложения
стандарта. При этом в формулах п.п. П.3.21
должно быть учтено снижение (со временем) характеристики пластичности ![]() , снижение
показателя степени m1 и увеличение параметра А в процессе
длительного циклического нагружения при температуре t > tc.
, снижение
показателя степени m1 и увеличение параметра А в процессе
длительного циклического нагружения при температуре t > tc.
П.4.10 Расчёт сварных соединений выполняют с учётом положений п.п. П.3.25 ¸ П.3.27 и п.п. П.4.7, П.4.8 настоящего приложения стандарта.
При уточненном определении
предела выносливости ![]() сварных нетермообработанных соединений
(п.п. П.3.26) допускается
учитывать релаксацию остаточных напряжений при времени t > 5 ч и температуре tmax > tc:
сварных нетермообработанных соединений
(п.п. П.3.26) допускается
учитывать релаксацию остаточных напряжений при времени t > 5 ч и температуре tmax > tc:
![]() (П.93)
(П.93)
где ![]() - остаточные
сварочные напряжения (для легированных сталей
- остаточные
сварочные напряжения (для легированных сталей ![]() ) по п.п. П.3.26; k0
- характеристика свариваемых материалов: для легированных сталей k0 @ 0,015; для
аустенитных нержавеющих сталей k0 @ 0,010.
) по п.п. П.3.26; k0
- характеристика свариваемых материалов: для легированных сталей k0 @ 0,015; для
аустенитных нержавеющих сталей k0 @ 0,010.
П.4.11 Учёт накопления повреждений для различных режимов работы выполняется согласно правилу линейного суммирования в соответствии с п.п. П.3.33 настоящего приложения.
П.4.12 Допускается выполнять расчёт долговечности оборудования, работающего в условиях ползучести и переменных нагрузок, с использованием принципа суммирования повреждений от длительного статического и циклического нагружений. Условие прочности, основанное на принципе суммирования повреждений, принимается в виде:

Параметр D является функцией повреждаемости от
ползучести, зависимость D от  приведена
на рисунке П.5.
приведена
на рисунке П.5.

Рисунок П.5 - Суммарная повреждаемость в зависимости от повреждаемости за счёт ползучести
Рекомендуется принимать ![]()
Параметр m - показатель степени в уравнении длительной прочности стали (см. п.п. 6.3.3.11).
Расчётное напряжение от ползучести sс определяется как максимальное главное нормальное напряжение, вычисляемое с учётом пластичности и ползучести металла при номинальном режиме эксплуатации.
П.4.13 При выполнении расчётов на основе принципа суммирования повреждений допускаемую амплитуду переменных напряжений [s] для заданного числа циклов N или допускаемое число циклов [N] для заданной амплитуды напряжений sа определяют без учёта влияния повреждённости от ползучести по расчётным кривым малоцикловой усталости. Расчётные кривые малоцикловой усталости для максимальной температуры цикла приведены на рисунках П.6 ¸ П.8.
П.4.14 При максимальных температурах цикла, отличающихся от приведенных на графиках рисунков П.6 ¸ П.8, допускаемую амплитуду напряжений [s] или допускаемое число пусков [N] определяют линейной интерполяцией; экстраполяция данных расчёта по кривым рисунков П.6 ¸ П.8 не допускается.

Рисунок П.6 - Расчётные кривые малоцикловой усталости углеродистых сталей

Рисунок П.7 - Расчётные кривые малоцикловой усталости сталей марок 12МХ, 15ХМ, 12Х1МФ и 15Х1М1Ф

Рисунок П.8 - Расчётные кривые малоцикловой усталости аустенитных хромоникелевых сталей
П.4.15 Если фактор ![]() , то
допускается не более 1000 циклов «пуск-останов» за расчётное время
эксплуатации. Если
, то
допускается не более 1000 циклов «пуск-останов» за расчётное время
эксплуатации. Если ![]() , то повреждаемость от ползучести не
учитывается.
, то повреждаемость от ползучести не
учитывается.
Если в расчётной точке детали имеются сварные швы, то допускаемое число циклов уменьшается в два раза по сравнению с расчётом, проведенным без учёта сварки.
П.4.16 Если оборудование подвергается циклам нагружения различного типа при постоянных значениях параметров номинального режима, то оценку долговечности на основе принципа суммирования повреждений выполняют по формуле:
 (П.96)
(П.96)
где n - количество типов (блоков) циклов нагружения.
Если в процессе эксплуатации значения температуры и нагрузок при номинальном режиме изменяются, то оценку долговечности проводят по формуле:
 (П.97)
(П.97)
где k - количество уровней нагрузки при номинальном режиме работы.
П.5 Поверочный расчёт на хрупкую прочность
П.5.1.1 Расчёт на сопротивление хрупкому разрушению оборудования ТЭС проводится для конкретных случаев и режимов нагружения (эксплуатации), в частности, оговоренных требованиями раздела 8 настоящего стандарта.
П.5.1.2 Основными расчётными режимами являются:
- нормальные условия эксплуатации;
- гидравлические испытания.
Основными характеристиками
материала, используемыми в расчёте, являются критический коэффициент
интенсивности напряжений (КИН) KIc, критическая температура хрупкости Tk и предел текучести ![]()
В случае изменения свойств металла в процессе эксплуатации данный фактор учитывают путём введения в расчёт сдвига критической температуры хрупкости.
П.5.1.3 Сопротивление хрупкому разрушению для выбранного расчётного (в частности гипотетического) дефекта в виде трещины будет обеспечиваться при выполнении условия:
K1 £ [K1],
где [K1] - допускаемое значение коэффициента интенсивности напряжений K1.
П.5.1.4 Поверочный расчёт на сопротивление хрупкому разрушению допускается не проводить в следующих случаях:
Элементы оборудования изготовлены из коррозионно-стойких сталей аустенитного класса или цветных сплавов;
Материалы элементов оборудования (включая сварные соединения) имеют предел текучести при 20 °С менее 300 МПа, а толщина стенки элемента составляет не более 25 мм при условии, что расчётная температура превышает минус 20 °С.
П.5.2 Расчёт коэффициентов интенсивности напряжений
П.5.2.1 Коэффициент интенсивности напряжений для выбранных расчётных трещин определяют аналитически или численным методом.
П.5.2.2 Допускается для поверхностных трещин полуэллиптической конфигурации определять коэффициент интенсивности напряжений по формуле:
![]() (П.98)
(П.98)
где h - коэффициент, учитывающий влияние концентрации напряжений;
sр - составляющая напряжений растяжения;
sq - составляющая изгибных напряжений;
vp = 1 + 0,12×(1 - а/с); vq = 1 - 0,64 × a/h, (где h - длина зоны, в пределах которой составляющая изгибных напряжений сохраняет положительное значение);
Q = [1 + 4,6 × (a/2c)1,65]0,5 (П.99)
где а, с - полуоси эллипса (полуэллипса): глубина и полудлина трещины соответственно.
Формулой допускается
пользоваться при a £ 0,3 × S и а/с £ 0,66. Размерность входящих в формулы
величин: а, с, S - мм; sр, sq - МПа; K1 - МПа×![]() .
.
П.5.2.3 Составляющую напряжений растяжения определяют по формуле:
где j - координата;
sj - функция изменения напряжений по толщине стенки;
S - толщина стенки в расчётном сечении.
Значение составляющей напряжений изгиба определяют по формуле:
sjq = sjn - sjp, (П.101)
где sjn - значение функции изменения напряжений по толщине стенки в точке n.
П.5.2.4 При расчёте элементов от действия внутреннего давления допускается распределение напряжений по толщине стенки аппроксимировать линейной функцией. Тогда параметр h = 0,5S.
П.5.2.5 При расчёте дефектов, находящихся в зонах, где отсутствует концентрация напряжений, принимают h = 1.
П.5.2.6 Коэффициент h для зон перехода жесткостей (соединение фланцев с цилиндрической частью корпуса, галтели и др.) определяют по формулам:
при 0 < S/r £ 5 h = 1 + (Кs - 1)0,7 × 1,8/(S/r); (П.102)
при S/r > 5 h = l + (Ks - 1)0,7 × 9/(S/r)2 (П.103)
При h > Кs принимают h = Кs
где r - радиус кривизны концентратора в рассчитываемом сечении;
Ks - теоретический коэффициент концентрации (допускается принимать равным значению Ks при растяжении).
П.5.2.7 Коэффициент h для зон отверстий (присоединения патрубков, штуцеров, труб) определяют по формулам:
при S/r £ 0,8 h = [1 + 5(Кs - 1)exp(-0,86S/r)]1/2 (П.104)
при S/r > 0,8 h = [l + 2(Ks - 1)/(S/r)]1/2, (П.105)
где r - радиус отверстия.
П.5.2.8 Для поверхностных продольных трещин (полуэллиптической конфигурации) в трубных элементах рекомендуется определять коэффициент интенсивности напряжений по формуле:
![]() (П.106)
(П.106)
где Ф = 1 - в точке вершины
трещины, ![]() -
выхода трещины на поверхность.
-
выхода трещины на поверхность.
При условии линейного распределения напряжений по толщине стенки элемента для трещин продольной (вдоль образующей) ориентации величина приведенного напряжения а в точке вершины трещины:

где для трещин на наружной
поверхности - ![]() (окружное
напряжение на наружной поверхности),
(окружное
напряжение на наружной поверхности),
![]() (П.108)
(П.108)
для трещин на внутренней
поверхности - ![]() (окружное
напряжение на внутренней поверхности),
(окружное
напряжение на внутренней поверхности),
![]() (П.109)
(П.109)
Приведенное напряжение s* в точке выхода продольной трещины на поверхность элемента определяют по формуле
![]() (П.110)
(П.110)
где ![]() и G - аналогично предыдущему случаю.
и G - аналогично предыдущему случаю.
Для угловой трещины четверть эллиптической конфигурации расчёт ведётся по приведенным в данном пункте формулам, за исключением формул для параметра Ф. Величина параметра Ф для угловых трещин определяется по формулам:
для точки пересечения контура трещины с радиальным направлением трубного элемента (т.е. по толщине элемента):
Ф = 1,08 + 0,8×(a/s)4; (П.111)
для точки выхода трещины на поверхность элемента.
Приведённые в настоящем подпункте формулы для определения КИН справедливы при условии a/s £ 0,7 и а/с £ 0,66:
![]() (П.112)
(П.112)
П.5.2.9 Для сквозных трещин (продольных) на кромках отверстия в цилиндрических или плоских элементах допускается определять коэффициент интенсивности напряжений по следующим формулам:
![]() (П.113)
(П.113)
где s - напряжение (окружное) от действия внутреннего давления;
r - радиус отверстия;
F1 = 0,15lna - 0,08a1,3 + 1,11 (П.114)
Формулы справедливы для длин трещин а £ 1,5r.
Примечания:
1 Для цилиндрических элементов под внутренним
давлением: ![]()
2 Для плоских элементов формула справедлива, если напряжения в направлении, перпендикулярном трещине (s), вдвое превышают напряжения, действующие вдоль направления трещины.
П.5.2.10 Допускается использовать иные аналитические или численные методы решения краевой задачи для определения коэффициентов интенсивности напряжений в элементах оборудования применительно к трещинам различного вида и конфигурации и различным схемам нагружения при условии согласования методики расчёта со специализированной организацией.
П.5.3 Допускаемые значения коэффициентов интенсивности напряжений
П.5.3.1 Допускаемые значения КИН зависят от приведенной температуры (Т - Тk) и расчётного случая. Для определения допускаемого значения КИН используют зависимость критического коэффициента интенсивности напряжений KIс от приведенной температуры (Т - Тk) для данного материала. Указанные зависимости получают по результатам испытаний материала на статическую трещиностойкость (вязкость разрушения) в соответствии с требованиями ГОСТ 25.506. На основании зависимости KIс от (Т - Тk) определяют зависимость допускаемого КИН [KI] от [T - Tk] как огибающую двух кривых, одна из которых получается делением ординат исходной кривой (т.е. KIс) на коэффициент запаса прочности n1, другая смещением исходной кривой вдоль оси абсцисс на величину температурного запаса DTi. Принимается следующие значения коэффициентов запаса:
- для нормальных условий эксплуатации n1 = 2; DT1 = 30 °С;
- для гидравлических испытаний n2 = 1,5; DT2 = 30 °С;
- для аварийных ситуаций (в случае проведения расчёта по данному режиму) n3 = 1; DT3 = 0 °С;
П.5.3.2 При отсутствии экспериментально полученных зависимостей критических КИН (KIс) от приведенной температуры (Т - Тk) допускается для сталей перлитного класса и высокохромистых сталей и их сварных соединений с пределом текучести при 20 °С не более 600 МПа использовать обобщённую зависимость критических КИН от приведенной температуры:
KIс = 26 + 36 × ехр[0,02 × (Т - Тk)]. (П.115)
При этом зависимости допускаемого КИН [KI] от [T - Tk] имеют вид:
- для нормальных условий эксплуатации:
[KI]1 = 13 + 18 × ехр[0,02 × (T - Tk)]; (П.116)
- для гидравлических испытаний:
[KI]2 = 17 + 24 · ехр[0,018 × (T - Tk)]. (П.117)
П.5.3.3 Величина критической температуры хрупкости материала определяется экспериментально согласно указаниям п. 4.3.7 настоящего Стандарта. При отсутствии данных по критической температуре хрупкости металла допускается принимать:
Tk = 50 °С - для углеродистых (ст3, ст20, 22К) сталей;
Tk = 40 °С - для сталей 15ГС, 16ГС, 15М (16М), 09Г2С;
Tk = 70 °С - для стали 16ГНМ;
Тk = 30 °С - для сталей 16ГНМА, 12Х1МФ, 15Х1М1Ф.
Приведенные выше значения Тk относятся также к сварным соединениям указанных сталей. Эти значения Тk могут использоваться для проведения оценочных расчётов на хрупкую прочность при условии, что структура и свойства металла отвечают требованиям соответствующей нормативной документации (национальным стандартам, техническим условиям, Правилам Государственного надзорного органа [10] - [12]) и раздела 7 настоящего стандарта.
П.5.3.4 Допускаемые значения КИН, определяемые согласно п.п. П.5.3.1 ¸ П.5.3.3 настоящего раздела Приложения, используют при расчёте в рамках температурных границ хрупкой области: Т < (Tk)d, где (Tk)d - температурная граница хрупкой области.
Для определения допускаемых значений КИН в переходной области (между хрупкой и квазихрупкой) рекомендуется использовать подход «мастер-кривой».
Температурная граница перехода от хрупкой к квазихрупкой области (Tk)d определяется приведенной температурой ½Т - Тk½* согласно соотношению:
26 + 36 × exp[0,02 × (T - Tk)*]
= Y × KF × ![]() (П.118)
(П.118)
или для сталей перлитного класса и высокохромистых сталей: (см. п. П.5.3.2):
 (П.119)
(П.119)
где для поверхностной несплошности (трещины):
![]() (П.120)
(П.120)
 (П.121)
(П.121)
для подповерхностной несплошности (трещины):
![]() (П.122)
(П.122)
 (П.123)
(П.123)
где b - расстояние от центра несплошности до
свободной поверхности (а, b, с,
S - мм; ![]() - МПа).
- МПа).
П.5.3.5 При выполнении расчётов в квазихрупкой области в интервале температур (Tk)d < Т £ (Тк)d + 80 °C разрешается принимать допускаемый коэффициент интенсивности напряжений по следующему условию:
- при каждом повышении температуры относительно (Tk)d на 10 °С вплоть до Т = (Tk)d + 50 °C значение [KI] увеличивается на 10 % относительно его опорного значения при Т = (Tk)d;
- при последующем увеличении температуры на каждые на 10 °С вплоть до Т = (Tk)d + 80 °C величина [KI] увеличивается на 20 % относительно его значения при T = (Tk)d + 50 °C;
П.5.3.6 При расчётной температуре выше температурной границы (Tk)d + 80 °C расчёт на хрупкую прочность не проводится.
П.5.3.7 При необходимости
определения допускаемой температуры гидравлического испытания проводится расчёт
на хрупкую прочность с целью определения допускаемой температуры [Th] из условия: ![]()
Величина ![]() определяется в
соответствии с п. П.5.2 настоящего
Приложения и далее с использованием зависимости [KI]2 = f([T - Tk]) согласно п.п. П.5.3.1,
П.5.3.2 находят значение [T - Tk] и затем с учётом величины Тk устанавливают значение [Th].
определяется в
соответствии с п. П.5.2 настоящего
Приложения и далее с использованием зависимости [KI]2 = f([T - Tk]) согласно п.п. П.5.3.1,
П.5.3.2 находят значение [T - Tk] и затем с учётом величины Тk устанавливают значение [Th].
Определённое согласно данному подпункту значение допускаемой температуры гидроиспытаний должно соблюдаться как при выдержке под пробным давлением, так и при выдержке (для осмотра) при рабочем давлении.
П.5.3.8 При необходимости подтверждения несущей особенности (работоспособности) элементов оборудования с трещиноподобным дефектом в области вязкого состояния металла, т.е. при Т > (Tk)d + 80 °C, допускается выполнять расчёт с использованием аппарата нелинейной механики разрушения.
Для поверхностных трещин в цилиндрических элементах, работающих под внутренним давлением, предельно допустимые размеры трещиноподобного дефекта допускается определять согласно следующим соотношениям:
- для дефектов, ориентированных в кольцевом направлении:
![]() (П.124)
(П.124)
![]() (П.125)
(П.125)
где a - угол, характеризующий протяжённость
несплошности в кольцевом направлении; sm - общие мембранные напряжения; sq - общие изгибные напряжения; [si] - допускаемые
напряжения: ![]() - для нормальных условий эксплуатации и
- для нормальных условий эксплуатации и
![]() - для гидравлических
испытаний.
- для гидравлических
испытаний.
Для дефектов, ориентированных в продольном направлении:
![]() (П.126)
(П.126)
где nai: nа1 = 3; nа2 = 2.
Одновременно при расчётной температуре Т ³ (Tk)d + 80 °C в качестве критерия предельного состояния детали с трещиноподобными дефектами (при температуре эксплуатации до 450 °С) допускается рассматривать условие достижения трещиной при коррозионно-усталостном механизме развития повреждённости значения скорости коррозионно-циклического роста в циклах «пуск-останов» оборудования на уровне 10-2 мм/цикл. Соответствующие указанной скорости развития трещин коррозионной усталости значения размаха КИН в цикле «пуск-останов» (DKI) допускается принимать равными:
[DKI]cc = 40 МПа×![]() - для стали
20;
- для стали
20;
[DKI]cc = 45 МПа×![]() - для стали
22К;
- для стали
22К;
[DKI]cc = 47 МПа×![]() - для стали
12Х1МФ;
- для стали
12Х1МФ;
[DKI]cc = 36 МПа×![]() - для стали
15ГС (16ГС);
- для стали
15ГС (16ГС);
[DKI]cc = 45 МПа×![]() - для стали
16ГНМ(А);
- для стали
16ГНМ(А);
[DKI]cc = 80 МПа×![]() - для стали
30ХНМФ.
- для стали
30ХНМФ.
Условие соблюдения прочности элемента с трещиноподобным дефектом для данного расчётного случая будет иметь вид:
![]()
где ![]() - максимальное
значение КИН в цикле «пуск-останов» оборудования.
- максимальное
значение КИН в цикле «пуск-останов» оборудования.
П.5.4 Расчёт долговечности элементов оборудования с учётом кинетики трещиноподобных дефектов (расчёт живучести)
П.5.4.1 Данный метод расчёта служит для оценки продолжительности временной эксплуатации элементов оборудования с учётом наличия в них дефектов металла, превышающих по размерам допускаемые правилами контроля или нормами качества.
П.5.4.2 Основными случаями применения данного метода расчёта являются:
по результатам неразрушающего контроля в металле элементов оборудования выявлены дефекты, размеры которых превышают допускаемые на данный метод контроля и нормами качества размеры несплошностей;
по результатам оценки ресурса элементов оборудования установлено, что какие-либо из этих элементов исчерпали свой ресурс по показателям циклической или длительной прочности и дальнейшая их эксплуатация возможна с пониженными относительно установленных требований коэффициентами запаса прочности.
П.5.4.3 Период живучести элемента конструкции определяется наработкой или количеством циклов, в течение которых исходный дефект заданных размеров разовьётся до величины критического размера.
В случае обнаружения в металле элемента дефекта он принимается в качестве исходного. В соответствии с выбранной схемой аппроксимации дефекта устанавливается его тип, конфигурация и размеры.
В случае, если дефекты в металле по результатам неразрушающего контроля не выявлены, но некая группа элементов выработала свой ресурс по критериям циклической или длительной прочности, в качестве исходного принимают гипотетический дефект. В этом случае тип и форма дефекта принимаются исходя из опыта повреждаемости рассматриваемого вида элементов с учётом соблюдения принципа консервативности (т.е. по возможности наиболее неблагоприятными), а размеры дефекта устанавливают по соображениям максимально возможного в реальности размера, который может быть пропущен при контроле.
П.5.4.4 Предельно допускаемый размер дефекта определяют из условия соблюдения хрупкой прочности согласно п.п. П.5.1, П.5.3 настоящего Приложения:
K1 = [K1].
Величину КИН (К1) вычисляют в соответствии с п. П.5.2, а допускаемый КИН - согласно п. П.5.3.
Уравнение кинетической диаграммы усталостного разрушения имеет вид:
![]() (П.127)
(П.127)
где DK - размах коэффициента интенсивности напряжений в цикле;
R - коэффициент асимметрии цикла, С0 и n0 - характеристики материала.
Уравнение кинетической диаграммы коррозионно-усталостного разрушения имеет вид:
![]() (П.128)
(П.128)
где Сj = C1 и
nj = n1
при ![]() -
1-ый участок,
-
1-ый участок,
Сj = С2 и nj = n2
при ![]() -
2-ой участок,
-
2-ой участок,
где DK* - характерная точка диаграммы, соответствующая переходу от первого ко второму участку.
Уравнение кинетической диаграммы длительного статического разрушения допускается представлять в виде:
![]() (П.129)
(П.129)
где t - время;
С и n - характеристики материала, зависящие в том числе от температуры.
П.5.4.6 Алгоритм (основные этапы) расчёта живучести элемента:
- схематизация исходного расчётного дефекта (установление вида и конфигурации трещины) и определение его размеров;
- анализ напряжённого состояния элемента в расчётном сечении и определение эпюры главных растягивающих напряжений (s1) в плоскости трещины вдоль траектории её развития;
- расчёт коэффициента интенсивности напряжений (K1) в функции от характерного размера трещины (глубины или длины);
- установление вида кинетической диаграммы роста трещины в зависимости от механизма разрушения (см. п. П.5.4.5) и выбор эмпирических констант кинетического уравнения;
- определение предельно допустимого размера дефекта по условиям хрупкой прочности (п. П.5.4.4) или по условиям вязко-хрупкого (или вязкого) разрушения (см. п.п. П.5.3.5 ÷ П.5.3.8 настоящего Приложения).
- расчёт периода живучести
элемента путем интегрирования кинетических диаграмм разрушения от
фиксированного исходного размера (а0) до предельно
допустимого размера ![]() дефекта.
дефекта.
Упрощенная блок схема программы для решения задачи оценки живучести показана на рисунке П.6.
П.5.4.7 По данным анализа о распределении главных нормальных (по отношению к плоскости трещины) напряжений и характерных размеров дефекта строят зависимость изменения КИН для выбранной точки контура трещины, которую используют для формирования циклов изменения КИН при циклическом нагружении или формирования блоков режимов длительного статического нагружения (при нестационарном нагружении).
Коэффициент асимметрии цикла определяют по формуле:
![]() (П.130)
(П.130)
где Kmin и Kmax - минимальные и максимальные соответственно значения КИН в цикле нагружения; i - блок циклов нагружения, формируемый аналогично формированию блоков циклов (режимов нагружения) при расчёте на малоцикловую усталость (п. 6.3.6. настоящего стандарта). При |Ri| >1 принимают Ri = -1.

Рисунок П.6 - Блок-схема программы расчёта живучести
П.5.4.8 Расчёт приращения дефекта при циклическом нагружении от аi0 до аik при i-ом блоке циклов выполняют по формуле:
 (П.131)
(П.131)
Расчёт приращения дефектов для условий коррозионно-циклической усталости выполняют по формуле:
 (П.132)
(П.132)
где j = 1 или 2 в зависимости от того, какому участку диаграммы (1 или 2, см. п.п. П.5.4.5) соответствует рассматриваемый этап развития трещины:
при ![]() .
.
Допускается с погрешностью в запас прочности аппроксимировать кинетическую диаграмму коррозионно-усталостной трещиностойкости только вторым участком (экстраполируя его в низкоамплитудную область диаграммы). Тогда вся диаграмма будет соответствовать участку при j = 2, т.е.:
 (П.133)
(П.133)
П.5.4.9 Расчёт приращения дефектов для длительного статического нагружения выполняют по формуле:
 (П.134)
(П.134)
где t - время наработки;
аt0 - начальный размер дефекта;
аtk - конечный размер дефекта с учётом приращения за время t;
K1 - величина КИН.
Если в процессе эксплуатации имеет место изменение параметров работы, расчёт подрастания дефекта следует выполнять отдельно для каждого режима статического нагружения:
 (П.135)
(П.135)
где ti - наработка при i-ом режиме нагружения.
Допускается на весь расчётный период длительного статического нагружения устанавливать эквивалентный (квазистационарный) режим при условии, что наибольшая разница между различными значениями напряжения в конкретной точке не превышает 20 % от их максимального значения. Эквивалентное напряжение определяют по формуле:
 (П.136)
(П.136)
где М - количество этапов (режимов) работы оборудования с разными параметрами.
При нестационарности температурного режима следует использовать кинетические диаграммы длительного статического разрушения, полученные для температуры, соответствующей максимальной температуре эксплуатации.
П.5.4.10 Рекомендуется расчёт периода живучести выполнять путём кусочно-линейного интегрирования (см. схему на рисунке П.6) в соответствии с формулами п.п. П.5.4.8, П.5.4.9. В этом случае зависимость КИН от характерного размера трещины аппроксимируется кусочно-линейной функцией с разбиением по аргументу (размеру трещины) на элементарные отрезки Dа:
![]()
П.5.4.11 Допускается
пользоваться упрощёнными формулами для расчёта живучести элемента в случае,
если конечная глубина дефекта ![]() не превышает 25 % от толщины стенки
элемента (для поверхностных трещин) или 25 % от характерной ширины элемента
(для сквозных трещин). Упрощенное уравнение для расчёта живучести при
циклическом нагружении имеет вид:
не превышает 25 % от толщины стенки
элемента (для поверхностных трещин) или 25 % от характерной ширины элемента
(для сквозных трещин). Упрощенное уравнение для расчёта живучести при
циклическом нагружении имеет вид:
для n0 ≠ 2:
![]() (П.137)
(П.137)
для n0 = 2:
![]() (П.138)
(П.138)
где M1i - параметр формы трещины.
Для поверхностных полуэллиптических трещин допускается принять:
![]()
 (П.139)
(П.139)
где с - полудлина трещины на поверхности элемента.
Упрощенное уравнение для расчёта живучести при длительном статическом нагружении имеет вид:
для n ≠ 2:
![]() (П.140)
(П.140)
для n = 2:
![]() (П.141)
(П.141)
П.5.4.12 Для упрощения расчётов живучести при циклическом (коррозионно-циклическом) нагружении допускается устанавливать единый режим циклического нагружения при постоянном (эквивалентном) распределении в расчётном сечении размаха напряжений в цикле (Dsэкв) при условии, что наибольшая разница между различными значениями размаха напряжения в конкретной точке элемента (при различных режимах) не будет превышать 20 % от максимального его значения. Эквивалентный размах напряжения определяют по формуле:
 (П.142)
(П.142)
где k - количество режимов (блоков) нагружения.
П.5.4.13 Коэффициент запаса прочности при расчёте живучести допускается принимать (с учётом коэффициентов запаса, заложенных в величину предельно
допускаемого размера дефекта ![]() ):
):
nN = 3 - для условий циклического или коррозионно-циклического нагружения;
nt = 4 - для условий длительного статического нагружения.
Допускается величину предельно допустимого дефекта определять без учёта коэффициентов запаса прочности (n = 1, DТ = 0 - см. п.п. П.5.3.1); в этом случае коэффициент запаса прочности при расчёте живучести должен приниматься не менее 10: nN = nt = 10.
Приложение Р
(рекомендуемое)
Таблица Р.1 - Химический состав стали элементов трубопроводов
|
Содержание элементов, % |
||||||
|
С |
Mn |
Si |
S |
Р |
Cu |
|
|
Бесшовные трубы |
||||||
|
Углеродистая типа (ст 10, 20) |
0,07 ¸ 0,24 |
0,35 ¸ 0,65 |
0,17 ¸ 0,37 |
не более |
||
|
0,040 |
0,040 |
0,25 |
||||
|
Низколегированная кремнемарганцовистая типа (15ГС, 16ГС, 09Г2С) |
0,12 ¸ 0,18*) |
0,90 ¸ 1,30*) |
0,40 ¸ 1,0 |
не более |
||
|
0,040 |
0,035 |
0,30 |
||||
|
Примечание - *) - для стали 09Г2С содержание углерода должно быть £ 0,12, а марганца - от 1,30 до 1,70 |
||||||
|
Сварные трубы |
||||||
|
Углеродистая (типа Ст 3сп, ст 10, 20) |
0,07 ¸ 0,24 |
0,35 ¸ 0,65 |
0,12 ¸ 0,37 |
не более |
||
|
0,045 |
0,040 |
0,30 |
||||
|
Низколегированная кремнемарганцовистая типа (15ГС, 17ГС) |
0,12 ¸ 0,20 |
0,90 ¸ 1,30 |
0,40 ¸ 1,0 |
не более |
||
|
0,030 |
0,035 |
0,30 |
||||
|
Литые детали |
||||||
|
Углеродистая типа (15Л, 20Л, 25Л, 30Л, 35Л) |
0,12 ¸ 0,40 |
0,30 ¸ 0,90 |
0,20 ¸ 0,42 |
не более |
||
|
0,050 |
0,050 |
0,30 ¸ 0,50 |
||||
|
Низколегированная кремнемарганцовистая типа 20ГСЛ |
0,16 ¸ 0,22 |
1,0 ¸ 1,30 |
0,60 ¸ 0,80 |
не более |
||
|
0,030 |
0,030 |
0,30 |
||||
|
Примечания: 1. Предельно допустимые минусовые отклонения химического состава сталей: углеродистая: углерод - 0,02 %, марганец - 0,03 %, кремний - 0,02 %; низколегированная кремнемарганцовистая: - кремний 0,1 %; 2. Предельно допустимые плюсовые отклонения химического состава сталей: углеродистая: углерод - 0,03 %, марганец - 0,05 %, кремний - 0,03 %; низколегированная кремнемарганцовистая: углерод - 0,02 %, марганец - 0,01 %, кремний - 0,05 %. |
||||||
Таблица Р.2 - Механические свойства и показатели технологических испытаний металла элементов трубопроводов (при комнатной температуре)
|
Механические свойства |
Технологические показатели. Угол загиба для сварного соединения |
|||||
|
Предел прочности s‰, МПа |
Условный предел текучести s0,2, МПа |
Относительное удлинение d, % |
Относительное сужение y, % |
Ударная вязкость KCU, кгс×м/см2 |
||
|
Бесшовные трубы |
||||||
|
Углеродистая типа (ст 10, 20) |
400 ¸ 560 |
220 ¸ 320 |
не менее |
100° |
||
|
22,0 |
45,0 |
5,0 |
||||
|
Низколегированная кремнемарганцовистая типа (15ГС, 16ГС, 09Г2С) |
480 ¸ 580 |
280 ¸ 420 |
не менее |
80° |
||
|
17,0 |
40,0 |
4,0 |
||||
|
Сварные трубы |
||||||
|
Углеродистая (типа Ст 3сп, ст 10, 20) |
360 ¸ 540 |
200 ¸ 320 |
не менее |
100° |
||
|
21,0 |
50,0 |
5,0 |
||||
|
Низколегированная кремнемарганцовистая типа (15ГС, 17ГС,) |
480 ¸ 580 |
260 ¸ 420 |
не менее |
80° |
||
|
17,0 |
40,0 |
3,5 |
||||
|
Литые детали |
||||||
|
Углеродистая типа (15Л, 20Л, 25Л, 30Л, 35Л) |
370 ¸ 600 |
190 ¸ 390 |
не менее |
- |
||
|
19,0 |
35,0 |
4,0 |
||||
|
Низколегированная кремнемарганцовистая типа 20ГСЛ |
470 ¸ 590 |
240 ¸ 340 |
не менее |
- |
||
|
15,0 |
30,0 |
3,0 |
||||
|
Примечание - В таблицах Р.1 и Р.2 приведены основные требования к составу и свойствам сталей, используемых при сооружении трубопроводов тепловых сетей. Если производится идентификация марки стали для каких-либо элементов трубопровода, требуется выполнить детальный анализ полученных данных по составу и свойствам исследуемого металла с целью установления его соответствия конкретной марке стали. |
||||||
Приложение
С
(рекомендуемое)
С.1 Общие положения
С.1.1 Настоящие Методические рекомендации определяют порядок поверочного расчёта на прочность отремонтированных котельных барабанов, изготовленных из углеродистых и легированных сталей. По результатам поверочного расчёта устанавливается возможность эксплуатации барабана при номинальном (расчётном) давлении или определяется наибольшее рабочее давление, при котором может быть допущена дальнейшая эксплуатация отремонтированного барабана.
С.1.2 Поверочному расчёту на прочность подлежат те элементы барабана (обечайка, днища, штуцера), из которых были удалены дефектные участки металла.
С.1.3 Допустимое рабочее давление принимается равным наименьшему из значений, определенному для каждого из проверенных элементов (обечаек, днищ и штуцеров).
С.1.4 Номинальное рабочее давление без проведения поверочного расчёта может быть сохранено в случаях:
- повреждения в виде язвин, раковин или рисок глубиной не более 3 мм, расположенных от кромки ближайшего отверстия на расстоянии, не меньшем диаметра отверстия;
- скругления кромок отверстий на внутренней поверхности барабана радиусом до 10 мм.
- заварки выборок и наплавке отверстий до номинальных размеров для обечаек и днищ барабанов из стали 16ГНМ (16ГНМА) при использовании сварочных материалов, обеспечивающих значение предела текучести наплавленного металла при температуре 350 °С не менее 250 МПа, а для обечаек и днищ барабанов из сталей 22К (20К), 16М (15М) при использовании сварочных материалов, обеспечивающих значение предела текучести наплавленного металла при температуре 320 °С не менее 180 МПа;
- наружной кольцевой наплавке штуцеров, если объём наплавленного металла будет не менее объёма удаленного дефектного металла штуцера;
- установки на штуцер укрепляющей наружной втулки с плотной посадкой на штуцер, если толщина стенки втулки будет не менее глубины поврежденного участка штуцера.
С.1.5 Если при ремонте барабана применяется бандажирование, то поверочный расчёт на прочность производится экспертной организацией в установленном порядке.
С.1.6 Во всех случаях расчёт производится по наибольшей глубине выборки. Допускается определение длины и ширины выборки по фактической площади поперечного сечения выборки по формулам:
![]() (С.1)
(С.1)
![]() (С.2)
(С.2)
С.2 Обозначения
D‰ - внутренний диаметр обечайки или днища, мм;
d - диаметр отверстий или внутренний диаметр штуцера, мм;
S - толщина стенки обечайки или днища до ремонта, мм;
S0 - минимальная толщина стенки обечайки или днища, при отсутствии ослаблений отверстиями (j = 1), мм;
Sщ - толщина стенки штуцера до ремонта, мм;
Sощ - минимальная расчётная толщина стенки штуцера, мм;
Sf - минимальная фактическая толщина стенки обечайки или днища, оставшаяся после удаления металла в дефектном участке, мм;
l - длина выборки в направлении продольной оси барабана, мм;
b - ширина выборки в направлении, перпендикулярном продольной оси барабана, мм;
h - наибольшая глубина выборки, мм;
f, f1 - фактическая площадь поперечного сечения выборки в продольном или поперечном направлении, определенная по измерениям глубины в нескольких точках по длине или ширине выборки соответственно.
t - шаг между центрами соседних отверстий в продольном направлении, мм;
t1 - шаг между центрами соседних отверстий в поперечном направлении, мм;
j - исходный приведенный коэффициент прочности, учитывающий ослабление отверстиями;
jр - приведенный коэффициент прочности барабана после ремонта;
[р] - допустимое рабочее давление в барабане после ремонта, МПа;
[s] - допускаемое напряжение при рабочей температуре, МПа;
c - поправочный коэффициент, представляющий отношение пределов текучести наплавленного и основного металла при рабочих температурах;
a - угол между продольной осью барабана и расчётным направлением.
С.3 Расчёт обечаек
С.3.1 Допустимое рабочее давление в цилиндрической части барабана определяется по формуле:
![]() (C.3)
(C.3)
С.3.2 Допускаемое напряжение принимается согласно действующей в этой части нормативной документации. Для барабанов котлов, проекты которых закончены до 01.04.77 г., допускаемое напряжение при поверочных расчётах принимается:
- для барабанов из стали 16ГНМ [s] = 173 МПа. При изготовлении барабанов из листов с гарантированным пределом текучести при температуре 350 °С не ниже 270 МПа разрешается принимать [s] = 180 МПа.
- для барабанов из сталей 22К, 16М и других аналогичных марок сталей - минимальному пределу текучести, указанному в паспорте котла, при рабочей температуре, деленному на запас прочности 1,5, но не более 130 МПа.
В случае определения фактических свойств металла барабана путем вырезки пробки и последующего испытания образцов допускаемое напряжение определяется фактической величиной предела текучести наименее прочной обечайки при расчётной температуре деления его на коэффициент запаса прочности 1,5.
В особых случаях, не указанных в настоящей Инструкции, решение о выборе допускаемых напряжений согласовывается экспертной организацией в установленном порядке.
С.3.3 Коэффициент прочности обечаек jp после ремонта определяется по приведенным ниже формулам в зависимости от размеров дефектных участков и расположения их на барабане.
С.3.3.1 В случае если удаленные дефектные участки расположены между двумя отверстиями:
- по продольному направлению
![]() (C.4)
(C.4)
- по поперечному направлению
![]() (C.5)
(C.5)
- по косому направлению
![]() (C.6)
(C.6)
где ∑f (∑f1) - сумма всех сечений выборок в пределах шага t (t1) Рисунок П.1.
В случае, если угол наклона края выборки металла к поверхности барабана меньше 45°, допускается определение расчётного сечения по выражению f = 0,75 × l × h (f1 = 0,75b × h).
С.3.3.2 В
случае, если выборки находятся вне мостиков между двумя отверстиями, необходимо
учесть все выборки, расположенные в пределах расстояния от центра ближайшего
отверстия, равного (см. рисунок П.1.) ![]()

Рисунок С.1 - Примеры определения суммарной площади сечений выборок.
Коэффициент прочности определяется по следующим формулам:
- для продольного направления
![]() (C.7)
(C.7)
- для поперечного направления
 (C.8)
(C.8)
- для косого направления
 (C.8)
(C.8)
С.3.3.3 Если оставшаяся после удаления дефектного участка толщина стенки оказывается меньше S0, то наряду с определением коэффициента прочности по формулам п.п. С.3.3.1 и С.3.3.2 настоящих Методических рекомендаций, необходима проверка ослабления для одиночной выборки по формуле:
где jв - коэффициент прочности барабана с кольцевой выборкой - определяется по номограмме рисунка П.2. в зависимости от параметров
![]() и
и ![]() (С.11)
(С.11)
K - коэффициент, учитывающий влияние поперечного размера b, определяется по номограмме рисунка П.3. в зависимости от параметров ![]() и
и ![]() (при
(при ![]() принимается
принимается
![]() ),
K ³ 1.
),
K ³ 1.
Не допускается оставлять без
заварки выборки глубиной более 35 % номинальной толщины листа при длине l (по продольной оси барабана) более ![]()
С.3.3.4 Если выборка располагается в сварном шве барабана или в зоне влияния сварки, то коэффициент прочности, определенный по п.п. С.3.3.3. настоящих Методических рекомендаций, следует умножить на 0,93.
Зона термического влияния
сварки в данном случае определяется расстоянием от линии сплавления в сторону
основного металла, равным ширине сварного шва, но не менее ![]()

Рисунок С.2 - Номограмма по определению коэффициента прочности барабана с кольцевой выборкой
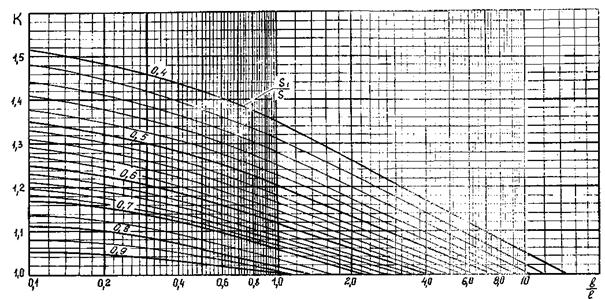
Рисунок С.3 - Номограмма по определению коэффициента, учитывающего протяженность кольцевой выборки.
С.3.3.5 Если для удаления дефектного участка в барабане высверливается новое сквозное отверстие, заглушаемое лючком или приваренным глухим штуцером, то коэффициент прочности для мостика между новым отверстием и ближайшим к нему отверстием, имеющимся в барабане, должен быть определен в соответствии с действующей нормативной документацией (Стандартами, Нормами и др.).
С.3.3.6 В случае заварки
выборок или наплавки отверстий электродами, не удовлетворяющими условиями П.1.4. настоящих Методических
рекомендаций, при определении коэффициента прочности согласно п.п. 3.3.1. и 3.3.2. значения соответствующих площадей (![]() ) умножаются
на поправочный коэффициент 1 - c.
) умножаются
на поправочный коэффициент 1 - c.
С.3.3.7 Для барабанов из стали 16ГНМ при использовании электродов типа Э42А (марок УОНИ-13/45, ЦУ-6 и подобных) значение поправочного коэффициента c принимается равным 0,75.
С.3.3.8 Для каждой обечайки следует найти минимальное значение коэффициента прочности после ремонта (jр), и по этому значению рассчитать допустимое рабочее давление для данной обечайки.
С.4 Расчёт днищ
С.4.1 Допустимое рабочее давление в днищах барабана после ремонта определяется в зависимости от размеров и места расположения дефектного участка по отношению к отверстию лаза или цилиндрическому борту.
С.4.2 Если кромки выборки
находятся от кромки отверстия лаза на расстоянии, равном или меньшем ![]() , то
допустимое рабочее давление определяется обычным порядком: либо как для пары отверстий,
одно из которых собственно выборка - оно усилено остаточной толщиной металла в
центе выборки, либо как для
одиночного отверстия, при значении толщины стенки (минимальной), оставшейся
после ремонта.
, то
допустимое рабочее давление определяется обычным порядком: либо как для пары отверстий,
одно из которых собственно выборка - оно усилено остаточной толщиной металла в
центе выборки, либо как для
одиночного отверстия, при значении толщины стенки (минимальной), оставшейся
после ремонта.
С.4.3 Если кромка выборки
находится от кромки отверстия лаза на расстоянии, большем ![]() , то допустимое
рабочее давление определяется по формулам п.п. П.3.1, 3.3.3 настоящих Методических рекомендаций.
, то допустимое
рабочее давление определяется по формулам п.п. П.3.1, 3.3.3 настоящих Методических рекомендаций.
С.4.4 Допускаемое напряжение принимается согласно П.3.2 настоящего Приложения.
С.4.5 В днищах допускается
рассверловка новых отверстий с приваркой глухого штуцера по наружной или
внутренней стороне или с установкой затвора, если расстояние между кромками
нового отверстия и лаза будет составлять не менее ![]()
Поверочный расчёт на прочность в этом случае согласовывается со специализированной организацией в установленном порядке.
С.5 Расчёт штуцеров
С.5.1 Оставшаяся после ремонта толщина стенки штуцера на участке, расположенном за сварным швом, соединяющим штуцер с барабаном, не должна быть меньше толщины Sом, требующейся по нормативному расчёту (пункт 6.3.4. настоящего стандарта) для установленного рабочего давления.
С.5.2 Оставшаяся после ремонта толщина стенки штуцера на участке сварного шва, должна быть не менее 5 мм для штуцеров диаметром не более 130 мм и 7 мм для штуцеров диаметром до 150 мм.
С.5.3 Допускается скругление внутренней кромки штуцера или снятие фаски от наружной кромки штуцера к внутренней поверхности под углом не более 45°.
С.5.4 Штуцера, не удовлетворяющие приведенным выше требованиям, должны быть усилены (наплавкой, бандажами) или заменены новыми.
Приложение Т
(рекомендуемое)
Методические рекомендации по расчёту циклической долговечности барабанов котлов
Настоящие Методические рекомендации распространяются на барабаны котлов высокого давления, изготовленные из углеродистых сталей (20, 20Б, 15К, 18К, 20К и 22К) и низколегированных сталей (15М, 16М, 15ГСМФ, 16ГНМ и 16ГНМА). Расчёт циклической долговечности барабанов, изготовленных из сталей иностранных марок, должен выполняться специализированной организацией.
Т.1 Основные условные обозначения
sа - расчетная амплитуда напряжений, МПа;
si - главные условно упругие напряжения в расчётной точке (i = 1, 2, 3), МПа;
S1,2,3 = sij = si - sj - эквивалентные напряжения, (i, j = 1, 2, 3), МПа;
DSi = Simax - Simin - размах эквивалентных напряжений, МПа;
DT - перепад температуры, град. С
a - коэффициент линейного расширения, град-1;
ЕT - модуль упругости при расчётной температуре Т, МПа;
р - давление в барабане, МПа;
Dн - наружный диаметр барабана, мм;
Dвн. - внутренний диаметр барабана, мм;
S - толщина стенки барабана, мм;
аT - коэффициент температуропроводности, м2/ч;
![]() - предел
прочности материала при расчётной температуре Т, МПа;
- предел
прочности материала при расчётной температуре Т, МПа;
yT - относительное сужение материала при расчётной температуре Т, %
W - паропроизводительность котла, кг/ч;
cP - параметр непрерывной продувки котловой воды;
Vw - водяной объём котла, м;
Vв - удельный объём кипящей воды, м3/кг;
w - частота циклирования нагрузки, ч-1;
Ni - количество циклов нагружения в i-ом режиме;
[Ni] - допускаемое число циклов нагружения для i-ого режима;
r - коэффициент асимметрии цикла;
t - наработка барабана, ч;
а - накопленное усталостное повреждение металла.
Т.2 Общие положения
Т.2.1 Настоящие Методические рекомендации определяют алгоритм расчёта циклической долговечности (циклического ресурса) металла барабана в условиях нестационарного нагружения.
Т.2.2 Оценка циклического ресурса металла барабана производится по критерию предельной величины накопленного усталостного повреждения от действия всего спектра нестационарных режимов в процессе эксплуатации котла.
Т.2.3 Возможность, условия и срок продления эксплуатации барабана определяются путём сопоставления расчётной величины накопленного усталостного повреждения металла с критериальным её значением.
Т.3 Анализ режимов нагружения и расчёт условно-упругих амплитуд напряжений
Т.3.1 При расчёте на циклическую прочность рассматриваются следующие режимы эксплуатации:
I. Режим пуска-останова котла.
II. Стационарный режим.
III. Гидравлические испытания (ГИ), в т.ч. заполнение водой перед ГИ.
IV. Аварийные режимы - тепловые удары (нарушение условий нормальной эксплуатации).
V. Колебания температуры, вызываемые перемешиванием питательной и котловой воды.
Последний из указанных режимов в приведенной группе действует как в непосредственном виде при стационарной работе котла, так и в сочетании с первым из указанных режимов, т.е. накладываясь на режим пуск-останов. В последнем случае циклические термические напряжения от колебания температуры накладываются на напряжения основного цикла, вызываемые подъёмом внутреннего давления и температуры с постоянной скоростью.
Т.3.2 Под тепловым ударом понимается нестационарный режим, характеризуемый резким (скачкообразным) изменением температуры среды в барабане и соответствующим изменением температуры стенки барабана, например, в следующих нештатных ситуациях:
- разрыв экранной трубы;
- заполнение питательной водой неостывшего барабана;
- заполнение холодного барабана водой через экономайзер и др.
Т.3.3 При необходимости, связанной с наличием в процессе эксплуатации котла нетиповых циклических нагрузок в барабане, следует учесть эти нагрузки в сочетании с одновременно действующими другими нагружающими факторами, выделить их в отдельную (дополнительную по отношению к п. С.3.1) группу нестационарного режима и учесть в последующем расчёте циклической прочности барабана.
Т.3.4 Количество пусков-остановов и гидроиспытаний котла, а также число циклов других возможных нестационарных режимов, включая тепловые удары, устанавливается по производственной документации электростанции. При отсутствии нарушений режимов эксплуатации котла, т.е. ситуаций, приводящих к возникновению тепловых ударов в барабане, допускается данный режим циклического нагружения не учитывать в расчётах, если по результатам штатного контроля барабана на протяжении всего срока эксплуатации не обнаруживались трещины в зонах отверстий труб водяного объёма. В противном случае количество тепловых ударов в барабане следует принимать от 0,08 до 0,10 числа пусков котла.
Количество колебаний температуры за счет перемешивания котловой и питательной воды, соответствующее периоду работы котла на стационарном режиме, определяется через частоту термоциклирования барабана (wm), которая связана с параметрами интенсивности смены воды в котле соотношением:
![]() (T.1)
(T.1)
Для основных типов энергетических барабанных котлов величина wm изменяется в интервале 22,9 ... 11,4 ч-1.
Примечание - При отсутствии достоверных исходных данных для расчёта частоты термоциклирования барабана по формуле (1) допускается не учитывать в расчётах колебания температуры вследствие перемешивания питательной и котловой воды при стационарном режиме работы котла. В этом случае количество колебаний температуры в процессе каждого пуска следует принимать равным 50.
Т.3.6 Расчёт действующих напряжений от различных силовых и температурных факторов производится для наиболее нагруженной зоны барабана, которой является кромка отверстий в водяном объёме барабана. Для указанной зоны определяют три главных нормальных напряжения s1, s2 и s3, представляющие собой алгебраическую сумму действующих в одном направлении напряжений от всех приложенных в данный момент нагрузок с учётом концентрации напряжений. Для барабана в первом приближении в качестве главных напряжений могут использоваться напряжения в окружном (окружные напряжения, sj), осевом (меридиональные напряжения, sz) и радиальном (радиальные напряжения, sr) направлениях.
Т.3.7 Для цикла - «пуск-останов» главные напряжения определяются суммарным действием трёх факторов:
- напряжения от внутреннего давления в барабане - sр;
- температурные напряжения от перепада температуры по толщине стенки - sv;
- напряжения от температурного перепада между верхней и нижней образующими - szT и напряжения от температурного перепада по длине барабана (если имеются соответствующие данные по разнице температур) - slT.
Т.3.8 Внутреннее давление в барабане, соответствующее моменту начала растопки котла, принимают равным 10 % от рабочего давления, т.е. ps = 0,1 × pf (ps - давление в начале растопки, pf - давление в конце растопки; pf = p).
Напряжения на внутренней поверхности барабана в зоне отверстий от действия внутреннего давления определяют по формулам:
 (Т.2)
(Т.2)
srp = -p,
где K1 и K2 - коэффициенты концентрации напряжений: K1 = 3,8 и K2 = 1,0;
![]() (Т.3)
(Т.3)
При наличии выборок на контуре отверстий барабана величина коэффициента концентрации напряжений может увеличиваться до 8. При этом конкретное значение коэффициента концентрации напряжений определяется расчётом в зависимости от соотношения диаметра отверстия с выборкой и геометрических характеристик собственно выборки (или выборок).
Т.3.9 Температурные напряжения на внутренней поверхности барабана, вызываемые стационарным изменением температуры при пуске-останове, для условий плавного изменения температуры протекающей среды (квазистационарный режим) определяются по формуле:
sjv = szv = ±KT × S2 × VT × Ф × Фм, (T.4)
где VT - скорость изменения температуры на внутренней поверхности барабана, °С/мин.
Концентрация температурных напряжений на кромке отверстия учитывается коэффициентом концентрации KT = 2.
Скорость прогрева (охлаждения) барабана принимается по данным службы эксплуатации КТЦ, но не менее 5 °С/мин.
Безразмерный коэффициент формы Ф определяется из соотношения:
 (Т.5)
(Т.5)
где
![]() (Т.6)
(Т.6)
а коэффициент, характеризующий свойства материала, вычисляется по формуле:
где v - коэффициент Пуассона.
Квазистационарное распределение температур определяется выполнением условия (линейное изменение температуры):
- интервал времени Dt линейного изменения температуры среды, предшествующий моменту, для которого определяются напряжения, должен удовлетворять соотношению:
Dt ³ (Dt)0; при этом: ![]()
где ![]() - критерий Фурье,
принимаемый в зависимости от значения критерия Bi.
- критерий Фурье,
принимаемый в зависимости от значения критерия Bi.
Т.3.10 Напряжения от температурного перепада между верхней и нижней образующими - szТ определяются выражениями:
- напряжения по нижней образующей
szТ = 0,2 × KT × Е × a × DТn (Т.8)
- напряжения по верхней образующей
szТ = 0,2 × KT × Е × a × DТn, (Т.9)
где DТп - перепад температуры между верхней и нижней образующими обечайки.
Т.3.11 Напряжения от температурного перепада по длине барабана определяются по формулам:
- при условии, что длина
переходной зоны ![]() :
:
![]() (8)
(8)
- при условии, что длина
переходной зоны ![]() :
:
![]() (9)
(9)
szl = 0
где D - средний диаметр, мм;
DТl - температурный перепад по длине образующей.
Допускается не учитывать напряжения от температурного перепада по длине барабана при подтверждении фактическими данными линейного закона изменения температуры по оси барабана, тогда все составляющие напряжений от данного фактора равны нулю (sjl = szl = srl = 0). При выполнении расчёта по оценке напряжений от перепада температуры по длине барабана рекомендуется закон изменения температуры аппроксимировать квадратичной функцией.
Т.3.12 Напряжения, вызываемые колебаниями температуры вследствие перемешивания котловой и питательной воды, а также при тепловом ударе (должно выполняться условие - равномерный прогрев наружной и внутренней поверхности стенки барабана), вычисляются по формуле:
![]() (Т.10)
(Т.10)
где DT - разница температур до и после теплового удара, v = 0,3 - коэффициент Пуассона.
Концентрация температурных напряжений на кромке отверстия учитывается коэффициентом концентрации KT = 2.
Т.3.13 Максимальный размах колебания температуры при смешивании воды в барабане допускается принимать равным DT = 20 °С.
При отсутствии данных по разности температур для тепловых ударов (если таковые учитываются в расчёте) максимальный перепад температуры принимают равным DТ = 100 °С.
Т.3.14 Суммарные напряжения на внутренней поверхности барабана составляют:
- в начале пуска
 (T.11)
(T.11)
- в конце пуска
![]()
![]()
![]() (Т.12)
(Т.12)
Т.3.15 Эквивалентные напряжения вычисляются следующим образом:
- в начале пуска
 (Т.13)
(Т.13)
- в конце пуска
 (Т.14)
(Т.14)
Т.3.16 Размах эквивалентных напряжений в барабане по основному циклу «пуск-останов» определяют соотношением:
![]() (i = 1, 2, 3) (T.15)
(i = 1, 2, 3) (T.15)
Амплитуду напряжений, соответствующую основному циклу «пуск-останов», определяют по формуле:
![]() (T.16)
(T.16)
где KF - коэффициент концентрации определяется по формуле:
 (T.17)
(T.17)
где ![]() - предел текучести
материала при расчетной температуре,
- предел текучести
материала при расчетной температуре,
Ks - теоретический коэффициент концентрации напряжений.
Т.3.17 При наличии наплавок расчетная амплитуда напряжений определяется с учетом коэффициента снижения циклической прочности наплавки:
![]() (T.18)
(T.18)
где jC - принимается для наплавок барабанов из стали 22К (20К...) - 0,8; из стали 16ГНМ (16ГНМА) - 0,7.
Т.3.18 Амплитуду напряжений для цикла колебаний температуры определяют из соотношения:
а для цикла термических ударов из соотношения:
![]() (Т.20)
(Т.20)
где kЕ = 1,06 - для углеродистой стали и kЕ » 1,04 - для низколегированной стали.
Т.4 Расчёт допускаемого числа циклов
Т.4.1 Допускаемое количество циклов нагружения [N] для металла барабанов определяется из соотношения:
 (Т.21)
(Т.21)
где m1 и m2 - характеристики материала;
r - коэффициент асимметрии цикла нагружения;
А и В - константы, определяемые механическими свойствами материала.
Т.4.2 Коэффициент асимметрии цикла r = smin/smax определяется для каждой группы нестационарных режимов; если r > 1 или r < -1, то в расчёте принимается r = -1.
Т.4.3 Константы А и В в уравнении (Т.21) определяют из следующих соотношений:
![]() (T.22)
(T.22)
![]() (Т.23)
(Т.23)
Т.4.4 Характеристики материала барабана m1 и m2 составляют:
m1 = 0,5;
m2 = 0,132 × lg(2,5 + 0,035 × yT) (Т.24)
Т.4.5 Значения характеристик ![]() и yT определяются с учётом изменения свойств металла барабана в
процессе длительной эксплуатации. В случае отсутствия данных о фактических
механических свойствах металла барабана допускается принимать, при условии
соблюдения требований пункта 7.1.4
настоящего стандарта (в части допускаемого уровня твердости металла), следующие
значения характеристик:
и yT определяются с учётом изменения свойств металла барабана в
процессе длительной эксплуатации. В случае отсутствия данных о фактических
механических свойствах металла барабана допускается принимать, при условии
соблюдения требований пункта 7.1.4
настоящего стандарта (в части допускаемого уровня твердости металла), следующие
значения характеристик:
для стали 20, 20К и 22К - ![]() = 390 МПа; yT = 40 %.
= 390 МПа; yT = 40 %.
для стали 16ГНМ - ![]() = 460 МПа; yT = 40 %.
= 460 МПа; yT = 40 %.
для стали 16ГНМА - ![]() = 460 МПа; yT = 50 %.
= 460 МПа; yT = 50 %.
Т.4.6 Значение коэффициента запаса ns принимается равным 2, независимо от марки стали изготовления барабана.
Интенсивное влияние коррозионного фактора на усталостную прочность металла барабанов, связанное с нарушениями водного режима или консервацией котлов, допускается учитывать увеличением коэффициента запаса ns до 3 - для барабанов из стали 20, 15К, 18К, 20К, 22К и 16ГНМА и до 4 - для барабанов из стали 16ГНМ, 15М, 16М и 20Б.
Т.4.7 Для определения допускаемого количества циклов по расчётным амплитудам напряжений можно использовать кривые малоцикловой усталости, приведенные в п.п. П.3.30 - П.3.31 настоящего стандарта (Рисунок П.2 и П.3) В этом случае оценку допускаемого числа циклов производят с помощью соответствующей кривой малоцикловой усталости непосредственно по расчётной амплитуде напряжений.
В случае интенсивного проявления коррозионного фактора (см. предыдущий пункт) оценку допускаемого числа циклов по соответствующей кривой малоцикловой усталости производят через условные значения амплитуд напряжений:
1,5sa - для стали 20, 15К, 18К, 20К, 22К и 16ГНМА;
2,0sа - для стали 16ГНМ, 15М, 16М и 20Б.
Т.4.8 Наложение колебаний температуры на равномерную скорость её подъёма при пуске котла следует учитывать путем корректировки допускаемого количества циклов по режиму «пуск - останов» котла согласно следующему соотношению:
[Na1] = [Na]/ca, (T.25)
где [Na] - допускаемое количество циклов в режиме нагружения «пуск-останов»,
[Na] - допускаемое количество пусков в режиме «пуск - останов» с учётом наложения колебаний второй частоты, ca - коэффициент влияния двухчастотности нагружения (ca ³ 1).
Коэффициент ca определяется из следующего выражения:
![]() (T.26)
(T.26)
где w1 - частота наложенных колебаний;
w0 - частота основного цикла;
x - коэффициент, зависящий от свойств материала в пределах от 1,05 до 1,75.
Т.5 Оценка накопленного усталостного повреждения металла
Т.5.1 Условие циклической прочности при наличии группы нестационарных режимов (циклических нагрузок) определяется выражением:
![]() (Т.27)
(Т.27)
где Ni - число циклов i-ого режима за время эксплуатации;
[Ni] - допускаемое число циклов i-ого режима по уравнению (Т.21) или по кривой малоцикловой усталости;
k - общее число нестационарных режимов;
а - накопленное усталостное повреждение, предельная величина которого [aN] = l.
Т.5.2 С учётом п.п. Т.2.4., Т.2.5. и Т.3.8. условие циклической прочности может быть представлено в виде:
![]()
или
![]() (T.28)
(T.28)
где Na - число - пусков-остановов барабана;
[Na], [Nb], [Nc] и [Nh] - допускаемое число циклов для режимов нагружения: пуск-останов, колебания температуры, термический удар и гидравлическое испытание соответственно.
Если колебания температуры вследствие перемешивания котловой и питательной воды при стационарном режиме работы котла не учитываются в расчётах (см. Примечание к п. Т.3.5), второе слагаемое в формуле (27) исключается, а само условие циклической прочности приобретает вид:
![]() (T.29)
(T.29)
T.5.3 Если полученная величина накопленного усталостного повреждения а £ 1, условие циклической прочности металла барабана выполняется. В этом случае имеются основания для продления ресурса барабана при условии, что его эксплуатация будет вестись с соблюдением установленных действующей производственно-технической документацией штатных режимов при пусках, остановах и при стационарной работе котла. При этом, если а £ 0,8 допускается продление ресурса барабана на 50 тыс. часов.
Приложение У
(рекомендуемое)
У.1 Основные условные обозначения:
D - внутренний диаметр барабана, мм;
Dm - средний диаметр барабана, мм;
KI - коэффициент интенсивности напряжений
(КИН), МПа×![]() ;
;
K1ec - критический коэффициент интенсивности
условных упругих напряжений, МПа×![]() ;
;
s - напряжения, МПа;
sр - составляющая напряжений растяжения, МПа;
sq - составляющая изгибных напряжений, МПа;
![]() - предел прочности при температуре Т, МПа;
- предел прочности при температуре Т, МПа;
![]() - условный предел текучести материала при температуре Т,
МПа;
- условный предел текучести материала при температуре Т,
МПа;
S - толщина стенки барабана, мм;
а - глубина дефекта (выборки), мм;
с - полудлина дефекта (по поверхности), мм;
d - диаметр отверстия в барабане;
L - характерное расстояние от дефекта (выборки), мм;
Ld - расстояние от дефекта (выборки) до кромки ближайшего отверстия, мм;
Lw - расстояние от дефекта (выборки) до края ближайшего сварного шва, мм;
h - коэффициент, учитывающий влияние концентрации напряжений;
НВ - твердость металла в единицах Бринелля;
Th - температура гидравлических испытаний, °С;
Тk - критическая температура хрупкости металла, °С.
У.2 Общие положения
У.2.1 Настоящие методические рекомендации распространяются на барабаны котлов, изготовленные из стали отечественных марок, после проведения ремонтно-восстановительных операций с использованием сварки без последующей термической обработки. Расчёт барабанов, изготовленных из стали иностранных марок, должен выполняться специализированной организацией.
У.2.2 Основные положения настоящих методических рекомендаций базируются на подходах к расчёту сопротивления хрупкому и квазихрупкому разрушению энергетического оборудования в процессе эксплуатации согласно п. 6.3.8 настоящего СТО.
У.2.3 Расчёт проводится по критерию предельно допустимых значений коэффициента интенсивности условных упругих напряжений для режима гидравлических испытаний барабана.
У.2.4 Температура гидравлических испытаний барабана Th определяется путем сопоставления расчётной величины коэффициента интенсивности напряжений (КИН) с предельно-допустимым её значением.
У.2.5 Основными
характеристиками материала, используемыми в расчёте, являются критический
коэффициент интенсивности условно-упругих напряжений К1ес,
критическая температура хрупкости Тk, а также предел прочности ![]() и предел
текучести
и предел
текучести ![]() металла.
При отсутствии данных по фактическим свойствам металла (Тk,
металла.
При отсутствии данных по фактическим свойствам металла (Тk, ![]() и
и ![]() ) допускается выполнять расчёт
с помощью корреляционных зависимостей между твердостью металла и пределом
текучести. В этом случае расчёт должен быть согласован с экспертной
организацией.
) допускается выполнять расчёт
с помощью корреляционных зависимостей между твердостью металла и пределом
текучести. В этом случае расчёт должен быть согласован с экспертной
организацией.
У.2.6 Расчёт проводится после выполнения обследования и ремонта барабана, включающих измерения геометрических параметров всех выборок (заплавленных и незаплавленных) и послеремонтный контроль качества.
- наплавка на отдельном мостике захватывает всю его протяженность;
- максимальная глубина выборки под наплавку превышает 25 % толщины стенки барабана (независимо от протяжённости и места расположения данной наплавки).
- суммарная протяжённость ремонтных наплавок для трёх или более смежных мостиков между отверстиями захватывает более половины общей протяжённости данных мостиков, а максимальная глубина выборок под эти наплавки составляет более 10 мм;
- ремонтная наплавка, располагающаяся в зоне основного сварного соединения или одиночного отверстия барабана, имеет протяженность более 300 мм при максимальной глубине соответствующей выборки более 15 мм;
- группа наплавок в зоне основного сварного соединения или одиночного отверстия (диаметром не более 50 мм) имеет протяженность более 20 % длины данного шва или более двух диаметров данного отверстия при максимальной глубине соответствующих выборок более 10 мм.
- переваренные штуцера в водяном объёме барабанов из стали 22К и 15М (16М) составляют - 100 % и более 50 % штуцеров в водяном объёме барабанов из стали 16ГНМ.
Примечание -
Две или более смежные наплавки (выборки) образуют группу, если расстояние между
их ближайшими кромками составляет менее двукратного размера наибольшей наплавки
(выборки) в рассматриваемом направлении или менее ![]() ;
;
У.3 Схематизация выборок и аппроксимация их поверхностными дефектами
У.3.1 Выборка аппроксимируется поверхностным дефектом полуэллиптической формы. Полуоси эллипса по поверхности обечайки с и в глубину а соответствуют длине (l = 2с) и глубине (а) выборки (дефекта) - см. рисунок У.1.
У.3.2 За расчётное направление принимается, как правило, направление, перпендикулярное оси действия максимальных растягивающих напряжений. В зависимости от конкретной системы отверстий и соответственно ориентации мостиков в качестве расчётного может выступать продольное или поперечное направления, а также направление под углом к продольной оси барабана.
У.3.3 Протяженная выборка (a/(1/2) £ 0,5) аппроксимируется правильным полуэллипсом, большая ось которого равняется максимальной протяжённости выборки в расчётном направлении (2с = 1), а малая ось равняется максимальной глубине выборки (а) - см. рисунок У.1.а.
Если при этом выборка имеет заведомо несимметричный профиль, аппроксимация производится аналогичным образом и тогда центр схематичного дефекта оказывается смещённым относительно точки максимальной глубины фактической выборки - см. рисунок У.1.в.
Если выборка имеет значительную глубину при относительно небольшой длине (a/(1/2) > 0,5), то такая выборка аппроксимируется дефектом с соотношением полуосей а/с = 0,5 и с центром полуэллипса напротив точки максимальной глубины выборки - см. рисунок У.1.б.
|
а) 2с = 1 при а/(1/2) £ 0,5 а/с £ 0,5
|
б) 2с > 1 при а/(1/2) > 0,5 а/с = 0,5
|
|
в) 2с = 1 при а/(1/2) £ 0,5 а/с £ 0,5
|
г) 2с > 1 при а/(1/2) > 0,5 а/с = 0,5
|




а) - протяженная выборка квазисимметричного профиля;
б) глубокая укороченная выборка;
в) - протяженная выборка несимметричного профиля;
г) - выборка, выходящая на поверхность (кромку) отверстия.
Рисунок У.1 - Схематизация выборки поверхностным дефектом полуэллиптической формы
Аппроксимация выборки, выходящей на поверхность отверстия выполняется полуэллипсом, касающимся кромки отверстия. При этом малая полуось эллипса а соответствует максимальной глубине выборки, а большая ось 2с - максимальной протяженности выборки 1, если a/(1/2) £ 0,5. Если a/(1/2) > 0,5, то большая ось полуэллипса принимается из условия а/с = 0,5 - см. рисунок У.1.г. Указанная схематизация допустима, если между максимальным размером выборки по поверхности отверстия (h) и максимальной общей её глубиной (а) выполняется соотношение h £ 0,7a. В противном случае поверочный расчёт по определению допускаемой температуры гидравлических испытаний должна выполнять специализированная организация.
У.3.4 Скопление рядом
расположенных выборок объединяется в одну группу и аппроксимируется общим
полуэллипсом, если расстояние между кромками соседних выборок в расчётном
направлении составляет менее двукратного размера наибольшей выборки в этом
направлении или менее ![]() - см. рисунок У.2.
- см. рисунок У.2.

t < 2l2 < 2l1 или 2l2 < t < 2l1
2с = l1 + l2 + t

t1 £ 2l2 < 2l1
2с = l1 + l2 + t1
t2 > 2l2 > 2l3
Рисунок У.2. - Схематизация скопления выборок полуэллиптическим дефектом
У.4 Расчёт коэффициента интенсивности напряжений
У.4.1 Коэффициент интенсивности напряжений (КИН) определяют численно или аналитически. Допускается определять КИН по формулам п. П.5 настоящего СТО.
У.4.2 При расчёте по формулам п. П.5 допускается принимать значения параметра h следующим образом.
У.4.2.1 При расчёте зон, где отсутствует концентрация напряжений, принимают h = 1.
У.4.2.2 Выборка располагается
в зоне продольного сварного соединения, т.е. минимальное расстояние от кромки
выборки до края сварного шва ![]() - тогда h = 1,15.
- тогда h = 1,15.
У.4.2.3 Выборка расположена в
пределах мостика между отверстиями в барабане или в зоне одиночного отверстия
(т.е. на расстоянии от кромки отверстия не более![]() ):
):
h = 1,25 - при Ld ³ 0,5d;
h = 1,5 - при 0,1d < Ld < 0,5d;
h = 2,0 - при Ld < 0,1d;
где Ld - расстояние от кромки выборки до кромки ближайшего отверстия,
d - диаметр отверстия.
У.4.2.4 Допускается определение напряжений для расчёта КИН выполнять по упрощенным методикам при условии, что в их основу положены заведомо консервативные предположения.
У.5 Определение предельно-допустимых значений коэффициентов интенсивности напряжений
У.5.1 Расчёт проводится с использованием методов линейной и нелинейной механики разрушения.
В хрупкой области расчёт базируется на температурной зависимости критического КИН (вязкости разрушения) КIс от приведенной температуры
|T - Tk|,
где Тk - критическая температура хрупкости металла.
В квазихрупкой и вязкой областях расчёт ведётся с использованием критического коэффициента интенсивности условно упругих напряжений КIес.
У.5.2 Определяют температурные границы областей расчёта: хрупкой, квазихрупкой и вязкой - согласно методическим положениям действующих в атомной энергетике нормативных документов. Граница хрупкой области (Т = Тk2) определяется приведенной температурой |T - Tk|*, которой соответствует значение K*Ic, вычисленное из соотношения:
![]() (У.1)
(У.1)
где ![]() -
характерная (критическая) величина КИН в функции критической температуры
хрупкости Тk и расчётной
температуры Т;
-
характерная (критическая) величина КИН в функции критической температуры
хрупкости Тk и расчётной
температуры Т;
![]() - функция вида дефекта и его относительной глубины
- функция вида дефекта и его относительной глубины ![]() (
(![]() ). Значения
параметров Y и К вычисляют по формулам п. 6.3.8. настоящего СТО.
). Значения
параметров Y и К вычисляют по формулам п. 6.3.8. настоящего СТО.
Устанавливают значения первой и второй критических температур хрупкости (Тk1 и Тk2 соответственно: Тk1 = Тk2 + 70 °С).
У.5.3 В хрупкой области (Т £ Тk2) допускается использовать обобщенную температурную зависимость KIc - |T - Tk| согласно п.п. 6.3.8.3 настоящего стандарта.
У.5.4 В квазихрупкой области
при температуре ![]() значение критического КИН КIес определяют по формуле:
значение критического КИН КIес определяют по формуле:
 (У.2)
(У.2)
где ![]() - значение KIс, соответствующее температуре Тk2;
- значение KIс, соответствующее температуре Тk2;
a1 = (Т - Тk2)/70.
У.5.5 В квазихрупкой области при температуре
![]() значение критического КИН KIес определяют по формуле:
значение критического КИН KIес определяют по формуле:
 (У.3)
(У.3)
где 

где yТ - характеристика металла. Допускается принимать для стали марок 20К, 22К и 16ГНМ - yТ = 0,4; для стали 16ГНМА - yТ = 0,5.
У.5.6 В вязкой области при температуре Т > Тk1 значение критического КИН КIес определяют по формуле:
 (У.4)
(У.4)
У.5.7 При KF ³ 0,9 допускается принимать KF = 1 и для всего температурного диапазона Тk2 < Т £ Тk1 критический КИН определяют по формуле:
 (У.5)
(У.5)
У.5.8 При ![]() и при температуре Т
> Тk1
допускается КIес определять по формуле:
и при температуре Т
> Тk1
допускается КIес определять по формуле:
![]() (У.6)
(У.6)
У.5.9 При отсутствии данных
по фактическим свойствам металла барабана допускается принимать значения ![]() и
и ![]() по
сертификатам качества металла, содержащимся в паспорте котла.
по
сертификатам качества металла, содержащимся в паспорте котла.
У.6 Характеристика предельного состояния
У.6.1 Сопротивление хрупкому и квазихрупкому разрушению можно считать обеспеченным, если выполняется условие:
KI £ [KIe].
У.6.2 Температурную зависимость [КIе] от приведенной температуры |Т - Тk| получают согласно п. П.5 настоящего СТО. Для рассматриваемых условий гидроиспытаний принимают: n = 2; DТ = +20 °С.
У.6.3 Для конкретного значения критической температуры хрупкости Тk металла температурную зависимость допускаемого значения КИН [K] рекомендуется строить не от приведенной, а от абсолютной температуры Т.
У.7 Определение допускаемой температуры металла барабана при гидравлических испытаниях
У.7.1 Гидравлические испытания должны проводиться при условиях, чтобы температура барабана Th была больше или равна допускаемой температуре [Th], определенной из расчёта на сопротивление хрупкому или квазихрупкому разрушению.
У.7.2 Температуру [Th] определяют с использованием условия ![]() , где
, где ![]() - КИН в
рассматриваемых сечениях барабана при гидроиспытаниях.
- КИН в
рассматриваемых сечениях барабана при гидроиспытаниях.
У.7.3 Если отремонтированный барабан подпадает под действие п. У.2.7., необходимо провести замеры геометрических параметров всех выборок и групп выборок, соответствующих показателям поврежденности согласно условиям п. У.2.7.
У.7.4 Далее выполняют схематизацию указанных выборок согласно разделу У.3 настоящих Методических рекомендаций и устанавливают геометрические параметры аппроксимированных поверхностных дефектов.
У.7.5 Определяют напряженное состояние в расчётных сечениях барабана и устанавливают составляющую напряжений растяжения sр и напряжений изгиба - sq при гидравлических испытаниях.
У.7.6 Выполняют расчёт
значений КИН (т.е. ![]() ) для установленных геометрических
параметров аппроксимированных дефектов с учётом конкретных зон их расположения
в барабане согласно указаниям У.4 настоящих Методических рекомендаций.
) для установленных геометрических
параметров аппроксимированных дефектов с учётом конкретных зон их расположения
в барабане согласно указаниям У.4 настоящих Методических рекомендаций.
У.7.7 Выполняют расчёт температурных границ (Тk1 и Тk2) для установленных геометрических параметров аппроксимированных дефектов и определяют температурную зависимость критического КИН, т.е. зависимость КIес (KIс) от |Т - Тk| или КIес (KIс) от Т для известного значения критической температуры хрупкости металла Тk. Расчёт Тk1 и Тk2 и определение значений КIес (или КIс) для выбранного диапазона температур проводят согласно указаниям У.5. Рекомендуется значения критического КИН (КIес или КIс) определять в температурном диапазоне +10 ¸ 140 °С с шагом 10 °С.
У.7.8 Строят температурную зависимость допускаемых КИН [KI] от температуры Т (или от приведенной температуры |Т - Тk|) для принятых коэффициентов запаса согласно указаниям п.п. У.6.2., У.6.3.
У.7.9 С использованием
полученной температурной зависимости [КIе] от Т (или |Т - Тk|) и для полученного КИН ![]() определяют допускаемую температуру
металла барабана при гидравлических испытаниях [Th]. Величина [Th] равняется
температуре Т, соответствующей величине [КIе] на зависимости [KIe] - T в точке
определяют допускаемую температуру
металла барабана при гидравлических испытаниях [Th]. Величина [Th] равняется
температуре Т, соответствующей величине [КIе] на зависимости [KIe] - T в точке ![]()
Примечание - Если на какой-либо обечайке барабана отмечается сочетание одновременно двух или более показателей повреждённости согласно п. У.2.7. настоящего приложения, то требуется определение фактических механических свойств (sв, s0,2, d и y) при комнатной и рабочей температурах и критической температуры хрупкости металла (Тk) на вырезке «пробки» из данной обечайки. Критическую температуру хрупкости металла следует определять по методике, изложенной в п.п. 4.3.7 настоящего Стандарта. В случае, если указанное выше сочетание показателей повреждённости имеет место на нескольких обечайках барабана, то вырезку «пробки» (с последующим исследованием свойств металла) следует выполнить из обечайки с более высокими значениями твердости металла при условии отсутствия аномальных отклонений в структуре металла.
Приложение Ф
(рекомендуемое)
Порядок определения расчётного ресурса и оценка живучести роторов и корпусных деталей турбин
Ф.1 Общие положения
Ф.1.1 При расчетах ресурса цельнокованых роторов и литых корпусных деталей ЦВД и ЦСД должно проверяться удовлетворение критериев статической (кратковременной и длительной) и циклической прочности и накопленной поврежденности по расчетным напряжениям и деформациям в критических зонах, к которым относятся зоны с максимальными уровнями напряжений, температуры, или наиболее частым обнаружением трещин.
Ф.1.2 Для оценки ресурса роторов и корпусов выполняются расчеты температурных полей, полей упругих (условно упругих) и упругопластических напряжений и деформаций под действием механических (центробежные силы - для роторов; перепады давления, осевые усилия - для корпусов) и температурных нагрузок при основных эксплуатационных режимах работы турбины, а также напряжений и деформаций в условиях ползучести.
К основным эксплуатационным режимам, кроме стационарного режима с номинальной нагрузкой, относятся пуски из холодного, неостывшего (после суточного и двухсуточного простоев турбины) и горячего (после остановов на ночь) состояний, разгружения с частичной нагрузкой и обратные догружения, плановые и аварийные остановы.
Ф.1.3 Расчеты температурных полей, полей напряжений и деформаций в роторах и корпусных деталях рекомендуется выполнять на основе двумерных, осесимметричных и, в случае необходимости, трехмерных моделей теорий теплопроводности, упругости, пластичности и ползучести.
Допускается использование экспериментальных температурных полей, определяемых путем термометрии в натурных условиях при характерных режимах эксплуатации, в объеме, необходимом для последующего расчета полей напряжений.
Ф.1.5 Для расчета полей напряжений и деформаций с учетом ползучести используются теории старения и течения (допускается использование и других, более точных теорий ползучести) и численные методы решения соответствующих двумерных, осесимметричных и, в случае необходимости, трехмерных краевых задач теории ползучести в квазистационарной постановке (для расчета полей напряжений используются мгновенные значения нестационарных температурных полей в моменты возникновения максимальных разностей и градиентов температуры в проверяемых зонах).
Ф.1.6 Если расчет напряжений и деформаций с учетом установившейся ползучести выполняется с помощью теории старения и изохронных кривых, то учитывается только действие механических нагрузок, а температурные напряжения исключаются из расчета, полагая коэффициент температурного расширения aq = 0.
Ф.1.7 В качестве эквивалентных напряжений sq, используемых в критериях статической и циклической прочности при сложном напряженном состоянии, принимается интенсивность напряжений si, которая в случае осесимметричной задачи определяется выражением:
![]() (Ф.1)
(Ф.1)
где sq, sr, sz, trz - окружные, радиальные, осевые и касательные напряжения;
В компонентах главных напряжений выражение для si как для осесимметричных, так и для трехмерных задач имеет вид:
При использовании интенсивности напряжений для оценки циклической прочности величине si присваивается знак, равный знаку наибольшего по абсолютной величине (в рассматриваемый момент цикла) главного нормального упругого (условно упругого) напряжения из (2).
Ф.1.8 Допускается при оценке кратковременной и длительной статической прочности использовать в качестве эквивалентного удвоенное максимальное касательное напряжение
sэ = 2 × tmax = max{(s1 - s2), (s2 - s3), (s1 - s3)} (Ф.3)
Ф.1.9 В расчетах ресурса используются характеристики длительной прочности, ползучести, малоцикловой усталости и трещиностойкости роторных и корпусных сталей после длительной эксплуатации. Предпочтительнее уточнять эти характеристики для каждого конкретного объекта с использованием приближенных корреляционных зависимостей между этими характеристиками и данными по исследованию фактической структуры и свойств металла, а также с учетом сертификатных данных для стали в исходном состоянии.
Ф.1.10 При оценках времени живучести роторов и корпусов с дефектами используются константы кинетических уравнений скорости роста трещин под действием циклических нагрузок и ползучести для роторных и корпусных сталей при расчетной температуре металла на установившемся режиме работы турбины с номинальной мощностью, а значения критического коэффициента интенсивности напряжений - вязкости разрушения К1c, берутся при температуре металла в зоне дефекта в момент пуска турбины из холодного состояния, соответствующей максимальной вероятности хрупкого разрушения детали. Для корпусных деталей необходимо также проверять возможность хрупкого разрушения и на остальных переменных режимах.
Ф.2 Расчетные оценки суммарной и среднегодовой поврежденностей, накапливаемых до и после проведения анализа возможности продления срока службы
Ф.2.1 Суммарная поврежденность П¢, накопленная в металле до начала анализа возможности продления срока эксплуатации роторов и корпусов, работающих в условиях совместного действия ползучести при различных установившихся режимах q¢ типов и циклических нагрузок при различных переменных режимах к¢ типов, а также соответствующая поврежденность с учетом запасов (по напряжениям, деформациям, циклам и поврежденности) [П]¢, определяются формулами:
![]() (Ф.4)
(Ф.4)
 (Ф.5)
(Ф.5)
где П¢ст, [Пст]¢, П¢ц, [Пц]¢ - статическая и циклическая поврежденности без учета и с учетом запасов, накопленные в проверяемой зоне ротора или корпуса до начала анализа возможности продления срока службы;
![]() - время
работы на j-м установившемся режиме при температуре
металла
- время
работы на j-м установившемся режиме при температуре
металла ![]() и
эквивалентных местных напряжениях ползучести
и
эквивалентных местных напряжениях ползучести ![]() в проверяемой зоне ротора или
корпуса (с учетом концентрации);
в проверяемой зоне ротора или
корпуса (с учетом концентрации);
![]() - время до наступления предельного состояния (появления
трещин ползучести в проверяемой зоне) под действием эквивалентных напряжений
- время до наступления предельного состояния (появления
трещин ползучести в проверяемой зоне) под действием эквивалентных напряжений ![]() при
температурах
при
температурах ![]() , определяемое с помощью соответствующей
диаграммы длительной прочности материала (или аппроксимирующих ее аналитических
выражений);
, определяемое с помощью соответствующей
диаграммы длительной прочности материала (или аппроксимирующих ее аналитических
выражений);
![]() - допускаемое по условиям длительной прочности материала
время работы на j-м установившемся режиме, определяемое с
помощью той же диаграммы длительной прочности, что и
- допускаемое по условиям длительной прочности материала
время работы на j-м установившемся режиме, определяемое с
помощью той же диаграммы длительной прочности, что и ![]() , но по эквивалентным
напряжениям
, но по эквивалентным
напряжениям ![]() , увеличенным в соответствии с принятым
коэффициентом запаса длительной прочности
, увеличенным в соответствии с принятым
коэффициентом запаса длительной прочности ![]() для местных напряжений
ползучести, где
для местных напряжений
ползучести, где ![]() = 0,9nдп,
а nдп - коэффициент запаса от длительной прочности для
номинальных напряжений ползучести; для роторов nдп
принимается в соответствии с п. Ф.5.8.2,
настоящего приложения, а для корпусов nдп
= n¢дп = 1,5 в соответствии с требованиями п. Ф.6.10.4 настоящего приложения.
= 0,9nдп,
а nдп - коэффициент запаса от длительной прочности для
номинальных напряжений ползучести; для роторов nдп
принимается в соответствии с п. Ф.5.8.2,
настоящего приложения, а для корпусов nдп
= n¢дп = 1,5 в соответствии с требованиями п. Ф.6.10.4 настоящего приложения.
n¢l - число циклов 1-го типа;
N¢pl - число циклов до появления усталостных трещин под воздействием только циклических нагрузок 1-го типа;
[Np]¢l - допускаемое число циклов при воздействии только циклических нагрузок 1-го типа, определяемое в соответствии с требованиями п. С.2.3 настоящего приложения;
n¢П - запас по накапливаемой поврежденности, принимаемый в соответствии с требованиями п.п. 5.8.6 и 6.10.6 настоящего приложения, для предшествующего анализу периода эксплуатации;
q¢ - число различных типов установившихся
режимов, имевших место за период до начала анализа, каждый из которых
характеризуется температурой ![]() и установившимися эквивалентными
местными напряжениями ползучести
и установившимися эквивалентными
местными напряжениями ползучести ![]() ;
;
k¢ - число различных типов циклов, имевших место за период до начала анализа, каждый из которых характеризуется своим размахом приведенных напряжений Ds¢l или соответствующей амплитудой деформаций e¢dl.
Штрихом отмечены все величины, относящиеся к периоду эксплуатации, предшествующему началу анализа.
Ф.2.2 При расчете накопленной к началу анализа возможности продления срока службы статической поврежденности П¢ст и соответствующей ей статической поврежденности с учетом запасов [Пст]¢ допускается разбивать всю наработку за этот период на годовые интервалы.
В этом случае j-й установившийся режим - это среднегодовой режим
эксплуатации; q¢ - число годовых интервалов, т.е. число
лет эксплуатации до начала анализа, а в качестве ![]() принимается температура
металла, соответствующая среднегодовой температуре пара
принимается температура
металла, соответствующая среднегодовой температуре пара ![]() по данным
электростанции; t¢j - наработка при этой температуре за один j-й год; t¢pj и [tp]¢j - времена до наступления предельного состояния под действием
среднегодовых эквивалентных напряжений ползучести
по данным
электростанции; t¢j - наработка при этой температуре за один j-й год; t¢pj и [tp]¢j - времена до наступления предельного состояния под действием
среднегодовых эквивалентных напряжений ползучести ![]() и
и ![]() соответственно, определяемые
по диаграммам длительной прочности для каждого j-го года эксплуатации в соответствии с изменявшимися в этом году,
по сравнению с другими годами, условиями эксплуатации (если в течение
нескольких лет среднегодовые условия не менялись, эти годы объединяются в один
временной интервал).
соответственно, определяемые
по диаграммам длительной прочности для каждого j-го года эксплуатации в соответствии с изменявшимися в этом году,
по сравнению с другими годами, условиями эксплуатации (если в течение
нескольких лет среднегодовые условия не менялись, эти годы объединяются в один
временной интервал).
Величина ![]() для металла с учетом
возможных отклонений среднегодовой температуры пара
для металла с учетом
возможных отклонений среднегодовой температуры пара ![]() от номинальной
определяется по формуле:
от номинальной
определяется по формуле:
![]() (Ф.6)
(Ф.6)
где ![]() - номинальная
температура пара;
- номинальная
температура пара;
![]() - температура металла в рассматриваемой зоне ротора или корпуса
на установившемся номинальном режиме, соответствующая номинальной температуре
пара.
- температура металла в рассматриваемой зоне ротора или корпуса
на установившемся номинальном режиме, соответствующая номинальной температуре
пара.
Ф.2.3 Допускаемое число циклов изменения нагрузок на роторы или корпусы [N]l (каждого l-го из рассматриваемых типов циклических нагрузок) определяется через число циклов данного типа Npl до появления трещины малоцикловой усталости (МЦУ) следующим образом:
[N]l = min{N1l, N2l}, (Ф.7)
где N1l = Npl/nN - число циклов до появления трещин МЦУ, соответствующее приведенной к симметричному изотермическому циклу амплитуде интенсивности деформаций edl, деленной на коэффициент запаса nN;
N2l - число циклов до появления трещин МЦУ, соответствующее увеличенной амплитуде интенсивности деформаций ne × edl;
nN - коэффициент запаса циклической прочности по числу циклов;
ne - коэффициент запаса циклической прочности по деформации;
Npl - определяется по методике действующей нормативной документации с помощью экспериментальных кривых усталости для материала рассматриваемого ротора или корпуса (в этом случае nN = 5) или с помощью приближенных корреляционных зависимостей между числами циклов Npl и амплитудами edl (в этом случае nN = 10).
Коэффициент запаса по деформации принимается равным ne = 1,5 (для корпусных деталей, изготовленных методом ковки, ne = 1,25).
Если по данным, представленным электростанцией, невозможно установить типы проведенных пусков (и соответствующих им циклов), а известно только их общее число n за время до момента анализа накопленной поврежденности, то накопленная циклическая поврежденность Пц определяется в запас по упрощенной формуле:
Пц = n/Np (или [Пц] = n/[N]), (Ф.8)
где Np - число циклов до появления трещин МЦУ, соответствующее наиболее жесткому режиму (т.е. режиму с максимальной амплитудой деформаций ed в рассматриваемой зоне).
Ф.2.4 Прогнозируемая на последующий за анализом период эксплуатации осредненная годовая поврежденность П²г, которая будет накапливаться в рассматриваемой зоне ротора или корпуса при чередовании q² типов установившихся режимов, сопровождающихся ползучестью в этой зоне (q² = 1; 2) и К² типов переменных режимов с циклическими нагрузками (К² = 3; 4), а также соответствующая осредненная годовая поврежденность [Пг]² определяются формулами:
 (Ф.9)
(Ф.9)
 (Ф.10)
(Ф.10)
где ![]() - прогнозируемое
время работы на установившемся режиме j-го типа
в течении одного года при эксплуатации после продления ресурса при температуре
металла
- прогнозируемое
время работы на установившемся режиме j-го типа
в течении одного года при эксплуатации после продления ресурса при температуре
металла ![]() и
эквивалентных местных напряжениях ползучести
и
эквивалентных местных напряжениях ползучести ![]() в проверяемой зоне ротора или
корпуса;
в проверяемой зоне ротора или
корпуса;
![]() - прогнозируемое осредненное число циклов l-го типа за один год при эксплуатации после продления
ресурса с размахом местных эквивалентных напряжений
- прогнозируемое осредненное число циклов l-го типа за один год при эксплуатации после продления
ресурса с размахом местных эквивалентных напряжений ![]() или соответствующей этому
размаху амплитудой деформаций
или соответствующей этому
размаху амплитудой деформаций ![]() в рассматриваемой зоне;
в рассматриваемой зоне;
![]() ,
, ![]() ,
, ![]() ,
, ![]() - величины, аналогичные описанным в п. 2.1 настоящего приложения,
определяемые в зависимости от температуры металла, установившихся напряжений
ползучести, размахов циклических напряжений и амплитуд деформаций в проверяемых
зонах при q² типов установившихся и k² типов циклических прогнозируемых режимов
на последующий за анализом (продляемый) период эксплуатации;
- величины, аналогичные описанным в п. 2.1 настоящего приложения,
определяемые в зависимости от температуры металла, установившихся напряжений
ползучести, размахов циклических напряжений и амплитуд деформаций в проверяемых
зонах при q² типов установившихся и k² типов циклических прогнозируемых режимов
на последующий за анализом (продляемый) период эксплуатации;
![]() - запас по поврежденности на продляемый период
эксплуатации (в настоящее время
- запас по поврежденности на продляемый период
эксплуатации (в настоящее время ![]() , определяемый в п.п. 5.8.6 и 6.10.6 настоящего приложения; после накопления опыта
продления индивидуального ресурса станет возможным устанавливать
, определяемый в п.п. 5.8.6 и 6.10.6 настоящего приложения; после накопления опыта
продления индивидуального ресурса станет возможным устанавливать ![]() ).
).
Двумя штрихами отмечены все величины, относящиеся к периоду эксплуатации после проведения анализа и продления ресурса.
Ф.3 Определение наработки до появления трещин ползучести и малоцикловой усталости и оценка остаточного ресурса
Ф.3.1 Суммарная допускаемая поврежденность с учетом запасов (по напряжениям, деформациям, циклам и поврежденности) [П], накапливаемая за время до и после анализа возможности продления ресурса, должна удовлетворять условию:
[П] = [П]¢ + [П]ост £ 1, (Ф.11)
где [П]ост = [П]² - допускаемая поврежденность, а [П]¢ - накопленная к началу анализа поврежденность с учетом запасов, определяемая формулой (5).
Ф.3.2 Согласно выражению (11) [П]ост определяется формулой:
[П]ост £ 1 - [П]¢ (Ф.12)
Ф.3.3 Остаточная допускаемая наработка в годах с учетом запасов по напряжениям, деформациям, циклам, поврежденности [G]ост до появления трещин при комбинированном воздействии ползучести и циклических нагрузок определяется, как отношение допускаемой остаточной поврежденности [П]ост к осредненной годовой поврежденности (с учетом запасов), прогнозируемой на период после анализа возможности продления ресурса [Пг]².
Выражение для [G]ост с учетом (5), (10), (12) определяется формулой:
 (Ф.13)
(Ф.13)
Ф.3.4 Выражение для определения остаточной
допускаемой поврежденности с учетом запасов только по поврежденности ![]() и
и ![]() определяется
формулой:
определяется
формулой:
 (Ф.14)
(Ф.14)
При ![]() =
= ![]() = nП выражение для [G]ост
имеет вид:
= nП выражение для [G]ост
имеет вид:
 (Ф.15)
(Ф.15)
Ф.3.5 Если в предшествующий началу анализа
возможности продления ресурса или в последующий за этим анализом период
эксплуатации отсутствовала поврежденность от ползучести или, наоборот - от
циклических нагрузок (или одной из этих поврежденностей в рассматриваемой зоне можно
пренебречь, по сравнению с другой), то соответствующие формулы для определения
остаточной наработки [G]ост
получают из формул (Ф.13) - (Ф.15), полагая в них равными нулю
либо ![]() и
и
![]() ,
либо
,
либо ![]() и
и
![]() (возможны
и другие комбинации равных нулю или пренебрежимо малых составляющих
поврежденностей П¢ и П²Г).
(возможны
и другие комбинации равных нулю или пренебрежимо малых составляющих
поврежденностей П¢ и П²Г).
Ф.3.6 Если в качестве предельного принимается состояние появления трещины, то остаточная допускаемая наработка [G]ост представляет собой остаточный ресурс с учетом запасов, выраженный в годах наработки.
Ф.3.7 Остаточная наработка до появления трещины без учета запасов Gост (в годах) определяется формулой:
![]() (Ф.16)
(Ф.16)
где П¢ определяется формулой /4/, а П²Г - формулой /9/.
Ф.3.8 Запас остаточного ресурса ntoст определяется:
![]() (Ф.17)
(Ф.17)
Ф.3.9 Если известен режим эксплуатации за весь предполагаемый срок службы, то расчетные наработки (в годах) до появления трещин с учетом и без учета запасов [G] и G определяются формулами:
 (Ф.18)
(Ф.18)
 (Ф.19)
(Ф.19)
где q - число типов установившихся режимов с ползучестью за весь срок службы;
k - число различных типов циклического нагружения также за весь срок службы.
Если в качестве предельного принимается состояние появления трещины, то запас ресурса nt определяется отношением:
Ф.4 Расчетная оценка живучести
Ф.4.1 При расчетной оценке живучести любые выявленные дефекты в роторе или корпусе (трещины, поры, металлургические и технологические дефекты и т.п.) рассматриваются как трещины - наиболее опасный тип дефектов.
Ф.4.2 Для расчетной оценки момента наступления критического состояния, предшествующего разрушению (исчерпание живучести), используется параметр механики разрушения - коэффициент интенсивности напряжений (КИН) при разрушении отрывом - K1. Критическим считается состояние, когда максимальная по фронту трещины величина КИН при одном из возможных режимах достигает критического значения - вязкости разрушения K1c, т.е. выполняется равенство:
K1 = К1c (Ф.21)
Примечание - Следует проверять режимы, при которых либо K1(l) достигает максимальной величины при данной глубине трещины l, либо K1c максимально снижено (при наиболее низком запасе рабочей температуры q от критической температуры хрупкости qк).
Ф.4.3 Для оценки критических размеров дефектов (трещин) рекомендуется использовать правила составления расчетных схем. Поверхностные дефекты заменяются плоскими полуэллиптическими трещинами с полуосями l и с (меньшая полуось l совпадает с направлением роста трещины вглубь тела ротора или корпуса, а большая полуось с перпендикулярна к ней), подповерхностные дефекты заменяются плоскими эллиптическими трещинами с теми же обозначениями полуосей.
Ф.4.4 Глубина поверхностной трещины l (или подповерхностной 2l), при которой выполняется условие (2l), считается критической глубиной, т.е. в этом случае l = lкр.
Ф.4.5 Расчет КИН в вершинах полуосей полуэллиптических поверхностных и эллиптических подповерхностных трещин при изменяющихся вдоль направления роста трещин напряжениях выполняется по нормативным документам.
Ф.4.6 Для расчетных оценок КИН в сечениях и зонах ротора или корпуса, определяющих их живучесть с дефектами, должны быть определены поля напряжений вдоль направления роста дефекта при основных переменных и установившихся режимах. После этого для стационарных режимов выполняются расчеты КИН - K1, а для нестационарных режимов (пуски - остановы и т.п.) их размах DK1 = K1max - K1min (в циклах, соответствующих переменным режимам) при всех характерных рассматриваемых режимах для ряда последовательно увеличивающихся значений глубины трещины.
Ф.4.7 По найденным для каждого значения глубины трещины l максимальным значениям КИН - K1jmax при каждом j-м типе стационарного режима и максимальным значениям размахов КИН DK1jmax при каждом j-м типе переменного режима с помощью кинетических диаграмм или аппроксимирующих их уравнений типа Пэриса для данного материала детали (ротора или корпуса) определяют значения мгновенных скоростей роста трещины Vnj(l) под действием ползучести из уравнений:
и Vцj(l) под действием циклических нагрузок:
 (Ф.23)
(Ф.23)
где tj - время действия установившейся ползучести при стационарном режиме j-го типа;
Nj - число циклов нагружений j-го типа;
Сп, mп, Сц, mц - физические константы материала, определяемые экспериментально;
R - коэффициент асимметрии цикла, определяемый выражением:
 (Ф.24)
(Ф.24)
Допускается использование других зависимостей Vц от R в формуле (23), в частности, в запас живучести допускается полагать R = 0 в тех случаях, когда согласно расчету R < 0 или R > 1.
Ф.4.8 Наработка Gж(l) (в годах), в течение которой трещина прорастает от начальной глубины l0 до текущей l при комбинированном воздействии циклических нагрузок k типов и ползучести на стационарных режимах q типов определяется интегрированием соотношения:
 (Ф.25)
(Ф.25)
где Vпj(l) - скорость роста трещины под действием ползучести при стационарном режиме j-го типа, определяемая из (Ф.22), мм/ч;
Vцj(l) - скорость роста трещины под воздействием циклической нагрузки при переменном режиме j-го типа, определяемая из /23/, мм/цикл;
![]() -
годовое число циклов j-го типа, цикл;
-
годовое число циклов j-го типа, цикл;
![]() - годовое время воздействия ползучести
при j-м стационарном режиме, ч;
- годовое время воздействия ползучести
при j-м стационарном режиме, ч;
Ф.4.9 Расчетное время роста трещины до критического размера l = lкр, определяющее предельное расчетное время живучести ротора или корпуса с трещиной, определяется из (25), если в качестве верхнего предела интегрирования принять глубину трещины l = lкр, при которой коэффициент интенсивности напряжений достигает своего критического значения - вязкости разрушения K1 = K1с (если lкр/Н £ 0,7 для поверхностной трещины).
Ф.4.10 Расчетное время докритического роста трещины [Gж] от начальной глубины l0 до глубины lпр, соответствующей предельно допускаемому состоянию ротора или корпуса с дефектом с учетом критериев и запасов живучести, определяется, как минимум из следующих величин:
[Gж] = min{GI, GII, GIII, GIV} (Ф.26)
где GI - время подрастания трещины до того момента, когда годовая скорость достигнет принятой в качестве предельной величины V*, мм/год;
GII - ориентировочное время, при котором резко возрастает скорость роста трещины, что может служить сигналом о наступлении предкритического состояния;
GIII - время, по истечении которого значение КИН при наиболее неблагоприятном режиме (режим с наибольшей вероятностью хрупкого разрушения) достигает величины
![]()
где nк - коэффициент запаса по КИН;
GIV - время, по истечении которого глубина трещины достигает предельно допускаемой величины
![]()
где nl - коэффициент запаса по критической глубине или по критическому размеру дефекта (трещины).
Ф.4.11 Для роторов и корпусных деталей турбин принимаются следующие значения предельной величины годовой скорости роста трещины V* (b мм/год), запасов по КИН - nк и по глубине дефекта (трещины) - nl.
V* £ 1,0 мм/год;
nк ³ 1,5;
nl ³ 2,2.
Примечания:
1) для трещин в ободе диска рекомендуется принимать V* £ 2,5 мм/год;
2) после накопления опыта сопоставления расчетных и экспериментальных оценок скорости и времени докритического роста трещин в роторах и корпусных деталях турбин, определяющих время их живучести с трещинами, приведенные в п. Ф.4.10, критерии живучести (26) и указанные в п. Ф.4.11 настоящего приложения значения запасов должны подвергнуться дополнительному анализу и корректировке.
Ф.5 определение остаточного и полного расчетного ресурса роторов
Ф.5.1 В соответствии с определением предельного состояния для роторов, приведенным в п. Ф.4.2. настоящего приложения, расчетный ресурс ротора [G] определяется формулой (Ф.18), как наработка до появления трещин ползучести и/или малоцикловой усталости при обеспечении принятых запасов по напряжениям, деформациям, циклам и накапливаемой поврежденности в соответствии с заданными при проектировании или известными из опыта режимами эксплуатации за весь срок службы.
Расчетное время живучести роторов с дефектами не включается в их расчетный ресурс.
Ф.5.2 Остаточный ресурс ротора с учетом запасов [G]ост определяется по формулам (13) - (15) на основе расчетных оценок поврежденности, накопленной к моменту анализа возможности продления ресурса с учетом особенностей режимов эксплуатации за предшествующий анализу период, и поврежденности, которая будет накапливаться в последующий за анализом период с учетом особенностей прогнозируемых на этот период режимов эксплуатации.
Ф.5.3 При расчетной оценке остаточного ресурса ротора проверяется удовлетворение критериев статической (кратковременной и длительной) и циклической прочности и предельно допускаемой поврежденности для следующих зон:
- осевой канал на участках дисков двух первых ступеней РВД и РСД;
- передняя и задняя галтели дисков двух первых ступеней РВД и РСД;
- тепловые канавки переднего концевого уплотнения (ПКУ), промежуточного уплотнения и диафрагменного уплотнения между дисками первой и второй ступеней (если такие канавки имеются);
- концентраторы в пазах Т-образного и галтелях зубчиков грибовидных хвостовых соединений ободьев дисков первых ступеней РВД и РСД.
Ф.5.4 В том случае, если накопленное число пусков турбины с исследуемым ротором не превысило 300, допускается выполнять расчетную оценку остаточного ресурса [G]ост только по критериям длительной статической прочности и накапливаемой поврежденности от действия только ползучести для зоны осевого канала (если в последующий за анализом период не прогнозируется значительное увеличение среднегодовых чисел пусков, по сравнению с требованиями нормативных документов к маневренности турбоагрегатов рассматриваемого типа).
В этом случае в формулах (Ф.13) - (Ф.15) для расчета остаточного ресурса можно полагать ![]() и
и ![]() , а
суммарная накапливаемая за предшествующий анализу и последующий периоды поврежденность
с учетом запасов [П] в формуле (11)
должна удовлетворять условию [П] £ 0,9 вместо 1,0, а в формуле (Ф.15) - 0,9/n вместо 1/n.
, а
суммарная накапливаемая за предшествующий анализу и последующий периоды поврежденность
с учетом запасов [П] в формуле (11)
должна удовлетворять условию [П] £ 0,9 вместо 1,0, а в формуле (Ф.15) - 0,9/n вместо 1/n.
Ф.5.5 Оценка кратковременной статической прочности роторов выполняется по номинальным напряжениям от центробежных сил (ЦБС) без учета температурных напряжений и их концентрации.
Ф.5.6 Оценка длительной статической прочности выполняется по номинальным напряжениям и местным напряжениям с учетом концентрации в условиях ползучести от действия ЦБС при номинальной (расчетной) частоте вращения и температурном поле ротора, соответствующем номинальному режиму.
Ф.5.7 Запасы кратковременной статической прочности роторов
Ф.5.7.1 Для роторов, работающих при упругом деформировании, запас прочности при номинальной (расчетной) частоте вращения определяется по отношению к максимальному значению номинального эквивалентного напряжения sэ.
Ф.5.7.2 Коэффициент запаса по пределу текучести материала цельнокованых роторов s0,2q при расчетной температуре q на стационарном режиме принимается равным nт ³ 1,6.
Ф.5.8 Запасы прочности при статическом нагружении в условиях ползучести
Ф.5.8.1 Определение запасов прочности в условиях ползучести производится только для номинальной (расчетной) частоты вращения ротора.
Ф.5.8.2 Для
роторов, работающих в условиях ползучести, запас по номинальным напряжениям,
полученным из расчета напряженного состояния с учетом ползучести (на
рассматриваемом ресурсе t), по
отношению к пределу длительной прочности ![]() при расчетной температуре q, определенному на том же ресурсе t, принимается равным nдп ³ 1,5
при расчетной температуре q, определенному на том же ресурсе t, принимается равным nдп ³ 1,5
Для роторов из стали Р2, Р2МА (25Х1М1ФА), изготовленных по действующим нормативным документам, допускается снижение этого запаса до nдп ³ 1,3, если расчет напряженного состояния ротора в условиях ползучести выполнен по теории старения с использованием изохронных кривых.
для стали марок Р2, Р2МА (25Х1М1ФА)
0,7 % при ресурсе 105 ч.,
0,9 % при ресурсе 2 × 105 ч.,
1,0 % при ресурсе, превышающем 2 × 105 ч.;
для сталей других марок
0,6 % при ресурсе 105 ч.,
0,7 % при ресурсе 2 × 105 ч.,
0,8 % при ресурсе, превышающем 2 × 105 ч.
Ф.5.8.4 Для зон концентрации напряжений, вычисленных с учетом ползучести (но без учета температурных напряжений), значения коэффициентов запаса длительной прочности, указанные в п. 5.8.2 настоящего приложения, принимаются на 10 % меньше.
Ф.5.8.5 Для роторов, работающих в условиях ползучести и циклического нагружения, кроме требований, предусмотренных в п.п. Ф.5.8.2, Ф.5.8.3, Ф.5.8.4 настоящего приложения, должны соблюдаться требования по суммарной накапливаемой поврежденности [П] согласно формуле (11).
В развернутом виде это условие выражается формулами:
 (Ф.27)
(Ф.27)
При определении допускаемой
поврежденности [П] с учетом запасов только по поврежденности ![]() ,
, ![]() условие (Ф.27) имеет следующий вид:
условие (Ф.27) имеет следующий вид:
 (Ф.28)
(Ф.28)
при ![]() =
= ![]() = n условие (Ф.28)
имеет вид:
= n условие (Ф.28)
имеет вид:
 (Ф.29)
(Ф.29)
Ф.5.8.6 Запас по поврежденности для роторов nП принимается nП = 5.
Ф.6 Определение остаточного и полного ресурса корпусных деталей
Ф.6.1 Время живучести корпусных деталей с дефектами (трещинами) включается в их расчетный ресурс.
Соответственно полный и остаточный расчетные ресурсы корпуса [L] и [L]ост (в годах включают полную [G] или остаточную [G]ост наработку (в годах) до появления трещины и расчетное время докритического роста трещины [Gж] и определяются формулами:
Ф.6.2 Поскольку в литых корпусных деталях велика вероятность наличия невыявленных при изготовлении металлургических и технологических дефектов, допускается определять полный и остаточный ресурсы таких деталей без учета времени до появления трещины, т.е. полагать в (30) и (31) [G] = 0 и [Gж]ост = 0 соответственно.
В этом случае
[L]ост = [L] = [Gж] (Ф.32)
Ф.6.3 Первая часть полного и остаточного расчетных ресурсов корпуса [G] и [G]ост определяются по формулам (Ф.18) и (Ф.13) - (Ф.15) соответственно, а вторая часть [Gж] - по формуле (Ф.26).
Ф.6.4 Корпус может быть признан работоспособным, если после обнаружения трещины и необходимого ремонта его расчетный остаточный ресурс [L]ост будет превышать продолжительность запланированного межремонтного периода.
Ф.6.5 Оценки статической (кратковременной и длительной) прочности корпусов выполняются по различным критериям с учетом дифференциации их напряженного состояния по степени опасности его составляющих на три группы эквивалентных упругих (или условно упругих) напряжений, вычисляемых по общим и местным мембранным, изгибным, температурным и компенсационным напряжениям в соответствии с их классификацией по категориям и группам (приложение 1 к настоящему порядку определения расчетного ресурса).
Концентрация напряжений в зонах отверстий, пазов, выступов и патрубков при оценках статической прочности не учитывается.
Ф.6.6 Для оценок длительной статической прочности составляющие групп и категорий напряженного состояния и групп эквивалентных напряжений получают на основании расчетов с учетом ползучести. Допускается использовать в критериях длительной прочности завышенные значения напряжений из упругого расчета, если эти критерии удовлетворяются.
Ф.6.7 Оценки циклической прочности (допускаемых чисел циклов по п. 2.3 и циклических составляющих поврежденности в (Ф.4), (Ф.5), (Ф.9) - (Ф.16), (Ф.18), (Ф.19) выполняются по амплитудам эквивалентных упругих (или условно упругих) напряжений, вычисляемых через все составляющие напряженного состояния (общие и местные мембранные, изгибные, температурные и компенсационные напряжения) с учетом их концентрации.
Ф.6.8 Оценки составляющих поврежденности от ползучести в формулах (Ф.4), (Ф.5), (Ф.9) - (Ф.16), (Ф.18), (Ф.19) выполняются по эквивалентным напряжениям, вычисляемым через составляющие общих и местных мембранных и изгибных напряжений с учетом их концентрации, получаемые из расчета с учетом ползучести.
Ф.6.9 Критерии и запасы кратковременной статической прочности
Ф.6.9.1 Для всех зон стенки корпуса должны удовлетворяться критерии кратковременной статической прочности для двух групп эквивалентных напряжений:
![]() (Ф.33)
(Ф.33)
где ![]() - предел текучести материала
при расчетной температуре q;
- предел текучести материала
при расчетной температуре q;
(s)j=1 - первая группа эквивалентных напряжений, вычисляемых через составляющие только общих мембранных напряжений (приложение 1 к настоящему порядку определения расчетного ресурса);
(s)j=2 - вторая группа эквивалентных напряжений, вычисляемых через составляющие общих и местных мембранных и общих изгибных напряжений (приложение 1 к настоящему порядку определения расчетного ресурса);
![]() ,
, ![]() - запасы кратковременной статической
прочности для первой и второй групп эквивалентных напряжений.
- запасы кратковременной статической
прочности для первой и второй групп эквивалентных напряжений.
В разделе 7 настоящего приложения приведены дополнительные критерии кратковременной статической прочности.
Ф.6.9.2 Коэффициенты запаса ![]() и
и ![]() принимаются
равными:
принимаются
равными:
![]() = 1,5;
= 1,5; ![]() =
= ![]() /1,3 = 1,15.
/1,3 = 1,15.
Ф.6.10 Критерии и запасы прочности при статическом нагружении в условиях ползучести
Ф.6.10.1 При поверочном расчете на длительную прочность следует рассматривать все стационарные режимы, проходящие при температурах, превышающих указанные в п. 1.4 настоящего приложения.
Ф.6.10.2 Корпус, подлежащий проверке на длительную прочность, должен удовлетворять всем критериям кратковременной статической прочности согласно п. 6.9 настоящего приложения.
Ф.6.10.3 Группы эквивалентных
напряжений ![]() (j = 1,2), вычисляемые через составляющие
напряженно-деформированного состояния, полученные расчетом с учетом ползучести
(без учета концентрации), должны удовлетворять следующим критериям:
(j = 1,2), вычисляемые через составляющие
напряженно-деформированного состояния, полученные расчетом с учетом ползучести
(без учета концентрации), должны удовлетворять следующим критериям:
![]() (Ф.34)
(Ф.34)
где ![]() - предел длительной
прочности материала при расчетной температуре q за время наработки t
часов;
- предел длительной
прочности материала при расчетной температуре q за время наработки t
часов;
![]() ,
, ![]() _ запасы длительной
статической прочности для первой и второй групп эквивалентных напряжений
ползучести.
_ запасы длительной
статической прочности для первой и второй групп эквивалентных напряжений
ползучести.
![]()
Формулы для пересчета коэффициента запаса для второй группы эквивалентных напряжений, а также дополнительный критерий длительной прочности приведены в разделе Ф.7 настоящего Приложения.
Ф.6.10.5 Для корпусов, работающих в условиях ползучести и циклического нагружения, кроме требований, предусмотренных в п. 6.9 и п. 6.10, должны также соблюдаться запасы по суммарной накапливаемой поврежденности [П] согласно формуле (11) настоящего приложения..
В развернутом виде это условие выражается формулами (Ф.27) - (Ф.29).
Ф.6.10.6 Запас по поврежденности для корпусов nП принимается равным nП = 5, однако в конкретных случаях по усмотрению экспертной организации, выполняющей оценку индивидуального ресурса корпуса, запас по поврежденности корпусных деталей может быть уменьшен.
Ф.7.1 Классификация эквивалентных напряжений
Ф.7.1.1 В критериях статической и циклической прочности используется дифференциация эквивалентных напряжений sэ по группам, в соответствии с классификацией всех компонентов напряженного состояния корпусных деталей по категориям, позволяющей дифференцировать запасы прочности в зависимости от степени опасности каждой из категорий.
(s)1 - группа эквивалентных напряжений, определяемая по составляющей общих мембранных напряжений sjm;
(s)2 - группа эквивалентных напряжений, определяемая по суммам составляющих общих (или местных) мембранных и общих изгибных напряжений;
(s)R - максимальный размах эквивалентных напряжений, определяемых по сумме составляющих общих (или местных) мембранных, общих и местных изгибных, общих температурных напряжений и напряжений компенсации (общих и местных мембранных и изгибных).
Максимальный размах эквивалентных напряжений при поверочном расчете на статическую прочность определяется по максимальным sэmax и минимальным sэmin (в алгебраическом смысле) значениям номинальных эквивалентных напряжений для всего процесса возможного изменения напряжений (во всех рассматриваемых режимах) (s)R = sэmax - sэmin, где эквивалентные номинальные напряжения sэ вычисляются по формулам /1,2 или 3/ через значения всех составляющих компонентов напряженного состояния без учета их концентрации.
(saF) - амплитуда эквивалентных напряжений, определяемых по суммам составляющих общих или местных мембранных, общих и местных изгибных, общих и местных температурных напряжений и общих и местных мембранных и изгибных напряжений компенсации с учетом концентрации напряжений в корпусе, вызванной влиянием таких концентраторов, как отверстия, галтели, кольцевые пазы и выступы, штуцеры и т.п.
Амплитуда эквивалентных напряжений в цикле определяется по максимальным и минимальным (в алгебраическом смысле) значениям эквивалентных напряжений (saF) = (sэmax - sэmin)/2, которые вычисляются через значения всех составляющих компонентов напряженного состояния с учетом их концентрации.
Ф.7.1.2 Общие и местные мембранные, изгибные и температурные напряжения, используемые для вычисления трех первых групп эквивалентных напряжений (s)1, (s)2, (s)R, определяются без учета влияния концентраторов напряжений типа отверстий, угловых галтелей в кольцевых пазах и у кольцевых выступов, штуцеров. Концентрация напряжений в зоне таких концентраторов учитывается только при определении четвертой группы эквивалентных напряжений (sаF), используемой при проверке выполнения критериев циклической (малоцикловой) прочности и оценке величины накапливаемой суммарной (статической и циклической) поврежденности. Третья группа эквивалентных напряжений (s)R используется в качестве необязательного дополнительного критерия кратковременной статической и длительной прочности по усмотрению конструкторской (проектной) организации.
В случае выполнения расчета напряжений одним из численных методов (например, МКЭ) для удобства выделения трех первых групп эквивалентных напряжений ((s)1, (s)2, (s)R), которые рассматриваются как номинальные и должны вычисляться без учета концентрации в зонах отверстий, пазов, выступов, патрубков, составляются две расчетные модели корпуса: предварительная модель, в которой такие концентраторы исключены (отверстия и пазы «закрыты», выступы и патрубки «удалены»), и окончательная модель - с учетом концентраторов.
Допускаются и другие способы выделения указанных групп эквивалентных напряжений (номинальных напряжений).
Ф.7.2 Дополнительные критерии и коэффициенты запаса статической прочности корпусных деталей.
Ф.7.2.1 Для зон стенки корпуса, где возникают циклические напряжения, содержащие дополнительно местные изгибные напряжения, общие температурные напряжения, а также общие или местные компенсационные напряжения дополнительно к критериям кратковременной статической прочности /33/ проверяются критерии относительно размаха и максимальной по модулю величины эквивалентных напряжений (s)R, |sэmax|, |sэmin|:
 (Ф.35)
(Ф.35)
Выполнение критериев (35) и (36) не является обязательным в тех случаях, когда возможное при эксплуатации искажение формы конструкции, связанное с невыполнением этих критериев, не может повлиять на нормальную эксплуатацию рассчитываемого корпуса (например, не может возникнуть значительный остаточный прогиб корпуса или нарушение герметичности фланцевых соединений, заклинивание шпонок, препятствующее расширению и скольжению корпуса и т.п.).
Ф.7.2.2 При поверочном расчете на длительную прочность для зон, указанных в 7.2.1 кроме критериев (Ф.34), дополнительно проверяется критерий:
Ф.7.2.3 Коэффициенты запаса ![]() ,
, ![]() ,
вычисляются по формулам:
,
вычисляются по формулам:
![]() (Ф.38)
(Ф.38)
![]() (Ф.39)
(Ф.39)
Если в рассматриваемом сечении местные мембранные напряжения отсутствуют, то
![]()
![]() (Ф.40)
(Ф.40)
Если в рассматриваемом сечении возникают местные мембранные напряжения, то
Приложение X
(рекомендуемое)
X.1 Общие положения
X.1.1 Настоящие методические рекомендации устанавливают возможность эксплуатации высокотемпературных (температура пара на входе не ниже 450 °С) литых корпусных деталей паровых турбин с давлением пара > 9 МПа, в которых при контроле обнаружены трещины. Появление трещины на литом корпусе цилиндра или клапана паровой турбины (далее по тексту «литой детали») не обязательно исключает возможности дальнейшей эксплуатации, но требует установления периодического контроля за развитием трещины и состоянием металла.
X.1.2 Методические рекомендации распространяются на литые детали из сталей 15Х1М1ФЛ, 20ХМФЛ и 20ХМЛ турбин АО «Ленинградский Металлический завод», АО «Турбомоторный завод» и АО «Турбоатом», наработка которых составляет не менее 50 тыс. ч, но не превышает 300 тыс. ч, а трещины расположены в доступной для ремонта зоне.
Х.2.1 При обнаружении дефекта, решение о методе ремонта: удаление или оставление - принимается на основании специального обследования для определения его протяжённости и глубины, а так же толщины стенки детали. При этом учитывается также зона расположения трещины.
Х.2.2 Протяжённость каждого дефекта устанавливается визуальным контролем и уточняется с помощью неразрушающих методов (МПК, УЗК, цветная дефектоскопия, травление, токовихревой метод и т.д.). После этого осуществляется фиксирование размеров трещины с помощью сверления или кернения, служащих исходными отметками для последующего контроля, а так же являющихся препятствием для дальнейшего развитие дефекта.
Х.2.3 Фиксирование протяжённости трещины на необработанных (литейных) поверхностях проводится засверловкой концов трещины сверлом диаметром 18 мм на глубину 10 мм; на обработанных поверхностях (фланцы, расточки, резьба) - сверлом диаметром 5 мм на ту же глубину или кернением.
Х.2.4 Максимальная глубина трещины оценивается путём 3 - 5 сверлений диаметром 18 мм, равномерно расположенных по длине трещины и удалённых друг от друга не более чем на 100 мм, причём одно - два сверления должны быть посередине трещины и на участке её максимального раскрытия. Сверление прекращается, как только визуальным путём в результате контроля с подсветкой при углублении сверла на каждые 3 - 4 мм устанавливается, что дно гнезда сверления очистилось от дефекта. Для облегчения обнаружения выхода сверления за пределы трещины применяется токовихревой метод контроля.
Х.2.5 При расположении дефекта на обработанной поверхности, если не принято решение о его удалении, глубина трещины определяется с помощью экспериментально найденного соотношения hт = 0,25lт, где lт - длина трещины, a hт - глубина, а так же (для hт менее 10 мм) с помощью неразрушающих физических методов контроля: УЗК, токовихревого и т.д.
Х.2.6 Толщина стенки детали в зоне трещины определяется с помощью ультразвукового толщиномера, при этом в качестве эталона следует использовать фланцы и лапы этой же детали, толщина которых определяется штангенциркулем или другим мерительным инструментом. Допускается определять толщину стенки с помощью мерительных скоб и других механических приспособлений.
Х.2.7 Размеры трещины заносят в протокол визуального обследования. В протоколе так же указывают срок проведения следующего контроля. Протокол подписывается специалистом, осуществляющим наблюдение за состоянием металла турбины и утверждается главным инженером ТЭС.
Х.3.1 Способ ремонта зависит от расположения трещины и результатов сравнения её глубины и протяжённости с размерами дефектов (таблица Х.1), а также выборок (таблица Х.2), оставляемых, согласно настоящей методике, до очередного капитального ремонта. Эти размеры найдены расчётом на базе закономерностей механики разрушения и уточнены с учётом эксплуатационного опыта. Рекомендуемые ниже варианты ремонта предложены, исходя из повышенной роли термических напряжений при образовании трещин на внутренней поверхности, вследствие чего после начального быстрого развития обычно происходит остановка их роста. Напротив, появление трещин с наружной стороны в большей мере связано с ползучестью, и поэтому их удаление желательно, т.к. при этом удаляется и повреждённый ползучестью слой металла. Ниже даются типовые решения в зависимости от результатов такого анализа.
Х.3.4 Трещина на внутренней поверхности, не подпадающая под действие п. Х.3.2 и Х.3.3 настоящего приложения:
- оставляется без выборки, если размеры меньше допускаемых;
- удаляется, а выборка оставляется без подварки, если размеры не превосходят допускаемых;
- удаляется, а выборка подваривается, если размеры образовавшейся выборки превосходят допускаемые.
Х.3.5 Трещина на наружной поверхности, не подпадающая под действие п. Х.3.2 и Х.3.3 настоящего приложения:
- оставляется без выборки в зонах детали с рабочей температурой ниже 400 °С и размерами меньше допускаемых; удаляется, если размеры больше допускаемых, выборка при размерах больше допустимых - подваривается;
- удаляется полностью в зонах детали с рабочей температурой выше 400 °С, выборка при размерах больше допустимых - подваривается.
Х.3.6 Нормы на допустимые дефекты и выборки, указанные в таблицах Х.1 и Х.2 действуют, если межремонтный срок не превышает 5 лет, а число пусков за этот период не более 100. На детали могут быть оставлено несколько единичных дефектов указанного в таблице X.1 размера при условии, что расстояние между их ближайшими точками не меньше 200 мм. Вопрос оставления трещин и выборок, если в одной и той же зоне дефекты располагаются одновременно с внутренней и наружной стороны детали, решает специализированная организация. В случае ремонта в зоне, где дефекты обнаруживались ранее, при определении допустимых размеров трещин и выборок за основу принимается номинальная толщина стенки детали (по чертежу).
Х.3.7 В случае оставления трещины контроль за её глубиной производится при каждом очередном обследовании. В тех случаях, когда размер трещин или выборок превосходит указанный в таблицах Х.1 и Х.2 настоящего приложения или их расположение не соответствует рекомендациям раздела Х.3, срок эксплуатации до очередного контроля (допустимое время работы) определяет специализированная организация расчётным путём.
Таблица X.1 - Глубина и длина единичных эксплуатационных трещин, оставляемых без выборки на поверхности литых корпусных деталей турбин
|
Давление Острого пара |
Мощность, МВт |
Размеры допустимых дефектов (глубина, длина - в долях от толщины стенки) на деталях |
||
|
клапаны |
цилиндры |
|||
|
АО ТМЗ |
9 - 11 |
£ 50 |
0,1´0,7 |
0,15´1 |
|
13 |
50 - 100 |
0,1´0,7 |
0,15´1 |
|
|
24 |
250 |
Не допускаются |
0,15´1 |
|
|
АО ЛМЗ |
9 - 11 |
£ 100 |
0,1´0,7 |
0,15´1 |
|
13 - 24 |
50 - 300 |
0,1´0,7 |
0,15´1 |
|
|
24 |
500 - 1200 |
Не допускаются |
0,15´1 |
|
|
АО ТУРБО-АТОМ |
9 - 11 |
£ 50 |
0,1´0,7 |
0,15´1 |
|
13 |
160 |
0,1´0,7 |
0,15´1 |
|
|
24 |
300 |
0,1´0,7 |
0,15´1 |
|
|
24 |
500 |
Не допускаются |
Не допускаются |
|
Х.4 Определение срока очередного контроля
Х.4.1 Допустимое время работы оценивается по фактической средней скорости роста трещины за межремонтную компанию, предшествующую обнаружению трещины, и эффективной толщине стенки. Такая оценка возможна при отсутствии микроповреждений металла порами ползучести более 3 балла по действующей нормативной документации. Для этого запас по длительной прочности в рассматриваемый период наработки должен быть не менее 1,3.
Х.4.2 Допустимое время работы корпуса до следующего обследования оценивается с помощью выражения
tр = (hст/А)*(lnVcpм - lnVcpт), (X.1)
где hст - толщина стенки детали в направлении хода трещины от внутренней поверхности до ближайшей критической точки, мм;
Vcpт - условная средняя скорость роста трещины за межремонтный период, предшествующий обнаружению трещины;
Vcpм - максимальная скорость при предельно допустимой глубине трещины;
А - постоянная, зависящие от типа детали, состояния металла и режима эксплуатации, определяются статистической обработкой результатов контроля данной корпусной детали за весь срок эксплуатации.
Х.4.3 Условная средняя скорость роста трещины за межремонтный период, предшествующий обнаружению трещины находится из соотношения:
где tмрк - продолжительность межремонтной кампании;
hт - наибольшая глубина трещины, устанавливается по глубине выборки или сверлением;
h0 - условная глубина начального дефекта, определяется из соотношения h0 = 0,1×hст.
Х.4.4 Средняя скорость роста трещины по мере её углубления в деталях различных типов представляется линейной зависимостью
где А и В - постоянные, зависящие от типа детали, состояния металла и режима эксплуатации, определяются статистической обработкой результатов контроля данной корпусной детали за весь срок эксплуатации.
Х.4.5 Максимальная скорость при предельно допустимой глубине трещины Vcpм определяется по зависимости (3) с учётом предельно допустимой глубины трещины. Для корпусов цилиндров максимальная глубина трещины, для которой ведётся расчёт, принимается: hтм = hст, для корпусов клапанов: hтм = 0,75hст. С учётом этого средняя максимальная скорость Vcpм, возможная при предельно допустимом развитии трещины составит соответственно:
для корпуса цилиндра
Vcpм = А + В, (Х.4)
для корпуса клапана
Vcpм = 0,75×А + В, (Х.5)
Х.4.6 За допустимое время работы принимается минимальное значение, полученное с помощью выражения (1) по результатам двух последних обследований корпусной детали. Если рассчитанный межремонтный срок окажется меньше принятого для данной турбины (от 4 до 6 лет), то решение о межремонтном сроке принимается с учётом оценки технического состояния литого металла на вырезанных образцах в соответствии с критериями надёжности литого металла деталей после 100 тыс. ч работы (см. Раздел 7 настоящего стандарта). Эскизы на вырезку образцов предоставляет специализированная организация или завод - изготовитель турбины.
Таблица Х.2 - Глубина выборок, оставляемых без заварки на литых корпусных деталях паровых турбин
|
Давление острого пара, МПа |
Мощность МВт |
Допустимая глубина выборок (в долях от толщины стенки) на деталях, в т.ч. в зоне патрубков (знаменатель) |
||
|
Клапаны |
Цилиндры |
|||
|
АО ТМЗ |
9 - 11 |
£ 50 |
0,25/0,15 |
0,3/0,15 |
|
13 |
50 - 100 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
250 |
0,2/0,10 |
0,3/0,15 |
|
|
АО ЛМЗ |
9 - 11 |
£ 100 |
0,25/0,15 |
0,3/0,15 |
|
13 - 24 |
50 - 300 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
500 - 1200 |
0,2/0,10 |
0,25/0,10 |
|
|
АО ТУРБО-АТОМ |
£ 9 |
£ 50 |
0,25/0,15 |
0,3/0,15 |
|
13 |
160 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
300 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
500 |
0,25/0,15 |
0,3/0,15 |
|
Х.5 Наблюдение за ростом трещин
Х.5.1 Периодический контроль осуществляют после допустимой наработки, рассчитанной в соответствии с рекомендациями в п. Х.4 настоящего приложения.
Х.5.2 Контроль осуществляется на остановленной турбине в соответствии с нормативными документами.
Х.5.3 При вскрытии корпуса положение фронта трещины устанавливают визуальным контролем, а также с помощью методов, указанных в п. Х.2 настоящего приложения.
Х.5.4 При обнаружении увеличения длины трещины более чем на 30 мм на необработанной поверхности или более чем на 10 мм на поверхности фланцевого разъема, специализированная организация проводит оценку остаточного ресурса согласно п. Х.4. При этом за глубину трещины следует принимать разность между новой глубиной выборки или сверления h²т и первоначальной глубиной трещины h¢т. Поэтому вместо (2) принимается
Vcpт = (h²т - h¢т)/tмрк, (Ф.6)
Х.5.5 Критерием прекращения эксплуатации является следующее сочетание: скорость роста трещины при последнем наблюдении - более 10-3 мм/ч, свойства металла не удовлетворяют требованиям критериев надёжности после 100 тыс. ч работы. Затем проводится ремонт корпуса по более полной программе.
Приложение Ц
(рекомендуемое)
Ц.1 Упрощенный метод расчета на хрупкую прочность.
Ц.1.1 Расчет на прочность элементов сосуда проводится в соответствии с ГОСТ 14249 с применением дополнительного коэффициента запаса прочности k по отношению к нормативному допускаемому напряжению [s], т.е. в качестве расчетного допускаемого напряжения используется величина [sр]:
![]() (Ц.1)
(Ц.1)
Коэффициент k принимают равным:
2,0 - при толщине стенки сосуда до 20 мм;
3,0 - при толщине стенки сосуда 20 мм и более.
Ц.1.2 В случае невыполнения условий прочности по п. Ц.1.1. следует проводить расчет хрупкой прочности сосуда по условиям механики разрушения.
Ц.2 Расчет хрупкой прочности по условиям механики разрушения.
Ц.2.1 Оценка температурной границы хрупкой области.
Ц.2.1.1 Основные обозначения, используемые при выполнении расчета на хрупкую прочность, соответствуют п. 6.3.8. настоящего стандарта.
Ц.2.1.2 С использованием имеющихся в специализированных организациях экспериментальных данных принимается расчетное значение критической температуры хрупкости Тк для материала сосуда. Допускается принимать значение Тк согласно п.п. 6.3.8.3. в) настоящего стандарта.
Ц.2.1.3 Граница хрупкой области Tкd определяется приведенной температурой (Т - Тк)*, которой соответствует значение
![]() (Ц.2)
(Ц.2)
где для поверхностной несплошности (трещины)
 (Ц.3)
(Ц.3)
 (Ц.4)
(Ц.4)
где а - глубина поверхностной трещины;
2с - длина трещины;
s - толщина стенки.
При выполнении расчётов на хрупкую прочность в качестве расчетного (гипотетического) дефекта принимают, как правило, поверхностную полуэллиптическую трещину равновесной конфигурации глубиной 0,25s с соотношением полуосей a/c = 2/3.
![]() - предел текучести при расчётной температуре Т, где
Т - рабочая температура, соответствующая минимальной расчетной
температуре для региона в наиболее холодной пятидневке.
- предел текучести при расчётной температуре Т, где
Т - рабочая температура, соответствующая минимальной расчетной
температуре для региона в наиболее холодной пятидневке.
Допускается принимать, что при
интерполяции и экстраполяции в низкотемпературную область ![]() изменяется по
линейному закону.
изменяется по
линейному закону.
Ц.2.1.4 Зависимость критического КИН от приведенной температуры (Т - Тк) принимают в виде:
![]()
Подстановкой в левую часть
уравнения п. Ц.2.1.3.
вышеприведенного соотношения для ![]() определяется величина приведенной
температуры (Т - Тк)*.
определяется величина приведенной
температуры (Т - Тк)*.
Расчет проводится методом последовательных приближений. Достаточной точностью итерационной процедуры следует считать точность вычислений ± 2° С.
В результате решения уравнения п. 2.1.3 определяют переходную температуру хрупкой и хрупко-вязкой областей. Tкd:
Tкd = (T - Tк)* + Tк.
Если Tкd ниже минимальной температуры эксплуатации Т, т.е. Т > Tкd, металл сосуда находится в хрупко-вязкой области. Это означает, что с учетом реальных температур в наиболее холодный период времени металл сосуда не переходит в область хрупкого состояния и, следовательно, сохраняется возможность его эксплуатации в зимнее время.
Если Т < Tкd, выполняется поверочный расчет на прочность для условий хрупкого состояния металла.
Ц.2.2 Поверочный расчет на прочность в области хрупкого состояния металла.
Ц.2.2.1 Сопротивление хрупкому разрушению считается обеспеченным при условии
K1 £ [K1],
где K1 - величина КИН для выбранного трещиноподобного дефекта при рабочем давлении;
[K1] - допускаемый КИН.
Ц.2.2.2 Значение коэффициента интенсивности напряжений K1 определяют в соответствии с п.п. П.5.2 настоящего стандарта. Тип, конфигурация и размеры трещиноподобного дефекта принимаются согласно п. Ц.2.1.3 настоящего Приложения.
Ц.2.2.3 Допускаемое значение коэффициента интенсивности напряжений [K1] в хрупкой области с использованием нормативного коэффициента запаса прочности рекомендуется определять по формуле:
![]() (Ц.5)
(Ц.5)
Ц.3 При подтверждении соблюдения условий хрупкой прочности сосуда по результатам расчётов по п.п. Ц.1.1, Ц.2.1 или Ц.2.2 настоящего приложения сосуд допускается в дальнейшую эксплуатацию на открытом воздухе при отрицательных температурах. В случае неподтверждения условий хрупкой прочности следует выполнить уточнённый расчёт на хрупкую прочность согласно п.п. Ц.1.1., Ц.2.1 или Ц.2.2 настоящего Приложения с использованием фактических данных по пределу текучести и критической температуре хрупкости металла, определённых на вырезке из сосуда.
Допускается закладывать в расчёт иные (меньшие по размерам сравнительно с п. Ц.2.1.3) гипотетические дефекты при обоснованном подтверждении (результатами выполненного контроля) принятых в расчёте геометрических характеристик этих дефектов.
Пуск сосуда при отрицательных температурах должен осуществляться по специальному регламенту.
Библиография
[1] Правила сертификации поднадзорной продукции для потенциально опасных промышленных производств, объектов и работ РД 03-85-95.
[2] Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций РД 10-577-03.
[3] Правила проведения экспертизы промышленной безопасности ПБ 03-246-98.
[4] Правила аттестации и основные требования к лабораториям неразрушающего контроля ПБ 03-372-00. Положение о системе неразрушающего контроля.
[5] Основные санитарные правила работы обеспечения радиационной безопасности СП 2.6.1.799-99 (ОСПОРБ-99).
[6] Нормы радиационной безопасности НРБ-99.
[7] Санитарные правила «Обеспечение радиационной безопасности при рентгеновской дефектоскопии» СП 2.6.1.1283-03.
[8] Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ) СанПиН 2.6.1.1281-03.
[9] Порядок проведения испытаний и утверждения типа средств измерений ПР 50.2.009-94 ГСН.
[10] Правила устройства и безопасной эксплуатации паровых и водогрейных котлов ПБ 10-574-03
[11] Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды ПБ 10-573-03
[12] Правила устройства и безопасной эксплуатации сосудов, работающих под давлением ПБ 03-576-03.
[13] Нормы расчёта на прочность стационарных котлов и трубопроводов пара и горячей воды РД 10-249-98 (Утверждены постановлением Госгортехнадзора России от 25.03.1998 № 50).
[14] Правила и нормы в атомной энергетике. Нормы расчёта на прочность оборудования и трубопроводов атомных энергетических установок ПНАЭ Г-7-002-86 (Утверждены Государственным комитетом СССР по использованию атомной энергии и Государственным комитетом СССР по надзору за безопасным ведением работ в атомной энергетике).
Ключевые слова: ОСНОВНЫЕ ЭЛЕМЕНТЫ КОТЛОВ, ТУРБИНЫ, ТРУБОПРОВОДЫ, ТЭС, ТЕПЛОВЫЕ ЭЛЕКТРОСТАНЦИИ, НАДЕЖНОСТЬ, КОНТРОЛЬ СОСТОЯНИЯ МЕТАЛЛА, МЕТОДЫ И НОРМЫ КОНТРОЛЯ, ТРЕБОВАНИЯ, ПРОЧНОСТЬ, ДОЛГОВЕЧНОСТЬ, РЕСУРС, КРИТЕРИИ ОЦЕНКИ КАЧЕСТВА, ПРОДЛЕНИЕ СРОКОВ ЭКСПЛУАТАЦИИ
|
|
|
|
|
Руководитель организации-разработчика |
||
|
ОАО «ВТИ» |
||
|
наименование организации |
||
|
Генеральный директор |
___________________ |
Г.Г. Ольховский |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель разработки |
||
|
Заместитель |
||
|
генерального директора |
___________________ |
В.Ф. Резинских |
|
должность |
личная подпись |
инициалы, фамилия |
|
Исполнители: |
||
|
Заведующий отделением |
___________________ |
Е.А. Гринь |
|
должность |
личная подпись |
инициалы, фамилия |
|
Заведующий лабораторией |
___________________ |
Ф.А. Хромченко |
|
должность |
личная подпись |
инициалы, фамилия |
|
Заведующий лабораторией |
___________________ |
В.И. Гладштейн |
|
должность |
личная подпись |
инициалы, фамилия |
|
Заведующий сектором |
___________________ |
А.А. Римов |
|
должность |
личная подпись |
инициалы, фамилия |
|
Внештатный сотрудник |
___________________ |
Н.М. Каплан |
|
должность |
личная подпись |
инициалы, фамилия |
|
соисполнители |
||
|
Руководитель организации-соисполнителя |
||
|
ОАО НПО «ЦНИИТМАШ» |
||
|
наименование организации |
||
|
Генеральный директор |
___________________ |
А.В. Дуб |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель разработки |
||
|
Заместитель генерального директора |
___________________ |
В.Н. Скоробогатых |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель ораганизации-соисполнителя |
||
|
ОАО НПО «ЦКТИ» |
||
|
наименование организации |
||
|
Руководитель разработки |
||
|
Генеральный директор |
___________________ |
Ю.К. Петреня |
|
должность |
личная подпись |
инициалы, фамилия |
|
Заведующий отделом |
___________________ |
А.А. Ланин |
|
должность |
личная подпись |
инициалы, фамилия |
|
Заведующий лабораторией |
___________________ |
И.А. Данюшевский |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель организации-соисполнителя ОАО «Инженерный центр ЕЭС», филиал «Фирма ОРГРЭС» |
||
|
наименование организации |
||
|
Директор |
___________________ |
В.А. Купченко |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель разработки |
||
|
Начальник цеха |
___________________ |
Б.Д. Дитяшев |
|
должность |
личная подпись |
инициалы, фамилия |