 | Информационная система | |
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR
STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
ГОСТ
(ИСО 1502:1996) |
КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Допуски
ISO 1502:1996
ISO general-purpose metric screw threads -
Gauges and gauging
(MOD)
Москва
Стандартинформ
2005
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения», ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерения в машиностроении» (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 25 от 26 мая 2004 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Армстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызия |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Госстандарт России |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 1502:1996 «Резьбы ИСО метрические общего назначения. Калибры и измерения» (ISO 1502:1996 «ISO general-purpose metric screw threads - Gauges and gauging»)
При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 2 марта 2005 г. № 37-ст межгосударственный стандарт ГОСТ 24997-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
6 ВЗАМЕН ГОСТ 24997-81
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ГОСТ 24997-2004
(ИСО 1502:1996)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ Допуски Gauges for metric thread. Tolerances |
Дата введения - 2005-07-01
1 Область применения
Настоящий стандарт распространяется на резьбовые и гладкие калибры для метрической резьбы с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967, основными размерами по ГОСТ 24705 и ГОСТ 24706 и допусками по ГОСТ 16093, ГОСТ 4608, ГОСТ 24834 и ГОСТ 11709.
Виды калибров, их наименования, условные обозначения и правила применения калибров - по ГОСТ 24939, технические условия - по ГОСТ 2016.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2016-86 Калибры резьбовые. Технические условия
ГОСТ 4608-81 Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 11709-81 Основные нормы взаимозаменяемости. Резьба метрическая для деталей из пластмасс
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24706-81 Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Основные размеры
ГОСТ 24834-81 Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки
ГОСТ 24939-81 Калибры для цилиндрических резьб. Виды
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения
3.1 В настоящем стандарте приняты следующие обозначения:
b1 - ширина канавки резьбового калибра-кольца или ролика с полным профилем резьбы;
b2 - ширина канавки резьбового калибра-пробки с полным профилем резьбы;
b3 - ширина канавки резьбового калибра-пробки, калибра-кольца или ролика с укороченным профилем резьбы;
d - номинальный наружный диаметр наружной резьбы;
d1 - номинальный внутренний диаметр наружной резьбы;
d2 - номинальный средний диаметр наружной резьбы;
D - номинальный наружный диаметр внутренней резьбы;
D1 - номинальный внутренний диаметр внутренней резьбы;
D2 - номинальный средний диаметр внутренней резьбы;
EI - нижнее отклонение диаметров внутренней резьбы;
es - верхнее отклонение диаметров наружной резьбы;
F1 - расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы;
F2 - расстояние между линией среднего диаметра и концом прямого участка резьбы в направлении впадины резьбы;
F3 - высота укороченного профиля резьбы калибра;
Н - высота исходного треугольника профиля резьбы;
Н1 - допуск диаметра гладкого калибра-пробки для внутренней резьбы;
Н2 - допуск диаметра гладкого калибра-кольца или размера гладкого калибра-скобы для наружной резьбы;
Нp - допуск размера гладкого контрольного калибра-пробки для контроля нового или износа гладкого калибра-кольца или калибра-скобы;
m - расстояние между серединой поля допуска TR проходного и непроходного резьбовых калибров-колец и серединой поля допуска ТСР резьбового контрольного проходного калибра-пробки;
Nk - среднее значение длины свинчивания N по ГОСТ 16093;
Р - шаг резьбы;
r1 - радиус закругления впадины профиля резьбового проходного и непроходного калибров-колец или роликов резьбового проходного и непроходного калибров-скоб;
r2 - радиус закругления впадины профиля резьбового проходного и непроходного калибров-пробок;
S - отклонение от симметричности ширины канавки b3 относительно оси профиля резьбы;
ТСР - допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа, установочного и сортировочного калибров-пробок;
Td - допуск наружного диаметра наружной резьбы;
Тd2 - допуск среднего диаметра наружной резьбы;
TD1 - допуск внутреннего диаметра внутренней резьбы;
TD2 - допуск среднего диаметра внутренней резьбы;
ТР - допуск шага резьбы калибра;
TPL - допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок;
TR - допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец;
Тa1/2 - допуск угла наклона каждой боковой стороны профиля резьбы калибра с полным профилем;
Тa2/2 - допуск угла наклона каждой боковой стороны профиля резьбы калибра с укороченным профилем;
WGO - среднедопустимый износ резьбовых проходных калибров-пробок и калибров-колец;
WNG - среднедопустимый износ резьбовых непроходных калибров-пробок и калибров-колец;
Z1 - расстояние от середины поля допуска Н1, гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы (среднедопустимый износ гладкого проходного калибра-пробки);
Z2 - расстояние от середины поля допуска Н2 гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы;
ZPL - расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы;
ZR - расстояние от середины поля допуска TR резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы.
4 Профиль резьбы калибров
4.1 Полный профиль резьбы, приведенный на рисунке 1, должны иметь калибры-пробки видов (по ГОСТ 24939); КПР-ПР (2); У-ПР (5); У-ПР (8); У-НЕ (10); КНЕ-ПР (12); КНЕ-НЕ (13); У-НЕ (15); КИ-НЕ (16); ПР (21); КПР-ПР (28); КПР-НЕ (29); К-И (30); У-СР (31); У-СР1 (32) и У-СР2 (33).
Рисунок 1
4.2 Полный профиль резьбы, приведенный на рисунке 2, должны иметь калибры-кольца видов ПР (1); ПР (4) и калибр-скоба вида ПР (7).
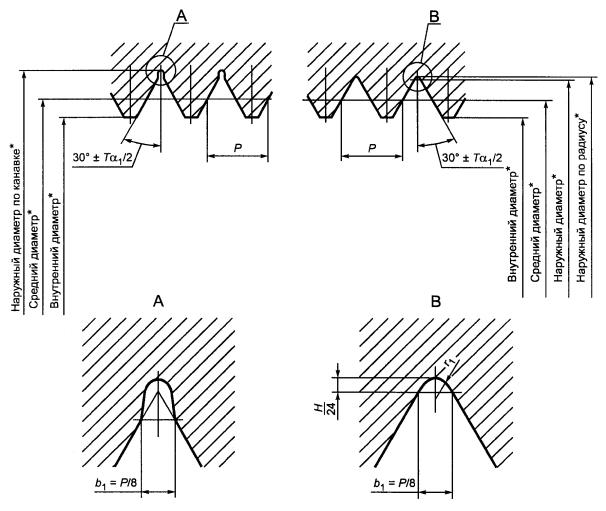
* Не относится к калибру-скобе ПР (7).
Рисунок 2
4.3 Полный профиль резьбы калибров должен выполняться с канавками b1 (рисунок 2) у калибров-колец и b2 (рисунок 1) - у калибров-пробок или с радиусами r1 и r2 соответственно. Радиусы должны сопрягаться по касательной с боковыми сторонами профиля резьбы. Форма канавок - произвольная (по усмотрению изготовителя).
Размеры b1, b2, r1 и r2 должны соответствовать указанным в таблице 1.
Таблица 1
В миллиметрах
|
b1max = P/8 |
r1max = 0,072P = H/12 |
B2max = P/4 |
r2ma, = 0,144P |
H/24 |
|
||
|
0,20 0,25 0,30 |
r1max |
0,014 0,018 0,022 |
r2ma, |
0,029 0,036 0,043 |
0,007 0,009 0,011 |
|
|
|
0,35 0,40 0,45 0,50 0,60 0,70 |
0,025 0,029 0,032 0,036 0,043 0,050 |
0,050 0,058 0,065 0,072 0,086 0,100 |
0,012 0,014 0,016 0,018 0,022 0,025 |
||||
|
0,15 0,17 |
|
||||||
|
0,75 0,80 1,00 |
0,054 0,058 0,072 |
0,19 0,20 0,25 |
0,110 0,110 0,140 |
0,027 0,029 0,036 |
|
||
|
1,25 1,50 1,75 |
0,15 0,19 0,22 |
0,090 0,108 0,126 |
0,31 0,37 0,44 |
0,180 0,210 0,250 |
0,045 0,054 0,063 |
|
|
|
2,00 2,50 3,00 |
0,25 0,32 0,40 |
0,144 0,180 0,217 |
0,50 0,61 0,75 |
0,290 0,360 0,430 |
0,072 0,090 0,108 |
|
|
|
3,50 4,00 4,50 |
0,48 0,50 0,55 |
0,253 0,288 0,325 |
0,88 1,00 1,10 |
0,500 0,580 0,650 |
0,126 0,144 0,162 |
|
|
|
5,00 5,50 6,00 8,00 |
0,60 0,70 0,80 1,00 |
0,361 0,397 0,433 0,576 |
1,25 1,40 1,50 2,00 |
0,720 0,790 0,860 1,152 |
0,180 0,198 0,217 0,289 |
|
|
|
|||||||
4.4 Укороченный профиль резьбы, приведенный на рисунке 3, должны иметь калибры-пробки видов КПР-НЕ (3); К-И (6); НЕ (22); ПР (34); СР (35); СР1 (36) и СР2 (37).
* Размер для справок.
Рисунок 3
4.5 Укороченный профиль резьбы, приведенный на рисунке 4, должны иметь калибры-кольца видов НЕ (11); НЕ (14); ПР (27) и калибры-скобы - НЕ (9) и ПР (26).
* Размер для справок.
** Не относится к калибру-скобе НЕ (9).
Рисунок 4
4.6 Укороченный профиль резьбы калибров должен выполняться с канавкой b3 и размерами F1, F2 и F3, показанными на рисунках 3 и 4 и в таблице 2, или может выполняться с радиусом r1 у калибров-колец и r2 у калибров-пробок с размерами, указанными в таблице 1.
Таблица 2
В миллиметрах
|
F1 = 0,1Р |
|
F3 |
b3 |
|||||
|
0,2Р |
0,15Р |
0,1Р |
Номин. |
Пред. откл. |
||||
|
0,20 |
0,020 |
- |
- |
- |
От 0,05 до 0,07 |
r1max, r2max соответственно |
||
|
0,25 |
0,025 |
»0,06» 0,09 |
||||||
|
0,30 |
0,030 |
»0,07» 0,11 |
||||||
|
0,35 |
0,035 |
» 0,08» 0,13 |
||||||
|
0,40 |
0,040 |
» 0,09» 0,15 |
||||||
|
0,45 |
0,045 |
»0,10» 0,16 |
||||||
|
0,50 |
0,050 |
»0,12» 0,18 |
||||||
|
0,60 |
0,060 |
» 0,14» 0,22 |
||||||
|
0,70 |
0,070 |
» 0,16» 0,26 |
||||||
|
0,75 |
0,075 |
» 0,20» 0,30 |
||||||
|
0,80 |
0,080 |
» 0,20» 0,30 |
||||||
|
1,00 |
0,100 |
» 0,20 » 0,40 |
||||||
|
1,25 |
0,125 |
0,25 |
- |
- |
От 0,25 до 0,50 |
0,30 |
±0,04 |
|
|
1,50 |
0,150 |
0,30 |
» 0,30 » 0,55 |
0,40 |
||||
|
1,75 |
0,175 |
0,30 |
» 0,40 » 0,65 |
0,45 |
±0,05 |
|||
|
2,00 |
0,200 |
0,40 |
» 0,45 »0,75 |
0,50 |
||||
|
2,50 |
0,250 |
0,375 |
» 0,50 » 0,80 |
0,80 |
||||
|
3,00 |
0,300 |
0,450 |
» 0,50 » 0,90 |
1,00 |
±0,08 |
|||
|
3,50 |
0,350 |
- |
0,525 |
» 0,65 » 1,10 |
1,10 |
|||
|
4,00 |
0,400 |
0,600 |
» 0,75 » 1,25 |
1,30 |
0,10 |
|||
|
4,50 |
0,450 |
- |
0,45 |
» 0,75 » 1,25 |
1,70 |
|||
|
5,00 |
0,500 |
0,50 |
» 0,75 » 1,25 |
1,90 |
||||
|
5,50 |
0,550 |
0,55 |
» 0,85 » 1,35 |
2,10 |
||||
|
6,00 |
0,600 |
0,60 |
» 0,95 » 1,45 |
2,30 |
||||
|
8,00 |
0,800 |
0,80 |
» 1,35 » 1,70 |
3,10 |
||||
|
Примечания 1 Вместо размера b3 и отклонения S допускается контролировать высоту F3. 2 Среднее значение F3 равно F1 + 0,2Р при Р £ 2 мм, F1 + 0,15Р при 2 мм < Р < 4,5 мм, F1 + 0,1P при Р ³ 4,5 мм. |
||||||||
Радиусы должны сопрягаться по касательной с боковыми сторонами профиля резьбы. Форма канавок - произвольная (по усмотрению изготовителя).
Радиус r2 допускается выполнять у калибров-пробок с шагом до 1 мм и с радиусом r1 - у калибров-колец с шагом до 1,25 мм.
F1 служит для расчета наружного диаметра калибров-пробок и внутреннего диаметра калибров-колец с укороченным профилем и непосредственному контролю не подлежит.
Размер F3 введен для упрощенного контроля профиля резьбы.
4.7 Отклонение от симметричности S канавки b3 (рисунок 5) не должно быть более предельного отклонения размера b3, приведенного в таблице 2. Предельное отклонение ширины канавки b3 может быть увеличено на 2 (S - X), если действительное смещение X меньше, чем допуск на смещение S.
Рисунок 5
4.8 Профиль ролика калибров-скоб НЕ (9) и ПР (26) должен быть выполнен так, чтобы он соприкасался только с двумя соседними боковыми сторонами контролируемой резьбы (рисунок 6а). Для резьбы с шагом до 0,5 мм контакт между роликом и резьбой должен происходить на расстоянии не более 3Р (рисунок 6б).
Рисунок 6
4.9 Длина резьбы рабочей части резьбовых калибров должна быть не менее указанных в таблице 3.
Таблица 3
|
Минимальная длина резьбы части калибра, мм |
|||
|
ПР (1) |
- |
0,8Nk |
- |
|
КПР-ПР (2) |
- |
- |
0,8Nk + P |
|
КПР-НЕ (3) |
3Р |
- |
- |
|
ПР (4) |
- |
0,8Nk |
- |
|
У-ПР (5) |
- |
- |
0,8Nk + P |
|
К-И (6) |
3Р |
- |
- |
|
ПР (7) |
- |
0,8Nk |
- |
|
У-ПР (8) |
- |
- |
0,8Nk + P |
|
НЕ (9) |
В соответствии с 4.8 |
||
|
У-НЕ (10) |
3Р |
- |
- |
|
НЕ (11) |
3Р |
- |
- |
|
КНЕ-ПР (12) |
3Р |
- |
- |
|
КНЕ-НЕ (13) |
3Р |
- |
- |
|
НЕ (14) |
3Р |
- |
- |
|
У-НЕ (15) |
- |
6Р |
- |
|
КИ-НЕ (16) |
3Р |
- |
- |
|
ПР (21) |
- |
0,8Nk |
- |
|
НЕ (22) |
3Р |
0,8Nk |
- |
|
ПР (26) |
В соответствии с 4.8 |
||
|
ПР (27) |
3Р |
- |
- |
|
КПР-ПР (28) |
3Р |
- |
- |
|
КПР-НЕ (29) |
3Р |
- |
- |
|
К-И (30) |
3Р |
- |
- |
|
У-СР (31) |
- |
0,8Nk |
- |
|
У-СР1 (32) |
- |
0,8Nk |
- |
|
У-СР2 (33) |
- |
0,8Nk |
- |
|
ПР (34) |
3Р |
- |
- |
|
СР (35) |
3Р |
- |
- |
|
CP1 (36) |
3Р |
- |
- |
|
СР2 (37) |
3Р |
- |
- |
|
Примечание - Проходные калибры с длиной резьбы рабочей части по таблице 3 должны применяться для контроля резьбы по ГОСТ 16093 с длиной свинчивания группы N и по ГОСТ 4608 и ГОСТ 24834 с длиной свинчивания в пределах группы N по ГОСТ 16093. Для других длин свинчивания длина резьбы рабочей части проходных калибров должна составлять не менее 0,8 длины свинчивания резьбы. |
|||
4.10 Значения длин рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы приведены в таблице 4.
Таблица 4
|
Длина рабочей части, мм, не менее |
||
|
ПР(17) |
3Р (для калибра-скобы) |
0,8Nk (для калибра-кольца) |
|
НЕ (18) |
3Р |
- |
|
К-ПР (19) |
||
|
К-НЕ (20) |
||
|
ПР (23) |
- |
0,8Nk |
|
НЕ (24) |
3Р |
- |
|
К-И (25) |
||
5 Допуски резьбовых калибров
5.1 Схемы расположения полей допусков среднего диаметра калибров для контроля наружной резьбы по ГОСТ 4608 (без сортировки на группы), ГОСТ 16093, ГОСТ 11709 и ГОСТ 24834 приведены на рисунке 7, внутренней резьбы - на рисунке 8.
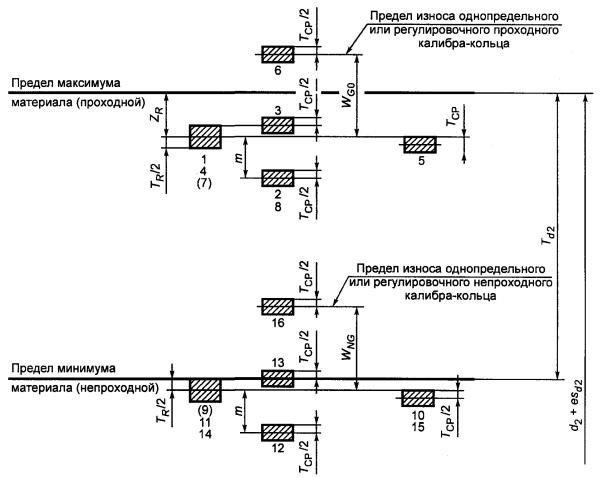
Рисунок 7
Примечания
1 Цифры у полей допусков на рисунках 7 - 12 обозначают номера калибров.
2 Поля допусков для калибров 7, 9 и 26 являются справочными и показаны условно.
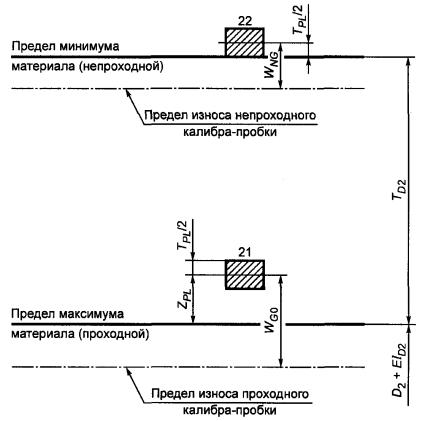
Рисунок 8
5.2 Схемы расположения полей допусков среднего диаметра калибров для контроля наружной резьбы по ГОСТ 4608 с сортировкой на группы должны соответствовать показанному на рисунке 9, внутренней резьбы - на рисунке 10.
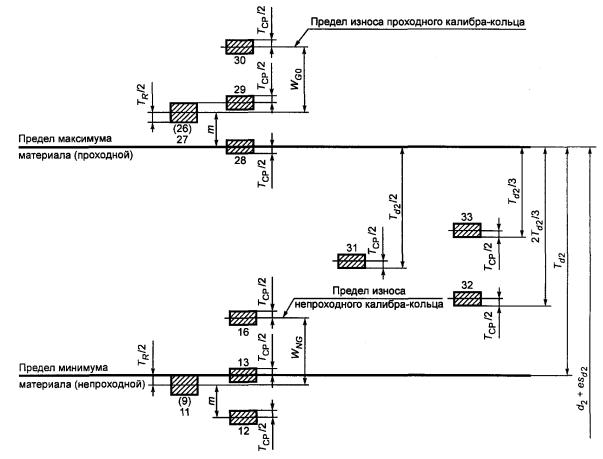
Рисунок 9
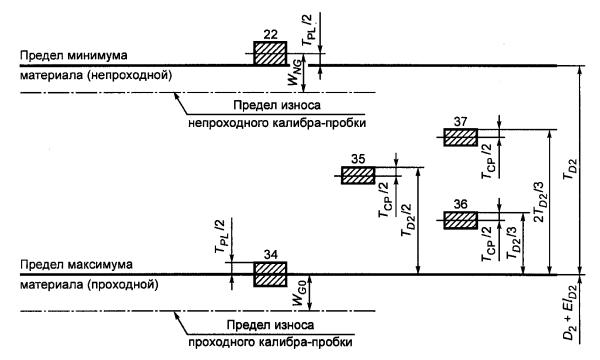
Рисунок 10
5.3 Допуски и величины, определяющие положение полей допусков и предел износа резьбовых калибров, приведены в таблице 5.
Таблица 5
В микрометрах
|
Td2; TD2 |
Tr |
TPL |
TCP2) |
m |
ZR1) |
ZPL |
WGO |
WNG |
||
|
Калибр ПР |
Калибр НЕ |
|||||||||
|
Кольцо |
Пробка |
Кольцо |
Пробка |
|||||||
|
Св. 24 до 50 |
8 |
6 |
6 |
10 |
-4 |
0 |
10,0 |
8,0 |
7,0 |
6,0 |
|
» 50 » 80 |
10 |
7 |
7 |
12 |
-2 |
2 |
12,0 |
9,5 |
9,0 |
7,5 |
|
» 80 » 125 |
14 |
9 |
8 |
15 |
2 |
6 |
16,0 |
12,5 |
12,0 |
9,5 |
|
»125 » 200 |
18 |
11 |
9 |
18 |
8 |
12 |
21,0 |
17,5 |
15,0 |
11,5 |
|
»200 » 315 |
23 |
14 |
12 |
22 |
12 |
16 |
25,5 |
21,0 |
19,5 |
15,0 |
|
» 315 » 500 |
30 |
18 |
15 |
27 |
20 |
24 |
33,0 |
27,0 |
25,0 |
19,0 |
|
»500 » 710 |
38 |
22 |
18 |
33 |
28 |
32 |
41,0 |
33,0 |
31,0 |
23,0 |
|
» 710 » 1000 |
48 |
28 |
22 |
40 |
38 |
42 |
50,0 |
40,0 |
38,0 |
28,0 |
|
1) Значения для ZR должны быть внесены в таблицу 10 с учетом знака; т.е. отрицательные значения в формуле, приведенные в таблице 10, становятся положительными. Значение со знаком минус для ZR означает, что ZR находится вне поля допуска Td2 (рисунок 7). 2) При расчете размеров резьбовых калибров КПР-ПР (2); У-ПР (5); У-ПР (8); У-НЕ (10); КНЕ-ПР (12); У-НЕ (15); У-СР (31); У-СР1 (32); У-СР2 (33); СР (35); СР1 (36) и СР2 (37) допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибров на значение до ТСР/2 для обеспечения резерва на износ. |
||||||||||
5.4 С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым основным отклонением среднего диаметра рекомендуется изготовлять их для резьбы:
4-й и 5-й степеней точности - по 4-й степени точности;
6-й, 7-й и 8-й степеней точности - по 6-й степени точности;
9-й и 10-й степеней точности - по 9-й степени точности.
В обоснованных случаях для контроля резьбы 9-й и 10-й степеней точности допускается применять проходные калибры, изготовленные по 6-й степени точности.
5.5 Предельные отклонения угла наклона боковой стороны профиля резьбы калибров приведены в таблице 6.
Таблица 6
|
Р, мм |
T*a1/2 |
T**a1/2 |
Р, мм |
T*a1/2 |
T**a1/2 |
||||
|
Степень точности резьбы |
Степень точности резьбы |
||||||||
|
2 |
3 - 10 |
2 |
3 - 10 |
2 |
3 - 10 |
2 |
3 - 10 |
||
|
0,20 |
- |
± 60¢ |
- |
± 60¢ |
1,25 |
± 8¢ |
± 13¢ |
± 8¢ |
± 16¢ |
|
0,25 |
± 48¢ |
± 48¢ |
1,50 |
± 12¢ |
|||||
|
0,30 |
± 40¢ |
± 40¢ |
1,75 |
± 7¢ |
± 11¢ |
± 7¢ |
|||
|
0,35 |
± 35¢ |
± 35¢ |
2,00 |
± 10¢ |
± 14¢ |
||||
|
0,40 |
± 31¢ |
± 31¢ |
2,50 |
± 6¢ |
± 6¢ |
||||
|
0,45 |
± 26¢ |
± 26¢ |
3,00 |
± 9¢ |
± 13¢ |
||||
|
0,50 |
± 25¢ |
± 25¢ |
3,50 |
- |
- |
± 12¢ |
|||
|
0,60 |
± 21¢ |
± 21¢ |
4,00 |
± 8¢ |
± 11¢ |
||||
|
0,70 |
± 18¢ |
± 18¢ |
4,50 |
||||||
|
0,75 |
± 17¢ |
± 17¢ |
5,00 |
- |
|||||
|
0,80 |
± 12¢ |
± 16¢ |
± 12¢ |
+ 16¢ |
5,50 |
± 10¢ |
|||
|
1,00 |
± 10¢ |
± 15¢ |
± 10¢ |
6,00 |
|||||
|
8,00 |
|||||||||
5.6 Допуски шага резьбы калибров приведены в таблице 7.
Таблица 7
|
Тр, мкм, для резьбы степени точности |
||
|
2 |
3 - 10 |
|
|
До 12 |
3 |
5 |
|
Св. 12 » 32 |
4 |
5 |
|
» 32» 50 |
5 |
6 |
|
» 50» 105 |
6 |
7 |
|
Примечания 1 Значение ТР относится к расстоянию между любыми витками резьбы калибра. 2 Действительное отклонение может быть со знаком минус или плюс. |
||
6 Допуски гладких калибров
6.1 Схема расположения полей допусков гладких калибров для контроля наружного диаметра наружной резьбы показана на рисунке 11, внутренней резьбы - на рисунке 12.
Рисунок 11
6.2 Допуски и величины, определяющие положение полей допусков и предел износа гладких калибров для контроля наружной резьбы, приведены в таблице 8, внутренней резьбы - в таблице 9.
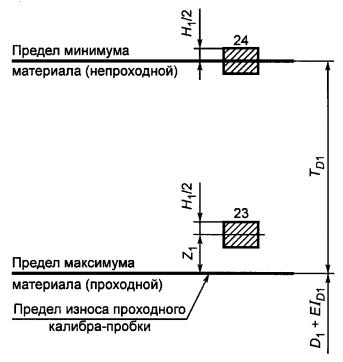
Рисунок 12
Таблица 8
Размеры в микрометрах
|
Н2/2 |
Нр/2 |
Z2 |
|
|
До 85 |
4 |
1 |
8 |
|
Св. 85 » 140 |
5 |
1,5 |
20 |
|
» 140» 335 |
8 |
2 |
38 |
|
Св. 335 до 850 |
15 |
3 |
54 |
|
» 850 » 1180 |
21 |
4 |
60 |
Таблица 9
Размеры в микрометрах
7 Формулы расчета предельных размеров калибров
7.1 Размеры диаметров резьбы калибров для контроля наружной резьбы по ГОСТ 4608 (без сортировки на группы), ГОСТ 11709, ГОСТ 16093 и ГОСТ 24834 должны определяться по формулам, приведенным в таблице 10, внутренней резьбы - в таблице 11.
7.2 Размеры диаметров резьбы калибров для контроля наружной резьбы по ГОСТ 4608 с сортировкой на группы должны определяться по формулам, приведенным в таблице 12, внутренней резьбы - в таблице 13.
Таблица 10
|
Наименование и назначение калибра |
Номер рисунка |
Наружный диаметр |
Средний диаметр |
Внутренний диаметр |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
ПР (1) |
Резьбовой проходной нерегулируемый калибр-кольцо |
2 |
По канавке или радиусу, не менее d + esd
+ TPL + |
d2 + esd2 - ZR |
± TR/2 |
d1 + esd1 |
± TR/2 |
|
|
КПР-ПР (2) |
Резьбовой контрольный проходной калибр-пробка для нового резьбового проходного нерегулируемого калибра-кольца |
1 |
d + esd |
± TPL См. примечание 6 |
d2 + esd2 - ZR - m |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - ZR - m
- |
|
|
КПР-НЕ (3) |
Резьбовой контрольный непроходной калибр-пробка для нового резьбового проходного нерегулируемого калибра-кольца |
3 |
d2 + esd2 - ZR + 2F1 |
± TPL/2 |
d2 + esd2
- ZR + |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - |
|
|
ПР (4) |
Резьбовой проходной регулируемый калибр-кольцо |
2 |
По канавке или радиусу, не менее d + esd + TPL
+ |
He регламентированы, а определяются калибрами У-ПР (5) и КПР-НЕ (3) |
d1 + esd1 |
± TR/2 |
||
|
У-ПР (5) |
Резьбовой установочный калибр-пробка для резьбового проходного регулируемого калибра-кольца |
1 |
d + esd |
± TPL |
d2 + esd2
- ZR + |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - |
|
|
К-И (6) |
Резьбовой контрольный калибр-пробка для контроля износа резьбовых проходных нерегулируемого и регулируемого калибров-колец |
3 |
d2 + esd2 - ZR + WGO + 2F1 См. примечание 4 |
± TPL/2 |
d2 + esd2 - ZR + WGO |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - |
|
|
ПР (7) |
Резьбовой проходной калибр-скоба |
2 |
Размеры и предельные отклонения не регламентированы, а определяются калибрами У-ПР (8) и КПР-НЕ (3). Радиальное биение роликов не более 5 мкм. |
|||||
|
У-ПР (8) |
Резьбовой установочный калибр-пробка для резьбового проходного калибра-скобы |
1 |
d2 + esd |
± TPL |
d2 + esd2 - ZR - m |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - ZR - m
- |
|
|
НЕ (9) |
Резьбовой непроходной калибр-скоба |
4 |
Размеры и предельные отклонения не регламентированы, а определяются калибрами У-НЕ (10) и КНЕ-НЕ (13). Радиальное биение роликов не более 5 мкм. Исполнение ролика в соответствии с 4.8. |
|||||
|
У-НЕ (10) |
Резьбовой установочный калибр-пробка для резьбового непроходного калибра-скобы |
1 |
d + esd - Тd2 |
± TPL |
d2 + esd2
- Тd2 - |
±TCP/2 |
По канавке или радиусу, не более d1 + esd1 - Тd2 - |
|
|
НЕ (11) |
Резьбовой непроходной нерегулируемый калибр-кольцо |
4 |
По канавке или радиусу, не менее d + esd
+ TPL + |
d2 + esd2
- Тd2 - |
± TR/2 |
d2 + esd2
- Тd2 - |
± TR |
|
|
КНЕ-ПР (12) |
Резьбовой контрольный проходной калибр-пробка для нового резьбового непроходного нерегулируемого калибра-кольца |
1 |
d2 + esd |
± TPL |
d2 + esd2
- Тd2 - |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - Тd2 - |
|
|
КНЕ-НЕ (13) |
Резьбовой контрольный непроходной калибр-пробка для нового резьбового непроходного нерегулируемого калибра-кольца |
1 |
d + esd - Тd2 |
± TPL |
d2 + esd2 - Тd2 |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - Тd2 - |
|
|
НЕ (14) |
Резьбовой непроходной регулируемый калибр-кольцо |
4 |
По канавке или радиусу, не менее d + esd
+ TPL + |
He регламентированы, а определяются калибрами У-НЕ (15) и КНЕ-НЕ (13) |
d2 + esd2
- Тd2 - |
± TR |
||
|
У-НЕ (15) |
Резьбовой установочный калибр-пробка для резьбового непроходного регулируемого калибра-кольца |
1 |
d + esd - Тd2 - |
± TPL |
d2 + esd2
- Тd2 - |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - Тd2 - |
|
|
КИ-НЕ (16) |
Резьбовой контрольный калибр-пробка для контроля износа резьбовых непроходных нерегулируемого и регулируемого калибров-колец |
1 |
d + esd - Тd2 - См. примечание 4 |
± TPL |
d2 + esd2
- Тd2 - |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1 - Тd2 - |
|
|
Примечания 1 Числовые значения es следует принимать с учетом их знаков. 2 Формулы для расчета размеров и предельные отклонения среднего диаметра калибров-колец ПР (1) и НЕ (11) приведены для координирования полей допусков контрольных калибров и контроля калибров-колец измерительными приборами. 3 При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для контрольных калибров-пробок. 4 Значения WGO и WNG калибров-пробок К-И (6) и КИ-НЕ (16) следует принимать по таблице 5 для калибров-колец. 5 При расчете размеров калибров-колец ПР (1) с номинальным диаметром резьбы свыше 160 мм по согласованию с заказчиком допускается увеличение допуска внутреннего диаметра ± TR/2 до ± TR. 6 Если у калибров-колец НЕ (11) и НЕ (14) при малом шаге резьбы и большой величине допуска среднего диаметра оказывается невозможным выполнить наружный диаметр большим, чем наибольший наружный диаметр контролируемой резьбы, то его следует уменьшить настолько, чтобы у впадины резьбы имелось притупление размером не более 0,03 мм. То же относится и к наружному диаметру контрольных калибров-пробок. 7 Вследствие возможных случаев неправильной оценки годности резьб с малыми шагами калибры-кольца НЕ (11) и НЕ (14) рекомендуется применять для контроля резьб с допусками среднего диаметра степеней точности 4-й и 6-й - начиная с шага 0,4 мм, степени точности 7-й - начиная с шага 0,5 мм, степени точности 8-й - начиная с шага 1,0 мм и степеней точности 9-й и 10-й - начиная с шага 1,25 мм. Резьбы с меньшими шагами рекомендуется проверять измерительными приборами. 8 Если внутренний диаметр калибров-колец НЕ (11) и НЕ (14) получается меньше внутреннего диаметра калибров-колец ПР (1) и ПР (4), то за наименьший внутренний диаметр калибров-колец НЕ (11) и НЕ (14) принимается соответствующий наименьший внутренний диаметр калибров-колец ПР (1) и ПР (4) и с положительным предельным отклонением, равным допуску внутреннего диаметра калибров-колец НЕ (11) и НЕ (14). 9 Вместо 10 При контроле резьб степеней точности 7-й - 10-й на деталях из пластмасс, полученных литьем под давлением или прессованием, по согласованию с заказчиком допускается применение только резьбового проходного и гладкого непроходного калибров. |
||||||||
Таблица 11
|
Наименование и назначение калибра |
Номер рисунка |
Наружный диаметр |
Средний диаметр |
Внутренний диаметр |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Предел износа |
Номин. |
Пред. откл. |
|||
|
ПР (21) |
Резьбовой проходной калибр-пробка |
1 |
D + EID + ZPL |
± TPL |
D2 + EID2 + ZPL |
± TPL/2 |
D2 + EID2 + ZPL -WGO |
По канавке или радиусу, не более D1 + EID1 - |
|
|
НЕ (22) |
Резьбовой непроходной калибр-пробка |
3 |
D2 + EID2 + TD2
+ |
± TPL |
D2 + EID2 + TD2
+ |
± TPL/2 |
D2 + EID2 + TD2
+ |
По канавке или радиусу, не более D1 + EID1 - |
|
|
Примечания 1 При расчете исполнительных размеров калибров следует определять наибольший предельный размер. 2 Если у калибров-пробок НЕ (22) при малом шаге резьбы и большой величине допуска среднего диаметра оказывается невозможным выполнить внутренний диаметр меньшим, чем наименьший внутренний диаметр контролируемой резьбы, то его следует увеличить настолько, чтобы у впадин резьбы имелось притупление размером не более 0,03 мм. 3 Вследствие возможных случаев неправильной оценки годности резьб с малыми шагами калибр-пробку НЕ (22) рекомендуется применять для контроля резьб с допусками среднего диаметра степеней точности 4-й, 5-й и 6-й - начиная с шага 0,4 мм, степени точности 7-й - начиная с шага 0,5 мм и степеней точности 8-й и 9-й - начиная с шага 0,8 мм. Резьбы с меньшими шагами рекомендуется проверять измерительными приборами. 4 Вместо |
|||||||||
Таблица 12
|
Наименование и назначение калибра |
Номер рисунка |
Наружный диаметр |
Средний диаметр |
Внутренний диаметр |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
ПР (26) |
Резьбовой проходной калибр-скоба (с укороченным профилем резьбы) |
4 |
Размеры и предельные отклонения не регламентированы, а определяются калибрами КПР-ПР (28) и КПР-НЕ (29). Радиальное биение роликов не более 5 мкм. Исполнение ролика в соответствии с 4.8. |
|||||
|
ПР (27) |
Резьбовой проходной нерегулируемый калибр-кольцо (с укороченным профилем резьбы) |
4 |
По канавке или радиусу, не менее d + esd
+TPL + |
d2 + esd2 + m |
± TR/2 |
d2 + esd2 + m - 2F1 |
± TR |
|
|
КПР-ПР (28) |
Резьбовой контрольный проходной калибр-пробка для нового резьбового проходного нерегулируемого калибра-кольца и резьбовой установочный калибр-пробка для резьбового проходного калибра-скобы |
1 |
d + esd |
± TPL |
d2 + esd2 |
± TCP/2 |
По канавке или радиусу, не более d1 +
esd1 - |
|
|
КПР-НЕ (29) |
Резьбовой контрольный непроходной калибр-пробка (с полным профилем резьбы) для нового резьбового проходного нерегулируемого калибра-кольца |
1 |
d2 + esd - Td2 |
± TPL |
d2 + esd2 + m + |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1
+ m + |
|
|
К-И (30) |
Резьбовой контрольный калибр-пробка (с полным профилем резьбы) для контроля износа резьбового проходного нерегулируемого калибра-кольца |
1 |
d + es - Td2 - |
± TPL |
d2 + esd2 + m + WGO |
± TCP/2 |
По канавке или радиусу, не более d1 + esd1
+ m + WGO - |
|
|
У-СР (31) |
Резьбовой установочный калибр-пробка для измерительного прибора, применяемого для сортировки резьбы на I или II группы при сортировке на две группы |
1 |
d2 + esd - |
± TPL |
d2 + esd2 - |
± TCP/2 |
По канавке или радиусу, не более d1 +
esd1 - |
|
|
У-СР1 (32) |
Резьбовой установочный калибр-пробка для измерительного прибора, применяемого для сортировки резьбы на I и II группы при сортировке на три группы |
1 |
d + esd - |
± TPL |
d2 + esd2 - |
± TCP/2 |
По канавке или радиусу, не более d1 +
esd1 - |
|
|
У-СР2 (33) |
Резьбовой установочный калибр-пробка для измерительного прибора, применяемого для сортировки резьбы на II и III группы при сортировке на три группы |
1 |
d + esd - |
± TPL |
d2 + esd2 - |
± ТСР/2 |
По канавке или радиусу, не более d1 +
esd1 - |
|
|
Примечания 1 При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для контрольных калибров-пробок. 2 Вместо |
||||||||
Таблица 13
|
Наименование и назначение калибра |
Номер рисунка |
Наружный диаметр |
Средний диаметр |
Внутренний диаметр |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Предел износа |
Номин. |
Пред. откл. |
|||
|
ПР (34) |
Резьбовой проходной калибр-пробка (с укороченным профилем резьбы) |
3 |
D2 + EID2 + 2F1 |
± TPL |
D2 + EID2 |
± TPL/2 |
D2 + EID2 -WGO |
По канавке или радиусу, не более D1 + EID1 - |
|
|
СР (35) |
Резьбовой сортировочный калибр-пробка для сортировки резьбы на I и II группы при сортировке на две группы |
3 |
D2 + EID2
+ |
± TPL |
D2 + EID2
+ |
± TCP/2 |
Допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибра на значение до ТСР/2 для обеспечения резерва на износ |
По канавке или радиусу, не более D1 + EID1 - |
|
|
CP1 (36) |
Резьбовой сортировочный калибр-пробка для сортировки резьбы на I и II группы при сортировке на три группы |
3 |
D2 + EID2
+ |
± TPL |
D2 + EID2
+ |
± TCP/2 |
По канавке или радиусу, не более D1 + EID1 - |
||
|
СР2 (37) |
Резьбовой сортировочный калибр-пробка для сортировки резьбы на II и III группы при сортировке на три группы |
3 |
D2 + EID2
+ |
± TPL |
D2 + EID2
+ |
± TCP/2 |
По канавке или радиусу, не более D1 + EID1 - |
||
|
Примечания 1 При расчете исполнительных размеров калибров следует определять наибольший предельный размер. 2 Вместо |
|||||||||
7.3 Размеры диаметров гладких калибров для контроля наружного диаметра наружной резьбы должны определяться по формулам, приведенным в таблице 14, для контроля внутреннего диаметра внутренней резьбы - в таблице 15.
Таблица 14
|
Наименование и назначение калибра |
Диаметр калибра, мм |
||
|
Номин. |
Пред. откл. |
||
|
ПР (17) |
Гладкий проходной калибр-кольцо или гладкий проходной калибр-скоба |
d + esd - Z2 |
± H2/2 |
|
НЕ (18) |
Гладкий непроходной калибр-скоба или гладкий непроходной калибр-кольцо |
d + esd - Td |
± H2/2 |
|
К-ПР (19) |
Гладкий контрольный проходной калибр-пробка для нового гладкого проходного калибра-скобы |
d + esd - Z2 |
± HP/2 |
|
К-НЕ (20) |
Гладкий контрольный проходной калибр-пробка для нового гладкого непроходного калибра-скобы |
d + esd - Td |
± HP/2 |
|
К-И (25) |
Гладкий контрольный калибр-пробка для контроля износа гладкого проходного калибра-скобы |
d + esd |
± HP/2 |
|
Примечания 1 Значение es следует принимать с учетом их знаков. 2 При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец (скоб) и наибольший предельный размер для калибров-пробок. |
|||
Таблица 15
|
Наименование и назначение калибра |
Диаметр калибра, мм |
||
|
Номин. |
Пред. откл. |
||
|
ПР (23) |
Гладкий проходной калибр-пробка |
D1 + EID1 + Z1 |
± Н1/2 |
|
НЕ (24) |
Гладкий непроходной калибр-пробка |
D1 + EID1 + TD1 |
± Н1/2 |
|
Примечание - При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец (скоб) и наибольший предельный размер для калибров-пробок. |
|||
Приложение А
(справочное)
Расчет размеров элементов действительного профиля резьбы резьбовых калибров
А.1 Размеры b1, мм, и r1, мм, действительного профиля резьбы калибров ПР (1), ПР (4), ПР (7), НЕ (9), НЕ (11), НЕ (14), ПР (26) и ПР (27) рассчитывают по формуле
b1 = [Н - (Dk - D2k)] tg 30°; r1 = b1×tg 30°,
где Dk - наружный диаметр резьбовых калибров, мм;
D2k - средний диаметр резьбовых калибров, мм.
Примечание - Значения Dk рассчитывают в соответствии с А.5. D2k рассчитывают по формулам, приведенным в таблицах 10 и 12.
А.2 Значения размеров b2 и r2 действительного профиля резьбы калибров КПР-ПР (2), У-ПР (8), КНЕ-ПР (12), КНЕ-НЕ (13), КПР-ПР (28), КПР-НЕ (29), К-И (30), У-СР (31), У-СР1 (32) и У-СР2 (33) - по таблице 1.
А.3 Размеры b2, мм, и r2, мм, действительного профиля резьбы калибров КПР-НЕ (3), У-ПР (5), К-И (6), У-НЕ (10), У-НЕ (15), КИ-НЕ (16), ПР (21), НЕ (22), ПР (34), СР (35), СР1 (36) и СР2 (37) рассчитывают по формуле
b2 = [Н - (d2k - d1k)] tg 30°; r2 = b2×tg 30°,
где d2k - средний диаметр резьбовых калибров, мм;
d1k - внутренний диаметр резьбовых калибров, мм.
Примечание - d2k рассчитывают по формулам, приведенным в таблицах 10 - 13; d1k рассчитывают в соответствии с А.6.
А.4 Если значения b1, r1, b2 и r2 меньше или равняются нулю, то калибр может быть изготовлен с наименьшей достижимой канавкой.
Примечание - Размеры b1, b2, r1 и r2 являются исходными для проектирования резьбообразующего инструмента и не подлежат обязательному контролю.
А.5
Для расчета наружного диаметра резьбы калибров (рисунки
2 и
4)
из значений наружного диаметра по радиусам, рассчитанным по формулам таблиц 10 и 12,
следует вычесть значение ![]() .
.
А.6 Для расчета внутреннего диаметра резьбы калибров
(рисунки 1
и 3) к значениям внутреннего диаметра по
радиусам, рассчитанным по формулам таблиц 10
- 13, следует прибавить значение ![]()
Приложение Б
(рекомендуемое)
Соответствие ссылочных межгосударственных стандартов международным (региональным) стандартам
|
Обозначение ссылочного межгосударственного стандарта |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному межгосударственному стандарту |
|
- |
|
|
- |
|
|
ИСО 261-1998 «Метрическая резьба ИСО общего применения - Диаметры и шаги» (NEQ) |
|
|
ИСО 68-1:1998 «Резьбы ИСО общего назначения - Основной профиль - Часть 1: Метрическая резьба» (NEQ) |
|
|
- |
|
|
ИСО 965-1:1998 «Резьба метрическая ИСО общего назначения - Допуски - Часть 1: Общие положения и основные данные» ИСО 965-3:1998 «Резьба метрическая ИСО общего назначения - Допуски - Часть 3: Предельные отклонения для конструкционных резьб» (NEQ) |
|
|
- |
|
|
ИСО 724:1993 «Резьба метрическая ИСО общего назначения. Основные размеры» (MOD) |
|
|
- |
|
|
- |
|
|
- |
Ключевые слова: резьба метрическая, калибры, допуски, формулы расчета калибров
СОДЕРЖАНИЕ