 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТЫ ИЗ НИКЕЛЯ
И НИЗКОЛЕГИРОВАННЫХ
СПЛАВОВ
НИКЕЛЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2170-73
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЛЕНТЫ ИЗ НИКЕЛЯ
И НИЗКОЛЕГИРОВАННЫХ Технические условия Strips of nickel and nickel low
alloys. |
ГОСТ |
Дата введения 01.01.75
Настоящий стандарт распространяется на ленты из никеля и низколегированных сплавов никеля, применяемые в электронной технике и других отраслях промышленности.
(Измененная редакция, Изм. № 5).
1. СОРТАМЕНТ
1.1. Толщина и ширина ленты и предельные отклонения по толщине должны соответствовать указанным в табл. 1.
Ленты из никеля марки НКа 0,07 высокой точности изготовляют с 01.01.95.
Таблица 1
мм
|
Предельные отклонения по толщине ленты точности изготовления |
Ширина |
|
|||
|
нормальной |
повышенной |
высокой |
|
||
|
0,05 0,055 0,06 0,07 0,08 0,09 |
-0,01 |
- |
-0,005 |
10 - 175 |
|
|
0,10 0,12 |
-0,02 |
-0,015 |
-0,010 |
10 - 200 |
|
|
0,13 0,15 0,18 0,20 0,22 |
-0,02 |
|
|||
|
-0,03 |
|||||
|
-0,02 |
|
||||
|
0,25 0,30 0,35 |
-0,03 |
-0,02 |
-0,015 |
||
|
10 - 200 |
|||||
|
-0,04 |
-0,03 |
||||
|
- |
|||||
|
0,40 0,45 0,50 |
-0,05 |
-0,04 |
20 - 300 |
|
|
|
0,55 0,60 0,65 0,70 0,75 |
-0,06 |
||||
|
-0,05 |
|
||||
|
0,80 0,90 1,00 |
-0,07 |
-0,06 |
|
||
|
1,10 1,20 1,25 1,30 1,40 |
-0,08 |
||||
|
-0,07 |
|||||
|
1,50 1,60 1,70 1,80 |
-0,09 |
||||
|
-0,08 |
|||||
|
2,00 |
-0,10 |
|
|||
(Измененная редакция, Изм. № 4).
1.2. Ширина ленты и предельные отклонения по ней должны соответствовать указанным в табл. 2.
Таблица 2
|
Предельные отклонения по ширине ленты толщиной |
||||||
|
от 0,05 до 0,45 |
св. 0,45 до 1,00 |
св. 1,00 до 2,00 |
||||
|
нормальной точности |
повышенной точности |
нормальной точности |
повышенной точности |
нормальной точности |
повышенной точности |
|
|
10, 12, 15, 18, 20, 25, 30, 32, 35, 40, (41), 45, (48), 50, (52), 55, 60, 63, 65, 70, 75, 80, 85, 90, 95, 100 |
-0,4 (+0,4) |
-0,2 (+0,2) |
-0,5 (+0,5) |
-0,2 (+0,2) |
-0,8 (+0,8) |
-0,2 (+0,2) |
|
105, 110, 115, 120, 125, 130, 135, 140, 145, 150, 160, 170, 175, 180, 200 |
-0,4 (+0,4) |
-0,3 (+ 0,3) |
-0,5 (+0,5) |
-0,3 (+0,3) |
-0,8 (+0,8) |
-0,4 (+0,4) |
|
220, 230, 240, 250, 280, 300 |
- |
- |
-0,8 |
-0,3 |
-1,0 |
-0,5 |
Предельные отклонения, указанные в скобках, применяются в договорно-правовых отношениях.
Примечания:
1. Теоретическая масса 1 м2 лент приведена в приложении 2.
2. Размеры, указанные в скобках, в новых разработках не применять.
3. Мягкие зачищенные ленты изготовляют только нормальной точности по ширине.
(Измененная редакция, Изм. № 2, 4).
1.3. Ленты должны изготавливаться двух групп по длине: А и Б. Длина ленты должна соответствовать указанной в табл. 3.
Таблица 3
|
Толщина, мм |
Длина, м, не менее |
|
|
А |
Б |
|
|
До 0,25 |
30 |
15 |
|
От 0,30 до 0,45 |
20 |
10 |
|
» 0,50 » 1,00 |
12 |
6 |
|
» 1,10 » 2,00 |
6 |
3 |
Примечания:
1. В лентах группы А допускается включать до 15 % лент группы Б.
Допускается в лентах группы Б включать до 10 % лент меньшей длины, но не менее 40 % от установленной в группе Б; при этом минимальная длина ленты должна быть не менее 2,5 м.
По требованию потребителя изготовление лент длиной менее указанной в табл. 3 не допускается.
2. (Исключен, Изм. № 4).
3. По согласованию потребителя с изготовителем ленты толщиной 0,1 - 0,5 мм изготовляются длиной не менее 100 м. Ленты указанной длины допускается изготовлять со сварными швами.
Условные обозначения проставляются по схеме
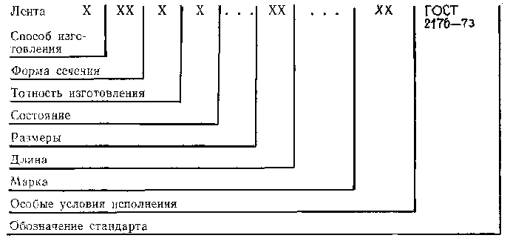
при следующих сокращениях:
холоднодеформированная - Д,
прямоугольного сечения - ПР;
точность изготовления
нормальная по толщине:
нормальная по ширине - Н,
повышенная по ширине - К,
повышенная по толщине:
нормальная по ширине - И,
повышенная по ширине - П,
высокая по толщине:
нормальная по ширине - З,
повышенная по ширине - С;
состояние:
мягкая - М,
полутвердая - П,
твердая - Т;
длина:
немерная группа А - НА,
немерная группа Б - НБ;
особые условия исполнения
для деталей электровакуумных и полупроводниковых приборов - ЭП,
для изделий электротехнической промышленности, подвергаемая испытанию на перегиб - ЭТ.
Примеры условных обозначений
Лента нормальной точности изготовления по толщине и повышенной точности по ширине, твердая, толщиной 0,10 мм, шириной 60 мм, немерной длины группы А, из никеля марки НП2:
Лента ДПРКТ 0,10´60 НА НП2 ГОСТ 2170-73.
Лента повышенной точности изготовления по толщине и нормальной точности по ширине, мягкая, толщиной 1,00 мм, шириной 200 мм, немерной длины группы Б, из никеля марки НВ3в:
Лента ДПРИМ 1,00´200 НБ НВ3в ГОСТ 2170-73.
(Измененная редакция, Изм. № 2, 4, 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты должны изготовлять в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. № 2).
2.1.1. Ленты изготовляют из никеля марок НП1, НП2, НП3, НП4 по ГОСТ 492-73 и НПОЭви; НП1Эв; НП2Э; НК0,04; НК0,2Э; НМг; HМг0,1; HB3; НМг0,05в; НМг0,08в; НВ3в; НВМг3-0,05в; НВМг3-0,08в; Нка0,07 по ГОСТ 19241-80.
По согласованию потребителя с изготовителем в лентах из никеля марок НП2Э; НК0,04; НК0,2Э допускается массовая доля цинка до 0,007 %.
(Измененная редакция, Изм. № 4).
2.2. Ленты изготовляют в мягком (отожженном), полутвердом и твердом (неотожженном) состояниях.
Мягкие ленты толщиной 0,15 мм и более, шириной более 60 мм изготовляют со оплошной двусторонней зачисткой поверхности стальными щетками.
По согласованию потребителя с изготовителем ленты толщиной менее 0,15 мм изготовляют со сплошной зачисткой поверхности стальными щетками.
По согласованию изготовителя с потребителем ленты из никеля марок НПОЭви, НП1Эв, НП2Э, НКО, 2Э, НМг0,05в, НМг0,08в, НВ3в, НВМг3-0,05в, НВМг3-0,08в изготовляют без сплошной зачистки поверхности стальными щетками.
(Измененная редакция, Изм. № 2, 3, 4).
На поверхности - лент допускаются местные риски, вмятины, уколы, рябоватость, отпечатки от валков, не выводящие ленты при контрольной зачистке за половину предельных отклонений по толщине, а также цвета побежалости и местные потемнения.
Следы невыгоревшей смазки, цвета побежалости и местные потемнения на поверхности лент, предназначенных для изготовления деталей электровакуумных и полупроводниковых приборов, не допускаются.
На зачищенной поверхности допускаются местные светлые пятна и полосы.
Допускается качество поверхности лент устанавливать по образцам, согласованным между потребителем и изготовителем.
(Измененная редакция, Изм. № 2, 3, 4, 5).
(Измененная редакция, Изм. № 2, 4).
2.5. Серповидность лент не должна превышать 3 мм на 1 м длины. По требованию потребителя изготовляют ленты повышенной точности по серповидности, не превышающей 2 мм на 1 м длины.
Мягкие зачищенные ленты изготовляют только нормальной точности по серповидности.
(Измененная редакция, Изм. № 4).
2.6. Механические свойства лент должны соответствовать требованиям, указанным в табл. 4.
Таблица 4
|
Временное сопротивление, σв МПа (кгс/см2), не менее, марок |
Относительное удлинение после разрыва, %, не менее, марок |
|||||
|
НП1; НП2; НП3; НП4; НП2Э; НК0,04; НК0,2Э; НМг; НМг0,1; HB3 |
НПОЭви; НП1Эв; НВ3в; НМг0,05в; НМг0,08в; НВМг3-0,05в; НВМг3-0,08в |
НП1; НП2; НП3; НП4; НП2Э; НК0,04; НК0,2Э; НМг; НМг0,1; НВ3 |
НПОЭви; НП1Эв; НВ3в; НМг0,05в; НМг0,08в; НВМг3-0,05в; НВМг3-0,08в |
|||
|
δ10 |
δ5 |
δ10 |
δ5 |
|||
|
Мягкий |
390 (40) |
340 (35) |
32 |
35 |
30 |
31 |
|
Полутвердый |
440 (45) |
440 (45) |
10 |
12 |
10 |
12 |
|
Твердый |
540 (55) |
540 (55) |
2 |
3 |
2 |
3 |
Примечания:
1. По согласованию изготовителя с потребителем изготовляются ленты повышенной прочности с временным сопротивлением в полутвердом состоянии - не менее 490 МПа (50 кгс/мм2); в твердом состоянии - не менее 590 МПа (80 кгс/мм2).
2. (Исключен, Изм. № 4).
2.7. Глубина выдавливания при испытании на вытяжку сферической лунки должна соответствовать требованиям, указанным в табл. 5.
Таблица 5
|
Состояние материала |
Глубина выдавливания при радиусе Пуансона |
|||
|
4 |
10 |
|||
|
при толщине лент |
||||
|
0,05 - 0,09 |
0,10 - 0,18 |
0,20 - 0,25 |
0,30 - 0,50 |
|
|
Мягкий |
2,5 и более |
7 и более |
7,5 и более |
8 - 11 |
|
Полутвердый |
- |
4,5 - 7 |
5 - 7,5 |
6 - 8 |
По требованию потребителя мягкие ленты толщиной 0,20 - 0,25 мм изготовляют с глубиной выдавливания 7,5 - 10 мм.
2.6; 2.7. (Измененная редакция, Изм. № 2, 4).
2.8. Величина зерна на лентах марок НП2 и НП2Э в мягком состоянии должна быть не крупнее 0,05 мм.
(Введен дополнительно, Изм. № 2).
2.9. Мягкие ленты толщиной 0,12 - 0,30 мм из никеля марок НП2 и НП2Э, предназначенные для изделий электротехнической промышленности, должны выдерживать не менее 10 перегибов при испытании на перегиб.
(Введен дополнительно, Изм. № 4, 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты принимают партиями. Партия должна состоять из ленты одной марки сплава, одного размера, одной точности изготовления и одного состояния материала и оформлена одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение лент;
номер партии;
массу партии;
результаты испытаний;
химический состав;
в лентах из никеля - содержание меди и марганца;
в лентах из кремнистого никеля - содержание кремния, меди и марганца;
в лентах, применяемых в электронной технике, - содержание кремния, магния, меди, марганца, цинка, железа, вольфрама, кальция.
Масса партии должна быть не более 2000 кг.
3.2. Для контроля размеров внешнего вида и серповидности лент применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242-72 с приемочным уровнем дефектности 4 %. Отбор рулонов лент в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18321-73.
Если объем партии не превышает трех рулонов, проверке подвергают каждый рулон лент.
3.1, 3.2. (Измененная редакция, Изм. № 5).
3.2а. Количество отобранных для контроля толщины рулонов лент определяют в соответствии с табл. 6.
Таблица 6
шт.
|
Количество контролируемых рулонов |
|
|
4 - 25 |
3 |
|
26 - 90 |
13 |
|
91 - 150 |
20 |
|
151 - 280 |
32 |
|
281 - 500 |
50 |
Длину ленты в рулоне для выбора числа контролируемых точек в рулоне определяют по формуле, приведенной в п. 4.2.
Количество контролируемых точек в каждом отобранном рулоне определяют в зависимости от общего числа участков длиной 0,5 м в соответствии с табл. 7.
Таблица 7
|
Количество контролируемых точек, шт. |
Браковочное число |
|
|
От 2,5 до 12 включ. |
3 |
1 |
|
Св. 12 » 45 » |
13 |
2 |
|
» 45 » 75 » |
20 |
3 |
|
» 75 » 140 » |
32 |
4 |
|
» 140 » 250 » |
50 |
6 |
Отобранный рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл. 1, менее браковочного числа, приведенного в табл. 7.
При получении неудовлетворительного результата на одном из отобранных рулонов контролируют каждый рулон партии.
Допускается изготовителю контролировать каждый рулон партии.
Допускается изготовителю контроль толщины проводить в процессе производства.
По требованию потребителя контролируют каждый рулон мягких лент из никеля марок НП2 и НП2Э, предназначенных для изделий электротехнической промышленности. В этом случае количество контролируемых точек в рулоне в зависимости от длины ленты и браковочное число определяют в соответствии с табл. 8.
Таблица 8
|
Количество контролируемых точек в рулоне |
Браковочное число |
|
|
Св. 12 до 25 включ. |
13 |
2 |
|
» 25 » 45 » |
20 |
3 |
|
» 45 » 75 » |
32 |
4 |
|
» 75 » 140 » |
50 |
6 |
|
» 140 » 250 » |
80 |
8 |
(Измененная редакция, Изм. № 5).
3.2б. Для контроля ширины, внешнего вида и серповидности от партии отбирают рулоны в соответствии с табл. 9.
Таблица 9
|
Количество контролируемых рулонов, шт. |
Браковочное число |
|
|
4 - 25 |
3 |
1 |
|
26 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
Партия считается годной, если число рулонов, не соответствующих требованиям табл. 2, пп. 2.3, 2.4 и 2.5, менее браковочного числа, приведенного в табл. 9.
Допускается изготовителю контролировать каждый рулон партии.
По требованию потребителя контролируют каждый рулон партии.
(Введен дополнительно, Изм. № 5).
Временное сопротивление определяют для лент толщиной 0,25 мм и более, а относительное удлинение - для лент толщиной 0,5 мм и более.
Для мягких лент толщиной 0,25 - 0,50 мм определяют или временное сопротивление или глубину выдавливания.
По требованию потребителя для мягких лент толщиной 0,25 - 0,50 мм определяют временное сопротивление и глубину выдавливания.
Испытание на перегиб проводят по требованию потребителя.
Определение величины зерна проводят на лентах марок НП2 и НП2Э в мягком состоянии по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 4).
3.4. Химический состав определяют на двух рулонах от партии. На предприятии-изготовителе отбор проб для определения химического состава производится при литье или от слитка.
3.5. При получении неудовлетворительных результатов испытаний лент хотя бы по одному из показателей, указанных в пп. 3.3 и 3.4, по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 2, 4, 5).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид лент контролируют без применения увеличительных приборов.
(Измененная редакция, Изм. № 5).
4.2. Толщину ленты измеряют микрометром по ГОСТ 6507-90, рычажным микрометром по ГОСТ 4381-87 или другим инструментом, обеспечивающим соответствующую точность измерения.
Толщину ленты измеряют на расстоянии не менее 10 см от кромки и не менее 100 мм от конца ленты. Толщину лент шириной 20 мм и менее измеряют посередине ленты.
Толщину ленты измеряют на каждом из отобранных рулонов в точках, расположенных равномерно-случайно по длине рулона с использованием метода «вслепую» (наибольшей объективности) по ГОСТ 18321-73.
Длину ленты (L) в метрах вычисляют по формуле
![]()
где D и d - соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427-75, мм;
b - толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие табл. 1, не должны отличаться от допускаемых более чем на половину поля допуска.
Ширину ленты измеряют штангенциркулем по ГОСТ 166-89. Измерение проводят в одном месте на расстоянии не менее 100 мм от конца рулона.
(Измененная редакция, Изм. № 4).
4.3. Серповидность лент измеряют по ГОСТ 26877-91 в одном месте на любом участке рулона.
(Измененная редакция, Изм. № 5).
4.4. Для испытания на растяжение от каждого отобранного рулона вырезают по одному образцу. Отбор проб для испытания на растяжение проводят по ГОСТ 24047-80.
Испытание
на растяжение лент толщиной менее 0,5 мм проводят на образцах типа I или II с b0 = 12,5 мм и l0
= 4b0.
Испытание на растяжение лент толщиной 0,5 мм и
более проводят по ГОСТ
11701-84 на образцах типа I или II с b0 = 20 мм и l0
= 11,3![]() и на образцах типа I или II с b0
= 20 мм и l0 = 5,65
и на образцах типа I или II с b0
= 20 мм и l0 = 5,65![]() .
.
(Измененная редакция, Изм. № 2, 3).
4.5. Для испытания на вытяжку сферической лунки от конца каждого отобранного рулона вырезают по одному образцу. Испытание проводят по ГОСТ 10510-80.
По требованию потребителя изготовитель высылает образцы для проверки на вытяжку сферической лунки лент шириной менее 30 мм.
(Измененная редакция, Изм. № 2, 4).
4.6. Химический состав лент определяют по ГОСТ 13047.1-81 - ГОСТ 13047.6-81, ГОСТ 13047.18-81, ГОСТ 6689.1-92 - ГОСТ 6689.22-92 и ГОСТ 6012-78.
Содержание вольфрама определяют гравиметрическим методом.
Для анализа химического состава от каждого отобранного рулона вырезают по одному образцу. Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231-80.
(Измененная редакция, Изм. № 2).
4.7. Содержание кислорода в слитках определяют по методике, согласованной между потребителем и изготовителем.
4.8. Для определения величины зерна от каждого отобранного рулона вырезают по одному образцу, при этом плоскость шлифа должна быть параллельна плоскости прокатки. Определение величины зерна проводят по ГОСТ 21073.1-75, ГОСТ 21073.3-75.
4.7; 4.8. (Измененная редакция, Изм. № 4).
4.9. Для испытания на перегиб от каждого из отобранных рулонов вырезают по одному образцу. Испытание проводят по ГОСТ 13813-68.
(Введен дополнительно, Изм. № 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Ленты должны быть свернуты в рулоны.
В рулоны мягких лент толщиной 0,05 - 0,30 мм включительно и полутвердых и твердых лент толщиной 0,05 - 0,15 мм включительно должны быть вставлены деревянные цилиндрические вкладыши с фанерными листами по торцам. Зазор между рулонами и вкладышами не должен быть более 10 мм.
По требованию потребителя для мягких лент толщиной 0,15 мм и более между витками ленты прокладывают телефонную бумагу по ГОСТ 3353-87 или кабельную бумагу по ГОСТ 645-89.
Рекомендуемые размеры внутренних диаметров рулонов в зависимости от толщины 50, 75, 100, 120, 150, 200, 300 и 400 мм. Намотка должна исключать изменение формы рулона под действием силы тяжести. В каждом рулоне допускается не более двух лент, концы лент внутри рулона отмечаются закладкой бумаги,
5.2. Каждый рулон должен быть обвязан металлической лентой размерами не менее 0,2´10 мм по ГОСТ 3560-73 или проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 в 2 - 3 витках.
5.1; 5.2. (Измененная редакция, Изм. № 2, 4).
5.3. К каждому рулону лент должен быть прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения лент;
номера партии;
штампа технического контроля;
даты приемки.
(Измененная редакция, Изм. № 4).
5.4. Рулоны лент должны быть обернуты в двуслойную бумагу по ГОСТ 8828-89 или парафинированную бумагу по ГОСТ 9569-79 или в другой материал по нормативно-технической документации, не ухудшающий качество упаковки, и упакованы в сплошные деревянные ящики типов I, II, III по ГОСТ 2991-85.
(Измененная редакция, Изм. № 1, 2, 4).
5.4а. Упаковка продукции, отправляемой в районы Крайнего Севера и труднодоступные районы, - по ГОСТ 15846-79, группа - металлы и металлические изделия.
(Введен дополнительно, Изм. № 4).
5.5. Масса грузового места не должна превышать 80 кг. Укрупнение грузовых мест в транспортные пакеты проводится по ГОСТ 26663-85. Формирование пакетов осуществляется на поддонах по ГОСТ 9557-87 или без поддонов с применением деревянных брусков размерами не менее 50´50 мм.
Масса пакетов не должна превышать 1250 кг.
Транспортные пакеты должны быть обвязаны в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282-74 со скруткой не менее пяти витков или лентой размерами не менее 0,3´30 мм по ГОСТ 3560-73 со скреплением концов «в замок».
5.6. Допускается транспортировать в контейнерах по ГОСТ 18477-79 без упаковки в ящики мягкие ленты толщиной 0,80 мм и более, полутвердые и твердые ленты толщиной 0,50 мм и более, обернутыми бумагой по ГОСТ 8828-89 или ГОСТ 9569-79, упакованными в нетканый материал по нормативно-технической документации или в другой материал, не ухудшающий качество упаковки, за исключением льняных и хлопчатобумажных тканей.
Ленты должны быть уложены и укреплены таким образом, чтобы было устранено их перемещение в контейнере во время транспортирования.
5.5; 5.6. (Измененная редакция, Изм. № 2, 4).
5.6а. В один из ящиков и в каждый контейнер должен быть вложен упаковочный лист, в котором должны быть указаны данные, перечисленные в п. 5.3.
(Введен дополнительно, Изм. № 2).
5.7. Транспортная маркировка грузовых мест должна проводиться по ГОСТ 14192-77 с нанесением манипуляционного знака «Беречь от влаги».
(Измененная редакция, Изм. № 1, 2, 5).
5.8. (Исключен, Изм. № 2).
5.9. Транспортирование ленты проводится транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. № 2).
5.10. Лента должна храниться в крытых помещениях.
При хранении и транспортировании ленты должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. № 5).
ПРИЛОЖЕНИЕ 1 (Исключено, Изм. № 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Теоретическая масса 1 м2 лент
|
Толщина лент, мм |
Теоретическая масса 1 м2 лент, кг |
Толщина лент, мм |
Теоретическая масса 1 м2 лент, кг |
Толщина лент, мм |
Теоретическая масса 1 м2 лент, кг |
|
0,05 |
0,442 |
0,25 |
2,212 |
0,90 |
7,965 |
|
0,055 |
0,487 |
0,30 |
2,655 |
1,00 |
8,850 |
|
0,06 |
0,531 |
0,35 |
3,098 |
1,10 |
9,735 |
|
0,07 |
0,620 |
0,40 |
3,540 |
1,20 |
10,62 |
|
0,08 |
0,708 |
0,45 |
3,982 |
1,25 |
11,06 |
|
0,09 |
0,796 |
0,50 |
4,425 |
1,30 |
11,51 |
|
0,10 |
0,885 |
0,55 |
4,867 |
1,40 |
12,39 |
|
0,12 |
1,062 |
0,60 |
5,310 |
1,50 |
13,28 |
|
0,13 |
1,150 |
0,65 |
5,752 |
1,60 |
14,16 |
|
0,15 |
1,328 |
0,70 |
6,195 |
1,70 |
15,04 |
|
0,18 |
1,593 |
0,75 |
6,638 |
1,80 |
15,93 |
|
0,20 |
1,770 |
0,80 |
7,080 |
2,00 |
17,70 |
|
0,22 |
1,947 |
|
|
|
|
При вычислении теоретической массы 1 м2 ленты плотность никеля, кремнистого никеля, сплавов никеля с магнием принята равной 8,85 г/см3.
Теоретическая масса 1 м2 ленты из сплавов с вольфрамом равна теоретической массе, указанной в таблице, умноженной на коэффициент 1,035.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
Л.П. Селезнев, канд. техн. наук; М.Б. Таубкин, канд. техн. наук; Н.С. Извольская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28 мая 1973 г. № 1343
3. ВЗАМЕН ГОСТ 2170-62
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 6012-78 |
|
|
5.5. |
|
|
ГОСТ 13047.1-81 - ГОСТ 13047.6-81 |
|
|
ГОСТ 13047.18-81 |
|
5. Ограничение срока действия снято Постановлением Госстандарта от 21.09.92 № 1220
6. Переиздание (март 1994 г.) с Изменениями № 1, 2, 3, 4, 5 утвержденными в декабре 1977 г., июне 1982 г., августе 1986 г., июне 1987 г., сентябре 1992 г. (ИУС 12-77, 10-82, 11-86, 10-87, 12-92)
СОДЕРЖАНИЕ