 | Информационная система | |
ГОСТ 18097-93 (ИСО 1708-8-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ТОКАРНО-ВИНТОРЕЗНЫЕ
И ТОКАРНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ. НОРМЫ ТОЧНОСТИ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 70 «Станки»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15 марта 1994 г. (отчет Технического секретариата № 1)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Беларусь |
Бел стандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 1708-8-89 «Станки токарные общего назначения. Условия приемки. Нормы точности» и содержит дополнительные требования, отражающие потребности народного хозяйства.
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 29 июня 1995 г. № 337 межгосударственный стандарт ГОСТ 18097-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 18097-88
5 ПЕРЕИЗДАНИЕ. Октябрь 2005 г.
СОДЕРЖАНИЕ
ГОСТ 18097-93 (ИСО 1708-8-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ
Основные размеры. Нормы точности
Screw-cutting lathes and lathes. Basic
dimensions. Standards of accuracy
Дата введения 1996-07-01
1 Область применения
Настоящий стандарт распространяется на универсальные токарно-винторезные и токарные станки с горизонтальным шпинделем прецизионные (классов точности П, В и А) с Da ≤ 500 мм и DC ≤ 1500 мм и прочие (класса точности Н) с Da ≤ 1600 мм. Стандарт не распространяется на специальные станки, станки, предназначенные для учебных целей, индивидуальной трудовой деятельности и для использования в бытовых целях.
Требования стандарта являются обязательными.
Номенклатура средств измерений и предъявляемые к ним основные требования приведены в приложении А.
Стандарт пригоден для сертификации.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 12593-93 Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств. Основные и присоединительные размеры
ГОСТ 12595-2003 Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ 25889.4-86 Станки металлорежущие. Метод проверки постоянства диаметров образца-изделия
ГОСТ 26651-85 Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства. Основные и присоединительные размеры
3 Основные размеры
3.1 Основные размеры станков должны соответствовать указанным на рисунке 1 и в таблице 1.
Da - наибольший диаметр заготовки; DC - наибольшее расстояние между центрами передней и задней бабок; D1 - наибольший диаметр заготовки, обрабатываемой над суппортом; h - наибольшая высота резца, устанавливаемого в резце-держателе.
Рисунок 1
Примечание - Рисунок не определяет конструкцию станка.
3.2 Допускается увеличивать наибольший диаметр заготовки, устанавливаемой (обрабатываемой) над станиной, для базовых станков на величину до 12,5 % по сравнению с указанным в таблице 1.
Таблица 1
Размеры в миллиметрах
|
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
|
|
DC |
250 |
250 350 |
350 500 |
500 750 |
500 (710) 750 1000 |
(710) 750 1000 (1400) 1500 |
(710) 750 1000 (1400) 1500 2000 |
750 1000 (1400) 1500 2000 (2800) 3000 4000 5000 |
(2800) 3000 4000 5000 |
(2800) 3000 4000 5000 6300 8000 |
5000 6300 8000 10000 12500 |
5000 6300 8000 10000 12500 16000 |
|
D1, не менее |
63 |
80 |
100 |
125 |
(125) 160 |
210 |
260 |
350 |
450 |
600 |
(800) 900 |
(1120) 1200 |
|
Условный размер конца шпинделя, выполненного по ГОСТ 12593, ГОСТ 12595 или ГОСТ 26651 |
- |
3; 4 |
3; 4 |
4; 5 |
(5); 6 |
6 |
6; 8 |
8; 11 |
11 |
15 |
- |
- |
|
Наибольший диаметр d прутка, проходящего в отверстие шпинделя, не менее |
16 |
20 |
(20) 25 |
(25) 32 |
(32) 40 |
(40) 50 |
(50) 63 |
(63) 80 |
(80) 100 |
(80) 125 |
- |
- |
|
h, не менее |
8 |
10 |
12 |
16 |
(20) 25 |
25 |
25 |
32 |
40 |
50 |
(50) 63 |
80 (63) |
3.3 Допускается изготавливать модификации станков с наибольшим диаметром устанавливаемой заготовки, увеличенным по сравнению с указанным в таблице.
3.4 Допускается использовать наибольшую длину заготовки, устанавливаемой в центрах, вместо наибольшего расстояния между центрами передней и задней бабок.
4 Точность станка
4.1 Общие требования к испытаниям станков на точность - по ГОСТ 8. Схемы и способы измерения геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
При приемке станка не всегда необходимо проводить все проверки, указанные в настоящем стандарте. По согласованию с изготовителем потребитель может выбрать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе станка.
4.2 Допуски при проверках точности станков не должны превышать значений, указанных в 4.4 - 4.18.
Если длина измерения (перемещения) отличается от указанной в стандарте, то допуск должен быть пересчитан для новой длины в соответствии с приложением Б.
При этом минимальный допуск составляет 10 мкм для станков класса точности Н и 5 мкм - для станков класса точности П.
В 4.11 - 4.16 допускается округление длины оправки как в меньшую, так и в большую стороны до величины L, указанной в соответствующих таблицах.
4.3 При наличии на станке нескольких рабочих органов одинакового функционального назначения соответствующие проверки выполняют на каждом из этих рабочих органов, кроме станков с последовательным расположением суппортов.
В 4.8, 4.10 и 4.11 измерения допускается проводить только в плоскости расположения режущей кромки инструмента.
4.4 Точность установки направляющих в направлении:
а) продольном,
б) поперечном
Рисунок 2
Отклонения не должны превышать для станков класса точности Н - 0,04 мм/м, классов точности П, В и А - 0,03 мм/м.
Измерения проводят в ряде точек, равномерно расположенных по всей длине станины (рисунок 2а). Уровни можно устанавливать на поперечных салазках (рисунок 2б).
Если направляющие не горизонтальны, используют специальный мостик с горизонтальной рабочей поверхностью.
4.5 Прямолинейность продольного перемещения суппорта в вертикальной плоскости
Рисунок 3
Рисунок 4
Рисунок 5
Измерения - по ГОСТ 22267, разд. 3, методы 2а, 7 и 8 (рисунки 3, 4 и 5).
Суппорт перемещают в продольном направлении на всю длину перемещения. При использовании методов 7 и 8 измерения проводят с интервалами равными 0,2 длины перемещения, но не более 1 м. По значениям углов поворота и величине интервала вычисляют отклонения и строят график траектории. Отклонение от прямолинейности - в соответствии с приложением 3 к ГОСТ 22267.
Таблица 2
|
DC, мм |
Допуск, мкм, для станков классов точности |
|
|||||||
|
Н |
П |
В, А |
|
||||||
|
Da ≤ 800 мм |
Da > 800 мм |
|
|||||||
|
на всей длине |
местный |
на всей длине |
местный |
на всей длине |
местный |
на всей длине |
местный |
|
|
|
До 500 |
10 |
- |
15 |
- |
10 |
- |
8 |
- |
|
|
Св. 500 до 1000 |
20 |
7,5 на любой длине 250 мм |
30 |
10 на любой длине 250 мм |
15 |
5 на любой длине 250 мм |
10 |
3 на любой длине 250 мм |
|
|
» 1000 » 2000 |
30 |
15 на любой длине 500 мм |
50 |
20 на любой длине 500 мм |
20 |
|
12 |
|
|
|
» 2000 » 3000 |
40 |
70 |
- |
- |
- |
- |
|
||
|
» 3000 » 4000 |
50 |
90 |
- |
- |
- |
- |
|
||
|
» 4000 » 5000 |
60 |
110 |
|
|
|
|
|
||
|
Примечания 1 При твердости чугунных направляющих ниже 41,5 HRCэ форма траектории должна быть выпуклой. 2 Определение местного допуска - в соответствии с приложением В. |
|||||||||
Вместо проверки прямолинейности перемещения допускается проводить проверку прямолинейности направляющих в вертикальной плоскости, измерения - по ГОСТ 22267, раздел 4, метод 6 (рисунок 2а).
4.6 Прямолинейность продольного перемещения суппорта в горизонтальной плоскости

Рисунок 6

Рисунок 7
Таблица 3
|
DC, мм |
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
||
|
Da ≤ 800 мм |
Da > 800 мм |
||||
|
До 500 |
15 |
20 |
10 |
8 |
5 |
|
Св. 500 до 1000 |
20 |
25 |
15 |
10 |
- |
|
» 1000 » 2000 |
25 |
30 |
20 |
12 |
- |
|
» 2000 » 3000 |
30 |
35 |
- |
- |
- |
|
» 3000 » 4000 |
30 |
40 |
- |
- |
- |
|
» 4000 » 5000 |
30 |
45 |
- |
- |
- |
|
Примечание - При твердости чугунных направляющих ниже 41,5HRCэ форма траектории должна быть выпуклой в сторону оси центров. |
|||||
Измерения - по ГОСТ 22267, разд. 3, методы 2а и 8 (рисунки 6 и 7). Условия измерения - как в 4.5.
Рисунок 8

Рисунок 9
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 40, для Da > 800 мм - 60; П, В, А - 20.
Примечание - Ось отверстия пиноли задней бабки должна быть выше оси вращения шпинделя передней бабки.
Измерения - по ГОСТ 22267, раздел 22, методы 1 и 2 (рисунки 8, 9).
Заднюю бабку устанавливают на направляющих в таком положении, чтобы суппорт мог перемещаться на длину, примерно равную Da (метод 1), или чтобы расстояние от торца шпинделя до торца пиноли было равно или больше Da (метод 2).
Заднюю бабку с вдвинутой пинолью закрепляют. Стойку с измерительным прибором устанавливают на суппорте, суппорт перемещают.
Если конструкция станка позволяет, измерения следует проводить вблизи концов оправки (метод 1) или вблизи торцев шпинделя и пиноли (метод 2).
Проверку допускается проводить без предварительного разогрева станка. В этом случае номинальное положение оси отверстия пиноли относительно оси вращения шпинделя указывается в конструкторской документации.
4.8 Радиальное биение наружной центрирующей поверхности шпинделя передней бабки (не распространяется на станки с несъемными планшайбами)
Рисунок 10
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 10, для Da > 800 мм - 15; П - 7; В - 5; А - 3.
Измерения - по ГОСТ 22267, разд. 15, метод 1 (рисунок 10).
Допускается проводить измерение перпендикулярно образующей наружного конуса шпинделя.
4.9 Осевое биение шпинделя передней бабки
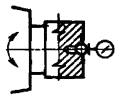
Рисунок 11
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 10, для Da > 800 мм - 15; П - 5; В - 3; А - 2.
Измерения - по ГОСТ 22267, разд. 17, метод 1 (рисунки 11 и 12).
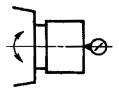
Рисунок 12
4.10 Торцевое биение фланца шпинделя передней бабки (не распространяется на станки с несъемными планшайбами)
Рисунок 13
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 20, для Da > 800 мм - 25; П - 10; В - 6; А - 5.
Измерения - по ГОСТ 22267, разд. 18, метод 1 (рисунок 13).
а) у торца шпинделя,
б) на расстоянии l от торца шпинделя
Рисунок 14
Таблица 4
|
Сечение |
l, мм
|
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
|||
|
Da ≤ 800 мм |
Da > 800 мм |
|||||
|
I |
- |
10 |
15 |
5 |
3 |
2 |
|
II |
100 |
10 |
- |
5 |
4 |
3 |
|
200 |
15 |
- |
10 |
8 |
6 |
|
|
300 |
20 |
30 |
15 |
- |
- |
|
|
500 |
- |
50 |
- |
- |
- |
|
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 14).
При необходимости исключения из результатов измерения биения оправки ее вынимают после первого измерения, поворачивают вокруг своей оси на 180°, устанавливают снова с тем же усилием и измерения повторяют. Величина усилия должна быть минимальной, необходимой для обеспечения посадки.
Если результаты отдельных измерений до и после переустановки оправки отличаются от допуска более чем на 30 %, то измерения прекращают впредь до устранения причины этого отклонения.
Проверка может быть заменена проверками 4.11.2 и 4.11.3.
4.11.2 Радиальное биение оси вращения шпинделя передней бабки:
а) у торца шпинделя,
б) на расстоянии l от торца шпинделя
Рисунок 15
Таблица 5
|
Сечение |
l, мм
|
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
|||
|
Da ≤ 800 мм |
Da > 800 мм |
|||||
|
I |
- |
10 |
15 |
5 |
4 |
3 |
|
II |
100 |
10 |
- |
5 |
4 |
3 |
|
200 |
15 |
- |
10 |
8 |
6 |
|
|
300 |
20 |
30 |
15 |
- |
- |
|
|
500 |
- |
50 |
- |
- |
- |
|
Измерения - по ГОСТ 22267, раздел 16, методы 1 или 3. Вместо эталонной сферы следует применять регулируемые оправки (рисунок 15). Оправку регулируют до получения минимально возможного биения в обоих сечениях I и П.
Проверка не проводится в случае проведения проверки 4.14.1.
4.11.3 Радиальное биение упорного центра, вставленного в отверстие шпинделя
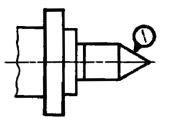
Рисунок 16
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 15, для Da > 800 мм - 20; П - 10; В - 8; А - 6.
Измерения - по ГОСТ 22267, раздел 15, метод 1 (рисунок 16).
Измерительный прибор устанавливают так, чтобы его наконечник касался образующей конуса вблизи ее середины и был ей перпендикулярен. За отклонение принимают результат измерения, деленный на cos α, где α - половина угла конуса.
Исключение из результатов измерения биения центра - как для оправки (см. 4.11.1).
Проверка может быть заменена проверкой 4.11.4.
Проверка не проводится в случае проведения проверки 4.11.1.
4.11.4 Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки
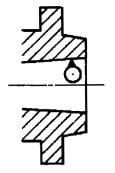
Рисунок 17
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 10, для Da > 800 мм - 15; П - 5; В - 4; А - 3.
Измерения - по ГОСТ 22267, раздел 15, метод 1 (рисунок 17).
Измерения проводят вблизи торца шпинделя.
Проверка может быть заменена проверкой 4.11.3.
Проверка не проводится в случае проведения проверки 4.11.1.
4.12 Прямолинейность и параллельность траектории продольного перемещения суппорта относительно оси вращения шпинделя передней бабки в плоскостях:
а) горизонтальной,
б) вертикальной
Рисунок 18
Таблица 6
|
l, мм
|
Плоскость измерения |
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
|||
|
Da ≤ 800 мм |
Da > 800 мм |
|||||
|
100 |
а б |
- - |
- - |
- - |
3 6 |
2 4 |
|
150 |
а б |
- - |
- - |
5 10 |
4 8 |
3 6 |
|
200 |
а б |
10 15 |
- - |
6 12 |
4 8 |
3 6 |
|
300 |
а б |
15 20 |
20 30 |
10 20 |
- - |
- - |
|
500 |
а б |
- - |
30 40 |
- - |
- - |
- - |
|
Примечание - В плоскости расположения режущей кромки инструмента свободный конец оправки может отклоняться только в сторону резца. |
||||||
Измерения - по ГОСТ 22267, раздел 6, метод 3а (рисунок 18). Допускается проводить измерения с помощью регулируемой оправки (см. рисунок 15).
В случае последовательного расположения суппортов измерение проводится для суппорта, ближайшего к передней бабке.

Рисунок 19
Таблица 7
|
l, мм
|
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
100 |
- |
12 |
10 |
8 |
|
150 |
- |
15 |
12 |
10 |
|
300 |
40 |
25 |
- |
- |
Измерения - по ГОСТ 22267, раздел 6, метод 3а (рисунок 19).
Перед измерением салазки должны быть установлены так, чтобы направление их перемещения в горизонтальной плоскости было параллельно оси вращения шпинделя.
4.14.1 Параллельность оси наружной поверхности пиноли направлению перемещения суппорта в плоскостях:
а) горизонтальной,
б) вертикальной

Рисунок 20
Таблица 8
|
Плоскость измерения |
Допуск, мкм, на длине l для станков классов точности |
||||
|
Н |
П |
В |
А |
||
|
Da ≤ 800 мм |
Da > 800 мм |
||||
|
а |
15 |
20 |
10 |
8 |
6 |
|
б |
20 |
30 |
15 |
10 |
8 |
|
Примечание - В плоскости расположения режущей кромки инструмента свободный конец оправки может отклоняться только в сторону резца. |
|||||
Измерения - по ГОСТ 22267, раздел 6, метод 3а (рисунок 20).
Заднюю бабку с вдвинутой пинолью устанавливают так, чтобы расстояние от торца шпинделя передней бабки до торца пиноли было не менее Da, затем пиноль выдвигают так, чтобы можно было провести измерение на заданном расстоянии. Заднюю бабку и пиноль закрепляют. Для станков с последовательным расположением суппортов проверка проводится для суппорта, ближайшего к задней бабке.
Проверка может быть заменена проверкой 4.14.2.
4.14.2 Параллельность направления перемещения пиноли задней бабки направлению перемещения суппорта в плоскостях:
а) горизонтальной,
б) вертикальной
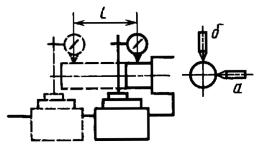
Рисунок 21
Таблица 9
|
l, мм
|
Плоскость измерения |
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
|||
|
Da ≤ 800 мм |
Da > 800 мм |
|||||
|
30 |
а |
- |
- |
- |
3 |
3 |
|
б |
- |
- |
- |
6 |
6 |
|
|
50 |
а |
8 |
- |
5 |
4 |
3 |
|
б |
10 |
- |
10 |
10 |
10 |
|
|
100 |
а |
12 |
15 |
6 |
- |
- |
|
б |
20 |
30 |
10 |
- |
- |
|
|
Примечание - См. примечание к таблице 12. |
||||||
Измерения - по ГОСТ 22267, раздел 5, метод 1 (рисунок 21).
Заднюю бабку с минимальным вылетом пиноли, достаточным для проведения измерения, устанавливают так, чтобы расстояние от торца шпинделя передней бабки до торца пиноли было не менее Da. Затем пиноль выдвигают на заданное расстояние. Во время измерений заднюю бабку и пиноль закрепляют.
4.15 Параллельность оси конического отверстия пиноли задней бабки направлению продольного перемещения суппорта в плоскостях:
а) горизонтальной,
б) вертикальной
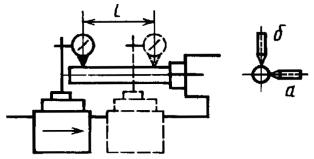
Рисунок 22
Таблица 10
|
l, мм
|
Плоскость измерения |
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
|||
|
Da ≤ 800 мм |
Da > 800 мм |
|||||
|
100 |
а |
12 |
- |
10 |
8 |
6 |
|
б |
12 |
- |
10 |
8 |
6 |
|
|
150 |
а |
16 |
- |
12 |
10 |
8 |
|
б |
16 |
- |
12 |
10 |
8 |
|
|
200 |
а |
20 |
- |
16 |
12 |
10 |
|
б |
20 |
- |
16 |
12 |
10 |
|
|
300 |
а |
30 |
40 |
20 |
- |
- |
|
б |
30 |
40 |
20 |
- |
- |
|
|
500 |
а |
- |
50 |
- |
- |
- |
|
б |
- |
50 |
- |
- |
- |
|
|
Примечание - В плоскости расположения режущей кромки инструмента свободный конец оправки может отклоняться только в сторону резца. |
||||||
Измерения - по ГОСТ 22267, раздел 6, метод 3а (рисунок 22).
Заднюю бабку с вдвинутой пинолью устанавливают так, чтобы расстояние от торца шпинделя передней бабки до торца пиноли было не менее Da. Заднюю бабку и пиноль закрепляют. Для станков с последовательным расположением суппортов проверка проводится для суппорта, ближайшего к задней бабке.
Рисунок 23
Таблица 11
|
l, мм
|
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
100 |
8 |
6 |
4 |
3 |
|
200 |
12 |
8 |
5 |
4 |
|
300 |
20 |
10 |
8 |
- |
Измерения - по ГОСТ 22267, раздел 9, метод 4 (рисунок 23).
4.17 Точность кинематической цепи шпиндель - ходовой винт
Рисунок 24
Рисунок 25
Таблица 12
|
l, мм |
Допуск, мкм, для станков классов точности |
||||||
|
Н |
П |
В |
А |
||||
|
DC ≤ 2000 мм |
2000 мм < DC ≤ 3000 мм |
DC > 3000 мм |
|
Da ≤ 250 мм |
250 мм < Da |
||
|
50 300 |
- 40 |
- 45 |
- 50 |
- 30 |
- 20 |
6 - |
16 |
|
Примечание - В случае участия коробки подач допуски увеличивают в 1,25 раза. |
|||||||
Контрольную пару винт-гайка (рисунок 24) или контрольный винт (рисунок 25) с шагом, возможно близким к шагу ходового винта, устанавливают в центрах передней и задней бабок. Измерительный прибор устанавливают на суппорте так, чтобы измерительный наконечник упирался в торец контрольной гайки или касался одной из боковых сторон контрольного винта. Станок настраивается на нарезание резьбы с шагом, равным шагу контрольной пары (винта), и приводится в действие.
Отклонение равно наибольшей разности показаний измерительного прибора на длине измерения.
Проверка может быть заменена проверкой 5.7.
4.18 Осевое биение ходового винта
Рисунок 26
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 15, для Da > 800 мм - 20; П - 10; В - 8; А - 5.
Измерения - по ГОСТ 22267, раздел 17, метод 1 (рисунок 26). Проверка может быть заменена проверкой 5.7.
5 Точность образца-изделия
5.1 Общие технические требования к образцам-изделиям - по ГОСТ 25443.
5.2 Дополнительные требования
5.2.1 Форма и размеры образца-изделия для проверок 5.3 - 5.5 - в соответствии с рисунком 27, для проверки 5.4 допускается применять образец с одним пояском (рисунок 28).
Рисунок 27
Рисунок 28
Рисунки не определяют конструкцию образцов.
![]() l1 ≈ 0,5Da, но не более 500 мм.
l1 ≈ 0,5Da, но не более 500 мм.
l2 ≤ 20 мм, количество поясков для проверок 5.3 и 5.5 - три (l > 50 мм) или два (l ≤ 50 мм).
5.2.2 Форма и размеры образца-изделия для проверки 5.6 - в соответствии с рисунком 29.
Рисунок 29
Рисунок не определяет конструкцию образца.
D ≥ 0,5Da, L ≈ Da/8.
Обрабатываемая поверхность, как правило, разделяется на две или три концентрические поверхности, одна из которых центральная.
5.2.3 Форма и размер образца-изделия для проверки 5.7 - в соответствии с рисунком 30.

Рисунок 30
L ≈ 300 (Da > 250 мм).
Рисунок не определяет конструкцию образца.
Диаметр и шаг резьбы должны быть возможно близкими к диаметру и шагу резьбы ходового винта. Резьба может начинаться с любой точки ходового винта. Тип резьбы - однозаходная треугольная, допускается трапецеидальная.
5.2.4 Материал образцов-изделий
Образцы-изделия должны изготовляться из автоматной стали или чугуна. Для станков классов точности П, В и А допускается использовать латунь, бронзу или алюминиевые сплавы.
5.2.5 Условия обработки образцов-изделий
Образцы-изделия для проверок 5.3 - 5.5 закрепляют в патроне или на оправке, устанавливаемой в отверстии или на фланце шпинделя, для проверки 5.6 - в патроне, для проверки 5.7 - в центрах.
Проверяемые поверхности обрабатывают окончательно.
Допускается выполнять один или несколько чистовых проходов по предварительно обработанным образцам-изделиям.
5.3 Постоянство диаметров в поперечном сечении

Рисунок 31
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 10, для Da > 800 мм - 20; П - 7.
Измерения проводят по ГОСТ 25889.4 в поперечном сечении, ближайшем к месту крепления образца-изделия, в четырех продольных сечениях, расположенных под углом 45° (рисунок 31). Вместо настоящей проверки допускается проводить измерение круглости, при этом допуск уменьшают, но не более чем в два раза.
Значения круглости, мкм, не должны превышать для станков классов точности В - 2, 5, А - 1, 6.
Измерения - по ГОСТ 25889.1, метод 1. Если используется образец по рисунку 27, то измерения проводят в поперечном сечении, ближайшем к месту крепления образца-изделия.
Вместо настоящей проверки допускается проводить измерение постоянства диаметров в поперечном сечении, при этом допуск увеличивают, но не более чем в два раза.
5.5 Постоянство диаметров в продольном сечении
Таблица 13
|
l, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
100 |
- |
- |
6 |
4 |
|
200 |
- |
12 |
8 |
6 |
|
300 |
40 |
20 |
12 |
- |
|
Примечания 1 Больший диаметр должен располагаться вблизи передней бабки. 2 Разность диаметров двух соседних поясков (за исключением случаев, когда их всего два) не должна превышать 75 % полученной разности диаметров наружных поясков. |
||||
Измерения - по ГОСТ 25889.4.
5.6 Прямолинейность торцовой поверхности
Рисунок 32
Таблица 14
|
D, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
100 |
10 |
6 |
4 |
3 |
|
200 |
15 |
10 |
6 |
4 |
|
300 |
25 |
15 |
10 |
|
|
500 |
40 |
- |
- |
- |
|
Примечание - Допускается только вогнутость. |
||||
Измерения - По ГОСТ 22267, раздел 4, метод 2 (рисунок 32).
Измерения проводят в двух взаимно перпендикулярных диаметральных сечениях.
Для станков с Da > 320 мм допускается проводить проверку непосредственно на станке. Измерительный прибор устанавливают на суппорте так, чтобы его измерительный наконечник касался проверяемой поверхности и был ей перпендикулярен. Суппорт перемещают в поперечном направлении. Измерения в двух взаимно перпендикулярных сечениях проводят за счет поворота шпинделя. Отклонение от прямолинейности равно половине наибольшей разности показаний измерительного прибора при его перемещении.
5.7 Накопленная погрешность шага резьбы
Таблица 15
|
Длина измерения, мм |
Допуск, мкм, для станков классов точности |
||||||
|
Н |
П |
В |
А |
||||
|
DC ≤ 2000 мм |
8000 мм < DC ≤ 3000 мм |
DC > 3000 мм |
Da ≤ 250 мм |
250 мм < Da ≤ 500 мм |
|||
|
50 |
- |
- |
- |
- |
- |
10 |
- |
|
300 |
40 |
45 |
50 |
30 |
20 |
- |
20 |
Измерения проводят с помощью универсальных измерительных приборов. Накопленную погрешность определяют как абсолютную величину разности действительного расстояния между одноименными профилями резьбы и его теоретического значения. Проверка может быть заменена проверками 4.17 и 4.18.
ПРИЛОЖЕНИЕ А
(справочное)
Номенклатура средств измерений, используемых для проверки точности токарно-винторезных и токарных станков, и основные требования к ним
1 Прибор для измерения длин (4.5 - 4.18, 5.3 - 5.6).
Основные технические требования должны соответствовать, указанным в таблице А.1.
Таблица А.1
В микрометрах
|
Цена деления шкалы прибора |
Вариации показаний (наибольший гистерезис) |
|
|
До 2 |
0,2 |
0,1 |
|
Св. 2 до 5 |
0,5 |
0,25 |
|
» 5 » 10 |
1,0 |
0,4 |
|
» 10 » 40 |
2,0 |
0,8 |
|
» 40 |
10,0 |
2,5 |
2 Уровень (4.4) с ценой деления 0,01/1000 мм или 2" и 0,02/1000 мм или 4" (для станков класса точности Н используется уровень с ценой деления 0,02/1000 мм или 4").
3 Контрольная центровая оправка (4.5 - 4.7).
Основные технические требования должны соответствовать указанным в таблице А.2.
Таблица А.2
В микрометрах
|
Допуск прямолинейности образующих |
Допуск радиального биения |
Шероховатость поверхности |
||||
|
Для класса точности оправки |
||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
|
|
200 |
1,0 |
1,6 |
2,0 |
3,0 |
- |
- |
|
300 |
1,6 |
2,5 |
2,0 |
3,0 |
|
|
|
500 |
2,0 |
3,0 |
2,5 |
4,0 |
|
|
|
800 |
|
|
|
|
0,2 |
0,4 |
|
1000 |
2,5 |
4,0 |
2,5 |
4,0 |
|
|
|
1600 |
3,0 |
5,0 |
3,0 |
5,0 |
|
|
Для станков классов точности Н и П используется контрольная центровая оправка класса точности 2.
4 Контрольная консольная оправка (4.7, 4.11 - 4.13).
Основные технические требования должны соответствовать указанным в таблице A.3
В микрометрах
|
Длина измерения, мм |
Допуск круглости |
Допуск прямолинейности образующих |
Допуск радиального биения |
Шероховатость поверхности |
||||
|
Для класса точности оправки |
||||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|
|
150 |
0,4 |
1,0 |
0,6 |
1,6 |
1,2 |
3,0 |
|
|
|
200 |
0,4 |
1,0 |
0,6 |
1,6 |
1,2 |
3,0 |
0,32 |
0,4 |
|
300 |
0,4 |
1,0 |
1,0 |
2,5 |
1,2 |
3,0 |
|
|
|
500 |
0,5 |
1,2 |
1,2 |
3,0 |
1,6 |
4,0 |
|
|
Для станков классов точности Н и П используется контрольная оправка класса точности 2.
5 Приспособление с регулируемой поверочной линейкой (4.16).
Основные технические требования должны соответствовать указанным в таблице А.4.
Таблица А.4
|
Допуск, мкм, прямолинейности измерительной поверхности линейки для проверки станков классов точности |
||
|
Н, П |
В, А |
|
|
100 |
1,6 |
0,6 |
|
200 |
2,5 |
1,0 |
|
300 |
4,0 |
1,6 |
6 Контрольная пара винт-гайка (4.17).
Отклонение шага на один оборот винта ±3 мкм, накопленная погрешность шага 10 мкм.
7 Прибор для измерения шага резьбы - цена деления 1 мкм (5.7).
8 Прибор для измерения круглости - цена деления 0,1 мкм (5.4).
9 Поверочная линейка (4.5, 5.6) - по ГОСТ 8026.
ПРИЛОЖЕНИЕ Б
(справочное)
Порядок пересчета допусков в зависимости от длины измерения (перемещения)
Если длина измерения (перемещения) отличается от указанной в стандарте, то пересчет допусков на новую длину осуществляется по общей методике пересчета допусков, изложенной в ГОСТ 25346 (приложение 1, таблица 5, формула для единицы допуска)
где Δ1, Δ2 - стандартный и новый допуски;
l1, l2 - стандартная и новая длины, мм.
Пример 1. В проверке радиального биения задан допуск Δ1 = 15 мкм на длине l1 = 300 мм. Требуется определить допуск Δ2 на длине l2 = 500 мм.
Согласно приведенной выше формуле
![]()
Результат округляют до предпочтительного числа по ряду Ra 10 ГОСТ 6636 с учетом того, что для измерения удобен результат, оканчивающийся на ноль или пять (30, а не 32, 60, а не 63 и т.д.).
Для того, чтобы избежать вычислений, можно пользоваться ГОСТ 24643, учитывая, что переход от одной размерной градации к смежной происходит по ряду Ra 10 со знаменателем 1,25.
Пример 2. Условия те же, что в примере 1. Размер 300 мм входит в градацию 250 - 400 мм (ГОСТ 24643, таблица 5), размер 500 мм - в градацию 400 - 630 мм, следовательно
Δ2 = Δ11,25 ≈ 20 мкм.
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Особенности определения прямолинейности направляющих (4.5)
1 Выпуклая направляющая
Направляющая считается выпуклой, если все ее точки расположены над прямой линией, соединяющей концы направляющей.
2 Местное отклонение от прямолинейности
Отклонение от прямолинейности между двумя точками направляющей, отстоящими друг от друга на заданной базовой длине, меньшей чем длина направляющей, определяемое как разность вертикальных координат (ординат) этих точек, называется местным отклонением от прямолинейности.
Местное отклонение между точками а и b на заданной длине l равно h2 - h1 (рисунок В.1).

Рисунок В.1
3 Вариант направляющих в виде нормальной выпуклой кривой
Допуски на местные отклонения задаются для исключения значительных погрешностей на малой длине.
Для обычных направляющих, выполняемых в виде выпуклой кривой, которая приблизительно симметрична относительно середины, местные допуски являются слишком жесткими для концов направляющих. В этом случае на конечных участках направляющих, равных одной четверти их длины, значения местных допусков могут быть увеличены в два раза.
ПРИЛОЖЕНИЕ Г
(справочное)
Параллельность перемещения задней бабки и каретки в плоскостях:
а) горизонтальной,
б) вертикальной
Рисунок Г.1
Отклонения не должны превышать величин, приведенных в таблице Г.1.
Таблица Г.1
|
Допуск, мкм, для станков классов точности |
||||||||
|
Н |
П |
|||||||
|
Da ≤ 800 мм |
Da > 800 мм |
|||||||
|
на всей длине |
местный допуск |
на всей длине |
местный допуск |
на всей длине |
местный допуск |
|||
|
До 1500 |
а) б) |
30 |
20 на любой длине 500 мм |
а) б) |
40 |
20 на любой длине 500 мм |
а) 20 |
10 на любой длине 500 мм |
|
Св. 1500 |
а) б) |
40 |
30 на любой длине 500 мм |
а) б) |
40 |
30 на любой длине 500 мм |
б) 30 |
20 на любой длине 500 мм |
Измерения - по ГОСТ 22267, раздел 5, метод 1.
Заднюю бабку устанавливают возможно ближе к каретке. Пиноль задней бабки должна быть зажата в таком положении, чтобы измерительный прибор, закрепленный на каретке, всегда касался одной и той же точки.
Ключевые слова: станки металлорежущие, станки токарные и токарно-винторезные, основные размеры, испытания, условия испытаний, точность, нормы точности