 | Информационная система | |
ГОСТ 1478-93
(ИСО 7435-83)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ УСТАНОВОЧНЫЕ
С ЦИЛИНДРИЧЕСКИМ КОНЦОМ
И ПРЯМЫМ ШЛИЦЕМ КЛАССОВ
ТОЧНОСТИ А и В
Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 1478-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВВЕДЕН ВЗАМЕН ГОСТ 1478-84
5 ПЕРЕИЗДАНИЕ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ВИНТЫ
УСТАНОВОЧНЫЕ С ЦИЛИНДРИЧЕСКИМ Технические условия Dog-point straight slotted
set screws. |
ГОСТ Р (ИСО 7435-83) |
Дата введения 01.01.95
Настоящий стандарт распространяется на установочные винты с цилиндрическим концом и прямым шлицем, классов точности А и В с номинальным диаметром d от 1,6 до 12 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям народного хозяйства, выделены курсивом.
1. РАЗМЕРЫ
1.1. Размеры винтов должны соответствовать указанным на чертеже и в табл. 1.
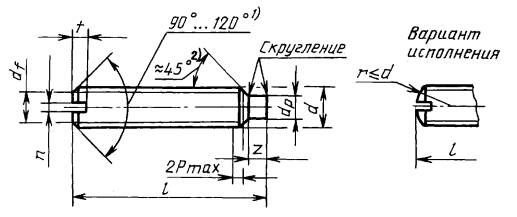
1) Угол 120° обязателен для коротких винтов, длина которых приведена над штриховой ступенчатой линией в табл. 1.
2) Угол 45° относится только, к части конца ниже внутреннего диаметра резьбы.
Таблица 1
мм
|
1,6 |
2 |
2,5 |
3 |
(3,5) |
4 |
5 |
6 |
8 |
10 |
12 |
||||||||||||||
|
Шаг резьбы Р |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
|||||||||||||
|
df |
Внутренний диаметр резьбы |
|||||||||||||||||||||||
|
dp |
мин. |
0,55 |
0,75 |
1,25 |
1,75 |
1,95 |
2,25 |
3,2 |
3,7 |
5,2 |
6,64 |
8,14 |
||||||||||||
|
макс. |
0,8 |
1 |
1,5 |
2 |
2,2 |
2,5 |
3,5 |
4 |
5,5 |
7 |
8,5 |
|||||||||||||
|
п |
номин. |
0,25 |
0,25 |
0,4 |
0,4 |
0,5 |
0,6 |
0,8 |
1 |
1,2 |
1,6 |
2 |
||||||||||||
|
мин. |
0,31 |
0,31 |
0,46 |
0,46 |
0,56 |
0,66 |
0,86 |
1,06 |
1,26 |
1,66 |
2,02 |
|||||||||||||
|
макс. |
0,45 |
0,45 |
0,6 |
0,6 |
0,7 |
0,8 |
1 |
1,2 |
1,51 |
1,91 |
2,31 |
|||||||||||||
|
t |
мин. |
0,56 |
0,64 |
0,72 |
0,8 |
0,96 |
1,12 |
1,28 |
1,6 |
2 |
2,4 |
2,8 |
||||||||||||
|
макс. |
0,74 |
0,84 |
0,95 |
1,05 |
1,21 |
1,42 |
1,63 |
2 |
2,5 |
3 |
3,6 |
|||||||||||||
|
z |
мин. |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
4 |
5 |
6 |
||||||||||||
|
макс. |
1,05 |
1,25 |
1,5 |
1,75 |
2 |
2,25 |
2,75 |
3,25 |
4,3 |
5,3 |
6,3 |
|||||||||||||
|
l1) |
Класс точности |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
А |
В |
|||||||||||||||||||||||
|
номин. |
не менее |
не более |
не менее |
не более |
||||||||||||||||||||
|
2 |
1,8 |
2,2 |
1,5 |
2,5 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
2,5 |
2,3 |
2,7 |
2 |
3 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
3 |
2,8 |
3,2 |
2,5 |
3,5 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
4 |
3,76 |
4,24 |
3,4 |
4,6 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
5 |
4,76 |
5,24 |
4,4 |
5,6 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
6 |
5,76 |
6,24 |
5,4 |
6,6 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
8 |
7,71 |
8,29 |
7,25 |
8,75 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
10 |
9,71 |
10,29 |
9,25 |
10,75 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
12 |
11,65 |
12,35 |
11,1 |
12,9 |
|
|
|
|
Стандартные длины |
|
|
|
||||||||||||
|
(14) |
13,65 |
14,35 |
13,1 |
14,9 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
16 |
15,58 |
16,42 |
15,1 |
16,9 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
(18) |
17,58 |
18,42 |
17,1 |
18,9 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
20 |
19,58 |
20,42 |
18,95 |
21,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
(22) |
21,58 |
22,42 |
20,95 |
23,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
25 |
24,58 |
25,42 |
23,95 |
26,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
(28) |
27,58 |
28,42 |
27,95 |
29,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
30 |
29,58 |
30,42 |
28,95 |
31,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
35 |
34,0 |
35,5 |
33,75 |
36,25 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
40 |
39,5 |
40,5 |
38,75 |
41,25 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
45 |
44,5 |
45,5 |
43,75 |
46,25 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
50 |
49,5 |
50,5 |
48,75 |
51,25 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
55 |
54,4 |
55,6 |
53,5 |
56,5 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
60 |
59,4 |
60,6 |
58,5 |
61,5 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
1) Размеры, заключенные в скобки, применять не рекомендуется. |
||||||||||||||||||||||||
1.2. Теоретическая масса винтов указана в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Винты должны изготовляться в соответствии с требованиями, указанными в табл. 2.
Таблица 2
|
Сталь |
Коррозионно-стойкая сталь |
Цветные сплавы |
||||
|
Резьба |
Поле допуска |
6g |
||||
|
Стандарты |
||||||
|
Механические свойства |
Класс прочности или группа материала |
14Н, 22Н 33Н, 45Н |
21 - 26 |
31 - 35 |
||
|
Стандарты |
||||||
|
Допуски |
Класс точности |
А, В |
||||
|
Стандарты |
||||||
|
Окончательная обработка поверхности изделия |
Гладкая Требования к гальванопокрытиям по ГОСТ 9.301, ГОСТ 9.303 Винты должны изготовляться с покрытиями: цинковым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом или без покрытия. Допускается применять другие виды покрытий по согласованию между изготовителем и потребителем |
|||||
|
Приемка |
Правила приемки ГОСТ 17769 |
|||||
|
Методы контроля |
Размеры, отклонения формы и расположения поверхностей - ГОСТ 1759.1 |
|||||
|
Дефекты поверхности - ГОСТ 1759.2 |
||||||
|
Механические свойства |
||||||
|
Маркировка и упаковка |
||||||
3. ОБОЗНАЧЕНИЕ
Примеры условного обозначения
Установочный винт с цилиндрическим концом и прямым шлицем класса точности В, диаметром резьбы d = 10 мм, с полем допуска 6g, длиной l = 25 мм, класса прочности 14Н, без покрытия:
Винт M10-6g´25.14H ГОСТ 1478-93
То же, класса точности A, класса прочности 45Н, из стали 40Х, с химическим окисным покрытием, пропитанным маслом:
Винт A.M10-6g´25.45H.40X.05 ГОСТ 1478-93
То же, из латуни ЛC59-1, без покрытия:
Винт АМ10-6g´25.32.ЛС59-1 ГОСТ 1478-93
ПРИЛОЖЕНИЕ
Справочное
Таблица 3
МАССА ВИНТОВ
|
Длина l, мм |
Теоретическая масса 1000 шт. стальных винтов, кг, » при номинальном диаметре резьбы d, мм |
||||||||||
|
1,6 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
6 |
8 |
10 |
12 |
|
|
2 |
0,008 |
|
|
|
|
|
|
|
|
|
|
|
2,5 |
0,016 |
|
|
|
|
|
|
|
|
|
|
|
3 |
0,024 |
0,036 |
|
|
|
|
|
|
|
|
|
|
4 |
0,040 |
0,055 |
0,088 |
|
|
|
|
|
|
|
|
|
5 |
0,055 |
0,073 |
0,118 |
0,170 |
0,200 |
|
|
|
|
|
|
|
6 |
0,071 |
0.092 |
0,148 |
0,214 |
0,277 |
0,337 |
|
|
|
|
|
|
8 |
0,103 |
0,129 |
0,208 |
0,303 |
0,347 |
0,492 |
0,754 |
0,989 |
|
|
|
|
10 |
|
0,167 |
0,267 |
0,391 |
0,497 |
0,647 |
1,002 |
1,342 |
2,240 |
|
|
|
12 |
|
|
0,387 |
0,479 |
0,647 |
0,802 |
1.249 |
1,695 |
2,877 |
4,250 |
|
|
(11) |
|
|
|
0,567 |
0,820 |
0,957 |
1,496 |
2,047 |
3,514 |
5,254 |
7,378 |
|
16 |
|
|
|
0,656 |
0,974 |
1,112 |
1,744 |
2,400 |
4,150 |
6,258 |
8,833 |
|
(18) |
|
|
|
|
1,067 |
1,267 |
1,991 |
2,753 |
4,787 |
7,262 |
10,291 |
|
20 |
|
|
|
|
1,317 |
1,422 |
2,239 |
3.106 |
5,424 |
8,266 |
11,743 |
|
(22) |
|
|
|
|
|
1,936 |
2,486 |
3,458 |
6,061 |
9,270 |
13,204 |
|
25 |
|
|
|
|
|
|
2,857 |
3,987 |
7,016 |
10,776 |
15,380 |
|
(28) |
|
|
|
|
|
|
|
4,516 |
7,971 |
12,282 |
17,562 |
|
30 |
|
|
|
|
|
|
|
4,869 |
8,608 |
13,291 |
19,011 |
|
35 |
|
|
|
|
|
|
|
5,751 |
10,201 |
15,803 |
22,653 |
|
40 |
|
|
|
|
|
|
|
|
11,790 |
18,312 |
26,284 |
|
45 |
|
|
|
|
|
|
|
|
|
20,824 |
29,922 |
|
50 |
|
|
|
|
|
|
|
|
|
23,330 |
33,561 |
|
55 |
|
|
|
|
|
|
|
|
|
|
40,240 |
|
60 |
|
|
|
|
|
|
|
|
|
|
44,640 |
|
Примечание. Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 - для алюминиевого сплава; 0,97- для бронзы; 1,08 - для латуни. |
|||||||||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение
НТД, на |
Номер пункта |
|
СОДЕРЖАНИЕ