 | Информационная система | |
СТП 006-97
СТАНДАРТ ПРЕДПРИЯТИЯ
УСТРОЙСТВО
СОЕДИНЕНИЙ
НА ВЫСОКОПРОЧНЫХ БОЛТАХ
В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ
КОРПОРАЦИЯ «ТРАНССТРОЙ»
МОСКВА
1998
Предисловие
1 РАЗРАБОТАН Научно-исследовательским центром «Мосты» ОАО «ЦНИИС» (канд. техн. наук А.С. Платонов, канд. техн. наук И.Б. Ройзман, инж. А.В. Кручинкин, канд. техн. наук М.Л. Лобков, инж. М.М. Мещеряков)
ВНЕСЕН Научно-техническим центром Корпорации «Трансстрой»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Корпорацией «Трансстрой» распоряжением от 09 октября 1997 г. № МО-233
3 СОГЛАСОВАН специализированными фирмами «Мостострой», «Транспроект» Корпорации «Трансстрой», Главным управлением пути Министерства путей сообщения РФ
4 С введением настоящего стандарта утрачивает силу ВСН 163-69 «Инструкция по технологии устройства соединений на высокопрочных болтах в стальных конструкциях мостов»
СОДЕРЖАНИЕ
СТАНДАРТ ПРЕДПРИЯТИЯ
|
Устройство соединений на высокопрочных болтах в стальных конструкциях мостов |
Введен впервые |
Утвержден и введен в действие распоряжением Корпорации «Трансстрой» от 09.10.97 № МО-233
Дата введения 1998-01-01
1 Область применения
Стандарт распространяется на технологию устройства фрикционных соединений на высокопрочных болтах в стальных конструкциях железнодорожных, автодорожных, городских, совмещенных, пешеходных мостов и специальных вспомогательных сооружений и устройств (СВСиУ) для строительства мостов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и СНиПы:
ГОСТ 9.014-78. ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования.
ГОСТ 9.402-80. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием.
ГОСТ 201-76. Натрий фосфорнокислый (тринатрийфосфат).
ГОСТ 535-88. Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.
ГОСТ 882-75. Щупы для определения величины зазоров.
ГОСТ 977-88. Отливки стальные. Общие технические условия.
ГОСТ 1050-88. Прокат из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 1642-75*. Масло веретенное АУ.
ГОСТ 2084-77. Бензин неэтилированный.
ГОСТ 2263-79. Каустическая сода (натр едкий).
ГОСТ 2768-84*. Ацетон (растворитель).
ГОСТ 2789-73*. Шероховатость поверхности.
ГОСТ 3647-80. Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля.
ГОСТ 4543-71. Сталь легированная конструкционная. Технические условия.
ГОСТ 5100-73. Кальцинированная сода (натрий углекислый).
ГОСТ 5457-75. Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 8736-77. Песок для строительных работ.
ГОСТ 9356-75. Рукава резиновые для газовой сварки и резки металлов. Технические условия.
ГОСТ 10587-84. Эпоксидные смолы.
ГОСТ 11964-89. Металлическая дробь.
ГОСТ 13078-81. Натрий кремниевокислый (жидкое стекло).
ГОСТ 18698-79. Рукава резиновые напорные с текстильным каркасом. Технические условия.
ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.
ГОСТ 20799-75. Минеральные масла.
ГОСТ 22353-77 - ГОСТ 22356-77. Болты и гайки высокопрочные. Шайбы.
ОСТ 2МТ74-8-78. Карбид кремния (карборунд).
СНиП 2.05.03-84. Мосты и трубы. Проектирование.
СНиП 3.01.01-85. Организация строительного производства.
СНиП 3.03.01-87. Несущие и ограждающие конструкции.
СНиП 3.06.04-91. Мосты и трубы. Правила производства и приемки работ.
СНиП III-4-80*. Техника безопасности в строительстве.
СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ.
3 Общие указания
3.1 Требования настоящего стандарта необходимо соблюдать при проектировании, изготовлении и монтаже стальных конструкций мостов с фрикционными соединениями на высокопрочных болтах. Стандарт разработан в развитие СНиП 3.06.04-91.
3.2 Основанием для выполнения заводских и монтажных фрикционных соединений служат рабочие чертежи КМ, КМД, Технологические карты и проекты производства работ (ППР). Вышеперечисленная проектно-технологическая документация должна разрабатываться специализированными организациями, имеющими соответствующие лицензии.
В чертежах КМ, КМД и ППР должны указываться: марки стали, диаметры и климатическое исполнение высокопрочных болтов, гаек и шайб; расчетные усилия натяжения болтов; виды подготовки контактных поверхностей. Каждая партия высокопрочных метизов должна сопровождаться сертификатом качества завода-изготовителя. Метизы надлежит отгружать комплектно с мостовыми металлоконструкциями.
Документация КМ и ППР, выдаваемая в производство, должна иметь штампы и подписи главного инженера группы заказчика «УТВЕРЖДАЮ к производству работ» и главного инженера мостостроительной организации «СОГЛАСОВАНО к производству работ».
Отступления от согласованной и утвержденной проектно-технологической документации допускаются по согласованию с заказчиком и проектной организацией с внесением соответствующих изменений в рабочие чертежи КМ, КМД и ППР.
3.3 Заводские и монтажные фрикционные соединения на высокопрочных болтах должны выполняться специализированными организациями, имеющими лицензию на производство указанных работ, обученные кадры ИТР и рабочих, соответствующее оборудование и инструмент.
Руководство по выполнению монтажных работ с фрикционными соединениями осуществляется специалистом, имеющим специальное образование и практический опыт по монтажу стальных конструкций. Руководитель монтажных работ должен назначаться приказом по мостостроительной организации.
К выполнению фрикционных соединений допускаются монтажники металлоконструкций, достигшие 18-летнего возраста, прошедшие соответствующее обучение и сдавшие экзамен.
3.4 Технические службы завода или мостостроительной организации должны организовать службу контроля качества выполнения фрикционных соединений на всех стадиях технологического процесса: обработки контактных поверхностей элементов и деталей, подготовки метизов, сборки соединений, постановки и натяжения болтов, приемки готовых соединений. При необходимости контролю подлежит также коэффициент закручивания высокопрочных болтов по указаниям приложения А.
Качество подготовки контактных поверхностей должно контролироваться испытанием образцов-свидетелей на сдвиг по указаниям раздела 8 настоящего СТП.
4 Обработка контактных поверхностей фрикционных соединений
4.1 Для обеспечения расчетных коэффициентов трения μ применяют следующие виды обработки контактных поверхностей фрикционных соединений:
0,58 - дробеструйную или пескоструйную обработки без последующей консервации;
0,50 - дробеструйную или пескоструйную обработки одной поверхности с консервацией ее полимерным клеем и утоплением в него карборундового порошка, а другой поверхности - стальными щетками без консервации;
0,42 - газопламенную обработку без консервации;
0,35 - обработку стальными щетками без консервации;
0,38 - дробеметную обработку двух поверхностей без последующей консервации;
0,61 - дробеметную двух поверхностей с последующим их газопламенным нагревом до 250 - 300 °С на кольцевых зонах вблизи отверстий площадью не менее площади шайбы (для заводских условий).
Вид обработки контактных поверхностей фрикционных соединений должен быть указан в чертежах КМ.
4.2 Перед обработкой контактных поверхностей с них необходимо удалить наждачным кругом все дефекты и неровности, в том числе заусенцы вокруг отверстий, препятствующие плотному прилеганию элементов и деталей.
Образуемая при снятии заусенцев фаска вокруг отверстий не должна превышать 0,5 мм в плоскости деталей.
4.3 Не допускается последующее загрязнение и замасливание подготовленных контактных поверхностей элементов и деталей. Рабочие, занятые подготовкой контактных поверхностей, кантованием, переноской, разгрузкой и монтажом, должны работать в чистых рукавицах, использовать чистые такелажные приспособления и т.п.
Монтажные элементы и детали с подготовленными контактными поверхностями не допускается располагать в непосредственной близости от механизмов с двигателями внутреннего сгорания, гидравлических домкратных и насосных установок и т.п.
Очищенные фасонки, накладки и другие мелкие монтажные элементы надлежит хранить в вертикальном положении под навесом. Не допускается контакт очищенных элементов с грунтом.
4.4 Повторной обработке контактные поверхности подлежат: при попадании на контактные поверхности грязи, масла, краски; образовании льда и инея; несоблюдении указанных ниже в разделе 6 сроков сборки соединений и натяжения всех высокопрочных болтов.
4.5 Лед и иней с контактных поверхностей допускается удалять осушением газопламенными горелками; масло и краску - газопламенной обработкой (огневой очисткой). Продукты горения удаляют с остывшей поверхности чистыми синтетическими волосяными щетками.
Требования к повторной обработке клеефрикционных покрытий и удалению с них загрязнений приведены в пп. 4.38 и 4.39 настоящего СТП.
4.6 Повторная обработка контактных поверхностей не требуется в случае образования на них налета ржавчины из-за попадания на них атмосферных осадков или конденсации водяных паров непосредственно на сборке в период времени, который не превышает сроки, указанные в п. 6.2.
Примечание. Налетом ржавчины является легкая ржавчина, которая может быть удалена с сухой поверхности чистой синтетической волосяной щеткой.
Технология пескоструйной очистки
Шероховатость поверхности металла после обработки должна составлять не менее RZ40. Оценку шероховатости поверхности следует производить визуально сравнением с эталоном по ГОСТ 2789.
При обработке следует обеспечивать первую степень обезжиривания и не ниже второй степени очистки от окалины и окислов по ГОСТ 9.402.
4.8 Для пескоструйной обработки следует применять просушенный кварцевый песок (влажностью не более 2 %) фракции 0,6 - 2,5 мм. Указанным требованиям удовлетворяют пески для экипировки локомотивов (Технические условия на песок для песочниц локомотивов, МПС, 1968), а также пески для строительных работ и приготовления асфальтобетона по ГОСТ 8736 с дополнительным просеиванием.
Для сушки песка, приготовляемого на строительстве, рекомендуется применять барабанные вращающиеся печи, работающие на жидком топливе
4.9 В состав пескоструйной установки (рис. 1) входят пескоструйный аппарат, загрузочный бункер, компрессор, воздухосборник (ресивер), два масловлагоотделителя, воздушный шланг, шланг для подачи песчано-воздушной смеси, наконечник с соплом. Нормальная работа пескоструйного аппарата обеспечивается при давлении сжатого воздуха на входе 0,35 - 0,50 МПа.
Примечание. Рекомендуется включать в состав пескоструйной установки после компрессора радиатор, обдуваемый с помощью вентилятора наружным воздухом, для уравнивания температуры сжатого воздуха с температурой наружного воздуха.
Рис. 1. Схема пескоструйной установки:
1 - компрессор; 2 - ресивер; 3 - масловлагоотделитель; 4 - загрузочный бункер с песком; 5 - пескоструйный аппарат; 6 - пистолет-распылитель с соплом
4.10 Для пескоструйной обработки контактных поверхностей рекомендуется применять следующее оборудование:
- при больших объемах работ - двухкамерные пескоструйные аппараты непрерывного действия или спаренные однокамерные аппараты;
- при средних к больших объемах работ - однокамерные пескоструйные аппараты загрузочной вместимостью 120 - 200 л песка с быстродействующими затворами, обеспечивающими минимальные перерывы в работе при зарядке аппаратов песком;
- при малых и средних объемах работ - бескамерные пескоструйные аппараты.
Общий расход сжатого воздуха при пескоструйной обработке определяют исходя из расхода воздуха на сопло в пределах 2,5 - 4 м3/мин. И уточняют по номограмме на рис. 2 в зависимости от давления и диаметра
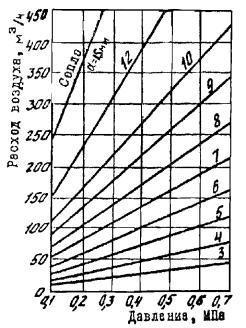
Рис. 2. Номограмма расхода жидкого топлива
4.11 Для подачи сжатого воздуха к пескоструйному аппарату применяют резинотканевые рукава диаметром 25 мм типа «Г» по ГОСТ 18698, а для подачи песчано-воздушной смеси к распылителю - рукава диаметром 32 мм типа «Ш» по тому же стандарту.
4.12. При пескоструйной обработке открытых поверхностей применяют сопла: металлические со сменными деталями; минералокерамические и металломинералокерамические (приложение Б). Более предпочтительны обеспечивающие наибольшую производительность очистки и долговечные (работающие в течение 80 - 100 ч) металломинералокерамические, а также минералокерамические сопла.
Металлические сопла применяют при малых объемах работ. Для повышения долговечности металлических сопел до 5 - 7 ч рекомендуется подвергать их рабочую поверхность термообработке до твердости HRC 40.
Для очистки поверхностей в «вилках» и труднодоступных местах используют щелевые сопла.
Размеры выходных отверстий сопел с учетом износа не должны превышать 8 - 10 мм.
При пескоструйной обработке сопло располагают на расстоянии 10 - 15 см и под углом 50 - 75° к очищаемой поверхности.
4.13 Сжатый воздух, подаваемый в пескоструйные аппараты, должен быть очищен от влаги и масла.
Качество очистки воздуха проверяют не реже одного раза в смену, направляя струю сжатого воздуха из сопла на лист чистой бумаги с нанесенными на нем чернильным карандашом линиями.
Воздух считают достаточно чистым, если при обдуве в течение 1 мин. на бумаге не появляются следы масла и влаги, а карандашные линии не темнеют.
При неудовлетворительной очитке воздуха меняют набивку фильтра масловлагоотделителя (приложение В). При этом отработанный кокс заменяют свежим, войлочные прокладки промывают бензином, а селикагель подвергают регенерации, после чего вновь проверяют качество очистки воздуха.
Рекомендуется использовать масловлагоотделители непрерывного действия.
4.14 Остатки песка и пыли с поверхностей, подвергнутых пескоструйной обработке, следует удалять сжатым воздухом или чистой волосяной щеткой. Протирать обработанные поверхности ветошью не допускается.
4.15 Пескоструйную обработку проводят с соблюдением правил техники безопасности и охраны труда, изложенных в разделе 9.
Результаты контроля качества обработки заносят в журнал выполнения монтажных соединений на болтах с контролируемым натяжением (форму журнала см. в приложении 5 СНиП 3.03.01-87).
Газопламенная обработка
4.16 Газопламенная обработка контактных поверхностей заключается в очистке их кислородно-ацетиленовым пламенем с последующим удалением образовавшихся продуктов сгорания.
Допускается применение пропан-бутана или природного газа взамен ацетилена по специальной инструкции.
При очистке контактных поверхностей необходимо полностью удалять масло, грязь, ржавчину, отстающую окалину, иней, лед.
Следует применять ацетилен по ГОСТ 5457.
Газопламенная обработка поверхности металлопроката толщиной менее 5 мм не допускается.
Угол наклона горелки к очищаемой поверхности должен быть в пределах 40 - 45°, Увеличение угла наклона сверх 45° вызывает обратный удар пламени (рис. 3 а, б).
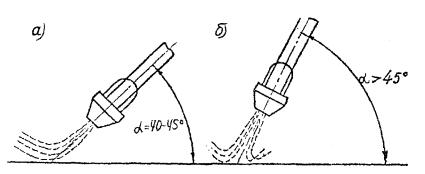
Рис. 3. Газопламенная обработка контактных поверхностей.
а - требуемый угол наклона горелки; б - завышенный (недопустимый) угол наклона
4.19 При газопламенной обработке поверхностей следует применять ацетилен из баллонов высокого давления. В исключительных случаях допускается использовать стационарные генераторы высокого давления, которые должны обеспечивать достаточную производительность и стабильное давление в соответствии с требованиями п. 4.17.
4.20 Обрабатывать поверхности следует широкозахватными многопламенными горелками (огневыми щетками) типа ГАО-60 и ГАО-2-72 (рис 4). Пост очистки комплектуют оборудованием, перечень которого приведен в приложении Г.
Рис. 4. Широкопламенная кислородно-ацетиленовая горелка ГАО-60
Результаты по контролю качества обработанных поверхностей заносят в журнал. Ориентировочный расход материалов для газопламенной очистки принимают: кислорода 1 м3, ацетилена 0,6 м3 на 1 м2 очищаемой поверхности.
Обработка стальными щетками
4.22 Поверхности, подлежащие обработке стальными щетками, предварительно должны быть очищены от масла, краски, инея и льда. Масло и краску удаляют растворителями или газопламенной горелкой, лед - нагревом.
При обработке стальными щетками с контактных поверхностей удаляют рыхлую ржавчину и непрочносцепленную, отстающую прокатную окалину. Наличие на обработанной поверхности следов оставшейся ржавчины черного цвета и отдельных участков прочносцепленной окалины не является браковочным признаком.
4.23 Для обработки следует применять механизированный инструмент с электрическим или пневматическим приводом (приложение Д). В качестве рабочего органа используют дисковые щетки размером 30x150 мм, а также радиальные щетки типа РВ или торцевые типа ТВ с ворсом из высокопрочной проволоки, свитой в жгуты. Ворс щеток должен быть обезжирен.
4.24 При работе щетку следует перемещать по поверхности детали с легким нажимом. Направление вращения щеток периодически меняют.
Доводить очищаемые поверхности до металлического блеска не допускается.
После обработки стальными щетками с контактных поверхностей необходимо удалить сжатым воздухом или чистой волосяной щеткой остатки отслоившейся окалины, пыли и ржавчины. Результаты контроля качества обработки контактных поверхностей заносят в журнал.
Дробеструйная и дробеметная обработка
4.25 Для дробеструйной обработки контактных поверхностей следует применять металлическую дробь 0,8; 1,0 или 1,2 по ГОСТ 11964 марок ДЧК, ДСК и ДСР, а для дробеметной обработки - марки ДСЛ.
4.26 Дробеструйную обработку контактных поверхностей рекомендуется выполнять беспыльным дробеструйным аппаратом, а дробеметную обработку на механизированных установках в заводских условиях.
4.27 Качество очистки контактных поверхностей дробеструйной и дробеметной обработкой контролируют в соответствии с требованиями пунктов 4.7 и 8.7.
Образование клеефрикционных покрытий
4.28 В соединениях с клеефрикционными покрытиями несущая способность определяется введением между контактными поверхностями промежуточного слоя из абразивного материала.
Для образования клеефрикционного покрытия на поверхность наносят эпоксидный клей и внедряют в него порошковый абразивный материал. Клей защищает контактную поверхность от коррозии и удерживает выступающие над слоем клея зерна абразивного материала, которые обеспечивают расчетный коэффициент трения по контакту.
4.29 Материалы, применяемые для устройства клеефрикционных покрытий, должны иметь паспорта (сертификаты), отвечать требованиям стандартов, технических условий и настоящих норм.
4.30 Клеефрикционные покрытия наносят на контактные поверхности малогабаритных деталей (фасонок, накладок, прокладок и т.п.), а соприкасающиеся с ними поверхности крупногабаритных элементов (поясов, раскосов и т.п.) очищают от отслаивающейся окалины, ржавчины, краски, масла, льда и др. Очистку контактных поверхностей крупногабаритных элементов осуществляют металлическими щетками.
Разрешается нанесение клеефрикционных покрытий на обе соприкасающиеся поверхности.
На строительной площадке клеефрикционные покрытия следует выполнять в крытых помещениях.
4.31 Технология нанесения клеефрикционных покрытий включает следующие операции: очистку контактной поверхности, приготовление клея, нанесение клея на контактную поверхность, нанесение и наполнение абразивным порошком пленки клея, удаление излишков абразивного порошка, выдержку до отверждения клея.
4.32 Контактные поверхности под клеефрикционное покрытие очищают на механизированных установках посредством дробеструйной, дробеметной или пескоструйной обработки. Шероховатость поверхности металла подготовленной под нанесение клеефрикционного покрытия (эпоксидного клея) не должна превышать RZ60. Оценку шероховатости следует производить визуально сравнением с эталоном.
На очищенных поверхностях перед нанесением эпоксидного клея не должно быть окалины, краски, масляных пятен, влаги и других загрязнений. Степень обезжиривания должна соответствовать требованиям п. 4.7.
Длительность перерыва между очисткой и нанесением клеефрикционного покрытия не должна превышать 12 ч при относительной влажности воздуха не более 80 %. Загрязнения, обнаруженные на очищенных поверхностях, перед нанесением клеефрикционного покрытия следует удалить ацетоном, а ржавчину - повторной очисткой.
4.33 Используемый при очистке поверхностей сжатый воздух, во избежание снижения адгезии слоя консервации, должен быть очищен от масла и влаги включаемым в воздушную сеть масловлагоотделителем (см. п. 4.13 и приложение В).
Состав 1
Эпоксидная смола ЭД-20 по ГОСТ 10587 100
Отвердитель И6М по ТУ 6-10-1438-79 50
Ускоритель УП 606/2 по МРТУ 6-09-6101-69 0 - 3
Ацетон (растворитель) по ГОСТ 2768 0 - 10
Состав 2
Эпоксидная смола ЭД-20 по ГОСТ 10587 100
Отвердитель УП-0633М по ТУ 6-05-241-46-76 20
Ацетон (растворитель) по ГОСТ 2768 10 - 20
или изопропиленовый спирт по ТУ 6-09-402-81 10 - 20
Клей следует приготовлять непосредственно перед его нанесением на очищенные контактные поверхности, путем смешивания всех компонентов и тщательного перемешивания полученной массы до однородности состава. Приготовленный клей должен быть израсходован за время не более 1 - 2 ч после введения отвердителя.
Расчет количества клея ведут по норме 100 г/м2 покрываемой поверхности.
4.35 Наносить клеефрикционное покрытие на очищенные поверхности следует при температуре не ниже плюс 10 °С и влажности воздуха до 80 %. Контактная поверхность при этом должна быть в горизонтальном положении.
Клей наносят на очищенные и сухие контактные поверхности равномерным слоем, без пропусков и потеков, при помощи резинового валика. Толщина клеевой пленки должна составлять 60 - 80 мкм.
Для обеспечения нанесения клеевой пленки требуемой толщины при различных температурах наружного воздуха вязкость клея регулируют количеством растворителя в пределах рецептуры по п. 4.34. Для замера толщины клеевого покрытия рекомендуется использовать магнитные толщиномеры МТ-10Н, ВТ-30Н.
4.36 В качестве абразивного материала в клеефрикционных покрытиях следует применять: карбид кремния зеленый или черный (карборунд) по ОСТ 2МТ 74-8-78 одного из следующих номеров зернистости шлиф-порошка: № 8, 10, 12 по ГОСТ 36470 (или их смеси). Данные о карбиде кремния приведены в приложении Е.
Сухой абразивный порошок - карбид кремния наносят на поверхность клея до его отверждения (загустения).
На всю поверхность, покрытую клеем, следует насыпать абразивный порошок слоем толщиной ориентировочно 2 мм и внедрить зерна в клей до их соприкосновения с поверхностью металла путем прокатывания по всей поверхности вдоль и поперек не менее четырех раз металлическим катком массой 6 кг при ширине 15 см.
При нанесении абразивного материала пропуски недопустимы.
Излишки абразивного материала (неприлипший порошок) удаляют кантованием детали на ребро и легким простукиванием по ней. Осыпавшийся порошок после просеивания может быть использован для дальнейшей работы.
В период полимеризации клея не допускается попадание атмосферных осадков на контактные поверхности.
Примерный расход абразивного порошка - 280 - 330 г/м2.
4.37 Качество клеефрикционного покрытия контролируют наружным осмотром (визуально) и замером его толщины. Покрытие должно быть равномерно распределено по поверхности без пропусков. Толщина клеефрикционного покрытия (клея с абразивом) должна составлять 160 - 250 мкм. Толщину следует контролировать толщиномерами.
По окончании полимеризации клея (при температуре 20 °С - через 24 ч, а при температуре 60 °С - через 2 ч) детали штабелируют, пакетируют и подают на монтаж или хранение. Детали пакетируют по маркам покрытием внутрь через резиновые или деревянные прокладки, стягивая болтами.
Максимальный срок хранения деталей с клеефрикционным покрытием в крытом помещении - 1 год.
Попавшие на клеефрикционные покрытия грязь, масло и краски, а также образовавшиеся на них иней и лед следует удалять без повреждения покрытия. Грязь удаляют волосяной щеткой с промывкой водой, масло и краску - растворителями (ацетон, скипидар, уайт-спирит, бензин и т.п.), иней и лед - сжатым подогреваемым не более чем до 40 °С воздухом. Температуру сжатого воздуха контролируют термометром. После смыва загрязнений остатки воды и растворителя следует удалить сжатым воздухом.
- при невозможности удалить случайно попавшую краску;
- при повреждении покрытия в результате подрыва слоя клея ржавчиной, механических воздействий, в том числе от правки металла, или температурных воздействий;
- по истечении срока хранения.
Повторную обработку проводят после снятия покрытия, в соответствии с требованиями, изложенными выше.
4.40 Сведения по правилам техники безопасности при нанесении клеефрикционного покрытия даны в разделе 9.
Результаты проверки качества клеефрикционных покрытий заносят в журнал.
5 Подготовка высокопрочных болтов, гаек и шайб
5.1. Для мостовых конструкций должны применяться болты, гайки и шайбы, указанные в проекте и соответствующие ГОСТ 22353 - ГОСТ 22356. Болты поставляют, как правило, в комплекте с конструкциями. Каждую партию болтов (до 1000 кг), гаек и шайб (до 500 кг) снабжают сертификатом завода-изготовителя, в котором должны быть указаны: номер сертификата, наименование завода-изготовителя, условное обозначение изделия, номера партии и плавки, результаты проведенных заводских испытаний механических свойств и коэффициента закручивания.
5.2 Входной контроль метизов на монтажной площадке производят внешним осмотром, замерами отдельных вызывающих сомнение размеров и определением коэффициента закручивания в соответствии с указаниями приложения А. Коэффициент закручивания при входном контроле проверяют по требованию заказчика или проектной организации.
Метизы следует хранить в условиях, не допускающих их ржавления и загрязнения.
Применение болтов, гаек и шайб без сертификатов, или имеющих на опорных поверхностях и на резьбе ржавчину, не допускается.
5.3. Высокопрочные болты, гайки и шайбы перед установкой в конструкцию подлежат подготовке, состоящей из следующих технологических операций: очистки от консервирующей заводской смазки и грязи; сушки, прогонки и смазки резьбы; комплектации и хранения; контроля качества.
При подготовке болтов, гаек и шайб к натяжению контролируют состав моющего щелочного раствора, состав для смазки и при необходимости коэффициент закручивания болтов.
5.4 Очистку болтов, гаек и шайб от заводской консервации производят в подогреваемом до 80 - 100 °С в щелочном растворе, состоящем из компонентов, указанных в табл. 1.
Метилы в решетчатой таре опускают в емкость со щелочным раствором и выдерживают 15-20 мин. После этого для лучшей очистки рекомендуется тару поднять и опустить 3 - 4 раза в моющий раствор. Рекомендуется использовать решетчатую тару вместимостью не более 50 кг метизов.
Таблица 1
Составы для очистки высокопрочных болтов, гаек от заводской консервации
|
Состав, в массовых долях |
||||
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
|
|
Вода |
1000 |
1000 |
1000 |
1000 |
|
Каустическая сода (едкий натр) по ГОСТ 2263 |
15 - 30 |
20 - 40 |
- |
- |
|
Кальцинированная сода (натрий углекислый) по ГОСТ 5100 |
10 - 25 |
15 - 30 |
40 - 60 |
- |
|
Натрий фосфорно-кислый (тринатрийфосфат) по ГОСТ 201 |
10 - 35 |
- |
- |
- |
|
Натрий кремниево-кислый (жидкое стекло) по ГОСТ 13078 |
10 - 25 |
- |
- |
- |
|
Моющее средство МС-18, МС-15, HC-8 и др. |
- |
- |
- |
30 - 50 |
|
Примечание. 1. Составы нагреваются до 80 - 100 °С. 2. Использовать керосин для удаления заводской консервации запрещается. |
||||
Всплывающее на поверхность масло периодически удаляют. Щелочной раствор пригоден для многократного использования. Восполняют его доливом.
Для обезжиривания метизов рекомендуется использовать емкость вместимостью 1 - 4 м3 раствора; она должна быть утеплена и снабжена крышкой. Подогрев рекомендуется осуществлять электронагревателями.
Резьба высокопрочных болтов и гаек не должна содержать остатков заводской консервирующей смазки.
После извлечения метизов из щелочного раствора их подвергают сушке. Наличие на их поверхности белого налета моющего средства не является браковочным признаком.
Высыхание горячих метизов происходит за несколько минут. Достаточность сушки определяют визуально - в резьбе болтов и гаек не должно быть остатков жидкого щелочного раствора. Допускается досушивать метизы обдувом сжатым воздухом.
5.5 После очистки и сушки резьбу высокопрочных болтов и гаек прогоняют механизированным способом для удаления непрочной окалины и остатков случайных загрязнений по всей длине нарезки болта так, чтобы впоследствии гайка легко навинчивалась на резьбу от руки.
Прогонку резьбы выполняют гайковертами или на любом токарно-винторезном станке.
5.6 Для смазки резьбы болтов и гаек после прогонки рекомендуется опустить их в решетчатой таре в емкость с составом из 80 - 90 % неэтилированного бензина по ГОСТ 2084 и 20 - 10 % минерального масла по ГОСТ 0799 (типа автол). После извлечения метизов бензин испаряется, а на поверхности остается тонкий слой смазки. Время испарения бензина при положительной температуре составляет 2 ч, а при отрицательной - 24 ч; ориентировочный расход бензина на 100 кг метизов составляет 2 л, масла - 0,25 л.
5.7 Очищенные и смазанные болты, гайки и шайбы следует укомплектовать и хранить в закрытой таре. При комплектации на болт навинчивают гайку, которую использовали при прогонке резьбы данного болта. Шайбы (2 шт.) должны быть установлены выпуклой стороной к головке болта и гайке.
Период времени от смазки резьбы метизов до их установки в соединение и натяжения гайковертом не должен превышать 10 сут, а до натяжения на расчетное усилие - 20 сут. Более длительное хранение увеличивает коэффициент закручивания. В данном случае допускается повторная смазка укомплектованных метизов.
5.8 Контроль коэффициента закручивания в укомплектованных метизах может производиться по требованию заказчика или проектной организации. Контроль производят по указаниям приложения А.
6 Сборка соединений
6.1 Сборку фрикционных соединений на высокопрочных болтах производят в следующем порядке:
- совмещают отверстия и фиксируют взаимное положение элементов и деталей соединения монтажными пробками;
- устанавливают в свободные отверстия высокопрочные болты и затягивают их гайковертами;
- проверяют плотность стягивания пакета;
- затягивают поставленные высокопрочные болты на расчетное усилие динамометрическими ключами;
- производят герметизацию соединений;
- удаляют пробки и в освободившиеся отверстия ставят высокопрочные болты с затяжкой их на расчетное усилие.
а) при пескоструйной, дробеструйной и дробеметной обработке, огневой очистке, очистке стальными щетками, дробеметной обработке с газопламенным нагревом поверхности металла в зоне отверстий до 250 - 300 °С - срок годности 3 сут;
б) при очистке одной контактной поверхности металлическими щетками и подготовке ответной ей контактной поверхности нанесением клеефрикционного покрытия - срок годности 3 сут;
в) при подготовке всех контактных поверхностей соединения нанесением клеефрикционного покрытия - срок годности 1 год.
При невыполнении выше указанных сроков требуется повторная подготовка контактных поверхностей элементов и деталей. В указанные сроки допускается не включать работы по замене болтами пробок, установленных при сборке соединений.
6.3 Пакеты деталей в фрикционных соединениях должны быть плотно стянуты. Это требование относится и к зонам с уступами в стыках с накладками и фасонками.
При уступе более 0,5 мм рекомендуется обработка его абразивным инструментом для обеспечения плавного перехода с уклоном 1 : 10 на длине до 30 мм от обреза детали. При уступе более 3 мм следует применять прокладки из стали той же марки, что и для основных деталей. Применение прокладок должно быть согласовано с проектной организацией.
6.4 Совпадение отверстий собираемых элементов и деталей после постановки точеных пробок должно обеспечивать свободную без перекосов, повреждения резьбы и приложения усилий постановку болтов. При невыполнении этих требований соответствующие отверстия допускается райберовать.
Прочистка, сверление и рассверливание отверстий в соединениях на высокопрочных болтах допускается только в плотно стянутых пакетах и без применения смазочно-охлаждающих жидкостей и воды.
6.5 Каждый болт в конструкцию следует устанавливать с двумя шайбами (одна - под головку, другая - под гайку). Если это конструктивно невозможно, то допускается в соединениях с разностью диаметров отверстий и болтов не более 3 мм ставить болт с одной шайбой под деталью, которая при натяжении будет вращаться (т.е. располагая ее под гайкой - при натяжении болта вращением гайки, под головкой болта - при натяжении болта вращением головки). Не допускается постановка под гайку или головку болта двух и более шайб.
Длину болтов назначают из условия, что в каждом затянутом болте со стороны гайки должно оставаться не менее одного полного витка и не более 6 витков резьбы.
В соединениях прокатных профилей с непараллельными плоскостями полок надлежит применять клиновидные шайбы, предотвращающие перекос гаек и головок болтов. Клиновидные шайбы, по возможности устанавливают под деталь, не вращающуюся при натяжении болта, или принимают меры против их поворота во время натяжения.
6.6 Количество пробок для фиксации проектного положения элементов монтажных соединений по условию совмещения отверстий и предупреждения их сдвига во время сборки должно быть не менее 10 % количества отверстий и не менее 3 шт. Количество высокопрочных болтов по условиям стягивания пакета должно быть не менее 20 % количества отверстий. При числе отверстий менее 10 устанавливаются 2 - 3 пробки и 1 - 2 болта.
Места и стадии установки монтажных пробок и высокопрочных болтов, а также стадии натяжения болтов указывают в технологических картах проекта производства работ.
Извлекать пробки допускается после постановки во все свободные отверстия высокопрочных болтов и натяжения их на нормативные усилия.
Номинальный диаметр точеных пробок принимают на 0,2 мм меньше проектного диаметра отверстий. Длина цилиндрической части пробки должна на 10 - 15 мм превышать толщину собираемого пакета. Пробки должны изготавливаться из сталей, марок Ст5пс2 (ГОСТ 535), 35-2-б (ГОСТ 1050), 09Г2-6 (ГОСТ 19281). В отверстие пробку следует устанавливать легкими ударами кувалды (подбойки) массой не больше 2 кг. Запрещается забивка пробок сильными ударами кувалды в отверстия с недопустимой чернотой.
6.7 Собранные соединения после проверки плотности стягивания пакета и натяжения высокопрочных болтов необходимо защитить (загерметизировать) от попадания влаги на контактные поверхности. Для этого по всему контуру соединения наносится шпатлевка или грунтовка с наполнителем из цемента, мела, каолина. Рекомендуются шпатлевки марок ХВ-004, ХВ-005, ЭП-0010. После герметизации соединения все его элементы, в том числе головки болтов, гайки и шайбы, должны покрываться грунтовкой в 1 - 2 слоя. Щели в местах перепада толщин необходимо заполнить замазкой на основе применяемой грунтовки и сухого наполнителя. Зазоры в стыках рекомендуется заполнять стеклолентой, пропитанной грунтовкой с добавлением наполнителя.
7 Натяжение высокопрочных болтов
7.1 Натяжение высокопрочных болтов на расчетные усилия следует производить закручиванием гайки с обеспечением требуемого крутящего момента (натяжение по крутящему моменту). Производить натяжение высокопрочных болтов по углу поворота не допускается.
Натяжение болтов с регулированием усилий по величине крутящего момента осуществляют, как правило, в два этапа: на первом этапе болты затягивают при помощи гайковертов на 50 - 90 % расчетного усилия для обеспечения плотности прилегания деталей пакета, а на втором - болты дотягивают до полного расчетного усилия динамометрическими ключами статического действия с контролем натяжения по величине прикладываемого крутящего момента. Применение на втором этапе натяжения инструмента динамического действия (гайковерты ударно-импульсного действия, редкоударные гайковерты и т.п.) не допускается.
7.2 Натяжение болтов на первом этапе осуществляют в процессе их установки при сборке соединении и замене пробок. При этом используют
пневматические гайковерты ударно-импульсного действия (приложение Ж).
В начале натяжения гайковертами головку болта (или гайку, если болт натягивают вращением за головку) следует придерживать от проворачивания. Если проворачивание по мере натяжения болта не прекращается, болт и гайка подлежат замене.
7.3 Натяжение болтов на втором этапе (до расчетных усилий) производят, как правило, после проверки соблюдения проектной геометрии конструкции или ее части согласно СНиП 3.06.04-91, а также после проверки плотности стяжки пакета.
Точность создания крутящих моментов должна быть не ниже ±15 %.
Для контролируемого натяжения болтов на втором этапе рекомендуется применять гидравлические динамометрические ключи типа КЛЦ, позволяющие обеспечить регистрацию крутящих моментов с точностью не ниже ±4 %. Допускается применять для натяжения болтов ручные рычажные динамометрические ключи (см. приложение И).
Не допускается применять для натяжения высокопрочных болтов ключи-мультипликаторы типа КМ и УКМ с несоосным вращением входного и выходного валов.
Мкр = KPd
где К - коэффициент закручивания;
Р - контролируемое усилие натяжения болта без учета потерь от релаксации, кН;
d - номинальный диаметр резьбы болта, мм.
Для высокопрочных болтов, выпускаемых Воронежским, Улан-Удэнским и Курганским мостовыми заводами по ГОСТ 22353 - ГОСТ 22356 значения Р и Мкр даны в табл. 2. При этом коэффициент закручивания К принят равным 0,175.
Таблица 2
|
d, мм |
Р, кН |
Мкр, Н·м |
|
18 |
145 |
456 |
|
22 |
220 |
847 |
|
24 |
258 |
1084 |
|
27 |
334 |
1578 |
|
Примечание. Временное сопротивление материалов болтов 1078 МПа; исполнение У и ХЛ. |
||
При натяжении болтов за их головку величину крутящего момента следует увеличивать на 5 %.
В случае применения для мостовых конструкций высокопрочных болтов, изготовленных по ГОСТ 22353 - ГОСТ 22356 на других метизных заводах, или при использовании высокопрочных болтов с антикоррозионными покрытиями (кадмированием, цинкованием, омеднением и т.д.), коэффициент закручивания необходимо определять в каждом конкретном случае по указаниям ГОСТ 22356 или приложения А настоящего СТП. При этом значения его должны быть в пределах 0,14 - 0,2 в соответствии с требованиями п. 1.9 ГОСТ 22356.
7.5 Натяжение болтов на первом этапе необходимо производить от участков с плотным прилеганием деталей соединений к участкам с зазорами, а на втором этапе в направлении от центра узла к периферии.
Высокопрочные болты, расположенные рядом с монтажными пробками должны после удаления пробок дотягиваться повторно.
7.6 Динамометрические ключи подлежат периодической тарировке в соответствии с требованиями, приведенными в приложении К.
Результаты тарировки заносят в журнал выполнения монтажных соединений на болтах с контролируемым натяжением.
Ключи КЛЦ входят в состав комплекта оборудования для тарированного натяжения высокопрочных болтов диаметром 22, 24 и 27 мм.
Комплект оборудования (см. приложение И) состоит из гидравлических динамометрических ключей КЛЦ-110 - 2 шт. и КЛЦ-160 - 1 шт., пневмогидравлического насоса НПГ-250 - 1 шт., тарировочного устройства УТ-1 - 1 шт.
7.7 К выполнению работ по натяжению высокопрочных болтов допускаются рабочие, изучившие устройство, принцип действия и техническую характеристику натяжного оборудования, освоившие на практических занятиях правила эксплуатации и тарирования ключей, требования по технологии натяжения болтов и сдавшие экзамен. Обучение рабочих следует проводить, руководствуясь настоящим СТП и инструкцией по эксплуатации оборудования.
7.8 Подготовка к работе, текущее содержание оборудования, порядок натяжения болтов и тарирование оборудования должны осуществляться в соответствии с инструкциями по эксплуатации ключей.
7.9 Тарирование ключа КЛЦ следует проводить перед первым его применением, повторно после натяжения первой и второй тысячи болтов, а затем периодически после натяжения каждых пяти тысяч болтов. Тарированию подлежат также ключи после замены в них цепного барабана или гидроцилиндра.
Тарирование ручных рычажных динамометрических ключей следует проводить через 4 ч непрерывной работы, не реже двух раз в смену - подвеской контрольного груза.
Тарирование должен производить обученный персонал под руководством ответственного лица.
При тарировании разброс по крайним значениям значений крутящего момента, развиваемого ключом, не должен превышать ± 5 %.
При разбросах, превышающих ±5 %, тарировочное устройство и ключ следует подвергнуть осмотру и устранить выявленные неисправности, после чего провести повторное тарирование. Если и после этого имеют место разбросы крайних значений, превышающие указанную величину, ключи подлежат отбраковке и последующему ремонту.
7.10 При натяжении высокопрочных болтов следует обеспечивать приложение крутящего момента, определенного по указаниям п. 7.4. Прикладываемые крутящие моменты контролируются во время движения ключа в направлении, отвечающем увеличению натяжения. Затяжку болтов следует производить плавно, без рывков. Натяжение болта прекращается при достижении требуемого крутящего момента.
7.11 Для возможности работы ключей КЛЦ-110 и КЛЦ-160 в стесненных местах конструкции следует пользоваться имеющимися в составе комплекта сменными противомоментными упорами (см. приложение И. п. И.1.1).
8. Организация работ по устройству соединений. Контроль качества
8.1 Монтаж пролетных строений с соединениями на высокопрочных болтах выполняют в соответствии с проектом производства работ, который должен содержать следующие, относящиеся к высокопрочным болтам, разработки:
- схему организации склада металлоконструкций с учетом поточного производства работ по подготовке контактных поверхностей элементов и деталей, их укрупнительной сборке и подаче на монтаж;
- графики производства работ по устройству соединений, включающие операции подготовки контактных поверхностей элементов и деталей и высокопрочных метизов, укрупнительной сборки, монтажа, поэтапной затяжки высокопрочных болтов с соблюдением установленных сроков от момента подготовки высокопрочных болтов и контактных поверхностей до устройства соединений;
- карточки укрупнительной сборки и технологические карты монтажа пролетных строений с указанием размещения пробок и болтов, а также порядка и этапов натяжения болтов;
- поузловые ведомости болтов с указанием их длины, диаметра и места установки;
- чертежи рабочих подмостей и проходов, обеспечивающих безопасное ведение работ по монтажу пролетных строений и устройству соединений.
8.2 Работы с клеефрикционными покрытиями организуют по схеме стационарного поста подготовки поверхностей. При этом пост должен включать дробеструйную установку, стол для нанесения клея и абразивного материала, а также места для приготовления клея, полимеризации покрытий и штабелирования готовых деталей. Детали после полимеризации клея фрикционного покрытия следует хранить в местах, защищенных от воздействия атмосферных осадков.
Пост устройства клеефрикционных покрытий надлежит размещать в помещении.
8.3 Принятый в проекте производства работ порядок монтажа пролетных строений должен обеспечивать минимальные интервалы времени от очистки контактных поверхностей и смазки метизов до сборки соединений и натяжения высокопрочных болтов.
8.4 Технические службы мостостроительной организации (главный инженер, руководитель монтажных работ, ИТР технического отдела, лаборатории и монтажного участка) должны организовать и постоянно осуществлять: входной контроль рабочей документации, конструкций, метизов; операционный контроль технологии подготовки контактных поверхностей и метизов, сборки соединений и натяжения высокопрочных болтов приемочный контроль законченных монтажом отдельных конструктивных элементов и объекта в целом.
8.5 При контроле состояния инструмента, применяемого для сборки соединений на высокопрочных болтах, проверяют:
- техническую исправность динамометрических ключей, гайковертов и сменных головок к ним;
- точность и сроки тарировки динамометрических ключей;
- наличие и правильность расположения меток на стекле измерительного прибора динамометрического ключа для фиксации диапазона крутящего момента, в пределах которого должна находиться стрелка прибора в момент окончания натяжения болта. Первая метка соответствует 100 % расчетного усилия натяжения болта, вторая - 110 %.
8.6 Качество подготовки высокопрочных болтов, гаек и шайб проверяют в соответствии с требованиями раздела 5 настоящего СТП.
8.7 Качество подготовки контактных поверхностей элементов и деталей проверяют тщательным наружным осмотром непосредственно перед сборкой соединений, устанавливая при этом соответствие состояния требованиям раздела 4 настоящего СТП, а также дополнительно испытанием образцов-близнецов по указаниям данного раздела (см. п. 8.12).
Дефектные поверхности или их участки, а также поверхности элементов, сроки хранения которых после обработки превышают указанные в разделе 6, подлежат исправлению в соответствии с требованиями раздела 4 настоящего СТП.
Результаты проверки заносят в журнал выполнения монтажных соединений на болтах с контролируемым натяжением (см. приложение 5 СНиП 3.03.01-87).
8.8 Плотность стягивания пакета контролируют щупами (набор № 2 по ГОСТ 882). Щуп толщиной 0,3 мм не должен входить между частями пакета более чем на 20 мм. В зоне первого от стыка ряда болтов при наличии уступа щуп толщиной 0,5 мм не должен проходить вглубь более чем на 20 мм.
8.9 Соответствие усилий натяжения высокопрочных болтов расчетным значениям контролируют выборочной проверкой значений крутящих моментов методом дотяжки протарированными динамометрическими ключами. Усилие при контроле прикладывают к гайке (или головке, если натяжение болта осуществляли вращением головки).
Дополнительный угол поворота гайки при контроле не должен превышать 15°.
Если крутящие моменты при контроле хотя бы для одного болта окажутся меньше требуемого значения или превысят это значение более чем на 20 %, то контролю подлежат все болты данного соединения.
Натяжение болтов, при контроле которых крутящие моменты выходят за указанные пределы, должно быть доведено до требуемого значения.
Результаты контроля заносят в журнал выполнения монтажных соединений на болтах с контролируемым натяжением.
Количество болтов, подлежащих контролю, должно быть не менее указанного в табл. 3.
Таблица 3
|
Количество болтов, подлежащих контролю на мостах |
||
|
автодорожных |
железнодорожных |
|
|
До 5 включительно |
2 шт. |
100 % |
|
От 6 до 20 |
3 шт. |
5 шт. |
|
Свыше 20 |
15 % |
25 % |
Указания по выборочному контролю натяжения болтов ключами КЛЦ приведены в приложении И.
8.10 При приемке соединений на высокопрочных болтах проверяют качество герметизации соединений и состояние высокопрочных болтов, гаек и шайб, а также проводят испытания образцов-близнецов по п. 8.12.
Подлежат замене высокопрочные болты, гайки и шайбы, на которых после натяжения появились дефекты в виде трещин, а также болты, длина которых недостаточна для полного закручивания гайки на болт с обеспечением за гайкой не менее одного и не более шести свободных витков с полным профилем резьбы болта.
Герметизация стыков должна быть сплошной (без трещин, пропусков, отслоений и т.п.) по контуру пакетов и по примыканию шайб к пакетам, гаек и головок болтов к шайбам, по резьбе над гайкой. Зазоры в стыках и неплотности должны быть заполнены.
8.11 При приемке смонтированных конструкций с соединениями на высокопрочных болтах должна быть предъявлена следующая документация:
- журнал выполнения монтажных соединений на болтах с контролируемым натяжением;
- журнал контрольной тарировки ключей для натяжения высокопрочных болтов;
- сертификаты завода-изготовителя на высокопрочные болты, гайки и шайбы;
- протоколы испытаний коэффициента закручивания болтов и коэффициента трения по контактным поверхностям (если испытания производились).
8.12 По требованию заказчика или проектной организации на строящемся объекте могут производиться испытания образцов-свидетелей на определение коэффициента трения по контактным поверхностям в соответствии с указаниями, приведенными в приложении Л.
Для испытаний изготавливают не менее трех образцов по технологии, принятой на данном объекте.
Образцы испытывают на прессе с усилием 500 кН, их несущая способность сравнивается с нормативными требованиями.
Испытания проводит лаборатория мостостроительной организации. Результаты отражаются в протоколе испытаний.
9 Безопасность труда
9.1 При производстве монтажных работ с фрикционными соединениями на высокопрочных болтах должны соблюдаться:
- СНиП III-4-80*;
- Правила по охране труда при сооружении мостов [1];
- Правила устройства и безопасной эксплуатации сосудов, работающих под давлением [2];
- Санитарные правила при работе с эпоксидными смолами [3];
- Типовая инструкция по охране труда при хранении и перевозке горючих, легко воспламеняющихся и взрывоопасных грузов [4];
Правила пожарной безопасности при производстве строительно-монтажных работ [5].
9.2. Пескоструйные работы. Пескоструйный аппарат должен иметь паспорт и удовлетворять требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением». Предохранительный клапан пескоструйного аппарата следует отрегулировать на давление сжатого воздуха, превышающее на 10 % номинальное. Предохранительные клапаны и манометры должны быть опломбированы.
Соединять шланги следует посредством двухсторонних штуцеров и ниппелей с креплением хомутиками. Перед началом и после окончания работы шланги и сопла необходимо продуть воздухом. Перегибать и скручивать шланги не разрешается.
Для защиты органов дыхания от песчаной пыли следует применять противогазы ПШ-2 или скафандры с принудительным поддувом воздуха (скафандр типа МИОТ-49 и др.). При малых объемах работ, выполняемых на открытом воздухе при хорошей естественной вентиляции, применяют индивидуальные бесклапанные противопылевые респираторы типа ШБ-1 «лепесток».
Подаваемый в скафандр воздух (180 - 200 л/мин) предварительно должен быть пропущен через фильтр для очистки от паров масла, воды, углеводородов и окиси углерода и подогрет.
Глаза должны быть защищены очками, уши - противошумными наушниками, средством «беруши» или антифонами.
В зоне работы пескоструйного аппарата радиусом 10 м кроме оператора никто посторонний не должен находиться.
Подключать шланги к трубопроводам сжатого воздуха разрешается только через вентили, установленные на воздухораспределительных коробках или отводах от магистрали.
9.3 Огневая очистка. Перед началом работы необходимо осмотреть горелку, убедиться в ее исправности и правильности подсоединения шлангов в горелке.
Перед присоединением шланга горючего газа следует проверить наличие разряжения в газовых каналах горелки (подсоса). Неправильное присоединение шлангов и отсутствие подсоса в ацетиленовых каналах горелки могут вызвать образование обратного удара пламени.
Следует проверить на герметичность все разъемные соединения горелки. Утечка газов через сальник и шпиндель вентилей и накидные гайки не допускается. Сальниковые уплотняющие кольца должны быть смазаны ЦИАТИМ-221 либо глицерином.
Сальниковые гайки вентилей требуется завернуть до отказа (на всю резьбу) с целью предотвращения самопроизвольного их свертывания в процессе эксплуатации при регулировании расхода.
В начале работы необходимо установить рабочее давление ацетилен; и кислорода в соответствии с режимом. Затем открыть на 1/4 оборота кислородный и на один оборот ацетиленовый вентиль горелки и тотчас зажечь горючую смесь. После этого постепенно и поочередно открыть кислородный и ацетиленовый вентили горелки, поддерживая пламя с избытком кислорода, до установления нормального пламени нужной мощности.
Запрещается устанавливать нормальное пламя в начальный период регулировки при недостаточной мощности во избежание хлопков и обратного удара.
При неправильной форме ядра пламени следует прочистить и продуть входные сопла мундштука.
В случае появления хлопков или обратного удара пламени необходимо быстро закрыть вентиль горючего газа, а затем кислородный вентиль. При охлаждении наконечника горелки в воде во избежание попадания воды в рабочие каналы наконечника следует приоткрыть кислородный вентиль. Хлопки и обратные удары пламени могут возникать вследствие засорения сопел, перегрева наконечника, засорений и нарушений герметичности в разъемных соединениях элементов горелки, а также неправильного соотношения газов и горючей смеси.
При гашении горелки в первую очередь следует быстро закрыть ацетиленовый, а затем кислородный вентиль горелки.
С увеличением угла наклона горелки более чем на 45° к поверхности металла увеличивается скорость и температура нагрева сопла и вероятность возникновения обратных ударов и хлопков.
9.4 Работа с эпоксидными компаундами. При работе с эпоксидными смолами и составами на их основе нужно следить за чистотой рук, полотенец, спецодежды, рабочих мест, инструмента, оборудования и посуды.
Тщательно мыть руки надлежит не только во время перерывов (туалет, прием пищи) и после окончания работы, но и после случайного загрязнения рук эпоксидной смолой и отвердителями.
При попадании на кожный покров эпоксидной смолы и отвердителей необходимо промыть это место теплой водой с мылом и протереть тампоном, смоченным в этиловом спирте или дибутилфталате. Не допускается применять при мытье рук ацетон, ксилол, бензол, толуол и другие токсичные растворители.
При попадании в глаза растворителя или отвердителя нужно немедленно обильно промыть глаза водой, затем физиологическим раствором концентрации 0,6 - 0,9 %. После этого обязательно обратиться к врачу.
Неотвердевший клей, попавший на оборудование и инструмент, следует удалять ацетоном, этилцелозольвом, затем вымыть загрязненные места теплой водой.
Рабочие столы, на которых работают с полимерными материалами, должны быть покрыты прочной бумагой, легко удаляемой в случае загрязнения.
Опилки, ветошь, обтирочные концы, тряпки, загрязненные эпоксидной смолой, растворителями или отвердителями, следует собирать в металлические ящики, закрытые крышками, и в конце смены выносить в специальные места, отведенные по указанию пожарной охраны. В этих местах скопившиеся отходы необходимо периодически сжигать.
Запрещается сливать в канализационную сеть, реки или водоемы загрязненный отвердитель, растворитель или неиспользованные составы.
Применяемые материалы - эпоксидную смолу, отвердители и растворители необходимо хранить в отдельном помещении. Склад и помещения для работы с полимерными материалами должны быть огнестойкими, снабжены приточно-вытяжной вентиляцией, иметь двери, открывающиеся наружу и ничем не загроможденные, и средства огнетушения: ящики с песком, асбестовое покрывало, огнетушители (пенные марок ОП-3, ОП-5, углекислые марок ОУ-2, ОУ-5, ОУ-8). В помещениях должны быть установлены рукомойники, а при них всегда должно быть в наличии мягкое мыло, жесткие щетки и бумажные полотенца или салфетки (из обыкновенной тонкой оберточной бумаги).
На месте производства работ и на складе полимерных материалов не допускается выполнение операций, связанных с применением открытого огня и искрообразованием (газо- и электросварки, работы шлифовальными камнями и т.п.), а также курение и прием пищи.
Выдавать со склада материалы для приготовления составов следует в минимальном количестве, необходимом на рабочий день, смену или для выполнения разового задания.
В производственном помещении указанные материалы надлежит хранить в небольших количествах в хорошо закрытой таре.
На каждом бидоне, банке и другой таре должна быть наклейка или бирка с названием и обозначением материалов, а сама тара должна быть исправной и иметь плотно закрывающуюся крышку.
Для защиты рук от воздействия полимерных материалов рабочим рекомендуется применять резиновые перчатки или нерастворимые пасты различных составов:
Паста «Хиот-6» состава (в частях по массе):
Желатин 2,4
Крахмал 5,5
Глицерин 82
Жидкость Бурова 20
Дистиллированная вода 15
Паста «Невидимые перчатки» на основе метилцеллюлозы
состава (в частях по массе):
Метилцеллюлоза 4
Глицерин 11,7
Белая глина 7,8
Тальк 7,8
Вода 68,7
(Способ приготовления: метилцеллюлозу растворяют в воде комнатной температуры. Глицерин перемешивают с глиной и тальком и смешивают с раствором метилцеллюлозы).
Можно применять и другие составы, например, пасту ИЭР-1, мазь Селисского, пасту ПМ-1.
Небольшое количество (3 - 5 г) раствора наливают на ладонь и равномерно распределяют по всей поверхности кожи кистей рук и предплечий. После этого пасте дают подсохнуть до образования тонкой пленки; на обнаруженные непокрытые места наносят раствор, подсушивают, и «перчатки» готовы к применению. Перед нанесением пасты руки должны быть чистыми и сухими. Хранят пасту в стеклянной посуде.
Спецодежда работающих должна состоять из хлопчатобумажного халата с застежкой сзади или комбинезона и хлопчатобумажной шапочки или косынки, пластмассовых нарукавников и фартуков (текстовинит или полиэтилен), полиэтиленовых перчаток на подкладке или резиновых перчаток. Смена спецодежды должна производиться еженедельно, а в случае облива ее - немедленно.
Работы с эпоксидными компаундами относятся к вредным работам и требуют составления карты условий труда и определения процентной ставки доплаты к тарифной ставке рабочих.
При проведении работ рекомендована бесплатная выдача молока в соответствии с постановлением Госкомтруда СССР и секретариата ВЦСПС от 16.12.87 года № 731/П-13.
9.5 Работа со щелочными растворами. Тара, в которой хранят щелочи, должна быть исправна и иметь бирки или этикетки с наименованием продукта. Стеклянные бутыли следует устанавливать в плетеные корзины или ящики, заполненные амортизационным материалом (стружки, опилки и т.д.).
При раскалывании крупных кусков едких щелочей необходимо обернуть куски тканью, надеть предохранительные очки, а голову повязать косынкой. Целесообразно вместо монолитных кусков щелочей применять чешуйчатые.
Работы по обезжириванию и очистке деталей следует вести только при включенной вентиляции или на открытом воздухе. Необходимо следить за тем, чтобы при работе уровень раствора не превышал 2/3 высоты технологической емкости.
Запрещается низко наклоняться над ванной.
Перегревать ванные с рабочим раствором во избежание его разбрызгивания не допускается.
Операции по загрузке деталей в ванны и выгрузке их из них нужно выполнять плавно во избежание разбрызгивания растворов и попадания их на кожу лица и в глаза. Для отекания моющего раствора детали при выгрузке нужно придерживать над ванной.
До начала работы необходимо:
- смазать, если это предусмотрено инструкцией по охране труда, вазелином или другим защитным средством руки и лицо;
- надеть соответствующую спецодежду так, чтобы растворы не могли попасть на тело, а глаза предохранить защитными очками.
По окончании работ необходимо:
- покрыть ванну крышкой;
убрать инструменты, приспособления и рабочее место;
- снять спецодежду;
- вымыть руки и лицо теплой водой с мылом или принять душ.
Перед приемом пищи необходимо мыть руки теплой водой с мылом.
9.6 Работа с бензином. Категорически запрещается применение этилированного бензина.
Хранить бензин в открытой таре, наливать и выдавать его ведрами, а также при помощи сифона путем отсасывания через шланг ртом запрещается. Бензин следует хранить в специально отведенных местах, безопасных в пожарном отношении. Количество бензина на рабочем месте не должно превышать сменной потребности.
Обрабатывать метизы надлежит на рабочем месте, оборудованном приточно-вытяжной вентиляцией, средствами пожаротушения. Ванну с бензином следует заземлить. Работы нужно выполнять в респираторе.
Запрещается курить и пользоваться открытом огнем на рабочем месте. Работы с бензином разрешается выполнять только по нарядам на огнеопасные работы. Зона работ должна быть ограждена и оснащена табличками с предупредительными надписями: «Огнеопасно», «Не курить».
Нахождение на площадке посторонних лиц не допускается.
9.7 Работа с гидравлическими динамометрическими ключами типа КЛЦ. Перед началом работы ключи и насос должны быть осмотрены и проверена их работоспособность.
Рабочие, осуществляющие натяжение болтов гидравлическими динамометрическими ключами, должны быть предварительно ознакомлены с конструкцией оборудования и правилами обращения с ним.
При переноске динамометрические ключи и насос следует брать за специальные рукоятки. Насос с ключом должны переносить два рабочих.
Подсоединение к насосу воздушного шланга от воздушной сети строительства должно быть надежным и исключать возможность самопроизвольного срыва шланга со штуцера от случайных натяжений.
При работе ключа противомоментный упор должен надежно опираться на соседний болт, ребро или выступ металлоконструкции.
Ключи должны иметь на корпусе обозначения (надписи), показывающие:
- направление поворота для опирания на соседний болт;
- места установки противомоментного упора при работе по закручиванию и откручиванию гаек.
При натяжении болтов опирание на корпус ключа или гидроцилиндра вместо опирания на противомоментный упор не допускается.
На корпусе насоса должны быть надписи, показывающие положение рукоятки пневмораспределителя при рабочем и холостом ходе.
Правильное движение корпуса ключа для опирания противомоментным упором на соседний болт - движение на штуцер гидравлического шланга.
При натяжении высокопрочных болтов и достижении нормативного крутящего момента максимальное усилие прижатия противомоментного упора к гайке достигает для ключа КЛЦ-110 величины 15 кН, а для ключа КЛЦ-160 - 23 кН.
При работе с динамометрическими ключами типа КЛЦ и насосом необходимо соблюдать требования безопасности при работе с инструментами, работающими от сжатого воздуха.
9.8 Работа с ручными рычажными динамометрическими ключами. При натяжении болта рабочий должен принять положение, исключающее возможность падения или получения травмы.
Во избежание самопроизвольного отделения гаечных головок (сменных насадок) от рычага не разрешается применять сменные насадки без элементов, фиксирующих их.
При натяжении болтов ключ следует придерживать на гайке для предотвращения «срыва» ключа.
Подмости, леса и другие временные сооружения должны быть жестко закреплены и не перемещаться при приложении к гайке ручным рычажным ключом крутящего момента до 1500 Н·м.
Приложение А
(обязательное)
Определение коэффициента закручивания болтов
А.1 Коэффициент закручивания в полевых условиях допускается определять на приборе УТБ-40 (устройство для тарирования высокопрочных болтов, ТУ 36-2616-84, изготовитель - Кропоткинский завод монтажных и специальных строительных приспособлений бывшего ГлавУПП Минмонтажспецстроя СССР) с натяжением болта ручным рычажным динамометрическим ключом.
Прибор УТБ-40 представляет собой гидравлическую мессдозу, состоящую из корпуса, поршня, резиновых уплотнителей, фланца, рабочей жидкости, манометра и опорных лап.
Техническая характеристика прибора УТБ-40:
Диапазон измеряемых усилий, кН 10 - 400
Диаметр испытываемых болтов, мм 20 - 30
Манометр класс 1,0
Рабочая жидкость веретенное масло
Температура окружающей среды
при эксплуатации, °С от -5 до +40
Масса, кг 19,6
А.2 Испытываемый болт устанавливают в прибор УТБ-40 с постановкой шайб под головку болта и гайку. Вращением гайки его натягивают на заданное нормативное усилие с помощью ручного рычажного динамометрического ключа.
В момент достижения заданного нормативного усилия натяжения болта, определяемого по манометру УТБ-40, по измерительному устройству динамометрического ключа фиксируют значение крутящего момента, приложенного к гайке. Проворачивание болта и шайбы под гайкой не допускается. Отсчеты берутся одновременно при движении ключа (вращении гайки). Частота вращения гайки должна быть более 0,5 об./мин.
Коэффициент закручивания подсчитывают по формуле
![]()
где М - крутящий момент, приложенный к гайке для натяжения болта на заданное нормативное усилие, Н·м;
Р - усилие натяжения болта, кН;
d - номинальный диаметр болта, мм.
А.3 Прибор УТБ-40 и ручной рычажный динамометрический ключ должны быть протарированными.
Поверку УТБ-40 необходимо проводить еженедельно, а также после замены резиновых уплотнителей, а тарировку ключа - перед каждым испытанием болтов. Допускается поверять прибор УТБ-40 на прессах соответствующей грузоподъемности.
Для испытания берут от каждой партии подготовленных к натяжению метизов по 5 комплектов.
Болты считаются годными к натяжению, если коэффициенты закручивания испытанных болтов лежат в пределах 0,14 - 0,2. В случае, когда из испытанных болтов хотя бы один будет иметь коэффициент закручивания менее 0,14 мм или более 0,2, то следует:
- проверить прибор УТБ-40;
- протарировать рычажный динамометрический ключ;
- проконтролировать состав для смазки;
- провести повторные испытания на удвоенном количестве болтов от партии (не менее 10 шт.).
При отрицательных результатах повторных испытаний болты испытанной партии к натяжению не допускаются. Результаты испытаний оформляют протоколом.
Приложение Б
(справочное)
Сопла для пескоструйной очистки
Б.1 По материалу рабочей части сопла могут быть металлические, минералокерамические и металломинералокерамические.
Б.2 Металлические сопла используют при небольших объемах работ. Быстрый износ рабочей части таких сопел вследствие сильного абразивного действия песка ограничивает срок ее эффективной работы периодом 1,5 - 2 ч. Поэтому конструкция рабочей части металлического сопла должна быть предельно простой и легко заменяемой (рис. Б.1).

Рис. Б.1. Металлическое сопло:
1 - соплодержателъ; 2 - сопло; 3 - многогранная пластинка к токарным резцам 2004-0053 (победитовая напайка); 4 - накидная гайка
Б.3 Минералокерамические сопла (рис. Б.2) используют при больших объемах работ. Материальный шланг закрепляют на рифленой хвостовой части соплодержателя. Соплодержатель и навинчивающуюся на него накидную гайку изготовляют из стали марки Ст3.
Рабочая часть сопла представляет собой минералокерамическую вставку из специального сплава ЦМ-332, имеющего повышенную стойкость при работе на истирание. Оптимальный срок службы вставки 70 - 100 ч; за это время диаметр выходного отверстия увеличивается на 1,0 - 2,0 мм. Наличие конусности рабочего отверстия сопла создает благоприятные условия прохождения песчано-воздушной струи.
По истечении оптимального срока службы минералокерамическую вставку можно использовать для повторной пескоструйной очистки.
Вставку из сплава ЦМ-332 изготовляют на Московском комбинате твердых сплавов.
Б.4 При значительных объемах работ с целью максимального увеличения производительности пескоструйной очистки и снижения расхода воздуха и песка можно использовать металломинералокерамические сопла (рис. Б.3).
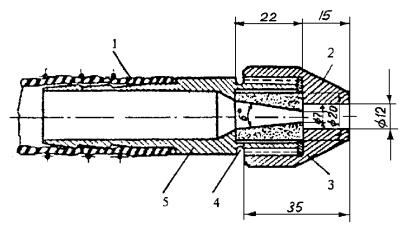
Рис. Б.2. Минералокерамическое сопло:
1 - шланг; 2 - накидная гайка; 3 - уплотняющая прокладка; 4 - рабочая часть; 5 - соплодержатель
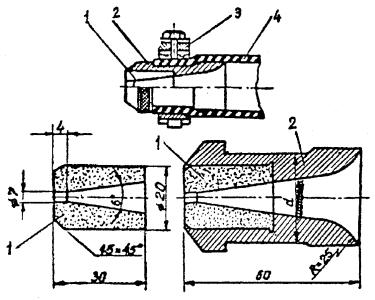
Рис. Б.3. Металломинералокерамическое сопло:
1 - минералокерамическая вставка; 2 - соплодержатель; 3 - хомутик; 4 - шланг;
d - диаметр шланга
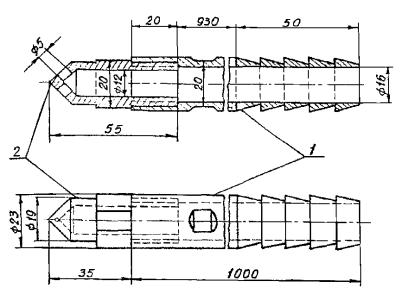
Рис. Б.4. Сопло для очистки поверхностей в «вилках»
1 - соплодержатель; 2 - рабочая часть
Сопло состоит из соплодержателя, изготовленного из стали марки 10 или 15 (без термообработки), и плотно завальцованной в него минералокерамической вставки.
Материальный шланг надевают на соплодержатель и плотно обжимают специальным хомутиком.
Преимуществами металломинералокерамического сопла являются улучшенная геометрия рабочего отверстия и подбор материалов (мягкая сталь, обработанная на входе по плавной кривой без переломов, имеет повышенную износостойкость).
По истечении оптимального срока службы (100 - 125 ч) металломинералокерамическое сопло можно использовать для повторной пескоструйной очистки.
При необходимости повторной пескоструйной очистки поверхностей элементов и деталей, образующих «вилку» в стыках и узлах, можно использовать сопло, изображенное на рис. Б.4. Сопло состоит из соплодержателя, изготовленного из стальной бесшовной трубки длиной 1000 мм и ввинченной в него рабочей части из стали 40Х или инструментальной стали с термической обработкой. Хвостовая часть соплодержателя имеет рифление для закрепления на ней материального шланга.
Рабочая часть сопла имеет впереди конусность с двумя отверстиями диаметром 5 мм, направленными под углом 45° к продольной оси сопла. Выходящая с большой скоростью из отверстий в обе стороны песчано-воздушная струя ударяет под таким же углом по поверхностям образующих «вилку» элементов и очищает их. При работе соплом следует следить за тем, чтобы плоскость, проходящая через продольные оси обоих отверстий, была перпендикулярна очищаемым поверхностям.
Примечание. Допускается использовать сопла других марок.
Приложение В
(справочное)
Масловлагоотделители
В.1 Для очистки сжатого воздуха от масла и влаги при пескоструйных работах может быть применен масловлагоотделитель типа С-732 (рис. В.1).
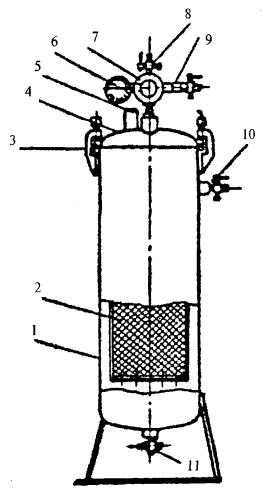
Рис. В.1. Масловлагоотделитель С-732
1 - обечайка; 2 - фильтр; 3 - скобы; 4 - крышка; 5 - предохранительный клапан; 6 - манометр; 7 - редуктор; 8, 9, 10, 11 - краны
Сжатый воздух поступает через двухходовый кран 10 в обечайку. Значительная часть влаги, масла, выделившись в обечайке, собирается на нижнем поддоне сферического днища обечайки, откуда удаляется при открывании крана 11.
Сжатый воздух, проходя через кокс и две войлочные прокладки фильтра, очищается от масла и влаги. Очищенный сжатый воздух поступает в редуктор, а из него через краны 8 и 9 по шлангам к месту потребления.
Техническая характеристика масловлагоотделителя С-732
Объем, л 35
Максимальное рабочее давление, МПа 0,7
Фильтр:
количество войлочных прокладок 2
наполнитель кокс
Масса, кг 36
Габаритные размеры, мм 1080x395x375
Изготовитель: Вильнюсский завод покрасочных аппаратов.
В.2 Принципиальная схема переносного масловлагоотделителя с селикагелем приведена на рис. В.2.
Рис. В.2. Схема переносного масловлагоотделителя:
1 - колонна с селикагелем; 2 - предохранительная решетка; 3 - уплотнительная прокладка; 4, 5, 10-15, 17, 18 - краны управления; 6 - теплонагревательный элемент; 7 - кожух нагревателя; 8 - теплоизоляция; 9 - нагреватель (регенератор); 16 - магистраль сжатого воздуха (коллектор)
К коллектору 9 через вентиль 4 от магистрали подводится сжатый воздух.
Через вентили 18 и 13 сжатый воздух поступает в колонны с селикагелем 7, где и очищается от влаги, масла и механических примесей. Очищенный воздух через вентили 5 и 10 поступает к потребителю.
В процессе работы селикагель увлажняется. Применяемый селикагель марок КСМ или КСК по ГОСТ 3956 после увлажнения регенерируют при температуре 250 - 300 °С в течение 1,5 - 2 ч.
Теплоносителем является воздух, который через вентиль 15 поступает в нагреватель 9 и подогревается до 250 - 300 °С.
Горячит воздух через вентили 14 и 17 поступает в колонны с селикагелем 1. Проходя через колонны, он уносит избыточную влагу через вентили 4 и 11 в атмосферу.
Очистные колонны работают попеременно: одна в рабочем режиме, другая в режиме регенерации. Для подогрева воздуха в нагревателе используются теплонагревательные элементы 6 (например, ТЭН).
Кроме селикагеля в колоннах можно применять и другие материалы (например, алюмогель и др.), не уступающие по своим свойствам селикагелю.
Объем одной колонны с селикагелем должен обеспечивать беспрерывную подачу очищенного и осушенного сжатого воздуха в течение одной смены; проходное сечение трубопроводов должно соответствовать пропускаемому объему сжатого воздуха.
Примечание. Допускается использовать масловлагоотделители других марок.
Приложение Г
(справочное)
Оборудование поста газопламенной очистки
|
Наименование оборудования |
Краткая техническая характеристика |
|
Горелка ГАО-60 или ГАО-2-72 (см. рис. 4) |
Широкозахватная, многопламенная. Ширина захвата 100 мм, производительность до 4 м2/ч |
|
Баллоны с кислородом |
- |
|
Баллоны с ацетиленом |
- |
|
Редуктор баллонный кислородный ДКД 15-65 или РКД 15-61 |
Максимальное давление на входе 20 МПа. |
|
|
Рабочее давление: максимальное 0,8 МПа; минимальное 0,05 МПа. Пропускная способность при максимальном давлении 23 м3/ч |
|
Редуктор баллонный ацетиленовый РД-2АМ, ДАП - 1-65 |
Максимальное давление на входе 2,5 МПа. Рабочее давление от 0,01 до 0,15 МПа. Пропускная способность 5 м3/ч |
|
Резинотканевые рукава для кислорода (ГОСТ 9356) |
Диаметр: внутренний 9 мм, наружный 18 мм; рабочее давление 1,5 МПа |
|
Резинотканевые рукава для подачи ацетилена (ГОСТ 9356) |
Диаметр: внутренний 9 мм, наружный 17,5 мм; рабочее давление 0,6 МПа |
|
Примечание. Количество горелок ГАО-60 и баллонов с кислородом и ацетиленом назначают исходя из подлежащей очистке в течение смены площади конкретных поверхностей с учетом скорости перемещения горелки по п. 4.18 и удельных расходов кислорода и ацетилена по п. 4.21 настоящего СТП. |
|
Приложение Д
(справочное)
Механизированные металлические щетки
|
Показатель |
С электроприводом |
С пневмоприводом |
|||
|
ИЭ-2106 угловая |
ИЭ-2009 прямая |
ИП-2014А прямая |
П-22 прямая |
ИП-2104 угловая |
|
|
Число оборотов, мин-1 |
7200 |
4600 |
5100 |
6000 |
6000 |
|
Мощность, кВт |
0,6 |
1,15 |
1,2 |
1,8 |
0,5 |
|
Напряжение, В |
220 |
220 |
- |
- |
- |
|
Давление сжатого воздуха, МПа |
- |
- |
0,5 |
0,63 |
0,5 |
|
Расход воздуха, м3/мин |
- |
- |
1,8 |
2,1 |
0,9 |
|
Масса, кг |
3 |
6,5 |
5,7 |
6 |
4 |
|
Рабочий орган - тип щетки |
Торцевая ТВ80х12х х22П0,8 |
Радиальная РВ150х12х х22П0,8 |
Радиальная РВ150х12х22П0,8 однорядная |
Торцевая ТВ80х12х х22П0,8 |
|
|
Примечание. Проволочные стальные щетки для механизированного инструмента выпускаются по ГОСТ 9.014. Ручные стальные щетки - по ОСТ 17-830-80. |
|||||
Приложение Е
(справочное)
Данные об абразивном материале - карбиде кремния (карборунде)
Карбид кремния (карборунд) - абразивный материал, представляющий химическое соединение кремния с углеродом, один из важнейших карбидов, применяемых в технике. Твердость карбида кремния по шкале МООСА 9,5 - 9,7; по твердости он уступает только алмазу и карбиду бора.
Для абразивной обработки промышленность производит по ОСТ 2МТ 74-8 два вида кремния: зеленый и черный. По химическому составу и физическим свойствам зеленый и черный карбиды кремния отличаются незначительно, однако зеленый карбид кремния содержит меньше примесей, имеет несколько повышенную хрупкость и большую абразивную способность.
Шлифовальные материалы из карбида кремния, предназначенные для изготовления абразивного инструмента, шлифовальной шкурки, а также для обработки свободным зерном, в зависимости от вида и качества, изготовляют по ОСТ 2МТ 74-8 марок, указанных в таблице.
Таблица
|
Вид шлифовального материала |
Марка |
|
|
по ОСТ 2-144-71 (отменен) |
по ОСТ 2 МТ 74-8-78 (действует) |
|
|
Черный карбид кремния |
- |
55С |
|
К48 |
54С |
|
|
К47 |
53С |
|
|
К45 |
- |
|
|
Зеленый карбид кремния |
- |
64С |
|
К39 |
63С |
|
|
К38 |
63С |
|
|
К37 |
63С |
|
|
К36 |
63С |
|
|
К35 |
- |
|
Абразивные материалы по крупности зерен разделяют по ГОСТ 3647 на следующие группы и номера зернистости:
Группа материалов Номер зернистости
Шлифзерно 200, 150, 125, 100, 80, 60, 50, 40, 25, 20, 16
Шлифпорошки 12, 10, 8, 6, 5, 4, 3
Микропорошки М63, М50, М40, М28, М20, М14
Тонкие порошки М10, М7, М5
Для выполнения клеефрикционных соединений применяются шлифпорошки номеров зернистости 8, 10 и 12.
Каждый номер зернистости характеризуется следующими фракциями: предельной, крупной, основной, комплексной и мелкой.
Основная фракция для шлифпорошков номеров зернистости 8, 10 и 12 имеет следующую крупность:
Номер зернистости Крупность основной фракции, мкм
12 160 - 125
10 125 - 100
8 100 - 80
В зависимости от процентного содержания основной фракции (при соблюдении норм по остальным фракциям) номер зернистости дополняется буквенным индексом:
Индекс Содержание основной фракции, %, для зернистостей 8, 10 и 12
П 55
Н 45
Д 41
Приложение Ж
(справочное)
Гайковерты для предварительного натяжения высокопрочных болтов
|
Показатель |
Тип (марка) гайковерта |
||
|
ИП-3106Б (ИП-3122) прямой |
ИП-3115А (ИП-3123) прямой |
ИП-3205Б угловой |
|
|
Момент закручивания (по паспорту), Н·м |
800 - 1600 |
3150 |
800 - 1600 |
|
Давление воздуха на входе (избыточное), МПа |
0,6 |
0,6 |
0,6 |
|
Расход воздуха, м3/мин |
1,0 |
- |
1,0 |
|
Диаметр завинчиваемых болтов, мм |
22 - 36 |
до 52 |
22 - 36 |
|
Масса, кг |
9,0 |
14,5 |
9,5 |
|
Размеры сменных гаечных головок (см. рис. Ж.1), мм |
46, 55, 65 |
|
46, 55, 65 |
|
Диаметр шланга в свету, мм |
18 - 25 |
18 - 25 |
18 - 25 |
|
Примечание. Изготовители: ИП-3106Б, ИП-3205Б - «Пневмостроймашина», Екатеринбург; ИП-3115А - «Пневмостроймашина», Москва |
|||
Стабилизация развиваемых гайковертом крутящих моментов достигается постоянным (стабильным) давлением воздуха в сети. Для этого рекомендуется:
- подбирать производительность компрессорных установок с учетом приведенного в таблице расхода воздуха при работе гайковертов;
- применять воздухосборники соответствующей вместимости в начале и в конце воздуховода;
- дополнительно устанавливать в сети вблизи гайковерта регулятор давления (например, типа В57-16*).
При отсутствии в комплекте гайковерта сменных гаечных головок с требуемым размером шестигранника их изготавливают из инструментальной стали (например, 40Х, 40ХВ2С, У7) с последующей закалкой в масле с высоким отпуском до НРС 35 - 40 ед. Применение изношенных головок с люфтом свыше 2 мм не допускается.
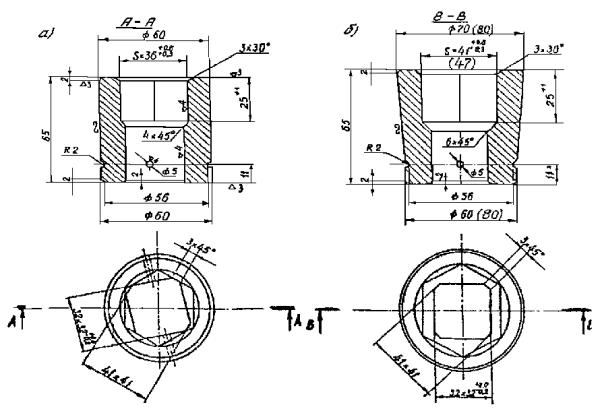
Рис. Ж.1. Сменные головки гайковертов:
а - S = 36 мм; б - S = 41 мм (47 мм)
Приложение И
(справочное)
Динамометрические ключи для тарированного натяжения высокопрочных болтов
И.1 Гидравлические динамометрические ключи КЛЦ и привод НПГ
И.1.1 Гидравлические ключи КЛЦ-110 и КЛЦ-160 (рис. И.1, И.2) по конструкции аналогичны и отличаются размерами и мощностью. Ключи состоят из трех основных узлов (см. рис. И.1): гидроцилиндра 1, корпуса 2 и поворотного барабана 3. Барабан свободно вращается в подшипниках, роль которых выполняют крышки 4. На выступающих из крышек концах (шестигранного очертания) барабана устанавливают сменные гаечные головки 5 (выполнены 12-гранными).
При рабочем ходе барабан 3 со сменной головкой 5 вращает гайку натягиваемого болта, а при отключении привода и съема ключа с гайки возвращается в исходное положение. Ключ и привод соединены гибким шлангом 7.
Ключи укомплектованы тремя сменными противомоментными упорами 6 (см. рис. И.1): основным с опиранием на соседний болт; повышенной высоты с опиранием на соседний болт, применяемый только со сменной гаечной головкой также повышенной высоты (рис. И.3); дополнительным с опиранием в стенку монтируемой конструкции (рис. И.4).
Дополнительный упор и упор повышенной высоты следует использовать только в случаях, когда ключ с основным упором невозможно установить на натягиваемый болт в угловых соединениях монтируемой конструкции.
Упоры устанавливают в специальные посадочные места корпуса и закрепляют ручкой (на рис. ручка не показана).
Технические характеристики ключей КЛЦ-110 и КЛЦ-160 приведены в таблице И.1.
И.1.2 Пневмогидравлический насос НПГ-250 (рис. И.5) состоит из пневмоцилиндра 1 и гидроцилиндра 2. На пневмоцилиндре 1 смонтированы воздушный редуктор 3 с манометром, маслораспылителъ 4 и пневмораспределитель 5 с рукояткой ручного управления, соединенные между собой и полостями пневмоцилиндра трубками 6 подвода и отвода сжатого воздуха.
В гидроцилиндре 2 смонтирован двухпозиционный (для КЛЦ-110 и КЛЦ-160) ограничитель (на рис. не показан), препятствующий повышению давления рабочей жидкости при окончании хода ключа КЛЦ, т.е. при достижении максимального угла поворота гаечной головки.
Гидроцилиндр 2 связан с ключом КЛЦ одним гибким шлангом высокого давления 9. Для контроля расчетного давления жидкости (и соответственно развиваемого ключом крутящего момента) гидроцилиндр снабжен манометром 8 и отсекателем 7 рабочего давления (отсекателем момента затяжки).
К воздушному редуктору насоса подводится шлангом воздух из магистрали. Подача воздуха при помощи пневмораспределителя в нижнюю часть пневмоцилиндра обеспечивает «рабочий ход» ключа (натяжение болта), а при подаче воздуха в верхнюю полость - «холостой ход», т.е. возвращение в исходное положение поршня насоса и цепного барабана ключа КЛЦ.
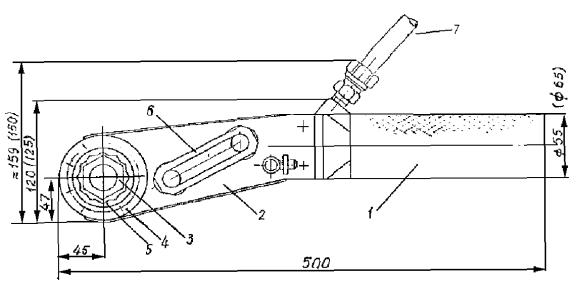
Рис. И.1. Общий вид ключа. КЛЦ-110 (КЛЦ-160)

Рис. И.2. Конструкция ключа КЛЦ-110 (КЛЦ-160) по проекту 387.00.00.000
1 - цепь; 2 - контргайка; 3 - шток гидроцилиндра; 4 - корпус ключа; 5 - штуцер; 6 - гидроцилиндр; 7 - пружина; 8 - заглушка; 9 - отводной ролик; 10 - трос возвратный; 11 - крышка; 12 - барабан цепной
|
Упор |
Размеры, мм |
Материал |
HRC объемной |
||
|
Н |
Н1 |
L |
|||
|
Основной |
78 (77) |
58 (57) |
25 |
Сталь 40ХЛ-II ГОСТ 9778 или Сталь 40Х ГОСТ 4543 |
28 - 32 |
|
Повышенной высоты |
98 (97) |
78 (77) |
45 |
||
Рис. И.3. Противомоментный упор ключа КЛЦ-110 (КЛЦ-160) по проекту 387.00.00.000
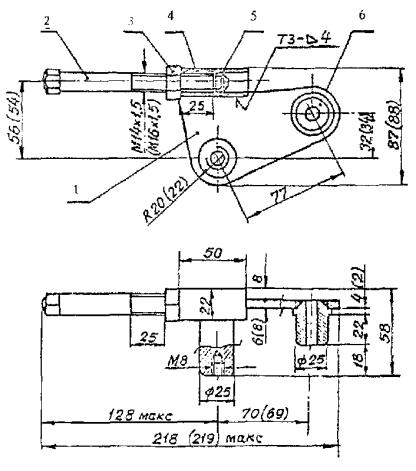
Рис. И.4. Противомоментный упор ключа КЛЦ-110 (КЛЦ-160) дополнительный с опиранием в «стенку» по проекту 387.00.00.000:
1 - пластина, сталь 10ХСНД; 2 - винт, сталь 40Х, НРС 28-32; 3 - контргайка; 4 - гайка, сталь 20Х; 5 - кольцо стопорное; 6 - палец, сталь 20Х
Рис. И.5. Пневмогидравлический насос НГП-250:
1 - пневмоцилиндр; 2 - гидроцилиндр; 3 - воздушный редуктор; 4 - маслораспылитель; 5 - пневмораспределитель; 6 - трубки; 7 - отсекатель; 8 - манометр; 9 - шланг
Таблица И.1
Технические характеристики динамометрических ключей по проекту 387.00.00.000
|
Тип (марка) ключа |
||
|
КЛЦ-110 |
КЛЦ-160 |
|
|
Диаметр натягиваемых болтов, мм |
22; 24 |
22; 24; 27 |
|
Крутящий момент натяжения, расчетный, Н·м |
1050 |
1530 |
|
Максимальный угол поворота головки при натяжении, град. |
180 |
180 |
|
Рабочее давление в гидроцилиндре ключа при натяжении болтов на расчетный момент, МПа (уточняется по тарировке) |
26 |
25 |
|
Габаритные размеры, мм: |
|
|
|
длина |
500 |
500 |
|
ширина головной части |
90 |
90 |
|
наружный диаметр гидроцилиндра |
55 |
65 |
|
Масса ключа, кг |
9,2 |
11,3 |
|
Рабочая жидкость |
Масло веретенное АУ (ГОСТ 1642) |
|
|
Тип тяговой цепи |
П-15, 875-8000-3 |
|
|
Точность создания крутящих моментов, % |
±(2 - 5) % |
|
|
Время поворота головки ключа на максимальный угол при работе с насосом НПГ-250, с |
5 - 6 |
|
|
Длина гибкого шланга высокого давления, соединяющего ключ с насосом, м |
6 |
|
Техническая характеристика пневмогидравлического насоса НПГ-250 по проекту 387.00.00.000
Габаритные размеры, мм:
Длина 448
Ширина 362
Высота 573
Рабочий ход поршня, мм 180
Рабочее давление воздуха при натяжении болтов, МПа:
- М22 - ключом КЛЦ-110 0,35
- М24 - ключом КЛЦ-110 0,45
- М27 - ключом КЛЦ-160 0,43
Рабочее давление в гидроцилиндре при натяжении болтов (уточняется по тарировке)1, МПа:
М22 ![]()
М24 ![]()
1 В числителе - при работе ключом КЛЦ-110, в знаменателе - ключом КЛЦ-160
М27 ![]()
Манометр гидросистемы МО-160-400x0,4
Погрешность отсекателя момента
затяжки (по давлению), МПа 0,2 - 0,3
Масса, кг 39
И.1.3 Подготовка ключа КЛЦ и насоса НПГ к работе включает:
- наружный осмотр оборудования;
- заполнение гидроключа и насоса рабочей жидкостью и соединение их шлангом высокого давления в рабочий комплект;
- опробование работы вхолостую и под нагрузкой;
- тарирование ключа.
При наружном осмотре оборудования проверяют; отсутствие внешних повреждений и следов деформации элементов оборудования и манометров; степень натяжения возвратного троса; надежность крепления тяговых элементов ключей; надежность фиксации сменных гаечных головок в отверстиях цепного барабана (с обеих сторон) и крепления противомоментного упора и ручки для переноски; наличие всех крепежных деталей и правильность их установки; отсутствие подтекания масла из гидросистемы через уплотнения и резьбу; отсутствие повреждений воздушного и гидравлического шланга.
Гидроцилиндры насоса и ключа, а также соединительный шланг заполняют маслом полностью. Недолив или утечка масла при работе ключа приводит к уменьшению рабочего хода.
Опробование работы оборудования вхолостую включает проверку: исправности работы воздухораспределителя, регулятора давления и манометров, полноты и плавности хода подвижных элементов агрегатов (цепного барабана, поршня и т.п.) и возвращения их в исходное положение, а также правильности установки двухпозиционного ограничителя хода поршня насоса. Ограничитель хода, размещенный в полости гидроцилиндра, препятствует созданию давления в рабочей жидкости после поворота гаечной головки на 180°. При правильно установленном ограничителе по окончании хода ключа давление в рабочей жидкости падает до нуля.
Для работы с ключом КЛЦ-110 ограничитель хода необходимо вывинтить до упора торцевым ключом (входящим в состав комплектов), вводя его через заливочное отверстие в полость гидроцилиндра насоса. При работе с ключом КЛЦ-160 ограничитель необходимо ввинтить до упора.
Ключи и насосы с деформированными элементами, а также с затрудненным взаимным перемещением деталей при опробировании на холостом ходу к эксплуатации не допускаются.
Опробование работы под нагрузкой состоит в нагружении узлов оборудования (не менее трех нагружений) в расчетном режиме натяжения высокопрочных болтов и регулировке отсекателя момента затяжки.
Тарирование ключа, как элемент подготовки оборудования к работе, осуществляют с использованием тарировочного устройства УТ-1 (см. приложение К).
И.1.4 Регулирование отсекателя момента затяжки надлежит производить в такой последовательности:
- завинтить регулировочный винт отсекателя до отказа;
- установить ручку пневмораспределителя насоса в положение «холостой ход»;
- подключить к насосу сжатый воздух и редуктором по показаниям воздушного манометра установить необходимое давление воздуха: при работе с ключом КЛЦ-110 - 0,35 МПа (болты М22), 0,45 МПа (болты М24); при работе с ключом КЛЦ-160 - 0,24 МПа (болты М22), 0,30 МПа (болты М24) и 0,43 МПа (болты М27);
- установить ключ на затянутый болт (или тарировочное устройство);
- нагрузить ключ КЛЦ, для чего ручку пневмораспределителя перевести в положение «рабочий ход»;
- отвинчивать регулировочный винт до момента срабатывания отсекателя, когда через отверстия отсекателя в атмосферу выбрасывается воздух. Срабатывание отсекателя должно происходить при давлении в гидроцилиндре при показаниях гидравлического манометра насоса, соответствующих 105 % нормативного крутящего момента (по данным тарирования);
- проверить регулировку отсекателя, для чего 3 - 5 раз поднимать давление в гидроцилиндре до уровня 105 % нормативного. При необходимости подрегулировать отсекатель регулировочным винтом и изменением давления воздуха редуктором;
- регулировку отсекателя считать законченной, когда при срабатывании отсекателя уровень давления в гидроцилиндре насоса не возрастает выше 105 % или несколько уменьшается.
И.1.5 Порядок натяжения болтов ключами КЛЦ. Для тарированного натяжения болтов следует:
- установить пневмогидравлический насос с присоединенным воздушным шлангом (при закрытом вентиле) в положение, обеспечивающее возможность с одной его установки затянуть наибольшее число болтов, при этом рабочие звена должны постоянно иметь между собой визуальную и звуковую связь. Удостовериться, что противомоментный упор ключа установлен со стороны надписи «Натяжение» на корпусе ключа;
- перевести рукоятку пневмораспределителя насоса в положение пуска сжатого воздуха в верхнюю полость пневмоцилиндра (холостой ход) и открыть вентиль на воздушном шланге;
- установить на воздушном редукторе необходимое давление воздуха и отрегулировать срабатывание отсекателя момента затяжки; отсекатель момента затяжки должен быть отрегулирован по показаниям манометра насоса так, чтобы натяжение болта автоматически прекращалось при приложении ключом к гайке болта крутящего момента, равного 105 % нормативного;
- установить динамометрический ключ на гайку натягиваемого болта так, чтобы противомоментный упор упирался в одну из гаек расположенных рядом болтов или находился от нее в непосредственной близости, и в этом положении придерживать ключ за рукоятку;
- перевести ручку пневмораспределителя насоса в положение «рабочий ход», что приведет к повороту цепного барабана, прижатию противомоментного упора к соседней гайке и натяжению болта;
- прекратить натяжение болта по достижении давления на манометре насоса в соответствии с требованиями п. И.1.4.
Натяжение болта прекращается одним из двух способов:
- автоматически - срабатыванием отсекателя момента затяжки (при этом значение крутящего момента дублируется показаниями манометра насоса), после которого ручку пневмораспределителя возвратить в исходное положение (рекомендуемый способ);
- вручную, при визуальном наблюдении за показаниями манометра насоса - поворотом ручки пневмораспределителя в исходное положение по достижении требуемого давления на манометре насоса.
Работы по натяжению болтов выполняет звено в составе двух рабочих - один из них переставляет ключ по болтовому полю, а другой - управляет работой насоса.
Натягивать болты, опирая на соседний болт корпус или гидроцилиндр ключа вместо опирания противомоментным упором, запрещается.
Ключами КЛЦ можно пользоваться для страгивания гаек затянутых болтов при их отвинчивании.
При необходимости страгивания гайки с места при ее отвинчивании сменную головку и противомоментный упор следует снять и смонтировать на противоположной стороне корпуса ключа, т.е. со стороны надписи «Отвинчивание», после чего работу по отвинчиванию выполняют в описанном выше порядке.
При перерывах в работе подачу сжатого воздуха к насосу следует перекрывать.
Измерительные и регулирующие приборы ключей КЛЦ при эксплуатации и хранении необходимо предохранять от попадания осадков, песчаной пыли и др.
Выборочный контроль натяжения болтов ключами КЛЦ выполняют в зависимости от принятого способа натяжения одним из двух способов:
а) при прекращении натяжения болта автоматическим срабатыванием отсекателя момента затяжки ключа КЛЦ к гайке прикладывают крутящий момент по табл. 2 п. 7.4. При этом не должно происходить страгивания гайки. Если крутящие моменты при контроле по первому способу хотя бы для одного болта окажутся меньше требуемой величины, то контролю подлежат все болты данного соединения;
б) при прекращении натяжения поворотом ручки пневмораспределителя с визуальным наблюдением за показаниями манометра об уровне натяжения высокопрочного болта судят в момент страгивания гайки по максимальному давлению на манометре пневмогидравлического насоса НПГ. Давление визуально фиксирует оператор насоса. Как правило, страгивание гайки сопровождается колебательным (с некоторым сбросом) изменением скорости нарастания давления. В случае плавного страгивания гайки, не сопровождаемого сбросом давления, сигнал о взятии отсчета подает оператору насоса рабочий, управляющий ключом. В момент страгивания гайки (или по сигналу рабочего, управляющего ключом) ручку пневмораспределителя следует немедленно перевести в положение «холостой ход».
И.2 Ручные рычажные динамометрические ключи
Для натяжения высокопрочных болтов допускается применять ключи, которые снабжены устройством, показывающим величину передаваемого ключом крутящего момента.
И.2.1 Ключ Запорожского механического завода МПС.
Ключ с гидравлическим динамометром предназначен для натяжения высокопрочных болтов диаметром до 24 мм включительно при крутящем моменте не более 1300 Н м.
Ключ комплектуют двумя рукоятками длиной 1,3 и 1,8 м. Длинную рукоятку следует применять при натяжении болтов диаметром 22 и 24 мм, короткую - при натяжении болтов меньшего диаметра, а также при работе в стесненных условиях.
Сменные и торцевые насадки поставляются двух типов, с размерами под ключ 32 и 36 мм, пригодные для натяжения болтов диаметром 18 и 22 мм.
Зависимость между показаниями гидравлического манометра ключа и передаваемым ключом крутящим моментом приведена в таблице, укрепленной на одной из щек ключа. Данные этой таблицы являются ориентировочными и подлежат уточнению при тарировке ключа (см. приложение К), По результатам тарировки риску на стекле манометра поворачивают в требуемое положение. Погрешность измерения крутящего момента ±5 %.
Благодаря наличию храпового механизма натяжение болтов может производиться без перекладывания ключа. Ключ может быть применен как для натяжения болтов, так и для откручивания, что обеспечивается путем перестановки торцевой насадки.
Корпус гидроцилиндра ключа заполняют маслом, количество которого периодически пополняют.
Масса ключа 11 - 15 кг.
И.2.3 Ключ Курганского завода мостовых конструкций.
Ключ с индикатором часового типа ИЧ-10 предназначен для натяжения болтов при крутящем моменте до 1300 Н·м.
Для защиты индикатора от повреждений следует устраивать по месту металлический кожух с отверстием против шкалы. Зависимость между показателями индикатора и передаваемым ключом крутящим моментом устанавливается по результатам тарировки ключа (см. приложение К). В начальном (ненагруженном) положении ключа малую стрелку индикатора устанавливают на деление 2, большую - на 0. Ключ снабжен храповым механизмом.
Масса ключа около 14 кг.
Погрешность измерения крутящего момента ±5 %.
Ключи изготавливает Курганский завод мостовых конструкций.
И.2.4 Ключи Кропоткинского завода монтажных и специальных строительных приспособлений (табл. И.2).
Таблица И.2.
Технические характеристики ключей
|
Ключ КД-150 (контрольный) |
КПТР-150 (предельный) |
|
|
Момент затяжки, Н·м |
700 - 1500 |
700 - 1500 |
|
Диаметр затягиваемых резьб, мм |
М20 - М24 |
М20 - М24 |
|
Размер «под ключ» затягиваемых гаек, мм |
32; 41 |
32; 41 |
|
Размер присоединительного квадрата под сменную головку, мм |
Не указан |
25x25 |
|
Усилие на рукоятке при наибольшем моменте затяжки, Н |
900 |
900 |
|
Измерительный прибор |
Индикатор часового типа |
Звуковой сигнал |
|
Погрешность измерения момента затяжки, % |
Не указана |
±5 |
|
Наименьший угол подготовительного хода ключа при работе, град |
15 |
15 |
|
Габаритные размеры, мм |
80,5x161x1873 |
80,5x105x1873 |
|
Масса (без сменных головок), кг |
12 |
12,5 |
|
Ресурс, цикл затяжки, тыс. |
50 |
50 |
Приложение К
(обязательное)
Тарирование динамометрических ключей
К.1 Тарирование гидравлических динамометрических ключей КЛЦ
К.1.1 Устройство УТ-1 (рис. К.1) предназначено для тарирования ключей типа КЛЦ. Оно состоит из станины 7, упора 2 со сменной осью 3 шестигранного и круглого сечения, шарнирной стойки 4, силоизмерителя 5 с манометром. Пружина 6 обеспечивает перпендикулярность стойки 4 относительно силоизмерителя 5 и фиксирует постоянство расстояния (плеча) между осями А и Б при установке ключа на тарировочное устройство. Опорный виток пружины закреплен в установочной канавке эпоксидным клеем или пайкой.

Рис. К.1. Устройство УТ-1 для тарирования динамометрических ключей
Силоизмеритель 5, манометр и трубки, соединяющие их, полностью заполнены трансформаторным маслом. Подтекание масла не допускается. Тарировочное устройство УТ-1 укомплектовано складным рычагом 7 с отвесом и комплектом инвентарных грузов, необходимых для его поверки. При воздействии внешнего усилия, передаваемого через шарнирную стойку 4, происходит сжатие силоизмерителя 5, и в нем возникает давление жидкости, пропорциональное усилию и фиксируемое манометром.
Техническая характеристика УТ-1
Пределы измерения опорной реакции, кН до 20
Манометр силоизмерителя МО-160-60x0,4
Погрешность силоизмерительного устройства, % ±0,2
Погрешность тарировочного устройства, % ±1
Плечо приложения опорной реакции, мм 100
Длина складного рычага в рабочем положении (полная), мм 1660
Масса УТ-1 (без рычага и грузов), кг 14
Габаритные размеры УТ-1, мм:
длина 425
ширина 120
высота 250
Масса рычага, кг 13,8
Грузы (в числителе - количество, шт., в знаменателе –
масса одного
груза, кг) ![]() ;
; ![]() ;
; ![]()
Среднее время тарирования, мин 5 - 10
Принципиальная кинематическая и гидравлическая схемы тарирования гидравлических динамометрических ключей типа КЛЦ показаны на рис. К.2.
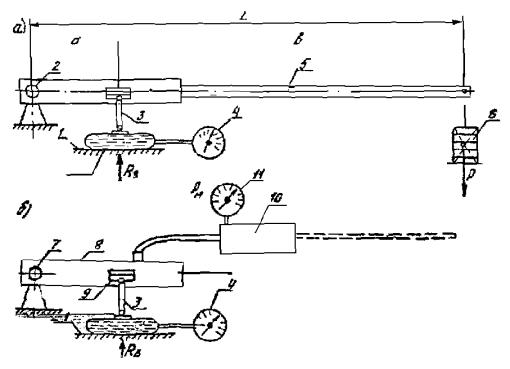
Рис. К.2. Принципиальная кинематическая и гидравлическая схемы тарирования гидравлических ключей:
а - поверка гидравлического датчика давления (ГДД); б - тарирование ключа
К.1.2 Тарирование следует производить в помещении или под навесом.
Пост для тарирования должен иметь стол для крепления тарировочного устройства УТ-1, быть обеспечен сжатым воздухом и местом для хранения УТ-1 с рычагом и инвентарными грузами.
Устройство УТ-1 перед загружением рычагом с грузами должно быть выдержано не менее 0,5 - 1 ч в температурных условиях места тарирования.
Тарирование ключа КЛЦ производят в два этапа.
На первом этапе устанавливают связь между величиной прикладываемого крутящего момента и опорной реакцией. При этом крутящий момент, определяемый по п. 7.4, создают при помощи рычага и тарированных грузов, которыми укомплектовано устройство УТ-1, а опорную реакцию фиксируют манометром силоизмерителя (ГДД). Загружать тарировочное устройство рычагом с грузами для создания требуемого момента следует не менее трех раз. По результатам загружений вычисляют среднюю величину показаний манометра тарировочного устройства.
На втором этапе, непосредственно после тарирования ГДД, на тарировочное устройство со сменной головкой шестигранного сечения устанавливают тарируемый ключ. При трехкратном нагружении ключа при помощи пневмогидравлического насоса в режиме закручивания гаек требуемого диаметра по величине опорной реакции (показаниям манометра силоизмерителя), установленной на первом этапе, судят о развиваемом ключом крутящем моменте и связывают его с показаниями давления рабочей жидкости в гидроцилиндре ключа (по манометру пневмогидравлического насоса). Далее по полученным показаниям манометра насоса подсчитывают среднюю величину давления в гидросистеме ключа, достижение которой при натяжении болтов соответствует приложению необходимого крутящего момента.
Этап 1 - поверка тарировочного устройства УТ-1 (см. рис. К.2, а), осуществляемая в такой последовательности операций:
устройство УТ-1 закрепляют болтами (струбциной) на горизонтальной плоскости 1;
устанавливают круглую сменную ось 2;
закрепляют стойку 3. При этом следует удостовериться, что расстояние* между стойкой 3 и осью 2 составляет а = 100 мм ± 1 мм, а стойка перпендикулярна плоскости 1. Записывают показание манометра 4;
* Рекомендуется на противомоментном упоре ключа место опирания, соответствующее а = 100 мм ± 1 мм, закрепить, например, сверлением лунки диаметром 10 мм и глубиной 2 мм.
устанавливают на сменную ось рычаг 5 с отвесом 6 и опирают его на шарнирную стойку 3;
навешивают инвентарные грузы по табл. К.1, создавая с учетом массы рычага 5 и отвеса 6 крутящий момент;
выдерживают тарировочное устройство в загруженном состоянии (или перед нагружением рычагом с грузами) не менее 0,5 ч в температурных условиях места тарирования для учета влияния температуры наружного воздуха на показания манометра УТ-1;
записывают показания манометра 4;
снимают рычаг 5 с грузами;
поверку производят не менее трех раз и вычисляют среднюю величину по показаниям манометра УТ-1.
Таблица К.1
|
Крутящий момент, Н·м |
Масса навешиваемых инвентарных грузов, кг |
|
|
22 |
823 |
43,8 (21,9x2) |
|
24 |
1044 |
57,8 (21,9x2 + 14) |
|
27 |
1529 |
88,8 (21,9x2 + 14 + 15,2x2) |
Этап 2 - тарирование ключей типа КЛЦ (рис. К.2, б), выполняемое непосредственно* после поверки тарировочного устройства УТ-1 в следующей очередности операций;
* Требование о выполнении второго этапа тарирования непосредственно после первого этапа вызывается необходимостью устранения влияния изменения температуры наружного воздуха на показания манометра устройства УТ-1.
круглую сменную ось 2 заменяют шестигранной 7;
устанавливают на шестигранную ось ключ 8 (с основным упором 9), поддерживая его при необходимости рукой;
переводят ручку пневмораспределителя насоса 10 в положение «рабочий ход»;
плавно повышают давление воздуха вращением ручки редуктора давления насоса НПГ-250. Ключ опирают основным упором 9 на стойку 3 тарировочного устройства;
повышение давления воздуха прекращают в момент достижения давления по манометру 4 тарировочного устройства, равного средней величине давления, установленного на этапе 1;
записывают показания манометра тарировочного устройства УТ-1 и манометра 11 насоса НПГ-250.
Загружение тарировочного устройства производят не менее трех раз.
По показаниям манометра 11 насоса НПГ-250 вычисляют среднюю величину давления в гидроцилиндре насоса, которую принимают за величину, соответствующую приложению ключом КЛЦ крутящего момента, равного крутящему моменту от навешиваемых инвентарных грузов.
Для назначения давления, соответствующего нормативному крутящему моменту по п. 7.4, среднюю величину давления увеличивают, умножая на отношение величины крутящего момента по п. 7.4 к величине крутящего момента от навешиваемых грузов.
К.2 Тарирование ручных рычажных динамометрических ключей производят двумя способами:
а) путем подвешивания к рукоятке ключа груза заданной величины: на затянутый высокопрочный болт навешивают динамометрический ключ так, чтобы его рукоятка занимала горизонтальное положение. В фиксированной точке на конце ключа подвешивают груз весом
Gгр = (Мкр - Gкл e0):L
где Gкл - собственный вес ключа;
е0 - плечо силы, т.е. расстояние до центра тяжести ключа;
L - длина рукоятки ключа до точки подвески груза;
Мкр - расчетный крутящий момент по табл. 2 настоящего СТП.
После подвешивания груза берут отсчет по регистрирующему прибору ключа. Измерение повторяют не менее 5 раз. Результаты тарировки заносят в журнал.
Разброс значений не должен превышать ±5 %. При превышении разброса тарировку повторяют. При получении вновь отрицательного результата ключ бракуют и он подлежит ремонту;
б) на тарировочном стенде СТП-2000, имеющем следующие параметры
Диапазон тарировки, Н·м 0 - 2000
Точность измерения от верхнего предела, % ±3
Цена деления шкалы, Н·м 2,5
Масса, кг 20
Стенд СТП-2000 применяют для тарировки контрольных и предельных ключей.
Стенд рекомендуется контрольно проверять не менее чем один раз в две недели с помощью рычага и навешивания на него грузов. Завод-изготовитель стенда - Ногинский опытный завод.
Приложение Л
(обязательное)
Определение коэффициента трения между контактными поверхностями соединяемых элементов
Л.1 Несущая способность соединений на высокопрочных болтах оценивается испытанием на сдвиг при сжатии двухсрезных одноболтовых образцов.
Отбор образцов выполняется в соответствии с пунктом 8.12.
Л.2 Образцы изготовляют из стали, применяемой в конструкции возводимого сооружения (рис. Л.1).
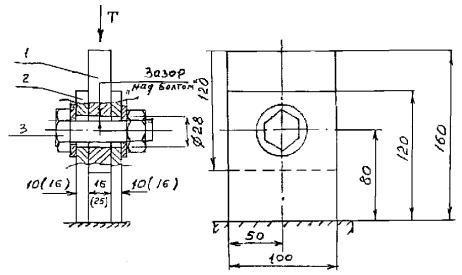
Рис. Л.1. Образец для испытания на сдвиг при сжатии:
1 - основной элемент; 2 - накладка; 3 - высокопрочный болт с шайбами и гайкой (в скобках размеры при использовании болтов М27)
Пластины 1 и 2 вырезают газорезкой с припуском 2 - 3 мм по контуру, а затем фрезеруют до проектных размеров в плане. Отверстия образуются сверлением, заусенцы по кромкам и в отверстиях удаляются.
Пластины должны быть плоскими, не иметь грибовидности или выпуклости.
Л.3 Контактные поверхности пластин 1 и 2 обрабатываются по технологии, принятой в проекте сооружения.
Используются высокопрочные болты, подготовленные к установке и натяжению в монтажных соединениях конструкции. Натяжение болта осуществляется динамометрическими ключами, применяемыми на строительстве при сборке соединений на высокопрочных болтах.
Пластины перед натяжением болта устанавливаются так, чтобы был гарантирован зазор «над болтом» в отверстии пластины 7.
После натяжения болта опорные торцы пластин 1 и 2 должны быть параллельны, а торцы пластин 2 находиться на одном уровне.
Сведения о сборке образцов заносятся в протокол.
Образцы испытывают на сжатие на прессе развивающем усилие не менее 50 тс. Точность испытательной машины должна быть не ниже ±2 %.
Образец нагружается до момента сдвига средней пластины 1 относительно пластин 2 и при этом фиксируется нагрузка Т, характеризующая исчерпание несущей способности образца. Испытания рекомендуется проводить с записью диаграммы сжатия образца. Для суждения о сдвиге необходимо нанести риски на пластинах 1 и 2.
Результаты испытания заносятся в протокол, где отмечается дата испытания, маркировка образца, нагрузка, соответствующая сдвигу (прикладывается диаграмма сжатия), и фамилии лиц, проводивших испытания.
Протокол со сведениями по отбору и испытанию образцов предъявляется при приемке соединений.
Л.4 Несущая способность образца Т, полученная при испытании и расчетное усилие Qbh, принятое в проекте сооружения, которое может быть воспринято каждой поверхностью трения соединяемых элементов, стянутых одним высокопрочным болтом (одним болтоконтактом), оценивается соотношением Qbh ≤ Т/2 в каждом из трех образцов.
В случае невыполнения указанного соотношения решение принимается комиссионно с участием заказчика, проектной и научно-исследовательской организаций.
Приложение М
(информационное)
Библиография
[1]. Правила по охране труда при сооружении мостов. ЦНИИС, 1991 г.
[2]. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Госгортехнадзор СССР, 1970 г.
[3]. Санитарные правила при работе с эпоксидными смолами. Госсанинспекция СССР, 1960 г.
[4]. Типовая инструкция по охране труда при хранении и перевозке горючих, легко воспламеняющихся и взрывоопасных грузов. Оргтрансстрой, 1978 г.
[5]. Правила пожарной безопасности при производстве строительно-монтажных работ. ППБ1-93 Российской Федерации.
Ключевые слова: фрикционное соединение, контактная поверхность, способ обработки контактных поверхностей, повторная обработка контактных поверхностей, клеефрикционное покрытие контактной поверхности, высокопрочные метизы (болты, гайки, шайбы), коэффициент закручивания, усилие натяжения болта, крутящий момент, динамометрический ключ.