 | Информационная система | |
ГОСТ 23747-88
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДВЕРИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва
|
|
ДВЕРИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ Общие технические условия Doors of aluminium. Specifications |
ГОСТ |
Дата введения 01.01.89
Настоящий стандарт распространяется на двери из алюминиевых сплавов (далее - двери) климатического исполнения УХЛ любой категории размещения, кроме пятой, по ГОСТ 15150, любой группы условий эксплуатации для изделий с лакокрасочным покрытием УХЛ по ГОСТ 9.104. Двери предназначены для установки в наружных и внутренних вертикальных строительных ограждающих конструкциях.
Стандарт не распространяется на двери, в которых алюминиевые сплавы не являются основным конструкционным материалом, а также на двери специального назначения (с повышенными требованиями к пожаробезопасности, дымозащите, звуко- и теплоизоляции и герметичности).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 Типы, размеры, конструкция и условные обозначения дверей устанавливают нормативно-технической документацией на конструкции конкретных типов.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Двери должны изготавливаться в соответствии с требованиями настоящего стандарта, нормативно-технической документации на двери конкретных типов и по рабочим чертежам, утвержденным в установленном порядке.
2.2. Характеристики
2.2.1. Сопротивление теплопередаче дверей - по СНиП II-3.
2.2.2. Сопротивление воздухопроницанию дверей - по ГОСТ 31167 (см. приложение 1).
При этом они должны выдерживать 100000 циклов открывания и закрывания, а также ветровую нагрузку по СНиП 2.01.07 и статические нагрузки в соответствии с приложением 1 настоящего стандарта.
Цвет покрытия согласовывают с предприятием-изготовителем и выбирают по эталонам, утвержденным в установленном порядке.
Внешний вид и толщина анодно-окисного покрытия - соответственно по ГОСТ 9.301 и ГОСТ 9.031.
Лакокрасочное покрытие должно соответствовать III классу по ГОСТ 9.032. Толщина слоя - не менее 70 мкм.
Допускается отсутствие анодно-окисного и лакокрасочного покрытий в местах механической обработки деталей на нелицевых поверхностях конструкций и во внутренних плоскостях деталей из полого профиля.
2.2.5. Не допускается нанесение анодно-окисного, цинкового или кадмиевого покрытий на изделия в собранном виде.
2.2.6. Крепежные изделия и детали из углеродистой стали, соприкасающиеся с алюминиевыми элементами, должны иметь цинковое или кадмиевое покрытие по ГОСТ 9.303 толщиной не менее 9 мкм.
2.2.8. Двери с полностью остекленными полотнами без автоматического открывания, устанавливаемые в местах с интенсивными людскими потоками (вокзалы, аэропорты и др.) оборудуют решетками, предохраняющими остекление от повреждения.
2.2.9. Усилие, прикладываемое к полотну двери для его открывания, не должно превышать 50 Н.
2.2.10. Закрепление запирающих устройств должно обеспечивать невозможность их демонтажа с наружной стороны.
2.2.11. Конструкция двери должна исключать возможность демонтажа полотна или его заполнения с наружной стороны.
2.2.12. Предельные отклонения размеров каркасов коробок и полотен дверей в собранном виде не должны превышать значений, указанных в табл. 1.
Таблица 1
|
Значения предельных отклонений, мм |
||
|
внутренних размеров каркасов коробок |
наружных размеров каркасов полотен |
|
|
0 |
||
|
До 500 |
- |
-0,5 |
|
Св. 500 » 2000 |
+1,0 |
0 |
|
0 |
-1,0 |
|
|
» 2000 » 3000 |
+1,5 |
0 |
|
0 |
-1,5 |
|
2.2.13. Перепад лицевых поверхностей коробки и полотна двери относительно друг друга, установка которых предусмотрена в одной плоскости, не должен быть более 2,0 мм.
2.2.14. Разность длин диагоналей коробок и полотен не должна быть более 3 мм.
2.2.15. Перепад лицевых поверхностей сопрягаемых алюминиевых профилей не должен превышать устанавливаемых ГОСТ 22233, допусков на размер соединяемых сторон профиля.
2.2.16. Зазоры на лицевых поверхностях конструкций в местах соединения деталей не должны быть более 0,3 мм. Допускается увеличение зазора до 1,0 мм, но с последующей герметизацией стыка. Зазоры в местах соединения линейных элементов крепления заполнения (штапиков) допускается не герметизировать.
2.2.17. Предельное отклонение угла реза при размере разрезаемой стороны профиля до 50 мм не должно быть более ± 20¢, при размере разрезаемой стороны профиля свыше 50 мм - более ± 15¢.
2.2.18. Шероховатость поверхностей профилей, выходящих на лицевую сторону изделий и подверженных механической обработке, должна быть Ra £ 6,3 мкм по ГОСТ 2789.
Уплотнительные прокладки должны быть непрерывными в пределах каждой стороны периметра. По требованию потребителя допускается в местах установки заполнения вместо уплотнительных прокладок применять герметик.
2.2.21. Заполнение каркаса полотна двери должно устанавливаться на опорных и фиксирующих подкладках, имеющих ширину не менее толщины применяемого заполнения, высоту не менее 3 мм и длину не менее 80 мм. Схемы размещения опорных и фиксирующих подкладок под стекло приведены в приложении 2.
2.3. Требования к материалам и комплектующим изделиям
2.3.1. Каркасы дверей должны изготавливаться из алюминиевых прессованных профилей по ГОСТ 22233. Для выполнения требований настоящего стандарта профили должны подвергаться правке с целью уменьшения продольной кривизны и угла скручивания.
2.3.2. Крепежные изделия (болты, винты, гайки, шайбы) и оси петель должны изготавливаться из стали марок 20Х13 и 12Х13 по ГОСТ 5632 или других марок нержавеющей стали по ГОСТ 5632.
По согласованию изготовителя с потребителем допускается изготовление крепежных изделий и осей петель из стали марок 08кп, 10кп, 20кп, 10, 20, 40 по ГОСТ 1050.
2.3.3. Стальные детали, входящие в состав конструкции дверей, должны быть изготовлены из стали марки С235 по ГОСТ 27772 (с 01.01.89) или Ст3кп2-1, свариваемой по ГОСТ 535, а также из стали других марок, физико-механические свойства которых не ниже указанной.
2.3.4. Для светопрозрачного заполнения каркаса дверных полотен следует применять стекла и стеклопакеты, изготовленные по нормативно-технической документации, утвержденной в установленном порядке. При этом толщина стекол должна быть 5 - 6 мм, стеклопакетов 15 - 28 мм.
На полотнах дверей со сплошным светопрозрачным заполнением непосредственно на остеклении должны наноситься специальные декоративные знаки, расположенные на высоте не ниже 1 м.
2.3.5. Для несветопрозрачного заполнения каркаса дверных полотен следует применять:
листы, изготавливаемые из алюминия марок АМг2, АМц по ГОСТ 21631;
прессованные профили постоянного сечения из алюминиевого сплава АД31 по ГОСТ 22233.
Допускается применять другие материалы толщиной 5 - 6 мм из числа разрешенных органами государственного санитарного надзора, изготовленными в соответствии с требованиями нормативно-технической документации, утвержденной в установленном порядке.
2.3.6. Опорные и фиксирующие подкладки должны быть изготовлены из полиэтилена низкого давления любого сорта по ГОСТ 16338, а также из озономорозостойкой резины повышенной твердости, древесины, пропитанной антисептиком, в соответствии с требованиями нормативно-технической документации, утвержденной в установленном порядке.
2.3.7. Уплотнительные прокладки должны быть изготовлены из светоозономорозостойкой резины или пластмасс из числа разрешенных органами государственного санитарного надзора в соответствии с требованиями нормативно-технической документации, утвержденной в установленном порядке.
2.3.8. Для герметизации стыков в местах соединения деталей из алюминиевых сплавов следует применять герметик марки УТ-31 по ГОСТ 13489 или мастики по нормативно-технической документации, утвержденной в установленном порядке, разрешенные органами государственного санитарного надзора и не вызывающие коррозии алюминиевых сплавов.
2.3.9. Крепежные изделия с метрической резьбой в неразъемных соединениях следует устанавливать на клею марок БФ-2, БФ-4 по ГОСТ 12172, лаках марок ПФ-170, ПФ-171 по ГОСТ 15907; марок АК113, АК113Ф по ГОСТ 23832 или других лаках, разрешенных органами государственного санитарного надзора.
2.3.10. Приборы для дверей должны соответствовать требованиям ГОСТ 538 и нормативно-технической документации на приборы конкретных типов.
2.4.1. Комплект поставки изделий определяется требованиями нормативно-технической документации на конструкции конкретных типов.
Допускается приборы, детали, выступающие относительно плоскости двери, опорные и фиксирующие подкладки, штапики, конструкции крепления не устанавливать, а поставлять в комплекте с изделиями.
2.5. Маркировка
2.5.1. На нелицевой поверхности каждого изделия или на бирке должны быть нанесены:
товарный знак предприятия-изготовителя;
марка изделия;
дата изготовления;
штамп ОТК.
2.5.2. Маркировку грузовых мест следует производить в соответствии с требованиями ГОСТ 14192.
2.5.3. Способ исполнения и дополнительные требования к маркировке устанавливают в нормативно-технической документации на конструкции конкретных типов.
2.6.1. Каждая дверь с распашными полотнами перед упаковкой должна быть закрыта на замок.
2.6.2. При укладке в тару каждая дверь или группа дверей должна быть обернута одним слоем двухслойной упаковочной бумаги по ГОСТ 8828 или парафинированной бумаги по ГОСТ 9569 и обвязана шпагатом по ГОСТ 17308 с шагом витков 300 - 350 мм.
При укладке в тару группы дверей между изделиями должен быть проложен слой бумаги по ГОСТ 8273.
2.6.3. Двери должны быть уложены в тару, предохраняющую изделия от искривления и механических повреждений, изготовленную по рабочим чертежам, утвержденным в установленном порядке.
Число изделий и способы их укладки в таре должны обеспечить их сохранность при погрузочно-разгрузочных работах и транспортировании различными видами транспорта.
2.6.4. Неустановленные на двери приборы или части приборов, штапики и крепежные изделия должны быть завернуты в двухслойную упаковочную бумагу по ГОСТ 8828 или уложены в пакеты из полиэтиленовой пленки по ГОСТ 10354 и упакованы в тару совместно с конструкцией.
Допускается укладка деталей приборов и крепежных изделий в отдельную тару по ГОСТ 2991, а покупные изделия, входящие в комплект поставки и не установленные в конструкции, оставлять в упаковке предприятия-изготовителя.
2.6.5. Каждая партия должна иметь сопроводительный документ, вид и форма которого, а также порядок и сроки направления этих документов потребителю устанавливают условиями поставки или договором.
3. ПРИЕМКА
3.1. Двери принимают партиями. Партия должна состоять из дверей одной марки, изготовленных по одному технологическому процессу. Объем партии не более 200 шт.
3.2. Для проверки соответствия изделий требованиям настоящего стандарта и рабочим чертежам на предприятии-изготовителе следует проводить приемо-сдаточные, периодические и типовые испытания.
3.3. При приемосдаточных испытаниях применяют двухступенчатый контроль согласно ГОСТ 23616, на соответствие требованиям, приведенным в пп. 2.2.4; 2.2.12 - 2.2.15; 2.2.18; 2.4; 2.6, для чего от партии отбирают изделия в выборку в соответствии с табл. 2.
Таблица 2
|
Номер выборки |
Объем выборки |
Приемочное число |
Браковочное число |
|
|
До 25 |
1 |
5 |
0 |
1 |
|
1 |
5 |
0 |
2 |
|
|
От 26 » 90 |
2 |
5 |
1 |
2 |
|
» 91 » 200 |
1 |
8 |
0 |
2 |
|
2 |
8 |
1 |
2 |
3.4. Периодическим испытаниям должны подвергаться изделия не менее одного раза в два года на соответствие требованиям всех пунктов настоящего стандарта, за исключением пп. 2.2.1 и 2.2.2.
При постановке дверей на производство испытания должны проводиться на соответствие требованиям всех пунктов настоящего стандарта.
3.5. При внесении изменений в конструкцию дверей или технологию изготовления проводят типовые испытания, объем которых определяет разработчик конструкторской и технологической документации.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Сопротивление теплопередаче дверей (п. 2.2.1) определяют по ГОСТ 26254.
4.2. Сопротивление воздухопроницаемости дверей (п. 2.2.2) определяют по ГОСТ 31167.
4.3. Двери на статические и ветровую нагрузки (п. 2.2.3) проверяют по программе и методике испытаний, утвержденной в установленном порядке.
4.4. Работу подвижных соединений (п. 2.2.3) проверяют контрольным открыванием и закрыванием полотен дверей.
4.5. Защитно-декоративное покрытие (п. 2.2.4) проверяют по ГОСТ 9.302 и ГОСТ 9.401.
4.6. Геометрические размеры (пп. 2.2.7; 2.2.12 - 2.2.17) проверяют штангенциркулем ШЦ-III по ГОСТ 166, угломером по ГОСТ 5378, рулеткой II класса точности по ГОСТ 7502, щупом по ТУ 2-034-225 или шаблоном предприятия-изготовителя, утвержденным в установленном порядке.
4.7. Качество поверхностей профилей после механической обработки (п. 2.2.18) проверяют методом сравнения с эталонами шероховатости по ГОСТ 9378.
4.8. Наличие уплотнительных прокладок (п. 2.2.19) проверяют визуально.
4.9. Плотность прижатия уплотнительных прокладок к притворам (п. 2.2.20) проверяют по наличию непрерывного следа, оставленного красящим веществом, наносимым на поверхность уплотнителя
В качестве красящего вещества следует применять мел по ГОСТ 12085, тальк по ГОСТ 19729 или другие вещества, не повреждающие конструкцию и легко удаляемые после проведения контроля.
4.10. Соответствие марок и качество материалов (пп. 2.3.1 - 2.3.10) проверяют по сертификатам предприятий-изготовителей.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование
5.1.1. Изделия транспортируют всеми видами транспорта в соответствии с Правилами перевозок грузов, действующими на данном виде транспорта.
5.1.2. Размещение и крепление грузовых мест на железнодорожном транспорте должно производиться в полном соответствии с «Техническими условиями погрузки и крепления грузов», утвержденными Министерством путей сообщения СССР.
5.2. Хранение
Изделия должны храниться в сухих вентилируемых помещениях на деревянных подкладках, рассортированными по типам и размерам. Между изделиями, уложенными в штабели, должны быть деревянные прокладки
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Элементы конструкций дверей и детали крепления из алюминиевого сплава в местах примыканий к кирпичной кладке, бетону, штукатурке, стали и т.п. должны быть защищены от коррозии согласно указаний СНиП 2.03.11.
6.2. Эксплуатация дверей - согласно требованиям паспорта и инструкции по монтажу и эксплуатации.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Гарантийный срок эксплуатации устанавливается в стандартах или нормативно-технической документации на конструкции конкретных типов.
ПРИЛОЖЕНИЕ 1
Обязательное
Дверь с распашными и качающимися полотнами
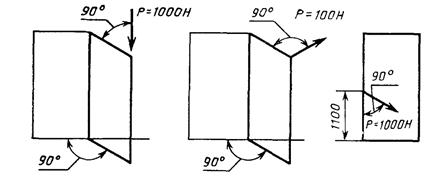
Дверь с раздвижными полотнами
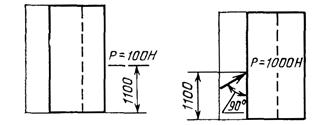
Дверь со складывающимися полотнами

Черт. 1
ПРИЛОЖЕНИЕ 2
Обязательное
СХЕМЫ РАЗМЕЩЕНИЯ ПОДКЛАДОК ПОД СТЕКЛО
Двери с распашными и качающимися полотнами
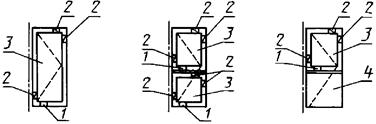
Двери с раздвижными полотнами
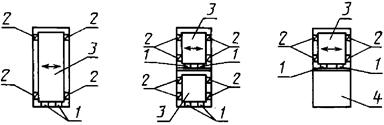
Двери со складывающимися полотнами


1 - опорная подкладка;
2 - фиксирующая подкладка;
3 - светопрозрачное заполнение; 4 - несветопрозрачное заполнение
Черт. 2
1. РАЗРАБОТАН Государственным комитетом по архитектуре и градостроительству при Госстрое СССР
Министерством монтажных и специальных строительных работ СССР
2. ВНЕСЕН Государственным комитетом по архитектуре и градостроительству при Госстрое СССР
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 15.06.88 № 111
4. ВЗАМЕН ГОСТ 23747-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ТУ 2-034-225-87 |
6. ПЕРЕИЗДАНИЕ. Октябрь 2006 г.