 | Информационная система | |
НАЦИОНАЛЬНОЕ ОБЪЕДИНЕНИЕ СТРОИТЕЛЕЙ
Стандарт организации
Объекты использования атомной энергии
МОНТАЖ ТЕПЛОМЕХАНИЧЕСКОГО
ОБОРУДОВАНИЯ НА АТОМНЫХ
ЭЛЕКТРИЧЕСКИХ СТАНЦИЯХ
Основные технические требования
СТО НОСТРОЙ 2.23.84-2012
Москва 2013
Предисловие
|
1 РАЗРАБОТАН |
Закрытым акционерным обществом «Энергобалт» |
|
2 ПРЕДСТАВЛЕН НА УТВЕРЖДЕНИЕ |
Комитетом по строительству объектов энергетики и электросетевого хозяйства Национального объединения строителей, протокол от 18 ноября 2012 г. № 13 |
|
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ |
Решением Совета Национального объединения строителей, протокол от 25 ноября 2012 г. № 36 |
|
4 ВВЕДЕН |
ВПЕРВЫЕ |
Введение
Настоящий стандарт разработан в рамках исполнения Программы стандартизации Национального объединения строителей и направлен на выполнение требований Градостроительного кодекса Российской Федерации, Федерального закона от 21 июля 1997 г. № 116-ФЗ «О промышленной безопасности опасных производственных объектов», Федерального закона от 21 ноября 1995 г. № 170-ФЗ «Об использовании атомной энергии», Федерального закона от 27 декабря 2002 г № 184-ФЗ «О техническом регулировании», Федерального закона от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений», приказа Министерства регионального развития Российской Федерации от 30 декабря 2009 г № 624 «Об утверждении Перечня видов работ по инженерным изысканиям, по подготовке проектной документации, по строительству, реконструкции, капитальному ремонту объектов капитального строительства, которые оказывают влияние на безопасность объектов капитального строительства».
В стандарте изложены общие технические требования к монтажу тепломеханического оборудования на атомных электрических станциях (АЭС) с водо-водяными энергетическими реакторами (ВВЭР), последовательность и состав работ, а также работы по осуществлению контроля качества.
При необходимости монтажа тепломеханического оборудования на АЭС с реактором другого типа или с реактором типа ВВЭР измененной модификации настоящий стандарт может приниматься за основу с добавлением специфических требований, изложенных в проектно-конструкторской документации.
Стандарт создан на основе отраслевых руководящих документов Министерства энергетики и электрификации СССР и результатов многолетних методических наработок его авторов. При разработке стандарта учтены требования действующих правил и норм в атомной энергетике, федеральных норм и правил в ОИАЭ и других нормативных документов.
Авторский коллектив: Ф.Я. Финкельштейн, А.И. Баев, А.Б. Макевнин, Л.И. Лурье, В.В. Голубев, В.Н. Николаев (ЗАО «Энергобалт»).
СТАНДАРТ НАЦИОНАЛЬНОГО ОБЪЕДИНЕНИЯ СТРОИТЕЛЕЙ
|
Объекты использования атомной энергии МОНТАЖ
ТЕПЛОМЕХАНИЧЕСКОГО Основные технические требования Objects of use of atomic energy. Installation of thermo mechanical equipment at NPP. General technical requirements. |
1 Область применения
1.1 Настоящий стандарт распространяется на тепломеханическое оборудование на атомных электрических станциях (АЭС) с водо-водяными энергетическими реакторами (ВВЭР) и устанавливает требования к производству и контролю выполнения монтажных работ.
1.2 В подразделе 6.7 настоящего стандарта приведены требования к монтажу оборудования реакторной установки для АЭС-2006.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и своды правил:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 3134-78 Уайт - спирит. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7827-74 Растворители марок P-4, Р-4А, P-5, Р-5А, Р-12 для лакокрасочных материалов. Технические условия
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия
ГОСТ 10214-78 Сольвент нефтяной. Технические условия
ГОСТ 10528-90 Нивелиры. Общие технические условия
ГОСТ 10529-96 Теодолиты. Общие технические условия
ГОСТ 29298-2005 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
ГОСТ Р 51254-99 Инструмент монтажный для нормирования затяжки резьбовых соединений. Ключи моментные. Общие технические условия
ГОСТ Р 51774-2001 Тахеометры электронные. Общие технические условия
ГОСТ Р 51999-2002 Спирт этиловый технический синтетический ректификованный и денатурированный. Технические условия
СП 48.13330.2011 «СНиП 12-01-2004 Организация строительства»
СП 49.13330.2010 «СНиП 12-03-2001 Часть 1. Безопасность труда в строительстве. Общие требования»
СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»
СП 75.13330.2011 «СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы»
СП 126.13330.2012 «СНиП 3.01.03-84 Геодезические работы в строительстве»
СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство».
СТО НОСТРОЙ 2.23.82-2012 Объекты использования атомной энергии. Оборудование тепломеханическое и трубопроводы. Организация и проведение входного контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и сводов правил в информационной системе общего пользования - на официальных сайтах национального органа Российской Федерации по стандартизации и НОСТРОЙ в сети Интернет или по ежегодно издаваемым информационным указателям, опубликованным по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться новым (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины в соответствии с Градостроительным кодексом [1], федеральным законом [2], а также следующие термины с соответствующими определениями:
3.1 тепломеханическое оборудование, ТМО: Оборудование технологических систем АЭС.
Примечание - ТМО включает основное и вспомогательное оборудование технологических систем АЭС, в том числе: реактор, турбоагрегат, конденсаторы турбины, насосы с электродвигателями и турбонасосы, дизельгенераторы, теплообменники, фильтры, грузоподъемные механизмы, транспортно-технологическое оборудование, элементы локализующих систем безопасности, а также емкости, баки, технологические металлоконструкции, технологические закладные детали и трубопроводы, поставляемые как оборудование,
3.2 монтаж ТМО: Сборка, установка в проектное положение и постоянное крепление ТМО.
Примечание - После установки и закрепления ТМО в проектное положение к нему подсоединяются средства контроля и автоматики, а также технологические трубопроводы, обеспечивающие транспортировку различных сред, необходимых для ведения технологического процесса или эксплуатации оборудования.
3.3 монтаж совмещенный: Строительные работы и монтаж ТМО, выполняемые на одном объекте строительной площадки, в одном помещении одновременно.
3.4 монтаж основной: Этап монтажа ТМО, на котором производится монтаж большей части ТМО.
Примечания
1 Основной монтаж ТМО выполняется в помещениях, принятых от строительной организации «под монтаж», в которых выполнены, при необходимости, проемы для подачи оборудования и сделана предварительная отделка.
2 Для монтажа ТМО на этом этапе используются строительные и монтажные грузоподъемные механизмы.
3.5 монтаж «чистый»: Монтаж ТМО, требующий чистоты монтируемого оборудования и помещений, в которых он производится.
Примечания
1 «Чистый» монтаж производится в помещениях, в которых выполнены строительные работы, сделана окончательная отделка и осуществлены организационные и технические мероприятия по обеспечению режима, охраны помещений и пожарной безопасности.
2 Для «чистого» монтажа ТМО используются монтажные грузоподъемные механизмы.
3.6 сильфон разделительный: Металлоконструкция для разделения нижнего шахтного объема от верхнего, заполняемого водой при перегрузке топлива.
4 Обозначения и сокращения
В настоящем стандарте использованы следующие сокращения:
атомная электрическая станция - АЭС;
проект производства работ - ППР;
водо-водяной энергетический реактор - ВВЭР;
тепломеханическое оборудование - ТМО;
производственно-технологическая документация - ПТД;
производственно-контрольная документация - ПКД;
служба технического контроля - СТК;
проект производства геодезических работ - ППГР;
реакторная установка - РУ;
устройство локализации расплава - УЛР;
внутрикорпусные устройства - ВКУ;
блок верхний - БВ;
система управления и защиты - СУЗ;
парогенератор - ПГ;
главный циркуляционный насосный агрегат - ГЦНА;
главный циркуляционный контур - ГЦК.
5 Общие положения
5.1 Монтаж ТМО должен производиться в соответствии с требованиями настоящего стандарта, технической документации (проектной и рабочей) и ППР.
Примечание - Проектная и рабочая документация, передаваемая монтажной организации, должна иметь отметку Технического заказчика на каждом чертеже о принятии их к производству в соответствии с СП 75.13330.
5.2 При производстве монтажных работ любые отступления от требований технической документации должны быть документально оформлены, при этом документ (протокол, техническое решение и т.п.), разрешающий отступление, должен быть подписан, согласован и утвержден уполномоченными лицами.
5.3 Выполнение монтажа ТМО с нарушением требований настоящего стандарта и технической документации запрещается. О запрещении выполнения работ делается запись в журнале работ по монтажу тепломеханического оборудования по форме, установленной Техническим заказчиком, с указанием конкретных нарушений.
5.4 Организация и проведение монтажа ТМО должны обеспечить соблюдение установленных проектной и конструкторской документации требований к конкретным элементам ТМО.
6 Монтаж тепломеханического оборудования
6.1 Требования к монтажным механизмам, инструменту, приспособлениям и материалам
6.1.1 При монтаже ТМО следует применять монтажные грузоподъемные механизмы, грузозахватные приспособления, сборочные стенды, стеллажи, монтажный инструмент, средства измерений и испытаний.
Примечания
1 Монтажные грузоподъемные механизмы - краны, лебедки, домкраты, тали, кошки и т.п. Монтажные грузоподъемные механизмы, на которые распространяются требования ПБ 10-382-00 [3] и НП-043-03 [4], должны быть в установленном порядке зарегистрированы в уполномоченном органе исполнительной власти, освидетельствованы и сданы в эксплуатацию. Ответственность за безопасную эксплуатацию монтажных грузоподъемных механизмов, своевременное проведение их периодических испытаний несет организация - владелец грузоподъемных механизмов.
2 Грузозахватные приспособления - траверсы, стропы и т.п. Они должны быть изготовлены и испытаны в соответствии с НП-043-03 [4] и ПБ 10-382-00 [3].
6.1.1.1 Грузозахватные приспособления заводского изготовления должны поставляться на монтаж в комплекте с паспортами и руководствами по эксплуатации.
Примечание - Ответственность за безопасную эксплуатацию грузозахватных приспособлений, своевременное проведение их периодических испытаний несет организация - владелец грузозахватных приспособлений.
6.1.1.2 Монтажные грузоподъемные механизмы и грузозахватные приспособления перед каждым использованием их по назначению должны быть осмотрены и проверены.
Примечание - Сроки и объемы проведения периодических испытаний грузоподъемных механизмов и грузозахватных приспособлений установлены в технической документации на их изготовление или в руководствах по эксплуатации.
6.1.1.3 Сборочные стенды, стеллажи и другие приспособления, предназначенные для укрупнительной сборки или временной укладки оборудования для хранения, должны быть изготовлены в соответствии с рабочими чертежами и перед использованием осмотрены.
Примечания
1 Сборочные стенды, стеллажи и другие приспособления заводского изготовления должны поставляться с паспортами и руководствами по эксплуатации.
2 Прием сборочных стендов, стеллажей и других приспособлений осуществляется в установленном монтажной организацией порядке, с созданием приемочной комиссии и составлением документов, фиксирующих приемку.
6.1.1.4 Использование опор, подкладок, не предусмотренных в рабочих чертежах и ПИР для укладки или установки в проектное положение оборудования, не допускается.
6.1.2 Исправность и работоспособность монтажного инструмента (слесарного и др.), приспособлений и средств измерений должны проверяться перед каждой выдачей их в работу.
6.1.2.1 Монтажный инструмент и приспособления, применяемые при производстве работ на этапе «чистого» монтажа, должны отвечать требованиям по чистоте, предъявляемым к монтируемому оборудованию.
6.1.2.2 Монтажный инструмент и приспособления, используемые для монтажных работ внутри оборудования, должны оснащаться предохранительными устройствами, исключающими возможность попадания инструмента или приспособлений в щели, трубы и другие полости.
6.1.3 Материалы, применяемые монтажной организацией для изготовления элементов оборудования или монтажной оснастки, должны соответствовать указанным в рабочих чертежах и ППР. Замена предусмотренных рабочими чертежами материалов другими допускается лишь после согласования замены с организацией, разработавшей рабочие чертежи.
6.1.3.1 Качество и свойства материалов, применяемых на монтаже, должны соответствовать требованиям стандартов или технических условий на их изготовление и сопроводительным документам предприятий-изготовителей (поставщиков), подтверждающих соответствие материалов всем требованиям стандартов или технических условий на их изготовление в соответствии с ПНАЭ Г-7-008-89 [5] (пункт 3.1.4).
6.1.4 Монтажные механизмы, инструмент, приспособления и материалы должны храниться в условиях, обеспечивающих их сохранность, работоспособность и качество.
6.2 Требования к помещениям и строительным конструкциям, сдаваемым под монтаж тепломеханического оборудования
6.2.1 До сдачи помещений под монтаж:
- на внутренней поверхности стены помещения в доступном для обзора месте должен быть нанесен краской его проектный номер (маркировка);
- в доступном для измерений месте должны быть установлены осевые и высотные реперы;
- закладные детали (проходки, трапы и кабельные каналы) в помещениях должны быть защищены от попадания влаги, посторонних предметов и механических повреждений;
- помещение должно быть очищено от строительного и бытового мусора, от атмосферных осадков (льда, снега и воды) и, в соответствии с требованиями ППР, освобождено от строительных лесов, инструмента и оснастки.
6.2.2 Подготовка к сдаче помещений под монтаж оборудования должна производиться по 6.2.3 - 6.2.5 в соответствии с этапами монтажа:
- совмещенный монтаж;
- основной монтаж;
- «чистый» монтаж.
6.2.3 До сдачи помещений под совмещенный монтаж должны быть:
- выполнены строительные конструкции стен и полов с закладными деталями и монтажными проемами;
- смонтирована облицовка, предусмотренная проектом;
- выполнены в соответствии с проектными размерами в пределах допусков фундаменты и опорные строительные конструкции в помещении;
- предусмотрены в помещении способы откачки воды, очистки льда и уборки снега;
- до выполнения последующих строительных работ в ППР по монтажу ТМО предусмотрены мероприятия, обеспечивающие сохранность ТМО, установленного в помещении на этапе совмещенного монтажа.
6.2.4 До сдачи помещений под основной монтаж должны быть закончены следующие работы:
- выполнены строительные конструкции стен, полов и перекрытий помещения с учетом монтажных проемов и монтажных закладных деталей для обеспечения монтажа оборудования;
- сооружены все фундаменты и опорные строительные конструкции под оборудование в помещении;
- смонтированы монорельсы и подкрановые пути штатной механизации;
- смонтированы системы временного электро- и газоснабжения, временного (или постоянного) освещения, временных вентиляции, отопления, водоснабжения и канализации, телефонной связи в соответствии с заданиями проектов производств работ;
- выполнены предварительные отделочные (штукатурные и окрасочные) работы по стенам и потолкам;
- оборудованы посты первичных средств пожаротушения;
- установлены в полном объеме в соответствии с рабочей документацией в пределах допусков согласно требованиям НП-010-98 [6] проходки, двери, люки, шлюзы и закладные детали в стенах и перекрытиях, являющиеся элементами локализующих систем безопасности;
Примечание - Монтаж закладных деталей, не являющихся элементами локализующих систем безопасности, осуществляется в соответствии с СП 70.13330.
- определены места временного складирования отходов и мусора, оборудованные контейнерами для их сбора, и пути их удаления.
6.2.5 До сдачи помещений под «чистый» монтаж должны быть:
- выполнены требования 6.2.4;
- выполнена в полном соответствии с рабочей документацией облицовка полов и фундаментов, стен и перекрытий помещений;
- восстановлены в соответствии с рабочей документацией стены и перекрытия, имеющие монтажные проемы;
- завершен монтаж ограждений, лестниц и площадок;
- выполнены не менее, чем в два слоя, противокоррозийные покрытия металлических стен и потолков;
- загрунтованы материалами, предусмотренными проектом, необлицованные строительные конструкции помещений;
- выполнена вентиляция в помещениях, обеспечивающая не менее, чем шестикратный воздухообмен в час и создающая избыточное давление (от 0,1 до 0,2 Па) в них;
- обеспечена общая освещенность рабочих мест не менее 150 лк, освещенность, создаваемая переносными средствами освещения - 300 лк;
- обеспечена температура в помещениях не менее +10 °С, влажность - не более 80 %;
- вход в зону чистых монтажных работ оборудован пропускным пунктом.
6.2.6 До сдачи помещений под монтаж должны быть выполнены мероприятия по охране труда в соответствии с требованиями СП 49.13330 и СНиП 12-04, а по пожарной безопасности - в соответствии с постановлением правительства [7].
6.2.7 Помещения, сдаваемые под монтаж ТМО, следует принимать с комплектом исполнительной документации.
6.3 Требования к чистоте оборудования и помещений
6.3.1 Требования к чистоте помещений, где ведутся работы, указываются в проектной документации и ППР.
Примечание - Способы очистки оборудования и методы контроля чистоты указываются в конструкторской документации на оборудование (ТУ, инструкция по монтажу и т.п.).
6.3.2 Соблюдение требований по обеспечению чистоты оборудования и помещений является обязательным для всех лиц, находящихся в зоне производства монтажных работ.
Выполнение требований к чистоте оборудования и помещений и контроль за соблюдением чистоты в отдельных боксах и помещениях при производстве монтажных работ осуществляет монтажная организация.
В случае несоблюдения требований по обеспечению чистоты монтажные работы должны быть прекращены.
6.3.3 Помещения или сооружения АЭС должны быть приняты монтажной организацией под каждый этап производства монтажных работ (совмещенный монтаж, основной монтаж, «чистый» монтаж).
6.3.4 Монтаж оборудования, подлежащего укрупнительной сборке и установке в проектное положение в условиях «чистого» монтажа, должен выполняться в помещениях, в которых осуществлены следующие дополнительные организационные и технические мероприятия:
- установлены посты режимной охраны и организован вход по специальным пропускам;
- оборудованы временные гардеробные и инструментальные;
- выделены места для приема пищи и курения, туалет;
- выполнены мероприятия пожарной безопасности;
- определены маршруты эвакуации монтажного персонала и проведен инструктаж на случай возникновения пожара;
- выполнена дополнительная телефонная связь.
6.3.5 Контроль чистоты оборудования осуществляется в соответствии с требованиями конструкторской документации на оборудование (ТУ, инструкция по монтажу и т.п.) с оформлением предусмотренной документации.
6.3.6 Требования к чистоте поверхностей помещений, оборудования и трубопроводов, способы уборки помещений и очистки оборудования на различных этапах производства монтажных работ в случае отсутствия их в проектной и производственно-технологической документации должны быть следующие:
а) на этапе совмещенного монтажа:
1) оборудование и блоки трубопроводов должны быть защищены от повреждений и загрязнений;
2) штуцеры, патрубки оборудования, концы трубопроводов должны быть закрыты заглушками;
3) способы уборки помещений - уборка строительного мусора и отходов материалов, откачка воды, очистка льда и уборка снега;
4) способы очистки оборудования - соскабливание, сметание.
б) на этапе основного монтажа:
1) свободные штуцеры, концы трубопроводов, патрубки оборудования должны быть закрыты заглушками;
2) на наружных поверхностях оборудования не должно быть видимых загрязнений;
3) на внутренних поверхностях оборудования соблюдена чистота, соответствующая условиям его поставки;
4) способы очистки поверхностей оборудования - протирание;
5) способы уборки помещений - сухая уборка и смачивание полов.
в) на этапе «чистого» монтажа:
1) полы и стены помещений должны быть чистыми, т.е. без видимых загрязнений;
2) на наружных и внутренних поверхностях оборудования не должно быть видимых невооруженным глазом загрязнений (пыли, следов масла, абразивных частиц и т.п.);
3) способы уборки помещений - обеспыливание пылесосом, влажная уборка (не менее двух раз в смену);
4) способы очистки поверхностей оборудования - обеспыливание, протирка, обмывание, обезжиривание, при необходимости - химическая очистка.
6.3.7 В качестве обтирочных материалов для очистки от загрязнений, удаления влаги и обезжиривания поверхностей оборудования из коррозионностойких сталей должны применяться салфетки светлых тонов из хлопчатобумажной ткани, бязи по ГОСТ 29298 или мадаполама.
6.3.8 В качестве промывочных и обезжиривающих жидкостей (при отсутствии в технической документации соответствующих требований) должны применяться:
- уайт-спирит по ГОСТ 3134;
- сольвент нефтяной по ГОСТ 10214;
- спирт этиловый по ГОСТ Р 51999;
- растворитель Р-4 по ГОСТ 7827;
- ацетон технический по ГОСТ 2768;
- химически обессоленная или дистиллированная вода по ГОСТ 6709 или те материалы, применение которых допускается требованиями технической документации.
6.3.9 Для осушения промытых поверхностей должны применяться азот по ГОСТ 9293 или очищенный от масла и пыли воздух.
6.3.10 После очистки все внутренние полости оборудования должны быть плотно закрыты заглушками и, при необходимости, опломбированы.
6.3.11 При проведении работ с оборудованием, на которое оформлено свидетельство о чистоте, все случаи открытия внутренних полостей оборудования фиксируются актом произвольной формы, а последующее их закрытие оформляются повторным свидетельством о чистоте по форме, установленной Техническим заказчиком.
6.4 Общие требования к производству монтажных работ
6.4.1 При монтаже ТМО для контроля правильности его установки в проектное положение необходимо использовать высотные и осевые геодезические знаки (репера), расположенные в помещениях АЭС.
Нанесение геодезических знаков выполняется геодезической службой. Порядок нанесения геодезических знаков (реперов), места их расположения, способ крепления в соответствии с СП 126.13330 должны разрабатываться в ППГР.
Примечание - Сохранность геодезических знаков на протяжении всего времени строительства обеспечивает Генподрядчик.
6.4.2 Монтаж оборудования или его отдельных элементов необходимо производить соответственно нанесенным на оборудовании контрольным рискам, осям и маркировке.
6.4.3 На смонтированные элементы оборудования, доступ к которым при приемке узла в целом будет невозможен (например, изоляция тепловая цилиндрической части корпуса реактора), должен составляться акт освидетельствования скрытых работ.
Примечание - Форма акта освидетельствования скрытых работ приведена в РД 11-02-2006 [8] (приложение 3).
6.4.4 Строповка оборудования или его элементов должна исключать их повреждение и выполняться за детали, указанные в чертеже. Кантовка тяжелых и крупногабаритных блоков или оборудования должна производиться в соответствии с ППР.
6.4.5 При погрузочно-разгрузочных работах и транспортировании оборудования должна быть обеспечена целостность заглушек, пломб, консервации и защитных покрытий.
6.4.6 В процессе монтажа оборудования необходимо выполнять мероприятия по сохранности оборудования, предусмотренные в ППР.
6.4.7 Строповка оборудования, на монтаж которого не разрабатывается отдельная документация, должна производиться за рым-болты, цапфы или за несущие балки, рамы и т.п. Строповка оборудования за штуцеры и патрубки не допускается.
При строповке изделий из коррозионностойкой стали или имеющих специальные покрытия необходимо применять мягкие прокладки или использовать текстильные стропы с защитными чехлами.
6.4.8 При разборке оборудования, если такое требование имеется в рабочих чертежах или технических условиях (для ревизии, регулировки и т.п.), следует:
- перед разборкой сверить маркировку и при необходимости нанести риски взаимного положения деталей или сборочных единиц;
- разборку вести приемами, исключающими повреждение деталей и их деформацию;
- для вывинчивания шпилек применять специальные ключи или резьбовые колпачки;
- после разборки детали должны быть уложены на стеллажи или столы.
Уплотнительные и резьбовые поверхности должны быть защищены от случайных механических повреждений.
6.4.9 При сборке и монтаже крепежные детали (шпильки, гайки и др.) должны быть затянуты равномерно, не иметь перекосов, люфтов и срывов резьбы. При затяжке резьбовых соединений с заданным крутящим моментом должен применяться инструмент, позволяющий производить нормированную затяжку (например, ключи моментные по ГОСТ Р 51254). Крепежные детали должны быть законтрены согласно указаниям в рабочих чертежах.
6.4.10 В период монтажа оборудования должны выполняться условия хранения, указанные в технических условиях или требованиях рабочих чертежей.
6.4.11 Защиту от коррозии при монтаже оборудования выполнять в соответствии с требованиями конструкторской документации.
6.4.12 Оборудование, в соответствии с ПНАЭ Г 7-008-89 [5] (пункт 8.1.2), подлежащее регистрации и техническому освидетельствованию, после окончания монтажа должно быть зарегистрировано в полномочных органах исполнительной власти и пройти техническое освидетельствование.
6.5 Требования к производству сварочных работ
6.5.1 Сборка элементов оборудования под сварку, сварка и контроль сварных соединений должны производиться в соответствии с требованиями, указанными в рабочих чертежах, ПТД и ПКД (технологические карты, инструкции и т.д.), согласованных и утвержденных в установленном порядке.
6.5.2 Сварочные работы при монтаже ТМО должны выполняться специально подготовленным персоналом монтажной организации.
Примечания
1 К выполнению работ по сварке и наплавке допускаются сварщики, прошедшие аттестацию на право производства сварочных работ в соответствии с требованиями ПНАЭ Г-7-003-87 [9] и имеющие «Удостоверение сварщика» установленной ПНАЭ Г-7-003-87 [9] (приложение 2) формы.
2 К руководству сварочными работами и работами по контролю за соблюдением технологии сварки и качества сварных соединений допускаются инженерно-технические работники, изучившие производственно-технологическую и производственно-контрольную документацию по сборке и сварке и прошедшие аттестацию в соответствии с установленным в монтажной организации порядком.
6.5.3 Квалификация сварщиков и порядок их допуска к различным видам сварочных работ определяются ПТД по сварке.
6.5.4 Сварку элементов ВКУ реактора, а также оборудования и трубопроводов ГЦК необходимо производить при температуре окружающего воздуха не ниже +283 °К (+10 °С).
Сварочные работы при укрупнительной сборке и монтаже оборудования допускается производить при температуре окружающего воздуха ниже +273 °К (0 °С), но при этом она должна быть не ниже указанной в соответствующих документах, устанавливающих требования к производству сварочных работ и работ по контролю качества сварных соединений в соответствии с приложением А.
6.5.5 При сварке на открытом воздухе места производства сварочных работ должны быть оборудованы устройствами для защиты от атмосферных осадков и ветра.
При наличии в помещениях станции сквозняков места сварки должны быть оборудованы защитными устройствами (ширмы, палатки и т.п.).
6.5.6 К сварке оборудования разрешается приступать только после аттестации технологии сварки, проверки правильности сборки под сварку, исправности сварочного оборудования и оснастки, контроля сварочных материалов.
Примечание - Порядок проведения аттестации технологии сварки установлен в ПНАЭ Г-7-010-89 [10] (подраздел 3.2).
6.5.7 На всех элементах оборудования подготовленные под сварку кромки разделки и прилегающие к ним поверхности деталей на участках шириной не менее 20 мм перед сборкой, а при необходимости и перед сваркой, должны быть зачищены механическим способом до чистого металла и обезжирены (необходимость и способ обезжиривания должны быть указаны в ПТД).
После сборки и во время сварки не допускается попадание пыли, в т.ч. абразивной и металлической, и других загрязнений в зазоры сварных соединений и на поверхности свариваемых кромок.
В процессе сборки сварных соединений на них должны наноситься порядковые номера нитрокраской согласно ПКД и ПТД.
6.5.8 Сварочные работы необходимо производить с помощью сварочного оборудования, которое позволяет обеспечить заданные ПТД режимы сварки и возможность контроля параметров режима сварки. Колебания параметров режима в процессе сварки не должны выходить за пределы, установленные ПТД. При ручной сварке допускается контроль параметров режима производить периодически переносными приборами.
Примечание - Контроль сварочного оборудования и режимов сварки осуществляется в соответствии с ПНАЭ Г-7-010-89 [10] (пункт 7.1.2).
6.5.9 В процессе производства сварочных работ необходимо своевременно выполнять контроль качества сварных соединений.
Контроль качества сварных соединений следует осуществлять в соответствии с таблицами контроля качества, приводимыми в конструкторской документации предприятий-изготовителей оборудования, требованиями проектной документации, ПТД и нормативной документации. Методы контроля качества сварных соединений указываются в вышеперечисленной документации.
Количество сваренных и не проконтролированных физическими методами контроля однотипных сварных соединений в смену не должно превышать сменной выработки сварщиков.
6.5.10 В процессе сварки стыка перерывы, как правило, не допускаются, за исключением предусмотренных ПТД и ПКД перерывов для выполнения контрольных и технологических операций. Время возможных перерывов в процессе сварки между сборкой и сваркой соединения, между сваркой и контролем или термической обработкой регламентируется ПТД по сварке, если эти требования не содержатся в конструкторской документации.
6.5.11 На каждом сварном соединении должно быть поставлено клеймо сварщика, выполнившего сварку, способ клеймения указывается в ПТД по сварке.
6.5.12 Для повышения качества сварных соединений необходимо максимально использовать механизированные виды сварки.
6.6 Монтаж технологических закладных деталей
6.6.1 Монтаж технологических закладных деталей (опорных конструкций, проходок и т.п.) следует осуществлять в соответствии с проектной, конструкторской и рабочей документацией и допускается выполнять как непосредственно на штатном месте, так и на укрупнительно-сборочной площадке при сборке комплексных строительных блоков.
6.6.2 При установке комплексных строительных блоков в проектное положение правильность их установки должна определяться положением технологических закладных деталей. В случае невозможности выполнения этого требования технологические закладные детали при сборке блока должны крепиться временно, а после монтажа блока и окончательной выверки положения закладных деталей - постоянно.
6.6.3 При монтаже технологических закладных деталей для предотвращения возможного смещения закладных деталей от проектного положения при бетонировании они должны быть надежно закреплены способом, предусмотренным проектной документацией.
6.6.4 Точность установки закладных деталей в случае отсутствия в проектной документации специальных требований должна быть в пределах следующих значений:
- по высоте и в плане при измерениях расстояния от геодезических реперов до осей деталей ±5 мм;
- неплоскостность закладных деталей относительно горизонтальной или вертикальной плоскостей не более 5 мм на длине 1 м.
Точность установки закладных деталей должна проверяться:
- по высоте - теодолитам по ГОСТ 10529 или нивелирам по ГОСТ 10528;
- в плане - рулетками измерительными металлическими по ГОСТ 7502 или линейками измерительными металлическими по ГОСТ 427;
- неплоскостность - тахеометром электронным по ГОСТ Р 51774.
Примечание - Контроль установки технологических закладных деталей выполняется геодезической службой.
6.6.5 Результаты контроля правильности установки технологических закладных деталей вносятся в исполнительную геодезическую схему, в которой фиксируется положение закладных деталей «до бетонирования» и «после бетонирования».
6.6.6 Исправление дефектов монтажа технологических закладных деталей (неплоскостность, негоризонтальность и т.п.) должно производиться механическим способом, при этом возможность исправления дефекта должна быть согласована с разработчиком проектной документации.
6.7 Монтаж оборудования реакторной установки
6.7.1 Монтаж оборудования реакторной установки для АЭС-2006 должен предусматривать выполнение:
- монтажа оборудования шахты реактора;
- монтажа корпуса реактора;
- монтажа ВКУ и БВ реактора;
- монтажа ПГ, ГЦНА и трубопроводов главного ГЦК.
6.7.2 Монтаж оборудования шахты реактора (см. рисунок 1) следует выполнять по 6.7.2.1 - 6.7.2.10.
6.7.2.1 Оборудование шахты реактора необходимо монтировать в три этапа:
а) на первом этапе должны монтироваться укрупненные элементы УЛР, если УЛР предусмотрено проектом. Элементы УЛР должны монтироваться относительно вертикальной и горизонтальных осей реактора. Нижняя плита УЛР устанавливается после монтажа защиты «сухой»;
Примечание - Защита «сухая» является одним из важнейших элементов защиты АЭС, окружает реактор в месте расположения его активной зоны (см. рисунок 1) и предназначена для уменьшения радиационного и теплового воздействия на бетонную шахту.
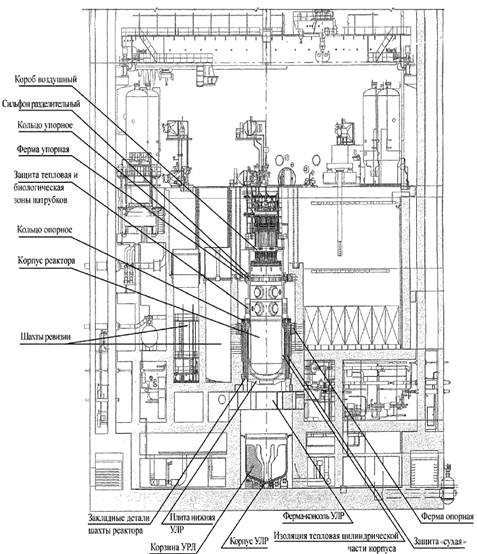
Рисунок 1 - Оборудование шахты реактора
б) на втором этапе должно монтироваться следующее оборудование:
1) детали закладные шахты реактора ниже фермы опорной (опора защиты «сухой»);
2) защита «сухая»;
3) изоляция тепловая цилиндрической части корпуса;
4) ферма опорная;
5) ферма упорная;
6) каналы измерительные (нижняя часть, монтируемая в защиту «сухую» и ферму опорную);
7) детали закладные шахты реактора выше фермы упорной;
8) каналы измерительные (средняя и верхняя части);
9) кольцо опорное;
10) защита тепловая и биологическая зоны патрубков (предварительная установка самых крупных по габаритам и весу блоков);
11) корпус реактора;
в) на третьем этапе должно монтироваться остальное оборудование:
1) кольцо упорное;
2) защита тепловая и биологическая зоны патрубков (окончательный монтаж);
3) сильфон разделительный;
4) ВКУ;
5) крышка БВ с приводами СУЗ и металлоконструкцией защитной (БВ в сборе);
6) изоляция тепловая БВ;
7) короб воздушный.
6.7.2.2 Технология монтажа оборудования шахты реактора на втором этапе должна быть увязана с технологией строительных работ по сооружению нижней части бетонной шахты реактора согласно графика совмещенных работ.
6.7.2.3 До начала монтажа оборудования шахты реактора бетонная шахта реактора должна быть принята «под монтаж» по акту с обязательным приложением исполнительного формуляра на геометрические размеры шахты.
6.7.2.4 Оборудование шахты реактора должно монтироваться относительно вертикальной и горизонтальных осей реактора.
6.7.2.5 Монтаж защиты «сухой» должен производиться готовыми забетонированными блоками.
6.7.2.6 Монтаж изоляции тепловой цилиндрической части корпуса допускается выполнять как отдельными секциями, так и укрупненными монтажными блоками (кольцами). Укрупнительная сборка блоков изоляции тепловой цилиндрической части корпуса должна производиться с учетом фактических размеров шахты реактора и смонтированной защиты «сухой».
6.7.2.7 Монтаж опорной фермы должен производиться после установки в проектное положение защиты «сухой» и изоляции тепловой цилиндрической части корпуса.
6.7.2.8 По окончании монтажа каждого узла оборудования шахты реактора должен быть составлен исполнительный формуляр произвольной формы, в котором фиксируется положение оборудования относительно осей реактора и его геометрические размеры. Для фермы опорной в формуляре должны быть зафиксированы ее положения «до бетонирования» и «после бетонирования».
6.7.2.9 До монтажа корпуса реактора оборудование, смонтированное на втором этапе, должно быть сдано по акту освидетельствования скрытых работ (см. 6.4.3) и заполнена исполнительная документация (формуляры).
6.7.2.10 В процессе монтажа оборудования шахты реактора необходимо предусмотреть меры по защите вентиляционных щелей и каналов от попадания в них строительного мусора, пыли и посторонних предметов.
6.7.3 Монтаж корпуса реактора следует выполнять по 6.7.3.1 - 6.7.3.6.
6.7.3.1 К моменту установки корпуса реактора в проектное положение должна быть полностью готова бетонная шахта реактора (см. 6.7.2.3).
6.7.3.2 Монтаж корпуса реактора должен производиться мостовым краном кругового действия здания реактора с применением специальной оснастки заводского изготовления для кантовки и транспортировки корпуса. Допускается установку корпуса реактора производить строительным краном, отвечающим по своим техническим характеристикам (грузоподъемность, вылет стрелы, высота подъема) требованиям к монтажу корпуса реактора.
6.7.3.3 Закрепление корпуса реактора на опоре кольца опорного необходимо производить после его окончательной установки (выверки) в соответствии с конструкторской документацией.
Контроль правильности установки корпуса производится по положению плоскости его главного разъема и по осям реактора в соответствии с ППР. Отклонение осей корпуса реактора от осей шахты реактора измеряется линейкой измерительной металлической по ГОСТ 427, негоризонтальность плоскости главного разъема корпуса реактора - нивелирам с набором нивелирных реек по ГОСТ 10528. Негоризонтальность плоскости главного разъема к корпусу реактора и отклонение осей реактора не должны превышать значений, указанных в конструкторской документации. Результаты измерений вносятся в исполнительную документацию (формуляры) по форме, приведенной в приложении Б.
6.7.3.4 После окончания монтажа корпуса реактора фактическое положение его вертикальной и горизонтальных осей служит базой для монтажа всего оборудования и трубопроводов РУ.
6.7.3.5 Контроль положения корпуса реактора (негоризонтальность плоскости главного разъема) по 6.7.3.3 должен производиться после сварки каждого стыка главного циркуляционного трубопровода.
6.7.3.6 После окончательной установки корпуса реактора в проектное положение любые перемещения грузов мостовым краном кругового действия над корпусом реактора, непредусмотренные в технической документации, запрещаются.
6.7.4 Монтаж ВКУ и БВ реактора следует выполнять по 6.7.4.1 - 6.7.4.10.
6.7.4.1 К началу монтажа ВКУ и БВ реактора должен быть принят по акту под «чистый» монтаж центральный зал здания реактора, включая бассейны перегрузки и «мокрой» выгрузки ВКУ и все шахты ревизии оборудования.
6.7.4.2 Все такелажные операции с элементами ВКУ должны производиться мостовым краном кругового действия здания реактора с применением специальной оснастки заводского изготовления.
6.7.4.3 Сборка ВКУ на монтаже должна выполняться также, как контрольная сборка со штатным корпусом и крышкой реактора на заводе-изготовителе.
Для определения положения крышки на корпусе реактора при монтаже следует использовать заводские приспособления для фиксации крышки относительно корпуса.
6.7.4.4 Измерения по определению правильности установки ВКУ и БВ выполняются в соответствии с требованиями конструкторской документации. Результаты измерений вносятся в исполнительную документацию (формуляр).
6.7.4.5 Работы по монтажу выгородки допускается производить как во время нахождения шахты внутрикорпусной в корпусе реактора, так и при нахождении шахты внутрикорпусной в шахте ревизии.
6.7.4.6 Кантовка блока защитных труб разрешается только в заводской упаковке.
6.7.4.7 Работы по сборке каркаса БВ, установке на крышку и опрессовке чехлов СУЗ, монтаж приводов СУЗ должны выполняться на шахте ревизии БВ.
6.7.4.8 Для работ по подготовке к монтажу приводов СУЗ в центральном зале здания реактора вблизи вертикального стенда приводов СУЗ и шахты ревизии БВ должна быть оборудована специальная площадка.
6.7.4.9 Сборка реактора при подготовке его к пусконаладочным работам должна выполняться с применением штатной оснастки и транспортно-технологического оборудования.
Примечание - Работы по монтажу датчиков, трубопроводных связей и приборов экспериментальной системы измерений ВКУ во время сборки реактора выполняются силами Технического заказчика.
6.7.4.10 После демонтажа элементов экспериментальной системы измерений ВКУ должны быть смонтированы в шахте внутрикорпусной шпонки вытеснители для выгородки, не установленные во время контрольной сборки ВКУ на заводе-изготовителе, а также проведено окончательное закрепление выгородки относительно шахты внутрикорпусной.
6.7.5 Монтаж ПГ, ГЦНА и трубопроводов ГЦК следует выполнять по 6.7.5.1 - 6.1.5.5.
6.7.5.1 Подача (заброска) в боксы ПГ, блоков трубопроводов ГЦК и предварительная установка в проектное положение ПГ и корпусов ГЦНА должны производиться мостовым краном кругового действия здания реактора. В соответствии со специальным техническим решением допускается выполнить подачу и предварительную установку указанного оборудования строительным краном, отвечающим по своим техническим характеристикам требованиям к монтажу.
6.7.5.2 Выверка положения ПГ и корпусов ГЦНА должна производиться сначала по фактическому положению корпуса реактора, а затем по фактическому положению приваренных к корпусу реактора трубопроводов ГЦК в соответствии с инструкцией завода-изготовителя, ППР и ППГР.
6.7.5.3 При обрезке монтажных припусков на блоках трубопроводов ГЦК необходимо учитывать величину усадки в сварном шве трубопровода Ду850, указанную в ПТД.
6.7.5.4 Сборку и монтаж трубопроводов ГЦК следует выполнять в соответствии с требованиями ПТД.
6.7.5.5 Монтаж выемных частей1) ГЦНА должен производиться по окончании сварки трубопроводов ГЦК и очистки внутренних полостей корпусов ГЦНА и трубопроводов.
__________
1)Выемная часть - конструктивный элемент ГЦНА.
6.8 Монтаж турбоагрегата
6.8.1 К началу монтажа турбоагрегата здание турбины должно быть принято по акту «под монтаж», при этом должны быть выполнены строительные конструкции здания, смонтированы стены, кровля, основные и монтажные грузоподъемные механизмы, полы конденсационного помещения, каналы, остеклены окна, выполнены монтажные проемы и установлены закладные детали, выполнены необходимые подъездные дороги.
6.8.2 Фундамент турбоагрегата должен быть принят по акту готовности зданий, сооружений, помещений, фундаментов к производству монтажных работ. К акту должны быть приложены исполнительные формуляры на геометрические размеры фундамента и на установку реперов, предназначенных для ведения контроля за осадкой и деформацией фундамента.
6.8.3 Укрупнительная сборка узлов турбоагрегата может производиться на укрупнительно-сборочной площадке монтажной базы, цехе предмонтажных работ или на фундаменте турбоагрегата в соответствии с ППР.
6.8.4 Установка, выверка, центрирование турбоагрегата, его узлов и деталей должны производиться в соответствии с требованиями производственно-технологической документации, а также чертежей, формуляров и другой технической документации завода-изготовителя.
6.8.5 При монтаже турбоагрегата температура воздуха в здании турбины на отметке конденсационного пола должна быть не ниже +278 °К (+5 °С).
6.8.6 До начала монтажа турбины должны быть смонтированы на штатных опорах корпуса конденсаторов и затем смонтированы переходные патрубки.
6.8.7 Присоединение конденсаторов к выхлопным патрубкам турбины должно производиться после окончательной выверки цилиндров турбины до подливки бетоном фундаментных плит.
6.8.8 Подача средней части статора генератора в здание турбины должна осуществляться на специальном транспортере по основной подъездной дороге.
6.9 Монтаж вспомогательного оборудования
6.9.1 Монтаж вспомогательного оборудования должен выполняться в соответствии с требованиями 6.4, а также проектной документации разработчика проекта АЭС и ППР.
6.9.2 Установка вспомогательного оборудования в проектное положение должна осуществляться, как правило, при полной готовности фундаментов либо заменяющих их опорных конструкций.
Допускается установка оборудования на временные опорные конструкции при условии, что к моменту стыковки оборудования с трубопроводами должны быть выполнены штатные фундаменты или опорные конструкции.
6.9.3 Насосные агрегаты, поставляемые на АЭС в сборе заглушенными и опломбированными, при монтаже не должны подвергаться разборке.
6.9.4 Патрубки и штуцеры оборудования во время производства монтажных работ должны быть закрыты плотными заглушками, которые снимаются непосредственно перед присоединением к ним трубопроводов.
6.9.5 Монтаж сосудов, работающих под давлением, должен производиться с учетом требований НП-044-03 [11].
6.9.6 Монтаж тепломеханического оборудования котельных должен производиться с учетом требований НП-046-03 [12].
6.9.7 Испытания вспомогательного оборудования по окончании монтажа должны производиться монтажной организацией в соответствии с требованиями рабочих чертежей по программе, разработанной пусконаладочной организацией.
Допускается производить испытания оборудования совместно с трубопроводами технологических систем АЭС.
6.10 Монтаж технологических металлоконструкций
6.10.1 Монтаж технологических металлоконструкций должен производиться, как правило, укрупненными блоками. Сборка блоков металлоконструкций и их монтаж должны выполняться в соответствии с заводской маркировкой элементов металлоконструкций.
6.10.2 При сборке и монтаже элементы или блоки металлоконструкций должны быть очищены от грязи, льда, снега и не иметь повреждений.
6.10.3 Перемещение и кантовка блоков металлоконструкций, собранных на прихватках, не допускаются.
6.10.4 Строповка, транспортировка и хранение монтажных блоков металлоконструкций должны выполняться способами, исключающими их повреждение и появление остаточных деформаций.
6.10.5 При стыковке деталей технологических металлоконструкций допускается применение огневой резки с последующей зачисткой мест резки механическим способом до чистого металла.
6.10.6 После установки в проектное положение элементы и блоки металлоконструкций должны быть надежно закреплены в соответствии с проектной документацией.
6.10.7 По окончании монтажа металлоконструкций проверяется:
- соответствие всех узлов и деталей рабочим чертежам;
- соответствие выполнения монтажных соединений требованиям рабочих чертежей;
- удаление временных деталей.
По результатам измерений геометрических размеров следует оформить исполнительную схему металлоконструкций и акт об окончании монтажа металлоконструкций.
Примечание - Объем, методы и порядок проведения проверки монтажа металлоконструкций приводятся в ППР.
6.11 Исполнительная документация, оформляемая при монтаже
6.11.1 В процессе монтажа ТМО монтажная организация должна вести исполнительную документацию (учетно-отчетную) с учетом требований РД-11-02-2006 [8] и РД-11-05-2007 [13].
6.11.2 В учетной документации (монтажные журналы, журналы сварочных работ и т.п.) должны подробно фиксироваться ход монтажа ТМО, основные этапы работ по монтажу ТМО с указанием даты их начала и окончания, выявленные в процессе монтажа дефекты оборудования и меры, принятые для их устранения, распоряжения и указания по монтажу.
6.12 Сдача оборудования
6.12.1 После завершения работ по монтажу ТМО производится его сдача в составе технологической системы, в которую оно входит согласно проекту (вместе с законченными монтажом всеми другими элементами системы), для проведения функциональных испытаний и комплексного опробования.
7 Контроль выполнения монтажа тепломеханического оборудования
7.1 Контроль выполнения монтажа ТМО следует производить на всех стадиях монтажа с применением следующих видов контроля:
- входного;
- операционного.
Примечание - Наряду с указанными видами контроля монтажа ТМО может осуществляться инспекционный контроль, который проводится в соответствии с РД ЭО 0654-2006 [14] (раздел 8) дирекцией строящейся АЭС.
7.2 При входном контроле следует выполнить проверку соответствия качества поступающего на АЭС оборудования, трубопроводов, материалов, полуфабрикатов, комплектующих изделий требованиям стандартов, технических условий и других нормативно-технических документов.
7.2.1 При входном контроле проектной, рабочей и конструкторской документации осуществляется проверка ее комплектности и достаточности содержащейся в ней технической информации для монтажа ТМО.
7.2.2 Входной контроль должен производиться в соответствии с СТО НОСТРОЙ 2.23.82 (подраздел 5.2).
7.3 Операционный контроль осуществляется в ходе выполнения монтажа ТМО и сварочных работ после завершения каждой отдельной производственной операции в технологической последовательности в соответствии с ППР, технологической картой и картой операционного контроля.
7.3.1 Операционный контроль ТМО должен осуществляться в соответствии с СП 48.13330 (пункт 7.1.6).
7.3.2 В процессе монтажа ТМО должна проводиться оценка выполненных работ, результаты которых влияют на безопасность объекта, но в соответствии с принятой технологией становятся недоступными для контроля после начала выполнения последующих работ. Результаты выполнения работ, скрываемых последующими работами, оформляются актами освидетельствования скрытых работ (см. 6.4.3).
7.3.3 Для обеспечения контроля выполнения монтажа оборудования должны быть:
- разработаны программы контроля качества, включая текстовую часть и таблицы контроля качества основных и сварочных материалов, а также сварных швов;
Примечания
1 Программы разрабатываются для оборудования групп В и С по ПНАЭ Г-7-008-89 [5] 2-го и 3-го классов безопасности по ОПБ-88/97 [15]. Необходимость и объем контроля трубопроводов группы С устанавливается проектной организацией.
2 Содержание типовой программы приведено в ПНАЭ Г-7-008-89 [5] (пункт 7.4.2).
- разработаны программы обеспечения качества атомных станций при выполнении строительно-монтажных работ1).
__________
1)ПОКАС (С).
Примечания
1 Разработка этих программ предусмотрена РД ЭО 0654-2006 [14].
2 Требования к программам - в соответствии с НП-90-11 [16].
7.3.4 Визуальным осмотром проверить ТМО на его соответствие вместе с другими элементами технологической системы требованиям проектной документации на технологическую систему. Результаты сдачи ТМО и всей технологической системы в целом оформляются актами по форме, установленной Техническим заказчиком.
7.3.5 По окончании монтажа ТМО монтажная организация в соответствии с требованиями РД-11-02-2006 [8] и РД-11-05-2007 [13] должна оформить отчетную документацию (свидетельства, акты, исполнительные формуляры и т.п.), подтверждающую, что монтаж ТМО выполнен в полном соответствии с требованиями проекта, для передачи ее Техническому заказчику.
Приложение А
(справочное)
Перечень документов, устанавливающих требования к производству сварочных работ и работ по контролю качества сварных соединений
|
1 ПНАЭ Г-7-008-89 [5] |
Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок. |
|
2 ПНАЭ Г-7-009-89 [17] |
Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения. С изменением № 1, внесенным постановлением Госатомнадзора России от 27.12.99 № 8. |
|
3 ПНАЭ Г-7-010-89 [10] |
Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля. С изменением № 1, внесенным постановлением Госатомнадзора России от 27.12.99 № 7. |
|
4 ПНАЭ Г-7-003-87 [9] |
Правила аттестации сварщиков оборудования и трубопроводов атомных энергетических установок. |
|
5 ПНАЭ Г-7-014-89 [18] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Контроль основных материалов (полуфабрикатов). |
|
6 ПНАЭ Г-7-015-89 [19] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Магнитопорошковый контроль. |
|
7 ПНАЭ Г-7-016-89 [20] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный и измерительный контроль. |
|
8 ПНАЭ Г-7-017-89 [21] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Радиографический контроль. |
|
9 ПНАЭ Г-7-018-89 [22] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Капиллярный контроль. |
|
10 ПНАЭ Г-7-019-89 [23] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Контроль герметичности. Газовые и жидкостные методы. |
|
11 ПНАЭ Г-7-030-91 [24] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Контроль сварных соединений и наплавки. |
|
12 ПНАЭ Г-7-031-91 [25] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Измерение толщины монометаллов, биметаллов и антикоррозийных покрытий. |
|
13 ПНАЭ Г-7-032-91 [26] |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Контроль сварных соединений из сталей аустенитного класса. |
|
Правила устройства и эксплуатации локализующих систем безопасности атомных станций. |
|
|
15 ПНАЭ Г-10-31-92 [27] |
Основные положения по сварке элементов локализующих систем безопасности атомных станций. |
|
16 ПНАЭ Г-10-32-92 [28] |
Правила контроля сварных соединений элементов локализующих систем безопасности атомных станций. |
Приложение Б
(рекомендуемое)
Форма формуляра на установку корпуса реактора

Рисунок Б.1 - Формуляр на установку корпуса реактора
Библиография
|
[2] Федеральный закон от 30.12.2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений» |
|
|
Правила устройства и безопасной эксплуатации грузоподъемных кранов |
|
|
Требования к устройству и безопасной эксплуатации грузоподъемных кранов для объектов использования атомной энергии |
|
|
Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок |
|
|
Правила устройства и эксплуатации локализующих систем безопасности атомных станций |
|
|
[7] Постановление Правительства Российской Федерации от 25.04.2012 г. № 390 «О противопожарном режиме» |
|
|
Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонта объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения |
|
|
[9] Правила и нормы в атомной энергетике |
Правила аттестации сварщиков оборудования и трубопроводов атомных энергетических установок |
|
Оборудование и трубопроводы атомных в атомной энергетике энергетических установок. Сварные соединения и наплавки. Правила контроля |
|
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением, для объектов использования атомной энергии |
|
|
Правила устройства и безопасной эксплуатации паровых и водогрейных котлов для объектов использования атомной энергии |
|
|
Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства. |
|
|
Руководство по проведению заказчиком-застройщиком (инвестором) контроля качества строительно-монтажных работ на строительстве атомных станций |
|
|
[15] Федеральные нормы и правила ОПБ-88/97, НП-001-97 |
Общие положения обеспечения безопасности атомных станций |
|
[16] Федеральные нормы и правила |
Требования к программам обеспечения качества для объектов использования атомной энергии |
|
Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения. С изменением № 1, внесенным постановлением Госатомнадзора России от 27.12.99 № 8 |
|
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Контроль основных материалов (полуфабрикатов) |
|
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Магнитопорошковый контроль |
|
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный и измерительный контроль |
|
|
[21] Федеральные нормы и правила |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Радиографический контроль |
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ Капиллярный контроль |
|
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ Контроль герметичности. Газовые и жидкостные методы |
|
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ Ультразвуковой контроль. Контроль сварных соединений и наплавки |
|
|
[25] Федеральные нормы и правила |
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Измерение толщины монометаллов, биметаллов и антикоррозийных покрытий |
|
Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ Ультразвуковой контроль. Контроль сварных соединений из сталей аустенитного класса |
|
|
Основные положения по сварке элементов локализующих систем безопасности атомных станций |
|
|
Правила контроля сварных соединений элементов локализующих систем безопасности атомных станций |
|
|
Ключевые слова: объекты использования атомной энергии, монтаж тепломеханического оборудования, атомная электрическая станция, основные требования |