 | Информационная система | |
Некоммерческое Партнерство «Инновации в электроэнергетике»
|
|
СТАНДАРТ |
СТО |

Турбина
паровая
ПТ-80/100-130/13 ЛМЗ
Технические условия на капитальный ремонт
Нормы и требования
Дата введения - 2010-01-11
Москва
2009
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила разработки и применения стандартов организации - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральное конструкторское бюро по модернизации и ремонту энергетического оборудования электростанций» (ЗАО «ЦКБ Энергоремонт»)
2 ВНЕСЕН Комиссией по техническому регулированию НП «ИНВЭЛ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом НП «ИНВЭЛ» от 17.12.2009 № 91
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ТУРБИНА
ПАРОВАЯ ПТ-80/100-130/13 ЛМЗ.
Технические условия на капитальный ремонт.
Нормы и требования.
Дата введения - 2010-01-11
1 Область применения
Настоящий стандарт организации:
- является нормативным документом, устанавливающим технические требования к ремонту турбин паровых ПТ-80/100-130/13 ЛМЗ, направленные на обеспечение промышленной безопасности тепловых электрических станций, повышение надежности эксплуатации и качества ремонта;
- устанавливает технические требования, объем и методы дефектации, способы ремонта, методы контроля и испытаний к составным частям и турбинам паровым ПТ-80/100-130/13 ЛМЗ в целом в процессе ремонта и после ремонта;
- устанавливает объемы, методы испытаний и сравнения показателей качества отремонтированных турбин паровых ПТ-80/100-130/13 ЛМЗ с их нормативными и доремонтными значениями;
- распространяется на капитальный ремонт турбин паровых ПТ-80/100-130/13 ЛМЗ;
- предназначен для применения генерирующими компаниями, эксплуатирующими организациями на тепловых электростанциях, ремонтными и иными организациями, осуществляющими ремонтное обслуживание оборудования электростанций.
2 Нормативные ссылки
В настоящем стандарте организации использованы ссылки на следующие стандарты и другие нормативные документы:
Федеральный закон РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании»
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 520-2002 Подшипники качения. Общие технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 613-79 Бронзы оловянные литейные. Марки
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 1050-88 Прокат сортовой калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие, жаропрочные. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9038-90 Меры длины концевые. Технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11098-75 Скобы с отсчетным устройством. Технические условия
ГОСТ 13837-79 Динамометры общего назначения. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 23677-79 Твердомеры для металлов. Общие технические условия
ГОСТ 24278-89 Установки турбинные паровые стационарные для привода электрических генераторов ТЭС. Общие технические требования
ГОСТ 25364-97 Агрегаты паротурбинные стационарные. Нормы вибрации опор валопроводов и общие требования к проведению измерений
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ПР 50.2.009-94 Государственная система обеспечения единства измерений. Порядок проведения испытаний и утверждения типа средств измерений
СТО 70238424.27.100.011-2008 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования
СТО 70238424.27.100.017-2009 Тепловые электростанции. Ремонт и техническое обслуживание оборудования, зданий и сооружений. Организация производственных процессов. Нормы и требования
СТО 70238424.27.100.006-2008 Ремонт и техническое обслуживание оборудования, зданий и сооружений электрических станций и сетей. Условия выполнения работ подрядными организациями. Нормы и требования
СТО 70238424.27.100.005-2008 Основные элементы котлов, турбин и трубопроводов ТЭС. Контроль состояния металла. Нормы и требования
СТО 70238454.27.040.008-2009 Турбины паровые. Общие технические условия на капитальный ремонт. Нормы и требования
СТО 70238424.27.010.001-2008 Электроэнергетика. Термины и определения
СТО 17230282.27.010.002-2008 Оценка соответствия в электроэнергетике
СТО 70238424.27.100.011-2008 Тепловые электрические станции. Методики оценки состояния основного оборудования
Стандарт организации «Регулирование частоты и перетоков активной мощности в ЕЭС и изолированно работающих энергосистемах России. Требования к организации и осуществлению процесса, техническим средствам», утвержденный приказом ОАО РАО «ЕЭС России» № 535 от 31.08.2007 Оперативно-диспетчерское управление в электроэнергетике.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены основные понятия по Федеральному закону РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании» и термины по ГОСТ 15467, ГОСТ 16504, ГОСТ 18322, ГОСТ 27.002, СТО 70238424.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 характеристика: Отличительное свойство. В данном контексте характеристики физические (механические, электрические, химические) и функциональные (производительность, мощность ...).
3.1.2 характеристика качества: Присущая характеристика продукции, процесса или системы, вытекающая из требований.
3.1.3 качество отремонтированного оборудования: Степень соответствия совокупности присущих оборудованию характеристик качества, полученных в результате выполнения его ремонта, требованиям, установленным в нормативной и технической документации.
3.1.4 качество ремонта оборудования: Степень выполнения требований, установленных в нормативной и технической документации, при реализации комплекса операций по восстановлению исправности или работоспособности оборудования или его составных частей.
3.1.5 оценка качества ремонта оборудования: Установление степени соответствия результатов, полученных при освидетельствовании, дефектации, контроле и испытаниях после устранения дефектов, характеристикам качества оборудования, установленным в нормативной и технической документации.
3.1.6 технические условия на капитальный ремонт: Документ, определяющий требования к дефектации изделия и его составных частей, способы ремонта для устранения дефектов, технические требования, значения показателей и нормы качества, которым должно удовлетворять изделие после капитального ремонта, требования к контролю и испытаниям оборудования в процессе ремонта и после ремонта.
3.2 Обозначения и сокращения
ВПУ - валоповоротное устройство;
в/п - верхняя половина;
ВД - высокое давление;
ГТН - газотермическая наплавка;
ДУ - диафрагменные уплотнения;
ЗКУ - заднее концевое уплотнение;
ЗРБ - золотники регулятора безопасности;
ЗРС - золотники регулятора скорости;
Карта - карта дефектации и ремонта;
КУ - концевое уплотнение;
МЗК - маслозащитное кольцо;
МПД - магнитопорошковая дефектоскопия;
Н.Л. - направляющие лопатки;
н/п - нижняя половина;
НД - низкое давление;
НТД - Нормативная и техническая документация;
ПКУ - переднее концевое уплотнение;
Р.Л. - рабочие лопатки;
РВД - ротор высокого давления;
РНД - ротор низкого давления;
РС - регулятор скорости;
ст. ген. - сторона генератора;
ст. рег. - сторона регулятора;
ст. - ступень;
ТВК - токовихревой контроль;
ТЭС - тепловая электрическая станция;
УЗК - ультразвуковой контроль;
ЦВД - цилиндр высокого давления;
ЦНД - цилиндр низкого давления.
4 Общие положения
4.1 Подготовка турбины паровой ПТ-80/100-130/13 ЛМЗ к ремонту, вывод в ремонт, производство ремонтных работ и приемка из ремонта должны производиться в соответствии с нормами и требованиями СТО 70238424.27.100.017-2009.
Требования к ремонтному персоналу, гарантиям производителя работ по ремонту установлены в СТО 70238424.27.100.006-2008.
4.2 Выполнение требований настоящего стандарта определяет оценку качества отремонтированной турбины паровой ПТ-80/100-130/13 ЛМЗ. Порядок проведения оценки качества ремонта турбины паровой ПТ-80/100-130/13 ЛМЗ устанавливается в соответствии с СТО, утвержденным Приказом ОАО РАО «ЕЭС России» № 275 от 23.04.2007.
4.3 Настоящий стандарт предназначен для применения совместно с СТО 70238454.27.040.008-2009.
4.4 Требования настоящего стандарта могут быть использованы при среднем и текущем ремонтах турбин. При этом учитываются следующие особенности их применения:
- требования к составным частям и турбинам в целом в процессе среднего или текущего ремонта применяются в соответствии с выполняемой номенклатурой и объемом ремонтных работ;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированных турбин с их нормативными и доремонтными значениями при среднем ремонте применяются в полном объеме;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированных турбин с их нормативными и доремонтными значениями при текущем ремонте применяются в объеме, определяемом техническим руководителем электростанции и достаточным для установления работоспособности турбин.
4.5 При расхождении требований настоящего стандарта с требованиями других НТД, выпущенных до утверждения настоящего стандарта, необходимо руководствоваться требованиями настоящего стандарта.
При внесении предприятием-изготовителем изменений в конструкторскую документацию на турбину и при выпуске нормативных документов органов государственного надзора, которые повлекут за собой изменение требований к отремонтированным составным частям и турбине в целом, следует руководствоваться вновь установленными требованиями вышеуказанных документов до внесения соответствующих изменений в настоящий стандарт.
4.6 Требования настоящего стандарта распространяются на капитальный ремонт турбины паровой ПТ-80/100-130/13 ЛМЗ в течение полного срока службы, установленного в технических условиях на поставку и ГОСТ 24278 на поставку турбин. При продлении в установленном порядке продолжительности эксплуатации турбин сверх полного срока службы, требования настоящего стандарта применяются в разрешенный период эксплуатации с учетом требований и выводов, содержащихся в документах на продление продолжительности эксплуатации.
5 Общие технические сведения
5.1 Теплофикационная паровая турбина ПТ-80/100-130/13 ЛМЗ (рисунок 5.1) представляет собой одновальный двухцилиндровый агрегат и предназначена для привода генератора ТВФ-120-2 и отпуска тепла для нужд производства и отопления.
|
Номинальная мощность, МВт |
80 |
|
Максимальная мощность, МВт |
100 |
|
Частота вращения, С-1 (об/мин) |
|
|
Давление свежего пара, МПа (кгс/см2) |
12,8 (130) |
|
Температура свежего пара, °С |
540 |
|
Расход отбираемого пара на промышленные нужды, т/ч: |
|
|
номинальный |
185 |
|
максимальный |
300 |
|
Пределы изменения давления пара в регулируемых теплофикационных отборах, МПа: |
|
|
верхнем |
0,049 - 0,245 |
|
нижнем |
0,029 - 0,098 |
|
Давление промышленного отбора, МПа |
1,28 |
|
Температура воды, °С: |
|
|
питательной |
249 |
|
охлаждающей |
20 |
|
Расход охлаждающей воды через конденсатор, т/ч |
8000 |
5.2 Пар в турбину подается к паровой коробке, в которой расположен автоматический затвор, откуда по перепускным трубам пар поступает к регулирующим клапанам турбины. По выходе из ЦВД часть пара идёт в регулируемый промышленный отбор, остальная часть направляется в ЦНД.
Отопительные отборы осуществляются из соответствующих камер ЦНД.
5.3 Проточная часть ЦВД имеет одновенечную регулирующую ступень и 16 ступеней давления.
Проточная часть ЦНД состоит из трех частей:
- первая (до верхнего теплофикационного отбора) имеет регулирующую ступень и семь ступеней давления;
- вторая (между теплофикационными отборами) - две ступени давления;
- третья - имеет регулирующую ступень и две ступени давления.
Ротор высокого давления - цельнокованый. Первые десять дисков ротора низкого давления откованы заодно с валом, остальные три диска - насадные. Роторы ВД и НД соединяются между собой жёстко с помощью фланцев, откованных заодно с роторами. Ротор НД и генератора соединяются жёсткой муфтой.
5.4 Турбина снабжена валоповоротным устройством, вращающим ротор турбины с частотой вращения от 3 до 4 с-1.
Фикспункт турбины расположен на раме турбины со стороны генератора, и агрегат расширяется в сторону переднего подшипника.
5.5 Турбина типа ПТ-80/100-130/13 ЛМЗ снабжена гидравлической системой автоматического регулирования с электрогидравлическим преобразователем (ЭГП), которая включает устройства регулирования и защиты с гидравлическими связями и устройства парораспределения в виде клапанов и поворотной диафрагмы. Регулирование обеспечивает автоматическое поддержание в заданных пределах скорости вращения турбоагрегата и давления в линиях промышленного и теплофикационного отборов. Степень неравномерности регулирования частоты вращения (при номинальных параметрах) составляет 4,0 %, степень неравномерности регулирования давления пара промышленного отбора составляет 0,2 МПа, а теплофикационного отбора - 0,04 МПа, степень нечувствительности системы регулирования по частоте вращения составляет не более 0,3 % от номинальной во всем диапазоне нагрузок.
На ЭГП воздействует технологическая защита и противоаварийная автоматика энергосистемы, что приводит к закрытию и открытию регулирующих клапанов.
Пар, поступающий в турбину, подводится к клапану автоматического затвора (стопорному клапану), затем по перепускным трубам поступает к регулирующим клапанам.
Парораспределение ЦВД - сопловое. Четыре регулирующих клапана подают пар в отдельные сопловые коробки.
Управление группой клапанов (четыре регулирующих и один перегрузочный) осуществляется при помощи кулачкового распределительного устройства ЦВД, вал которого через шестерню-рейку приводится во вращение поршневым сервомотором.
Парораспределение ЦНД - также сопловое; пар из выхлопной части ЦВД частично поступает в промышленный отбор, остальная часть по перепускным трубам поступает к четырём регулирующим клапанам, управляющим подачей пара в ЧСД цилиндра низкого давления.
Управление осуществляется кулачковым распределительным устройством ЦВД с сервомотором.
Поддержание давления пара в теплофикационном отборе осуществляется поворотной диафрагмой, перемещаемой своим сервомотором.
Датчиком регулирования скорости является всережимный бесшарнирный регулятор скорости типа РС-3000.
Датчиками регулирования давления в отборах являются два сильфонных регулятора давления.
Управление регуляторами турбины при пуске и в эксплуатации осуществляется механизмами управления с маховиками для ручного воздействия и электродвигателями для управления со щита.
Система защиты от недопустимого повышения скорости вращения имеет сдвоенный центробежный выключатель (регулятор безопасности), который срабатывает при повышении скорости вращения на величину от 10 до 12 % сверх номинальной. Имеется дополнительная защита от повышения скорости вращения до 14 % сверх номинальной.
В систему защиты включён электромагнитный выключатель, который имеет кнопку ручного выключения и электромагнит дистанционного выключения. Воздействия на электромагнитный выключатель оказывают также устройства защиты при аварийных нарушениях работы турбины.
Срабатывание регулятора безопасности или электромагнитного выключателя вызывает закрытие всех органов парораспределения турбины.

Рисунок 5.1, лист 1 - турбина паровая ПТ-80/100-130/13 ЛМЗ
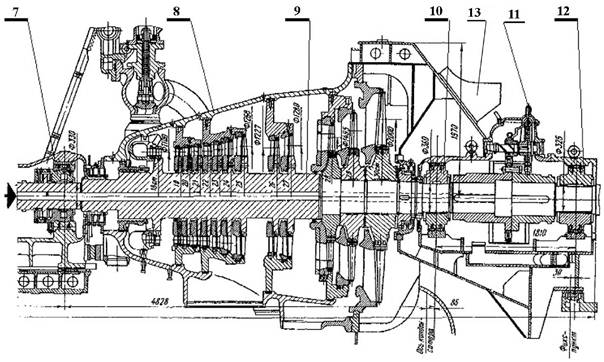
1 - подшипник передний; 2 - вкладыш опорный № 1; 3 - ЦВД; 4 - подшипник средний; 6 - вкладыш опорный № 2; 7 - вкладыш опорно-упорный № 3; 8 - ЦНД; 9-РНД; 10 - вкладыш опорный № 4; 11 - ВПУ; 12 - вкладыш опорный № 5 (генератора); 13 - атмосферный клапан - диафрагма
Рисунок 5.2, лист 2 - турбина паровая ПТ-80/100-130/13 ЛМЗ
6 Общие технические требования
6.1 Перечень деталей турбины, у которых возможна замена материала, приведен в приложении А.
При применении материалов, не указанных в приложении А, необходимо согласование с заводом-изготовителем турбины.
Качество материала должно быть подтверждено сертификатом или входным контролем в объеме, определяемом функциональным назначением материала в соответствии с требованиями ремонтной документации.
6.2 Методы и критерии оценки состояния металла основных элементов турбины (корпусы и детали, роторы, крепеж, лопатки, диски, сварные соединения) производятся в соответствии с СТО 70238424.27.100.005-2008.
6.3 Нормы зазоров и натягов сопряжений составных частей даны в приложении Б.
При восстановлении составных частей или замене одной (двух) сопрягаемых деталей должны быть обеспечены величины зазоров (натягов), указанные в приложении Б в графе «По чертежу», в соответствии с конструкторской документацией завода-изготовителя.
6.4 При выводе турбины в ремонт необходимо ознакомиться с вахтенными журналами, суточными ведомостями и перечнем дефектов, имевших место при эксплуатации, картами измерений сборки и настройки (формулярами) предыдущих ремонтов, картами измерений (формулярами) испытаний, произведенных при выводе в данный ремонт перед началом разборки и т.п.
6.5 Перечень контрольного инструмента с указанием нормативно-технических документов на него приведён в приложении В.
Допускается замена контрольного инструмента на инструмент класса точности не ниже класса точности инструмента, указанного в картах дефектации и ремонта.
6.6 Требования к метрологическому обеспечению ремонта турбины:
- средства измерений, применяемые при измерительном контроле и испытаниях, не должны иметь погрешностей, превышающих установленных ГОСТ 8.051 с учетом требований ГОСТ 8.050;
- средства измерений, применяемые при измерительном контроле и испытаниях, должны быть проверены в установленном порядке и пригодны к эксплуатации;
- нестандартизованные средства измерений должны быть аттестованы в соответствие с ПР 50.2.009.
6.7 При ручной дуговой сварке и наплавке составных частей применять сварочные материалы, указанные в конструкторской документации и РД-108.021.112 [1], при дуговой сварке в защитном газе применять газ аргон первого или второго сорта по ГОСТ 10157.
6.8 В местах наплавки и сварки не допускаются:
- непровары по линии соединения основного и наплавленного металла, шлаковые включения и поры сварного шва;
- трещины в наплавленном слое и основном металле около мест сварного шва;
- течи.
Наплавленный слой должен быть зачищен заподлицо с основной поверхностью, параметр шероховатости зачищенного слоя не более 3,2 (для поверхностей шероховатостью менее 3,2 - соответствовать этой шероховатости).
6.9 Допускается применение других (не предусмотренных в картах стандарта) способов установления и устранения дефектов, при условии обязательного выполнения требований стандарта к отремонтированной составной части.
6.10 Решение по восстановлению работоспособности деталей и сборочных единиц, дефекты которых не отражены в настоящем стандарте, принимаются после согласования с заводом-изготовителем турбины.
6.11 При отсутствии необходимых запасных частей решение по восстановлению работоспособности деталей и сборочных единиц, дефекты которых превышают размеры, указанные в настоящем стандарте, принимаются после согласования с заводом-изготовителем.
6.12 В период ремонта, в случае разборки соединений, подлежат обязательной замене уплотнительные прокладки, в том числе металлические шплинты, стопорная проволока, стопорные и пружинные шайбы.
6.13 Разборка цилиндров ВД и НД выполняется при достижении температуры 100 °С в зоне подвода свежего пара.
Перед разборкой необходимо убедиться в обесточивании приборов контроля и управления турбоагрегатом.
6.14 Разборку цилиндров и подшипников необходимо начинать с отсоединения фланцев паропроводов и маслопроводов, штепселей и электрических термодатчиков, элементов регулирования и парораспределения и т.п.
6.15 Развинчивание разъёмов необходимо начинать с удаления стопорных элементов крепёжных изделий (шайб, шплинтов, проволок и др.). При наличии контрольных штифтов, болтов, шпилек их необходимо удалить первыми, контролируя их маркировку, и мест, где они установлены. Крепёжные изделия, установленные в зоне высоких температур, смачивают растворителем (скипидаром или другим средством) по их резьбовым соединениям для облегчения разборки.
6.16 При выполнении измерений в процессе разборки, места измерений следует очистить от отложений и зачистить забоины; места установки измерительных средств необходимо отметить, для возможности повторения измерений в тех же местах в процессе выполнения ремонта.
6.17 Способы разборки (сборки), очистки, применяемый инструмент и условия временного хранения составных частей должны исключать их повреждение.
6.18 При разборке (сборке) составных частей должны быть приняты меры по временному креплению освобождаемых деталей во избежание их падения и недопустимого перемещения.
6.19 Обнаруженные при разборке турбины посторонние предметы, продукты истирания не допускается удалять до установления причин попадания (образования) или до составления карты их расположения.
6.20 Допускается не разбирать составные части для контроля посадок с натягом, если в собранном виде не установлено ослабление посадки.
6.21 Проемы, полости и отверстия, которые открываются или образуются при разборке турбины и ее составных частей, должны быть защищены от попадания посторонних предметов.
6.22 Для отмывки деталей рекомендуется в качестве моющих и обезжиривающих составов применять следующие пожаробезопасные моющие средства: лабомид 101, 102, 203 и MC-15.
6.23 Требования к отремонтированному и собранному изделию изложены в картах 13, 24, 25, 26, 29, 38, 41, 46, 48, 53 и разделе 8.
7 Требования к составным частям.
На рисунках указаны только те позиции по чертежам завода-изготовителя, на которые даны ссылки в картах дефектации и ремонта и таблицах зазоров (натягов).
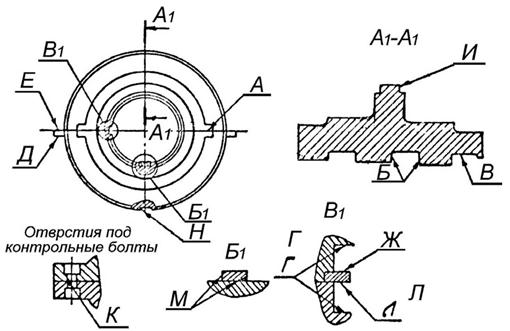
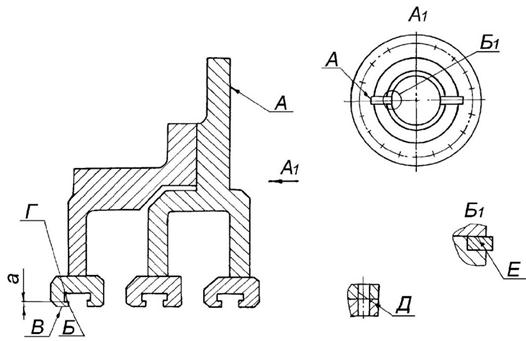
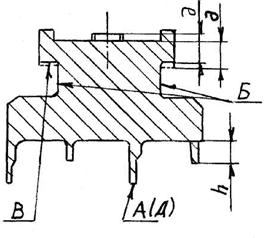
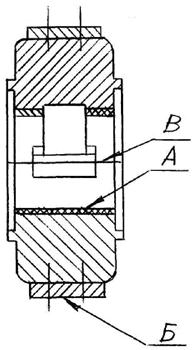
7.1 Корпусные части цилиндра ВД (карты 1, 3, 7, 8, 10, 11, 13).
Нормы зазоров (натягов) - таблица Б.1.
Черт. Ау-1276719СБ

Рисунок 7.1, лист 1 - Корпусные части цилиндра ВД
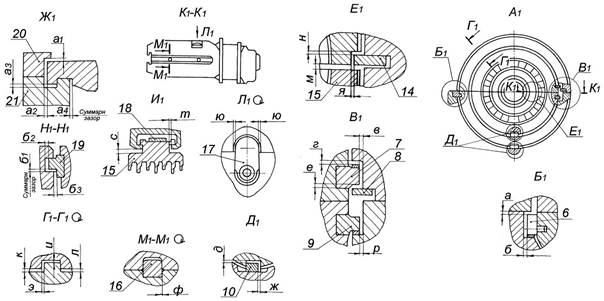
Рисунок 7.1, лист 2
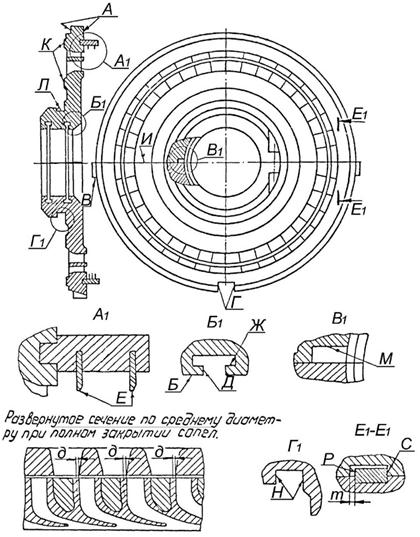
7.2 Корпусные части цилиндра НД (карты 2 - 8, 10, 11, 13)
Нормы зазоров (натягов) - таблица Б.2.
Черт. Ау-1260822

Рисунок 7.2 - Корпусные части цилиндра НД
Корпус цилиндра ВД Поз. 1 рисунок 7.1
Количество на изделие, шт. - 1
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б П С |
Трещины, раковины, пористость и морщины, трещины по сварным стыкам соединения с корпусом ЦВД патрубков паровпуска, трубопроводов отборов и коробов обогрева фланцев. |
Визуальный контроль. Травление. МПД. |
Лупа ЛП1-4х. Линейка ЛЧ-0-200. Угольник УП-0-160. |
Выборка трещин, заплавка и обработка в в соответствии с РД 108.021.112 [1]. |
1. Допускаемые размеры трещин, оставляемых без выборки и размеры выборок, оставляемых без заварки определяются по рекомендациям РД 153.34.1-17.458-98. 2. Трещины в наплавленном металле в сварных швах и в околонаплавочных зонах не допускаются. 3. Раковины, песочные поры и складки при отсутствии трещин выбирать не следует. |
|
В Г Д Е Ж И К Л М |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 1,6-ТТ; 3,2-ТТ; 3,2-Р; 3,2-ШП 3,2-ФТ; 3,2-ФЦП 3,2-С. Линейка 500. |
Опиловка, зачистка. |
1. Параметр шероховатости поверхности Г-1,6, остальных поверхностей - 3,2. 2. Допускаются отдельные разрозненные риски, расположенные вдоль уплотняющего пояска и пересекающие его не более 50 % ширины. |
|
Г И |
Отклонение от плоскостности. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Линейка ЛД-0-125-60-Ш. |
Шабрение. |
1. Допуск плоскостности - 0,05 мм. 2. При установленной в/п корпуса цилиндра на нижнюю между торцом колпачковой гайки, навинченной на шпильку и поверхностью Г щуп 0,02 мм проходить не должен. |
|
Д |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 3,2-ШП. Штангенглубиномер ШГ-160-0,1. |
1. Определение возможности закрытия цилиндра без шабрения в соответствии с рекомендациями завода-изготовителя. 2. Наплавка и шабрение малых участков раскрытия разъема. 3. Шабрение разъёма. |
1. Параметр шероховатости поверхности 3,2. 2. В местах наплавки непровары и подрезы не допускаются. 3. Глубина обнизки на разъёме в/п и н/п корпуса должна соответствовать требованиям чертежа. 4. После окончательного свинчивания разъёма цилиндра щуп 0,05 мм в разъём проходить не должен. |
|
М |
Отклонение от плоскостности. |
Измерительный контроль по специальному шаблону. |
Линейка ШД-1-1600. Набор щупов № 2 кл. 1. Образец шероховатости 1,6-ТТ. |
Зачистка, шабрение. |
1. Допуск плоскостности - 0,1 мм. 2. Допускается не более двух круговых рисок глубиной до 0,2 мм. 3. Параметр шероховатости поверхности 1,6. |
|
Н |
Износ пригнанной поверхности отверстий под контрольные штифты и шпильки. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Нутромер НИ 50-100-1 НИ 100-160-1. Микрометр МК-100-1 МК-125-1. Образец шероховатости 1,6 Р. |
Опиловка забоин, задиров. |
1. Допускается повреждение не более 25 % пригнанной поверхности отверстий. 2. Разность диаметров отверстий и контрольных штифтов или шпилек не более 0,03 мм. Параметр шероховатости поверхности 1,6. |
|
Увеличенный (уменьшенный) зазор «в1» по направляющим шпонкам лап корпуса. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Шабрение. 2. Фрезерование. 3. Установка калиброванной прокладки на поверхность К (после окончательного контроля нагрузок на опорные лапы корпуса). |
1. Величину зазора «в1» см. табл. Б.1. 2. Обрабатывать только соответствующие поверхности К (Л) направляющих шпонок. |
|
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
Корпус цилиндра НД. Поз. 1 рис. 7.2
Количество на изделие, шт. - 1
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Трещины, раковины, пористость. |
Визуальный контроль. Травление. МПД. |
Лупа ЛП1-4х. |
Выборка трещин, заплавка и обработка в соответствии с РД 108.021.112 [1]. |
1. Допускается выборки трещин глубиной до 15 % толщины стенки корпуса оставлять без заплавки. 2. Трещины в наплавленном металле и в околонаплавочных зонах не допускаются. 3. Раковины, поры и складки при отсутствии трещин выбирать не следует. |
|
В Г Д Е Ж И К Л |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 1,6-ТТ; 3,2-ТТ; 3,2-Р; 3,2-ШП; 3,2-ФТ; 3,2-ФЦП, 3,2-С. |
Опиловка, зачистка. |
1. Параметр шероховатости поверхности Г - 1,6, остальных поверхностей - 3,2. 2. Допускаются отдельные разрозненные риски, расположенные вдоль уплотняющего пояска и пересекающие его не более 50 % ширины. |
|
Г И |
Отклонение от плоскостности. |
Измерительный контроль. |
Линейка ЛЧ-0-200 ЛД-0-125-60-8. Угольник УП-1-1,60. Набор щупов № 2 кл. 1. |
Шабрение. |
1. Допуск плоскостности 0,05 мм. 2. При установленной в/п корпуса цилиндра на нижнюю между торцом колпачковой гайки, навинченной на шпильку, поверхностью Г щуп 0,02 мм - проходить не должен. |
|
Д |
Неплотность разъёма. |
Измерительный контроль. |
Образец шероховатости 3,2-ШП. Штангенглубиномер ШГ-160-0,1 Набор щупов № 2 кл. 1. |
1. Определение возможности закрытия цилиндра без шабрения в соответствии с рекомендациями завода-изготовителя. 2. Наплавка и шабрение малых участков раскрытия разъема. 3. Шабрение разъёма. |
1. Параметр шероховатости поверхности 3,2. 2. После окончательного свинчивания цилиндра щуп 0,03 мм по наружному уплотняющему пояску разъёма проходить не должен. 3. В местах наплавки непровары и подрезы не допускаются. |
|
Увеличенный (уменьшенный) зазор «д1» по дистанционным болтам крепления цилиндра к фундаменту. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Увеличенный зазор: замена шайбы на шайбу требуемой толщины обработка дистанционного болта по поверхности Р. обработка шайбы до требуемой толщины; обработка дистанционного болта по поверхности М. |
Зазор «д1» см. табл. Б.2. |
|
|
Н |
Износ пригнанной поверхности отверстий под контрольные штифты и шпильки. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Нутромер НИ50-100-1 НИ100-160-1. Микрометр МК-100-1 MK-125-1. Образец шероховатости 1,6-Р. |
Опиловка забоин, задиров. |
1. Допускается повреждение не более 25 % пригнанной поверхности отверстий. 2. Разность диаметров отверстий и контрольных штифтов или шпилек не более 0,03 мм. 3. Параметр шероховатости 1,6. |
|
- |
Увеличенный (уменьшенный) зазор «в1» по направляющим шпонкам лап корпуса. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Шабрение. 2. Фрезерование. 3. Установка калиброванной прокладки на поверхность Л. |
1. Величину зазора «в1» см. табл. Б.2. |
|
- |
Эрозионный износ рёбер жесткости внутри выхлопных патрубков. |
Визуальный контроль. |
- |
Зачистка или заплавка эрозионных мест и последующая зачистка. |
- |
|
- |
Дефекты крепежных изделий см. карту 27. |
- |
- |
- |
- |
Обоймы диафрагм. Поз. 2 рисунка 7.1, 7.2
Количество на изделие, шт. - 8
Черт. ЛМЗ; Бу-1276722сб
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 3,2-ШП. |
1. Шабрение. 2. Фрезерование |
1. Параметр шероховатости поверхности 3,2. 2. Щуп 0,1 мм при обтянутых шпильках в разъём проходить не должен. |
|
И |
Износ. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Наплавка и обработка. |
1. Зазор «э» см. табл. Б.1, Б.2. 2. Наплавку выполнить шириной не менее 12 мм. 3. На поверхности «И» наплавку со стороны выхода пара выполнить сплошным поясом, с противоположной стороны допускается прерывистая наплавка. |
|
А Б В Г Д Е И Л М Н |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 3,2-ШП 3,2-ТТ; 3,2-ФТ; 3,2-ФЦП; l,6-P. |
Опиловка, зачистка. |
1. Параметр шероховатости поверхностей Б, В-12,5, К-1,6, остальных - 3,2. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50 % ширины. |
|
К |
Износ пригнанной поверхности отверстий под контрольные болты, см. карту 1. |
- |
- |
- |
- |
|
Н |
Износ. |
Измерение люфта в шпоночном соединении. |
Индикатор ИЧ10Б кл. 1. Штангенциркуль ШЦ-I-125-0,1-1. |
Наплавка и обработка. |
1. Зазор «ж» см. табл. Б.1, Б.2. 2. Наплавку выполнить шириной не менее 12 мм. |
Диафрагмы. Поз. 3 рисунков 7.1, 7.2.
Количество на изделие, шт. - 28

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неплотность разъема. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 3,2-ШП. |
Шабрение. |
1. Параметр шероховатости поверхности 3,2. 2. Допускается прохождение щупа 0,1 мм по разъему диафрагм ЦНД и 0,05 мм по разъему диафрагм ЦВД на глубину 3/4 ширины обода и тела диафрагмы. |
|
- |
Увеличенный зазор «ю» по вертикальной шпонке (см. рисунки 7.1, 7.2). |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Штангенциркуль ШЦ-1-125-0,1-1. |
Наплавка и обработка. |
1. Зазор «ю» см. табл. Б.1, Б.2. 2. Обеспечить требуемый зазор «ю» обработкой шпонки. |
|
- |
Увеличенный зазор «ф» по продольной шпонке (см. рисунки 7.1, 7.2). |
Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. Концевые меры 1-Н2. |
Наплавка и обработка. |
1. Зазор «ф» см. табл. Б.1, Б.2. 2. Обеспечить требуемый зазор «ф» обработкой шпонки. |
|
А Б В Г Д Е Ж И К Л |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 3,2-ШП; 3,2-ТТ; 3,2-ФТ; 3,2-Т; 3,2-ФЦЛ. |
Опиловка, зачистка |
1. Параметр шероховатости поверхности 3,2. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50 % ширины. |
|
И |
Износ. |
Измерение люфта. |
Индикатор ИЧ10Б кл. 1 |
Наплавка и обработка. |
1. Зазор «э» см. табл. Б.1, Б.2. 2. Наплавку выполнить шириной не менее 12 мм. Наплавку поверхности И производить сплошным пояском со стороны выхода пара. С противоположной стороны допускается прерывистая наплавка. |
|
- |
Увеличенный остаточный прогиб диафрагм. |
Измерительный контроль. |
Линейка поверочная ШД-1-1600. Концевые меры 1-H2. Нутромер НМ 75. |
1. Доведение до требуемых зазоров в проточной части, см. карту 26. 2. Замена диафрагм. |
1. Допускаемый остаточный прогиб диафрагм 3,0 мм. 2. Допускается утонение полотна диафрагм с целью обеспечения требуемых зазоров проточной части на величину не более 1,5 мм. |
|
М |
Притупление гребней, износ. |
1. Визуальный контроль. 2. Измерительный контроль. |
Штангенциркуль ШЦ-1-125-0,1-1. |
1. Заострение гребней. 2. Замена уплотнительных гребней и расточка. |
1. Зазоры «д1», «д3» см. табл. Б.5, Б.6. При значительном износе и повреждении уплотнительных гребней надбандажных уплотнений в нижней части нижних половин диафрагм (и соответственно увеличенного износа уплотнительных гребней нижних сегментов колец диафрагменных уплотнений, см. карту 10 и зазоры «с» рисунки 7.9, 7.10) необходимо расцентровать соответствующие диафрагмы перемещением вниз на 0,3 - 0,5 мм (против нормативных значений центровки, указанных в карте 26), а зазоры «д1», «д3» см. рисунки 7.9, 7.10 внизу должны быть увеличены до 2,5 мм. 2. Допускаются местные повреждения 10 % уплотнительных гребней, занимающие не более 25 % длины гребня по окружности. |
|
- |
Трещины, механическое изнашивание, забоины на выходных и входных кромках. |
Визуальный контроль входных и выходных кромок лопаток диафрагм. |
Лупа ЛП1-4х. |
1. При глубине трещины до 15 мм и механическом изнашивании площадью не более 15´15 мм, выборка, опиловка и скругление, проверка на трещины. 2. Забоины глубиной до 1 мм на площади не более 30 % площади лопатки подлежат правке без подогрева. |
1. Количество выборок на ступени не более 15 шт. Радиус закругления кромок лопаток в местах выборок должен быть равен 1,5 - 2,0 глубины трещины или износа. Дно и край выборки плавно скруглить радиусом не менее 3 мм и закруглить кромки радиусом, равным половине толщины кромки в выбранном месте. 2. Ослабление сечения НЛ после выборки трещин и износа не более 10 %. 3. Следы после правки НЛ допускаются в виде волнистостей с амплитудой до 0,5 мм. 4. Забоины плавно заовалить, острые кромки закруглить радиусом не менее 3 мм. 5. Контроль поверхностей наружного профиля со стороны паровыхода лопаток произвести на участках высотой не менее 50 мм у тела и обода стальной диафрагмы. Допускаемое увеличение площади горлового сечения отдельных каналов не более 5 % от размера по чертежу. |
|
- |
Задиры, следы задевания ротора на полотне и теле диафрагмы. |
Визуальный контроль. |
Лупа ЛП1-4х. Твердомер ТВ8 ... 2000НV. |
Зачистка, заоваливание мест задеваний. Проверка на трещины и поверхностную твёрдость. |
- |
|
- |
Солевые отложения на направляющих лопатках |
Визуальный контроль |
Лупа ЛП1-4х. Образец шероховатости 3,2-ШП |
Снятие солевых отложений: 1) вручную; 2) высоконапорной установкой Р = 29,5 МПа; 3) гидроабразивной установкой |
Параметр шероховатости поверхности 3,2. |
|
- |
Следы задеваний ротором диафрагм ЦНД. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Опиловка. 2. Проверка на отсутствие трещин. Замена диафрагм. |
- |
|
- |
Уменьшенное проходное сечение горл сопловых каналов диафрагм. |
Измерительный контроль. |
- |
Отгибание выходных кромок направляющих лопаток. Проверка лопаток на трещины. |
Допускаемое отклонение площади горл не более 5 % от размера по чертежу. |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
|
Г |
Износ. |
Измерение люфта в шпоночном соединении. |
Индикатор ИЧ10Б кл. 1. Штангенциркуль ШЦ-I-125-0,1-1 |
Наплавка и обработка шпонки в обойме или шпоночного паза диафрагмы. |
1. Зазор «ж» см. табл. Б.1, Б.2. 2. Наплавку выполнить шириной не менее 12 мм. |
|
- |
Трещины в местах заделки НЛ в обод и тело стальных диафрагм. |
Визуальный контроль. Ультразвуковой контроль. |
Лупа ЛП1-4х. |
Выборка и заварка трещин. |
Технологию и заварку трещин согласовать с ЛМЗ. |
|
- |
Повреждение резьбовых отверстий крепления стопорных планок колец уплотнений. |
Визуальный контроль. |
- |
Высверливание и нарезка резьбы следующего размера. |
Допускается срыв резьбы на первых двух витках. |
Диафрагма регулирующая. Поз. 18 рисунка 7.2
Количество на изделие, шт. - 1
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В Г Д Ж Л М Н Р С |
Задиры, забоины. |
Визуальный контроль. Измерительный контроль. |
Набор щупов № 2 кл. 1. Лупа ЛП1-4х. Образцы шероховатости 3,2-ШП; 3,2-ТТ; 3,2-Т. |
Опиловка, зачистка. |
1. Параметр шероховатости поверхности 3,2. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50 % ширины. |
|
А Г |
Износ. |
Измерение люфта. |
Лупа ЛП1-4х. |
Наплавка и обработка. |
Наплавку выполнить шириной не менее 12 мм. |
|
Е |
Притупление гребней надбандажных уплотнений. |
Визуальный контроль. Измерительный контроль. |
Набор щупов № 2 кл. 1. Лупа ЛП1-4х. |
1. Заострение кромок гребней. 2. Вырезка и набивка новых уплотнительных гребней, расточка. |
Допускаются местные повреждения 10 % уплотнительных гребней, занимающие не более 25 % длины гребня по окружности. |
|
И |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1 Образец шероховатости 3,2-ШП. |
Шабрение. |
1. Параметр шероховатости поверхности 3,2. 2. Допускается зазор до 0,15 мм по разъему полотна диафрагмы и 0,1 мм по разъёму обода диафрагмы. |
|
К |
Риски, забоины. |
Визуальный контроль. Измерительный контроль. Проверка по краске прилегания уплотнительных поясков поворотного кольца и диафрагмы. |
Лупа ЛП1-4х. Набор щупов № 2 кл. 1. Образец шероховатости 1,6-Р. |
1. Шабрение притирка. 2. Наплавка, проточка, притирка. |
1. Параметр шероховатости поверхности 1,6. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50 % ширины. 3. Пятна краски должны распределяться равномерно и занимать не менее 80 % поверхности. |
|
- |
Увеличенный остаточный прогиб диафрагмы. |
Измерительный контроль. |
Линейка поверочная ШД-1-1600. Концевые меры 1-Н2. Нутромер НМ 175. |
1. Доведение до требуемых осевых зазоров в проточной части. 2. Замена. |
Остаточный прогиб диафрагмы не более 1,0 мм. |
|
- |
Задиры, следы задеваний ротора на полотне и теле диафрагмы. |
Визуальный контроль. |
- |
Зачистка мест задеваний, проверка на трещины и на твёрдость. |
- |
|
- |
Солевые отложения на направляющих лопатках. |
Визуальный контроль. |
Лупа ЛП1-4х. Образец шероховатости 3,2-ШП. |
Снятие солевых отложений: 1) вручную; 2) с помощью высоконапорной установки Р = 29,5 МПа; 3) гидроабразивной установкой. |
Параметр шероховатости поверхности 3,2. |
|
- |
Увеличенный зазор «m» по продольной шпонке. |
Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. Концевые меры 1-Н2. |
Наплавка и обработка. |
1. Зазор «т» см. табл. Б.2. 2. Обеспечить требуемый зазор обработкой шпонки. |
|
- |
Разность перекрыш «д» каналов поворотного кольца и диафрагмы (определяется при положении полного закрытия по рабочим и нерабочим кромкам кольца и диафрагмы). |
Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
Снятие фасок в каналах кольца или их наплавка с последующей обработкой. |
Одновременность открытия каналов проверить при открытии на 3,0 мм; максимальная разность размеров открытия на одном диаметре не более 1,5 мм. |
|
- |
Трещины, механическое изнашивание, забоины выходных и входных кромок направляющих лопаток. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. При глубине трещины до 15 мм и механическом изнашивании площадью не более 15´15 мм, выборка, опиловка и скругление. 2. Забоины глубиной до 1 мм на площади не более 30 % площади лопатки подлежат правке без подогрева. |
Количество выборок на ступень не более 15 шт. Радиус закругления кромок лопаток в местах выборок должен быть равен 1,5 - 2 глубины трещины или износа. Дно и края выборки плавно скруглить радиусом не менее 3 мм и закруглить кромки радиусом, равным половине толщины кромок в выбранном месте. Ослабление сечения направляющих лопаток после выборки трещин и износа не более 10 %. Следы после правки лопаток допускаются в виде волнистостей с амплитудой до 0,5 мм. Забоины плавно закруглить, острые кромки скруглить радиусом не менее 3 мм. |
|
- |
Трещины в местах заделки направляющих лопаток в обод и тело. |
Визуальный контроль. УЗК. |
Лупа ЛП1-4х. |
Выборка и заварка трещин по технологии, согласованной с ЛМЗ. |
Трещины в местах заделки НЛ не допускаются. |
|
- |
Повреждение резьбовых отверстий крепления стопорных планок колец уплотнений. |
Визуальный контроль. |
- |
Высверливание и нарезка резьбы следующего размера. |
Допускается срыв резьбы на первых двух витках. |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
Кольцо поворотное. Поз. 17 рисунка 7.2
Количество на изделие, шт. - 1

Обоймы уплотнений. Поз. 4 рисунков 7.1, 7.2
Количество на изделие, шт. - 5

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Деформация. |
Измерительный контроль. |
Нутромер НМ 600. |
1. Точение поверхности Д на глубину не более 0,5 мм. 2. Термическая правка по технологии, согласованной с ЛМЗ. 3. Замена обоймы. |
1. Допускаемый минимальный размер «а» - 3 мм. 2. Термическую правку выполнить при разности диаметров расточки в вертикальной и горизонтальной плоскости более 1,5 мм. |
|
Б |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1 |
1. Фрезерование. 2. Шабрение. |
Щуп 0,05 мм обтянутых шпильках в разъём проходить не должен |
|
Б В Г Д Е Ж И К Л |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 3,2-ШП; 3,2-ТТ; 3,2-ФТ; 3,2-Т, 3,2 -Р, 3,2-ФЦП; 1,6-Р. |
Опиловка, зачистка. |
1. Параметр шероховатости поверхности К = 1,6; остальных 3,2. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50 % ширины. |
|
Г |
Износ. |
Измерение люфта по шпоночному соединению. |
Индикатор ИЧ10Б кл. 1. |
1. Наплавка и обработка шпонки в корпусе. |
1. Зазор «ж» см. табл. Б.1, Б.2. 2. Наплавку выполнять шириной не менее 12 мм. |
|
- |
Ослабление посадки стопорной шпонки колец уплотнений. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Наплавка и обработка шпонки. |
Восстановление чертёжных значений в шпоночном соединении. |
|
- |
Дефекты крепёжных изделий (см. карту 27). |
- |
- |
- |
- |
|
К |
Износ пригнанной поверхности под контрольные болты см. карту 1. |
- |
- |
- |
- |
|
Ж |
Износ. |
Измерение. |
Индикатор ИЧ10Б кл. 1. |
Наплавка и обработка. |
1. Зазор «з» см. табл. Б.1, Б.2. 2. Наплавку выполнить шириной не менее 12 мм. На поверхности Ж наплавку со стороны выхода пара выполнить сплошным пояском, с противоположной стороны допускается прерывистая наплавка. |
Корпусы каминных камер. Поз. 5, рисунков 7.1, 7.2
Количество на изделие, шт. - 4
Уплотняющая обойма регулирующей ступени. Поз. 23 рисунка 7.1
Количество на изделие, шт. - 1

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 3,2-ШП. |
1. Шабрение. 2. Фрезерование. |
1. Параметр шероховатости поверхности 3,2. 2. Щуп 0,05 мм при обтянутых шпильках в разъём проходить не должен. По наружному и внутреннему контуру допускается закусывание щупа 0,07 мм на глубину не более 15 мм. |
|
Д |
Износ. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1 Штангенциркуль ШЦ-125-0,1-1. |
Наплавка и обработка. |
1. Зазор «э» см. табл. Б.1. 2. Наплавку выполнить шириной не менее 12 мм. 3. На поверхности «Д» наплавку со стороны выхода пара выполнить сплошным пояском, с противоположной стороны допускается прерывистая наплавка. |
|
А Б В Г |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 3,2-ШП 3,2-ТТ 3,2-ФТ; 3,2-ФЦП. |
Опиловка, зачистка. |
1. Параметр шероховатости поверхностей 3,2. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50 % ширины. |
|
Ж |
Износ пригнанной поверхности под контрольные болты, см. карту 1. |
- |
- |
- |
- |
|
Е |
Износ уплотнительных гребней. |
Визуальный контроль. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
Замена уплотнительных гребней. |
1. Зазоры «д1», «д3» см. табл. Б.5. 2. Допускаются местные повреждения 10 % уплотнительных гребней, занимающие не более 25 % длины гребня по окружности. |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
|
Кольца уплотнительные Количество на изделие, шт. - 80 |
|
|
|
|
|
поз. 15 рисунка 7.1, поз. 16 рисунка 7.2 (ЦВД, 19 - 28 ступ. ЦНД обоймы уплотнений) |
Поз. 14 рисунка 7.2 |

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ, притупление уплотнительных гребней, задиры. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Набор щупов № 2 кл. 1. Штангенциркуль ШЦ-I-125-0,1-1. |
1. Обработка поверхности «В» и торцов сегментов. 2. Замена сегмента уплотнительного кольца. 3. Расточка. 4. Заострение уплотнительных гребней. 5. Вырезка, набивка уплотнительных гребней, уплотнительных колец 29, 30 ступ. ЦНД. 6. Наплавка уплотнительных гребней из стали 15XM по технологии согласованной с ЛМЗ. |
1. Допускаемая минимальная высота h короткого гребня 2,5 мм. 2. Допускаемая максимальная ширина уплотнительного гребня у вершины 0,4 мм. 3. После обработки поверхности «В» размер по чертежу «д» может быть восстановлен за счёт установки радиальных винтов в местах опирания пружин (допускается точечная наплавка в среде аргона в местах опирания пружин). 4. При значительном износе уплотнительных гребней нижних сегментов колец диафрагменных и концевых уплотнений (и соответственно уплотнительных гребней соответствующих надбандажных уплотнений диафрагм, см. карту 4) необходимо расцентровать соответствующие диафрагмы и обоймы уплотнений перемещением вниз на 0,3 - 0,5 мм (против нормативных значений, указанных в карте 26), а зазоры «с» внизу, см. рисунки 7.9, 7.10 должны быть увеличены до 1,3 - 1,5 мм. |
|
Б В |
Задиры, забоины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 3,2-Р 3,2-ТТ. |
Зачистка, опиловка. |
Параметр шероховатости поверхностей - 3,2. |
|
- |
Ослабление чеканки гребней. |
Визуальный контроль. |
Лупа ЛП1-4х. |
Подчеканка. |
Ослабление гребней в местах посадки не допускается. |
|
Д |
Расслоение уплотнительных гребней вследствие окалины, хрупкость. |
Визуальный контроль. |
- |
1. Замена сегментов уплотнений. 2. Наплавка уплотнительных гребней, изготовленных из стали 15XM по технологии согласованной с ЛМЗ. |
Расслоение не допускается. |
|
Пружины сегментов колец уплотнительных Поз. 18 рисунка 7.1, поз. 13, 15 рисунка 7.2 Количество на изделие, шт. - 916 |
|
|
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Остаточный прогиб пружины. |
Измерительный контроль. |
Плита 1-0-400´400. Индикатор ИЧ10Б кл. 1. Набор щупов № 2 кл. 1. |
Замена. |
Допуск остаточного прогиба пружина 0,5 мм. |
|
А Б |
Трещины. |
Визуальный контроль. |
Лупа ЛП1-4х. |
Замена. |
- |
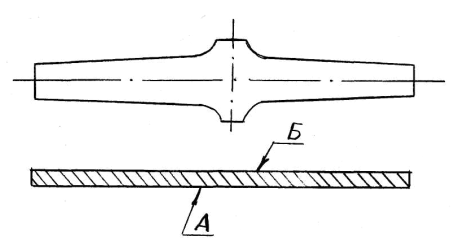
Атмосферный клапан - диафрагма.
Поз. 13 рисунка 5.1
Количество на изделие, шт. - 4
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Задиры, забоины на тарелке и на седле. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 3,2-Р, 6,3-Т. |
Опиловка, зачистка. |
Параметр шероховатости поверхности А - 3,2. |
|
Б |
Позиционное отклонение (несовпадение) плоскости Б седла и тарелки. |
Измерительный контроль. |
Линейка ЛЧ-1-200. Набор щупов № 2 кл. 1. |
- |
1. Допускаемое несовпадение седла и тарелки 0,1 мм. 2. После каждой разборки клапана устанавливать новую паронитовую прокладку толщиной 1,0 - 1,2 мм. Допускается установка прокладки на герметик. |
|
В |
Заедание по поверхности В. |
- |
- |
Очистка, смазка вазелином (тавотом). |
- |
|
- |
Дефекты крепёжных изделий прижимных колец см. карту 27. |
- |
- |
- |
- |
Сборка корпусной части цилиндров. Рисунков 7.1, 7.2
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Уменьшенный (увеличенный) зазор «а» между боковой шпонкой поз. 6 н/п обоймы поз. 2, 4 и корпусом цилиндра поз. 1. |
Измерительный контроль. |
Штангенглубиномер ШГ-160-0,1. |
Уменьшенный зазор: обработка поверхности «Д», «Е» шпонки поз. 6 см. карты 3, 7. Увеличенный зазор: наплавка и обработка поверхности «Е» шпонки поз. 6 см. карты 3, 7 |
|
|
- |
Уменьшенный зазор «б» между боковой шпонкой поз. 6 н/п обоймы поз. 2, 4 и корпусом цилиндра поз. 1. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Концевые меры 1-H2. |
Обработка шпонки поз. 6 обоймы поз. 2, 4, 6. |
|
|
- |
Уменьшенный зазор «в» между боковой шпонкой поз. 7 в/п диафрагмы поз. 3 и в/п обоймы поз. 2. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Обработка шпонки поз. 7 в/п диафрагмы поз. 3. |
|
|
- |
Уменьшенный (увеличенный) зазор «г» между боковой шпонкой поз. 7 в/п диафрагмы поз. 3 и в/п обоймы поз. 2. |
Измерительный контроль. |
Штангенглубиномер ШГ-160-0,1. |
Изменение толщины калиброванных прокладок под прокладками боковой шпонки поз. 7 в/п диафрагм поз. 3. |
1. Зазор «г» см. табл. Б.1, Б.2. 2. Допускается изменить толщину основной прокладки в месте установки калиброванной прокладки, при увеличении толщины прокладки, ширина наплавки должна быть не менее 75 % ширины прокладки. 3. Под основными прокладками должно быть не более 2-х калиброванных прокладок, минимальная толщина которых должна быть не менее 0,1 мм. |
|
- |
Уменьшенный (увеличенный) зазор «е» между стопорной шпонкой поз. 8 в/п обоймы поз. 2 и боковой шпонкой поз. 7 в/п диафрагмы поз. 3. |
Измерительный контроль по свинцовым оттискам. |
Микрометр МК 25-1. |
Обработка шпонки поз. 8. |
|
|
- |
Уменьшенный зазор «д» между н/п диафрагмы поз. 3 (обоймы поз. 2) и нижней шпонкой поз. 10, 12 (обоймы, корпуса цилиндра поз. 1,2). |
Измерительный контроль свинцовым оттискам. |
Микрометр МК 25-1. |
Обработка шпонки поз. 10, 12. |
|
|
- |
Уменьшенные зазоры «и», «к», «л» между корпусом цилиндра поз. 1 и обоймой поз. 2, 4. |
Измерительный контроль по свинцовым оттискам. |
Микрометр МК 25-1. |
Обработка соответствующей поверхности зуба обоймы поз. 2, 4 или обработка вручную корпуса цилиндра для восстановления зазоров «к» и «л». |
|
|
- |
Уменьшенные зазоры «и», «к», «л» между обоймой поз. 2 и диафрагмой поз. 3 |
Измерительный контроль по свинцовым оттискам. |
Микрометр МК 25-1. |
Обработка соответствующей поверхности диафрагмы поз. 3 (обоймы поз. 2). |
|
|
- |
Уменьшенный зазор «р» между боковой шпонкой поз. 9 н/п диафрагмы, поз. 3 и обоймой поз. 2. |
Измерительный контроль. |
Набор щупов № 2, 3 кл. 1 Концевые меры 1-H2. |
Обработка поверхности шпонки поз. 9 н/п диафрагмы поз. 3. |
|
|
- |
Уменьшенный зазор «с» между сегментом уплотнительного кольца поз. 15, 16 и расточкой диафрагмы поз. 3 (обоймы поз. 2) |
Измерительный контроль. |
Набор щупов № 3 кл. 1. Концевые меры 1-Н2. |
Проточка поверхности «в», уплотнительного кольца поз. 15, 16 см. карту 10. |
2. Допускается точить уплотнительное кольцо на величину не более 2,0 мм от размера по чертежу. |
|
- |
Уменьшенный зазор «я», «н» между стопорной планкой поз. 14, 19 на разъёме диафрагмы поз. 3 (обоймы уплотнений поз. 4) и сегментом уплотнительного кольца поз. 15, 16. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Обработка паза крайнего сегмента полукольца поз. 15, 16. |
|
|
- |
Уменьшенный (увеличенный) зазор «м» между торцами сегментов уплотнительного полукольца поз. 15, 16. |
Измерительный контроль. |
Штангенглубиномер ШГ-160-0,1. Линейка ЛЧ-0-200. Набор щупов № 2 кл. 1. |
Уменьшенный зазор: обработка торца одного сегмента. Увеличенный зазор: замена одного сегмента и обработка торца до получения требуемого зазора. |
Зазор по каждому стыку сегментов уплотнительного кольца не должен быть более 0,05 мм. |
|
- |
Уменьшение зазора «а4» между шпонкой поз. 21, 22 и лапой цилиндра. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Снятие шпонки поз. 21, 22 обработка, установка на месте с возможной перерайберовкой отверстий под крепление шпонки. |
7.3 Ротор ВД (карта 14)
Черт. Ву-1256083
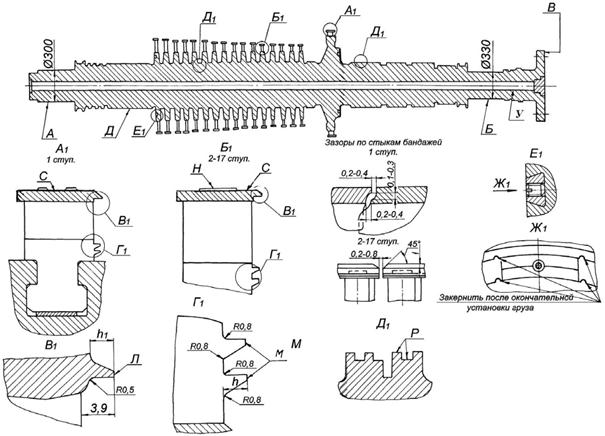
Рисунок 7.3 - Ротор ВД
7.4 Ротор НД (карта 14)

Рисунок 7.4 - Ротор НД
Роторы ВД и НД. Рисунки 7.3, 7.4
Количество на изделие, шт. - по 1
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Отклонение от круглости и профиля продольного сечения шеек ротора. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Скобы СИ-400; СИ-500. Индикатор ИЧ10Б кл. 1. Образец шероховатости 0,8-ШЦ. |
1. Точение и шлифовка. 2. Притирка шейки цилиндрическим притиром. |
1. Параметр шероховатости поверхности 0,8. 2. Допуск профиля продольного сечения не более 0,09 мм. 3. Допуск круглости не более 0,02 мм. 4. Допускаемое уменьшение диаметра не более 1 % от размера по чертежу. 5. Допускаются отдельные кольцевые риски глубиной до 0,2 мм. |
|
Я |
Задиры, риски на сопрягаемой поверхности муфт. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Образец шероховатости 1,6-ТТ. Плита поверочная 1-0-1000´630. |
Зачистка и шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. Допускается общая площадь повреждений не более 20 %. Площадь контакта при проверке по плите не менее 75 %. |
|
В Г Я |
Увеличенное торцовое биение. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Шабрение. |
1. Допуск биения поверхностей В и Г 0,02 мм. 2. Допуск суммарного биения одноименных точек поверхности Я и сопрягаемых с ними поверхностей смежных роторов не более - 0,02 мм. |
|
Д Е |
Увеличенное радиальное биение (остаточный прогиб ротора). |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. |
1. Балансировка ротора на низкочастотном балансировочном станке. 2. Правка ротора на заводе-изготовителе, в условиях электростанции или на производственной базе ремонтного предприятия. 3. Замена ротора. |
1. Допуск радиального биения РВД - 0,15 мм, РНД - 0,1 мм. 2. Корректирующая масса должна компенсировать главный момент дисбалансов (обусловленный остаточным прогибом) участков ротора между плоскостями коррекции (число корректирующих масс 4 - 6). |
|
В Г |
Риски, забоины, отклонение от плоскостности. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Линейка ШД-0-630. Образец шероховатости 3,2-ШП. Набор щупов № 2 кл. 1. |
1. Шабрение. 2. Точение и притирка. |
1. Параметр шероховатости поверхности - 3,2. 2. Допуск плоскостности 0,02 мм. 3. Допускаются кольцевые риски глубиной до 0,2 мм, шириной до 1 мм не более двух на поверхностях В, Г. 4. Допускаемое уменьшение толщины гребня от размера по чертежу не более 2 мм. |
|
Натиры, забоины, трещины в местах натиров, изменение твёрдости на торцовых поверхностях дисков ротора. |
Визуальный контроль. Травление. Цветная дефектоскопия. УЗК. |
Лупа ЛП1-4х. Дефектоскоп УД-2-12. |
1. Зачистка, проверка на отсутствие трещин травлением. 2. Проверка на твёрдость при наличии цветов побежалости в местах натиров. |
1. Допускаются заоваленные следы натиров глубиной до 2 мм. 2. Изменение твердости в местах натиров с цветом побежалости не допускается. 3. Натиры на щечках дисков не допускаются. |
|
|
Л М |
Истирание осевых уплотнительных гребней на ленточных бандажах и у корня рабочих лопаток. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. |
1. Наплавка и проточка уплотнительных гребней бандажа по технологии, согласованной с ЛМЗ. 2. Замена бандажей и лопаток. Точение гребней бандажа. |
1. Допускаемая ширина вершин уплотнительных гребней не более 0,7 мм. 2. Допускаемая высота осевых уплотнительных гребней h = 2 мм h1 = 2 мм |
|
Н |
Истирание шипов рабочих лопаток. |
Визуальный контроль. Измерительный контроль. Травление. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. |
1. Зачистка, проверка на отсутствие трещин. 2. Наплавка кромок шипов аустенитными электродами, см. информационное письмо ЛМЗ № 510-107 (приложение Г). |
1. Наплавку кромок выполнить, если высота шипов лопаток над бандажом не менее 0,5 мм или шипы стёрты заподлицо с бандажом, но сам бандаж не имеет заметного утонения. |
|
Ф Э |
Отклонение от перпендикулярности оси отверстий под соединительные болты полумуфт, плоскости Ф, Э см. рисунок 7.3. |
Измерительный контроль |
Набор щупов № 2 кл. 1. Прибор, черт. ЛМЗ ЛМ8731-0611СБ. |
1. Подрезка отверстий по плоскости Ф, Э. 2. Установка специальных конусных шайб на поверхности Э. |
Допуск перпендикулярности - 0,05 мм на длине отверстия. |
|
Т Ф Э |
Риски, задиры в отверстиях полумуфт и на пригнанной поверхности Т соединительных болтов, плоскости Ф, Э и соответствующей поверхности болтов. |
Визуальный контроль. Измерительный контроль. |
Образцы шероховатости 3,2-ТТ; 1,6-Р. Нутромер НИ 18-50-1. Микрометр МК 50-1. |
Зачистка, хонингование отверстий. |
1. Параметр шероховатости поверхности Т-1,6; поверхностей Ф, Э - 3,2. 2. Общая площадь рисок, задиров не должна превышать 25 % поверхности Т отверстия. 3. На пригнанной поверхности болтов круговые риски не допустимы. |
|
Т |
Отклонение от круглости и цилиндричности (овальность и конусообразность) отверстий и пригнанной поверхности соединительных болтов муфт. |
Измерительный контроль. |
Нутромер НИ 50-100-1. Микрометр МК 50-1 МК 75-1. Лупа ЛП1-4х. |
1. Развертывание отверстий в муфтах. 2. Замена соединительных болтов. |
1. Допуск круглости 0,02 мм. 2. Допуск цилиндричности 0,02 мм. 3. При увеличении диаметра отверстий более 5 мм от размера по чертежу, устанавливать в отверстия втулки, см. инф. письмо ЛМЗ № 510-163 (приложение Д). Соединительные болты должны устанавливаться в соответствующие отверстия от лёгкого удара молотка, допуск зазор - не более 0,03 мм. |
|
- |
Трещины на соединительных болтах муфт. |
Визуальный контроль. Контроль методом цветной дефектоскопии. |
Лупа ЛП1-4х. |
Замена соединительных болтов муфт. |
Трещины на поверхности болтов не допускаются. |
|
- |
Повышенная твёрдость болтов муфт. |
Измерительный контроль. |
Твердомер ТВ8.450НВ. |
1. Термообработка болтов по технологии, согласованной с ЛМЗ. 2. Замена болтов. |
Твёрдость болтов должна быть 241 ... 277 НВ. |
|
- |
Увеличенный зазор «а» по соединительным болтам муфт. |
Измерительный контроль. |
Нутромер НИ 50-100-1. Микрометр МК 75-1. |
Замена болтов. |
Допускаемый зазор «а» - 0,02 - 0,03 мм. |
|
С |
Истирание, трещины, изменение твёрдости бандажей рабочих лопаток. |
Измерительный контроль. Визуальный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. Лупа ЛП1-4х. Твердомер ТВ8.450НВ. |
1. Зачистка, проверка на трещины, проверка твёрдости. 2. Замена бандажей без замены лопаток, термический отпуск шипов. 3. Замена лопаток и бандажей. |
Трещины на бандажах не допускаются. При замене бандажей (без замены лопаток) рабочая часть лопатки должна быть укорочена на 1,0 - 1,5 мм, бандаж должен быть утонен на 0,5 мм против размера по чертежу, см. информационное письмо ЛМЗ № 510-107. |
|
С |
Деформация ленточных бандажей. |
Визуальный контроль. |
- |
1. Правка, бандажей, подчеканка шипов, полировка и проверка на отсутствие трещин. 2. Замена бандажей. |
1. Трещины на бандажах не допускаются. 2. Деформация бандажей в сторону уменьшения радиальных и осевых зазоров не допускается, в сторону их увеличения не более 0,5 мм. |
|
- |
Эрозионный износ рабочих лопаток регулирующей ступени ЦВД. |
Визуальный контроль. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. |
Замена лопаток. |
Допускается износ выходных кромок лопаток не более 2,0 - 3,0 мм. |
|
- |
Обрыв стеллитовых пластин |
Визуальный контроль. |
- |
Замена лопаток. |
1. Напайка стеллитовых пластин в условиях электростанции запрещается. |
|
рабочих лопаток 29 и 30 ступеней. |
Измерительный контроль твердости лопаток см. СТО 17330282.27.100.001 |
- |
- |
2. Допускается эксплуатация рабочих лопаток без отдельных (оборванных) пластин по согласованию с заводом-изготовителем. |
|
|
Эрозионный износ входных кромок рабочих лопаток 30 ступени. |
Визуальный контроль. |
Лупа ЛП1-4х. |
Замена лопаток. |
Допускается износ входных кромок в верхнем сечении лопаток глубиной не более 3 мм на длине 100 мм от вершины; на глубину 1 мм - на участке 100 - 300 мм от вершины лопаток. |
|
|
- |
Деформация трещины, вырывы на кромках лопаток. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. |
1. Правка кромок, выборка трещин, опиловка, полировка и проверка мест дефектов на отсутствие трещин. 2. Замена лопаток и бандажей. |
1. Кромки в местах выборок должны быть заовалены радиусом не менее 1,5 глубины трещин. 2. Допускается уменьшение сечения лопаток после выборки трещин не более 5 %. |
|
- |
Солевые отложения на поверхности РЛ и на внутренней поверхности ленточных бандажей. |
Визуальный контроль. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. Образец шероховатости 1,6-ШП. |
Снятие солевых отложений: 1) вручную; 2) высоконапорной установкой давлением воды 29,5 МПа; 3) пескоструйной установкой. |
Параметр шероховатости поверхности лопаток - 1,6. |
|
- |
Ослабление посадки лопаток. |
Визуальный контроль Измерение частот пакетов лопаток. |
Дефектоскоп УД2-12. |
Перелопачивание. |
- |
|
- |
Ослабление посадки балансировочных грузов. |
Визуальный контроль. |
- |
Зачеканка грузов, стопорение. |
Зачеканка грузов должна обеспечивать неизменность их положения в пазах дисков ротора. |
|
- |
Отгибание свисающих кромок ленточных бандажей со стороны паровпуска. |
Визуальный контроль. |
Набор щупов № 2 кл. 1. |
Удаление погнутых свисающих кромок, скругление выборок. |
Зазор между лопаткой и бандажом, в месте его прилегания, не более 0,1 мм. Неудалённые участки бандажа должны обеспечивать требуемые минимальные радиальные зазоры по надбандажным уплотнениям. |
|
- |
Отгибание консолей ленточных бандажей. |
Визуальный контроль. |
- |
Выправление консолей, проверка на отсутствие трещин. |
Трещины на бандажах не допускаются. |
|
- |
Трещины на заклепках замковых лопаток. |
Ультразвуковой контроль. Дефектоскопия. |
Дефектоскоп УД2-12. |
Замена заклёпок. |
Увеличение отверстий под заклепки более 1,0 мм от чертёжного значения не допускается. |
|
- |
Неплотная посадка пробки центрального отверстия ротора. Смещение пробки в осевом направлении. |
Визуальный контроль. Измерительный контроль. |
Нутромер НМ 600. Микрометр МК 125-1; МК 150-1. |
1. Хромирование пробки по посадочному диаметру. 2. Наплавка и точение пробки с последующей пригонкой. |
Восстановление плотности и осевого положения пробки. |
|
- |
Обрывы стопорения скрепляющей проволоки рабочих лопаток 29 ступ. РНД. |
Визуальный контроль. |
- |
Припайка скрепляющей проволоки по технологии, согласованной с ЛМЗ. |
- |
|
- |
Трещины и коррозия на поверхности рабочих лопаток, работающих в зоне фазового перехода 24 - 27 ступ. рнд. |
Зачистка и шлифовка, визуальный контроль, выходных кромок МВД, вильчатых хвостов - УЗК. |
Лупа ЛП1-4х. Дефектоскоп УД2-12. |
Не допускаются к ремонту рабочие лопатки, имеющие коррозионные повреждения, с трещинами на кромках и в прикорневых сечениях. Замена лопаток. Заключение и способ ремонта согласовать с ЛМЗ. |
1. Разрешается дальнейшая эксплуатация лопаток при отсутствие трещин, механических повреждений в нижней трети пера лопаток при полном отсутствии язвин на поверхности рабочей части на расстоянии 3 мм от выходной кромки и на остальной поверхности язвин диаметром более 0,5 мм при плотности 10 шт./см2 см. СТО 70238424.27.100.011-2008 2. Дальнейшая возможность эксплуатации лопаток после ремонта согласовывается с ЛМЗ. |
|
- |
Трещины по сварке рабочих лопаток пакетов регулирующей ступени рвд. |
Визуальный контроль. |
Лупа ЛП1-4х. Дефектоскоп УД2-12. |
Разделка и заварка трещин. Обработка после заварки по технологии, согласованной с ЛМЗ. |
- |
|
- |
Трещины язвенная коррозия на поверхностях насадных дисков, работающих в зоне перехода 24 - 27 ступ. рнд. |
Зачистка и визуальный контроль. МПД. УЗК. |
Лупа ЛП1-4х. Дефектоскопы ПМД-70; УД2-12. |
Способ ремонта согласовать с ЛМЗ. |
См. СТО 70238424.27.100.011-2008. Дальнейшая эксплуатация дисков после ремонта согласовывается с ЛМЗ. |
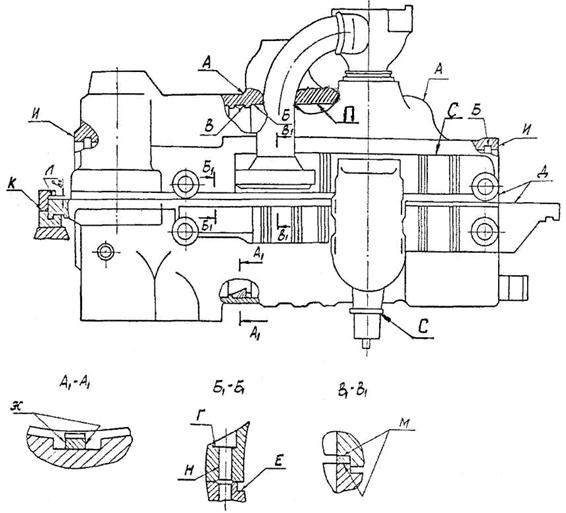
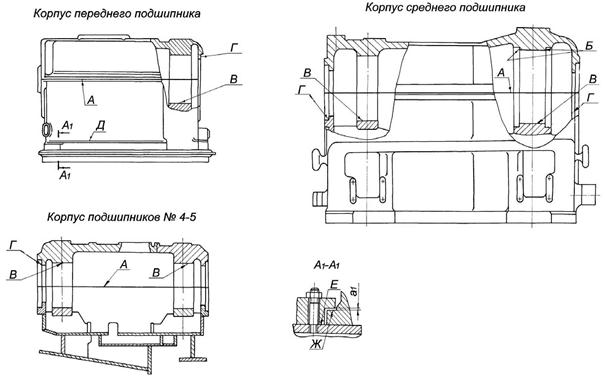
7.5 Передний подшипник (карты 15, 16, 21, 22, 24)
Нормы зазоров (натягов) - таблица Б.3.
черт. ЛМЗ: A-1259829

Рисунок 7.5 - Передний подшипник
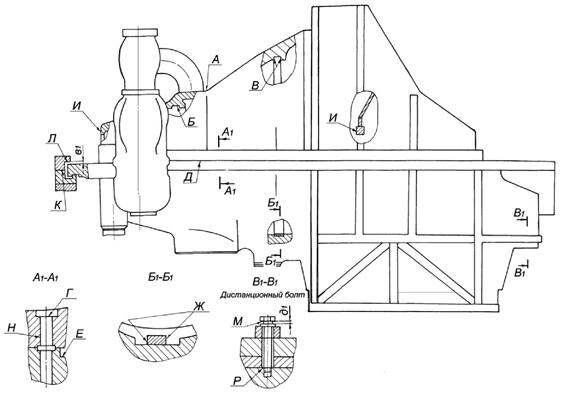
7.6 Средний подшипник (карты 15 - 24)
Нормы зазоров (натягов) - таблица Б.3.
Черт. А-1257174

Рисунок 7.6 - Средний подшипник
7.7 Подшипники №№ 4, 5 (карты 15, 16, 21, 22, 24)
Нормы зазоров (натягов) - таблица Б.3.

Рисунок 7.7 - Подшипники № 4, 5
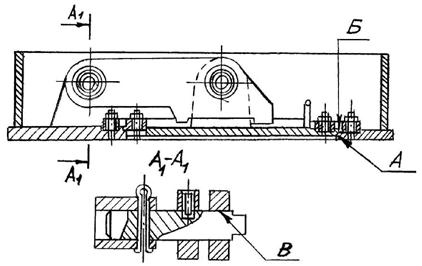
Корпусы подшипников. Поз. 1 рисунков 7.5, 7.6, 7.7
Количество на изделие, шт. - 3
Черт. А-1259830, А-1257175
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Д |
Трещины, пористость раковины. |
Наличие течи масла в процессе эксплуатации. Визуальный контроль. |
Лупа ЛП1-4х. |
Демонтаж корпуса подшипника. Покрытие (при необходимости) эпоксидной смолой дна изнутри корпуса подшипника и неконтактирующей с рамой опоры поверхности снаружи корпуса при наличии сквозных трещин. |
Отсутствие пятен выступания керосина после 24-х часовой керосиновой пробы. |
|
А |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 1,6-ШП. |
Шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. Щуп 0,03 мм при обтянутых шпильках в разъём проходить не должен. По наружному и внутреннему контуру допускается закусывание щупа 0,05 мм на глубину не более 15 мм. |
|
Б |
Увеличенный (уменьшенный) зазор «а1» по направляющим планкам, см. рисунки 7.5; 7.6. |
Измерительный контроль. |
Набор щупов № 3 кл. 1. |
1. Шабрение. 2. Фрезерование. 3. Установка калиброванной прокладки на поверхность Б. |
Зазор «а1» см. табл. Б.3. 2. Обрабатывать только соответствующие поверхности направляющей планки. |
|
В |
Наклёп и забоины в местах контакта с установочными подушками вкладыша. |
Визуальный контроль. Проверка на краску. Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 3,2-Р. |
1. Шабрение. 2. Точение. |
Параметр шероховатости поверхности 3,2. |
|
- |
Защемление корпуса подшипника по продольной осевой шпонке. |
Измерение зазоров по шпонке. Измерение расширения турбины. Измерение перемещения ригеля фундамента под корпусом подшипника. Измерение уклона корпусов подшипников. |
Набор щупов № 2 кл. 1. |
1. Демонтаж корпуса подшипника. Дефектация и ремонт шпоночного соединения цилиндра с корпусом подшипника и корпуса подшипника с фундамент ной рамой, обеспечение требуемых зазоров «г1». |
1. Зазор «г1» см. табл. Б.3. Зазоры «а1», «а4» см. табл. Б.1, Б.2. 2. Разность поперечного расширения в эксплуатации опорных лап корпусов цилиндров должна быть не более 0,5 мм. |
|
- |
- |
Измерение поперечного расширения опорных лап цилиндров, измерение центровки роторов по полумуфтам и относительно расточек под МЗК. Измерение зазоров по поперечным шпонкам и прижимным шпонкам опорных лап цилиндров. |
- |
Обеспечение требуемых зазоров «а1» и «а4» (см. рисунки 7.1; 7.2) по поперечным шпонкам. Устранение неравномерности нагрузок на опоры от опорных лап цилиндров. Установка антифрикционных покрытий на поверхность скольжения опор. 2. Устранение несоответствия проекта монтажа паропроводов к н/п ЦВД и ЦНД с возможной отрезкой паропроводов и восстановлением проектных значений натягов по стыкам. Работы по пп. 1, 2 выполнить в соответствии с технологической инструкцией ЛМЗ и приложением Л |
- |
|
А Б Г Ж |
Забоины, задиры. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 1,6-ШП, 3,2-ТТ, 3,2-ФТ, 3,2-С. |
1. Зачистка, шабрение. 2. Проверка прилегания по краске по поверхности Г н/п маслозащитного кольца. |
Параметр шероховатости поверхности А - 1,6; остальных - 3,2. |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
Вкладыши опорных подшипников
Количество на изделие, шт. - 4
черт. ЛМЗ: Б-1266651
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Полное или частичное выплавление баббита. |
Визуальный контроль. |
Лупа ЛП1-4х. Образец шероховатости 3,2-ФТ. |
1. Перезаливка и расточка вкладыша. |
Параметр шероховатости поверхности 3,2. |
|
А |
Отставание баббита, забоины, раковины, пористость, выкрашивание. Наличие следов электроэрозии. |
Визуальный контроль. Керосиновая проба. Обстукивание. УЗК. |
Лупа ЛП1-4х. Образец шероховатости 3,2-Р. Дефектоскоп УД2-12. |
1. Перезаливка и расточка вкладыша. 2. Точение баббитовой расточки в/п и н/п вкладыша на станке. 3. Наплавка и точение баббитовой расточки раздельно, когда нет отставания баббита от корпуса вкладыша. 4. Выполнить рекомендации информационного письма № 510 - 139 см. приложение К. |
1. Параметр шероховатости поверхности 3,2. 2. Шабровка баббита после расточки запрещается. 3. Минимальная толщина баббитового слоя 4,0 мм (без высоты «ласточкина хвоста»). Максимальная толщина баббитового слоя - 6,0 мм плюс 0,5 % диаметра шейки. 4. Допускаются лунки от инородных включений размером 3´3 мм не более 5 шт. 5. Наплавку выполнить в случае, если места повреждения занимают площадь не более 10 % баббитовой заливки половины вкладыша. Наибольший размер наплавленного участка 30´30 мм. |
|
А |
Увеличение контакта шейки вала с баббитовой расточкой н/п вкладыша. Неравномерность по ширине контакта вдоль длины вкладыша. |
Визуальный контроль. Измерительный контроль. |
Штангенциркуль ШЦ-II-250-0,1-1. Нутромер НМ600. |
Проверка точением баббитовой расточки отдельно н/п вкладыша на станке с последующим обеспечением верхнего масляного зазора в подшипнике. |
1. След работы шейки вала должен располагаться равномерно по всей длине вкладыша на дуге не более 30°. 2. Допускается обеспечение верхнего масляного зазора в подшипнике установки в разъем вкладыша одной калиброванной прокладки. |
|
А |
Следы контакта ротора с баббитовой расточкой в/п вкладыша. |
Визуальный контроль. |
Нутромер НМ600. |
Проверка точением баббитовой расточки в/п вкладыша на станке с после дующим обеспечением верхнего масляного зазора в подшипнике. |
Следы контакта ротора с расточкой в/п вкладыша не допускаются. |
|
Б |
Забоины, задиры, изнашивание на поверхности установочных подушек, неплотность в сопряжении с расточкой в корпусе подшипника. |
Визуальный контроль. Измерительный контроль. Проверка на краску. |
Лупа ЛП1-4х. Набор щупов № 2 кл. 1. Образец шероховатости 3,2-Т. |
Шабрение поверхности Б подушек по следам краски, наносимой на расточку в корпусе подшипника. |
1. Параметр шероховатости поверхности 3,2. 2. Пятна краски должны располагаться равномерно и занимать не менее 70 % контролируемой поверхности. |
|
В |
Забоины, задиры, неплотность разъёма. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Набор щупов № 2 кл. 1. Образцы шероховатости 1,6-ФТ. |
Шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. Щуп 0,05 мм при свинченных в/п и н/п вкладыша в разъём проходить не должен. |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
|
Г |
Забоины, задиры в местах контакта с установочными подушками вкладыша. |
Визуальный контроль. Проверка на краску. Измерительный контроль. |
Образец шероховатости 3,2-Р. Набор щупов № 2 кл. 1. |
1. Зачистка, опиловка, шабрение. 2. Точение. |
1. Параметр шероховатости поверхности 3,2. 2. Пятна краски должны распределяться равномерно и занимать не менее 70 % контролируемой поверхности. 3. Щуп 0,05 мм в стык сопряжения подушек с расточкой в корпусе подшипника идти не должен. |
Вкладыш опорно-упорного подшипника
Поз. 3 рисунка 7.6
Количество на изделие, шт. - 1

Обойма вкладыша опорно-упорного подшипника.
Поз. 4, рисунка 7.6
Количество на изделие, шт. - 1

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Забоины, задиры, неплотность в сопряжении с соответствующей поверхностью вкладыша. |
Визуальный контроль. |
Лупа ЛП1-4х. Набор щупов № 2 кл. 1. Образец шероховатости 1,6-Р. |
Зачистка. Шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. Пятна краски должны распределяться равномерно и занимать не менее 70 % контролируемой поверхности. |
|
Б В |
Забоины, задиры, неплотность в сопряжении с расточкой в корпусе подшипника. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Набор щупов № 2 кл. 1. Образцы шероховатости 3,2-Т; 3,2-ТТ. |
1. Зачистка. 2. Шабрение по следам краски, наносимой на расточку в корпусе подшипника. |
1. Параметр шероховатости поверхности 3,2. 2. Пятна краски должны располагаться равномерно и занимать не менее 70 % контролируемой поверхности. |
|
Г |
Неплотность разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 1,6-ФТ. |
Шабрение. |
1. При свинченных шпильках разъёма щуп 0,05 мм проходить не должен. 2. Параметр шероховатости поверхности 1,6. |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
Кольца упорные. Поз. 6, рисунка 7.6
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Забоины, неплоскостность. |
Измерительный контроль. |
Плита 1-0-1000´630. Индикатор ИЧ10Б кл. 1. Микрометр МК 50-1. Образец шероховатости 1,6-ШП. |
Шабрение. |
1. Параметр шероховатости поверхностей 1,6. 2. В случае нарушения в работе упорного подшипника в период эксплуатации, проверить разность по толщине каждого полукольца и полуколец каждого ряда и их плоскостность. Допуск разности по толщине 0,02 мм площадь контакта не менее 60 %. |

Кольцо установочное. Поз. 7, рисунка 7.6
Количество на изделие, шт. - 1
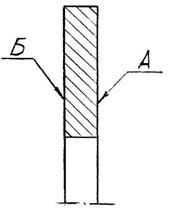
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Забоины, неплоскостность. |
Измерительный контроль. |
Плита 1-0-1000´630. Микрометр МК 25-1. Образец шероховатости 1,6-ШП. |
1. Шлифование. 2. Шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. В случае нарушений в работе упорного подшипника в период эксплуатации проверить разность по толщине каждого полукольца и их плоскостность. Допуск разности по толщине 0,02 мм. Площадь контакта - не менее 60 %. |
Кольца маслозащитные (вкладышей). Поз. 16, рисунки 7.5, 7.6, 7.7
Количество на изделие, шт. - 9
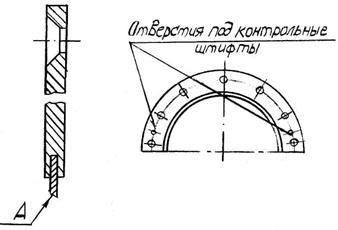
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ. |
Визуальный контроль. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
1. Заострение уплотнительных гребней. 2. Замена уплотнительных гребней. |
Толщина уплотнительных гребней у вершины должны быть не более 0,3 мм. |
Кольца маслозащитные (подшипников). Поз. 5, рисунки 7.5, 7.6, 7.7
Количество на изделие, шт. - 4

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ. |
Осмотр. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
1. Заострение уплотнительных гребней. 2. Замена уплотнительных гребней. |
Толщина уплотнительных гребней у вершины должна быть не более 0,3 мм. |
|
- |
Неплотность горизонтального разъёма. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 1,6-ФТ. |
Шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. Щуп 0,03 мм в разъём проходить не должен. |
|
Б |
Задиры, забоины. |
Визуальный контроль. |
Образец шероховатости 3,2-ТТ. Набор щупов № 2 кл. 1. |
1. Шабрение. 2. Опиловка. |
1. Параметр шероховатости поверхности не более 3,2. 2. Щуп 0,03 мм при обтянутых болтах между поверхностями Б и корпусом подшипника проходить не должен. |
Колодки упорные. Поз. 12, рисунок 7.6
Количество на изделие, шт. - 10

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Отставание баббита, забоины, раковины, пористость, выкрашивание. |
Визуальный контроль. Керосиновая проба. |
Дефектоскоп УД2-12. |
Замена. |
- |
|
А |
Неравномерность площади натиров на выходной кромке колодок одного ряда. |
Визуальный контроль. Измерительный контроль толщины баббитовой заливки. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-II-200-0,05. Образец шероховатости 1,6-ШП. |
Шабрение. |
1. Параметр шероховатости поверхности 1,6. 2. Следы натиров на баббитовой расточке колодок одного ряда должны быть одинаковы на каждой колодке и занимать не более 20 % поверхности А со стороны выходной кромки. 3. Толщина баббитовой заливки должна быть не менее 1,0 мм и не более 1,5 мм. |
|
Б |
Смятие, неравномерность прилегания по контрольной плите. Отклонение от параллельности плоскостей А и Б. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Индикатор ИЧ10Б кл. 1. Плита 1-0-1000´630. |
Шабрение. |
1. Контакт по поверхности Б с контрольной плитой должен быть полным. 2. Допуск параллельности плоскостей А и Б 0,02 мм. 3. В случае нарушений в работе упорного подшипника в период эксплуатации проверить разность по толщине колодок одного ряда и разность по толщине в сборе колодок с упорными полукольцами поз. 6. см. рисунок 7.6. Разность по толщине не более 0,02 мм. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Уменьшенный (увеличенный) зазор «л» между обоймой вкладыша опорно-упорного подшипника и корпусом подшипника. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. Набор щупов № 2 кл. 1. |
Уменьшенный зазор - проточка кольца поз. 14. Увеличенный зазор - замена кольца поз. 14. |
Обеспечить зазор «л», - величину зазора см. табл. Б.3. |
|
- |
Уменьшенный (увеличенный) натяг «д» между обоймой вкладыша опорно-упорного подшипника и вкладышем. |
Измерительный контроль. |
Микрометр МК 251. |
Уменьшенный натяг: шабровка (фрезерование) разъёма в/п обоймы вкладыша. Увеличенный натяг: установка калиброванной прокладки на разъём обоймы вкладыша. |
1. Обеспечить натяг «д», - величину натяга см. табл. Б.3. 2. Допускаемая минимальная толщина калиброванной прокладки 0,1 мм. В разъём устанавливать не более одной прокладки. |
|
- |
Увеличенный (уменьшенный) натяг «к» между установочной подушкой в/п вкладыша (обоймы вкладыша)и корпусом подшипника. |
Измерительный контроль. |
Микрометр МК 251. |
Увеличенный (уменьшенный) натяг: изменение толщины прокладок под установочной подушкой в/п вкладыша (обоймы вкладыша). |
1. Обеспечить натяг «к», - величину натяга см. табл. Б.3. 2. Допускается не более трёх прокладок под установочной подушкой. Минимальная толщина прокладки 0,1 мм. |
7.8 Валоповоротное устройство (карта 25)
Нормы зазоров (натягов) - таблица Б.4.

Рисунок 7.8 - Валоповоротное устройство
|
Валоповоротное устройство. Рисунок 7.8 Количество на изделие, шт. - 1 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины, люфт, заедание подшипников. |
Визуальный контроль. |
Лупа ЛП1-4х. |
Замена подшипников. |
- |
|
А Б В Г |
Выкрашивание, задиры на поверхности зубьев червячного колеса, шестерни и зубчатого венца на роторе турбины. |
Визуальный контроль. |
Лупа ЛП1-4х. Образец шероховатости 3,2-ФЦП. |
Зачистка. Проверка контакта. |
1. Параметр шероховатости поверхности зубчатых зацеплений - 3,2. 2. Допускаются разрозненные дефекты, занимающие не более 20 % рабочей поверхности зубьев. 3. Кромки зубьев со стороны входа в зацепление должны быть закруглены радиусом 0,5 мм, с нерабочей стороны зубьев кромки должны иметь фаску 6´45°. 4. Пятно контакта по зацеплению зубьев цилиндрической пары должно быть по всей ширине зуба и высоте не менее Н = 13 мм. Допускается на отдельных зубьях снижение площади контакта до 50 %, при условии, что контакт по двум другим соседним с ним дефектным зубом составляет не менее 60 %. Пятно контакта червячной пары ВПУ - по высоте 40 - 55 %, по длине 30 - 50 %. |
|
А Б |
Износ зубьев цилиндрических зубчатых пар. |
Измерительный контроль по свинцовым оттискам. |
Микрометр МК 25-1. Набор щупов № 2 кл. 1. |
Замена зубчатой пары. |
Зазор «е» см. табл. Б.4. |
|
В Г |
Измерительный контроль по свинцовым оттискам. |
Микрометр МК 25-1. |
Замена червячного колеса. |
Зазор «ж» см. табл. Б.4. |
|
|
Д |
Задиры на винтовых шлицах вала-шестерни поз. 5. |
Визуальный контроль. Проверка по краске. |
Лупа ЛП1-4х. Образец шероховатости 3,2-Т. |
Зачистка. |
1. Параметр шероховатости рабочей поверхности шлицов - 3,2. 2. Допускаются разрозненные повреждения на рабочей поверхности шлицов, занимающие не более 20 % общей площади. |
|
Увеличенный (уменьшенный) разбег «г», «д» вала червячного колеса. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Обработка соответствующих торцов крышек поз. 6, 8. |
Зазоры «г», «д» « см. табл. Б.4. |
|
|
Увеличенный (уменьшенный) разбег вала «т» червяка. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Замена кольца установочного поз. 12. |
Зазор «т» см. табл. Б.4. |
|
|
Неплотность разъёма крышек ВПУ (крышки ВПУ и картера подшипника). |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 3,2-ШП. |
Шабрение. |
1. Параметр шероховатости поверхностей разъёма - 3,2. 2. При свинченных шпильках щуп 0,05 мм в разъём проходить не должен. |
|
|
- |
Износ резиновых манжет соединительных болтов муфты: ВПУ электродвигатель Потеря упругости манжет. |
- |
- |
Замена резиновых манжет. |
- |
|
- |
Отклонение от соосности (расцентровка) электродвигателя и вала червяка ВПУ. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Перемещение электродвигателя в горизонтальной плоскости и изменение толщины прокладок под электродвигателем. |
Допуск соосности 0,1 мм. |
|
- |
Дефект крепёжных изделий см. карту 27. |
- |
- |
- |
- |
7.9 Цилиндр ВД (карта 26)
Нормы зазоров (натягов) - таблица Б.5.
Черт. ЛМЗ Ау-1282555-ВО
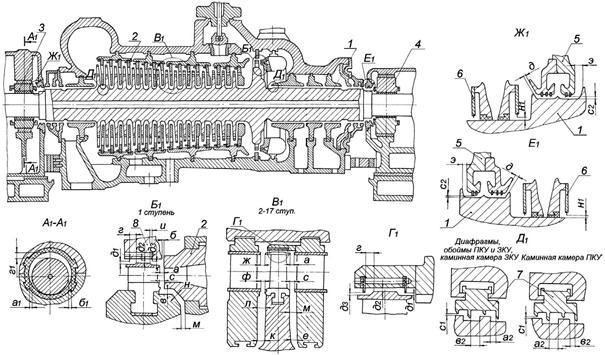
Рисунок 7.9 - Цилиндр ВД
7.10 Цилиндр НД (карта 26)
Нормы зазоров (натягов) - таблица Б.6.

Рисунок 7.10 Лист 1 - Цилиндр НД
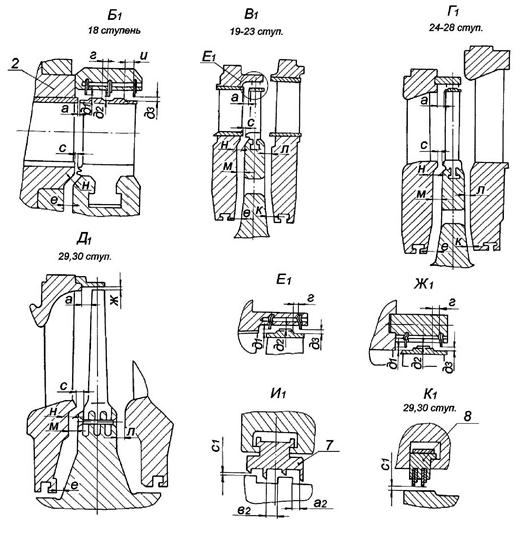
Рисунок 7.10 Лист 2 - Цилиндр НД
Цилиндры ВД и НД рисунки 7.9, 7.10
Количество на изделие, шт. - по 1
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Отклонение от соосности (расцентровка) диафрагм, соплового аппарата и обойм уплотнений относительно оси ротора. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Индикатор ИЧ10Б кл. 1. Приборы оптико-механического комплекса с визирной трубой ППС-11. |
1. Центровка диафрагм и обойм в вертикальной плоскости за счёт изменения толщин калиброванных прокладок на боковых опорных шпонках диафрагм и обойм. 2. Центровка диафрагм и обойм в горизонтальной плоскости «перевалкой», увеличение толщины прокладок под одной боковой опорной шпонкой диафрагмы (обоймы) и соответственно на ту же величину уменьшение толщины прокладок под другой боковой опорной шпонкой. 3. Центровка диафрагм и обойм в горизонтальной плоскости смещением паза под нижнюю центрирующую шпонку. Наплавка и обработка одной посадочной стороны паза и обработка второй стороны паза. 4. Центровка диафрагм, обойм и соплового аппарата перемещением корпуса цилиндра ВД в горизонтальной плоскости за счёт смещения вертикальной шпонки и переразвертывания отверстий под контрольные штифты вертикальных шпонок. 5. Центровка диафрагм, обойм и соплового аппарата перемещением корпуса цилиндра ВД в вертикальной плоскости за счет обработки поперечных шпонок под лапами корпуса или установки дополнительных прокладок под поперечные шпонки лап корпуса. |
1. Допуск соосности (расцентровка) диафрагм и направляющих аппаратов ЦВД и ЦНД по измерениям в каждой плоскости 0,3 мм (по оси 0,15 мм) обойм уплотнений - 0,50 мм (по оси - 0,25 мм) с учетом поправок на центровку от затяжки покоробленных разъемов корпусов ЦВД и ЦНД, определяемых в соответствии с рекомендациями завода-изготовителя. 2. «Перевалку» допускается выполнить при величинах расцентровки до 0,5 мм (по оси - 0,25 мм). 3. Толщина дополнительной прокладки, устанавливаемой под поперечные шпонки лап корпуса цилиндра, должна быть не менее 0,5 мм, допуск на отклонение толщины прокладки 0,02 мм. При изменении толщины поперечных шпонок контролировать нагрузки на опорные лапы цилиндра. |
|
- |
Уменьшение осевых зазоров «а2», «в2» в уплотнениях. |
Измерительный контроль. |
Щуп клиновой. |
1. Перемещение в осевом направлении диафрагм, уплотнений. 2. Установка специальных сегментов колец уплотнений со смещенной «шейкой». |
|
|
- |
Увеличение радиальных зазоров «с1» в уплотнениях. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Обработка посадочной поверхности «заплечиков» сегментов. 2. Замена сегментов уплотнительных колец и расточка уплотнительных гребней сегментов. |
1. Зазор «с1» см. табл. Б.5, Б.6. Рекомендуется нижние зазоры устанавливать по максимальной величине зазора «низ». 2. Допускается уменьшение от размера по чертежу «д» после обработки поверхности В на 1,0 мм для диафрагменных уплотнений ЦНД и на 1,5 мм для остальных колец уплотнений (см. рисунки к карте 10). |
|
- |
Уменьшение радиальных зазоров «c1» в уплотнениях. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Расточка уплотнительных гребней по поверхности А, см. карту 10. |
- |
|
- |
Увеличение верхних масляных зазоров в подшипниках «г1». |
Измерительный контроль по свинцовым оттискам. |
Микрометр МК 25-1. Образец шероховатости 3,2-ШП. |
1. Шабрение разъёма в/п вкладыша. 2. Фрезерование разъёма в/п вкладыша. 3. Перезаливка в/п вкладыша и расточка. |
1. Зазор «г1» см. табл. Б.5, Б.6. 2. Параметр шероховатости поверхности 3,2. 3. Минимальная толщина баббитового слоя в подшипнике 4,0 мм. |
|
- |
Увеличение боковых масляных зазоров в подшипниках «а1», «б1». |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Перезаливка подшипника и расточка. 2. Замена вкладыша подшипника. |
1. Зазоры «а1», «б1» см. табл. Б.5, Б.6. 2. Минимальная толщина баббитового слоя в подшипнике 4,0 мм. |
|
- |
Увеличение радиальных зазоров «с2» по маслозащитным кольцам подшипников. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Замена уплотнительных гребней маслозащитных колец и расточка. 2. Оттяжка и проточка уплотнительных гребней маслозащитных колец. |
|
|
- |
Уменьшение разбега ротора НД в упорном подшипнике «р». |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Шабрение (шлифование) установочного кольца поз. 7 рисунка 7.6 (см. карту 20). |
1. Разбег ротора «р» см. табл. Б.6. 2. Технические требования после ремонта см. карту 20. |
|
- |
Увеличение разбега ротора НД в упорном подшипнике |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Замена установочного кольца поз. 7 рисунка 7.6 (см. карту 20), шабрение (шлифование) кольца. |
1. Разбег ротора «р» см. табл. Б.6. 2. Технические требования после ремонта, см. карту 20. |
|
- |
Увеличение радиальных зазоров «д1» - «д3» по надбандажным уплотнениям. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Замена уплотнительных гребней диафрагм. 2. Наплавка и проточка гребней ротора по технологии, согласованной с ЛМЗ. |
Зазоры «д1» - «д3» см. табл. Б.5, Б.6. Рекомендуется нижние зазоры устанавливать по максимальной величине зазора «низ». |
|
- |
Уменьшение (увеличение) осевых зазоров «г», «и» по гребням надбандажных уплотнений. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Концевые меры 1-H2. |
Замена уплотнительных гребней, расточка. |
|
|
- |
Несоответствие требуемой величины удлинения крепёжных изделий разъёма ЦВД и передней части ЦНД при затяжке. |
Измерительный контроль. |
Прибор УИН-1. |
Перезатяжка крепёжных изделий. |
Величина удлинения в соответствии с инструкцией ЛМЗ. |
|
- |
Уменьшение осевых зазоров «а», «б», «с», «м», «е», «ж», «ф», «л», «к». |
Измерительный контроль. |
Щуп клиновой. Концевые меры 1-H2. |
1. Перемещение диафрагм (обойм) при возможности обеспечения осевых зазоров по надбандажным уплотнениям в осевом направлении. 2. Перемещение корпуса цилиндра ВД в осевом направлении при возможности обеспечения осевых зазоров по надбандажным уплотнениям. 3. Перемещение упорного подшипника и всего валопровода в осевом направлении при возможности обеспечения осевых зазоров по надбандажным уплотнениям. 4. Проточка торцов бандажей и уплотнений у корня рабочих лопаток. 5. Проточка тела диафрагмы. 6. Замена диафрагм. |
1. Зазоры «а», «б», «с», «м», «е», «ж», «ф», «л», «к» см. табл. Б.5, Б.6. 2. Допускается коррозия и эрозия бандажа ротора на величину до 1,0 мм от размера по чертежу. 3. Допускаемое уменьшение толщины тела диафрагмы не более 1,0 мм. 4. При перемещении стальных диафрагм и обойм для уменьшения осевых зазоров - точить упорную сторону посадочного зуба диафрагм (обойм), с противоположной стороны зуба наплавить и обработать по окружности отдельными участками (допускается не сплошным пояском). |
|
- |
Увеличение осевых зазоров «а», «с». |
Измерительный контроль. |
Щуп клиновой. |
1. Наплавка и проточка по торцу бандажей сопловых решёток сварных диафрагм. 2. Перемещение корпуса цилиндра ВД в осевом направлении при возможности обеспечения осевых зазоров по надбандажным уплотнениям. 3. Перемещение диафрагм (обойм) в осевом направлении. 4. Перемещение упорного подшипника и каждого ротора в осевом направлении. |
Зазоры «а», «с» см. табл. Б.5, Б.6. 2. При перемещении стальных диафрагм и обойм для уменьшения осевых зазоров наплавить сплошным пояском упорную сторону посадочного зуба диафрагм (обойм) и после чего точить обе стороны зуба. |
|
- |
Увеличение (уменьшение) осевых зазоров «э», «д» по маслозащитным кольцам подшипников. |
Измерительный контроль. |
Щуп клиновой. |
Перемещение маслозащитного кольца в осевом направлении обработкой фланца или установкой прокладки между фланцем и корпусом подшипника. |
|
|
- |
Увеличение радиального зазора «н1» по уплотнительным гребням МЗК вкладышей подшипников. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Оттяжка и проточка уплотнительных гребней. 2. Шабрение разъёма, деформация кольца в горизонтальной плоскости, проточка. 3. Замена уплотнительных гребней, проточка. |
Крепёжные изделия, резьбовые соединения
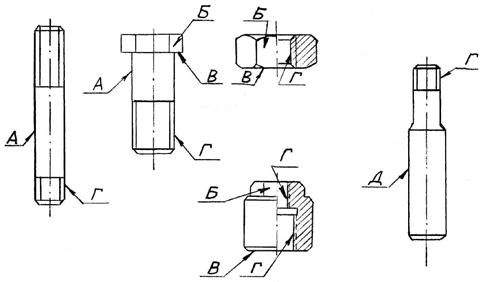
|
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
|
А |
Задиры, забоины на цилиндрической поверхности. |
Визуальный контроль. |
Образец шероховатости 6,3-Т. |
1. Опиловка, зачистка. 2. Замена. |
1. Параметр шероховатости поверхности не более 6,3. 2. Уменьшение диаметра не более 2 % от номинальной величины. |
|
- |
Трещины. |
Визуальный контроль. УЗК. |
Лупа ЛП1-4х. Дефектоскоп УД2-12. |
Замена. |
Трещины не допускаются. |
|
Б |
Задиры, смятие поверхностей «под ключ». |
Визуальный контроль. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
1. Опиловка. 2. Замена. |
Допускаемое уменьшение размера не более 5 % от номинальной величины. |
|
Б |
Измерительный контроль. |
Угольник УШ-0-160. Набор щупов № 2 кл. 1. |
1. Замена. 2. Нарезка резьбы увеличенного диаметра в корпусе и установка специальной шпильки. |
Допуск перпендикулярности на длине 100 мм не более 0,1 мм. Искривление шпильки не допускается. |
|
|
В |
Перекос опорной поверхности. Отклонение от плоскости торцов колпачковых гаек. |
Измерительный контроль. |
Образцы шероховатости 1,6-ТТ. Плита 2-1-1000´630. Набор щупов № 2 кл. 1. |
1. Припиловка. 2. Шабрение. 3. Замена. |
1. Параметр шероховатости поверхности 1,6. 2. Допуск плоскостности торцов колпачковых гаек 0,03 мм. |
|
Г |
Износ, смятие, срыв резьбы. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. Шаблон резьбовой набор М60°. |
1. Опиловка, прогонка резьбонарезным инструментом. 2. Замена, установка специальной шпильки (болта). |
1. Допускается срыв резьбы на первых двух витках, при условии, что оставшаяся резьба обеспечит резьбовое соединение на высоте не менее 70 % от диаметра резьбы. 2. Допускаются забоины на участках, не превышающих 10 % общей длины витка и 15 % от суммарного числа витков. |
|
А Б |
Износ, риски, забоины рабочей поверхности штифтов и контрольных шпилек. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 1,6-Т. Микрометр MK50-1; MK-150-1. |
1. Опиловка, зачистка. 2. Замена. |
1. Параметр шероховатости поверхности не более 1,6. 2. Допускается повреждение не более 25 % пригнанной поверхности штифтов. |
7.11 Центробежный масляный насос (карты 28, 29)
Нормы зазоров (натягов) - таблица Б.8
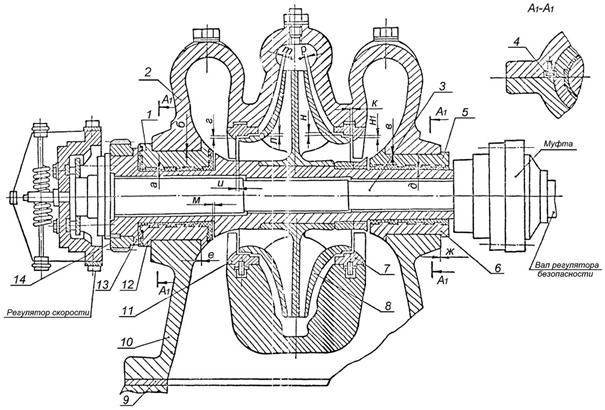
Радиальные зазоры заданы на диаметр
Рисунок 7.11 - Центробежный масляный насос
Ротор насоса. Поз. 3, 8, 13 рисунка 7.11
Количество на изделие, шт. - 1

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины наружного вала поз. 13. |
Визуальный контроль. УЗК. |
- |
Замена. |
- |
|
- |
Трещины и скручивание внутреннего вала поз. 3. |
- |
Лупа ЛП1-4х. Дефектоскоп УД 2-12. |
- |
- |
|
- |
Искривление внутреннего вала поз. 3. |
Измерение биения. |
Индикатор ИЧ10Б Кл. 0. |
1. Проверка плотности соединения торсионного и наружного валов. Шабрение поверхности А. 2. Замена. |
Допуск радиального биения 0,03 мм. |
|
А Б |
Риски, задиры. Износ поверхностей опорных шеек. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-Т. |
1. Точение, шлифование (с уменьшением диаметра вкладыша). 2. Замена. |
Допускается минимальный диаметр шеек 79 мм. Параметр шероховатости поверхностей 0,8. Зазоры см. табл. Б.8. |
|
- |
Трещины, кавитационное изнашивание колеса поз. 8. |
- |
- |
- |
- |
|
- |
1. Трещины, сквозное изнашивание колеса поз. 8. |
Визуальный контроль. УЗК. |
Лупа ЛП1-4х. Дефектоскоп ДУК-66ПМ. |
Замена. |
- |
|
2. Поверхностное изнашивание. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Опиловка зачистка с последующей балансировкой. 2. Замена. |
Допускаются зачищенные места дефектов глубиной до 1 мм на 10 % поверхности. Допускаемый статический небаланс 1,96×10-3 н×м. |
|
|
В |
Изнашивание входной кромки. |
Визуальный контроль. |
- |
Опиловка, зачистка. |
Входные кромки должны быть скруглены радиусом, равным половине толщины профиля. |
|
- |
Дефекты шестерни поз. 14 см. карту 35. |
- |
- |
- |
- |
|
А Б Г Ж З И К |
Увеличенное радиальное и торцевое биение. |
Измерение биения. |
Индикатор ИЧ10Б кл. 0. |
Шлифование поверхностей А, Б. Разборка, пригонка торцов рабочего колеса для обеспечения прилегания к валу. |
Допуск радиального биения поверхностей А, Б 0,02 мм, поверхностей Г, Ж, З, И, К 0,04 мм. Допуск торцового биения поверхностей Д, Е 0,02 мм. |
Детали центробежного масляного насоса и требования к его сборке. Рисунок 7.11

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Нарушение прилегания крышки поз. 2, корпуса поз. 10. |
Проверка по краске. |
Набор щупов № 2 кл. 1. |
Шабрение. |
Прилегание по замкнутому контуру не менее 80 % общей поверхности. Щуп 0,03 мм после стяжки крепёжных деталей проходить не должен. |
|
В |
Нарушение прилегания опорного фланца и прокладки поз. 9. |
Проверка прилегания. Проверка по краске. |
Набор щупов № 2 кл. 1. |
Шабрение. |
Прилегание по замкнутому контуру не менее 80 % общей поверхности. Щуп 0,03 мм после обтяжки крепёжных деталей проходить не должен. |
|
- |
Отслаивание баббита вкладышей поз 1, 5, 6, 12. |
Керосиновая проба. |
Образец шероховатости 1,6-Р. |
Перезаливка и растачивание. |
|
|
- |
Риски, задиры баббита. Общий износ, увеличение зазоров «а», «д» вкладышей. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Нутромер НИ50-100-1. Образец шероховатости 1,6-Р. |
1. Шабрение. 2. Перезаливка и растачивание |
Параметр шероховатости поверхностей 1,6. Зазоры см. табл. Б.8. |
|
Износ, увеличение зазора «м» в упорном подшипнике. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Образец шероховатости 1,6-Р. |
Перезаливка и точение. |
Параметр шероховатости поверхности 1,6. Зазор «м» см. табл. Б.8. |
|
|
- |
Отклонение от соосности (расцентровка) валов насоса - РВД. |
Измерительный контроль. |
Скобы центровочные. Набор щупов № 2 кл. 1. |
Центровка корпуса насоса за счёт перемещения его корпуса, обработка прокладки поз. 9. |
Допуск соосности см. табл. Б.9. |
7.12 Муфта зубчатая насос - РВД (карта 30)
Нормы зазоров (натягов) - таблица Б.10
Черт. 1366086

Рисунок 7.12 - Муфта зубчатая насос-РВД
|
Муфта зубчатая «Насос-РВД» Рисунок 7.12 Количество на изделие, шт. - 1 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Выкрашивание кромок, трещины зубчатых элементов. |
Визуальный контроль. УЗК. |
Лупа ЛП1-4х. Дефектоскоп УД2-12. |
1. Зачистка, скругление мест выкрашивания. 2. Замена. |
Трещины не допускаются. Выкрашивание не более 5 % периметра |
|
Задиры, риски, износ рабочих поверхностей зубьев. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Зубомер типа НЦ-1АВ. Набор щупов № 2 кл. 1. |
1. Опиловка, зачистка. 2. Замена зубчатого соединения (поз. 1, 2) при выработке (отпечатки) на поверхности зуба обоймы поз. 2 от зубьев полумуфты (коронки) поз. 1 более 0,15 мм. |
Прилегание должно составлять не менее 60 % рабочей поверхности каждого зуба. Допускаются единичные риски глубиной до 0,2 мм не более 4-х на соединение. Остальные требования см. карту 35. |
|
|
Задиры, риски, износ в шпоночном соединении Смятие поверхностей шпонки поз. 4 и пазов. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Штангенциркуль ШЦ-I-125-0,1-1. Микрометр МК 25-1. Набор щупов № 2 кл. 1. |
1. Опиловка, зачистка. 2. Замена шпонок. |
Прилегание рабочих поверхностей должно составлять не менее 80 % каждой поверхности. Щуп 0,03 мм между шпонкой и пазом проходить не должен. |
7.13 Регулятор скорости РС-3000-5 (PC-3000-6) (карта 31)
черт. Б-1288500СБ, 1349119СБ
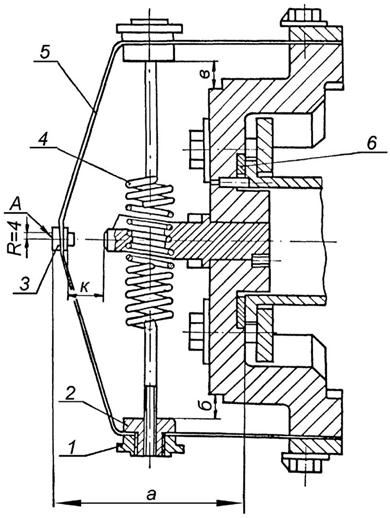
Рисунок 7.13 - Регулятор скорости РС-3000-5
|
Регулятор скорости РС-3000-5 (PC-3000-6) Рисунок 7.13 Количество на изделие, шт. - 1 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины ленты поз. 5 |
Визуальный контроль. МПД. |
Лупа ЛП1-4х. |
Замена регулятора скорости. |
- |
|
- |
Нарушение неподвижной посадки, стопорения гайки специальной поз. 1, груза поз. 2, пружины поз. 4. |
- |
- |
Замена регулятора скорости. |
Ослабление неподвижной посадки и стопорения не допускаются. |
|
А |
Увеличенное торцовое биение поверхности муфты поз. 3. |
Проверка биения при повороте регулятора на турбине или на стенде. |
Индикатор ИЧ10Б кл. 0. |
1. Замена муфты согласно приложению Е. 2. Замена регулятора. |
Допуск торцового биения 0,04 мм на радиусе R = 4 мм см. рисунок 7.13. |
|
А |
Износ поверхности муфты. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. |
1. Допускается шлифовка поверхности А муфты. 2. Замена муфты согласно приложению Е. 3. Замена регулятора скорости. |
- |
|
- |
Отклонение от соосности муфты с соплом. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Индикатор ИЧ10Б кл. 0. |
1. Замена муфты согласно приложению Е. 2. Замена регулятора. |
Допуск соосности - 0,2 мм. |
|
- |
Дефекты пружины поз. 4 Несимметричная установка пружины. Изменение жёсткости пружины поз. 4 и ленты поз. 5. |
Измерительный контроль. Проверка размеров и характеристик. |
Индикатор ИЧ10Б кл. 0. |
Замена регулятора. |
Технические требования, см. карту 36. Характеристики должны соответствовать паспорту ЛМЗ на данный регулятор. |
|
- |
Изменение осевой установки регулятора относительно блока золотников регулятора скорости рисунок 7.15. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Изменение толщины кольца поз. 6. |
Осевая установка по размеру «Н» рисунок 7.15; см. табл. Б.13. |
7.14 Привод к тахогенератору (карта 32)
Нормы зазоров (натягов) - таблица Б.11
Черт. 1298834СБ
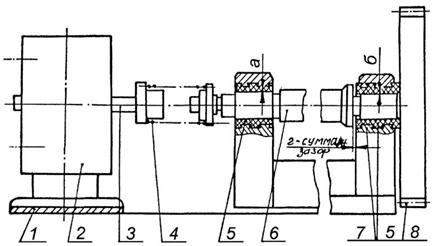
Зацепление шестерни поз. 8 с шестерней насоса регулирования.

Рисунок 7.14 - Привод к тахогенератору
|
Привод к тахогенератору Рисунок 7.14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Риски, задиры, отслаивание баббита на вкладышах поз. 5. |
Визуальный контроль. Керосиновая проба. |
Лупа ЛП1- ИЧ10Б кл. 0. Образец шероховатости 0,8-ШЦВ |
1. Зачистка. 2. Перезаливка и обработка. |
Параметр шероховатости 0,8. Зазоры смотри табл. Б.11. |
|
- |
Трещины, остаточная деформация пружины поз. 4. |
См. карту 36. |
- |
Замена. |
Уменьшение свободной длины не допускается. Остальные требования см. карту 36. |
|
- |
Дефекты шестерни, дефекты зубчатых передач. |
См. карту 35. |
- |
- |
Пятно контакта должно занимать не менее 60 % по ширине и 50 % по высоте каждого зуба и располагаться в его средней части. Остальные требования см. карту 35. |
|
- |
Дефекты подшипников качения см. карту 37. |
- |
- |
- |
- |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
|
- |
Отклонение от соосности валов привода к тахометру тахогенератора. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
Перемещение корпуса тахогенератора и изменение толщины прокладки поз. 1. |
Допуск соосности см. табл. Б.12. |
|
- |
Увеличенный (уменьшенный) зазор «в» между зубьями шестерен, поз. 8, 9. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. Индикатор ИЧ10Б кл. 0. |
Увеличенный зазор: замена шестерён поз. 8, 9 Уменьшенный зазор: шабрение по боковым поверхностям зубьев шестерён |
Зазор «в» см. табл. Б.11. |
7.15 Блок золотников регулятора скорости (карты 33 - 38)
Черт. 1275400
Нормы зазоров (натягов) - таблица Б.13
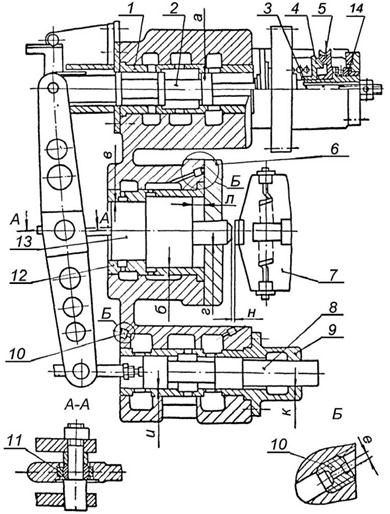
Радиальные зазоры заданы на диаметр
Рисунок 7.15 - Блок золотников регулятора скорости
7.16 Золотники регулятора безопасности (карты 33, 34, 37, 36)
Нормы зазоров (натягов) - таблица Б.14
Черт. 1144030

Радиальные зазоры заданы на диаметр
Рисунок 7.16 - Золотники регулятора безопасности
7.17 Суммирующие золотники (карты 33, 34, 37, 38)
Нормы зазоров (натягов) - таблица Б.15
Черт 1340980

Радиальные зазоры заданы на диаметр
Рисунок 7.17 - Суммирующие золотники
7.18 Регулятор давления 1,2 - 2,5 ата (карты 33 - 38).
Нормы зазоров (натягов) - таблица Б.16
Черт. 1358218СБ

Рисунок 7.18 - Регулятор давления 1,2 - 2,5 ата
7.19 Регулятор давления 10 - 16 ата (карты 33 - 38)
Нормы зазоров (натягов) - таблица Б.17
Черт. ЛМЗ 1358440

Рисунок 7.19 - Регулятор давления 10 - 16 ата
7.20 Золотники электрогидравлического преобразователя (карты 33, 34, 37, 38)
Нормы зазоров (натягов) - таблица Б.18
Черт. 1290162СБ
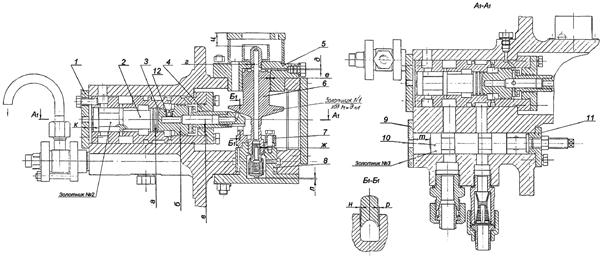
1. Радиальные зазоры заданы на диаметр.
2. Размер к задан при положении золотника № 1 на нижнем упоре (л = 0).
Рисунок 7.20 - Золотники электрогидравлического преобразователя
Золотники и буксы узлов регулирования

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, задиры, следы износа на рабочих поверхностях золотников и букс. |
Визуальный контроль. Измерительный контроль твердости азотированной поверхности. |
Лупа ЛП1-4х. Образец шероховатости 0,4-ШЦ. Микрометр MK-25-1 МК-175-1. Нутромер НИ 18-50-1 НИ 50-100-1. Нутромер НМ 600. Твердомер ТВ8-2000 НУ. |
1. Зачистка бруском, шлифовальной шкуркой. 2. Шлифование, полирование. 3. Замена. |
1. Параметр шероховатости 0,4. Допускаются отдельные риски: поперечные глубиной до 0,2 мм, продольные до 0,1 мм, не более двух на каждой рабочей поверхности. 2. Допуск круглости и цилиндричности 0,02 мм по всей длине. 3. Зазоры смотри табл. Б.13 - Б.15. 4. Твердость азотированной поверхности не менее 570НУ. |
|
Б |
Притупление отсечных кромок. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Шлифование торцовых поверхностей золотника, опиловка торцовых поверхностей окон буксы в пределах допуска. 2. Замена золотника с буксой. |
Кромки должны быть острыми, но без заусенцев. Уменьшение размера в пределах допуска зазоров см. табл. Б.13 - Б.15. |
|
- |
Засорение, уменьшение размера калиброванных отверстий в пробках и соплах золотников поз. 13 рисунок 7.15, поз. 5 рисунка 7.16, поз. 7 рисунка 7.17. |
Визуальный контроль. Проверка калиброванным прутком. Измерительный контроль. |
Пруток, мм: С диаметрами Штангенциркуль ШЦ-I-125-0,1-1. |
1. Продувка сжатым воздухом. 2. Очистка. 3. Развёртывание. |
Засорение отверстий не допускается. |
|
- |
Выкрашивание, смятие, уменьшение профиля резьбы см. карту 27. |
- |
- |
- |
- |
|
- |
Риски, задиры, забоины, износ поверхности колпачка поз. 1 рисунка 7.16. |
Визуальный контроль. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. Набор щупов № 2 кл. 1. |
1. Зачистка, полирование. 2. Замена. |
Выдержать размер «л» см. табл. Б.14 и зазор по рычагам «к» см. табл. Б.20. |
|
- |
Искривление импульсного золотника поз. 9 рисунка 7.16. |
Контрольная установка. Проверка прямолинейности по плите. Отклонение от прямолинейности. |
Плита 2-1-1000´630. Набор щупов № 2 кл. 1. |
Замена. |
Импульсный золотник должен свободно перемещаться в расточке. Допуск прямолинейности 0,02 мм. Зазоры см. табл. Б.14. |
Элементы зубчатых зацеплений

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Поломка, трещины зубьев. |
Визуальный контроль. При необходимости, УЗК. |
Лупа ЛП1-4х. Дефектоскоп УД2-12. |
Замена. |
- |
|
- |
Сколы, выкрашивание кромок зубьев. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Зачистка, опиловка. 2. Замена. |
Дефекты не более 10 % периметра зуба. |
|
А |
Задиры, царапины, следы заедания. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 1,6-ШЦ |
1. Опиловка, зачистка. 2. Замена. |
Следы дефектов не более 20 % рабочей поверхности, параметр шероховатости поверхности 1,6. |
|
- |
Износ зубьев, уменьшение толщины зубьев «а». |
Измерительный контроль. |
Зубомер НЦ-1 АВ. |
Замена. |
Уменьшение толщины «а» не более 10 % от номинальной. |
|
- |
Потеря контакта зубьев. |
Обкатывание с проверкой по краске. |
- |
1. Опиловка шабрение. 2. Замена. |
Пятно контакта должно занимать не менее 60 % по ширине и 45 % по высоте рабочей поверхности и располагаться в ее средней части. |
Пружины

Подшипники шариковые, роликовые, шарнирные, игольчатые

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины, поломка обойм, шариков (роликов), деталей сепараторов. |
Визуальный контроль. |
Лупа ЛП1-4х. |
Замена. |
- |
|
А |
Раковины, следы коррозии, отпечатки шариков (роликов) на поверхностях качения. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Промывка. 2. Замена. |
Несмываемые следы коррозии и других дефектов не допускаются. |
|
А |
Риски, царапины на поверхностях качения. |
Визуальный контроль. |
Лупа ЛП1-4х. Образец шероховатости 3,2-ШЦВ. |
Замена. |
Риски, поперечные направление движения не допускаются. Допускаются отдельные продольные риски глубиной до 0,2 мм. Параметр шероховатости поверхностей 3,2. |
|
- |
Тугое вращение обойм. |
Контрольное проворачивание. |
- |
1. Промывка, очистка. 2. Замена. |
После промывки в 10 % растворе турбинного масла в бензине обоймы должны свободно проворачиваться. |
|
- |
Увеличенный радиальный и осевой разбег (люфт). |
Проверка разбега. Оправка. |
Индикатор ИЧ10Б кл. 0. |
Замена. |
Разбег, зазоры не должны превышать величин, заданных ГОСТ 520. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Пробуксовка фрикционного соединения привода блока ЗРС поз. 4 и 5 рисунка 7.15. Увеличенный люфт золотника поз. 32, увеличенная нечувствительность золотника управления от двигателя механизма управления. Тугое вращение червяка в паре с червячным колесом поз. 5. |
1. Проверка взаимодействия деталей. 2. Измерение замера по бронзовым втулкам поз. 14 рисунка 7.15. 3. Проверка перемещения золотника от собственного веса. |
- |
1. Притирка прилегающих поверхностей по краске. 2. Замена и дополнительная обработка деталей согласно инф. письма ЛМЗ № 36 - 46 (приложение Ж). 3. Центровка червяка с червячным колесом. |
1. Прилегание должно составлять не менее 80 % общей поверхности и распределяться равномерно. 2. Нечувствительность золотника управления не более 4-х оборотов двигателя механизма управления турбиной. |
|
- |
Тугое перемещение золотника в буксе и корпусе, импульсного золотника поз. 9 в золотнике поз. 5 рисунка 7.16. |
Контрольная установка и перемещение. Контрольное проворачивание. |
- |
1. Очистка, зачистка. 2. Замена. |
Золотник, смазанный маслом и вставленный в буксу (корпус) должен опускаться под действием своего веса при любом положении по углу. Зазоры смотри табл. Б.14. |
|
- |
Нарушение неподвижной посадки пробок поз. 10 рисунка 7.15, поз. 8 рисунка 7.16, поз. 4 рисунка 7.17. |
Визуальный контроль. Проверка затяжки. |
- |
Затяжка, кернение. |
Торцовая поверхность пробок должна быть углублена в охватывающей детали на 0,5 - 1 мм. Кернение в 2-х точках, не менее. |
|
Засорение, уменьшение калиброванных отверстий в пробках поз. 10 рисунка 7.15, поз. 8 рисунка 7.16, поз. 4 рисунка 7.17, поз. 12 рисунка 7.20. |
Визуальный контроль. Проверка калиброванным прутком. Измерительный контроль. |
Пруток, мм Диаметром Штангенциркуль ШЦ-Г-125-0,1-1. |
1. Продувка сжатым воздухом. 2. Очистка. 3. Развёртывание. |
Засорение, уменьшение отверстий не допускается. Требуемые диаметры отверстий, мм Диаметром 1,0+0,02; Диаметром 2,0+0,02. |
|
|
- |
Засорение фильтров блока ЗРС рисунок 7.26. |
- |
- |
- |
- |
|
- |
Износ; эрозия наконечника поз. 1 рисунка 7.16. |
Визуальный контроль. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
1. Опиловка. 2. Замена. |
Должен быть выдержан ход золотника поз. 5 рисунка 7.16 см. табл. Б.14. |
|
- |
Нарушение плотного прилегания золотника поз. 5 к крышке поз. 3 рисунка 7.16. |
Контрольная сборка в корпусе и проверка по краске. |
- |
1. Притирка. 2. Точение и притирка. 3. Замена. |
1. Прилегание по периметру не менее 80 % площади: 2. Допускаемая глубина точения крышки 1 мм, золотника 0,2 мм от размера по чертежу. Местное углубление поверхности после точения, притирки не допускается. |
|
- |
Пробуксовка фрикционного соединения привода регулятора давления рисунков 7.18, 7.19 |
1. Проверка взаимодействия деталей. 2. Проверка прилегания по краске. |
- |
1. Притирка прилегающих поверхностей. 2. Замена. |
Прилегание должно составлять не менее 80 % общей поверхности и распределяться равномерно. |
|
- |
Нарушение плотности прилегания крышек и фланцев к корпусу. Риски, задиры, эрозионное изнашивание. |
Визуальный контроль. Проверка по краске. |
- |
Шабрение. |
Прилегание должно быть не менее 80 % общей площади и распределяться равномерно по замкнутому контуру. |
|
- |
Трещины, остаточная деформация пружин. |
См. карту 35. |
- |
Замена. |
Уменьшение свободной длины пружин поз. 3, 8 рисунка 7.18 и поз. 8, 15 рисунка 7.19 не допускается. Допуск перпендикулярности 0,25 мм на 100 мм длины. Остальные требования см. карту 35. |
|
- |
Дефекты зубчатых зацеплений см. карту 34. |
- |
- |
- |
- |
|
- |
Дефекты подшипников качения см. карту 36. |
- |
- |
- |
- |
|
- |
Дефекты крепёжных изделий см. карту 27. |
- |
- |
- |
- |
|
- |
Отклонение от соосности механизма управления относительно золотника поз. 2, рисунка 7.15. |
Проверка взаимодействия деталей. |
- |
Перецентровка механизма управления. |
Золотник поз. 2 должен свободно ввинчиваться во втулку поз. 3. |
|
- |
Увеличение (уменьшение) перекрыши «л», «л1», «л2» золотников поз. 5, 9 рисунка 7.16. |
Измерительный контроль. |
Штангенглубиномер ШГ-160-0,1. Индикатор ИЧ10Б кл. 0. |
Увеличенные перекрыши: шлифование торцовых поверхностей золотников. |
Перекрыши «л», «л1», «л2» см. табл. Б.14. |
7.21 Электромагнитный выключатель (карта 38)
Черт. 1301201
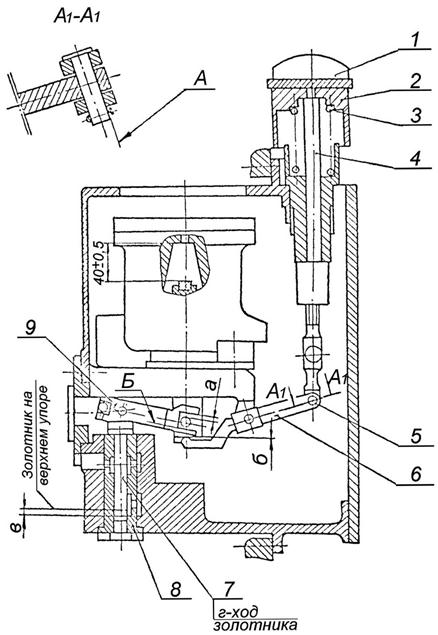
Рисунок 7.21 - Электромагнитный выключатель
|
Электромагнитный выключатель рисунок 7.21 |
|||||
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Б |
Износ контактных поверхностей рычага поз. 9 и пальца. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Замена пальца. 2. Наплавка и обработка рычага. |
Зазор в пределах допуска по чертежу 1301201. |
|
А |
Задиры, риски, изнашивание опорных поверхностей в шарнирных соединениях. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. |
Замена пальца. |
Зазор в соединении не более 0,1 мм. Суммарный люфт не более 0,3 мм. |
|
- |
Заедание, повышенное трение в деталях механизма. |
Проверка взаимодействия деталей. |
Образцы шероховатости 0,8-Р, 0,8-Т, 0,8-ТТ, 0,8-ШП. |
Зачистка, пригонка контактных поверхностей. |
Надёжное срабатывание механизма при включении электромагнита и от руки. Параметр шероховатости поверхностей 0,8. |
7.22 Регулятор безопасности (карты 39, 40)
Нормы зазоров (натягов) - таблица Б.19
Черт. 1275399
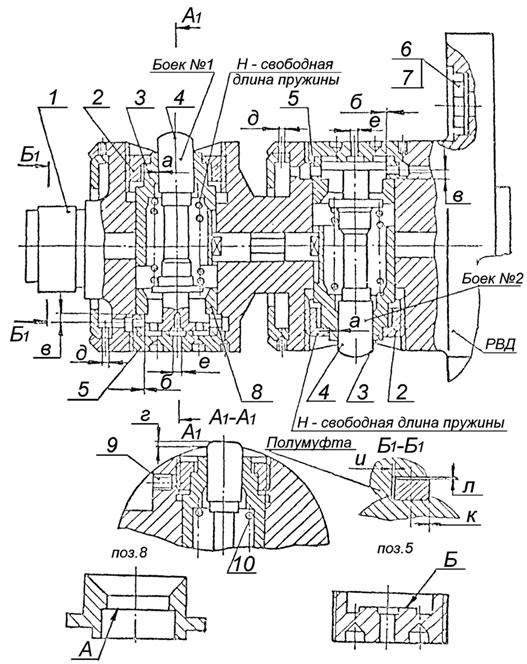
Радиальные зазоры заданы на диаметр
Рисунок 7.22 - Регулятор безопасности
Боек Поз. 4 рисунка 7.22
Количество на изделие, шт. - 2
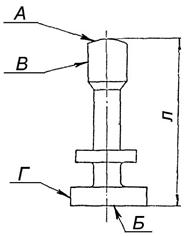
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Коррозионное и эрозионное изнашивание. |
Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-ШЦ. Штангенциркуль ШЦ-II-250-0,06. |
1. Опиловка и полировка. 2. Замена. |
Параметр шероховатости 0,8. Уменьшение общей длины «Л» не более 0,5 мм от размера по чертежу. Допускаемые зазоры см. табл. Б.19. |
|
В Г |
Износ, риски, забоины. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Микрометр МК 50-1. Нутромер НИ 18-50-1. Образец шероховатости 0,8-ШЦ |
1. Зачистка. 2. Полирование. 3. Замена. |
1. Параметр шероховатости 0,8. 2. На поверхности В допускаются следы продольных рисок глубиной не более 0,2 мм. Допускаемые зазоры см. табл. Б.19. |
|
Детали регулятора безопасности и требования к его сборке Рисунок 7.22 |
|||||
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Дефекты, остаточная деформация пружины поз. 10. |
Визуальный контроль. УЗК. Измерительный контроль. |
Лупа ЛП1-4х. Дефектоскоп ДУК-66ПМ. Штангенциркуль ШЦ-I-125-0,1-1. Угольник УШ-0-400. Набор щупов № 2 кл. 1. |
Замена. |
Уменьшение свободной длины пружины не допускается. Допуск перпендикулярности образующей к опорной плоскости 0,5 мм на 100 мм длины. Остальные требования см. карту 35. |
|
- |
Нарушение величины хода «в» бойка поз. 4. |
Контрольная сборка без пружины. Измерительный контроль. |
Штангенглубиномер ШГ-160-0,1. |
- |
- |
|
А |
1. Уменьшенный ход бойка. 2. Увеличенный ход бойка. |
- |
- |
1. Подрезка торца А втулки поз. 8. 2. Замена втулки поз. 8 с сохранением величины выступания «г» бойка. |
См. табл. Б.19. |
|
Б |
Износ поверхности пробки поз. 5. |
Визуальный контроль. Измерительный контроль. |
Шаблон. Набор щупов № 2 кл. 1. |
Замена пробки. |
См. табл. Б.19. |
|
- |
Нарушение выступания бойка, поз. 4 в корпусе. |
- |
- |
- |
- |
|
- |
Увеличенное биение вала регулятора поз. 1. |
Измерение биения. |
Индикатор ИЧ10Б кл. 0. |
Пригонка прилегающих поверхностей вала регулятора к РВД. |
Допуск радиального биения 0,03 мм. |
|
- |
Нарушение размеров калиброванных отверстий «д», «е». |
Контрольная установка калиброванного прутка. |
Пруток, мм Диаметром Диаметром |
Очистка и развёртывание. |
|
|
- |
1. Уменьшение калиброванных отверстий. |
- |
- |
2. Развёртывание. |
- |
|
- |
2. Увеличение калиброванных отверстий. |
- |
- |
1. Круговая чеканка и калибровка, развёрткой. 2. Замена пробки поз. 5. |
- |
|
- |
Ослабление затяжки стопорных винтов. |
Визуальный контроль. Проверка затяжки. |
- |
Затяжка до упора и кернение в шлиц, при необходимости с заменой деталей. |
|
|
- |
Риски, задиры сопрягаемых поверхностей бойка поз. 4 и втулок направляющих поз. 3, 8. Нарушение свободного перемещения. |
Визуальный контроль. Измерительный контроль. Контрольная сборка. |
Лупа ЛП1-4х. Нутромер НИ 18-50-1. Микрометр МК 50-1. Образец шероховатости 0,4-ШЦ. |
1. Зачистка, шлифование бойка. 2. Замена бойка и втулок. |
Параметр шероховатости 0,4. Боёк, установленный на место без пружины поз. 10 должен свободно перемещаться под действием собственного веса на величину хода «в». Зазоры см. табл. Б.19. |
7.23 Рычаги регулятора безопасности (карта 41)
Нормы зазоров (натягов) - таблица Б.20
Черт 1308124СБ

Рисунок 7.23 - Рычаги регулятора безопасности
7.24 Указатели бойков регулятора безопасности (карта 41)
Нормы зазоров (натягов) - таблица Б.21
Черт. 1288027СБ

Рисунок 7.24 - Указатели бойков регулятора безопасности
|
Детали рычагов и указателей регулятора безопасности и требования к их сборке. Рисунки 7.23, 7.24 |
|||||
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Износ, потеря упругости резиновой шайбы поз. 15, рисунок 7.24. Увеличенное биение наружного диаметра шайбы поз. 15, рисунок 7.24. Увеличение зазора «а». |
Визуальный контроль. Измерительный контроль. |
Микрометр МК 100-1. Индикатор ИЧ10Б кл. 1. Набор щупов № 2 кл. 1. |
1. Зачистка. 2. Точение. 3. Замена. |
Допуск круглости 0,2 мм. Допуск радиального биения 0,3 мм. Зазор «а» см. табл. Б.21. |
|
Уменьшение толщины «m» шайбы поз. 15 рисунка 7.24, после ее затяжки. |
Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
1. Перезатяжка шайбы. 2. Замена шайбы. |
Окончательная толщина «т» шайбы после затяжки должна быть на 4 мм меньше первоначальной толщины шайбы. |
|
|
Увеличение зазора «в» рисунок 7.24. |
Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
Переустановка и перешплинтовка указателя поз. 4. |
При нажатии указателя поз. 4 и упоре защелки в палец поз. 10 выдержать зазор «в», см. табл. Б.21. |
|
|
Отклонение от соосности бойков и шайб поз. 15, рисунок 7.24. |
Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. |
Изменение установки кронштейна поз. 6. |
Допуск соосности 0,5 мм. |
|
|
Задиры, забоины, общий износ контактных поверхностей рычага поз. 8, рисунок 7.23. |
Визуальный контроль. Измерительный контроль. |
Набор щупов № 2 кл. 1 Образец шероховатости 0,8-ТТ. |
1. Опиловка, зачистка. 2. Замена. |
1. Параметр шероховатости 0,8. 2. Зазор «к» см. табл. Б.20. |
|
|
- |
Увеличенные зазоры в соединении рычага поз. 8 с осью поз. 3 рисунка 7.23. |
Измерительный контроль. Контрольное проворачивание и перемещение. |
Набор щупов № 2 кл. 1. |
1. Замена втулки поз. 6. 2. Замена установочного кольца поз. 7. |
Зазоры см. табл. Б.20. |
|
- |
Нарушение хода валика поз. 3 с рычагами поз. 8 рисунка 7.23 относительно бойков регулятора безопасности. |
Измерительный контроль. Проверка перемещения и проворачивание. |
Штангенциркуль ШЦ-I-125-0,1-1. |
Опиловка, зачистка. |
Скольжение валика по шпонкам и проворачивание рычагов должно происходить свободно, без заеданий. Ход из «рабочего положения»в каждую сторону должен быть не меньше 28 мм. |
|
- |
Тугое перемещение рычагов поз. 8, рисунок 7.23 в сторону переднего и заднего бойка. |
Контрольное перемещение рычагов. |
- |
Зачистка, шлифование сопрягаемых поверхностей валика поз. 3 и втулок поз. 4. |
Отсутствие заеданий при перемещении валика в различные положения, свободный возврат рычагов в рабочее положение. |
|
- |
Дефекты крепёжных деталей. |
См. карту 27. |
- |
- |
См. карту 27. |
|
- |
Дефекты, остаточная деформация пружины поз. 12 рисунка 7.23. |
См. карту 35. |
- |
- |
См. карту 35. |
7.25 Сервомотор автозатвора свежего пара (карты 42 - 45)
Нормы зазоров (натягов) - таблица Б.22
Черт. А-1152681

Радиальные зазоры заданы на диаметр
Рисунок 7.25 - Сервомотор автозатвора свежего пара
7.26 Сервомотор регулирующих клапанов ЦВД (карты 42 - 45)
Нормы зазоров (натягов) - таблица Б.23
Черт. А-1259915
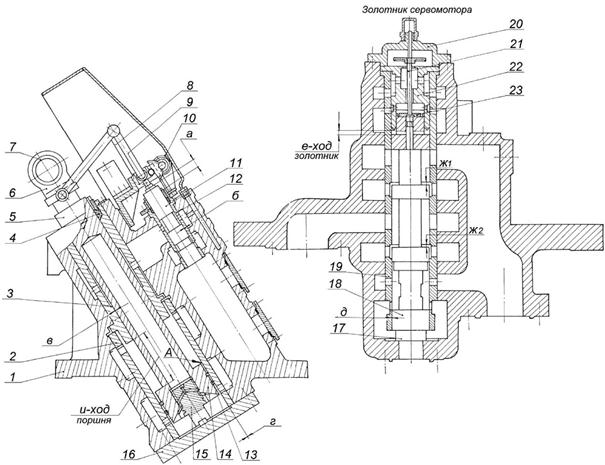
Радиальные зазоры заданы на диаметр
Рисунок 7.26 - Сервомотор регулирующих клапанов ЦВД
7.27 Сервомотор регулирующих клапанов ЧСД ЦНД (карты 42 - 45)
Нормы зазоров (натягов) - таблица Б.24
Черт. А-1131833, 1331297

Радиальные зазоры заданы на диаметр
Рисунок 7.27 - Сервомотор регулирующих клапанов ЧСД ЦНД
7.28 Сервомотор ЦНД (карты 42 - 45)
Нормы зазоров (натягов) - таблица Б.25
Черт. 1272420, 1340505
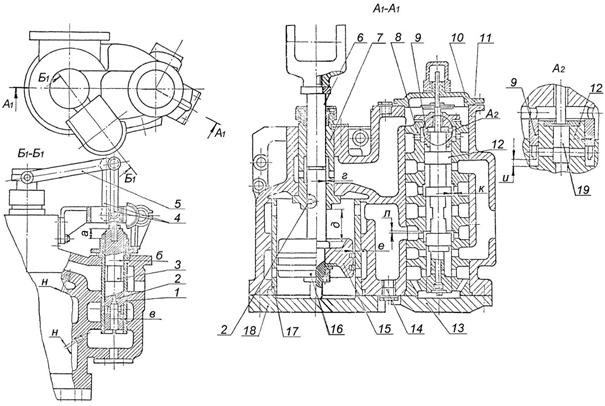
Радиальные зазоры заданы на диаметр
Рисунок 7.28 - Сервомотор ЦНД
Золотники и буксы сервомоторов

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, задиры, следы износа на рабочих поверхностях золотников и букс. Отклонение от круглости, цилиндричности. |
Визуальный контроль. Измерительный контроль твердости азотированных поверхностей. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-ШЦ. Твердомер ТВ8-2000HV. |
1. Зачистка бруском, шлифовальной шкуркой. 2. Шлифование, полирование. 3. Замена. |
1. Параметр шероховатости 0,8. Допускаются отдельные риски: поперечные глубиной до 0,2 мм, продольные до 0,1 мм, не более двух на каждой рабочей поверхности. 2. Допуск круглости и цилиндричности 0,02 мм по всей длине. 3. Зазоры см. табл. Б.22 - Б.25. 4. Твердость азотированных поверхностей не должна быть ниже 570HV. |
|
Б |
Притупление отсечных кромок. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Шлифование торцовых поверхностей золотника, опиловка торцовых поверхностей окон буксы. 2. Замена. |
Кромки должны быть острыми, но без заусенцев. Уменьшение размера перекрыши между золотником и буксой в пределах допуска зазоров см. табл. Б.22 - Б.25. |
|
- |
Нарушение неподвижной посадки пробок поз. 12 рисунка 7.27, поз. 2 рисунка 7.28, шайбы поз. 21 рисунка 7.25, упора поз. 15 рисунка 7.26. |
Визуальный контроль. Проверка затяжки. |
- |
Затяжка. Кернение. |
Торцовая поверхность пробок должна быть углублена в охватывающей детали на 0,5 - 1 мм. Кернение не менее чем в 2-х точках. |
|
- |
Засорение, уменьшение размера калиброванный отверстий в пробках поз. 12 рисунка 7.27, поз. 2 рисунка 7.28, шайбе поз. 21 рисунка 7.25. |
Визуальный контроль. Проверка калиброванным прутком. |
Пруток, мм Диаметром |
1. Продувка сжатым воздухом. 2. Очистка. 3. Развёртывание. |
Засорение отверстий не допускается. |
|
В |
Риски, натиры на сопрягаемых поверхностях шаровых упоров. |
Визуальный контроль. |
Лупа ЛП1-4х. Образец шероховатости 0,4-ШЦ. |
Зачистка, полировка. |
Дефекты не допускаются. Параметр шероховатости 0,4. |
|
- |
Выкрашивание, смятие, уменьшение профиля резьбы, см. карту 34. |
- |
- |
- |
- |
|
- |
Биение поверхности, нарушение затяжки и стопорения стержня поз. 21 рисунка 7.26, поз. 15 рисунка 7.27, поз. 19 рисунка 7.28. |
Проверка биения. Проверка затяжки и стопорение. |
Индикатор ИЧ10Б кл. 0. |
Замена стержня. |
Допуск биения 0,1 мм. |
Штоки и поршни сервомоторов
Штоки: поз. 15 рисунка 7.25, поз. 14 рисунка 7.26, поз. 6 рисунка 7.27, поз. 6 рисунка 7.28
Поршни: поз. 19 рисунка 7.26, поз. 15 рисунка 7.28
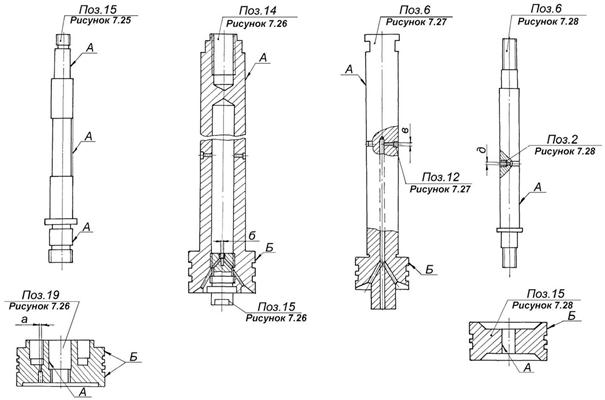
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, задиры, следы изнашивания поверхности штока. |
Визуальный контроль. Измерительный контроль. Измерение твердости азотированной поверхности. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-ШЦ. Микрометр МК 100-1; МК 125-1; МК 150-1; МК 175-1. Твердомер ТВ8-2000НV. |
1. Зачистка, шлифование мест дефектов. 2. Точение, шлифование с заменой втулок. |
1. Допускаются зачищенные места дефектов глубиной до 0,2 мм, не более, чем на 5 % поверхности. 2. Допускаемое уменьшение диаметра на 1 мм от размера чертежа. 3. Параметр шероховатости 0,8. 4. Твердость азотированных поверхностей не ниже 570 НV. |
|
Б |
Риски, задиры, следы изнашивания поверхности поршня. |
Визуальный контроль. Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-ШЦ. Микрометр МК 200-1; МК 275-1; МК-400-1. |
1. Зачистка, шлифование мест дефектов. 2. Замена. |
1. Допускаются зачищенные места дефектов не более чем на 10 % поверхности. 2. Параметр шероховатости 0,8. Зазоры см. табл. Б.22 - Б.25. |
|
Засорение, уменьшение отверстий для выпуска воздуха в поршнях сервомоторов поз. 19 рисунка 7.25, поз. 14 рисунка 7.26, поз. 6 рисунка 7.27 и в пробках поз. 15 рисунка 7.26, поз. 12, рисунка 7.27, поз. 2, рисунка 7.28. |
Визуальный контроль. Проверка калиброванным прутком. |
Пруток, мм Диаметром |
1. Продувка сжатым воздухом. 2. Прочистка калиброванным прутком Диаметром 0,1 мм. 3. Развёртывание. |
Дефект не допускается. |
Кольца поршневые

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Деформация, отклонение от плоскостности торцовых поверхностей. |
Проверка на плите. |
Плита 2-1-1000´630. Набор щупов ДПУ-0,1-1-УХЛ2. |
1. Пригонка и притирка с проверкой по краске. |
Щуп 0,05 мм по всему периметру проходить не должен (допускается прижатие силой до 50 Н). |
|
Б |
Деформация нарушение прилегания у поверхности расточки. |
Контрольная установка в расточке. Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Пригонка с проверкой по краске. 2. Замена. |
Щуп 0,08 мм проходить не должен при проверке с обеих сторон. |
|
В |
Нарушение взаимного прилегания концевых частей. |
Проверка зазора. |
Набор щупов № 2 кл. 1. |
Пригонка. |
Щуп 0,03 мм проходить не должен (допускается прижатие силой до 50 Н). |
|
Г |
Задиры, забоины, выкрашивание кромок колец. |
Визуальный контроль. |
Лупа ЛП1-4х. |
1. Опиловка, зачистка. 2. Замена. |
Допускается увеличение фаски до 0,8 мм´45°. |
|
Д |
Задиры, забоины, выкрашивание радиусных кромок колец. |
Визуальный контроль. |
Лупа ЛП1-4х. Радиусный шаблон, набор № 1. |
1. Опиловка, зачистка. 2. Замена. |
Допускается увеличение скругления до 1,2 мм. |
Детали сервомоторов и требования к их сборке. Рисунки 7.25 - 7.28
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Нарушение прилегания крышек, фланцев, забоины, риски, общее изнашивание. |
Визуальный контроль. Проверка прилегания по краске. |
- |
Шабрение. |
Прилегание по замкнутому периметру на 80 % общей площади. Допускаются концентричные риски, не выводящие жидкость в зону понижения давления. |
|
А |
Риски, задиры, следы изнашивания поверхности расточки рисунки 7.25 - 7.28 Отклонение от круглости цилиндричности. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-Р. Нутромер НМ 600. |
1. Зачистка мест дефектов. 2. Расточка внутреннего диаметра (с заменой или пригонкой поршневых колец). 3. Замена корпуса сервомотора. |
1. Допускаются зачищенные места дефектов глубиной до 0,1 мм, не более чем на 5 % поверхности. 2. Допускаемое увеличение диаметра 0,4 мм от размера по чертежу. Допускаемые зазоры см. табл. Б.22 - Б.25. Параметр шероховатости 0,8. 3. Допуск круглости 0,05 мм. Допуск цилиндричности 0,1 мм. |
|
- |
Риски, задиры, изнашивание контактных поверхностей осей и рычагов поз. 8, 10, 11, 13 рисунка 7.25, поз. 8, 9 рисунка 7.26 поз. 8, 9 рисунка 7.27. |
Визуальный контроль. Контрольное перемещение, проворачивание. Измерение люфта. |
Лупа ЛП1-4х. Образцы шероховатости 0,8-Т. Индикатор ИЧ10Б кл. 0. |
1. Зачистка мест дефектов. 2. Замена. |
Параметр шероховатости 0,8. Суммарный люфт не более 0,2 мм. |
|
- |
Дефекты, остаточная деформация пружины. |
См. карту 35. |
- |
- |
См. карту 35. Уменьшение свободной длины пружины компенсировать установкой дистанционных колец. При испытании должны выполняться характеристики сервомотора. |
|
- |
Дефекты подшипников качения. |
См. карту 36. |
- |
- |
См. карту 36. |
|
- |
Дефекты, остаточная деформация поршневых колец. |
См. карту 44. |
- |
- |
См. карту 44. |
|
- |
Дефекты крепёжных изделий. |
См. карту 27. |
- |
- |
См. карту 27. |
|
- |
Трещины, рванины, снижение упругости тарельчатых пружин поз. 22 сервомотора рисунка 7.25. |
Визуальный контроль. Снятие характеристик сервомотора и комплекта пружин. |
Лупа ЛП1-4х. |
Замена. |
- |
|
- |
Тугое перемещение штока с поршнем и поршневыми кольцами в корпусе сервомотора без пружин. |
Контрольная сборка и перемещение. |
- |
1. Очистка, зачистка. 2. Замена поршневых колец и штока. |
Шток с поршнем и поршневыми кольцами, смазанный турбинным маслом, вставленный в корпус, при незатянутом уплотнении, должен свободно перемещаться под действием своего веса на полную величину хода между упорами. |
|
- |
Тугое перемещение золотника, подвижной буксы в буксе (корпусе). |
Контрольная установка и перемещение. |
Микрометр МК 50-1; МК 75-1. Нутромер НМ 75; НМ 175. |
1. Очистка, зачистка. 2. Замена. |
Золотник, подвижная букса, смазанные турбинным маслом, вставленные в буксу (корпус), должны опускаться под действием своего веса при любом положении по углу. |
|
- |
Нарушение нулевого показания по шкале хода сервомотора. |
Визуальный контроль. |
- |
Перестановка шкалы или указателя хода сервомотора. |
Начальная установка штоков и поршней сервомоторов, собранных с клапаном, соответствует нулевому показанию по шкале. |
|
- |
Увеличенный (уменьшенный) зазор «и» рисунок 7.25. |
Измерительный контроль. |
Штангенглубиномер ШГ-400-0,1. Штангенциркуль ШЦ-I-125-0,1-1. |
Подрезка дистанционных скоб, установка шайб на штоках и тягах сервомоторов. |
Зазор «и» см. табл. Б.22. |
7.29 Колонки и рычаги регулирующих клапанов (карта 46)
Нормы зазоров (натягов) - таблица Б.26
Черт. Б1171310, Б-1185700, Б-1185701, Б-1185702

Радиальные зазоры заданы на диаметр
Рисунок 7.29 - Колонки и рычаги регулирующих клапанов
Колонки и рычаги регулирующих клапанов. Рисунок 7.29
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Риски, задиры, изнашивание поверхностей пальцев и втулок поз. 15, 16. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Микрометр МК 50-1. Нутромер индикаторный НИ 18-50-1. |
1. Зачистка, полирование. 2. Замена. |
Допускается не более 4-х рисок глубиной до 0,2 мм, зачищенные места дефектов глубиной до 0,2 мм не более 10 % каждой поверхности. Зазоры см. табл. Б.26. |
|
- |
Дефекты подшипников шарнирных, игольчатых, роликовых. Износ посадочных поверхностей. |
См. карту 36. Измерение посадочного диаметра. |
Микрометр МК 50-1; МК 75-1. |
Замена. |
См. карту 36. Зазоры см. табл. Б.26. |
|
- |
Риски, задиры, потеря прилегания поверхностей прижимных колец поз. 2, сопрягаемых с рамкой поз. 1. |
Визуальный контроль. Проверка прилегания по краске. |
Лупа ЛП1-4х. Образец шероховатости 0,4-ШЦ. |
Опиловка, притирка, полирование. |
Полное прилегание. Параметр шероховатости поверхности 0,4. |
|
- |
Дефекты, остаточная деформация пружин. |
См. карту 35. |
- |
- |
См. карту 35. Уменьшение свободной длины пружины компенсировать установкой дистанционных колец. |
|
- |
Износ сопрягаемых поверхностей опорных подушек поз. 4, 8 и скалки поз. 6. |
Визуальный контроль. |
Лупа ЛП1-4х. Образец шероховатости 0,4-ШЦВ |
Опиловка, Полирование. |
Прилегание не менее 80 % поверхности. Параметр шероховатости поверхности 0,4. |
|
- |
Нарушение зазора «г» в соединении колонки с клапаном. |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
- |
Допустимый зазор см. табл. Б.26. |
|
А |
Уменьшенный зазор. |
- |
- |
- |
|
|
Б |
Увеличенный зазор. |
- |
- |
2. Опиловка, шабрение поверхности Б, шайбы поз. 3. |
- |
|
- |
Дефекты крепёжных изделий. |
См. карту 27. |
- |
- |
См. карту 27. |
|
- |
Задиры, следы изнашивания в шпоночном соединении, смятие - поверхностей стопора поз. 17 и паза колонки. |
Визуальный контроль. Измерительный контроль. |
Микрометр МК 50-1. Набор щупов № 2 кл. 1. |
1. Зачистка, опиловка. 2. Замена стопора. 3. Обработка поверхностей паза с установкой стопора увеличенной ширины и длины. |
Прилегание поверхностей должно составлять не менее 80 % каждой плоскости и распределяться равномерно. Допускаемое увеличение ширины стопора на 2 мм от номинального посадочного размера. Зазоры см. табл. Б.26. |
|
- |
Риски, задиры, заусенцы сопрягаемых поверхностей рамки поз. 1 и корпуса поз. 7, уменьшение зазора «а». |
Визуальный контроль. Измерительный контроль. |
- |
1. Зачистка, опиловка. 2. Проточка, шлифование рамки поз. 1. |
1. Допускаются отдельные продольные риски глубиной до 0,2 мм. Допускаются зачищенные места дефектов глубиной до 0,2 мм не более чем 10 % поверхности. 2. Зазоры, см. табл. Б.26. |
7.30 Кулачковое распределительное устройство ЦВД (карта 47)
Нормы зазоров (натягов) - таблица Б.27
черт. Ау-1186870
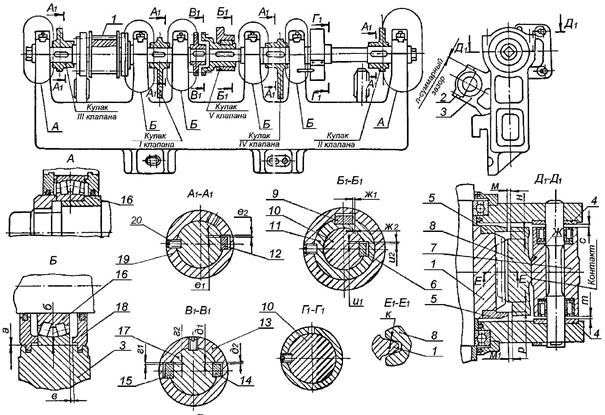
Радиальные зазоры заданы на диаметр
Рисунок 7.30 - Кулачковое распределительное устройство ЦВД
7.31 Кулачковое распределительное устройство ЦНД (карта 47)
Нормы зазоров (натягов) - таблица Б.28
черт. 1177815
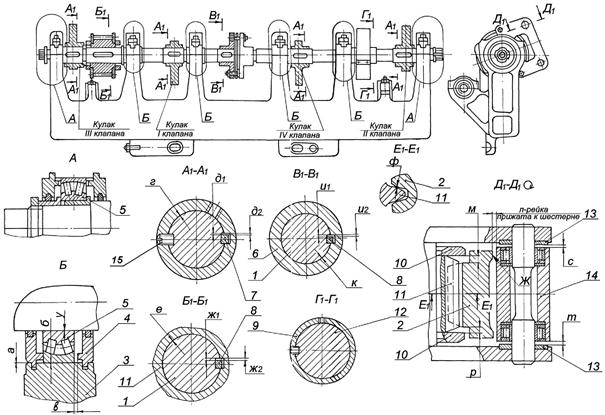
Радиальные зазоры заданы на диаметр
Рисунок 7.31 - Кулачковое распределительное устройство ЦНД
Детали кулачковых распределительных устройств ЦВД, ЦНД. Рисунки 7.30, 7.31
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Износ рабочей поверхности кулаков. Нарушение характеристик открытия клапанов. |
Проверка по шаблону. |
Шаблоны профильной части кулаков (по месту). |
1. Наплавка мест дефектов по технологии, согласованной с ЛМЗ с последующей обработкой по шаблону. 2. Замена. |
Допускаемая толщина наплавленного слоя 1,5 мм. Допускаемое отклонение профиля 2 мм с окончательной проверкой по характеристике парораспределения. |
|
- |
Смещение кусков от первоначального положения, неравномерный износ кулаков. |
Визуальный контроль. |
- |
Проверка стопорения винтами поз. 20, рис 7.30, поз. 15 рисунка 7.31. |
- |
|
- |
Изнашивание посадочной поверхности кулачковых валов поз. 10, 17 рисунка 7.30, поз. 1,12 рисунка 7.31 под подшипники. |
Визуальный контроль. Измерительный контроль. |
Образец шероховатости 0,8-ШЦ. Микрометр МК 100-1; МК 75-1. |
1. Наплавка по технологии, согласованной с ЛМЗ с последующим шлифованием. 2. Замена. |
Толщина покрытия до 1,5 мм. Параметр шероховатости поверхности 0,8 |
|
- |
Дефекты зубчатого соединения шестерни поз. 1 с рейкой поз. 8, рисунка 7.30, поз. 11, 2 рисунка 7.31. |
См. карту 34. |
См. карту 34. Набор щупов № 2 кл. 1. |
Способы ремонта в соответствии с картой 34. |
См. карту 34. Зазор «к» см. табл. Б.27. Зазор «ф» см. табл. Б.28. |
|
- |
Дефекты подшипников, в том числе: 1) деформация наружной обоймы, увеличение наружного диаметра подшипника. |
Измерительный контроль. Контрольное проворачивание. |
Микрометр МК 200-1. |
1. Шлифование наружного диаметра подшипника. 2. Замена. |
Обоймы, установленные на место должны свободно проворачиваться. Диаметр наружной обоймы подшипника поз. 19 рисунка 7.30 Диаметром Диаметром |
|
- |
2) деформация внутренней обоймы, изнашивание внутренней поверхности подшипников. |
Измерительный контроль. |
Нутромер НИ 50-100-1. |
Замена. |
Диаметр внутренней обоймы подшипника поз. 19 рисунка 7.30 Диаметром Диаметром |
|
- |
Увеличенный (уменьшенный) разбег подшипников поз. 19 рисунка 7.30, поз. 5 рисунка 7.31. |
Проверка зазоров. |
Набор щупов № 2 кл. 1. |
1. Изменение разбега за счёт обработки дистанционных втулок и колец. 2. Замена указанных деталей. |
|
|
- |
Дефекты крепёжных изделий. |
См. карту 27. |
См. карту 27. |
Способы ремонта в соответствии с картой 27. |
См. карту 27. |
|
- |
Нарушение начального показания стрелки указателя поворота вала. |
Визуальный контроль. |
- |
Переустановка барабана указателя поворота кулачкового вала. |
Стрелка и барабан должны быть установлены так, чтобы 16° по шкале барабана соответствовали началу подъёма первого клапана. |
7.32 Клапан автоматического затвора (карты 48 - 52)
Нормы зазоров (натягов) - таблица Б.29
Черт. 1157612, 1275254
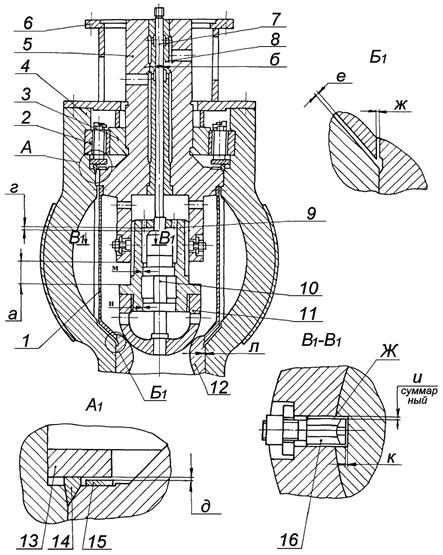
Радиальные зазоры заданы на диаметр
Рисунок 7.32 - Клапан автоматического затвора
7.33 Клапаны регулирующие ЦВД № 1, № 3, № 4 (карты 48 - 50, 52)
Нормы зазоров (натягов) - таблица Б.30
черт. В-1171282, 1171316

Радиальные зазоры заданы на диаметр
Рисунок 7.33 - Клапаны регулирующие ЦВД № 1, № 3, № 4
7.34 Клапан регулирующий ЦВД № 2 (карты 48 - 50, 52)
Нормы зазоров (натягов) - таблица Б.31
черт. Б-1133493
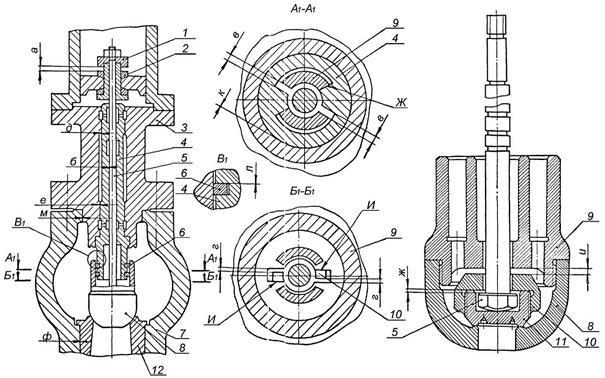
Радиальные зазоры заданы на диаметр
Рисунок 7.34 - Клапан регулирующий ЦВД № 2
7.35 Клапан перегрузочный (карты 48 - 50, 52)
Нормы зазоров (натягов) - таблица Б.32
черт. Б-1206503
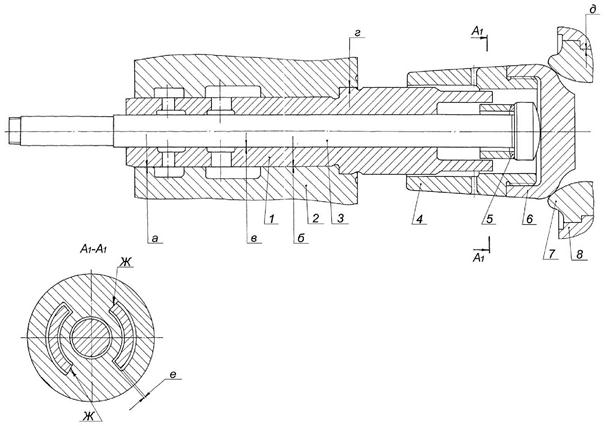
Радиальные зазоры заданы на диаметр
Рисунок 7.35 - Клапан перегрузочный
7.36 Клапаны регулирующие ЦНД (карты 48 - 50, 52)
Нормы зазоров (натягов) - таблица Б.33
Черт. B-1165284, В-1165285

Радиальные зазоры заданы на диаметр
Рисунок 7.36 - Клапаны регулирующие ЦНД
Крышки клапанов поз. 5 рисунка 7.32; поз. 2 рисунка 7.35; поз. 3 рисунка 7.36

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Изменение внутреннего диаметра буксы поз. 8 рисунка 7.32, поз. 5 рисунка 7.33, поз. 4 рисунка 7.34, поз. 1 рисунка 7.35, поз. 4 рисунка 7.36. |
- |
- |
- |
- |
|
- |
1) Уменьшение внутреннего диаметра буксы. |
Измерительный контроль. |
Нутромер НИ 18-50-1. |
Очистка, зачистка, хонингование. |
Уменьшение внутреннего диаметра буксы от номинального размера по чертежу не допускается. |
|
- |
2) Увеличение внутреннего диаметра буксы. |
Измерительный контроль. |
Нутромер НИ 18-50-1. |
Замена буксы. |
Для регулирующих клапанов допускается увеличение диаметра на 0,5 мм от номинальной величины на глубину 100 мм от нижнего торца. Зазоры см. табл. Б.29 - Б.33. |
|
Б |
Риски, задиры, забоины, нарушение прилегания. |
Визуальный контроль. Проверка прилегания к корпусу по краске. |
Линейка ЩД-0-630. Образцы шероховатости 0,8-ТТ. |
1. Зачистка, шабрение. 2. Наплавка по технологии, согласованной с ЛМЗ, точение, притирка. |
1. Параметр шероховатости 0,8. 2. Прилегание должно быть по всему периметру и составлять не менее 80 % поверхности. |
|
В Г Ж |
Задиры, забоины. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Нутромер НМ 600. Микрометр МК 250-1; МК 300-1. Образцы шероховатости 0,8-Т. |
1. Опиловка. 2. Наплавка по технологии, согласованной с ЛМЗ, точение. |
1. Параметр шероховатости 0,8. 2. Величину зазора с сопрягаемой деталью см. табл. Б.29 - Б.33. |
|
Д |
Риски, задиры, забоины, волнистость поверхности. |
Визуальный контроль. Проверка прилегания по краске с корпусом колонки. |
Плита 1-0-1000´630. Набор щупов № 2 кл. 1. Образцы шероховатости 0,8-ШП. |
1. Зачистка. 2. Шабрение. |
1. Параметр шероховатости 0,8. 2. Щуп 0,07 мм по всему периметру проходить не должен. Прилегание должно быть по периметру и составлять не менее 80 % поверхности. |
|
- |
Потеря плотности посадки буксы. |
Визуальный контроль Обстукивание буксы молотком. |
- |
Замена буксы. |
Начеканка металла крышки на буксу должна быть в четырех противоположных местах на длине 30 мм. |
|
- |
Неперпендикулярность поверхностей Б относительно поверхности А. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. |
Точение поверхности Б. |
Неперпендикулярность поверхностей Б относительно поверхности А не более 0,2 мм. |
|
- |
Увеличенное биение поверхности В относительно поверхности А. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. |
Точение поверхности В. |
Биение поверхности В относительно поверхности А не более 0,02 мм. Зазоры в сопряжениях по соответствующим поверхностям не должны превышать допустимых. Зазор «г» см. табл. Б.30, зазор «м» - табл. Б.31, «и» - табл. Б.33. |
Корпусы клапанов поз. 4, 12 рисунка 7.32; поз. 7, 10 рисунка 7.36

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Трещины на наружных и внутренних поверхностях корпуса клапана. |
Зачистка, Визуальный контроль, травление, МПД. |
Лупа ЛП1-4х. |
1. Выборка трещин глубиной до 10 % толщины стенки. 2. Выборка и заварка трещин в соответствии с РД 108.021.112 [1]. |
1. Допускаемые размеры трещин, оставляемых без выборки и размеры выборок, оставляемых без заварки, определяются по рекомендациям СТО 70238424.27.100.005-2008. 2. Трещины в наплавленном металле, в сварных швах и околонаплавочных зонах не допускаются. |
|
В |
Трещины седла поз. 12 рисунка 7.32, поз. 8 рисунка 7.33, поз. 12 рисунка 7.34, поз. 7 рисунка 7.35, поз. 10 рисунка 7.36. |
Зачистка, Визуальный контроль, Травление. |
Лупа ЛП1-4х. |
Замена. |
Трещины не допускаются. |
|
В |
Риски, эрозионное изнашивание, смятие посадочной поверхности седла: |
Визуальный контроль. Проверка прилегания клапана к седлу по краске. |
Лупа ЛП1-4х. Твердомер TB8 ... 2000HV. |
- |
Дефекты поверхности, разрушение азотированного слоя не допускаются. Твердость посадочной поверхности В должна быть не ниже 570HV. |
|
- |
1) В пределах азотированного слоя. |
- |
Калибр (по месту). |
1. Пригонка, притирка по калибру. |
- |
|
- |
2) С разрушением азотированного слоя. |
- |
- |
2. Замена. |
- |
|
- |
Нарушение посадки и выпрессовка седла. |
Визуальный контроль. Обстукивание седла молотком. |
- |
Наплавка поверхности седла по технологии, согласованной с ЛМЗ, с последующей мехобработкой, информационное письмо № 36-20 (Приложение И). |
Посадка седла в пределах допуска чертежа. |
|
Г |
Задиры, волнистость поверхности. |
Визуальный контроль. Проверка по краске. Измерительный контроль. |
Образцы шероховатости 0,8-ШП. Линейка ШД-0-630. Плита 2-1-1600´1000. |
Зачистка, шабрение. |
1. Параметр шероховатости 0,8. 2. Прилегание должно быть по периметру и составлять не менее 80 % поверхности. |
|
Д |
Задиры, забоины, износ. |
Визуальный контроль. |
Образцы шероховатости 0,8-ШЦ. Лупа ЛП1-4х. |
1. Опиловка, зачистка. 2. Наплавка по технологии, согласованной с ЛМЗ, с последующей мехобработкой. |
1. Параметр шероховатости 0,8. 2. Величину зазора с сопрягаемой деталью см. табл. Б.29 - Б.33. |
|
- |
Неперпендикулярность поверхностей Г относительно оси седла. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 0. |
Точение поверхности Г. |
Неперпендикулярность поверхностей Г относительно оси седла не более 0,05 мм. |
Клапаны со штоками. Поз. 9 рисунка 7.32; поз. 8 рисунка 7.34; поз. 6 рисунка 7.36
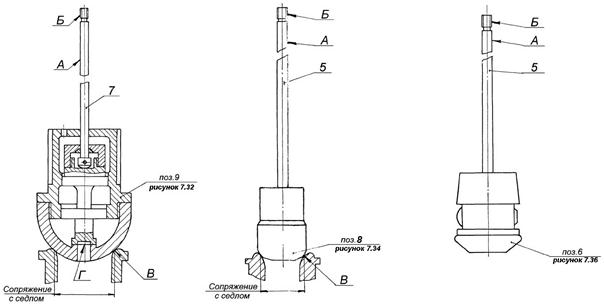
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, задиры, общее изнашивание рабочей поверхности штока поз. 7 рисунка 7.32, поз. 6 рисунка 7.33, поз. 5 рисунка 7.34, поз. 3 рисунка 7.35, поз. 5 рисунка 7.36. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Микрометр МК 25-1 МК 50-1. Образцы шероховатости 0,8-ШЦ. Твердомер ТВ 8 ... 2000 HV. |
- |
1. Параметр шероховатости 0,8. 2. Разрушение азотированного слоя не допускается. Твёрдость HV30 ³ 500. 3. Уменьшение диаметра в пределах допуска зазоров см. табл. Б.29 - Б.33. |
|
1) В пределах азотированного слоя. |
Зачистка, шлифование. |
||||
|
2) С разрушением азотированного слоя. |
Замена. |
||||
|
- |
Трещины. |
Визуальный контроль. МПД. |
Лупа ЛП1-4х. |
Замена штока. |
Трещины не допускаются. |
|
- |
Искривление штока. |
Проверка радиального биения |
Индикатор ИЧ10Б кл. 0. |
Замена. |
Допуск радиального биения штока клапана автоматического затвора 0,05 мм, остальных штоков клапанов 0,1 мм. |
|
Б |
Выкрашивание, смятие, уменьшение профиля резьбы. |
Визуальный контроль. Измерительный контроль. |
Лупа ЛП1-4х. Резьбовый шаблон Набор М 60° Набор щупов № 2 кл. 1. |
Замена. |
Выкрашивание, смятие резьбы не допускается. Уменьшение толщины профиля резьбы 0,2 мм. Остальные требования см. карту 27. |
|
В |
Риски, забоины, смятие посадочной поверхности клапана |
Проверка прилегания клапана к седлу. Визуальный контроль. |
Лупа ЛП1-4х. Образцы шероховатости 1,6-Т. |
- |
1. Следы дефектов, разрушение азотированного слоя не допускаются. 2. Параметр шероховатости 1,6. 3. Полное прилегание к седлу. |
|
- |
1. В пределах азотированного слоя. 2. С разрушением азотированного слоя. |
- |
- |
1. Опиловка, зачистка, бруском с проверкой по калибру. 2. Замена. |
- |
|
- |
Потеря подвижности штока в клапане. Уменьшение зазора «ж» рисунка 7.34. |
Проверка перемещения. Измерительный контроль. |
Штангенглубиномер ШГ-160-01. |
1. Налив керосина и расхаживание. 2. Разборка, зачистка, пригонка, сборка. |
Свободное перемещение штока на величину зазора, см. табл. Б.31. |
|
Г |
Риски, смятие, эрозионное изнашивание поверхности разгрузочного клапана поз. 11 рисунка 7.34. |
Визуальный контроль. Проверка в сборе с тарелкой клапана наливом керосина. |
Образцы шероховатости 0,8-ТТ. |
1. Притирка. 2. Точение, притирка. |
Параметр шероховатости 0,8. При проверке наливом керосина протечка в течение 20 мин. не допускается. |
|
И |
Риски, забоины, эрозионное изнашивание. |
Визуальный контроль. Измерительный контроль. |
Образец шероховатости 1,6-Т. Лупа ЛП1-4х. Набор щупов № 2, кл. 1. |
1. Опиловка, зачистка. 2. Наплавка, опиловка, зачистка. |
1. Параметр шероховатости поверхности 1,6. 2. Одновременное прилегание противоположных плоскостей к боковым направляющим поверхностям шпонки. Величину зазора с сопрягаемой деталью см. табл. Б.31. |
Сито паровое поз. 1, рисунок 7.32
Количество на изделие, шт. - 1

|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Задиры, забоины. Трещины. |
Визуальный контроль. При необходимости УЗК. |
Образец шероховатости 3,2-Т. Лупа ЛП1-4х. Дефектоскоп УД2-12. |
Опиловка, зачистка. 1. Выборка трещин, заварка по технологии, согласованной с ЛМЗ, восстановление отверстий. 2. Замена. |
Параметр шероховатости 3,2. 1. Наличие трещин недопустимо. 2. Поверхность сварных швов не более 20 % общей площади. |
|
- |
Рванины. Разрушение. |
Визуальный контроль. |
- |
Замена. |
- |
|
Б |
Деформация с уменьшением посадочного диаметра. |
Измерительный контроль. |
Нутромер НМ 1250. Штангенциркуль ШЦ-III-320-1000-0,1-1. |
1. Протачивание. 2. Замена. |
Сито должно свободно устанавливаться в корпусе. Зазоры «е», «ж» см. табл. Б.29. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
В |
Нарушение прилегания клапана к седлу. |
Проверка графитом или по краске. |
- |
1. Опиловка, зачистка брусками. 2. Притирка по сопрягаемой поверхности: клапан на пружинной подвеске. |
Прилегание по периметру при различных круговых положениях клапана с последующей проверкой паровой плотности клапана. |
|
Ж И |
Риски, задиры, нарушение прилегания деталей клапанов рисунки 7.32 - 7.36. |
Визуальный контроль. Проверка по краске. Измерительный контроль. |
Штангенциркуль ШЦ-I-125-0,1-1. Набор щупов № 2 кл. 1. Образец шероховатости 1,6-ШТ. |
1. Зачистка, опиловка, механическая обработка. 2. Замена деталей с последующей пригонкой. |
Параметр шероховатости 1,6. Допускаются риски глубиной до 0,5 мм не более 4-х на каждой поверхности. Прилегание диаметрально противоположных поверхностей А должно быть одновременным и составлять не менее 80 % каждой площади. Уступы между прилегающей и свободной частью поверхности не допускаются. Грани шпонок должны иметь фаски 2 мм´45°. Зазоры см. табл. Б.29 - Б.33. |
|
- |
Нарушение прилегания крышки к корпусу клапана. |
Проверка по краске. |
- |
Шабрение. |
Прилегание по периметру не менее 80 % поверхности. |
|
- |
Дефекты крепёжных деталей. |
См. карту 27. |
- |
- |
См. карту 27. Дополнительные требования: указанные в карте дефекты допускаются не более чем на двух шпильках; гайка, смазанная специальной смазкой, должна свинчиваться со шпильки от руки. |
|
- |
Дефекты поршневых колец поз. 6 регулирующего клапана № 2 рисунка 7.34 см. карту 44. |
- |
- |
- |
- |
|
- |
Дефекты сита парового см. карту 51. |
- |
- |
- |
- |
8 Требования к сборке и к отремонтированному изделию
8.1 Требования к собранным узлам турбоагрегата.
8.1.1 При подготовке турбины к сборке должны быть продуты воздухом Р = 0,6 МПа (6 кгс/см2) все дренажи, выведенные из внутренних полостей корпусов цилиндров и клапанов, все внутренние полости цилиндров, камер отборов, камер сопловых аппаратов и т.п. Трубопроводы и камеры, не доступные визуальному контролю, дополнительно должны быть проверены на предмет отсутствия металлических предметов электромагнитом грузоподъёмностью не менее 30 Н.
8.1.2 При сборке смазать графитом все сопрягаемые и посадочные поверхности корпусов цилиндров, обойм, диафрагм, сегментов уплотнительных колец, металлические и паронитовые прокладки, устанавливаемые на воде и паре, штоки клапанов, крепёжные изделия на выхлопных патрубках ЦНД, разъём корпусов ЦВД и ЦНД.
8.1.3 Резьбовые соединения крепёжных изделий ЦВД и ЦНД, устанавливаемых как снаружи, так и в паровом пространстве, а также посадочную поверхность призонных болтов, установленных в зоне высоких температур, рабочие поверхности подшипников качения необходимо смазать графитомедистой смазкой, дисульфидмолибденовой смазкой или смазкой на основе «гексагонального нитрита бора».
8.1.4 Посадочную поверхность призонных болтов, устанавливаемых снаружи в зоне невысоких температур, смазать олеиновой кислотой.
8.1.5 Разъёмы корпусов ЦНД (горизонтальный, разъёмы с каминами и др.) должны быть смазаны при сборке мастикой (олифа натуральная (льняная) варёная - 40 %, чешуйчатый графит - 40 %, мел - 10 %, свинцовый сурик - 10 %). Допускается использование вместо мастики специальных герметиков по согласованию с заводом-изготовителем.
8.1.6 Свинчивание шпилек разъёма ЦВД и ЦНД M76-M140 выполнить с предварительным нагревом шпилек специальными нагревателями, устанавливаемыми во внутреннее отверстие шпилек. Нагрев шпилек открытым пламенем категорически запрещается.
Контроль затяжки шпилек по удлинению производить в соответствии с рекомендациями завода-изготовителя.
8.1.7 Крутящий момент при затяжке крепёжных изделий должен быть в пределах:
|
M12 |
35 - 50 Н×м (3,5 - 5 кгс×м); |
|
M16 |
90 - 120 Н×м (9 - 12 кгс×м); |
|
M20 |
170 - 200 Н×м (17 - 20 кгс×м); |
|
М24 |
320 - 360 Н×м (32 - 36 кгс×м); |
|
М30 |
350 - 400 Н×м (35 - 40 кгс×м); |
|
М36 |
750 - 900 Н×м (75 - 90 кгс×м); |
|
M42 |
1000 - 1200 Н×м (100 - 120 кгс×м); |
|
M48 |
1400 - 1700 Н×м (140 - 170 кгс×м). |
Для повторно используемых шпилек момент затяжки увеличить от 10 до 15 %.
8.1.8 Концы шплинтов должны быть разведены и загнуты. В местах отгибов шплинтов и отгибных шайб надломы и засветления не допускаются. Не допускается установка шплинтов меньшего диаметра.
8.1.9 Новые уплотнительные прокладки не должны иметь повреждений, поверхности должны быть ровными, чистыми, без трещин, царапин, морщин, надломов, рыхлых расслоений.
На поверхности резиновых уплотнительных шнуров не должно быть трещин, пузырей, углублений, выступов, посторонних включений размером более 0,3 мм и количеством более 5 штук на метр; допускаются углубления до 0,2 мм.
8.1.10 Уплотнительные прокладки в местах, предусмотренных чертежами, следует устанавливать без применения уплотняющих веществ, поверхности натереть чешуйчатым графитом. Края прокладок не должны доходить на величину от 2 до 4 мм до внутренних краёв уплотнительных поверхностей, во избежание попадания частиц во внутренние полости.
8.1.11 Для беспрепятственного снятия и установки крышек и фланцев во время пуско-наладочных работ плотность прилегания следует обеспечивать преимущественно за счёт тщательной пригонки сопрягаемых поверхностей.
8.1.12 Уплотнительные прокладки, пружинные и стопорные шайбы, шплинты, проволока, в случае разборки соединения, подлежат обязательной замене. Поверхности прокладок должны быть ровными, чистыми, без трещин, царапин, морщин, надломов, расслоений.
8.1.13 Стыки соседних поршневых колец расположить диаметрально противоположно.
8.1.14 Паровые и масляные стыки и соединения должны быть плотными. Протечки пара и масла не допускаются.
8.1.15 Значения соосности роторов турбины и центробежного масляного насоса, роторов привода к тахометру и тахогенератора должны быть в пределах, заданных таблицами Б.9 и Б.12.
8.1.16 Все горячие поверхности турбин должны быть изолированы. Температура наружного слоя изоляции при работе турбины не должна превышать 45 °С.
8.1.17 Основные параметры и эксплуатационные характеристики отремонтированной турбины должны соответствовать показателям, указанным в паспорте (формуляре) турбины.
Показатели технической эффективности (удельный расход тепла, удельный расход пара и др.) отремонтированной турбины ПТ-80/100-130/13 ЛМЗ не должны быть хуже показателей, утверждённых в установленном порядке для данной электростанции.
8.2 Требования к взаимному положению составных частей турбоагрегата при сборке
Таблица 8.1
|
Возможный дефект |
Способ установления дефекта |
Условное обозначение средств измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Отклонение от нормативной соосности роторов (расцентровка роторов по полумуфтам). |
Измерительный контроль. |
Набор щупов № 2 кл. 1. |
1. Перемещение вкладышей подшипников турбины изменением толщины прокладок под установочными подушками или перемещением всего корпуса подшипника при больших расцентровках. |
1. См. табл. Б.7. 2. Под установочными подушками допускается устанавливать не более трех прокладок: минимальная толщина прокладок 0,1 мм. |
|
Отклонение от соосности («коленчатости») соединения муфт роторов. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
1. Относительное смещение полумуфт роторов в пределах зазоров по соединительным болтам муфт. 2. Относительное смещение полумуфт роторов, разворачивание отверстий под соединительные болты. |
Допуск соосности роторов ВД - НД при сборке муфты 0,02 мм (биение - 0,04 мм). |
|
Вибрация опор на рабочей или резонансной частоте вращения превышает нормы, установленные ГОСТ 25364. |
Исследование причин вибрации турбоагрегата. |
Виброисследовательская аппаратура. |
1. Балансировка на низкочастотном балансировочном станке 2. Распределение корректирующих масс по длине валопровода по методике балансировке многоопорных валопроводов турбоагрегатов на электростанциях. 3. Балансировка валопровода в собственных подшипниках по методике по балансировки роторов турбоагрегатов в собственных подшипниках. 4. При наличии низкочастотной составляющей вибрации: |
Вибрация не должна превышать норм, установленных ГОСТ 25364. |
|
1) обеспечение требуемых масляных зазоров в подшипниках (см. табл. Б.5, Б.6); 2) обеспечение требуемой центровки валопровода турбоагрегата, см. табл. Б.7; 3) Нормализация тепловых расширений турбины. |
||||
|
Увеличенное биение переднего конца рвд. |
Измерительный контроль. |
Индикатор ИЧ10Б кл. 1. |
Шабрение торца полумуфты РВД (РНД) или шлифовка. |
1. Допустимое биение РвД - 0,10 мм. 2. Запрещается обеспечение требуемого биения за счёт ослабления затяжки отдельных болтов муфты. |
9 Испытания и показатели качества отремонтированной турбины
Объемы, методы испытаний и сравнения показателей качества отремонтированной турбины с их нормативными и доремонтными значениями определяются в соответствии с СТО 70238454.27.040.008-2009 и, для турбин участвующих в первичном и вторичном регулировании частоты в «ЕЭС России», - стандартом организации, утвержденным приказом ОАО РАО «ЕЭС России» № 535 от 31.08.2007.
10 Требования к обеспечению безопасности
Требования к обеспечению безопасности турбины паровой ПТ-80/100-130/13 ЛМЗ определяются в соответствии с требованиями раздела 10 СТО 70238424.27.040.008-2009.
11 Оценка соответствия
11.1 Оценка соответствия осуществляется в соответствии с СТО 17230282.27.010.002-2008.
11.2 Оценка соответствия соблюдения технических требований, объема и методов дефектации, способов ремонта, методов контроля и испытаний к составным частям и турбине в целом нормам и требованиям настоящего стандарта осуществляется в форме контроля в процессе ремонта и при приемке в эксплуатацию.
11.3 В процессе ремонта производится контроль за выполнением требований настоящего стандарта к составным частям и турбине в целом при производстве ремонтных работ, выполнении технологических операций ремонта и поузловых испытаниях.
При приемке в эксплуатацию отремонтированных турбин производится контроль результатов приемо-сдаточных испытаний, работы в период подконтрольной эксплуатации, показателей качества, установленных оценок качества отремонтированных турбин и выполненных ремонтных работ.
11.4 Результаты оценки соответствия характеризуются оценками качества отремонтированной турбины и выполненных ремонтных работ.
11.5 По инициативе собственника электростанции или эксплуатирующей организации для конкретной паровой турбины может осуществляться добровольное подтверждение соответствия отремонтированной паровой турбины нормам и требованиям настоящего стандарта.
Подтверждение соответствия проводится с целью удостоверения соответствия отремонтированной паровой турбины, технических требований, объема и методов дефектации, способов ремонта, методов контроля и испытаний, составных частей и паровой турбины в целом нормам и требованиям настоящего стандарта, правильности, полноты и обоснованности применяемых методов и объема испытаний, методов оценки качества ремонта, подтверждения полученных показателей качества отремонтированной паровой турбины, удостоверения результатов оценки соответствия нормам и требованиям настоящего стандарта, условиям договора на выполнение ремонта.
Подтверждение соответствия осуществляется в форме добровольной сертификации с привлечением на договорной основе органа по добровольной сертификации, аккредитованного на данный вид деятельности Федеральным агентством по техническому регулированию и метрологии.
Порядок и процедура подтверждения соответствия устанавливается органом по сертификации.
11.6 Контроль соблюдения норм и требований настоящего стандарта осуществляют органы (Департаменты, подразделения, службы), определяемые генерирующей компанией.
11.7 Контроль соблюдения норм и требований настоящего стандарта осуществляется по правилам и в порядке, установленном генерирующей компанией.
Приложение А
(обязательное)
Таблица А.1
Приложение Б
(обязательное)
Таблица Б.1 - Корпусные части цилиндра ВД. Рисунок 7.1
Таблица Б.2 - Корпусные части цилиндра НД. Рисунок 7.2
Таблица Б.3 - Подшипники. Рисунки 7.5, 7.6, 7.7
|
Позиция сопряг, состав, части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
6 |
Кольцо упорное |
+0,1 |
+0,1 |
|
10 |
Пластина стопорная |
+0,2 |
+0,25 |
|
|
д |
3 |
Вкладыш опорно-упорного подшипника |
-0,00 |
-0,00 |
|
4 |
Обойма вкладыша № 3 |
-0,04 |
-0,03 |
|
|
и |
9 |
Подушка установочная нижняя |
+0,05 |
+0,05 |
|
1 |
Корпус подшипника |
+0,07 |
+0,07 |
|
|
к |
11 |
Подушка установочная верхняя |
-0,10 |
-0,10 |
|
1 |
Корпус подшипника |
-0,15 |
-0,30 |
|
|
л |
1 |
Корпус подшипника |
+0,01 |
+0,01 |
|
14 |
Кольцо установочное |
+0,04 |
+0,05 |
|
|
а1 |
15 |
Направляющая шпонка |
+0,04 |
+0,04 |
|
1 |
Корпус подшипника |
+0,08 |
+0,08 |
|
|
а2 |
15 |
Направляющая шпонка |
+3,0 |
не менее +3,0 |
|
1 |
Корпус подшипника |
|||
|
г1 |
8 1 |
Шпонка продольная |
+0,06 |
+0,06 |
|
Корпус подшипника |
+0,08 |
+0,12 |
Таблица Б.4 - Валоповоротное устройство. Рисунок 7.8
|
Позиция сопряг, состав, части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
1 |
Корпус |
+0,10 |
+0,10 |
|
2 |
Кольцо маслозащитное |
+0,14 |
+0,20 |
|
|
б |
3 |
Ролик |
+1,8 |
+1,8 |
|
5 |
Шестерня |
+2,5 |
+3,0 |
|
|
в |
4 |
Рычаг |
+0,10 |
+0,10 |
|
3 |
Ролик |
+0,30 |
+0,50 |
|
|
г |
6 |
Крышка |
+3,0 |
не менее +3,0 |
|
7 |
Подшипник |
+5,0 |
||
|
д |
8 |
Крышка |
+0,20 |
+0,20 |
|
9 |
Подшипник |
+0,35 |
+0,40 |
|
|
е |
15 |
Шестерня ведущая |
+0,70 |
+0,070 |
|
11 |
Шестерня на муфте |
+0,90 |
+1,2 |
|
|
ж |
15 |
Червяк |
+0,50 |
+0,50 |
|
13 |
Червячное колесо |
+0,70 |
+0,90 |
|
|
и |
5 |
Шестерня ведущая |
+4,0 |
+4,0 |
|
14 |
Mаслопровод |
+5,0 |
+6,0 |
|
|
к |
15 |
Червяк |
+2,0 |
+2,0 |
|
14 |
Mаслопровод |
+3,0 |
+4,0 |
|
|
л |
1 |
Корпус |
+0,10 |
+0,10 |
|
16 |
Ручка |
+0,20 |
+0,30 |
|
|
м |
13 |
Червячное колесо |
+0,02 |
+0,02 |
|
17 |
Шпонка |
+0,04 |
+0,05 |
|
|
н |
18 |
Вал червячного колеса |
-0,02 |
-0,01 |
|
17 |
Шпонка |
-0,03 |
-0,03 |
|
|
т |
10 |
Подшипник |
+0,30 |
+0,30 |
|
12 |
Кольцо установочное |
+0,40 |
+0,50 |
Таблица Б.5 - Цилиндр высокого давления. Рисунок 7.9
Таблица Б.6 - Цилиндр низкого давления. Рисунок 7.10
Таблица Б.7 - Валопровод турбины. Допуски центровки роторов, мм

|
Сопрягаемые роторы |
||
|
РВД-РНД |
РНД-РГ |
|
|
по данным ЛМЗ |
|
|
|
при капитальном ремонте |
|
|
|
Ориентировка сторон по виду со стороны регулятора на генератор |
||
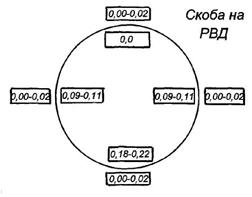
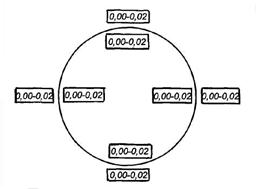
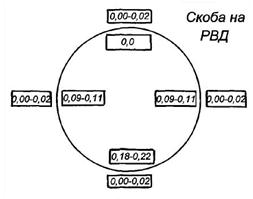
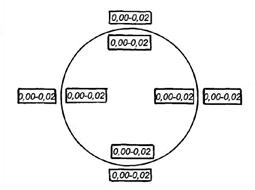
Таблица Б.8 - Центробежный масляный насос. Рисунок 7.11
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
1, 12 |
Вкладыш передний |
+0,15 |
+0,15 |
|
13 |
Ротор |
+0,21 |
+0,21 |
|
|
б |
2, 10 |
Корпус насоса |
-0,014 |
-0,01 |
|
1, 12 |
Вкладыш передний |
+0,054 |
+0,06 |
|
|
в |
2 |
Корпус насоса |
-0,012 |
-0,01 |
|
5, 6 |
Вкладыш задний |
+0,047 |
+0,06 |
|
|
г |
11 |
Кольцо уплотнительное правое |
+0,50 |
+0,68 |
|
8 |
Колесо насоса |
+0,68 |
+0,75 |
|
|
д |
5, 6 |
Вкладыш задний |
+0,15 |
+0,15 |
|
13 |
Ротор |
+0,21 |
+0,21 |
|
|
е |
2, 10 |
Корпус насоса |
-0,010 |
-0,010 |
|
1, 12 |
Вкладыш передний |
+0,115 |
+0,12 |
|
|
ж |
2, 10 |
Корпус насоса |
+0,05 |
+0,05 |
|
5, 6 |
Вкладыш задний |
+0,21 |
+0,21 |
|
|
и |
11 |
Кольцо уплотнительное правое |
+2,455 |
+3,0 |
|
8 |
Колесо насоса |
+3,295 |
+5,0 |
|
|
к |
7 |
Кольцо уплотнительное левое |
+2,360 |
+3,0 |
|
8 |
Колесо насоса |
+4,085 |
+5,0 |
|
|
л |
11 |
Кольцо уплотнительное правое |
+0,50 |
+0,50 |
|
8 |
Колесо насоса |
+0,69 |
+0,75 |
|
|
м |
13 |
Ротор насоса |
+0,07 |
+0,07 |
|
1, 12 |
Вкладыш передний |
+0,11 |
+0,11 |
|
|
н |
7 |
Кольцо уплотнительное левое |
+0,50 |
+0,50 |
|
8 |
Колесо насоса |
+0,69 |
+0,75 |
|
|
7 |
Кольцо уплотнительное левое |
+0,50 |
+0,50 |
|
|
8 |
Колесо насоса |
+0,68 |
+0,75 |
|
|
р |
2 |
Корпус насоса |
||
|
т |
8 |
Колесо насоса |
р = m |
р = m ± 0,3 |
Таблица Б.9 - Допуски центровки роторов насоса - РВД.
|
|
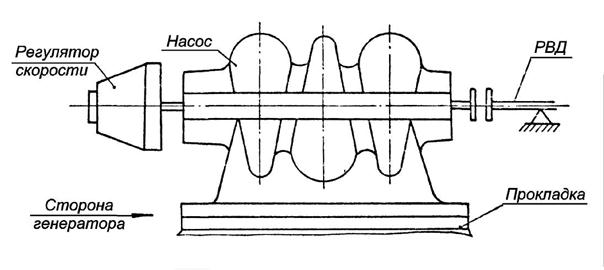
|
По данным ЛМЗ |
|
|
|
Допустимый после капитального ремонта |
1 Центровка скоба установлена на роторе насоса |
|
|
|
2. Значение центровки указаны по виду со стороны регулятора скорости на генератор |
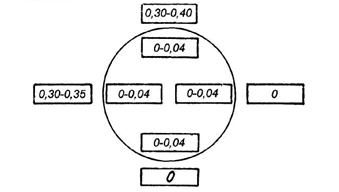
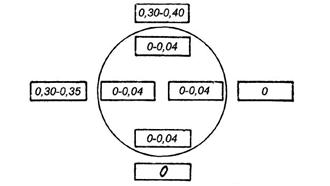
Таблица Б.10 - Mуфта зубчатая «Насос-РВД», рисунок 7.12
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
2 |
Обойма зубчатая |
+0,050 |
+0,05 |
|
1 |
Полумуфта |
+0,132 |
+0,16 |
|
|
б |
2 |
Обойма зубчатая |
+0,50 |
+0,50 |
|
1 |
Полумуфта |
+0,62 |
+0,75 |
|
|
в |
3 |
Соединительная втулка |
+0,02 |
+0,02 |
|
4 |
Шпонка |
+0,04 |
+0,04 |
|
|
г |
5 |
Вал регулятора безопасности |
-0,02 |
-0,02 |
|
4 |
Шпонка |
0,00 |
0,00 |
|
|
д |
3 |
Соединительная втулка |
+0,02 |
+0,02 |
|
4 |
Шпонка |
+0,04 |
+0,04 |
Таблица Б.11 Привод к тахогенератору (рисунок 7.14), черт. 1298834СБ
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
5 6 |
Подшипник Вал |
+0,020 |
+0,020 |
|
+0,063 |
+0,080 |
|||
|
б |
5 6 |
Подшипник Вал |
+0,020 |
+0,020 |
|
+0,063 |
+0,080 |
|||
|
в |
8 |
Шестерня ведомая |
+0,15 |
+0,15 |
|
9 |
Шестерня ведущая |
+0,25 |
+0,35 |
|
|
г |
5 |
Подшипник |
+0,20 |
+0,20 |
|
6 |
Вал |
+0,30 |
+0,35 |
Таблица Б.12 - Центровка привода к тахогенератору - тахогенератор
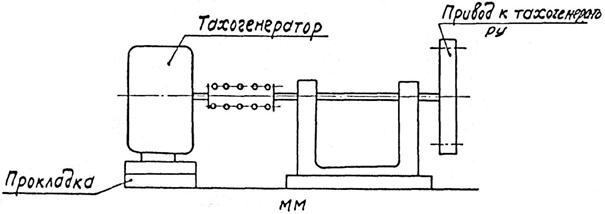
|
|
Измерение аксиальной центровки на диаметре 100 мм |
|
|
Допустимый после капитального ремонта |
|
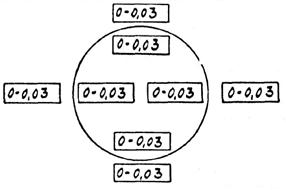
Таблица Б.13 - Блок золотников регулятора скорости, черт. 1275400 (рисунок 7.15)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
1 |
Букса Æ 50 |
+0,050 |
+0,05 |
|
2 |
Золотник Æ 50 |
+0,097 |
+0,11 |
|
|
б |
12 |
Букса Æ 100 |
+0,080 |
+0,08 |
|
13 |
Золотник Æ 100 |
+0,135 |
+0,16 |
|
|
в |
12 |
Букса Æ 100 |
+0,08 |
+0,08 |
|
13 |
Золотник Æ 100 |
+0,13 |
+0,15 |
|
|
г |
6 |
Крышка с наварышем |
+0,070 |
+0,07 |
|
13 |
Золотник Æ 100 |
+0,113 |
+0,13 |
|
|
и |
9 |
Букса |
+0,120 |
+0,12 |
|
8 |
Золотник |
+0,167 |
+0,18 |
|
|
к |
9 |
Букса |
+0,180 |
+0,18 |
|
8 |
Золотник |
+0,227 |
+0,24 |
|
|
л |
6 |
Крышка с наварышем |
+15,4 |
+15,4 |
|
13 |
Золотник |
+15,6 |
+16,0 |
|
|
н |
13 |
Золотник Æ 100 |
Н ± 0,05 |
Н ± 0,2 |
|
7 |
Регулятор скорости |
Таблица Б.14 - Золотники регулятора безопасности, черт. Б-1144030 (рисунок 7.6)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
6 |
Крышка нижняя |
+14,75 |
+14,75 |
|
5 |
Золотник |
+15,25 |
+15,50 |
|
|
б |
2 |
Упор |
+6,8 |
+6,5 |
|
1 |
Колпачок |
+7,2 |
+7,5 |
|
|
в |
3 |
Крышка верхняя |
+0,070 |
+0,07 |
|
5 |
Золотник |
+0,117 |
+0,14 |
|
|
г |
4 |
Букса |
+0,06 |
+0,06 |
|
5 |
Золотник |
+0,11 |
+0,14 |
|
|
д |
4 |
Букса |
+0,080 |
+0,080 |
|
5 |
Золотник |
+0,127 |
+0,150 |
|
|
е |
5 |
Золотник |
+0,050 |
+0,05 |
|
9 |
Золотник импульсный |
+0,093 |
+0,11 |
|
|
л |
5 |
Золотник |
2,0 |
1,5 ¸ 2,5 |
|
9 |
Импульсный золотник |
|||
|
л1 |
4 |
Букса |
5,0 |
4,5 ¸ 5,5 |
|
л2 |
5 |
Золотник |
Таблица Б.15 - Суммирующие золотники (рисунок 7.17), черт. 1340980
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
6 |
Крышка |
+4,45 |
+4,40 |
|
7 |
Золотник |
+4,55 |
+4,60 |
|
|
б |
10 |
Крышка верхняя |
+14,3 |
+14,3 |
|
11 |
Упор |
+14,7 |
+15,0 |
|
|
в |
6 |
Крышка |
+3,95 |
+3,90 |
|
7 |
Золотник |
+4,05 |
+4,10 |
|
|
г |
5 |
Букса |
+0,12 |
+0,12 |
|
7 |
Золотник |
+0,18 |
+0,21 |
|
|
д |
5 |
Букса |
+0,10 |
+0,10 |
|
7 |
Золотник |
+0,15 |
+0,18 |
|
|
е |
14 |
Букса № 1 |
+0,10 |
+0,10 |
|
13 |
Золотник № 1 |
+0,15 |
+0,18 |
|
|
и |
14 |
Букса № 1 |
+0,12 |
+0,12 |
|
13 |
Золотник № 1 |
+0,18 |
+0,21 |
|
|
к |
5 |
Букса |
+0,10 |
+0,10 |
|
7 |
Золотник |
+0,15 |
+0,18 |
|
|
л |
5 |
Букса |
+0,12 |
+0,12 |
|
7 |
Золотник |
+0,18 |
+0,21 |
Таблица Б.16 - Регулятор давления (рисунок 7.18), черт. 1358218 СБ
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
5 |
Упор |
+2,85 |
+2,85 |
|
6 |
Шток с сильфоном |
+3,15 |
+3,25 |
Таблица Б.17 - Регулятор давления (рисунок 7.19), черт. 1358440
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
5 |
Гайка накидная |
+2,85 |
+2,85 |
|
3 |
Упор |
+3,15 |
+3,20 |
|
|
д |
12 |
Пробка |
+1,25 |
+1,25 |
|
16 |
Суммирующий золотник |
+1,35 |
+1,40 |
Таблица Б.18 - Золотники электрогидравлического преобразователя (рисунок 7.20), черт. 1290162СБ
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
3 |
Букса |
+0,07 |
+0,06 |
|
2 |
Золотник № 2 |
+0,12 |
+0,14 |
|
|
б |
3 |
Букса |
+0,040 |
+0,04 |
|
2 |
Золотник № 2 |
+0,087 |
+0,10 |
|
|
в |
4 |
Фланец |
+0,040 |
+0,04 |
|
2 |
Золотник № 2 |
+0,083 |
+0,10 |
|
|
г |
5 |
Крышка верхняя |
+0,040 |
+0,04 |
|
6 |
Золотник № 1 |
+0,083 |
+0,10 |
|
|
д |
5 |
Крышка верхняя |
не менее +2,5 |
не менее +2,5 |
|
6 |
Золотник № 1 |
|||
|
е |
5 |
Крышка верхняя |
+0,07 |
+0,06 |
|
6 |
Золотник № 1 |
+0,12 |
+0,14 |
|
|
ж |
8 |
Крышка нижняя |
+0,040 |
+0,04 |
|
6 |
Золотник № 1 |
+0,083 |
+0,10 |
|
|
и |
5 |
Крышка верхняя |
+28 |
|
|
6 |
Золотник № 1 |
|||
|
к |
1 |
Крышка |
+4,5 |
+4,0 |
|
2 |
Золотник № 2 |
+7,5 |
+7,8 |
|
|
л |
8 |
Крышка нижняя |
+1,0 |
0,8 + 1,2 |
|
6 |
Золотник № 1 |
|||
|
м = д + л ход |
5 |
Крышка верхняя |
+3,1 |
+3,0 |
|
6 |
Золотник № 1 |
+3,9 |
+4,1 |
|
|
8 |
Крышка нижняя |
|||
|
н |
2 |
Золотник № 2 |
+0,05 |
+0,05 |
|
7 |
Вилка направляющая |
+0,09 |
+0,09 |
|
|
р |
2 |
Золотник № 2 |
+0,05 |
+0,05 |
|
7 |
Вилка направляющая |
+0,09 |
+0,09 |
|
|
т |
10 |
Золотник № 3 |
+32 |
|
|
9 |
Крышка |
Таблица Б.19 - Регулятор безопасности (рисунок 7.22), черт. 1275399
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
3 |
Направляющая втулка |
+0,060 |
+0,06 |
|
4 |
Боёк |
+0,118 |
+0,13 |
|
|
б |
5 |
Направляющая втулка |
+0,090 |
+0,09 |
|
4 |
Боёк |
+0,127 |
+0,15 |
|
|
в |
4 |
Боёк |
+5,4 |
+5,4 |
|
5 |
Направляющая втулка |
+5,6 |
+5,6 |
|
|
г |
1 |
Корпус |
+0,9 |
+0,9 |
|
4 |
Боёк |
+1,1 |
+1,1 |
Таблица Б.20 - Рычаги регулятора безопасности (рисунок 7.23), черт. 1308124СБ
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
г |
6 |
Втулка |
+0,15 |
+0,15 |
|
7 |
Кольцо установочное |
+0,30 |
+0,30 |
|
|
д |
5 |
Сухарь |
+0,10 |
+0,10 |
|
15 |
Скоба |
+0,15 |
+0,20 |
|
|
к |
8 |
Рычаг |
+0,8 |
+0,8 |
|
11 |
Боек |
+1,2 |
+1,2 |
|
|
л1 |
8 |
Рычаг |
+7,0 |
+7,0 |
|
л2 |
11 |
Боёк |
+8,0 |
+8,0 |
|
м |
13 |
Палец |
+0,3 |
+0,30 |
|
14 |
Втулка |
+0,4 |
+0,45 |
Таблица Б.21 - Указатели бойков регулятора безопасности, черт. 1288027СБ (рисунок 7.24)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
15 |
Шайба резиновая |
+0,8 |
+0,8 |
|
16 |
Боек |
+1,2 |
+1,2 |
|
|
б |
1 |
Серьга |
+19,5 |
+19,5 |
|
6 |
Кронштейн |
+20,5 |
+21,0 |
|
|
в |
4 |
Указатель |
+0,8 |
+0,8 |
|
5 |
Колпак |
+1,2 |
+1,2 |
|
|
е |
12 |
Шайба 16 |
+0,5 |
+0,5 |
|
11 |
Рычаг правый |
+0,6 |
||
|
ж |
11 |
Рычаг правый |
+0,5 |
+0,5 |
|
1 |
Серьга |
+0,6 |
||
|
с |
13 |
Шайба специальная |
+0,2 |
+0,2 |
|
8 |
Втулка |
+0,8 |
+0,9 |
Таблица Б.22 - Сервомотор автозатвора свежего пара, черт. A-1152681 (рисунок 7.25)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
17 |
Крышка в сборе |
+0,08 |
+0,08 |
|
15 |
Шток |
+0,13 |
+0,17 |
|
|
б |
20 |
Корпус |
+0,32 |
+0,32 |
|
19 |
Поршень |
+0,45 |
+0,54 |
|
|
в |
2 |
Букса |
+0,07 |
+0,07 |
|
1 |
Золотник |
+0,12 |
+0,14 |
|
|
г |
1 |
Золотник |
+12,5 |
+12,5 |
|
4 |
Кольцо упорное верхнее |
+13,5 |
+13,5 |
|
|
д |
3 |
Упор |
+30 |
+30 |
|
5 |
Скалка |
|||
|
ж |
12 |
Вилка |
+8,5 |
+8,5 |
|
17 |
Крышка в сборе |
+9,5 |
+9,5 |
|
|
и |
19 |
Поршень |
+14,5 |
+14,5 |
|
20 |
Корпус |
+15,0 |
+16,0 |
|
|
к |
17 |
Крышка в сборе |
+92 |
+92 |
|
15 |
Шток |
+95 |
+98 |
Таблица Б.23 - Сервомотор регулирующих клапанов ЦВД, черт. А-1259915 (рисунок 7.26)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
12 |
Букса |
+48,9 |
+48,5 |
|
11 |
Золотник Æ 80 |
+49,1 |
+49,5 |
|
|
б |
12 |
Букса |
+0,10 |
+0,10 |
|
11 |
Золотник Æ 80 |
+0,15 |
+0,18 |
|
|
в |
3 |
Втулка |
+0,11 |
+0,11 |
|
14 |
Шток с поршнем |
+0,17 |
+0,18 |
|
|
г |
2 |
Рубашка |
+0,07 |
+0,04 |
|
13 |
Кольцо поршневое |
+0,07 |
||
|
д |
19 |
Букса |
+0,20 |
+0,20 |
|
18 |
Золотник |
+0,26 |
+0,28 |
|
|
е |
22 |
Букса верхняя |
+8,4 |
+8,3 |
|
18 |
Золотник |
+8,6 |
+8,7 |
|
|
ж1 |
19 |
Букса |
+6,5 |
+6,4 |
|
18 |
Золотник |
+6,6 |
||
|
ж2 |
19 |
Букса |
+6,5 |
+6,4 |
|
18 |
Золотник |
+6,6 |
||
|
и |
3 |
Втулка |
+248 |
+248 |
|
14 |
Шток с поршнем |
+252 |
+252 |
Таблица Б.24 - Сервомотор регулирующих клапанов ЧСД, ЦНД, черт. А-1131833, 1331297 (рисунок 7.27)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
3 |
Втулка |
+0,25 |
+0,25 |
|
2 |
Золотник |
+0,30 |
+0,36 |
|
|
б |
1 |
Букса |
+0,14 |
+0,14 |
|
в |
2 |
Золотник |
+0,20 |
+0,24 |
|
г |
3 |
Втулка |
+6,5 |
+6,5 |
|
2 |
Золотник |
+6,7 |
||
|
д1 |
1 |
Букса |
+4,5 |
+4,5 |
|
д2 |
2 |
Золотник |
+4,7 |
|
|
е |
10 |
Букса |
+0,08 |
+0,08 |
|
11 |
Золотник Æ 80 |
+0,13 |
+0,16 |
|
|
ж |
7 |
Втулка |
+0,10 |
+0,10 |
|
6 |
Шток |
+0,22 |
+0,26 |
|
|
к |
11 |
Золотник Æ 80 |
+44,9 |
+44,9 |
|
10 |
Букса |
+45,1 |
+45,2 |
|
|
л |
6 |
Шток |
+249,8 |
+249,8 |
|
7 |
Втулка |
+250,2 |
+250,4 |
|
|
р |
4 |
Рубашка |
+0,18 |
+0,18 |
|
6 |
Шток |
+0,375 |
+0,45 |
Таблица Б.25 - Сервомотор ЦНД черт. 1272420, 1340505 (рисунок 7.28)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
3 |
Золотник Æ 80 |
+46 |
+45 |
|
1 |
Букса |
+48 |
+49 |
|
|
б, в |
1 |
Букса |
+0,08 |
+0,08 |
|
3 |
Золотник Æ 80 |
+0,13 |
+0,16 |
|
|
г |
7 |
Втулка |
+0,08 |
+0,08 |
|
6 |
Шток |
+0,13 |
+0,16 |
|
|
д |
7 |
Втулка |
+127 |
+126 |
|
6 |
Шток |
+129 |
+130 |
|
|
е |
17 |
Рубашка |
+0,32 |
+0,32 |
|
15 |
Поршень |
+0,45 |
+0,50 |
|
|
ж |
9 |
Втулка |
+0,25 |
+0,25 |
|
12 |
Золотник Æ 100 |
+0,30 |
+0,32 |
|
|
и |
9 |
Втулка |
+7,0 |
+6,9 |
|
12 |
Золотник Æ 100 |
+7,1 |
||
|
к |
8 |
Букса |
+0,14 |
+0,14 |
|
12 |
Золотник Æ 100 |
+0,20 |
+0,24 |
|
|
л |
12 |
Золотник Æ 100 |
+4,5 |
+4,4 |
|
8 |
Букса |
+4,6 |
Таблица Б.26 - Колонки и рычаги регулирующих клапанов (рисунок 7.29)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
7 |
Корпус колонки |
+0,40 |
+1,20 |
|
1 |
Рамка |
+0,59 |
+1,40 |
|
|
б |
1 |
Рамка |
+0,04 |
+0,04 |
|
8 |
Подушка верхняя |
+0,18 |
+0,20 |
|
|
в |
5 |
Рычаг |
0,00 |
0,00 |
|
4 |
Подушка нижняя |
+0,12 |
+0,14 |
|
|
г |
3 |
Шайба специальная |
+0,05 |
0,00 |
|
2 |
Кольцо прижимное |
+0,05 |
||
|
е |
14 |
Серьга |
+2,0 |
+2,0 |
|
ж |
5, 11 |
Рычаг |
+2,5 |
|
|
и |
13 |
Кольцо |
+0,3 |
+0,3 |
|
11 |
Рычаг |
+0,8 |
+0,9 |
|
|
л |
11 |
Рычаг |
+2,5 |
+2,5 |
|
м |
12 |
Роликоподшипник радиально-сферический 2-х рядный |
+2,8 |
|
|
н |
5 |
Рычаг |
+0,1 |
+0,1 |
|
7 |
Корпус колонки |
+0,5 |
+0,7 |
|
|
р |
15 |
Втулка |
+0,025 |
+0,03 |
|
16 |
Палец |
+0,077 |
+0,08 |
|
|
с |
1 |
Рамка |
+0,3 |
+0,3 |
|
17 |
Стопор |
+0,6 |
+0,8 |
Таблица Б.27 - Кулачковое распределительное устройство ЦВД, черт. 1186870 (рисунок 7.30)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
3 |
Корпус |
0,00 |
0,00 |
|
18 |
Крышка |
+0,12 |
+0,15 |
|
|
б |
3 |
Корпус |
-0,007 |
0,00 |
|
16 |
Роликоподшипник № 3520 |
+0,072 |
+0,08 |
|
|
в |
16 |
Роликоподшипник № 3520 |
+0,2 |
+0,2 |
|
18 |
Крышка |
+0,7 |
+0,9 |
|
|
г1 |
17 |
Вал |
0,00 |
0,00 |
|
15 |
Шпонка |
+0,09 |
+0,12 |
|
|
г2 |
13 |
Муфта |
0,00 |
0,00 |
|
15 |
Шпонка |
+0,09 |
+0,12 |
|
|
д1 |
17 |
Вал |
0,00 |
0,00 |
|
14 |
Шпонка |
+0,09 |
+0,12 |
|
|
д2 |
13 |
Муфта |
0,00 |
0,00 |
|
14 |
Шпонка |
+0,09 |
+0,12 |
|
|
е1 |
17 |
Вал |
0,00 |
0,00 |
|
12 |
Шпонка |
+0,09 |
+0,12 |
|
|
е2 |
19 |
Кулак |
0,00 |
0,00 |
|
12 |
Шпонка |
+0,09 |
+0,12 |
|
|
ж1 |
19 |
Кулак |
0,00 |
0,00 |
|
9 |
Шпонка |
+0,09 |
+0,12 |
|
|
ж2 |
11 |
Муфта |
0,00 |
0,00 |
|
9 |
Шпонка |
+0,09 |
+0,12 |
|
|
к |
8 |
Рейка |
+0,30 |
+0,30 |
|
1 |
Шестерня |
+0,85 |
+0,90 |
|
|
л |
2 |
Крышка |
+0,02 |
0,00 |
|
3 |
Корпус |
+0,04 |
+0,06 |
|
|
м |
8 |
Рейка |
+0,12 |
+0,12 |
|
м1 |
5 |
Шайба |
+0,76 |
+0,90 |
|
н |
8 |
Рейка |
не менее |
не менее |
|
5 |
Шайба |
+6,0 |
+6,0 |
|
|
р |
8 |
Рейка |
не менее |
не менее |
|
5 |
Шайба |
+6,0 |
+6,0 |
|
|
с |
7 |
Ролик |
+0,20 |
+0,20 |
|
4 |
Шайба |
+0,50 |
+0,65 |
|
|
т |
7 |
Ролик |
+0,20 |
+0,20 |
|
4 |
Шайба |
+0,50 |
+0,65 |
|
|
у |
10, 17 |
Вал |
+0,020 |
+0,02 |
|
16 |
Роликоподшипник № 3520 |
+0,075 |
+0,08 |
Таблица Б.28 - Кулачковое распределительное устройство ЦНД черт. 1177815 (рисунок 7.31)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
3 |
Корпус |
+0,00 |
+0,00 |
|
4 |
Крышка |
+0,12 |
+0,14 |
|
|
б |
3 |
Корпус |
-0,007 |
-0,007 |
|
5 |
Роликоподшипник № 3518 |
+0,072 |
+0,07 |
|
|
в |
5 |
Роликоподшипник № 3518 |
+0,5 |
+0,5 |
|
4 |
Крышка |
+1,0 |
+1,1 |
|
|
г |
- |
Кулак |
+0,000 |
+0,00 |
|
1 |
Вал |
+0,058 |
+0,06 |
|
|
д1 |
1 |
Вал |
+0,00 |
+0,00 |
|
7 |
Шпонка |
+0,09 |
+0,10 |
|
|
д2 |
- |
Кулак |
+0,00 |
+0,000 |
|
7 |
Шпонка |
+0,09 |
+0,10 |
|
|
е |
11 |
Шестерня |
+0,000 |
+0,00 |
|
1 |
Вал |
+0,058 |
+0,06 |
|
|
ж1 |
1 |
Вал |
+0,00 |
+0,00 |
|
8 |
Шпонка |
+0,09 |
+0,10 |
|
|
ж2 |
11 |
Шестерня |
+0,00 |
+0,00 |
|
8 |
Шпонка |
+0,09 |
+0,10 |
|
|
и1 |
1 |
Вал |
+0,00 |
+0,00 |
|
8 |
Шпонка |
+0,09 |
+0,10 |
|
|
и2 |
6 |
Mуфта |
+0,00 |
+0,00 |
|
8 |
Шпонка |
+0,09 |
+0,10 |
|
|
к |
6 |
Mуфта |
+0,00 |
+0,00 |
|
1 |
Вал |
+0,05 |
+0,05 |
|
|
л |
14 |
Ролик |
+0,4 |
+0,4 |
|
2 |
Рейка |
+1,5 |
+1,5 |
|
|
м |
2 |
Рейка |
не менее |
не менее |
|
10 |
Шайба |
+2,0 |
+2,0 |
|
|
р |
2 |
Рейка |
не менее |
не менее |
|
10 |
Шайба |
+2,0 |
+2,0 |
|
|
с |
14 |
Ролик |
+0,2 |
+0,2 |
|
13 |
Шайба |
+0,5 |
+0,6 |
|
|
т |
14 |
ролик |
+0,2 |
+0,2 |
|
13 |
Шайба |
+0,5 |
+0,6 |
|
|
у |
1, 12 |
Вал |
+0,020 |
+0,02 |
|
5 |
Роликоподшипник № 3518 |
+0,075 |
+0,08 |
|
|
ф |
2 |
Рейка |
+0,30 |
+0,30 |
|
11 |
Шестерня |
+0,85 |
+0,90 |
Таблица Б.29 - Клапан автоматического затвора (рисунок 7.32) черт. 1157612, 1275254
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
9 |
Корпус клапана |
+92 |
+92 |
|
5 |
Крышка |
+98 |
+100 |
|
|
б |
8 |
Букса |
+0,3 |
+0,30 |
|
7 |
Шток |
+0,4 |
+0,45 |
|
|
г |
9 |
Корпус клапана |
+9,6 |
+9,6 |
|
10 |
Клапан разгрузочный |
+10,4 |
+10,6 |
|
|
д |
13 |
Кольцо нажимное |
+0,25 |
+0,50 |
|
15 |
Кольцо подкладное |
+0,35 |
+0,60 |
|
|
е |
4 |
Коробка клапана |
+2 |
не менее +3,0 |
|
1 |
Сито паровое |
+5 |
||
|
ж |
1 |
Сито паровое |
+0,5 |
+0,5 |
|
12 |
Седло клапана |
+0,6 |
+0,8 |
|
|
и |
9 |
Корпус клапана |
+0,4 |
+0,3 |
|
16 |
Шпонка направляющая |
+0,6 |
+0,7 |
|
|
к |
16 |
Шпонка направляющая |
+1,0 |
+1,0 |
|
9 |
Корпус клапана |
+1,5 |
+1,6 |
|
|
л |
4 |
Коробка клапана |
-0,40 |
-0,40 |
|
12 |
Седло клапана |
-0,45 |
-0,45 |
|
|
м |
9 |
Корпус клапана |
+0,05 |
+0,05 |
|
10 |
Клапан разгрузочный |
+0,07 |
+0,07 |
|
|
н |
9 |
Коробка клапана |
+0,05 |
+0,05 |
|
10 |
Клапан разгрузочный |
+0,07 |
+0,07 |
Таблица Б.30 - Клапаны регулирующий ЦВД №№ 1, 3, 4 (рисунок 7.33) черт. В-1171282, B-1171316
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
7 |
Крышка клапана |
-0,07 |
-0,07 |
|
5 |
Букса |
-0,01 |
-0,01 |
|
|
б |
7 |
Крышка клапана |
-0,07 |
-0,07 |
|
5 |
Букса |
-0,01 |
-0,01 |
|
|
в |
5 |
Букса |
+0,30 |
+0,30 |
|
6 |
Шток |
+0,40 |
+0,48 |
|
|
г |
3 |
Корпус паровой коробки |
+0,075 |
+0,08 |
|
7 |
Крышка клапана |
+0,285 |
+0,30 |
|
|
д |
3 |
Корпус паровой коробки |
-0,14 |
-0,35 |
|
8 |
Седло |
-0,12 |
-0,40 |
|
|
е |
5 |
Букса |
+2,5 |
+2,5 |
|
4 |
Корпус клапана |
+3,0 |
+3,2 |
Таблица Б.31 - Клапан регулирующий ЦВД № 2 (рисунок 7.34)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
1 |
Шайба |
0,00 |
0,00 |
|
2 |
Кольцо сферическое |
+0,05 |
+0,05 |
|
|
б |
4 |
Букса |
+0,30 |
+0,30 |
|
5 |
Шток |
+0,40 |
+0,48 |
|
|
в |
9 |
Корпус клапана |
+3,0 |
+3,0 |
|
4 |
Букса |
+4,0 |
+4,0 |
|
|
г |
9 |
Корпус клапана |
+2,0 |
+2,0 |
|
10 |
Гайка разгрузочного клапана |
+2,3 |
+2,8 |
|
|
д |
3 |
Крышка клапана |
-0,07 |
-0,07 |
|
4 |
Букса |
-0,01 |
-0,01 |
|
|
е |
3 |
Крышка клапана |
-0,07 |
-0,07 |
|
4 |
Букса |
-0,01 |
-0,01 |
|
|
ж |
10 |
Гайка разгрузочного клапана |
+0,2 |
+0,20 |
|
5 |
Шток |
+0,4 |
+0,45 |
|
|
и |
9 |
Корпус клапана |
+4,0 |
+4,0 |
|
10 |
Гайка разгрузочного клапана |
+4,5 |
+5,0 |
|
|
к |
9 |
Корпус клапана |
+2,53 |
+2,53 |
|
4 |
Букса |
+3,06 |
+3,30 |
|
|
л |
4 |
Букса |
+0,015 |
+0,02 |
|
6 |
Кольцо поршневое |
+0,085 |
+0,10 |
|
|
м |
7 |
Корпус паровой коробки |
+0,075 |
+0,08 |
|
3 |
Крышка клапана |
+0,285 |
+0,30 |
|
|
ф |
7 |
Корпус паровой коробки |
-0,14 |
-0,35 |
|
12 |
Седло |
-0,12 |
-0,40 |
Таблица Б.32 - Клапан перегрузочный (рисунок 7.35)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
2 |
Крышка клапана |
-0,07 |
-0,07 |
|
1 |
Букса |
-0,01 |
-0,01 |
|
|
б |
2 |
Крышка клапана |
-0,07 |
-0,07 |
|
1 |
Букса |
-0,01 |
-0,01 |
|
|
в |
1 |
Букса |
+0,3 |
+0,30 |
|
3 |
Шток |
+0,4 |
+0,48 |
|
|
г |
2 |
Крышка клапана |
+0,12 |
+0,12 |
|
1 |
Букса |
+0,56 |
+0,56 |
|
|
д |
7 |
Седло |
-0,12 |
-0,12 |
|
8 |
Корпус клапана |
-0,10 |
-0,10 |
|
|
е |
1 |
Букса |
+1,5 |
+1,5 |
|
4 |
Корпус |
+2,0 |
+2,2 |
Таблица Б.33 - Клапаны регулирующие ЦНД, черт. В-1165284; B-1165285 (рисунок 7.36)
|
Позиция сопряг, составной части |
Наименование сопрягаемой составной части |
Размер по чертежу, мм |
Зазор (+) натяг (-), мм, допустимый после кап. ремонта |
|
|
а |
1 |
Шайба |
+0,05 |
+0,05 |
|
2 |
Кольцо сферическое |
+0,07 |
||
|
б |
4 |
Букса |
+0,30 |
+0,30 |
|
5 |
Шток |
+0,40 |
+0,48 |
|
|
в |
4 |
Букса |
+1,5 |
+1,5 |
|
9 |
Корпус клапана |
+2,0 |
+2,0 |
|
|
г |
3 |
Крышка |
-0,07 |
-0,07 |
|
4 |
Букса |
-0,01 |
-0,01 |
|
|
д |
3 |
Крышка |
-0,07 |
-0,07 |
|
4 |
Букса |
-0,01 |
-0,01 |
|
|
и |
7 |
Корпус |
+0,090 |
+0,09 |
|
3 |
Крышка |
+0,325 |
+0,35 |
|
|
к |
5 |
Шток |
+0,30 |
+0,30 |
|
8 |
Заклёпка |
+0,46 |
+0,52 |
|
|
л |
6 |
Клапан |
+0,005 |
+0,01 |
|
8 |
Заклёпка |
-0,055 |
-0,05 |
|
|
м |
6 |
Клапан |
+0,005 |
+0,01 |
|
8 |
Заклёпка |
-0,055 |
-0,05 |
|
|
н |
9 |
Корпус клапана |
+0,80 |
+0,80 |
|
4 |
Букса |
+1,00 |
+1,10 |
|
|
р |
6 |
Клапан |
+0,46 |
+0,46 |
|
5 |
Шток |
+0,93 |
+1,20 |
|
|
у |
7 |
Корпус |
-0,14 |
-0,14 |
|
10 |
Седло |
-0,12 |
-0,12 |
Приложение В
(рекомендуемое)
Перечень средств измерения, упомянутых в стандарте
Таблица В.1
Приложение Г
(обязательное)
Замена бандажей без разлопачивания ступени турбины
Примечание - Настоящее приложение разработано на основе Информационного письма ЛMЗ № 510-107, выпуск 1980 г., подготовленного взамен Информационного письма № 31-190 от 25.04.68 г.
При эксплуатации паровых турбин из-за радиальных задеваний происходят истирания шипов рабочих лопаток.
Шипы со стертыми головками могут быть оставлены в эксплуатации, если высота оставшейся части шипов над бандажом составляет не менее 0,5 мм. Если высота менее 0,5 мм или шипы стерты заподлицо с бандажом, но сами бандажи не имеют заметного утонения, то может быть рекомендована подварка шипов аустенитными электродами ЭА395/9 или ЦТ-28 диаметром не более 3 мм без предварительного подогрева шипов и сегментов бандажей и без последующей термической обработки.
Электроды ЦТ-28 диаметром 3 мм перед сваркой следует прокалить при температуре 350 - 400 °С в течение 1,5 ч и охладить вместе с печью. Для электродов ЭА395/9 диаметром 3 мы температура прокалки 250 °С, выдержка 2 ч. Прокалку электродов производить россыпью.
Подварка головок шипов производится по наружной поверхности бандажа по двум сторонам шипа, параллельным оси турбины (рисунок Г.1).
Рисунок Г.1 - Подварка головок шипов
Mеста, подлежащие подварке, зачистить до металлического блеска и обезжирить. Сварку вести «холодно», не допуская разогрева металла в зоне сварки до температуры более 100 °С, для чего сварку вести вразброс. При сварке ток постоянный, полярность обратная, сила тока от 80 до 90 А.
В процессе сварки тщательно заделывать кратеры. Подварку производить не менее чем в два слоя.
К сварке допускается сварщик не ниже пятого разряда, имеющий опыт работы по сварке аустенитным электродом.
После подварки швы зачищаются от шлака и в случае необходимости подравниваются шлифным напильником. Высота подварки от 1,0 до 1,5 мм.
При необходимости замены сегментов бандажей без разлопачивания ступени турбины произвести следующие операции:
Г.1 Снять сегменты бандажа, подлежащие замене, осторожно удалив по периферии расклепанную часть шипов.
Г.2 Опустить шипы в свинцовую ванну для снятия наклепа металла. Температура свинца 650 ± 10 °С, выдержка 1 ч, охлаждение на воздухе. Обогрев ванны осуществляется индуктором. Контроль за температурой свинца производится термоэлектрическим термометром (рисунок Г.2).

1 - свинцовая ванна; 2 - термоэлектрический термометр; 3 - индуктор
Рисунок Г.2 - Снятие с шипов наклепа металла в свинцовой ванне:
Г.3 Уменьшить высоту рабочих лопаток на 1,0 - 1,5 мм с обязательным выполнением радиуса у основания шипа (R = 0,8 ¸ 1,0 мм).
Г.4 Тщательно осмотреть шипы, особенно в месте перехода к рабочей части лопаток. Трещины и надрывы не допускаются.
Г.5 Подшлифовать сегменты бандажей в минусовом допуске (-0,5 мм). При пробивке отверстий в бандажной ленте обратить внимание на выполнение фасок по контуру отверстий с обеих сторон.
Г.6 Произвести установку сегментов бандажей, расклепку шипов и проточку бандажей. Высота шипа над бандажом перед расклепкой должна быть не менее 2 мм.
Приложение Д
(обязательное)
Примечание - Настоящее приложение разработано на основе информационного письма ЛМЗ № 510-163, выпущенного в сентябре 1987 года распространяющегося на все типы, турбин выпускаемых ПОТ «ЛМЗ».
Опыт эксплуатации и ремонта турбин ПО «ЛМЗ» показывает, что при выполнении ремонтных работ по валопроводу может возникнуть необходимость в увеличении диаметров отверстий под болты в соединительных муфтах. В настоящем информационном письме изложены рекомендации и основные требования, предъявляемые ПО «ЛМЗ» при ремонте валопроводов.
Из анализа геометрических соотношений элементов соединительных муфт, а также из условий прочности периферийной перемычки фланцев допускается увеличение диаметра отверстий под призонную часть болтов не более, чем на 5 мм от номинального размера. В случае необходимости увеличения диаметра отверстий более, чем на 5 мм, следует устанавливать промежуточные втулки, соблюдая при этом условие, чтобы толщина периферийной перемычки фланца «Х» (см. эскизы) была не менее 10 мм. В то же время толщина стенки втулки «З» после окончательной механической обработки должна быть не менее 3 мм.
При замене одного из роторов новым, возможен вариант, когда отверстия в сопрягаемых полумуфтах будут иметь значительную разность диаметров. В этом случае допускается установка втулок только во фланце с отверстиями большего диаметра или установка в обоих фланцах втулок со стенками разной толщины. После запрессовки втулок производится окончательная совместная обработка отверстий в обоих фланцах.
При установке промежуточных втулок необходимо выполнять следующие требования:
Д.1 Запрессовку втулок производить с охлаждением их углекислотой до минус 65 °C.
Д.2 Размер «А» втулки выполнить по действительному диаметру
отверстия во фланце полумуфты с предельными отклонениями ![]()
![]() мм.
мм.
Д.3 Размер «Б» болта выполнить по действительному диаметру
отверстия во втулке с предельными отклонениями ![]()
![]() мм.
мм.
Д.4 Торцы промежуточных втулок необходимо прошабрить заподлицо с плоскостями «В» и «Г» полумуфт.
Д.5 В точках «Д» втулки следует стопорить установочными винтами.
Д.6 Маркировать порядковыми номерами отверстий во фланцах полумуфт болты, гайки, шайбы, заглушки и места их установки.
Д.7 Размер «Л» должен быть не менее 4 мм. При невозможности выполнения данного условия необходимо увеличить головку болта и гайку.
Mарка материала, категории прочности и твердость болтов и втулок, изготавливаемых в условиях электростанции, должны соответствовать приведенным в таблице.
|
Mарка стали |
Обозначение государственного стандарта |
Категория прочности |
Число твердости НВ |
|
|
на марку |
на технические требования |
|||
|
25ХШФ (ЭИ10) |
68 |
241 ... 277 |
||
Допускается применение марок стали 25X2M (ЭИ723), 20ХШ1Ф1ТР (ЭП182).
На прилагаемых эскизах изображены наиболее типичные соединения роторов паровых турбин ПО «ЛM3».
Приложение: эскизы Э-54615, Э-54616.
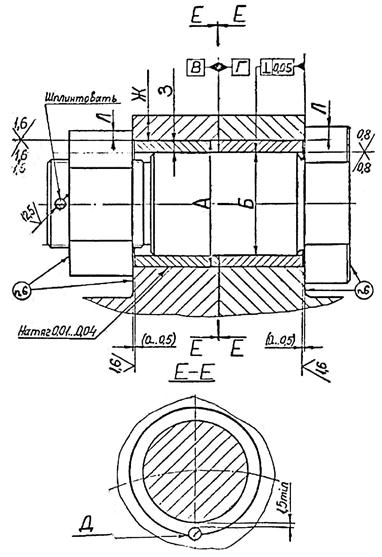
Э-54615
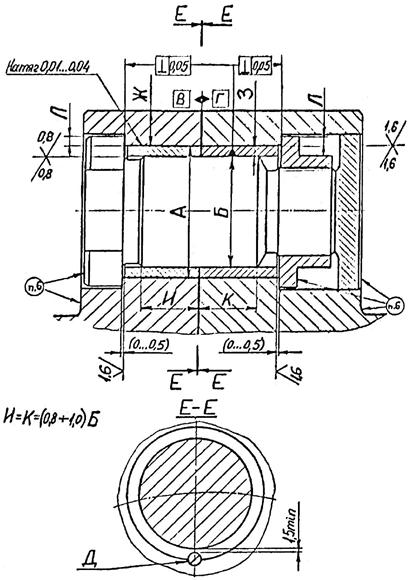
Э-54616
Приложение Е
(обязательное)
Ремонт и замена регулятора скорости на электростанциях
Примечание - Настоящее приложение разработано на основе Информационного письма ЛM3 № 601-94.
Е.1 С 1978 года на выпускаемых заводом турбинах всех типов применяется регулятор РС-3000-5. Регулятор (см. рисунки Е.1, Е.2) имеет небольшие конструктивные изменения по сравнению с регуляторами РС-3000-3 и РС-3000-4, и сохраняет прежние характеристики. Mуфта 1 утолщена и закреплена с накладкой 2 винтами, проходящими через отверстия в ленте, чем исключается, имеющееся иногда, оползание муфты с ленты. Mуфта и прокладка приклеены к ленте клеем БФ-2. Добавлено кольцо 3, посредством которого возможна регулировка зазора «Г», необходимость в которой может возникнуть при смене деталей золотников регулятора скорости (ЗРС), муфты и т.п.
Е.2 Замена на станции регулятора РС-3000-3 или РС-3000-4 на РС-3000-5.
Е.2.1 Утолщение муфты на РС-3000-5 по сравнению с предыдущими регуляторами составляет 2,2 мм, и равно толщине кольца 3, поэтому для сохранения зазора «Г» кольцо удаляется.
Е.2.2 На турбинах с насосом на валу турбины на торсионном валике насоса должен быть сделан паз 7 мм для установки штифта 4. Нужно проверить: что фаска на внутренней расточке торсионного валика не более 4,5 мм, и длина посадки «Б» регулятора внутри валика не менее 4 мм, и что между торцем штифта 4 и дном сделанного паза имеется зазор 1 мм (при необходимости штифт подрезать). См. рисунок Е.1.
Е.3 Ремонт регулятора
Е.3.1 Регулятор разборке на станции не подлежит. Разрешается производить замену муфты в случае ее повреждения, например, из-за электроэрозии. При повреждении муфты на регуляторах PC-3000-3, РС-3000-4 и PC-3000-5, а также при сползании муфты на ленте, муфту следует заменить на муфту и накладку согласно рисунку Е.2.
Е.3.2 Замена муфты.
Mуфта и накладка изготавливаются из нержавеющей стали 20X13, 30X13 ГОСТ 5632-72 по размерам, указанным на рисунке Е.2.
На ленте, через отверстия в накладке, размечаются два сверления диаметром 4,5 + 0,1 мм.
Сверление ленты производится хорошо заточенным сверлом и при этом не допускается деформация ленты, для чего в зазор «В» устанавливается деревянная прокладка. Сверлить через кондуктор или накладку. Поверхность ленты в местах сверления зачищается мелкозернистой наждачной бумагой.
Нужно убедиться, что на ленте нет трещин и заусениц.
Поверхности ленты, муфты и накладки обезжириваются бензином или ацетоном. Склеивание должно быть не позднее 15 минут после обезжиривания. Клей БФ-2 наносится на обе склеиваемые поверхности в два слоя с открытой выдержкой каждого слоя в течение 30 минут при температуре 15 - 30 °С. После выдержки второго слоя склеиваемые поверхности обжимаются винтами.
Винты запиливаются, зачеканиваются и кернятся согласно рисунку Е.2.
Смещение оси муфты относительно оси регулятора (сопла) должно быть не более 0,2 мм.
Е.3.3 При повреждении муфты, например, от электроэрозии, можно ожидать также повреждение сопла.
В этом случае разрешается проточка торцевой поверхности и конуса, сопла согласно рисунку Е.1.
Е.3.4 После проточки сопла, замены муфты и т.п. зазор «Г» должен быть отрегулирован до требуемого.
Регулировка может быть произведена изменением толщины кольца 3 при этом должна быть выдержана длина посадки «Б» регулятора в торсионном валике согласно Е.2.2.
Если длина посадки не выдерживается, то регулировка должна быть произведена передвижкой блока ЗРС и его перештифтовкой.

Рисунок Е.1
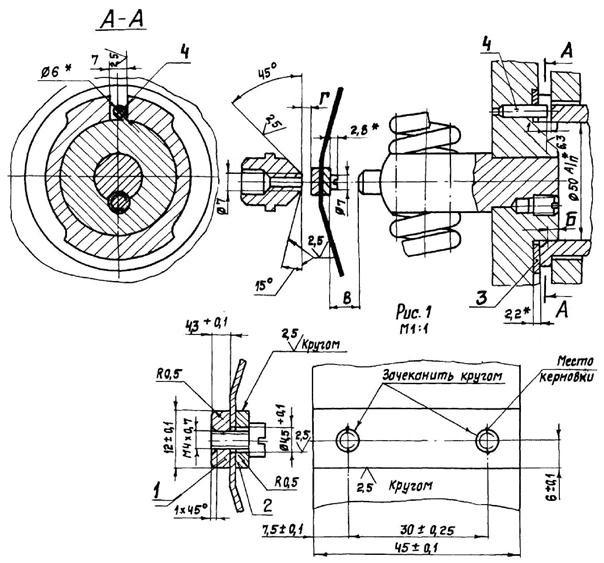
Рисунок Е.2
Приложение Ж
(обязательное)
Наладка дистанционного управления турбин типа К-50-90, К-100-90, ПТ-60-90/130, P-50-130 и К-200-130
Примечание - Настоящее приложение разработано на основе Информационного письма ЛМЗ № 36-46 1972 г.
В практике эксплуатации на отдельных турбинах имеются случаи ухудшения управления ими со щита, выражающиеся в том, что оператору трудно изменять малыми величинами скорость или мощность турбогенератора.
Особое значение это имеет в случае, когда на турбину подаются воздействия от автоматики блока и энергосистемы.
Отмеченные недостатки обычно связаны с работой дистанционного привода блока золотников регулятора скорости (ЭРС).
Как следует из конструкции блока ЗРС, дистанционное воздействие на золотник управления (верхний золотник) происходит с помощью электродвигателя, вращающего через зубчато-червячный редуктор и фрикционную коническую муфту резьбовую втулку, внутри которой поступательно движется верхний золотник. См. эскиз. № 30085.
Ухудшение чувствительности дистанционного управления является следствием проскальзывания конических полумуфт фрикциона и повышенного (1 мм) бокового зазора между фрикционом и муфтой.
Проскальзывания полумуфт может происходить в том случае, когда момент трения на полумуфтах оказывается меньше момента, преодолеваемого муфтой от всех механических сопротивлений передвижению золотников, и момента, затрачиваемого на вращение всего механизма ручного привода, который вращается при дистанционном управлении.
Момент от ручного привода возникает от монтажных перекосов шлицевых валиков.
В настоящем информационном письме изложены мероприятия, повышающие момент трения на полумуфтах фрикциона и снижающие преодолеваемые муфтой усилия перемещения органов ЗРС, что должно исключить проскальзывание полумуфт.
Упомянутые мероприятия осуществлены в конструкции блока ЗРС последующих выпусков турбин данного типа.
Ж.1 В целях повышения момента трения муфты изготовить новый стальной фрикцион, расточить имеющуюся бронзовую червячную шестерню и притереть детали согласно эскизу Э-37915.
Вследствие увеличения радиальных размеров муфты момент трения станет больше, и вместе с тем, благодаря увеличению поверхности конусов, снизится удельное давление, что повышает надежность работы муфты. Боковой зазор между фрикционом и шпонкой составляет 0,3 мм.
Ж.2 В целях уменьшения одностороннего прижатия маслом золотников к буксам произвести следующее:
- уменьшить заплечик верхнего золотника до 12 мм, проточив Диаметром 48X5 до размера 63 ± 0,2. См. эскиз № 30085;
- проточить разгружающую канавку на заплечике верхнего золотника. См. дет. 1 эскиза № 30085;
- проточить разгружающие канавки на нижнем золотнике, см. эскиз Э-35086.
Ж.3 Для снижения трения в резьбовой части верхнего золотника, уменьшить длину резьбовой части втулки, доведя ее размер до 25 мм согласно эскизу № 30085.
Проверить отсутствие искривления резьбовой части верхнего золотника и отсутствие заедания его в резьбе втулки.
Ж.4 Тщательной торцовкой корпуса ручного привода к передней крышке переднего подшипника достигнуть отсутствие перекоса осей шлицевых валиков.
Ж.5 Для уменьшения влияния перекоса осей шлицевых валиков уменьшить длину зацепления шлицов до 5 - 6 мм согласно эскизу № 30085.
Ж.6 Тщательной торцовкой колпака к буксе нижнего золотника достигнуть отсутствие перекоса нижнего золотника в направляющих буксы и колпака.
В отдельных случаях рекомендуется изготовить новую буксу нижнего золотника, выполняющуюся сейчас заодно с колпаком, вследствие чего устраняется направление золотника в двух деталях и возможный его перекос.
Заказать буксу на заводе можно в счет фондов на запчасти.
Чертежи новых букс для турбин различных типов следующие:
- К-50-90 B-1334402;
- ПТ-60-90 B-1234402;
- ПТ-60-130 В-1234402;
- К-100-90 B-1234403;
- P-50-130 B-1234402;
- К-200-130 B-1233912.
Ж.7 Проверить, что зубчатая рейка дистанционного указателя положения механизма управления не отжимает верхний золотник к буксе.
Если в практике эксплуатации нет необходимости использовать сигнал дистанц. указателя, рекомендуется зубчатую рейку демонтировать.
Ж.8 Для дистанционного управления должна быть выдержана скорость вращения электродвигателя около 300 об/мин. С этой скоростью перемещение золотника механизма управления, требуемое для полного разгружения или нагружения турбины, составляющее около 1,5 мм, происходит за время около 50 сек.
Для повышения надежности работы электродвигателя, при упомянутой скорости его вращения, питание электродвигателя выполните по схеме Г-1248592.хх)
Примечание - хх) В турбинах, где защитный рег. давления свежего пара подключен к электродвигателю, схема управления электродвигателем - Гу-1275533. См. Описание защитного регулятора 1683-T0.
Ж.9 Необходимо повысить качество очистки масла. Как правило, отказы дистанционного провода бывают через некоторое время после ремонта, а после очистки маслосистемы работа, происходит удовлетворительно.
Особенно подвержены загрязнению системы, работающие на сернистом масле, где образуется шлам при попадании воды.
Уровень мех. примесей не должен превышать 0,005 % и проверяться он должен количественным анализом, а не визуально.
Для очистки следует систематически использовать фильтр-пресс и рекомендации по установке в бак мелкой сетки согласно заводскому информационному письму № 36-12, разосланному энергоуправлениям.
Необходимо также повысить требование к недопущению обводнения масла, вызывающее шламование системы и ржавление золотников и букс.
Для облегчения сборки фрикциона с пружиной и шестерней сделать вырезы в корпусе механизма управления по нижеприведенному эскизу.
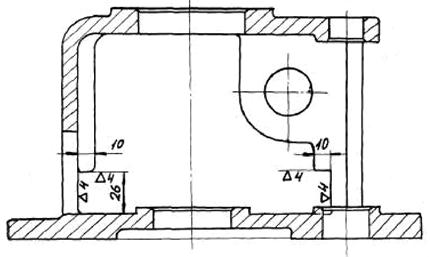
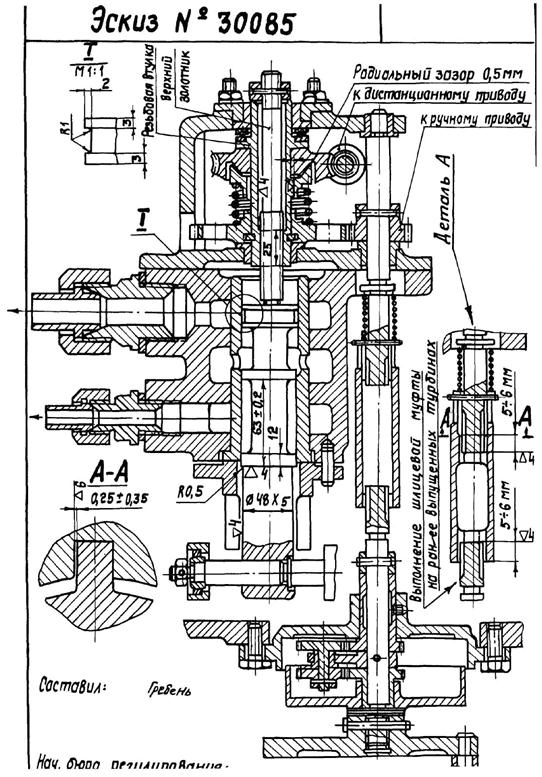
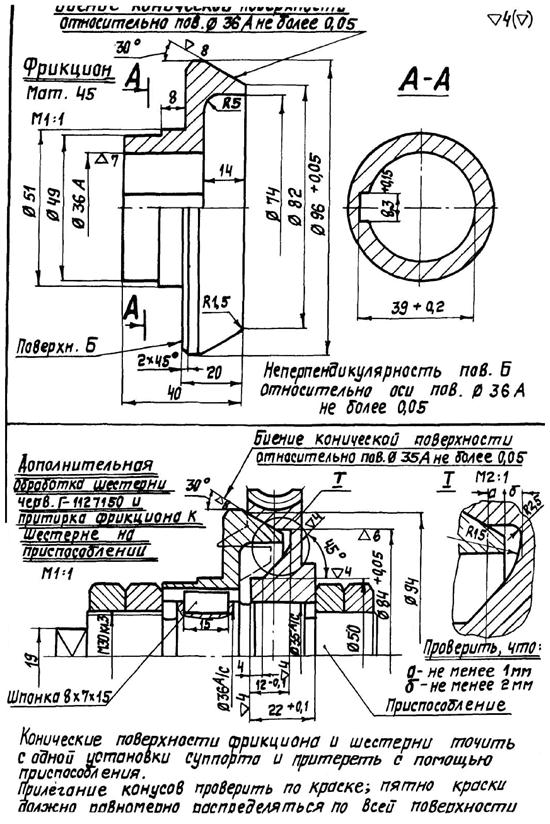
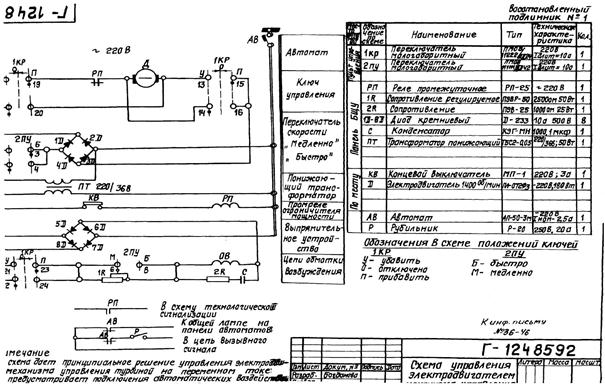
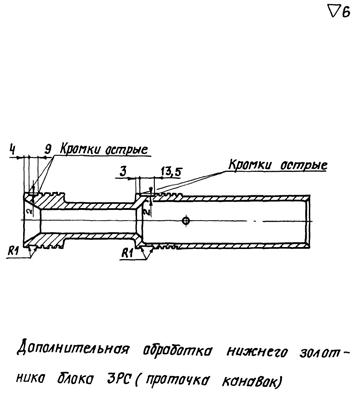
Приложение И
(обязательное)
Устранение ослабления посадки седел стопорных и регулирующих клапанов п/турбин высокого давления
Примечание - Настоящее приложение разработано на основе Информационного письма ЛМЗ № 36-20 от 22 августа 1968 года.
В практике эксплуатации паровых турбин ЛМЗ наблюдаются случаи ослабления посадки седел стопорных и регулирующих клапанов, происходящие по причине уменьшения натяга их посадки в паровых коробках и связанного с этим разрушения начеканенного металла коробок на верхние фаски опорных поясков седел.
Установлено, что ослабление посадки седел в коробках клапанов происходит в периоды прогрева турбин при пусках их из холодного состояния, при которых скорости прогрева металла указанных узлов турбин часто превышают допустимые заводскими инструкциями величины.
В этих случаях расширению быстропрогреваемых седел препятствуют еще непрогретые коробки, в результате чего происходят обмятие их посадочных поверхностей. При повторных таких прогревах натяги посадки седел полностью исчезают, а возникающая при этом боковая и осевая вибрация седел приводит к образованию в местах их посадки зазоров и разрушению начеканенных на седла прерывистых поясков металла коробок.
В целях предупреждения случаев ослабления посадки седел следует:
И.1 Не допускать при прогревах турбин скоростей прогрева их металла выше величин, указанных в заводских инструкциях по пуску и обслуживанию турбин.
И.2 Для восстановления нормального натяга в ослабленных посадках седел (от 0,16 до 0,18 мм на стопорных и от 0,12 до 0,14 мм на регулирующих клапанах) можно применять способ нахромирования посадочных поверхностей седел до толщины слоя хрома не более 0,08 мм или способ наплавки этих поверхностей электродами марки ЭА 395/9 при больших толщинах требуемого слоя.
И.3 При наплавке электродами марка ЭА 395/9 поверхность седла, подлежащая наплавке, должна быть зачищена до металлического блеска и обезжирена.
Наплавку производить без подогрева и последующей термической обработки, при постоянном токе Jcв от 80 до 90 А с обратной полярностью, электродами диаметром 3 мм в один или два слоя, с тщательной заделкой кратеров.
Наплавку вести «холодно», не допуская местного нагрева свыше предела от 70 до 100 °С.
К наплавке допускать сварщика не ниже V разряда, имеющего опыт сварки аустенитными электродами.
И.4 Наплавленную поверхность седла обработать по наибольшему диаметру посадочного отверстия в коробке, увеличенному на величину вышеуказанного натяга.
После обточки наплавленного слоя под Ñ7 произвести осмотр его в лупу десятикратного увеличения.
И.5 Установленное в коробке седло сверху застопорить металлом коробки, начеканенным кругом на верхнюю фаску опорного пояска седла. Фаска седла должна быть высотой 8 мм под углом 30° к вертикальной оси.
И.6 В периоды капитальных ремонтов турбин посадку седел клапанов необходимо контролировать путем осмотра целостности начеканенного металла на седла и их обстукивания: в случаях разрушения начеканенного металла - путем принудительной их выемки.
При повторных случаях ослабления посадки седел необходимо сообщить заводу состояние наплавленной, их посадочной поверхности.
Приложение К
(обязательное)
Об электроэрозионном повреждении подшипников турбоагрегатов
Примечание - Настоящее приложение разработано на основании информационного письма ЛM3 № 510-139 1984 г.
К.1 В последнее время на энергоблоках большой мощности участились случаи повреждения подшипников и других деталей турбин в результате электроэрозии, вызванной протеканием через ротор и подшипники электрического тока.
К.2 Основные причины возникновения токов и напряжений в роторе турбоагрегата:
К.2.1 Статическое электричество напряжением до 700 В, возникающее за счет электризации трением при вращении ротора в плотном паре, а также из-за внесения с паром в турбину зарядов положительного и отрицательного электричества, образующихся в результате коррозии деталей котлоагрегата, и сепарации указанных зарядов на корпусе и роторе турбины.
К.2.2 Наведение в роторе генератора переменной ЭДС напряжением до 20 вольт из-за несимметрии вращающегося электромагнитного поля статора, вызванной, в частности, неравномерной загрузкой фаз. Эта ЭДС имеет гармоники основной и кратных частот, а так же постоянную составляющую (до 10 В), обусловленную эффектом выпрямления переменного тока, например вследствие вибрации вала генератора, вызывающей изменение рабочих зазоров между ротором и статором синхронно с частотой вращения.
К.2.3 Униполярная ЭДС. В случае намагниченности деталей турбины магнитный поток, замыкающийся через ротор и подшипники турбины при вращении ротора пересекает продольные волокна вала и наводит в роторе ЭДС определенного знака (униполярную), зависящую от степени намагниченности и частоты вращения ротора. По имеющимся оценкам униполярная ЭДС не превышает 1 B.
К.2.4 Нарушение изоляции обмотки ротора генератора: двойное замыкание на землю в цепи возбуждения, приводящее к возрастанию тока в роторе генератора и турбин до сотен и тысяч ампер, и межвитковое замыкание в обмотке возбуждения, вызывающее, в частности, намагничивание ротора турбины и, как следствие, увеличение униполярной ЭДС до значений, способных привести к пробою масляного клина подшипников.
К.3 Накапливаемый на роторе турбины заряд статического электричества в значительной степени зависит от скорости протекания коррозионных процессов в котлоагрегате и количества вносимых в турбину ионизированных продуктов коррозия. Указанное обстоятельство влечет за собой необходимость повышенного внимания за качеством питательной воды.
К.4 Для снижения потенциала ротора и снятия с него статического заряда на валу турбины, в одном из подшипников, устанавливаются две токосъемные щетки заземленные на корпус. Эффективная работа щеток обеспечивается только при минимальном сопротивлении (до 10 Ом) переходного контакта между щетками и валом, в связи с чем необходимо постоянно контролировать работу щеток, следить за состоянием трущихся поверхностей щеток и вала.
К.5 Для предотвращения протекания тока, обусловленного источниками напряжения 2.2, задний подшипник и заднее уплотнение генератора, подшипники возбудителя и соответствующие маслопроводы изолируются с тем, чтобы исключить создание замкнутого токового контура (вал - задний подшипник генератора - фундамент - подшипники турбины - вал).
При ухудшении изоляции возникающие токи весьма велики, могут достигать десятков и сотен ампер, в результате чего происходит намагничивание ротора и повреждение подшипников, уплотнений и других деталей турбин.
Примечание - Необходимо иметь в виду, что токосъемные щетки не обеспечивают защиты от токов, возникающих при нарушении изоляции генератора и служат только для отвода статического электричества.
К.6 Существенную роль в вопросе предотвращения электроэрозии играет качество масла в системе смазки. В результате обводнения масла, главным образом из-за попадания сырой воды, резко снижается сопротивление масляного слоя, уменьшаясь до величин, соизмеримых с сопротивлением токосъемных щеток.
При этом оказывается возможным разряд статического электричества через масляную пленку, а также увеличение токов через подшипники, вызванных униполярной ЭДС.
К.7 При нормальном состоянии генератора и токосъемных щеток, то есть при заземлении ротора турбины только в одном сечении, исправной изоляции подшипников возбудителя и генератора, необводненном масле контуры паразитных токов не замкнуты, между концами вала генератора поддерживается разность потенциалов порядка 10 В, потенциал ротора турбины вблизи токосъемных щеток не превышает 0,5 В, величины токов, проходящие через щетки не превышают значений от 300 до 600 мА; при этом эрозионные повреждения отсутствуют.
Увеличение величины токов через токосъемные щетки, по сравнению со значениями, приведенными выше, свидетельствует о появлении неисправностей турбоагрегата, способных вызвать электроэрозию подшипников и других деталей турбины.
Эти неисправности могут быть связаны с:
- повреждением изоляции заднего подшипника генератора, водородного уплотнения, маслопроводов и подшипников возбудителя и возникновением при этом замкнутого контура паразитного тока с большой силой тока;
- повреждением изоляции щетки комплекта защиты ротора КЗР-3 (на турбогенераторах ЛПЭО «Электросила»);
- повреждением изоляции ротора генератора.
К.8 Электроэрозия может иметь место, как сказано выше, при сильном обводнении масла, а так же при отсутствии или неисправности токосъемных щеток, вследствие повышения потенциала ротора и электрического пробоя через слой пара, масла или воздуха.
К.9 Для предупреждения электроэрозии необходимо:
К.9.1 На всех турбинах ПО ЛM3 установить (если еще не установлены) токосъемные щетки, поставляемые с турбиной и постоянно следить за их состоянием (см. рисунок К.1).
Конструкция токосъемной щетки, поставляемой заводом в настоящее время, показана на рисунке К.2. Щетка имеет щеткодержатель изолированный от корпуса. Для турбин более ранних выпусков, укомплектованных неизолированными токосъемными щетками, необходимо произвести их переделку. Для этого изгиб щетки вырезается и на его место устанавливается прокладка (рисунок К.3) из асбестоцемента или фторопласта. Не допускается установка на турбине дополнительных щеток, помимо поставляемых заводом, в других подшипниках, т.к. это может привести к появлению паразитных контурных токов, вызванных униполярной ЭДС.
К.9.2 Выполнить схему заземления и контроля токосъемных щеток согласно рисунку К.4.
В рабочем состоянии (переключатель SA - в положении «Работа») щетки соединены параллельно и заземлены через амперметр и обмотку токового реле. Ток, протекающий через щетки невелик и не превышает 300 - 700 мА.
При ухудшении изоляции заднего подшипника и уплотнений генератора, маслопроводов и подшипников возбудителя ток через щетки резко возрастает, срабатывает токовое реле и подается сигнал на щит управления.
В режиме «Контроль» (переключатель SA - в положении «Контроль») щетки соединяются последовательно и к ним подводится напряжение 12 B, 50 Гц от изолированного источника питания.
При удовлетворительном контакте между щетками и ротором по цепи протекает ток около 8 A.
Контроль работы токосъемных щеток производить ежедневно.
При существенном уменьшении контрольного тока произвести проверку плотности прилегания щеток к валу турбины, при необходимости произвести чистку контактных поверхностей вала и щеток.
К.9.3 Наблюдать за исправностью подстуловой изоляции заднего подшипника генератора, водородных уплотнений, подшипников возбудителя генераторов всех типов. Изоляция должна быть в соответствии с нормами ПТЭ и инструкциями завода-изготовителя генератора.
Не допускать эксплуатацию турбоагрегатов с нарушением изоляции заднего подшипника генератора, водородных уплотнений и маслопроводов, подшипников возбудителя, поскольку это вызывает электроэрозионные повреждения подшипников турбины и может привести к самым тяжелым последствиям.
К.9.4 На турбоагрегатах с генераторами ЛПЭО «Электросила» контролировать не менее одного раза в неделю изоляцию щеток КЗР-3 от статора в соответствии с инструкцией завода.
К.9.5 Поддерживать качество масла в соответствии с п. 46.9 ПТЭ, не допуская его обводнения.
Вести периодический контроль деэмульгирущей способности масла и обеспечить, при необходимости, введение присадок.
К.9.6 Установить изолирующую втулку между приводом регулятора скорости и регулятором безопасности в соответствие Приложению Е.
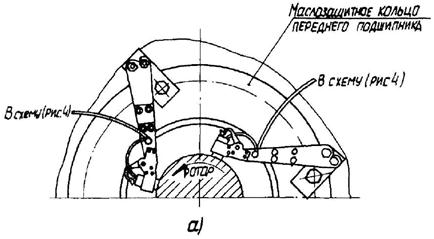
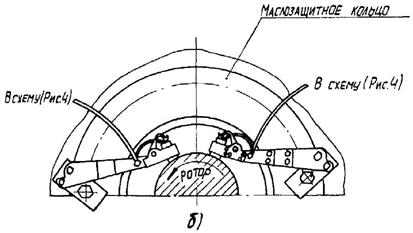
а) последовательно; б) Встречно
Рисунок К.1 - Установка токосъемных щеток.
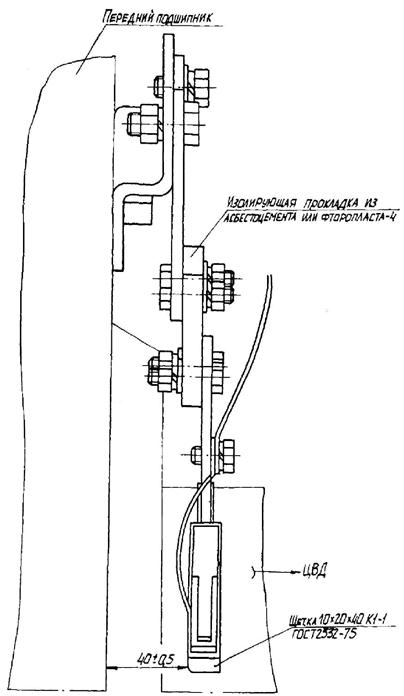
Рисунок К.2
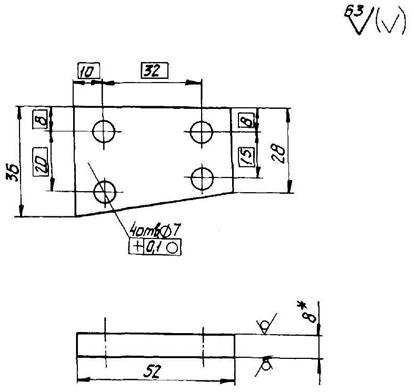
Материал: Асбестоцемент по ГОСТ 4248
Примечание - * Размер для справок.
Рисунок К.3
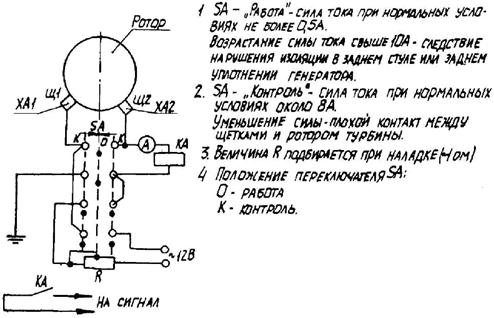
|
Обозн. |
Кол. |
Тип |
Место установки |
Пост. |
|
|
ХА1 ХА2 |
Токосъемные щетки |
2 |
- |
По месту |
ЛМЗ |
|
А |
Амперметр (0 - 10 А) |
1 |
Э421.10А.50Гц |
БЩУ - неоперативный контур |
|
|
SA |
Переключатель |
1 |
ПМОВ111111/I-II53 |
БЩУ - неоперативный контур |
|
|
KA |
Токовое реле (Уставки 5-БА) |
1 |
РТ 40/10 |
БЩУ - неоперативный контур |
|
|
R |
Резистор переменный |
1 |
СП5-7; 1 ом 50 вт |
БЩУ - неоперативный контур |
Рисунок К.4
Приложение
Л
(рекомендуемое)
Методика нормализации тепловых расширений цилиндров паровых турбин
Л.1 Общие сведения
Л.1.1 Настоящая методика распространяются на все типы стационарных паровых турбин тепловых электростанций и определяет способы контроля и нормализации тепловых расширений цилиндров турбин.
Причинами нарушений процесса расширения турбин служат коррозия и загрязнение поверхностей скольжения корпусов подшипников; повышенные противодействующие усилия от присоединенных трубопроводов; перекосы и защемления в поперечных шпонках, уменьшение жесткости ослабленных элементов фундамента.
Л.1.3 Недопустимыми для длительной работы являются тепловые расширения, при которых:
- кривая зависимости абсолютных расширений корпуса цилиндра турбины от температуры металла паровпуска, построенная по показаниям датчиков абсолютных расширений цилиндров и термоэлектрического преобразователя, установленного в паровпуске корпуса, отличается от нормальной на 3 мм и более. Нормальной считается кривая зависимости расширения от температуры, полученная при пуске турбины сразу после монтажа или после ревизии поверхностей скольжения. На черт. 1 приведены примеры нормальных (среднестатистических) кривых для турбин К-800-240 ЛM3, К-500-240 ЛM3 и ХТГЗ, К-300-240 ЛM3, К-300-240 ХТГЗ, Т-250/300-240 TM3. Нормальные абсолютные тепловые расширения различных турбин при номинальной нагрузке приведены в таблице Л.1;
- корпуса подшипников перемещаются скачками более 1 мм;
- поворот корпуса подшипника и ригеля по абсолютной величине при пуске или останове превышает соответственно 0,5 мм/м и 0,2 мм/м;
- показания датчиков, фиксирующих относительные расширения роторов при пусках из холодного состояния, быстро достигают предельных значений и не уменьшаются при длительной работе с неизменной нагрузкой;
Таблица Л.1 - Нормальные абсолютные тепловые расширения турбин при номинальной нагрузке
|
Абсолютное расширение, мм |
||
|
К-1200-240-3 ЛM3 |
ЦСД |
27,0 |
|
ЦВД |
22,0 |
|
|
ЦВД + ЦСД |
49,0 |
|
|
К-800-240 ЛM3 |
ЦСД |
24,0 |
|
ЦВД |
21,0 |
|
|
ЦВД + ЦСД |
45,0 |
|
|
К-500-240 ХТГЗ и ЛM3 |
ЦСД |
19,5 |
|
ЦВД |
18,0 |
|
|
ЦВД + ЦСД |
37,5 |
|
|
К-300-240 ЛM3 |
ЦСД |
18,0 |
|
ЦВД |
17,0 |
|
|
ЦВД + ЦСД |
35,0 |
|
|
К-300-240-1 ХТГЗ |
ЦСД |
18,0 |
|
ЦВД |
19,0 |
|
|
ЦВД + ЦСД |
37,0 |
|
|
Т-250/300-240 TM3 |
ЦСД-2 |
9,0 |
|
ЦСД-1 |
15,0 |
|
|
ЦСД |
24,0 |
|
|
ЦВД |
18,0 |
|
|
ЦВД + ЦСД |
42,0 |
|
|
К-200-130 ЛM3 |
ЦСД |
13,0 |
|
ЦВД |
19,0 |
|
|
ЦВД + ЦСД |
32,0 |
|
|
Т-175/210-130 TM3 |
ЦСД |
6,0 |
|
ЦВД |
16,0 |
|
|
ЦВД + ЦСД |
22,0 |
|
|
ПТ-60-130/13 ЛM3 |
ЦНД |
5,0 |
|
ЦВД |
18,0 |
|
|
ЦНД + ЦВД |
23,0 |
|

Рисунок Л.1 - Нормальные зависимости абсолютных расширений ЦСД от температуры корпуса ЦСД
- разность расширений левой и правой лап корпусов ЦВД и ЦСД в поперечном направлении превышает 1 мм;
- разность температур фланцев корпусов в симметричных точках при пусках превышает ±10 °С.
Косвенно о трудностях с тепловыми расширениями можно судить по некоторым эксплуатационным показателям, например, по разности температур баббита упорных колодок иди по скачкам на регистраторах относительных расширений роторов.
Л.2 Контроль тепловых расширений
Л.2.1 Для контроля тепловых расширений цилиндров и поворотами корпусов подшипников турбины должны быть оснащены:
- датчиками абсолютных перемещений ЦВД и ЦСД производства ПОТ ЛMЗ и ПОАТ ХТЗ с выводом показаний на регистрирующие приборы (рисунок Л.2) для регистрации скачков при перемещениях корпусов подшипников или измерителем абсолютных расширений цилиндров паровых турбин по ТУ ВТИ 35.008-90;
- металлической линейкой на корпусе подшипника и стрелкой на фундаментной раме;
- площадкой под электронный уровень ИНКОР-ВТИ с постоянной регистрацией и четырьмя симметрично расположенными геодезическими марками либо площадкой под установку переносных уровней (рисунок Л.3 - Л.5). Приборы для измерения поворотов устанавливают на плохо перемещающихся корпусах подшипников, обычно корпусе между ЦВД и ЦСД, измерения на площадках ригеля или фундаментной раме проводят после обнаружения повышенных поворотов корпуса подшипников;
- механическими указателями поперечных тепловых перемещений лап ЦВД и ЦСД.
Л.2.2 Для измерения поворотов корпусов подшипников, фундаментных рам и ригелей фундаментов целесообразно применять электронные уровни с регистрацией показаний или иные соответственно калиброванные средства.
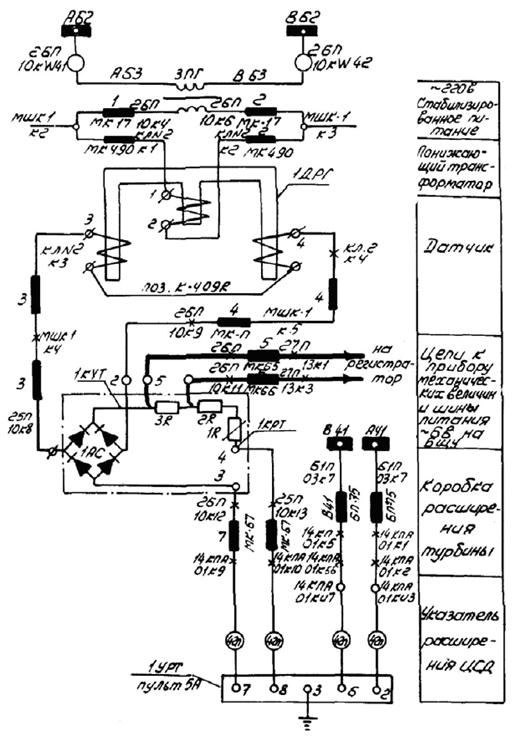
Рисунок Л.2 - Электрическая схема вывода показаний датчиков абсолютных перемещений на регистрацию
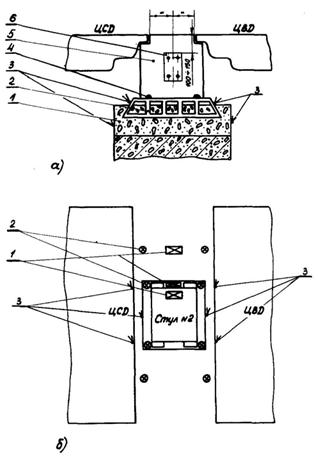
а) поперечное сечение ригеля и фундаментной рамы;
1 - ригель; 2 - фундаментная рама; 3 - термоэлектрический преобразователь (термопара); 4 - геодезические марки; 5 - корпус среднего стула; 6 - площадка под ИНКОР;
б) вид сверху на среднюю опору и фундамент со снятыми цилиндрами;
1 - площадки для измерителя уровня на корпусе подшипников, фундаментной раме и ригеле; 2 - нивелирные геодезические марки; 3 - термоэлектрические преобразователи (термопары).
Рисунок Л.3 - Схема установки измерительной оснастки на поперечном ригеле фундамента и корпусе подшипников
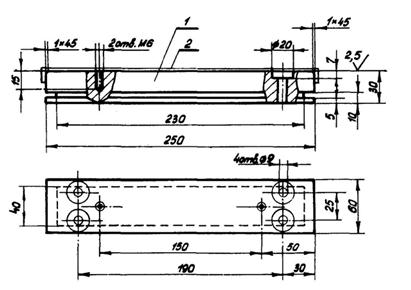
1 - площадка; 2 - защитный короб.
Рисунок Л.4 - Площадка для переносного измерителя уровня на корпусе подшипников
Примечания:
- после черновой механической обработки деталь поз. 1 подвергнуть отпуску,
- чистовую обработку детали произвести после термообработки.
- площадку установить по уровню с точностью ±0,02 мм/м.
- переносной измеритель уровня должен прилегать к детали поз. 1 всеми четырьмя опорными площадками. Крепление площадки к ригелю осуществляется бетонированием арматуры.
- площадка в перерывах между измерениями должна быть закрыта коробом (поз. 2), который крепится к площадке двумя болтами Mв, l = 12.
- площадка крепится к корпусу подшипников четырьмя болтами Mв или сваркой.

1 - уровень; 2 - зажим.
Рисунок Л.5 - Установка переносного измерителя уровня на ригеле фундамента
Установка рамных или брусковых переносных измерителей уровня (по ГОСТ 11196-74, ГОСТ 9392-89) на ригеле фундамента, закрепленных жесткими хомутами на время пуска-останова турбины, если температура среды в зоне измерения не опасна для работоспособности приборов (рисунок Л.5). При этом необходимо определять положение обоих концов пузырька прибора и осреднить полученные значения, чтобы учесть изменения размеров пузырька с изменением температуры.
Измерения поворотов, абсолютных осевых перемещений корпусов подшипников, а также поперечных расширений лап корпусов ЦВД и ЦСД по штатным механическим указателям ведут при остановах турбины и пусках ее из холодного состояния (tЦДС до 150 °С) не реже двух раз в год. В процессе пуска измерение параметров, не регистрируемых на лентах, следует вести через каждый час до полной стабилизации теплового состояния турбины. При останове измерения ведут каждые 4 часа. В одном из пусков целесообразно с помощью индикаторов часового типа проверить синхронность перемещений левой и правой сторон корпуса подшипников.
Mаксимальный поворот корпуса подшипников (ригеля) определяют как изменение значений угла наклона в процессе пуска или останова. Наиболее достоверные результаты измерений получаются при непрерывной автоматической регистрации поворотов и перемещений в течение приблизительно двух недель от начала пуска (или останова) до полного нагрева (или остывания) турбины и фундамента.
Л.2.3 Для контроля температурного состояния наиболее нагретой фундаментной рамы (на турбинах с промежуточным перегревом - это рама между ЦВД и ЦСД) целесообразно установить шесть термоэлектрических преобразователей типа ТХК-1479 на наружной поверхности (рисунок Л.3), в том числе и в районе вертикальной шпонки.
Измерение температуры фундамента и фундаментных рам следует вести не реже одного раза в месяц при номинальной нагрузке.
Л.3 Способы нормализации тепловых расширений
Л.3.1 Нормализация состояния среды, окружающей поверхности скольжения
При температуре поверхности ригеля более 48 °С, а фундаментной рамы более 100 °С необходимо устранить протечки пара из ближайших уплотнений, проверить и отладить работу отсосов системы уплотнений цилиндров, проверить и восстановить изоляцию.
Установить при необходимости водоохлаждаемые экраны, предохраняющие от перегрева корпус подшипников, ригель и раму. Экранирование прежде всего необходимо на турбинах мощностью 200 и 300 МВт, у которых к средней опоре обращены наиболее горячие паровпускные части. Экраны целесообразно размещать в соответствии рисункам Л.6 - Л.8. Панельная конструкция экранов облегчает условия монтажа и ремонта.
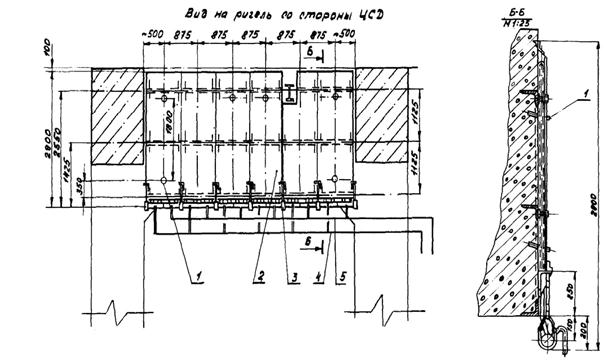
1 - гильза; 2 - панель; 3 - хомут; 4 - трубопровод напорный; 5 - трубопровод сливной.
Рисунок Л.6 - Система охлаждения ригеля конденсатом
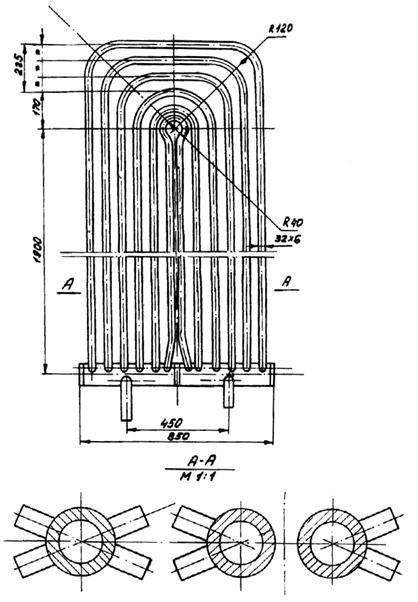
Рисунок Л.7 - Охлаждающая панель
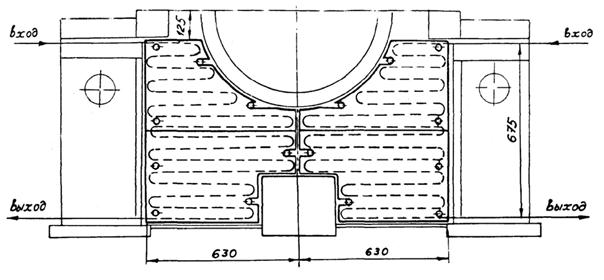
Сторона ЦСД
Рисунок Л.8 - Охлаждение опоры среднего подшипника
Для уменьшения протечек пара из концевых уплотнений возможна реконструкция по образцу проекта «Модернизация схемы концевых уплотнений турбины К-300-240-2 ХТГЗ с целью ликвидации обводнения масла, повышения маневренности и экономичности турбины» (ХФ ЦКБЭнерго № 27Т271-1424).
Л.3.2 Уменьшение сил трения поверхностей скольжения корпусов подшипников
Л.3.2.1 Покрытие поверхностей скольжения корпусов подшипников фторлоном
Фторлоновое покрытие в виде ленты толщиной 1,7 мм и шириной от 100 до 130 мм применяется на турбинах ПОТ ЛMЗ мощностью 500 MВт и выше. Покрытие крепится к фундаментной раме эпоксидным клеем ЭД-20, допускающим работу до 150 °С. Установка фторлона должна производиться под руководством представителя ПОТ ЛMЗ. Ориентировочный срок службы покрытия 10 лет. Замена покрытия производится со снятием корпусов подшипников через один капитальный ремонт. Это определяется способом крепления (приклейкой) ленты к фундаментной раме. Заводом в настоящее время разработан и проходит опытную проверку на турбинах механический способ крепления ленты.
Л.3.2.2 Покрытие поверхностей скольжения корпусов подшипников металлофторопластовой лентой
Mеталлофторопластовая лента в виде полос толщиной 1,0, 1,7 и 3 мм и шириной до 130 мм крепится к фундаментным рамам механическим способом (рисунок Л.9). Установка и замена ее возможны без демонтажа корпуса подшипника, если позволяет центровка роторов.
Л.3.2.3 Установка промежуточных пластин на опорной поверхности скольжения корпусов подшипников
При снятии средней опоры и фундаментной рамы во время замены цилиндров устанавливаются сменные пластины модульного типа (рисунок Л.10). Они позволяют за две смены при кратковременных выводах из работы зачистить поверхности скольжения и заменить смазывающий материал.
Л.3.2.4 Нанесение антифрикционной смазки
Антифрикционная смазка ВTИ-ЛMЗ или аналогичные с более термостабильными свойствами применяется на турбинах любых типов мощностью до 500 MВт и турбинах 500 MВт производства ПОАТ ХТЗ.
Предельная температура эксплуатации спецпаст 120 °С.
Спецпасты изготовливают из дисульфида молибдена и синтетического масла ИВВИОЛЬ-3 или ОMTИ, взятых в равных весовых отношениях. Компоненты перемешиваются в течение 30 минут до образования однородной массы. Замена синтетического масла нефтяными не допускается.

Рисунок Л.9 - Эскиз установки металлофторопластовой ленты на скользящую поверхность фундаментной рамы

Рисунок Л.10 - Эскиз установки сменных пластин модульного типа
При каждом капитальном ремонте необходимо осматривать и очищать поверхности скольжения корпусов подшипников № 1 и № 2, а также поверхности шпоночных соединений от ржавчины и грязи. Непосредственно перед нанесением пасты необходимо обезжиривать поверхности вначале бензином, затем ацетоном.
Паста наносится на поверхности скольжения тонким слоем валиком из толстостенной резины.
После нанесения спецпасты и опускания корпуса подшипника необходимо провести ревизию и смазывание диванчиков, препятствующих отрыву корпусов подшипников от фундаментных рам.
В дальнейшем по состоянию пасты на диванчиках можно оценить состояние пасты на поверхностях скольжения.
Расход пасты на смазывание двух корпусов подшипников турбины до 0,6 кг.
Л.3.2.5 Нанесение сухого чешуйчатого графита
Применение антифрикционных смазок не допускается, если уровень температур фундаментной рамы не может быть обеспечен ниже 100 °С. В этих случаях поверхности скольжения следует натирать сухим чешуйчатым графитом с последующим удалением излишка.
Л.3.2.6 Замена антифрикционных покрытий
При появлении нарушений теплового расширения цилиндров во время пусков между капитальными ремонтами необходимо понижением нагрузки и параметров пара добиться хотя бы небольшого сокращения абсолютной длины турбины, после чего вновь продолжить ее нагрев. При повторении нарушений необходимо в ближайший текущий ремонт добавить спецпасту или заменить ее.
Для турбин, имеющих специальные устройства для добавления пасты (К-300-240 ХТЗ и К-500-240 ХТЗ), спецпасту запрессовывают через прессмасленки и четыре угловые площадки скольжения, для чего каждый из углов опоры поочередно приподнимают на от 0,1 до 0,2 мм. Подъем осуществляют мостовым краном, трос от которого через динамометр крепят к лапе корпуса ЦВД и ЦСД. Нагрузка на кран контролируется динамометрами, а подъем корпусов подшипников по индикаторам.
Перед подъемом корпусов подшипников диванчики между фундаментом и корпусом подшипника должны быть сняты, а зазор между верхним диванчиком и лапой цилиндра заполнен фольгой.
Запрессовку пасты продолжают до появления ровного слоя пасты из зазора между опорной поверхностью корпуса подшипника и фундаментной рамой.
При отсутствии на турбинах специальных приспособлений пасту наносят, приподнимая корпус подшипников на глубину от 40 до 50 мм, без вскрытия цилиндров. Подъем корпуса подшипников ведут в следующем порядке.
Снимают крышку корпуса подшипника № 2, снимают или вскрывают масляные уплотнения, верхние половины заднего камина ЦВД и переднего камина ЦСД, выкатывают сегменты уплотнений из нижних каминов ЦВД и ЦСД, разбирают муфту РВД - РСД.
Передние лапы ЦСД поднимают от 0,2 до 0,3 мм, вынимают поперечные шпонки или постоянные прокладки и опускают лапы на временные опоры. Затем на временные опоры переводят задние лапы ЦВД. Опоры могут быть выполнены по образцу П-образных приспособлений или в виде индивидуальных опор под каждую лапу.
РСД поднимают на 0,5 мм и в нижнюю половину камина вместо сегментов уплотнений закатывают монтажное полукольцо, толщина которого должна быть больше толщины вынутых сегментов на величину нижних зазоров. На турбинах НПО «Турбоатом» (ХТГЗ) опирание роторов на нижние половины каминов может привести к деформации последних. В связи с этим для подвешивания роторов необходимо изготовление специальных приспособлений, использующих резьбовые отверстия для крепежа верхних половин корпусов каминов. Выкатывают передний подшипник ЦСД и ротор опускают на монтажное полукольцо. Аналогично переводится на монтажное полукольцо задний конец РВД.
Корпус подшипника поднимают на величину, равную вертикальному размеру поперечных шпонок (от 40 до 50 мм), краном или четырьмя стяжными болтами через отверстия в лапах. На некоторых турбинах (например, К-300-240 ЛМЗ) для проведения подобных операций бугель, предназначенный для приподнимания роторов, должен быть реконструирован так, чтобы он не препятствовал подъему корпуса подшипника на необходимую высоту.
Чистку поверхностей скольжения ведут с помощью приспособлений, разработанных в ЦРМЗ Мосэнерго и МЭРе (рисунки Л.11, Л.12). Для осмотра поверхностей скольжения целесообразно использовать эндоскоп или более современные технические средства.
После проверки на чистоту и обезжиривания на поверхности скольжения и продольные шпонки наносят пасту.

1 - шлифовальный круг; 2 - упругая прокладка (резиновое кольцо или гофрированная пружина).
Рисунок Л.11 - Приспособление для чистки поверхностей скольжения (II вариант)

1 - шлифовальный круг; 2 - листовая пружина; 3 - винт M4; 4 - латунный винт M10; 5 - пластина для крепежа пружины; 6 - ступица; 7 - прокладка; 8 - гайка MK); 9 - труба d = 16.
Рисунок Л.12 - Приспособление для чистки поверхностей скольжения (II вариант)
Л.3.2.7 Защита зазора между поверхностями скольжения корпусов подшипников и фундаментными рамами
Применение любых антифрикционных покрытий недопустимо без установки грязезащитных экранов.
Грязезащитные экраны предотвращают попадание на поверхность скольжения частиц пыли в смеси с паром, водой, маслом, которые увеличивают коэффициент трения от двух до трех раз.
Для качественного монтажа экранов со стороны цилиндров во время выполнения работ необходимо демонтировать трубы подвода пара на уплотнения.
Экраны изготавливают по месту из нержавеющей фольги толщиной 0,2 мм (рисунок Л.9) или листового алюминия марки АД1Н-08 по ГОСТ 21631-76 и устанавливают с уклоном от оси турбины к периферии корпуса подшипников для стока конденсата и масла к краю маслосборной канавки (рисунок Л.13). Зазор на боковой поверхности корпуса подшипников должен быть уплотнен одним из способов, указанных на рисунке Л.14.
Аналогичные эскизы выпущены заводами-изготовителями ПОАТ ХТЗ (эскиз 447/500-240-2) и ПО ЛMЗ (эскиз Э-49637, Э-49638).
Л.3.3 Ревизия поперечных шпонок корпусов цилиндров
При разности поперечных расширений левых и правых лап корпусов ЦВД и ЦСД более 1 мм необходимо при ближайшем продолжительном ремонте после полного остывания корпусов провести ревизию поперечных шпонок с устранением следов натиров и заеданий.
Одновременно рекомендуется придать поперечным шпонкам из стали ромбовидную форму (рисунок Л.15), а поперечные шпонки из чугуна целесообразно заменить на стальные ромбовидные. Величина зазора в средней части шпонки рекомендуется в пределах от 0,15 до 0,20 мм.
Если при ревизии поперечных шпонок обнаружены грубые задиры, необходимо провести ревизию вертикальных шпонок на отсутствие закусываний и деформаций.
Целесообразно применять разрезные поперечные шпонки, исключающие передачу на корпус подшипника, разворачивающего момента (чертежи реконструкции переднего корпуса подшипников - HT-1002M4, среднего корпуса подшипников - HT-1003M3).
Л.3.4 Увеличение жесткости «мертвой» точки турбины
Для предотвращения перемещения выхлопных частей ЦСД и ЦНД в сторону генератора целесообразно установить устройства, выполненные по одному из вариантов, представленных на рисунках Л.16 - Л.18.
На некоторых типах турбин, например, ПТ-60-130 ЛMЗ, Т-250/300-240 TMЗ небольшое уменьшение поворота корпуса подшипника можно достичь переносом точки толкания цилиндром корпуса подшипника ближе к плоскости скольжения (рисунки Л.19 - Л.21). Эти устройства могут быть рекомендованы в опытно-промышленную эксплуатацию.
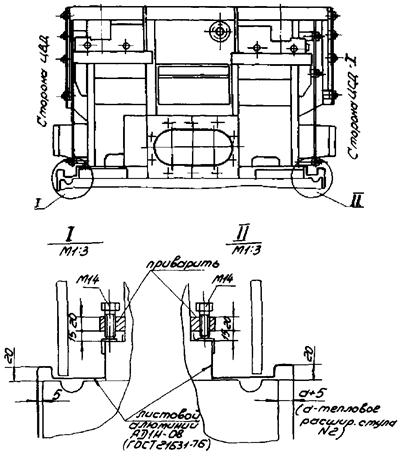
Рисунок Л.13 - Экранирование зазора между опорными поверхностями корпуса подшипников и фундаментной рамой турбины (торцевая поверхность)
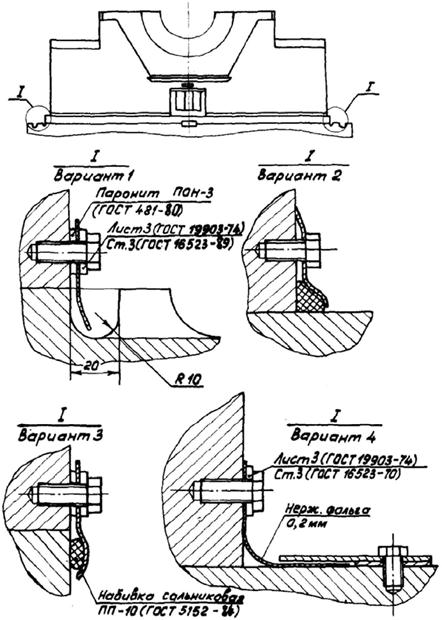
Рисунок Л.14 - Экранирование зазора между опорными поверхностями корпуса подшипников и фундаментной рамой турбины (боковая поверхность)
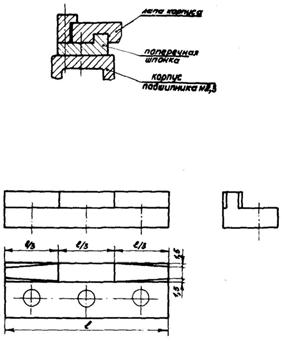
Рисунок Л.15 - Эскиз дополнительной обработки поперечных шпонок цилиндров турбин
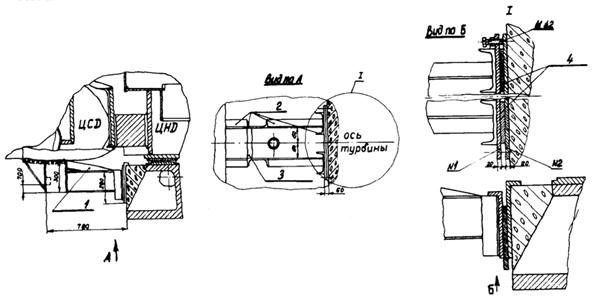
1 - ![]() - устройство для устранения
зазора в упоре заднего конца ЦСД в фундаментную раму.
- устройство для устранения
зазора в упоре заднего конца ЦСД в фундаментную раму.
Вид по А: 2 - швеллер 20 ![]() ; 3 - брус 40´60, l = 300.
; 3 - брус 40´60, l = 300.
Ст. 3 ГОСТ 535-79
Вид по Б: 4 - металлическая прокладка (толщина определяется после прижатия плиты № 2 к фундаменту).
Рисунок Л.16 - Эскиз установки дополнительных жесткостей для упора заднего конца ЦСД в фундаментную раму турбины К-800-240
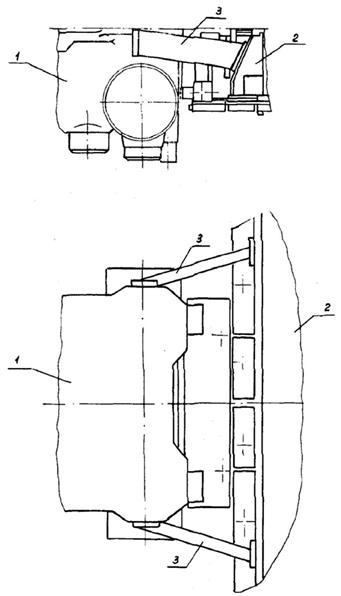
1 - выхлоп ЦСД; 2 - выхлоп ЦНД; 3 - дополнительные ребра жесткости
Рисунок Л.17 - Эскиз ужесточения выхлопа ЦСД турбины К-500-240
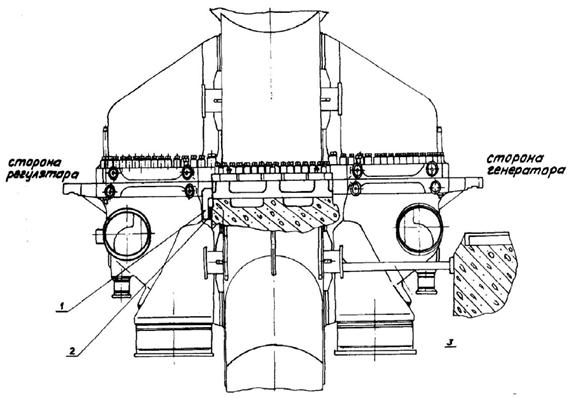
1 - дополнительное ребро жесткости; 2 - прокладка; 3 - дополнительное ребро жесткости в нижней части корпуса.
Рисунок Л.18 - Эскиз ужесточения ЦсД-2 турбины Т-250/300-240 TMЗ

1 - дополнительные ребра жесткости; 2 - нажимные болты с контргайками.
Рисунок Л.19 - Эскиз дополнительных толкателей ЦНД к корпусу подшипника турбины ПТ-60-130 ЛMЗ
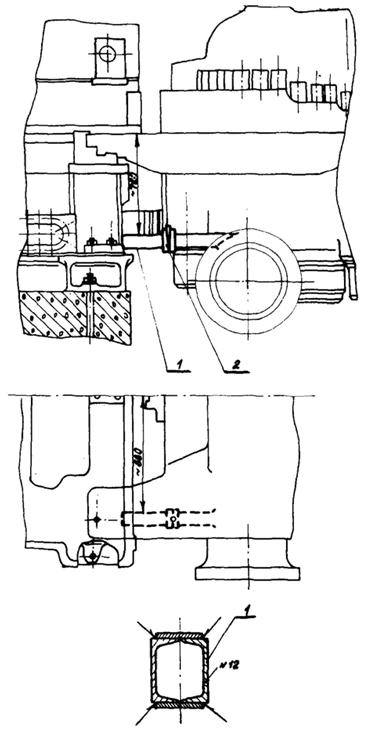
1 - сварной короб; 2 - домкрат клиновой
Рисунок Л.20 - Эскиз установки упоров между ЦСД-1 и опорой подшипника № 2 турбины Т-250/300-240 TMЗ
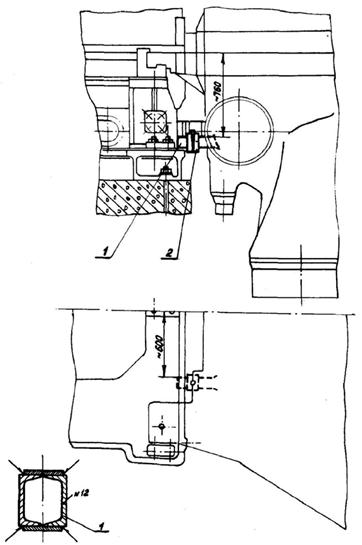
1 - сварной короб; 2 - домкрат клиновой.
Рисунок Л.21 - Эскиз установки упоров между ЦСД-2 и опорой подшипников № 3, 4 турбины Т-250/300-240 ТМЗ
Л.3.5 Повышение надежности работы муфты РВД-РСД турбин К-300-240 ХТГЗ
Для предотвращения поломок призонных болтов муфты РВД-РСД должны выполняться требования циркуляра Ц-05-84 (т) и дополнения к нему от 22.12.88 г. Кроме этого, в соответствии с информационным письмом ПО ХТЗ им. С.М. Кирова № 1-40-02/19-2754 от 19.12.88 г. следует при сборке смазывать торцы роторов фрикционной олигомерсодержащей пастой (ТУ ВТИ 43.007-90), повышающей коэффициент трения. Толщина слоя пасты после сбалчивания ротора не должна превышать 25 % величины контролируемого удлинения болтов при затяжке соединения.
Л.3.6 Обеспечение расчетных перемещений трубопроводов
Л.3.6.1 Нарушение процесса тепловых расширений цилиндров турбин могут быть вызваны:
- большими усилиями паропроводов, превышающими проектные и возникшими из-за защемлений или несоответствия фактической трассировки паропровода и системы его крепления проекту;
- нарушениями работы системы крепления паропровода, монтажных и ремонтных растяжек паропроводов;
- релаксацией напряжений в паропроводах.
Л.3.6.2 Для предупреждения и устранения влияния этих причин во время ремонта следует:
- провести обследование всех паропроводов с условным диаметром более 250 мм, подсоединенных к цилиндрам высокого и среднего давления, с составлением перечня необходимых ремонтных мероприятий и устранить дефекты;
- отремонтировать существующие и смонтировать при необходимости вблизи турбины новые указатели положения паропроводов;
- в холодном состоянии выставить указатели в нулевое положение и измерить длины пружин подвесок.
Л.3.6.3 После пуска турбины следует измерить изменение положения паропроводов и длин пружин подвесок при переходе из холодного состояния в горячее («видимые» перемещения). Изменение нагрузки и пропорциональное нагрузке перемещение концов пружин должно при этом изменяться не более чем на 35 % перемещения от весовой нагрузки. Зазоры между поверхностью теплоизоляции паропроводов и близлежащими конструкциями во избежание защемлений должны быть не менее 50 мм.
Л.3.6.4 При отсутствии расчетов, несоответствии фактического исполнения паропроводов, систем крепления, «видимых» тепловых перемещений, мест установки, типа или конструкции опор проекту ТЭС совместно с наладочной организацией должна выполнить расчет паропровода на прочность.
Из проведенного расчета определить перемещения паропроводов и усилия от паропроводов на патрубки турбины. Пересчитать полученные усилия от патрубков на лапы цилиндров и выделить паропроводы, наиболее сильно влияющие на нагрузки на лапы.
Если эти нагрузки имеют значения в пределах, допускаемых заводом-изготовителем турбины, то возможной причиной нерасчетных усилий паропроводов на турбину могут быть монтажные (не проектные) натяги паропроводов. Для их оценки следует экспериментально определить вертикальные нагрузки на лапы цилиндров методом взвешивания.
Л.3.6.5 Если ожидаемые нагрузки на лапы цилиндров не превышают пределов от 150 до 250 кН (от 15 до 25 т), то используют штатные отверстия с резьбой M42 и соответствующие монтажные тарельчатые силоизмерительные болты (грузоподъемность 150 кН) либо изготавливаемые ПО ЛMЗ (грузоподъемность 250 кН). Если ожидаемые нагрузки превышают 250 кН (25 т), то необходимо просверлить и нарезать в лапах резьбовые отверстия M80´4 для установки специально изготавливаемых силоизмерительных болтов грузоподъемностью от 800 до 900 кН (от 80 до 90 т).
Возможно также использование крановых динамометров.
Л.3.6.6 Нагрузки на лапы цилиндров определяют после отрыва лап от опорных поверхностей. Для получения повторяемых результатов достаточно поднять лапу на 0,1 мм. При проведении замера между диванчиком и лапой должен быть гарантированный зазор не менее 0,3 мм и все лапы должны быть подняты на одинаковую высоту. Поочередное взвешивание ведет к большим ошибкам из-за трения в вертикальных шпонках.
Если для одновременного подъема всего цилиндра не хватает измерительных устройств, то подъем части лап может быть осуществлен отжимными болтами или с помощью мостового крана и временных прокладок.
Контроль подъема всех лап ведут часовыми индикаторами И410 с ценой деления 0,01 мм (ГОСТ 577-68).
Измерения нагрузок в холодном состоянии ведут перед пуском турбины из ремонта до подачи пара на уплотнения, а в горячем состоянии - сразу после останова турбины и включения валоповоротного устройства. После измерений проверить, чтобы после опускания цилиндров все лапы вернулись в исходное положение. На турбинах ЛМЗ перед взвешиванием должны быть отревизованы амортизаторы крутящего момента и устранены выработки металла на поверхностях качения.
Л.3.6.7 По результатам расчетов паропроводов и замеров весовых нагрузок на лапах цилиндров следует провести анализ системы нагрузок, устранить выявленные защемления паропроводов, выбрать и отрегулировать подвески, наиболее эффективно влияющие на нагрузки на лапы, либо выровнять нагрузки по диагонали за счет подъема или опускания поперечных шпонок цилиндров или изменения толщины прокладок цилиндров (турбины ХТГЗ).
Л.3.6.8 Рекомендуемые значения нагрузок, на лапы турбин различных типов приведены в таблице Л.2.
Суммарная нагрузка на все лапы цилиндров не должна превышать рекомендуемую более пределов от 30 до 40 % как в холодном, так и в горячем состояниях. Нагрузки на лапы с левой и правой сторон цилиндров не должны различаться более чем на 100 кН (10 т).
Л.3.6.9 Если работы, выполненные по Л.3.6.7, оказались неэффективными, следует после соответствующих расчетов установить дополнительные подвески и опоры по образцу рисунка Л.22.
При установке дополнительных подвесок нужно иметь в виду, что наиболее эффективно на снижение нагрузок на лапах влияют подвески, установленные на прямых участках непосредственно под корпусами, цилиндров. Усилия, создаваемые дополнительным изгибающим моментом, быстро релаксируют. Также может быть рекомендовано использование опор типа амортизаторов крутящего момента конструкции ЛМЗ с заменой шариков на ролики. Ролики должны быть ориентированы под углом к оси турбины с учетом ее поперечных расширений (рисунки Л.23 - Л.25).
Л.3.6.10 Если выполнение мероприятий по предыдущим пунктам не привело к выравниванию или снижению нагрузок до нормативных, следует поочередно перемонтировать присоединенные к цилиндрам паропроводы, начиная с наиболее крупных. При этом место разрезки выбирать вблизи турбины на расстоянии одного лил двух межопорных пролетов от патрубков турбины.
Проведением дополнительных расчетов паропровода определить значения зазоров в месте разрезки трубопровода и изменение усилий на турбину при разрезке паропровода. Фактические значения зазоров, измеренных в месте разрезки паропровода, должны быть в пределах значений зазоров, определенных расчетом с учетом проектного допуска, либо, при его отсутствии, с допуском ±10 мм. В этом случае усилия от паропроводов не будут превышать проектные значения. Несоответствие фактических значений зазоров расчетным указывает на наличие непроектных натягов паропровода.
Устранение дополнительного натяга паропровода выполняют вставкой, вырезкой или подгибкой паропровода.
Решение об устранении дополнительного натяга должно быть принято с учетом результатов определения нагрузок на лапы до и после разрезки паропровода и сопоставления с расчетным изменением нагрузок совместно представителями станции, завода - изготовителя турбины, проектной или наладочной организации, проводившей расчеты паропровода.
Л.3.7 Восстановление жесткости ослабленных элементов фундамента
Если после выполнения указанных выше мероприятий повороты корпуса подшипников фундаментной рамы и ригеля превышают предельные значения (п. Л.1.2), а кривая зависимости абсолютных расширений от температуры паровпуска (рисунок Л.1) отличается от нормальной в пределах допуска, необходимо с помощью струны определить величину осевого зазора Н (рисунок Л.26) в холодном (до пуска) и горячем (сразу после останова) состояниях турбины.
Таблица Л.2 - Рекомендуемые весовые нагрузки на лапы цилиндров (кН)

|
1 |
2 |
3 |
4 |
|
5 |
6 |
7 |
8 |
|
9 |
10 |
11 |
12 |
13 |
14 |
|
|
|
К-800-240 |
320 |
320 |
320 |
320 |
1280 |
500 |
500 |
500 |
500 |
2000 |
|||||||
|
К-500-240 |
310 |
310 |
310 |
310 |
1240 |
400 |
400 |
400 |
400 |
1600 |
|||||||
|
К-300-240 ЛMЗ |
200 |
200 |
200 |
200 |
800 |
200 |
200 |
||||||||||
|
К-300-240 ХТГЗ |
250 |
250 |
250 |
250 |
1000 |
300 |
300 |
||||||||||
|
Т-250/300-240 |
260 |
260 |
260 |
260 |
1040 |
250 |
250 |
250 |
250 |
1000 |
170 |
170 |
250 |
250 |
250 |
250 |
1340 |
|
К-200-130 |
130 |
130 |
130 |
130 |
520 |
190 |
190 |
190 |
190 |
760 |
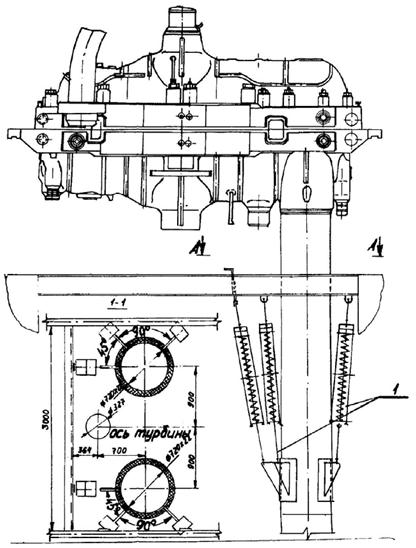
1 - дополнительные подвески грузоподъемностью 50 кН каждая.
Рисунок Л.22 - Эскиз установки дополнительных подвесок на трубопровод ХПП в районе ЦВД блока 800 МВт
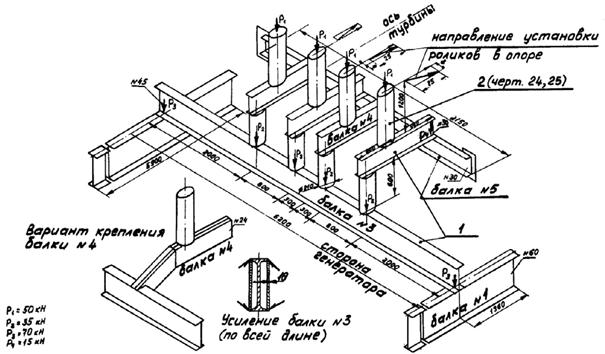
1 - дополнительные металлоконструкции; 2 - дополнительная роликовая опора.
Рисунок Л.23 - Эскиз установки дополнительных роликовых опор передней части ЦСД турбины К-800-240 ЛМЗ
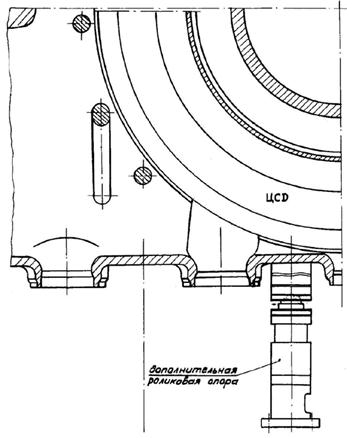
Рисунок Л.24 - Расположение дополнительной роликовой опоры в передней части выхлопа ЦСД
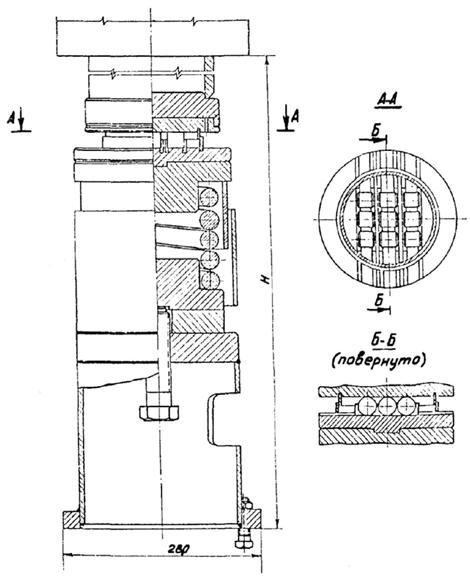
Рисунок Л.25 - Дополнительная опора
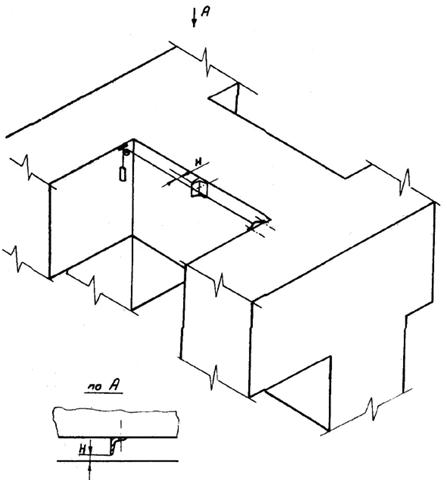
Рисунок Л.26 - Эскиз измерения продольной деформации ригеля
Если размах осевых перемещений ригеля, определяемый как разность величины «Н» в холодном и горячем состоянии, превышает 2 мм или повороты ригеля больше допустимых, необходимо при ближайшем капитальном ремонте восстановить жесткость.
Л.4 Последовательность работ по нормализации тепловых расширений
Л.4.1 Если при эксплуатации наблюдаются нарушения тепловых расширений при переходных режимах, то при ближайшем ремонте необходимо оснастить турбину устройствами контроля в соответствии с разделом Л.2.
Л.4.2 При последующих пусках или остановах следует проверить соответствие характеристик перемещений критериям п. Л.1.2.
При их несоответствии в ближайший ремонт следует нормализовать температуру среды, окружающей корпус подшипников (п. Л.3.1), выбрать и внедрить один из рекомендуемых способов уменьшения сил трения, защитить поверхности скольжения от попадания грязи (п. Л.3.2), провести ревизию поперечных шпонок цилиндров (п. Л.3.3), привести в соответствие с технической документацией опорно-подвесную систему паропроводов и измерить нагрузки на лапах цилиндров. Эти работы могут быть выполнены электростанцией своими силами с привлечением ремонтных организаций.
Л.4.3 Если нарушения не устранены следует с привлечением специализированных организаций провести исследование и нормализацию состояния опорно-подвесной системы паропроводов вплоть до отрезки паропроводов от цилиндров (п. Л.3.6).
При возникновении вновь нарушений процесса тепловых расширений следует принять меры по восстановлению жесткости фундамента (п. Л.3.7).
Библиография
[1] РД 108.021.112-88 Руководящие технические материалы по исправлению дефектов в литых корпусных деталях паровых турбин и арматуры методом заварки без термической обработки (утверждены Mинистерством транспортного, энергетического и тяжелого машиностроения СССР 28.12.87)
Ключевые слова: турбины паровые стационарные, качество ремонта, технические условия
|
Руководитель организации-разработчика |
|
|
ЗАО «ЦКБ Энергоремонт» |
|
|
Генеральный директор |
А.В. Гондарь |
|
Руководитель разработки |
|
|
Заместитель генерального директора |
Ю.В. Трофимов |
|
Исполнители |
|
|
Главный специалист |
Ю.П. Косинов |
|
Главный конструктор проекта |
Е.А. Рабинович |