 | Информационная система | |
Федеральная служба по
экологическому,
технологическому и атомному надзору
Серия 03
Документы
межотраслевого применения
по вопросам промышленной безопасности
и охраны недр
Выпуск 55
ДОКУМЕНТЫ
СИСТЕМЫ АТТЕСТАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА
НА ОБЪЕКТАХ, ПОДКОНТРОЛЬНЫХ ФЕДЕРАЛЬНОЙ СЛУЖБЕ
ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ
И АТОМНОМУ НАДЗОРУ (САСв РОСТЕХНАДЗОРА)
Аттестация сварочных технологий
Москва
НТЦ «Промышленная безопасность»
2008
Ответственные составители:
Н.П. Алешин, А.И. Прилуцкий, А.Н. Жабин, В.В. Шефель
Настоящие документы разработаны с учетом результатов анализа и систематизации опыта работ по аттестации сварочных технологий (СТ) в соответствии с Порядком применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03) и содержат рекомендации, которые унифицируют методологию выполнения и оформления работ и разъясняют некоторые положения указанного документа с учетом специфики его применения для различных условий, в том числе для строительных объектов и объектов стального мостостроения.
Данные документы разработаны для применения взамен Рекомендаций по применению РД 03-615-03 выпуска 2006 г.
СОДЕРЖАНИЕ
|
Согласованы письмом Федеральной службы по экологическому, технологическому и атомному надзору от 08.04.08 № КП-25/369 |
РЕКОМЕНДАЦИИ
по применению РД
03-615-03 (Порядок применения сварочных технологий
при изготовлении, монтаже, ремонте и реконструкции технических устройств
для опасных производственных объектов)*
____________
* Материалы подготовлены Национальным агентством контроля и сварки (НАКС) с участием специалистов: Н.П. Алешин, В.Ф. Лукьянов, Н.П. Четверик, А.С. Орлов, А.И. Прилуцкий, А.Н. Жабин, А.Н. Жмотов, В.В. Шефель, В.И. Беспалов, В.Н. Бродягин, СВ. Головин, В.Г. Гребенчук, С.А. Курланов, Н.Д. Курносова, Р.Д. Кузеев, Ю.Г. Людмирский, В.В. Маркин, А.А. Орлова, Н.Н. Потапов, А.И. Семенов, СИ. Феклистов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий документ составлен по результатам анализа и систематизации опыта работ по производственной аттестации технологий сварки (наплавки), используемых при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов в соответствии с требованиями Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03), и содержит рекомендации, которые разъясняют некоторые положения указанного документа и унифицируют методологию выполнения и оформления работ.
1.2. Рекомендации разработаны применительно к Перечню групп технических устройств опасных производственных объектов, сварка (наплавка) которых осуществляется аттестованными сварщиками с применением аттестованных сварочных материалов, сварочного оборудования и технологий сварки (наплавки). Документ может применяться также для иных объектов по согласованию с организацией-заявителем.
Основные параметры аттестуемых технологий сварки (наплавки), критерии определения области распространения результатов аттестации, методов контроля и видов испытаний, предусмотренные в данном документе, базируются на национальных нормативных и руководящих документах по сварке и дополнены требованиями документов, регламентирующих процессы сварки для конкретных технических устройств опасных производственных объектов. В целях гармонизации процедур проведения производственной аттестации технологий сварки (наплавки) в данном документе учитываются положения международных стандартов.
1.3. Документ предназначен для применения:
Национальным Агентством Контроля и Сварки (НАКС) - при разработке организационно-методических документов и проведении экспертизы документов, представленных аттестационными центрами;
аттестационными центрами (АЦ) - при подготовке и проведении производственной аттестации технологий сварки (наплавки);
организациями-заявителями - при подготовке и участии в проведении производственной аттестации технологий сварки (наплавки).
1.4. Под аттестуемой технологией сварки (наплавки) следует понимать комплекс работ, включающих подготовку изделия к сварке, предусмотренных соответствующей производственно-технологической документацией по сварке (наплавке) (ПТД) при изготовлении, монтаже, ремонте и реконструкции конкретных технических устройств опасных производственных объектов и выполняемых одним способом сварки.
ПТД, определяющая аттестуемую технологию сварки, должна быть представлена в виде технологических инструкций и карт технологического процесса выполнения сварного соединения или элемента сварной конструкции, включающих исчерпывающие сведения об основных операциях и параметрах технологического процесса. ПТД должна содержать требования к подготовке сварного соединения к сварке, сварочным материалам, оборудованию (сварочному, сборочному и вспомогательному), предварительному и сопутствующему подогреву, к параметрам процесса сборки и сварки, в том числе к последовательности выполнения прихваток, швов и отдельных слоев, к термической обработке после сварки, методам контроля, объему контроля, требования к качеству и др.
Основанием для разработки ПТД по сварке (наплавке) должны служить нормативные документы, определяющие общие требования к соответствующим опасным техническим устройствам (РД, ПБ, СНиП, СП, СТО), проект производства работ, чертежи с указаниями технических требований по сварке.
Аттестация технологии должна производиться для каждого способа сварки раздельно. Допускается аттестация технологии, в которой используется несколько способов сварки (наплавки) в случае последовательного применения нескольких способов сварки (наплавки) при выполнении одного сварного соединения (наплавки), то есть при комбинированных методах сварки (наплавки).
1.5. При разработке программ и проведении производственной аттестации технологий сварки (наплавки) рекомендуется различать три вида технологий.
Вид I - технологии, базирующиеся на использовании универсального сварочного оборудования, а применяемый основной материал, конструкция и размеры свариваемых деталей полностью воспроизводят производственные условия применения технологии при сварке контрольных сварных соединений (далее по тексту - КСС).
Например, производственная аттестация технологии ручной дуговой сварки кольцевых стыков трубопроводов при изготовлении или монтаже; производственная аттестация технологии автоматической сварки под флюсом продольных швов труб (сосудов) при изготовлении; производственная аттестация технологии автоматической сварки под флюсом стыковых и угловых швов при изготовлении и монтаже строительных металлоконструкций и конструкций стальных мостов; производственная аттестация технологии сварки арматуры, арматурных и закладных изделий железобетонных конструкций.
Вид II - технологии, базирующиеся на использовании специализированного сварочного оборудования или на применении сварочных материалов, предназначенных специально для данной технологии.
При этом применяемый основной материал, конструкция и размеры свариваемых деталей позволяют полностью воспроизвести производственные условия применения технологии при сварке КСС только при условии использования сварочного оборудования и (или) сварочных материалов, указанных в ПТД.
Например, производственная аттестация технологии сварки продольных или спиральных швов при изготовлении труб и оборудования, кольцевых стыков трубопроводов на трубосварочных базах с использованием специализированного сварочного оборудования, производственная аттестация технологии автоматической сварки под флюсом горизонтальных стыков резервуаров при их монтаже, производственная аттестация технологии механизированной контактно-дуговой сварки в заводских условиях при шиповании экранных труб котлов, производственная аттестация технологии термитной сварки выводов электрохимической защиты (ЭХЗ) магистральных и промысловых трубопроводов.
Вид III - технологии, применяющиеся при сварке (наплавке) конструктивно-сложных узлов технических устройств. Такие технологии не могут быть полностью воспроизведены при сварке типовых КСС. Например, производственная аттестация технологии сварки (наплавки) элементов конструкций технических устройств при ремонте в процессе эксплуатации, когда на качество сварного соединения оказывает существенное влияние состояние металла; производственная аттестация технологии приварки элементов конструкций к корпусу изделия с использованием усиливающих воротников, когда на качество сварного соединения оказывает существенное влияние жесткость конструкции.
Вид технологии сварки (наплавки) определяет условия разработки программы производственной аттестации и выбора конструкции КСС.
тип I - технические устройства, состоящие из трубопроводов и оборудования;
тип II - технические устройства, состоящие из листовых конструкций или конструкций из профильного проката;
тип III - технические устройства магистральных и промысловых трубопроводов;
тип IV - технические устройства, состоящие из арматуры, арматурных и закладных изделий железобетонных конструкций.
1.7. При производственной аттестации технологий сварки (наплавки) рекомендуется одновременно выполнять аттестацию технологий ремонта дефектных сварных соединений, если ремонт дефектных сварных соединений выполняется по технологиям, применяемым при изготовлении и (или) монтаже. Для аттестации таких технологий ремонта достаточно в процессе аттестации технологий, применяемых при изготовлении и (или) монтаже, выполнить на КСС дополнительно операции по ремонту, предусмотренные программой производственной аттестации. При этом работы по ремонту должны быть включены в технологические карты.
Если технология ремонта дефектных участков шва отличается от технологии, применяемой при изготовлении, монтаже, и (или) выполняется по отдельным технологическим картам, то аттестация технологии ремонта должна выполняться отдельно.
1.8. Технологии сварки (наплавки), используемые при изготовлении технических устройств опасных производственных объектов (трубопроводов, оборудования) зарубежными производителями для поставки в Россию, а также используемые при изготовлении технических устройств опасных производственных объектов (трубопроводов, оборудования) зарубежными производителями на территории России, должны пройти аттестацию в соответствии с РД 03-615-03 и настоящими Рекомендациями.
В тех случаях, когда эти технологии имеют подтверждение соответствия по соответствующим международным стандартам, предусмотренным контрактом1, допускается оформление аттестации технологии на основании заключения АЦ с учетом представленных результатов испытаний.
___________
1 Конкретные международные стандарты и форма признания должны быть предусмотрены контрактом или соответствующим заключением экспертизы, проводимой в соответствии с законодательством Российской Федерации.
1.9. Применение рекомендаций, дополняющих положения РД 03-615-03, должно быть согласовано с заявителем при разработке рабочих программ аттестации.
2. ОСНОВНЫЕ ПАРАМЕТРЫ И КРИТЕРИИ ОДНОТИПНОСТИ ПРОИЗВОДСТВЕННЫХ СВАРНЫХ СОЕДИНЕНИЙ (НАПЛАВОК)
2.1. Производственная аттестация технологии сварки (наплавки) должна проводиться для каждой группы однотипных производственных сварных соединений (наплавок), выполняемых организацией-заявителем в соответствии с представленной к аттестации ПТД.
Понятие однотипных сварных соединений позволяет минимизировать объем работ при производственных аттестациях технологий сварки (наплавки).
2.2. Однотипность производственных сварных соединений - это характеристика схожести условий выполнения сварных соединений (наплавок).
Признаки однотипности - это основные параметры, характеризующие условия выполнения сварных соединений. Основные параметры - это такие параметры технологического процесса сварки (наплавки), изменение значений которых за пределы области однотипности вызывает необходимость проведения новой аттестации.
2.4. Однотипными сварными соединениями следует считать группы сварных соединений (наплавок), имеющие общие основные параметры и критерии однотипности, указанные в действующих нормативных документах (НД) для соответствующих технических устройств, а в случае отсутствия в НД таких указаний - установленные в настоящем разделе.
2.4.1. В одну группу однотипных сварных соединений (наплавок) могут быть объединены производственные сварные соединения (наплавки), выполняемые только одним способом сварки (наплавки) с учетом применяемого технологического варианта. Перечень и обозначение способов сварки (наплавки) и процессов, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов, приведены в приложении 1.
Аттестация технологий с применением способов сварки (наплавки), не вошедших в данный перечень, должна производиться по программам, согласованным с комитетом по аттестации сварочных технологий и утвержденным НАКС.
При этом в одну группу допускается объединять сварные соединения (наплавки) деталей из материалов различных марок одной группы, если требованиями НД для сварки (наплавки) указанных деталей разрешается применение сварочных (наплавочных) материалов одних и тех же марок (одной или нескольких).
Группы и сочетания групп материалов, применяемые при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов, приведены в приложении 2.
Если для ручной дуговой сварки (наплавки) покрытыми электродами требованиями НД предусмотрено применение электродов определенных типов без указания их марок, то требования настоящего пункта допускается относить не к маркам, а к типам электродов.
Если НД предусмотрено выполнение сварных соединений с предварительной наплавкой кромок и (или) сваркой корневой части шва другими сварочными (наплавочными) материалами (по сравнению с предусмотренными для заполнения основной части разделки), то определения настоящего пункта следует относить отдельно: к сварочным (наплавочным) материалам, применяемым для указанных наплавок кромок (сварок корневой части шва), и к сварочным (наплавочным) материалам, используемым для заполнения основной части разделки (в том числе при комбинированной сварке).
2.4.5. При соблюдении требований пп. 2.4.1 - 2.4.4 в одну группу однотипных сварных соединений, выполняемых дуговыми способами сварки (наплавки), могут быть объединены производственные сварные соединения, имеющие следующие общие основные параметры.
2.4.5.1. Номинальная толщина свариваемых деталей в зоне сварки. При этом в одну группу допускается объединять стыковые сварные соединения с номинальной толщиной стальных свариваемых деталей в пределах одного из диапазонов, приведенных в табл. 1.
Таблица 1
|
Индекс однотипности по толщине |
|
|
До 3 включительно |
1 |
|
Свыше 3 до 12 включительно |
2 |
|
Свыше 12 до 50 включительно |
3 |
|
Свыше 50 |
4 |
Для угловых, тавровых, нахлесточных сварных соединений указанные диапазоны относят к привариваемым деталям (меньшей толщины); толщину основных деталей (большей толщины) допускается не учитывать, если подогрев деталей перед сваркой и последующая термическая обработка технологическим процессом не предусмотрены. В противном случае необходимо также установить диапазон однотипности сварных соединений по толщине основных (большей толщины) деталей исходя из условий необходимости проведения подогрева деталей и последующей термической обработки.
Для торцовых соединений за номинальную толщину свариваемых деталей рекомендуется принимать толщину более тонкой детали в зоне сварки.
2.4.5.2. За номинальный радиус кривизны рекомендуется принимать минимальный радиус кривизны свариваемых деталей в зоне сварки (для сварных соединений с криволинейными швами), для труб - половину наружного номинального диаметра. При этом в одну группу допускается объединять сварные соединения стальных деталей с номинальным радиусом кривизны в пределах одного из диапазонов, приведенных в табл. 2.
Таблица 2
|
Индекс однотипности по радиусу кривизны |
|
|
До 12,5 включительно |
1 |
|
Свыше 12,5 до 75 включительно |
2 |
|
Свыше 75 до 250 включительно |
3 |
|
Свыше 250 |
4 |
|
Плоские детали |
0 |
При отнесении сварных соединений к указанным диапазонам номинальный радиус кривизны свариваемых деталей измеряется:
для стыковых сварных соединений - по наружной поверхности свариваемых деталей;
для угловых сварных соединений приварки (вварки) патрубков и других цилиндрических деталей - по наружной поверхности привариваемых патрубков (деталей);
для угловых сварных соединений приварки фланцев - по наружной поверхности детали (трубы, обечайки, днища), к которой приваривается фланец;
для угловых и тавровых соединений приварки плоских деталей (кроме фланцев) - по поверхности основной детали со стороны приварки плоских деталей;
для нахлесточных сварных соединений, а также для других не указанных выше сварных соединений с криволинейными швами - по наружной поверхности детали с меньшим номинальным радиусом кривизны;
для торцовых сварных соединений - по наружной поверхности детали с меньшим номинальным радиусом кривизны.
При переменной кривизне свариваемых деталей в зоне сварки за номинальный радиус кривизны рекомендуется принимать минимальный. Любые сварные соединения с прямолинейными швами рассматриваются как сварные соединения плоских деталей.
Для стержневого и проволочного арматурного проката допускается объединять в одну группу сварные соединения с номинальным диаметром в пределах одного из диапазонов, приведенных в табл. 3.
Таблица 3
|
Индекс однотипности по диаметру |
|
|
До 6 включительно |
1 |
|
Свыше 6 до 40 включительно |
2 |
|
Свыше 40 |
3 |
Примечание. За номинальный диаметр принимается величина, указанная в сертификате на стержневой или проволочный арматурный прокат.
2.4.5.3. Тип сварного шва: стыковой шов (СШ), угловой шов (УШ), точечный шов (Тч). При этом сварные соединения с разными типами сварного шва рекомендуется относить к разным группам.
2.4.5.4. Тип сварных соединений: стыковые (С), угловые (У), тавровые (Т), нахлесточные (Н), крестообразные (К) и торцовые (ТР). В одну группу могут быть объединены угловые, тавровые и нахлесточные соединения, кроме угловых сварных соединений тройников из труб и угловых сварных соединений приварки штуцеров (труб) к трубам, элементам котлов, сосудов и трубным решеткам, которые выделяются в отдельную группу угловых сварных соединений.
2.4.5.5. Вид и номинальный угол разделки кромок свариваемых деталей. В одну группу допускается объединять сварные соединения технических устройств типов I, II, III с одной из следующих характеристик подготовки кромок:
без разделки кромок;
с разделкой одной или двух кромок при угле раскрытия не более 15° с одной стороны (при односторонней сварке) или с каждой стороны (при двусторонней сварке);
с разделкой одной или двух кромок при угле раскрытия свыше 15° с одной стороны (при односторонней сварке) или с каждой стороны (при двусторонней сварке).
2.4.5.6. Виды сварных соединений. В одну группу допускается объединять сварные соединения с одной из следующих характеристик:
ос - сварные соединения, выполняемые с одной стороны (односторонняя сварка);
дс - сварные соединения, выполняемые с двух сторон (двусторонняя сварка).
2.4.5.7. Пространственные положения швов (наплавок). В одну группу допускается объединять сварные соединения с одной из следующих характеристик положения швов (наплавок):
H1 - нижнее стыковое и в «лодочку», а также стыковые и нахлесточные соединения стержней и тавровые соединения стержней с листами, выполняемые в нижнем положении со стороны привариваемого стержня;
Н2 - нижнее тавровое, а также крестообразные соединения стержней и нахлесточные соединения стержней с листами, выполняемые в нижнем положении;
Г - горизонтальное;
П1 - потолочное стыковое, а также нахлесточные соединения стержней, выполняемые в потолочном положении;
П2 - потолочное тавровое, а также крестообразные соединения стержней и нахлесточные соединения стержней с листами, выполняемые в потолочном положении;
В1 - вертикальное снизу вверх;
В2 - вертикальное сверху вниз;
Н45 - наклонное под углом 45°.
Сварку (наплавку) КСС должны выполнять в том же положении, в котором выполняются производственные сварные соединения (наплавки). Если производственные сварные соединения (наплавки) выполняются в различных пространственных положениях, то сварку (наплавку) КСС (при аттестации технологии) должны выполнять в положениях, предусмотренных программой аттестации, включая наиболее трудное положение, определяемое аттестационной комиссией.
2.4.5.8. Вид покрытия электрода при ручной дуговой сварке (наплавке) покрытыми электродами. При этом в одну группу допускается объединять сварные соединения, подлежащие выполнению электродами с одним из следующих видов покрытия:
А - с кислым покрытием;
Б - с основным покрытием;
Ц - с целлюлозным покрытием;
Р - с рутиловым покрытием;
РА - с кисло-рутиловым покрытием;
РБ - с рутил-основным покрытием;
РЦ - с рутил-целлюлозным покрытием;
П - с прочими и специальными видами покрытий.
2.4.5.9. Металлургический тип флюсов для соответствующих способов сварки (наплавки). При этом в одну группу допускается объединять сварные соединения, выполняемые с использованием одного из следующих типов флюсов:
плавленые;
керамические.
без подогрева;
с подогревом (предварительным, сопутствующим).
При определении условий однотипности допускается не учитывать требования к подогреву, если подогрев производится только в зависимости от температуры внешней среды при сварке или подогрев производится в целях удаления влаги с поверхности свариваемых деталей.
без термической обработки (после сварки);
с термической обработкой (после сварки).
2.4.5.12. В зависимости от предусмотренных технологией способов и условий сварки (наплавки) возможно применение других параметров однотипности:
минимальное количество проходов (слоев) с каждой стороны сварного соединения;
погонная энергия;
количество и вид плавящихся электродов (проволочные, ленточные);
необходимость применения импульсно-дугового процесса;
необходимость предварительной наплавки кромок сварного соединения;
состав и процентное содержание смеси защитных газов;
необходимость применения активирующих флюсов (при аргонодуговой сварке), гранулированных присадок и др.
2.4.6. При соблюдении требований пп. 2.4.3 - 2.4.4 в одну группу однотипных сварных соединений, выполняемых электрошлаковой сваркой (ЭШ), могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики.
2.4.6.1. Номинальная толщина свариваемых деталей в зоне сварке. При этом в одну группу допускается объединять сварные соединения при номинальной толщине свариваемых деталей в пределах одного из диапазонов, приведенных в табл. 4.
Таблица 4
|
Индекс однотипности по толщине |
|
|
До 50 включительно |
1 |
|
Свыше 50 до 85 включительно |
2 |
|
Свыше 85 до 140 включительно |
3 |
|
Свыше 140 |
4 |
2.4.6.2. Количество и вид плавящихся электродов (проволочные, ленточные, плавящиеся мундштуки и др.). При этом в разные группы относятся сварные соединения, подлежащие выполнению:
одним проволочным электродом;
несколькими проволочными электродами;
ленточным электродом;
плавящимся мундштуком.
2.4.6.3. Необходимость подогрева (предварительного, сопутствующего). При этом условия однотипности определяются в соответствии с п. 2.4.5.10.
2.4.6.4. Необходимость термической обработки после сварки (отпуск, нормализация, аустенизация и др.). При этом условия однотипности определяются в соответствии с п. 2.4.5.11.
2.4.7. При соблюдении требований пп. 2.4.2 - 2.4.4 в одну группу однотипных сварных соединений, выполняемых электронно-лучевой сваркой (ЭЛ), могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики.
2.4.7.1. Необходимость применения присадочных материалов. При этом в одну группу допускается объединять сварные соединения, требующие следующих условий сварки:
без присадочных материалов;
с присадочными материалами.
2.4.7.2. Номинальная толщина свариваемых деталей в зоне сварки. При этом в одну группу допускается объединять сварные соединения с номинальной толщиной свариваемых деталей в пределах одного из диапазонов, приведенных в табл. 5.
Таблица 5
|
Индекс однотипности по толщине |
|
|
До 3 включительно |
1 |
|
Свыше 3 до 5 включительно |
2 |
|
Свыше 5 до 8 включительно |
3 |
|
Свыше 8 до 12 включительно |
4 |
|
Свыше 12 до 20 включительно |
5 |
|
Свыше 20 до 35 включительно |
6 |
|
Свыше 35 до 60 включительно |
7 |
|
Свыше 60 до 100 включительно |
8 |
|
Свыше 100 |
9 |
2.4.7.3. Тип сварных соединений (стыковое, угловое, тавровое, торцовое, нахлесточное). При этом сварные соединения с разными типами сварных соединений относят к разным группам.
2.4.7.4. Форма подготовки кромок. При этом сварные соединения с разной формой подготовки кромок относят к разным группам.
2.4.7.5. Необходимость подогрева (предварительного, сопутствующего). При этом условия однотипности определяются в соответствии с п. 2.4.5.10.
2.4.7.6. Необходимость термической обработки. При этом условия однотипности определяются в соответствии с п. 2.4.5.11.
2.4.8. При соблюдении требований пп. 2.4.3 - 2.4.4 в одну группу однотипных сварных соединений, выполняемых газовой сваркой (Г), могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики:
2.4.8.1. Необходимость применения присадочных материалов. При этом к разным группам относят сварные соединения, выполняемые:
без присадочных материалов;
с присадочными материалами.
2.4.8.2. Номинальную толщину свариваемых (привариваемых) деталей. При этом в одну группу допускается объединять сварные соединения с номинальной толщиной свариваемых (привариваемых) деталей в пределах одного из диапазонов, приведенных в табл. 6.
Таблица 6
|
Индекс однотипности по толщине |
|
|
До 3 включительно |
1 |
|
Свыше 3 |
2 |
2.4.8.3. Номинальный радиус кривизны свариваемых деталей в зоне сварки (только для сварных соединений с криволинейными швами). При этом в одну группу допускается объединять сварные соединения деталей с номинальным радиусом кривизны в пределах одного из диапазонов, приведенных в табл. 7.
Таблица 7
|
Индекс однотипности по радиусу кривизны |
|
|
До 12,5 включительно |
1 |
|
Свыше 12,5 |
2 |
|
Плоские детали (листы) |
0 |
2.4.8.4. Форма разделки кромок. При этом в одну группу допускается объединять сварные соединения с одной из следующих форм подготовки кромок:
с отбортовкой;
без разделки кромок;
с разделкой кромок.
2.4.8.5. Горючий газ, применяемый при сварке. При этом к разным группам относят сварные соединения, выполняемые с применением различных горючих газов (смесей).
2.4.9. При соблюдении требований п. 2.4.3 в одну группу однотипных сварных соединений, выполняемых контактной стыковой сваркой оплавлением (КСО), контактной стыковой сваркой сопротивлением (КСС), могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики.
2.4.9.1. Номинальную площадь поперечного сечения свариваемых деталей. При этом в одну группу допускается объединять сварные соединения с номинальной площадью поперечного сечения в пределах одного из следующих диапазонов:
до 200 мм2;
от 200 до 350 мм2;
свыше 350 до 680 мм2;
свыше 680 до 1200 мм2;
свыше 1200 до 2500 мм2;
свыше 2500 мм2.
2.4.9.2. Номинальную толщину стенки свариваемых деталей. При этом в одну группу допускается объединять сварные соединения с номинальной толщиной стенки в пределах одного из диапазонов, приведенных в табл. 8.
Таблица 8
|
Индекс однотипности по толщине |
|
|
От 3 до 3,5 включительно |
1 |
|
Свыше 3,5 до 4,5 включительно |
2 |
|
Свыше 4,5 до 6,5 включительно |
3 |
|
Свыше 6,5 до 11 включительно |
4 |
|
Свыше 11 |
5 |
2.4.9.3. Необходимость термической обработки. При этом условия однотипности определяются в соответствии с п. 2.4.5.11.
2.4.10. При соблюдении требований п. 2.4.3 в одну группу однотипных сварных соединений, выполняемых высокочастотной сваркой (ВЧС) при спиральном оребрении труб поверхностей нагрева, могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики.
2.4.10.1. Номинальный наружный диаметр оребряемых труб. При этом в одну группу допускается объединять сварные соединения с номинальным наружным диаметром труб в пределах одного из диапазонов, приведенных в табл. 9.
Таблица 9
|
Индекс однотипности по диаметру |
|
|
От 20 до 57 включительно |
1 |
|
Свыше 57 до 115 включительно |
2 |
2.4.10.2. Номинальную толщину стенки оребряемых труб. При этом в одну группу допускается объединять сварные соединения с номинальной толщиной стенки труб в пределах одного из диапазонов, приведенных в табл. 10.
Таблица 10
|
Индекс однотипности по толщине |
|
|
До 4 включительно |
1 |
|
Свыше 4 до 10 включительно |
2 |
2.4.10.3. Номинальную толщину оребряющей ленты. При этом в одну группу допускается объединять сварные соединения с номинальной толщиной оребряющей ленты в пределах одного из следующих диапазонов:
от 0,8 до 1,5 мм;
свыше 1,5 до 2,5 мм.
2.4.10.4. Номинальную ширину оребряющей ленты. При этом в одну группу допускается объединять сварные соединения с номинальной шириной оребряющей ленты в пределах одного из следующих диапазонов:
от 8 до 17 мм;
свыше 17 до 30 мм.
2.4.10.5. Номинальный шаг оребрения. При этом в одну группу допускается объединять сварные соединения с номинальным шагом в пределах одного из следующих диапазонов:
от 3 до 12 мм;
свыше 12 мм.
2.4.11. При соблюдении требований пп. 2.4.1 и 2.4.3 в одну группу однотипных сварных соединений приварки стержней (болтов, шпилек, шипов, гаек и других элементов крепления) к плоским деталям и трубам, выполняемой механизированной контактной сваркой (МКС), механизированной дуговой сваркой (МДС)1, могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики.
____________
1 Включая процессы 783, 784, 785, 786 в соответствии с ISO 4063
2.4.11.1. Способ защиты зоны сварки от воздействия окружающего воздуха:
с использованием прессованных флюсовых (керамических) колец;
с использованием защитного газа;
без защиты;
под слоем флюса.
2.4.11.2. Номинальную толщину стенки шипуемых труб. При этом в одну группу допускается объединять сварные соединения приварки шипов к трубам с номинальной толщиной стенки в пределах одного из следующих диапазонов:
до 6 мм включительно;
свыше 6 мм.
2.4.11.3. Номинальный диаметр шипов:
меньше или равно 12 мм;
более 12 мм.
2.4.11.4. Необходимость подогрева. При этом условия однотипности определяются в соответствии с п. 2.4.5.10.
2.4.11.5. Необходимость термической обработки. При этом условия однотипности определяются в соответствии с п. 2.4.5.11.
2.4.12. При соблюдении требований п. 2.4.3 в одну группу однотипных сварных соединений стержней (прутков), выполняемых кузнечной сваркой (К), могут быть объединены производственные сварные соединения, имеющие следующие общие технологические характеристики.
2.4.12.1. Номинальный диаметр свариваемых стержней. При этом в одну группу допускается объединять сварные соединения с номинальным диаметром в пределах одного из диапазонов, приведенных в табл. 11:
Таблица 11
|
Индекс однотипности по диаметру |
|
|
До 13 включительно |
1 |
|
Свыше 13 до 24 включительно |
2 |
|
Свыше 24 до 40 включительно |
3 |
|
Свыше 40 |
4 |
2.4.13. При соблюдении требований пп. 2.4.1 - 2.4.5 в группы однотипных наплавок могут быть объединены наплавки, соответствующие одной из следующих технологических характеристик.
2.4.13.1. По назначению наплавок:
наплавки общего назначения (усиливающие, восстановительные и др.), для выполнения которых предусмотрено применение тех же сварочных (наплавочных) материалов, что и для выполнения сварных соединений деталей (изделий), на которых выполняется наплавка;
антикоррозионные наплавки (наплавленные антикоррозионные покрытия);
специальные наплавки (износостойкие, эрозионностойкие и др.), обеспечивающие требуемые по условиям эксплуатации особые свойства поверхностных слоев наплавленных деталей (изделий).
2.4.13.2. По виду наплавок:
однослойные (выполняются в один слой);
многослойные однородные [выполняются не менее чем в два слоя с применением одинаковых сварочных (наплавочных) материалов во всех слоях наплавки];
многослойные неоднородные [выполняются не менее чем в два слоя с применением разных сварочных (наплавочных) материалов в разных слоях наплавки].
2.4.13.3. По виду наплавочных материалов:
покрытые электроды;
проволока сплошного сечения;
металлические прутки;
порошковая проволока;
лента сплошного сечения;
порошковая лента;
металлокерамическая лента;
металлический порошок;
гранулированные материалы.
2.4.13.4. По количеству плавящихся электродов при автоматической наплавке.
2.4.13.5. По необходимости подогрева (предварительного, сопутствующего). При этом условия однотипности определяются в соответствии с п. 2.4.5.10.
2.4.13.6. По необходимости термической обработки. При этом условия однотипности определяются в соответствии с п. 2.4.5.11.
2.4.14. При соблюдении требований п. 2.4.1 производственные сварные соединения из полимерных материалов выделяют в отдельные группы однотипных сварных соединений по следующим общим основным параметрам.
2.4.14.1. По виду свариваемых деталей. При этом в одну группу однотипных сварных соединений могут быть объединены производственные сварные соединения следующих видов:
листы (Л);
трубы (Т);
листы с трубами (Л + Т);
труба с отводом (Т + О);
труба с трубой через муфту (Т + М + Т).
2.4.14.2. По типу сварных соединений. При этом в одну группу однотипных сварных соединений могут быть объединены производственные сварные соединения следующих типов:
стыковые:
без разделки кромок (СБ);
с разделкой кромок (CV, СХ);
нахлесточные:
соединение листов внахлестку (Н);
соединение листов в угол (К);
соединение труб враструб (Р);
муфтовое соединение труб (М);
соединение труб с седловыми отводами (О);
тавровые:
без разделки кромок (ТБ);
с разделкой кромок (TV, TX);
угловые:
без разделки кромок (УБ);
с разделкой кромок (УV, УХ).
2.4.14.3. При проведении производственной аттестации технологии сварки изделий из полимерных материалов необходимо дополнительно учитывать степень автоматизации применяемого сварочного оборудования.
2.4.15. При соблюдении требований пп. 2.4.1 и 2.4.3 в одну группу однотипных производственных сварных соединений из полимерных материалов, выполняемых сваркой нагретым инструментом (НИ), могут быть объединены производственные сварные соединения, имеющие одинаковую номинальную толщину и диаметр свариваемых деталей в зоне сварки.
При этом допускается объединять сварные соединения в зависимости от их типа при номинальной толщине и диаметре свариваемых деталей в пределах одного из диапазонов, приведенных в табл. 12.
Таблица 12
|
Толщина, мм |
Диаметр, мм |
|
|
Соединение труб встык без разделки кромок (СБ) |
- |
До 160 включительно |
|
- |
От 160 до 400 включительно |
|
|
- |
Свыше 400 |
|
|
Соединение труб враструб (Р) |
- |
До 90 включительно |
|
- |
Свыше 90 |
|
|
Соединение листов внахлестку (Н) |
От 1 до 2,5 включительно |
- |
|
Свыше 2,5 |
- |
При отнесении сварных соединений к указанным диапазонам номинальный диаметр свариваемых деталей следует принимать:
для стыковых сварных соединений - по наружной поверхности свариваемых деталей;
для стыковых сварных соединений труб, оси которых располагаются под углом друг к другу, - по номинальному наружному диаметру;
для сварных соединений враструб - по диаметру сопрягаемых поверхностей деталей.
2.4.16. При соблюдении требований пп. 2.4.1 и 2.4.3 в одну группу однотипных производственных сварных соединений, выполняемых сваркой с закладными нагревателями (ЗН), могут быть объединены производственные сварные соединения, имеющие одинаковый номинальный диаметр свариваемых деталей в зоне сварки. При этом допускается объединять сварные соединения в зависимости от их типа при номинальном диаметре свариваемых деталей в пределах одного из диапазонов, приведенных в табл. 13.
Таблица 13
|
Диаметр, мм |
|
|
Муфтовое соединение труб (М) |
До 160 включительно |
|
От 160 до 400 включительно |
|
|
Свыше 400 |
|
|
Соединение труб с седловыми отводами (О) |
До 160 включительно |
|
Свыше 160 |
2.4.17. При соблюдении требований пп. 2.4.1 и 2.4.3 в одну группу однотипных производственных сварных соединений, выполняемых сваркой нагретым газом (НГ) или экструзионной сваркой (Э), могут быть объединены производственные сварные соединения, имеющие одинаковую номинальную толщину в зоне сварки.
При этом допускается объединять сварные соединения в зависимости от их типа, номинальной толщины в зоне сварки и вида подготовки кромок, указанных в табл. 14.
Таблица 14
|
Вид подготовки кромок |
Толщина, мм |
|
|
Лист с листом (Л + Л) |
СБ |
От 2 до 4 включительно |
|
CV, СХ |
От 4 до 10 включительно |
|
|
Свыше 10 |
||
|
УБ |
От 2 до 10 включительно |
|
|
УV |
От 4 до 10 включительно |
|
|
Свыше 10 |
||
|
УХ |
От 8 до 10 включительно |
|
|
Свыше 10 |
||
|
Н |
От 2 до 10 включительно |
|
|
Свыше 10 |
||
|
Труба с листом (Т + Л), |
ТБ |
От 2 до 10 включительно |
|
лист с листом (Л + Л) |
Свыше 10 |
|
|
TV |
От 4 до 10 включительно |
|
|
Свыше 10 |
||
|
ТХ |
От 8 до 10 включительно |
|
|
Свыше 10 |
2.4.18. При соблюдении требований п. 2.4.3 в одну группу однотипных сварных соединений приварки выводов ЭХЗ магистральных и промысловых трубопроводов, выполняемых термитной сваркой (Т), могут быть объединены сварные соединения, имеющие следующие общие технологические характеристики.
2.4.18.1. Номинальная толщина свариваемых элементов в зоне сварки. При этом в одну группу допускается объединять сварные соединения при номинальной толщине свариваемых деталей в пределах одного из диапазонов, приведенных в табл. 15.
Таблица 15
|
Индекс однотипности по толщине |
|
|
До 5 включительно |
1 |
|
Свыше 5 до 12 включительно |
2 |
|
Свыше 12 до 19 включительно |
3 |
|
Свыше 19 |
4 |
2.4.18.2. Наружный диаметр деталей в зоне сварки. При этом в одну группу допускается объединять сварные соединения с наружным диаметром в пределах одного из диапазонов, приведенных в табл. 16.
Таблица 16
|
Индекс однотипности по радиусу кривизны |
|
|
До 25 включительно |
1 |
|
Свыше 25 до 159 включительно |
2 |
|
Свыше 159 до 530 включительно |
3 |
|
Свыше 530 |
4 |
2.4.18.3. Необходимость подогрева (предварительного, сопутствующего). При этом в одну группу допускается объединять сварные соединения, требующие следующих условий сварки:
без подогрева;
с подогревом (предварительным, сопутствующим).
2.4.18.4. Применяемые сварочные материалы. При этом в одну группу допускается объединять сварные соединения, выполняемые с использованием следующих сварочных материалов:
паяльно-сварочные стержни из медных термитных смесей;
медная термитная смесь с одноразовой тигель-формой;
медная термитная смесь с многоразовой тигель-формой;
термокарандаш из прессованной медной термитной смеси.
2.4.19. При соблюдении требований пп. 2.4.1 - 2.4.4 в одну группу однотипных сварных соединений могут быть объединены производственные сварные соединения элементов железобетонных конструкций, имеющие следующие общие основные параметры.
2.4.19.1. По номинальному диаметру арматурного проката. При этом в одну группу допускается объединять сварные соединения с номинальным диаметром в пределах одного из диапазонов, приведенных в табл. 17.
Таблица 17
|
Индекс однотипности по номинальному диаметру |
|
|
От 3 до 6 включительно |
1 |
|
От 6 до 40 включительно |
2 |
|
Свыше 40 |
3 |
2.4.20. Режимы сварки (наплавки) устанавливаются заданными технологическими параметрами, состав которых выбирают в соответствии с применяемым способом сварки (наплавки) и требованиями производственной технологической документации.
2.4.21. При производственной аттестации сварочных технологий при ремонте технических устройств в период эксплуатации при соблюдении требований пп. 2.4.1 - 2.4.4 по признакам однотипности в одну группу могут быть объединены сварные соединения (наплавки), соответствующие одной из следующих технологических характеристик.
2.4.21.1. По виду ремонта. При этом различают следующие виды ремонта:
ремонт поверхностных дефектов основного металла и сварных соединений наплавкой без выборки дефектов;
ремонт сваркой (заварка) дефектных участков сварных соединений с предварительной выборкой дефектов;
ремонт сваркой с полной вырезкой дефектных участков основного металла и сварных соединений и последующей их заваркой;
ремонт сваркой дефектных участков основного металла и сварных соединений с применением сварных муфт, тройников и других накладных деталей.
3. ОБЛАСТЬ РАСПРОСТРАНЕНИЯ РЕЗУЛЬТАТОВ ПРОИЗВОДСТВЕННОЙ АТТЕСТАЦИИ ТЕХНОЛОГИИ СВАРКИ (НАПЛАВКИ)
3.1. Результаты производственной аттестации технологии сварки (наплавки) характеризуются областью распространения, то есть диапазоном допустимых изменений конструктивных и технологических параметров, который определяется по характеристикам соответствующих контрольных сварных соединений (наплавок).
По основным технологическим и конструктивным параметрам контрольных сварных соединений (наплавок) при отсутствии указаний в НД могут быть установлены условия и критерии определения области распространения результатов аттестации, изложенные в настоящем разделе и приложении 3.
При определении границ области распространения должны быть одновременно учтены все ограничения на диапазон изменения конструктивных и технологических параметров сварного соединения. При этом область распространения результатов аттестации может быть сокращена по сравнению с интервалами однотипности сварных соединений (наплавок).
Установленная при производственной аттестации технологии сварки (наплавки) область распространения должна соответствовать значениям, заявленным организацией и обеспеченным ПТД по сварке. При этом область распространения не должна выходить за пределы, регламентируемые действующими НД, и за пределы технологических возможностей используемого специализированного сварочного и вспомогательного оборудования.
3.1.1. Результаты аттестации технологий сварки деталей из конкретной марки материала могут распространяться на все марки материалов, входящих согласно приложению 2 в одну группу с материалом КСС, с учетом требований НД по соответствующей группе технических устройств.
Результаты аттестации технологий сварки конструкций магистральных и промысловых трубопроводов из конкретной марки материала могут быть распространены на материалы в пределах одной группы с материалом КСС (по прочности не выше, чем у материала КСС).
Результаты аттестации технологий сварки стержневого и проволочного арматурного проката конкретного класса могут быть распространены на материалы по прочности не выше, чем у материала КСС.
Результаты аттестации технологий сварки деталей из конкретной марки материала группы 2, включая сочетания с марками материалов других групп, могут быть распространены на марки материалов группы 1, включая соответствующие сочетания, за исключением конструкций магистральных и промысловых трубопроводов, а также стержневого и проволочного арматурного проката.
Область распространения результатов аттестации технологий сварки деталей из меди и ее сплавов, а также из алюминия и его сплавов приведена в табл. П.3.1 и П.3.2 приложения 3.
Область распространения результатов аттестации технологии в части основных материалов сварных соединений действительна при условии, если для сварки (наплавки) материалов, входящих в область распространения, действующие НД допускают применение одних и тех же сварочных материалов по маркам и (или) типам.
3.1.2. Критерием области распространения результатов аттестации технологии сварки (наплавки) по свойствам сварочных (наплавочных, присадочных) материалов являются требования соответствующих НД.
Область распространения результатов аттестации по диаметрам сварочных (наплавочных, присадочных) материалов устанавливается в соответствии с требованиями соответствующих НД в рамках требований ПТД по сварке (наплавке), представляемой организацией-заявителем.
Область распространения результатов аттестации технологии сварки (наплавки) в зависимости от вида покрытия электродов, примененных для выполнения КСС, может быть распространена на другие виды покрытия в соответствии с табл. П.3.3 приложения 3, если это не противоречит требованиям соответствующих НД.
Результаты аттестации технологии сварки в защитных газах (смесях защитных газов) распространяются только на сварку в тех защитных газах (смесях защитных газов), в которых была выполнена сварка КСС.
3.1.3. Результаты аттестации технологии сварки в зависимости от номинального радиуса кривизны свариваемых деталей из труб и листов могут быть распространены на диапазон радиусов, указанный в табл. П.3.4 приложения 3.
При определении области распространения результатов аттестации для угловых и тавровых соединений деталей во внимание принимается номинальный радиус кривизны привариваемой детали (штуцер, труба, фланец, заглушка и т.д.). При этом область распространения должна учитывать толщину и диаметр детали, к которой приваривают штуцер.
3.1.4. Результаты аттестации технологии сварки деталей в зависимости от их номинальной толщины могут быть распространены на диапазоны толщин согласно табл. П.3.5 приложения 3.
При определении области распространения результатов аттестации для угловых и тавровых соединений деталей во внимание принимается номинальная толщина привариваемой детали (штуцер, труба, фланец, заглушка и т.д.), если сварка производится без подогрева и (или) термической обработки после сварки. В тех случаях, когда технологический процесс предусматривает подогрев и (или) термическую обработку после сварки, дополнительно необходимо учитывать толщину более толстой детали.
Указанная область распространения аттестации технологии действительна при условии, если сварка всех соединений, входящих в область распространения технологии сварки, не сопровождается изменением остальных признаков однотипности, характеризующих группу однотипных соединений, к которой относится контрольное сварное соединение, и выполняется по единому технологическому процессу.
3.1.5. Результаты аттестации технологии сварки стержневого и проволочного арматурного проката в зависимости от номинального диаметра стержней КСС могут быть распространены на диапазон номинальных диаметров, указанный в табл. П.3.6 приложения 3.
3.1.6. Область распространения результатов аттестации в зависимости от номинального угла разделки кромок КСС для технических устройств типов I, II, III может быть распространена в соответствии с табл. П.3.7 приложения 3.
3.1.7. Область распространения результатов аттестации технологии сварки (наплавки) сварных соединений в зависимости от типа и вида соединения труб и листов представлена в табл. П.3.8, П.3.9, а стержневого и проволочного арматурного проката - в табл. П.3.10 приложения 3.
3.1.8. Область распространения результатов аттестации технологий сварки полимеров приведена в табл. П.3.11 приложения 3.
3.1.9. Область распространения по положению при сварке (наплавке) должна устанавливаться в рамках требований ПТД по сварке, представляемой организацией-заявителем с учетом положения, в котором производилась сварка (наплавка) КСС.
3.1.10. Результаты аттестации технологии аргонодуговой сварки без применения активирующих флюсов могут быть распространены на технологию сварки с применением активирующих флюсов, рекомендованных соответствующими НД.
3.1.11. Результаты аттестации технологии аргонодуговой сварки деталей номинальной толщиной свыше 3 до 12 мм могут быть распространены на заварку корневой части шва при комбинированной сварке деталей с номинальными радиусами кривизны с учетом условий, указанных в табл. П.3.4 приложения 3.
3.1.12. Результаты аттестации технологии сварки (одним способом) без подкладки, с подкладками или на флюсовой подушке могут быть распространены на заполнение основной части разделки кромок при комбинированной сварке с номинальными радиусами кривизны и толщинами с учетом условий, указанных в табл. П.3.4 и П.3.5 приложения 3 соответственно.
3.1.13. Результаты аттестации технологии сварки могут быть распространены на исправление поверхностных дефектов в зоне сварного соединения (подрезы, несплавления, выбоины на кромках) с применением сварки при наличии в ПТД по сварке соответствующих технологических карт.
3.1.14. Область распространения результатов аттестации по электрошлаковой сварке определяется с учетом количества электродов, использованных при сварке контрольного образца:
сварка двумя электродами распространяется на сварку одним электродом;
сварка тремя электродами распространяется на сварку двумя и одним электродом.
Электрошлаковая сварка пластинчатым электродом распространяется только на этот способ сварки независимо от толщины деталей.
Область распространения технологии электрошлаковой сварки криволинейных швов не распространяется на технологию сварки прямолинейных швов и наоборот.
3.1.15. Для соединений труб, пересекающихся под углом £ 90°, область распространения результатов аттестации ограничивается диапазоном a £ a1 £ 90°, где a - угол пересечения осей КСС, a1 - угол пересечения осей производственных сварных соединений. При этом конкретный угол пересечения осей для КСС определяется аттестационной комиссией.
3.2. В случаях, когда необходимость термообработки сварных соединений регламентируется только условиями эксплуатации (например, работа в сероводородсодержащих средах) независимо от параметров сварочного процесса (марка основных и сварочных материалов, толщина свариваемых элементов и т.п.), допускается ограничиться проведением термообработки на одном из КСС. Область распространения при этом включает сварные соединения, выполняемые с термообработкой и без термообработки.
3.3. Область распространения по режимам сварки (наплавки) (сварочный ток, напряжение на дуге, скорость сварки) должна устанавливаться в рамках требований ПТД по сварке (наплавке), представляемой организацией-заявителем. Изменение состава параметров режима сварки (наплавки), а также изменение их значений за пределы установленной области интервалов, указанных в ПТД, вызывают необходимость проведения новой аттестации.
3.4. Результаты аттестации технологии сварки (наплавки) могут быть распространены на несколько технических устройств, в том числе из различных групп технических устройств, лишь при условии, что они относятся к одному типу технических устройств согласно п. 1.6, а процессы сварки (наплавки), нормы контроля и критерии оценки регламентируются требованиями одних и тех же НД. При этом устанавливается единая область распространения.
4. КОНТРОЛЬНЫЕ СВАРНЫЕ СОЕДИНЕНИЯ (НАПЛАВКИ)
4.1. Контрольные сварные соединения (наплавки), выполняемые при аттестации технологии сварки (наплавки), должны быть однотипными по отношению к производственным сварным соединениям (наплавкам).
Каждой группе однотипных производственных сварных соединений (наплавок), предусмотренных аттестуемой технологией, должно соответствовать КСС (наплавка), назначаемое аттестационной комиссией при разработке программы производственной аттестации. Количество КСС, выполняемых для аттестационных испытаний, может быть оптимизировано на стадии разработки программы производственной аттестации с учетом условий и критериев определения области распространения результатов аттестации, изложенных в разделе 3 и приложении 3. При этом количество КСС каждого типоразмера должно быть достаточным для проведения контроля разрушающими методами, предусмотренными программой аттестации и установленными требованиями НД, а также для получения достоверных результатов при неразрушающем [радиографическом и (или) ультразвуковом] контроле.
4.2. При производственной аттестации технологии сварки (наплавки) КСС должны выполнять с полным соблюдением технологического процесса, предусмотренного для соответствующих производственных сварных соединений (наплавок). КСС маркируется в присутствии представителя АЦ (члена аттестационной комиссии).
4.3. Виды контрольных сварных соединений, выполняемых при аттестации технологии сварки, формы подготовки кромок и размеры КСС определяются программой производственной аттестации технологии сварки (наплавки) на основании требований соответствующей ПТД. Размеры КСС должны быть достаточными для проведения всех видов испытаний, предусмотренных программой производственной аттестации.
Конкретные формы подготовки кромок и размеры контрольных сварных соединений устанавливаются программой производственной аттестации технологии сварки.
4.4. Для выполнения контрольных наплавок толщина пластины должна быть не менее 20 мм, площадь контролируемой части наплавки должна быть не менее 200´150 мм при ручной и не менее 400´150 мм при автоматической наплавке.
4.5. Типы и характеристики КСС арматуры, арматурных и закладных изделий железобетонных конструкций должны соответствовать ГОСТ 14098-91. Применяемые для изготовления КСС основные материалы (арматурная сталь и прокат) должны иметь сертификат качества завода-изготовителя.
При отсутствии сертификатов обязательно проведение испытаний основных материалов с определением механических свойств (предела текучести, предела прочности, относительного удлинения и угла изгиба) и химического состава.
При выполнении на производстве стыковых соединений арматурных стержней различных диаметров при производственной аттестации технологий сварки рекомендуется выполнять КСС с соотношением диаметров dmin/dmax = 0,5 - 0,8.
5. КОНТРОЛЬ КАЧЕСТВА КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ (НАПЛАВОК)
5.1. Контроль качества КСС должен выполняться неразрушающими методами и разрушающими видами контроля в соответствии с действующими НД. Объемы контроля для технических устройств из металлических труб и листов приведены в табл. 18, а для технических устройств из арматуры и закладных изделий железобетонных конструкций - в табл. 19.
Таблица 18
Методы и объемы испытаний контрольных сварных соединений (наплавок) металлических труб и листов
|
Методы испытаний |
Объем контроля |
||
|
Кол-во1 |
% |
||
|
Стыковое соединение листов и труб |
Визуальный и измерительный |
100 |
|
|
Радиографический или ультразвуковой2 |
100 |
||
|
Капиллярный или магнитопорошковый3 |
100 |
||
|
Испытание на статическое растяжение4 |
³ 2 |
||
|
Испытание на статический изгиб5 |
³ 2 |
||
|
Испытание на ударный изгиб6 |
³ 3 |
||
|
Измерение твердости7 |
³ 1 |
||
|
Металлография7 |
³ 1 |
||
|
Угловое (тавровое) соединение труб |
Визуальный и измерительный |
100 |
|
|
Радиографический или ультразвуковой2, 8, 9 |
100 |
||
|
Капиллярный или магнитопорошковый3 |
100 |
||
|
Измерение твердости7 |
³ 1 |
||
|
Металлография7 |
³ 2 |
||
|
Тавровое (угловое) соединение листов |
Визуальный и измерительный |
100 |
|
|
Радиографический или ультразвуковой8, 9 |
100 |
||
|
Капиллярный или магнитопорошковый3 |
100 |
||
|
Испытания на статическое растяжение4, 7 |
³ 2 |
||
|
Измерение твердости7 |
³ 1 |
||
|
Наплавка |
Металлография7 |
³ 2 |
|
|
Визуальный и измерительный |
100 |
||
|
Ультразвуковой10 |
100 |
||
|
Капиллярный или магнитопорошковый3 |
100 |
||
|
Измерение твердости7 |
³ 1 |
||
|
Металлография7 |
³ 3 |
||
|
Все типы КСС |
Стилоскопирование11 |
100 |
|
|
Испытание на стойкость против межкристаллитной коррозии и другие виды испытаний7 |
³ 2 |
||
____________
1 Количество образцов определяется требованием НД на конкретную группу ОТУ.
2 При наличии соответствующих требований НД могут применяться оба метода. УЗК выполняют на сварных соединениях из сталей перлитного, мартенситного и мартенситно-ферритного классов с номинальной толщиной свариваемых (привариваемых) деталей не менее 5,5 мм.
3 Выполняется при наличии соответствующих требований НД. Магнитопорошковый контроль допускается проводить только на ферромагнитных материалах.
4 Конкретный вид испытания [на статическое растяжение сварного соединения и (или) металла шва] устанавливается в соответствии с требованиями НД.
5 Испытываются один - два образца с изгибом со стороны корня шва и один - два со стороны выпуклости (усиления) шва. При толщине ³ 12 мм эти испытания могут быть заменены испытанием на «поперечный» изгиб на двух образцах. Для труб с номинальным наружным диаметром не более 108 мм допускается проведение испытания на сплющивание не менее чем на 2 образцах.
6 Выполняется при номинальной толщине стенки КСС не менее 12 мм при наличии соответствующих требований НД (один комплект - из металла шва, один - из ЗТВ).
7 Проводят при наличии соответствующих требований НД или заявке.
8 УЗК не выполняют при наружном диаметре ввариваемого элемента £ 50 мм. Когда при наружном диаметре более 50 мм технически невозможно провести УЗК, проводят радиографический контроль, если позволяет конструкция соединения.
9 Ультразвуковому контролю не подлежат угловые (тавровые), нахлесточные контрольные сварные соединения с неполным проплавлением (конструктивным зазором) независимо от толщины свариваемых деталей.
10 Для наплавок аустенитного класса контроль выполняют при наличии соответствующих методик.
11 Проверяется основной металл и металл шва КСС из легированных (кроме низколегированных конструкционных) и высоколегированных сталей при наличии требований НД.
Таблица 19
Методы и объемы испытаний контрольных сварных соединений арматуры и закладных изделий железобетонных конструкций
|
Методы испытаний |
Объем контроля |
|||
|
Способ и технологические особенности сварки |
Тип соединений |
Кол-во |
% |
|
|
Все соединения |
Визуальный и измерительный |
100 |
||
|
Контактная стыковая |
C |
Испытание на растяжение |
³ 3 |
|
|
Контактная точечная |
K |
Испытание на срез |
||
|
Испытание на растяжение |
||||
|
H |
Испытание на срез |
|||
|
Дуговая (в т.ч. ванная, под флюсом, швами или точками) |
T |
Испытание на отрыв |
||
|
C |
Испытание на растяжение |
|||
|
H |
Испытание на срез |
|||
|
K |
Испытание на растяжение |
|||
|
C |
Ультразвуковой |
³ 3 |
100 |
|
|
(типы С5 - С20 по ГОСТ 14098-91) |
||||
Конкретный перечень и условия проведения испытаний КСС неразрушающими методами и разрушающими видами определяют на основании требований действующих НД, по заявленной группе технических устройств, с учетом требований конструкторской документации (КД) и (или) ПТД на сварку (наплавку) и условий, указанных в заявке на аттестацию.
Методику выполнения и количественные нормы оценки качества сварных соединений в ПТД должны соответствовать НД, а при их отсутствии - требованиям КД или ТУ на технические устройства, согласованным в установленном порядке. В программе производственной аттестации и заключении указывают наименование НД, КД или ТУ, в соответствии с которыми выполняется контроль качества КСС, а также раздел или пункт этих документов, содержащий нормы оценки качества.
Виды испытаний, количество образцов и места их вырезки из сварных соединений, критерии качества конкретизируются при разработке соответствующих программ производственной аттестации.
5.3. Контрольные сварные соединения деталей из двухслойных (плакированных) материалов подвергают неразрушающему контролю следующими методами:
после окончания сварки основного слоя - радиографическим или ультразвуковым;
после выполнения (восстановления) плакирующего слоя - ультразвуковым по зоне сплавления основного и плакирующего материалов.
5.4. Контрольные наплавки уплотнительных поверхностей трубопроводной арматуры технических устройств подвергают неразрушающему контролю следующими методами:
визуальный и измерительный;
капиллярный;
измерение твердости.
Визуальный и измерительный контроль наплавленных поверхностей производится до и после механической обработки.
5.5. КСС арматуры и закладных изделий железобетонных конструкций подвергают неразрушающему контролю - визуальному и измерительному, ультразвуковому, а также лабораторным методам испытаний в соответствии с требованиями ГОСТ 14098, ГОСТ 10922, ГОСТ 5781, ГОСТ 23858, ГОСТ 10884, РТМ 393 и другой НД. Ультразвуковой контроль выполняют по решению аттестационной комиссии с учетом заявки на проведение аттестации.
5.6. Методы и объемы испытаний КСС из полимерных материалов устанавливаются соответствующими НД. При отсутствии указаний в НД допускается руководствоваться данными, приведенными в табл. 20 и 21.
Таблица 20
Методы и объем испытаний контрольных сварных соединений из полимерных материалов (за исключением трубопроводов систем газоснабжения)
|
Вид деталей |
Тип соединения |
Методы испытаний |
Объем контроля |
||
|
Кол-во |
% |
||||
|
НИ |
Труба с трубой (Т + Т) |
СБ |
Визуальный и измерительный |
100 |
|
|
Испытание на растяжение |
³ 5 |
||||
|
Р |
Визуальный и измерительный |
100 |
|||
|
Испытание на растяжение |
³ 3 |
||||
|
ЗН |
Муфта и труба (Т + М + Т) |
М |
Визуальный и измерительный |
100 |
|
|
Испытание на сплющивание |
³ 2 |
||||
|
Седловой отвод и труба (О + Т) |
О |
Визуальный и измерительный |
100 |
||
|
Испытание на отрыв |
³ 3 |
||||
|
НИ, НГ, Э |
Лист с листом (Л + Л) |
СБ, CV, СХ |
Визуальный и измерительный |
100 |
|
|
Испытание на растяжение |
³ 5 |
||||
|
Испытание на напряженный изгиб |
³ 10 |
||||
|
Испытание на ударный изгиб |
³ 10 |
||||
|
УБ, УV, УХ, ТБ, TV, ТХ, Н |
Визуальный и измерительный |
100 |
|||
|
Н |
Испытание на растяжение |
³ 3 |
|||
|
НГ, Э |
Труба с листом (Т + Л) |
У |
Визуальный и измерительный |
100 |
|
5.7. Оценка качества КСС при неразрушающем и разрушающем контроле осуществляется в соответствии с требованиями документов, указанных в программе производственной аттестации. Если при аттестации технологий сварки (наплавки) конкретных изделий (конструкций) нормы оценки качества, предусмотренные в НД, отличаются от норм, указанных в ПТД, разработанной на основе КД, рекомендуется применять при оценке качества контрольных сварных соединений и наплавок нормы, приведенные в КД.
5.8. Протоколы, акты и заключения по результатам контроля КСС хранятся в дальнейшем в АЦ вместе с заключением и другими документами, оформляемыми аттестационной комиссией по результатам производственной аттестации технологии сварки (наплавки).
5.9. Если при неразрушающем контроле в КСС будут обнаружены дефекты, недопустимые в соответствии с установленными требованиями НД, то выполняют новое контрольное сварное соединение (наплавку) для повторного контроля.
При выявлении недопустимых дефектов в повторно выполненном КСС заявленная технология считается не прошедшей аттестацию и может быть повторно заявлена к аттестации в согласованные сроки, после выявления и устранения причин, приведших к нарушению требований норм качества.
При положительных результатах неразрушающего контроля КСС подвергают механическим испытаниям.
Таблица 21
Методы и объемы испытаний контрольных сварных соединений полиэтиленовых газопроводов
|
Методы испытаний |
Объем контроля |
||
|
Кол-во |
% |
||
|
НИ |
Визуальный и измерительный |
100 |
|
|
Испытание на осевое растяжение |
³ 3 |
||
|
Ультразвуковой контроль |
100 |
||
|
Испытание на статический изгиб |
³ 5 |
||
|
Испытание при постоянном внутреннем давлении |
³ 3 |
||
|
Испытание на длительное растяжение |
³ 6 |
||
|
ЗН |
Визуальный и измерительный |
100 |
|
|
Испытание на сплющивание |
³ 2 |
||
|
Испытание на отрыв (только для седловых отводов) |
³ 3 |
||
|
Испытание при постоянном внутреннем давлении |
³ 3 |
||
|
Испытание на стойкость к удару (только для седловых отводов) |
³ 3 |
||
5.10. При получении неудовлетворительных результатов разрушающего контроля по какому-либо виду испытаний допускается проведение повторных испытаний на удвоенном количестве образцов взамен каждого образца, показавшего неудовлетворительные результаты.
В этом случае вырезку образцов для повторных испытаний следует производить из того же КСС или выполненного вновь.
При неудовлетворительных результатах повторных испытаний технология считается не прошедшей аттестацию и может быть повторно заявлена к аттестации в согласованные сроки, после выявления и устранения причин, приведших к нарушению требований норм качества.
6. ПОДГОТОВКА И ПРОВЕДЕНИЕ ПРОИЗВОДСТВЕННОЙ АТТЕСТАЦИИ ТЕХНОЛОГИИ СВАРКИ (НАПЛАВКИ)
6.1. Организация-заявитель, занимающаяся изготовлением, монтажом, ремонтом и реконструкцией технических устройств на опасных производственных объектах с применением сварочных технологий, направляет в АЦ заявку на проведение производственной аттестации технологии сварки (наплавки).
К заявке прилагают следующие материалы:
ПТД заявленного к аттестации технологического процесса, необходимая для составления программы производственной аттестации заявленной технологии, включая сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки);
справка о результатах контроля производственных сварных соединений за последние 6 мес., подписанная руководителем лаборатории и заверенная печатью организации-заявителя (при периодической аттестации);
ксерокопии документов на аттестованных сварщиков и специалистов сварочного производства, на аттестованное сварочное оборудование, документы об аттестации лаборатории неразрушающих методов контроля и специалистов по контролю качества сварных соединений;
данные о предыдущей аттестации (при периодической аттестации).
В случае аттестации, когда ПТД предусматривает применение нескольких способов сварки при изготовлении, монтаже, ремонте и реконструкции технических устройств, заявки следует оформлять отдельно по каждому способу сварки, за исключением использования комбинированной сварки с применением двух или нескольких способов сварки в одном сварном соединении (наплавке).
Перед началом проведения производственной аттестации АЦ на основе анализа представленной организацией-заявителем информации устанавливает, что заявляемая технология предусмотрена действующей нормативной документацией для данной группы технических устройств и не требует проведения исследовательской аттестации.
В случае ограниченного использования технологий1, предусматривающих применение основных и (или) сварочных материалов, специального сварочного оборудования, не регламентированного действующей нормативной документацией, допускается проведение производственной аттестации. При этом программой аттестации предусматриваются дополнительные испытания, а область распространения устанавливается с соответствующими ограничениями.
____________
1 Например, технологии изготовления (сооружения, монтажа, ремонта) конкретных объектов по проектам, согласованным в установленном порядке и предусматривающим применение импортных материалов и (или) сварочного оборудования.
6.2. При подтверждении условий применения заявленных технологий (по способам сварки, основным и сварочным материалам) аттестационная комиссия АЦ совместно с уполномоченным представителем организации-заявителя разрабатывают программу производственной аттестации технологии сварки (наплавки).
Уполномоченным представителем организации-заявителя может быть специалист сварочного производства, аттестованный на III или IV уровень профессиональной подготовки (в соответствии с ПБ 03-273-99 и РД 03-495-02) по виду деятельности «Руководство и технический контроль за проведением сварочных работ, включая работы по технической подготовке производства сварочных работ, разработку производственно-технологической документации» с учетом требований РД 03-615-03 и настоящего документа. Уполномоченный представитель организации-заявителя не может участвовать в аттестации в качестве члена комиссии.
В составе комиссии АЦ по аттестации заявленных технологий должно быть не менее трех специалистов. Комиссия должна быть сформирована таким образом, чтобы каждой заявленной к аттестации группе технических устройств и способу сварки (наплавки) соответствовала область деятельности2 не менее трех членов комиссии.
____________
2 Область деятельности определяется условиями действия аттестата соответствия АЦ.
В соответствии с п. 4.1.2 РД 03-615-03 руководитель АЦ должен информировать о проведении производственной аттестации технологии сварки (наплавки) территориальный орган Ростехнадзора по месту фактического проведения работ (сварки КСС), представитель которого может участвовать в работе комиссии, осуществляя контроль соблюдения процедур проведения аттестации.
Основной целью участия уполномоченного представителя организации-заявителя в работе комиссии является оформление необходимых производственных документов, обеспечивающих процесс аттестации, участие в разработке программы производственной аттестации, организация и обеспечение выполнения работ по подготовке контрольных сварных соединений к сварке, сварочных работ и работ по контролю качества КСС, предусмотренных программой производственной аттестации.
6.3. Основными целями разработки программы производственной аттестации технологии сварки (наплавки) являются:
определение состава документов, подтверждающих наличие технических и организационных возможностей организации-заявителя, а также квалифицированных кадров для производства сварки (наплавки) и контроля качества по заявляемой технологии;
описание процедуры проведения аттестации с указанием порядка и форм регистрации результатов всех этапов работ;
признание вышеуказанных условий проведения и оформления результатов производственной аттестации технологии сварки (наплавки) организацией-заявителем и аттестационной комиссией АЦ.
При разработке программы производственной аттестации технологии сварки (наплавки) должны быть учтены требования к производственной аттестации, изложенные в РД 03-615-03 и настоящем документе, а также требования НД, регламентирующих сварку конкретных технических устройств, утвержденных или согласованных в установленном порядке, исходные данные, приведенные в заявке и приложениях к ней.
Программа производственной внеочередной аттестации технологии сварки (наплавки) согласовывается со специализированной организацией, указанной в действующей нормативной документации или реестре САСв в случае необходимости внесения изменений в аттестованную технологию.
6.4. Организация-заявитель для каждого контрольного сварного соединения, определенного программой аттестации технологии сварки (наплавки), представляет карты технологического процесса сварки, по которым выполняются производственные сварные соединения. АЦ совместно с заявителем в соответствии с требованиями нормативной и технологической документации составляют карты технологического процесса сварки КСС. В картах устанавливают качественные и количественные характеристики и показатели всех операций, методы и объемы контроля и нормы оценки качества.
Карты технологического процесса сварки КСС должны содержать следующую информацию:
способ сварки или сочетание способов, предъявляемых к аттестации;
марка и группа основного материала, ГОСТ или ТУ (тип для импортных труб);
размеры и конструкция КСС;
положение КСС в процессе сварки;
требования к подготовке кромок свариваемых труб (форма и размеры разделки кромок, способ обработки, требования к зачистке);
требования к сборке стыков (тип применяемого центратора, способ закрепления труб, параметры сборки, количество, расположение и размеры прихваток);
применяемые сварочные материалы (марки и диаметры, состав смеси защитных газов и т.д.), а также стандарт или ТУ на их поставку;
параметры и характеристики сварочного процесса: направление сварки, диапазон допустимых скоростей сварки, скорость подачи сварочной проволоки, вылет и угол наклона электрода, род тока, полярность, величина тока, расход газа, амплитуда колебания сварочной проволоки, последовательность слоев сварки и их количество, допустимый временной интервал между их выполнением и др.;
необходимость предварительного, сопутствующего подогрева и послесварочной термообработки, а также их параметры, средства и условия контроля температуры;
геометрические параметры сварного соединения;
перечень и последовательность технологических операций, выполняемых в процессе сварки и контроля КСС (если такие формы предусмотрены составом ПТД);
специальные требования, например условия удаления центратора (минимальное количество слоев, сваренных до удаления центратора, и минимальная протяженность шва).
все технологии должны быть одного вида, а технические устройства каждой из представленных к аттестации групп технических устройств должны относиться к одному типу;
сведения о НД, регламентирующих применение аттестуемых технологий сварки, должны быть представлены по каждой группе технических устройств;
формирование перечня и характеристик групп однотипных производственных сварных соединений (наплавок) и КСС (наплавок), выбор методов НК и видов РК и оценка качества КСС (наплавок) по результатам контроля должны производиться в соответствии с НД для каждой рассматриваемой группы технических устройств;
формирование области распространения по результатам аттестации должно производиться для каждой рассматриваемой группы технических устройств отдельно.
6.6. Ответственность за правильность принятых решений по содержанию программы и порядку проведения производственной аттестации технологии несет руководитель АЦ.
6.7. Выполнение производственной аттестации технологии сварки (наплавки) начинают с установления наличия у организации-заявителя технических и организационных возможностей, а также квалифицированных кадров для производства сварки (наплавки) и контроля по заявляемой технологии, в том числе ПТД по сварке, утвержденной руководителем организации-заявителя в установленном порядке: технологических инструкций, технологических карт сварки и (или) наплавки (операционных карт технологического процесса - при производственной необходимости) с указанием методов, объемов контроля и норм оценки качества.
6.9. После подтверждения условий, перечисленных в п. 6.8, и утверждения программы производственной аттестации приступают к выполнению контрольных сварных соединений (наплавок).
6.10. Контрольные сварные соединения и наплавки выполняют в производственных условиях (на месте фактического выполнения производственных сварных соединений или на производственной базе организации-заявителя в условиях, соответствующих условиям производства) для практического подтверждения возможности выполнения соответствующих сварочных работ с качеством, регламентированным нормативной документацией. При сварке на открытом воздухе соблюдают требования ПТД по защите места сварки от воздействия атмосферных осадков и ветра.
6.11. Контрольные сварные соединения и наплавки выполняют сварщики организации-заявителя, аттестованные в соответствии с требованиями ПБ 03-273-99 и РД 03-495-02 на тот способ сварки (наплавки), который предусмотрен аттестуемой технологией.
Если производственные сварные соединения по аттестуемой технологии подлежат выполнению двумя или несколькими сварщиками, то и контрольное сварное соединение сваривают два или несколько сварщиков.
6.12. Сварка контрольных соединений (наплавок) производится в присутствии не менее одного члена комиссии АЦ и уполномоченного представителя организации-заявителя. При этом осуществляют контроль правильности выполнения всех операций по подготовке, сборке, подогреву, сварке (наплавке) и термической обработке КСС, предусмотренных картой технологического процесса, что подтверждается соответствующими подписями присутствующих.
6.13. Сертификаты на основные и сварочные (наплавочные) материалы, применяемые для выполнения контрольных сварных соединений (наплавок), прилагают к карте технологического процесса сварки (наплавки) КСС.
6.14. Для выполнения контрольных сварных соединений (наплавок) применяют укомплектованные и исправные сварочные установки, источники питания и приспособления, обеспечивающие соблюдение требований НД и ПТД по сварке, а также контроль режимов сварки, заданных ПТД. Сварочное оборудование должно соответствовать требованиям РД 03-614-03. Контрольно-измерительные приборы сварочного оборудования и установок должны быть поверенными в установленные сроки, сварочные (наплавочные) материалы - подготовлены к сварке (наплавке) в соответствии с требованиями действующих НД и ПТД.
6.15. Сварку КСС должны выполнять в том же положении, в котором выполняются производственные сварные соединения (наплавки). Если производственные соединения (наплавки) выполняются в различных пространственных положениях, то сварку контрольных соединений (наплавок) при аттестации технологии выполняют в наиболее трудных положениях, определяемых аттестационной комиссией.
6.16. В случае выполнения производственных соединений комбинированной сваркой этим же способом сваривают и КСС.
Допускается аттестация с использованием КСС, свариваемых каждым из способов сварки, применяемым в комбинированной сварке (наплавке), при этом по каждому способу сварки (наплавки) проводится оформление всех аттестационных документов, а условия применения комбинированной сварки (наплавки) определяют исходя из области распространения результатов аттестаций по каждому способу сварки.
6.17. При выполнении контрольных сварных соединений (наплавок), требующих подогрева, его температуру устанавливают в соответствии с требованиями ПТД для наибольшего значения номинальной толщины свариваемых деталей производственных сварных соединений, подлежащих выполнению по аттестуемой технологии. Толщина деталей КСС должна быть не менее толщины, начиная с которой требуется подогрев при сварке (для свариваемых с подогревом контрольных сварных соединений деталей из углеродистых и марганцовистых сталей допускается уменьшение их толщины до 40 мм).
6.18. При выполнении контрольных сварных соединений (наплавок) с последующей термической обработкой ее вид (отпуск, нормализация, аустенизация и др.), а также температуру и время выдержки, скорости нагрева и охлаждения устанавливают согласно требованиям НД (ПТД), в соответствии с которыми выполняется термообработка производственных сварных соединений (наплавок) аттестуемой технологии.
Толщина деталей контрольного соединения, подвергаемого последующей термической обработке, должна быть не менее толщины, начиная с которой требуется проведение термической обработки. Температурные условия пребывания контрольных сварных соединений и наплавок между окончанием сварки и началом термической обработки должны соответствовать требованиям НД для производственных сварных соединений (наплавок), представляемых данным контрольным соединением (наплавкой).
Если производственные сварные соединения (наплавки) подвергаются многократной термической обработке, то и контрольное соединение или наплавка подвергаются такому же количеству термических обработок по тем же режимам, что и производственное соединение или наплавка. Если производственное соединение или наплавка подлежат многократному высокому отпуску, то контрольное сварное соединение или наплавка могут быть подвергнуты однократному отпуску с продолжительностью выдержки не менее 80 % суммарного времени выдержки при всех высоких отпусках производственного соединения или наплавки.
В случае применения для термообработки контрольных сварных соединений (наплавок) оборудования, отличного от предусмотренного ПТД, у организации-заявителя проверяют наличие и исправность оборудования для термообработки производственных сварных соединений (наплавок), предусмотренного ПТД, с составлением соответствующего документа.
6.19. После выполнения контроля всех КСС в объеме, предусмотренном программой производственной аттестации, заполняют сводные таблицы результатов контроля на основании соответствующих заключений (протоколов, актов), представленных лабораторией контроля.
6.20. Периодической производственной аттестацией подтверждается возможность дальнейшего применения аттестованной технологии сварки (наплавки) в объеме области распространения первичной аттестации или в объеме, уменьшенном по отношению к первичной (предшествующей) аттестации в соответствии с требованиями заявителя.
При проведении периодической производственной аттестации в случае подтверждения ее постоянного применения и отсутствия рекламаций на качество продукции, изготовляемой с применением данной технологии, допускается не выполнять разрушающий контроль сварных соединений (наплавок), если это не противоречит указаниям НД, регламентирующих сварку соответствующих технических устройств, при условии предъявления соответствующих протоколов разрушающего контроля, выполненных в течение одного года до окончания срока действия первичной (предыдущей) аттестации технологии сварки.
Во всех иных случаях выполняется первичная производственная аттестация технологии сварки.
В таком случае в процессе аттестации выполняют сварку и неразрушающий контроль КСС или производственных сварных соединений соответствующих типоразмеров. При этом неразрушающий контроль должен быть выполнен в объеме, назначенном при соответствующей первичной аттестации технологии сварки. Объемы выполненного разрушающего контроля должны соответствовать выполненным при первичной аттестации технологии сварки с учетом требований заявителя.
7. ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ ПО РЕЗУЛЬТАТАМ ПРОИЗВОДСТВЕННОЙ АТТЕСТАЦИИ ТЕХНОЛОГИЙ СВАРКИ (НАПЛАВКИ)
7.1. По результатам производственной аттестации технологии сварки (наплавки) аттестационная комиссия составляет заключение о готовности организации-заявителя к использованию аттестованных технологий. Заключение составляют с учетом области применения ПТД, данных карт технологических процессов сварки КСС, актов, протоколов и заключений по контролю качества КСС, сертификатов на основные и сварочные материалы.
Заключение оформляют на один способ сварки по результатам контроля КСС с учетом области распространения результатов аттестации и заявленных условий1.
____________
1 При сварке КСС комбинированным способом заключение оформляют на комбинацию применяемых при этом способов сварки. При сварке КСС отдельно каждым способом, входящим в комбинацию, заключение оформляют на каждый способ сварки с указанием в области распространения значений для комбинированного процесса.
7.2. В заключении обязательно указываются фактическое место проведения аттестации (место сварки КСС) и наименование территориального органа Ростехнадзора, уведомленного о проведении аттестации.
7.3. В случае применения технологии при изготовлении, монтаже, ремонте и реконструкции разных технических устройств, в том числе из различных групп технических устройств, допускается оформление одного заключения в случае совпадения всех параметров и критериев однотипности при соблюдении условий, установленных п. 3.4 настоящего документа.
7.4. При аттестации технологии, используемой при изготовлении, монтаже, ремонте и реконструкции технических устройств из разных групп технических устройств, сварка и контроль качества которых регламентируются различными НД, допускается оформление одного заключения при соблюдении условий, установленных п. 6.5 настоящего документа. Область распространения аттестации технологии сварки устанавливается по каждой группе технических устройств отдельно.
7.5. Ответственность за правильную оценку результатов производственной аттестации несет руководитель АЦ, проводящего аттестацию.
7.6. Если аттестационной комиссией установлено, что организация-заявитель по каким-либо признакам не удовлетворяет требованиям, необходимым для производственной аттестации технологии, а также в случае получения итоговых отрицательных результатов контроля КСС АЦ оформляет соответствующее отрицательное заключение с указанием мотивированной причины отказа в оформлении положительного заключения.
Сроки повторной аттестации устанавливает аттестационная комиссия АЦ совместно с организацией-заявителем.
7.7. Заключение о готовности организации-заявителя к использованию аттестованных технологий должно содержать следующие сведения:
наименование и юридический адрес организации-заявителя;
наименование и обозначение аттестуемой технологии сварки (наплавки);
область применения технологии с указанием групп и технических устройств опасных производственных объектов и характера выполняемых работ;
состав аттестационной комиссии;
вид аттестации;
способ сварки;
период проведения аттестации технологии сварки (наплавки);
данные об утверждении программы производственной аттестации;
место проведения аттестации;
решение комиссии о результатах производственной аттестации;
установленная область распространения производственной аттестации;
сведения о НД, регламентирующих применение технологии сварки (наплавки);
перечень однотипных производственных сварных соединений (наплавок);
перечень и характеристики выполненных КСС (наплавок);
результаты испытаний КСС (наплавок);
установленная область распространения результатов аттестации.
Форма и порядок заполнения заключения о готовности организации-заявителя к использованию аттестованных технологий с приложениями определяются методическими документами САСв.
7.8. АЦ направляет один экземпляр заключения аттестационной комиссии с приложениями в НАКС. На основании проведенной экспертизы представленных АЦ документов в НАКС оформляется свидетельство о готовности организации-заявителя к использованию аттестованной технологии.
В случае несоответствия полученных документов требованиям РД 03-615-03 и других нормативных и методических документов САСв возможен отказ в выдаче свидетельства.
7.9. Методические материалы, разъясняющие порядок формирования и унифицирующие содержание документации, оформляемой в процессе проведения производственной аттестации технологий сварки (наплавки), а также необходимая справочная информация приведены в приложении 4.
Приложение 1
Перечень способов сварки (наплавки) и процессов, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов
Для металлических материалов
РД (111) - Ручная дуговая сварка покрытыми электродами1.
___________
1 В том числе ванным способом.
РДН (111) - Ручная дуговая наплавка покрытыми электродами.
РАД (141) - Ручная аргонодуговая сварка неплавящимся электродом.
РАДН (141) - Ручная аргонодуговая наплавка.
МП (135) - Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МПН (135) - Механизированная наплавка плавящимся электродом в среде активных газов и смесях.
МАДП (131) - Механизированная аргонодуговая сварка плавящимся электродом.
МАДПН (131) - Механизированная аргонодуговая наплавка плавящимся электродом.
МПГ (136) - Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПГН (136) - Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
МПИ (137) - Механизированная сварка порошковой проволокой в среде инертных газов и смесях.
МПИН (137) - Механизированная наплавка порошковой проволокой в среде инертных газов и смесях.
МПС (114) - Механизированная сварка самозащитной порошковой проволокой1.
___________
1 В том числе ванным способом.
МПСН (114) - Механизированная наплавка самозащитной порошковой проволокой.
МЛСН (114) - Механизированная наплавка самозащитной порошковой лентой.
МСОД (113) - Механизированная сварка открытой дугой легированной проволокой.
МФ (121) - Механизированная сварка под флюсом1.
___________
1 В том числе ванным способом.
МДС (781) - Механизированная дуговая приварка шпилек (стержней).
МКС (782) - Механизированная контактная приварка шпилек (стержней).
АФ (12) - Автоматическая сварка под флюсом2.
___________
2 В том числе следующие технологические варианты:
однодуговая на съемной подкладке;
однодуговая на флюсовой подушке;
двухдуговая на флюсовой подушке;
двухдуговая двухшовная;
однодуговая с металлохимической присадкой;
однодуговая на съемной подкладке с металлохимической присадкой;
однодуговая на флюсовой подушке с металлохимической присадкой;
вертикальная с принудительным формированием шва.
АФПН (12) - Автоматическая наплавка проволочным электродом под флюсом.
АФЛН (12) - Автоматическая наплавка ленточным электродом под флюсом.
АФДС (782) - Автоматическая дуговая приварка под флюсом шпилек (стержней).
ААД (141) - Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДН (141) - Автоматическая аргонодуговая наплавка неплавящимся электродом.
ААДП (131) - Автоматическая аргонодуговая сварка плавящимся электродом.
ААДПН (131) - Автоматическая аргонодуговая наплавка плавящимся электродом.
АПГ (135) - Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
АПГН (135) - Автоматическая наплавка плавящимся электродом в среде активных газов и смесях.
АППГ (136) - Автоматическая сварка порошковой проволокой в среде активных газов и смесях.
АППГН (136) - Автоматическая наплавка порошковой проволокой в среде активных газов и смесях.
АПИ (137) - Автоматическая сварка порошковой проволокой в среде инертных газов и смесях.
АПИН (137) - Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях.
АПС (114) - Автоматическая сварка самозащитной порошковой проволокой1.
____________
1 В том числе следующий технологический вариант:
вертикальная с принудительным формированием шва.
АПСН (114) - Автоматическая наплавка самозащитной порошковой проволокой.
АЛСН (114) - Автоматическая наплавка самозащитной порошковой лентой.
П (15) - Плазменная сварка.
ППН (15) - Плазменная наплавка проволокой сплошного сечения.
ПНП (15) - Плазменная наплавка порошком.
ЭШ (72) - Электрошлаковая сварка.
ЭЛ (76) - Электронно-лучевая сварка.
Г (3) - Газовая сварка.
ГН (3) - Газовая наплавка.
КТС (21) - Контактная точечная сварка.
КСС (25) - Контактная стыковая сварка сопротивлением.
КСО (24) - Контактная стыковая сварка оплавлением.
ВЧС (291) - Высокочастотная сварка.
ИН - Наплавка с индукционным нагревом.
Т (71) - Термитная сварка.
К (43) - Кузнечная сварка.
ПАК (91) - Пайка.
Л (52) - Лазерная сварка.
Для полимерных материалов
НИ - Сварка нагретым инструментом.
ЗН - Сварка с закладными нагревателями.
НГ - Сварка нагретым газом.
Э - Экструзионная сварка.
Примечание. В скобках указано условное обозначение процессов по ISO 4063.
Приложение 2
Группы основных материалов, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов
|
Характеристика групп материалов |
Обозначение групп материалов свариваемых деталей |
|
|
Рекомендованы настоящим документом |
В соответствии с РД 03-495-02 |
|
|
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
1 |
М01 |
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
2 |
М03 |
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
3 |
|
|
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
4 |
М02 |
|
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % |
5 |
М05 |
|
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % |
6 |
М04 |
|
Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30 % |
7 |
|
|
Высоколегированные стали аустенитно-ферритного класса |
8 |
М11 |
|
Высоколегированные стали аустенитного класса |
9 |
|
|
Сплавы на железоникелевой основе |
10 |
М51 |
|
Никель и сплавы на никелевой основе |
11 |
|
|
Чистый алюминий и алюминиево-марганцевые сплавы |
12 |
М21 |
|
Нетермоупрочняемые алюминиево-магниевые сплавы |
12 |
М22 |
|
Термоупрочняемые алюминиевые сплавы |
12 |
М23 |
|
Медь |
13 |
М31 |
|
Медно-цинковые сплавы |
13 |
М32 |
|
Медно-никелевые сплавы |
13 |
М33 |
|
Бронзы |
13 |
М34 |
|
Сплавы титана |
14 |
М41 |
|
Двухслойный (плакированный) металл с основным слоем из сталей групп 1 или 2 и плакирующим слоем из сталей групп 7 или 9 или из сплавов группы 10 |
1/7, 1/9, 1/10, 2/7, 2/9, 2/10 |
М01, М03/ М04, М11, М51 |
|
Двухслойный металл с основным слоем из сталей группы 1 и плакирующим слоем из меди или ее сплавов (группа 13) |
1/13 |
М01/ М31, М32, М33 |
|
Двухслойные стали с основным слоем из сталей группы 4 и плакирующим слоем из сталей групп 7 или 9 |
4/7, 4/9 |
М02/ М04, М11 |
|
Сочетание сталей группы 2 со сталями группы 1 |
2 + 1 |
М03 + М01 |
|
Сочетание сталей группы 3 со сталями группы 1 или 2 |
3 + 1, 3 + 2 |
М03 + М01 |
|
Сочетание сталей группы 4 со сталями группы 1 или 2 |
4 + 1, 4 + 2 |
М02 + М03, |
|
М02 + М01 |
||
|
Сочетание сталей группы 5 со сталями группы 1, 2 или 4 |
5 + 1, 5 + 2, 5 + 4 |
М05 + М02, |
|
М05 + М03, |
||
|
М05 + М01 |
||
|
Сочетание сталей группы 6 или 7 со сталями группы 1, 2 или 4 |
6 + 1, 6 + 2, 6 + 4, 7 + 1, 7 + 2, 7 + 4 |
М04 + М02, |
|
М04 + М03, |
||
|
М04 + М01 |
||
|
Сочетание сталей группы 9 со сталями группы 1, 2 или 4 |
9 + 1, 9 + 2, 9 + 4 |
М11 + М01, |
|
М11 + М03, |
||
|
М11 + М02 |
||
|
Сочетание сталей группы 9 со сталями группы 5, 6 или 7 |
9 + 5, 9 + 6, 9 + 7 |
М11 + М05, |
|
М11 + М04 |
||
|
Сочетание сталей группы 9 со сплавами группы 10 или 11 |
9 + 10, 9 + 11 |
М11 + М51 |
|
Сочетание сплавов группы 10 со сплавами группы 11 |
10 + 11 |
М51 |
|
Сочетание сталей группы 8 со сталями группы 1, 2 |
8 + 1, 8 + 2 |
М11 + М03, |
|
М11 + М01 |
||
|
Чугуны |
28 |
М06 |
|
Стали для арматурного проката |
29 |
М07 |
|
Полиэтилен (РЕ) |
30 |
М61 |
|
Сшитый полиэтилен (РЕ-Х) |
31 |
М62 |
|
Поливинилхлорид (PVC) |
32 |
М63 |
|
Полипропилен (РР) |
33 |
М64 |
Примечание. Обозначение групп материалов свариваемых деталей по РД 03-495-02 приводится для справки, их применение при оформлении заключений не рекомендуется.
Приложение 3
Область распространения результатов аттестации в зависимости от группы основных материалов КСС
Таблица П.3.1
Медь и ее сплавы
|
Медь (М31) |
Медно-цинковые сплавы (М32) |
Медно-никелевые сплавы (М33) |
Бронзы (М34) |
|
|
Медь (М31) |
* |
- |
´ |
´ |
|
Медно-цинковые сплавы (М32) |
- |
* |
- |
- |
|
Медно-никелевые сплавы (М33) |
- |
- |
* |
´ |
|
Бронзы (М34) |
- |
- |
´ |
* |
Таблица П.3.2
Алюминий и его сплавы
|
Чистый алюминий и алюминиево-марганцевые сплавы (М21) |
Нетермоупрочняемые алюминиево-магниевые сплавы (М22) |
Термоупрочняемые алюминиевые сплавы (М23) |
|
|
Чистый алюминий и алюминиево-марганцевые сплавы (М21) |
* |
´ |
- |
|
Нетермоупрочняемые алюминиево-магниевые сплавы (М22) |
´ |
* |
- |
|
Термоупрочняемые алюминиевые сплавы (М23) |
´ |
´ |
´ |
Таблица П.3.3
Область распространения результатов аттестации в зависимости от вида покрытия электродов, использованных при выполнении КСС
|
Область распространения |
|||||||
|
А, РА |
Р |
РЦ |
РБ |
Б |
Ц |
П |
|
|
А, РА |
* |
- |
- |
- |
- |
- |
- |
|
Р |
´ |
* |
- |
- |
- |
- |
- |
|
РЦ |
- |
- |
* |
- |
- |
- |
- |
|
РБ |
´ |
´ |
- |
* |
- |
- |
- |
|
Б |
´ |
´ |
- |
´ |
* |
- |
- |
|
Ц |
- |
- |
´ |
- |
- |
* |
- |
|
П |
- |
- |
- |
- |
- |
- |
* |
Таблица П.3.4
Область распространения результатов аттестации в зависимости от номинального радиуса кривизны КСС из труб и листов
|
Радиус кривизны Rh КСС (по наружной поверхности), мм |
Область распространения, мм |
|
Rн £ 12,5 |
От 0,5Rн до 12,5 включительно |
|
12,5 < Rн £ 75 |
Свыше 12,5 до 75 включительно |
|
75 < Rн £ 250 |
Свыше 75 до 250 включительно |
|
Rн > 250 |
Свыше 250, включая плоские детали |
Примечания: 1. Максимальный размер радиуса кривизны ограничивается в соответствии с требованиями НД.
2. Допускается при определении области распространения вместо приведенных в таблице диапазонов применять диапазон, определяемый соотношением от 0,5Rн до 4Rн включительно.
Таблица П.3.5
Область распространения результатов аттестации в зависимости от номинальной толщины деталей КСС из труб и листов
|
Номинальная толщина КСС Sн, мм |
Область распространения, мм |
|
|
Дуговые способы |
Sн £ 3 |
От 0,5Sн до 3 включительно |
|
3 < Sн £ 12 |
Свыше 3 до 12 включительно |
|
|
12 < Sн £ 50 |
Свыше 12 до 50 включительно |
|
|
Sн > 50 |
Свыше 50 |
|
|
Г |
Sн £ 3 |
От 0,5Sн до 3 включительно |
|
3 < Sн £ 8 |
Свыше 3 до 8 включительно |
|
|
ЭШ |
30 £ Sн £ 50 |
От 30 до 50 включительно |
|
50 < Sн £ 85 |
От 50 до 85 включительно |
|
|
85 < Sн £ 140 |
От 85 до 140 включительно |
|
|
140 < Sн £ 230 |
От 140 до 230 включительно |
|
|
Sн > 230 |
Свыше 230 |
|
|
ЭЛ |
Sн £ 3 |
До 3 |
|
3 < Sн £ 5 |
От 3 до 5 включительно |
|
|
5 < Sн £ 8 |
От 5 до 8 включительно |
|
|
8 < Sн £ 12 |
От 8 до 12 включительно |
|
|
12 < Sн £ 20 |
От 12 до 20 включительно |
|
|
20 < Sн £ 35 |
От 20 до 35 включительно |
|
|
35 < Sн £ 60 |
От 35 до 60 включительно |
|
|
60 < Sн £ 100 |
От 60 до 100 включительно |
|
|
Sн > 100 |
Свыше 100 |
Примечание. Допускается при определении области распространения вместо приведенных в таблице диапазонов применять диапазон, определяемый соотношениями:
для дуговых способов - от 0,5Sн до 2Sн включительно;
для ЭШ и ЭЛ способов - от 0,75Sн до 1,25Sн включительно.
Таблица П.3.6
Область распространения результатов аттестации в зависимости от номинального диаметра стержня КСС из стержневого и проволочного арматурного проката
|
Номинальный диаметр КСС dн, мм |
Область распространения, мм |
|
3 £ dн < 6 |
От dн до 6 включительно1 |
|
6 £ dн £ 40 |
От dн до 40 включительно1 |
|
dн > 40 |
Свыше 401 |
____________
1 Область распространения должна быть подтверждена ссылкой на нормативный документ.
Таблица П.3.7
Область распространения аттестации в зависимости от номинального угла разделки кромок КСС
|
Угол разделки кромок, град |
Область распространения |
|||||
|
Угол разделки кромок с каждой стороны или с одной из сторон, град |
||||||
|
Односторонняя сварка (ос) |
Двусторонняя сварка (дс) |
|||||
|
Без разделки |
£ 15 |
> 15 |
£ 15 |
> 15 |
||
|
Односторонняя сварка (ос) |
Без разделки |
* |
- |
- |
- |
- |
|
£ 15 |
- |
* |
´ |
´ |
´ |
|
|
> 15 |
- |
- |
* |
- |
´ |
|
|
Двусторонняя сварка (дс) |
£ 15 |
- |
- |
- |
* |
´ |
|
> 15 |
- |
- |
- |
- |
* |
|
Таблица П.3.8
Область распространения результатов аттестации в зависимости от типа сварного соединения
|
Область распространения |
||||||
|
Стыковое |
Угловое |
Тавровое |
Нахлесточное |
Крестообразное |
Торцовое |
|
|
Стыковое |
* |
- |
- |
- |
´ |
- |
|
Угловое |
- |
* |
´ |
´ |
´ |
- |
|
Тавровое |
- |
´ |
* |
´ |
´ |
- |
|
Нахлесточное |
- |
- |
- |
* |
´ |
- |
|
Крестообразное |
- |
- |
- |
- |
* |
- |
|
Торцовое |
- |
- |
- |
- |
- |
* |
Таблица П.3.9
Область распространения аттестации в зависимости от вида КСС
|
Область распространения |
|||||
|
Односторонняя сварка (ос) |
Двусторонняя сварка (дс) |
||||
|
на подкладке (сп) |
без подкладки (бп) |
с зачисткой корня шва (зк) |
без зачистки корня шва (бз) |
||
|
Односторонняя сварка (ос) |
на подкладке (сп) |
* |
- |
´ |
´1 |
|
без подкладки (бп) |
´ |
* |
´ |
´ |
|
|
Двусторонняя сварка (дс) |
с зачисткой корня шва (зк) |
´ |
- |
* |
- |
|
без зачистки корня шва (бз) |
´ |
- |
´ |
* |
|
____________
1 Для соединений, выполненных сваркой под флюсом
Таблица П.3.10
Область распространения результатов аттестации в зависимости от типа КСС из стержневого и проволочного арматурного проката
|
Область распространения |
|||||||||
|
РД - ручная дуговая сварка покрытыми электродами |
|||||||||
|
по ГОСТ 14098 |
С19-Рм |
С20-Рм |
С21-Рн |
С22-Ру |
С23-Рэ |
Т9-Рв |
Т12-Рз |
H1-Pш |
К3-Рр |
|
С19-Рм |
* |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|
С20-Рм |
´ |
* |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|
С21-Рн |
- |
- |
* |
´ |
´ |
´ |
´ |
´ |
´ |
|
С22-Ру |
- |
- |
´ |
* |
´ |
´ |
´ |
´ |
´ |
|
С23-Рэ |
- |
- |
´ |
´ |
* |
´ |
´ |
´ |
´ |
|
Т9-Рв |
- |
- |
- |
- |
- |
* |
´ |
´ |
´ |
|
Т12-Рз |
- |
- |
- |
- |
- |
´ |
* |
´ |
´ |
|
Н1-Рш |
- |
- |
- |
- |
- |
- |
- |
* |
´ |
|
К3-Рр |
- |
- |
- |
- |
- |
- |
- |
- |
* |
|
РД - ручная дуговая сварка покрытыми электродами (ванная сварка) |
|||||||||
|
по ГОСТ 14098 |
С7-Рв |
С15-Рс |
С26-Рс |
С10-Рв |
С29-Рс |
С13-Рв |
С32-Рс |
Т13-Ри |
|
|
С7-Рв |
* |
´ |
´ |
- |
- |
´ |
´ |
´ |
|
|
С15-Рс |
´ |
* |
´ |
- |
- |
´ |
´ |
´ |
|
|
С26-Рс |
´ |
´ |
* |
- |
- |
´ |
´ |
´ |
|
|
С10-Рв |
´ |
´ |
´ |
* |
´ |
´ |
´ |
´ |
|
|
С29-Рс |
´ |
´ |
´ |
´ |
* |
´ |
´ |
´ |
|
|
С13-Рв |
´ |
´ |
´ |
- |
- |
* |
´ |
´ |
|
|
С32-Рс |
´ |
´ |
´ |
- |
- |
´ |
* |
´ |
|
|
Т13-Ри |
´ |
´ |
´ |
- |
- |
´ |
´ |
* |
|
|
МФ - механизированная сварка под флюсом |
|||||||||
|
по ГОСТ 14098 |
Т1-Мф |
Т2-Рф |
Т3-Мж |
||||||
|
Т1-Мф |
* |
´ |
´ |
||||||
|
Т2-Рф |
´ |
* |
´ |
||||||
|
Т3-Мж |
´ |
´ |
* |
||||||
|
МФ - механизированная сварка под флюсом (ванная сварка) |
|||||||||
|
по ГОСТ 14098 |
С5-Мф |
С24-Мф |
С8-Мф |
С27-Мф |
С11-Мф |
С30-Мф |
|||
|
С5-Мф |
* |
´ |
- |
- |
´ |
´ |
|||
|
С24-Мф |
´ |
* |
- |
- |
´ |
´ |
|||
|
С8-Мф |
´ |
´ |
* |
´ |
´ |
´ |
|||
|
С27-Мф |
´ |
´ |
´ |
* |
´ |
´ |
|||
|
С11-Мф |
´ |
´ |
- |
- |
* |
´ |
|||
|
С30-Мф |
´ |
´ |
- |
- |
´ |
* |
|||
|
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях |
|||||||||
|
по ГОСТ 14098 |
Т8-Мв |
Т10-Мс |
Т11-Мц |
||||||
|
Т8-Мв |
* |
´ |
´ |
||||||
|
Т10-Мс |
´ |
* |
´ |
||||||
|
Т11-Мц |
´ |
´ |
* |
||||||
|
МПС - механизированная сварка самозащитной порошковой проволокой |
|||||||||
|
по ГОСТ 14098 |
С6-Мп |
С14-Мп |
С25-Мп |
С9-Мп |
С17-Мп |
С28-Мп |
С12-Мп |
С31-Мп |
|
|
С6-Мп |
* |
´ |
´ |
- |
- |
- |
´ |
´ |
|
|
С14-Мп |
´ |
* |
´ |
- |
- |
- |
´ |
´ |
|
|
С25-Мп |
´ |
´ |
* |
- |
- |
- |
´ |
´ |
|
|
С9-Мп |
´ |
´ |
´ |
* |
´ |
´ |
´ |
´ |
|
|
С17-Мп |
´ |
´ |
´ |
´ |
* |
´ |
´ |
´ |
|
|
С28-Мп |
´ |
´ |
´ |
´ |
´ |
* |
´ |
´ |
|
|
С12-Мп |
´ |
´ |
´ |
- |
- |
- |
* |
´ |
|
|
С31-Мп |
´ |
´ |
´ |
- |
- |
- |
´ |
* |
|
|
МСОД - механизированная сварка открытой дугой легированной проволокой |
|||||||||
|
по ГОСТ 14098 |
С16-Мо |
С18-Мо |
|||||||
|
С16-Мо |
* |
- |
|||||||
|
С18-Мо |
´ |
* |
|||||||
|
КСО - контактная стыковая сварка оплавлением |
|||||||||
|
по ГОСТ 14098 |
С1-Ко |
С2-Кн |
С3-Км |
С4-Кп |
Т7-Ко |
||||
|
C1-Ko |
* |
´ |
´ |
´ |
- |
||||
|
С2-Кн |
´ |
* |
´ |
´ |
- |
||||
|
С3-Км |
´ |
´ |
* |
´ |
- |
||||
|
С4-Кп |
´ |
´ |
´ |
* |
- |
||||
|
Т7-Ко |
- |
- |
- |
- |
* |
||||
|
КТС - контактная точечная сварка |
|||||||||
|
по ГОСТ 14098 |
K1-Кт |
К2-Кт |
Н2-Кр |
Н3-Кп |
Н4-Ка |
||||
|
K1-Кт |
* |
´ |
- |
- |
- |
||||
|
К2-Кт |
´ |
* |
- |
- |
- |
||||
|
Н2-Кр |
- |
- |
* |
´ |
´ |
||||
|
Н3-Кп |
- |
- |
´ |
* |
´ |
||||
|
Н4-Ка |
- |
- |
´ |
´ |
* |
||||
|
КСС - контактная стыковая сварка сопротивлением |
|||||||||
|
по ГОСТ 14098 |
Т6-Кс |
||||||||
|
Т6-Кс |
* |
||||||||
Таблица П.3.11
Область распространения результатов аттестации в зависимости от номинальной толщины Sн и диаметра d деталей КСС из неметаллических материалов
|
Вид КСС и тип соединения |
Размеры КСС |
Область распространения |
||||
|
Толщина, мм |
Диаметр, мм |
Толщина Sн, мм |
Диаметр d, мм |
|||
|
НИ |
Труба с трубой (Т + Т) |
СБ |
- |
До 160 включительно |
- |
До 225 включительно |
|
- |
От 160 до 400 включительно |
- |
От 0,5d до 400 включительно |
|||
|
- |
Свыше 400 |
- |
От 0,5d и выше |
|||
|
Р |
- |
До 90 включительно |
- |
От 0,5d до 2d включительно |
||
|
- |
Свыше 90 |
- |
От 0,5d до 2d включительно |
|||
|
Лист с листом (Л + Л) |
Н |
От 1 до 2,5 |
- |
От 1 до 5 |
- |
|
|
Свыше 2,5 |
- |
От 2,5 и выше |
- |
|||
|
ЗН |
Муфта и труба (Т + М + Т) |
М |
- |
До 160 включительно |
- |
До 225 включительно |
|
- |
От 160 до 400 включительно |
- |
От 0,5d до 400 включительно |
|||
|
- |
Свыше 400 |
- |
От 0,5d и выше |
|||
|
Седловый отвод и труба (О + Т) |
О |
- |
До 160 включительно |
- |
До 225 включительно |
|
|
- |
Свыше 160 |
- |
От 0,5d и выше |
|||
|
НГ, Э |
Лист с листом (Л + Л) |
СБ |
От 2 до 4 |
- |
От 2 до 1,5Sн |
- |
|
CV, СХ |
От 4 до 10 |
- |
От Sн до 2Sн |
- |
||
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
|
УБ |
От 2 до 10 |
- |
От 2 до 2Sн |
- |
||
|
УV |
От 4 до 10 |
- |
От 4 до 2Sн |
- |
||
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
|
УХ |
От 8 до 10 |
- |
От 8 до 2Sн |
- |
||
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
|
Н |
От 2 до 10 |
- |
От 2 до 2Sн |
- |
||
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
|
Труба с листом (Т + Л), лист с листом (Л + Л) |
ТБ |
От 2 до 10 |
- |
От 2 до 2Sн |
- |
|
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
|
TV |
От 4 до 10 |
- |
От 4 до 2Sн |
- |
||
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
|
ТХ |
От 8 до 10 |
- |
От 8 до 2Sн |
- |
||
|
Свыше 10 |
- |
От 10 и выше |
- |
|||
Приложение 4
Методические материалы и справочная информация по оформлению производственной аттестации технологий сварки (наплавки)
1. Общие положения
1.1. Методические материалы разработаны на основании анализа:
действующей нормативной документации (НД) по сварке (наплавке) при изготовлении, монтаже, ремонте и реконструкции технических устройств;
российских, европейских и мировых стандартов по сварочному производству;
действующих стандартов организаций, выполняющих сварочные работы при изготовлении, монтаже, ремонте и реконструкции технических устройств;
опыта проведения производственных аттестаций технологий сварки (наплавки) технических устройств, выполняемых аттестационными центрами.
1.2. Документ содержит следующие сведения:
о группах технических устройств опасных производственных объектов, сварка которых выполняется аттестованными сварщиками, с применением аттестованных сварочных материалов, оборудования и технологий сварки;
о типах технических устройств;
о способах сварки, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств;
об основных параметрах процессов сварки, определяющих однотипность сварных соединений и наплавок;
об основных параметрах режимов различных способов сварки;
о группах и марках основных материалов, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств;
о сварочных материалах, применяемых при сварке технических устройств различного типа, выполняемых различными способами;
о видах и характеристиках контрольных сварных соединений (КСС), выполняемых при аттестации технологий сварки технических устройств различных типов;
о видах и схемах испытаний КСС при производственной аттестации технологий сварки технических устройств различного типа.
1.3. Методические материалы подготовлены с учетом положений международных и национальных стандартов: ISO/TR 15608; EN ISO 15609; EN ISO 15610; EN ISO 15611; EN ISO 15612; EN ISO 15613; EN ISO 15614, ISO 6935-1, ISO 6935-2, ISO 4063; EN ISO 17660-1; EN ISO 17660-2; DIN 18800-7; EN ISO 3834-(1 - 5).
1.4. В документе приведены формы и примеры заполнения документов, оформляемых в процессе производственной аттестации технологий сварки (заявок, программ, заключений, технологических карт выполнения КСС), а также пример оформления производственно-технологической документации по сварке.
|
Группа технических устройств |
Перечень входящих в группу технических устройств |
|
ПТО Подъемно-транспортное оборудование |
1. Грузоподъемные краны. |
|
2. Краны-трубоукладчики. |
|
|
3. Краны-манипуляторы. |
|
|
4. Лифты. |
|
|
5. Тали. |
|
|
6. Лебедки. |
|
|
7. Устройства грузозахватные. |
|
|
8. Подъемники (вышки). |
|
|
9. Эскалаторы. |
|
|
10. Дороги канатные, их агрегаты, механизмы и детали. |
|
|
11. Цепи для подъемно-транспортного оборудования. |
|
|
12. Строительные подъемники. |
|
|
13. Конвейеры пассажирские. |
|
|
14. Металлические конструкции для подъемно-транспортного оборудования |
|
|
КО Котельное оборудование |
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115 °С. |
|
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды более 115 °С. |
|
|
3. Сосуды, работающие под давлением более 0,07 МПа. |
|
|
4. Арматура и предохранительные устройства. |
|
|
5. Металлические конструкции для котельного оборудования |
|
|
ГО Газовое оборудование |
1. Трубопроводы систем внутреннего газоснабжения. |
|
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов. |
|
|
3. Газовое оборудование котлов, технологических линий и агрегатов. |
|
|
4. Газогорелочные устройства. |
|
|
5. Емкостные и проточные водонагреватели. |
|
|
6. Аппараты и печи. |
|
|
7. Арматура из металлических материалов и предохранительные устройства |
|
|
НГДО Нефтегазодобывающее оборудование |
1. Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте. |
|
2. Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации. |
|
|
3. Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ). |
|
|
4. Трубопроводы в пределах УКПГ, КС, НПС, СПХГ, ДКС, ГРС, УЗРГ, ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов. |
|
|
5. Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте. |
|
|
6. Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте. |
|
|
7. Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов не предусмотрены действующей нормативной документацией). |
|
|
8. Запорная арматура при изготовлении и ремонте в заводских условиях. |
|
|
9. Детали трубопроводов при изготовлении и ремонте в заводских условиях. |
|
|
10. Насосы, компрессоры и другое оборудование при изготовлении и ремонте в заводских условиях. |
|
|
11. Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях. |
|
|
12. Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее. |
|
|
13. Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС) |
|
|
МО Металлургическое оборудование |
1. Доменное, коксовое, сталеплавильное оборудование. |
|
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии. |
|
|
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе. |
|
|
4. Машины для литья стали и цветных металлов. |
|
|
5. Агрегаты трубопрокатные. |
|
|
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные |
|
|
охнвп Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств |
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа. |
|
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа. |
|
|
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом. |
|
|
4. Резервуары для хранения взрывопожароопасных и токсичных веществ. |
|
|
5. Изотермические хранилища. |
|
|
6. Криогенное оборудование. |
|
|
7. Оборудование аммиачных холодильных установок. |
|
|
8. Печи. |
|
|
9. Компрессорное и насосное оборудование. |
|
|
10. Центрифуги, сепараторы. |
|
|
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ. |
|
|
12. Котлы-утилизаторы. |
|
|
13. Энерготехнологические котлы. |
|
|
14. Котлы ВОТ. |
|
|
15. Трубопроводная арматура и предохранительные устройства. |
|
|
16. Технологические трубопроводы и детали трубопроводов |
|
|
ГДО Горнодобывающее оборудование |
1. Технические устройства для горно-добывающих и горно-обогатительных производств и подземных объектов |
|
отог Оборудование для транспортировки опасных грузов |
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов. |
|
2. Цистерны. |
|
|
3. Экипажная часть |
|
|
СК Строительные конструкции |
1. Металлические строительные конструкции. |
|
2. Арматура, арматурные и закладные изделия железобетонных конструкций. |
|
|
3. Металлические трубопроводы. |
|
|
4. Конструкции и трубопроводы из полимерных материалов |
|
|
КСМ Конструкции стальных мостов |
1. Металлические конструкции пролетных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях. |
|
2. Металлические конструкции пролетных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях |
3. Типы технических устройств
Перед разработкой программы производственной аттестации технологии сварки (наплавки) устанавливают принадлежность технических устройств опасных производственных объектов, при изготовлении, монтаже, ремонте и реконструкции которых используется заявляемая к аттестации технология, к определенному типу и определяют вид технологии. Группировка технических устройств по типам приведена в табл. 3.1.
Таблица 3.1
|
Группа технических устройств |
Наименование технических устройств |
|
|
Тип 1 |
KO |
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды более 115 °C (оборудование и трубы). 2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды более 115 °С. 3. Сосуды, работающие под давлением более 0,07 МПа. 4. Арматура и предохранительные устройства |
|
ГО |
1. Трубопроводы систем внутреннего газоснабжения. 2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов. 3. Газовое оборудование котлов, технологических линий и агрегатов. 4. Газогорелочные устройства. 5. Емкостные и проточные водонагреватели. 6. Аппараты и печи. 7. Арматура из металлических материалов и предохранительные устройства |
|
|
НГДО |
4. Трубопроводы в пределах УКПГ, KC, НПС, СПХГ, ДКС, ГРС, УЗРГ, ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов. 8. Запорная арматура при изготовлении и ремонте в заводских условиях. 9. Детали трубопроводов при изготовлении и ремонте в заводских условиях. 10. Насосы, компрессоры и другое оборудование при изготовлении и ремонте в заводских условиях. 11. Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях. 13. Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС) |
|
|
ОХНВП |
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа. 2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа. 3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом. 6. Криогенное оборудование. 7. Оборудование аммиачных холодильных установок. 8. Печи. 9. Компрессорное и насосное оборудование. 10. Центрифуги, сепараторы. 11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ. 12. Котлы-утилизаторы. 13. Энерготехнологические котлы. 14. Котлы ВОТ. 15. Трубопроводная арматура и предохранительные устройства. 16. Технологические трубопроводы и детали трубопроводов |
|
|
МО |
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии |
|
|
ОТОГ |
2. Цистерны |
|
|
СК |
3. Металлические трубопроводы. 4. Трубопроводы из полимерных материалов |
|
|
Тип II |
ПТО |
1. Грузоподъемные краны. 2. Краны-трубоукладчики. 3. Краны-манипуляторы. 4. Лифты. 5. Тали. 6. Лебедки. 7. Устройства грузозахватные. 8. Подъемники (вышки). 9. Эскалаторы. 10. Дороги канатные, их агрегаты, механизмы и детали. 11. Цепи для подъемно-транспортного оборудования. 12. Строительные подъемники. 13. Конвейеры пассажирские. 14. Металлические конструкции для подъемно-транспортного оборудования |
|
КО |
5. Металлические конструкции для котельного оборудования |
|
|
НГДО |
5. Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте |
|
|
ОХНВП |
4. Резервуары для хранения взрывопожароопасных и токсичных веществ. 5. Изотермические хранилища |
|
|
МО |
1. Доменное, коксовое, сталеплавильное оборудование. 3. Технические устройства для производства черных и цветных металлов и сплавов на их основе. 4. Машины для литья стали и цветных металлов. 5. Агрегаты трубопрокатные. 6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные |
|
|
ГДО |
1. Технические устройства для горно-добывающих и горно-обогатительных производств и подземных объектов |
|
|
ОТОГ |
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов. 3. Экипажная часть |
|
|
СК |
1. Металлические строительные конструкции. 4. Конструкции из полимерных материалов |
|
|
КСМ |
1. Металлические конструкции пролетных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях. 2. Металлические конструкции пролетных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях |
|
|
Тип III |
НГДО |
1. Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте. 2. Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации. 3. Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ). 6. Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте. 7. Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов не предусмотрены действующей нормативной документацией) |
|
Тип IV |
СК |
2. Арматура, арматурные и закладные изделия железобетонных конструкций |
4. Способы сварки (наплавки), применяемые при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
Металлические материалы
РД (111) - Ручная дуговая сварка покрытыми электродами1.
____________
1 В том числе ванным способом.
РДН (111) - Ручная дуговая наплавка покрытыми электродами.
РАД (141) - Ручная аргонодуговая сварка неплавящимся электродом.
РАДН (141) - Ручная аргонодуговая наплавка.
МП (135) - Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МПН (135) - Механизированная наплавка плавящимся электродом в среде активных газов и смесях.
МАДП (131) - Механизированная аргонодуговая сварка плавящимся электродом.
МАДПН (131) - Механизированная аргонодуговая наплавка плавящимся электродом.
МПГ (136) - Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПГН (136) - Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
МПИ (137) - Механизированная сварка порошковой проволокой в среде инертных газов и смесях.
МПИН (137) - Механизированная наплавка порошковой проволокой в среде инертных газов и смесях.
МПС (114) - Механизированная сварка самозащитной порошковой проволокой1.
____________
1 В том числе ванным способом.
МПСН (114) - Механизированная наплавка самозащитной порошковой проволокой.
МЛСН (114) - Механизированная наплавка самозащитной порошковой лентой.
МСОД (113) - Механизированная сварка открытой дугой легированной проволокой.
МФ (121) - Механизированная сварка под флюсом1.
____________
1 В том числе ванным способом.
МДС (781) - Механизированная дуговая приварка шпилек (стержней).
МКС (782) - Механизированная контактная приварка шпилек (стержней).
АФ (12) - Автоматическая сварка под флюсом2.
____________
2 В том числе следующие технологические варианты:
однодуговая на съемной подкладке;
однодуговая на флюсовой подушке;
двухдуговая на флюсовой подушке;
двухдуговая двухшовная;
однодуговая с металлохимической присадкой;
однодуговая на съемной подкладке с металлохимической присадкой;
однодуговая на флюсовой подушке с металлохимической присадкой;
вертикальная с принудительным формированием шва.
АФПН (12) - Автоматическая наплавка проволочным электродом под флюсом.
АФЛН (12) - Автоматическая наплавка ленточным электродом под флюсом.
АФДС (782) - Автоматическая дуговая приварка под флюсом шпилек (стержней).
ААД (141) - Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДН (141) - Автоматическая аргонодуговая наплавка неплавящимся электродом.
ААДП (131) - Автоматическая аргонодуговая сварка плавящимся электродом.
ААДПН (131) - Автоматическая аргонодуговая наплавка плавящимся электродом.
АПГ (135) - Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
АПГН (135) - Автоматическая наплавка плавящимся электродом в среде активных газов и смесях.
АППГ (136) - Автоматическая сварка порошковой проволокой в среде активных газов и смесях.
АППГН (136) - Автоматическая наплавка порошковой проволокой в среде активных газов и смесях.
АПИ (137) - Автоматическая сварка порошковой проволокой в среде инертных газов и смесях.
АПИН (137) - Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях.
АПС (114) - Автоматическая сварка самозащитной порошковой проволокой1.
____________
1 В том числе следующий технологический вариант:
вертикальная с принудительным формированием шва.
АПСН (114) - Автоматическая наплавка самозащитной порошковой проволокой.
АЛСН (114) - Автоматическая наплавка самозащитной порошковой лентой.
П (15) - Плазменная сварка.
ППН (15) - Плазменная наплавка проволокой сплошного сечения.
ПНП (15) - Плазменная наплавка порошком.
ЭШ (72) - Электрошлаковая сварка.
ЭЛ (76) - Электронно-лучевая сварка.
Л (52) - Лазерная сварка.
Г (3) - Газовая сварка.
ГН (3) - Газовая наплавка.
КТС (21) - Контактная точечная сварка.
КСС (25) - Контактная стыковая сварка сопротивлением.
КСО (24) - Контактная стыковая сварка оплавлением.
ВЧС (291) - Высокочастотная сварка.
ИН - Наплавка с индукционным нагревом.
Т (71) - Термитная сварка.
К (43) - Кузнечная сварка.
ПАК (91) - Пайка.
Полимерные материалы
НИ - Сварка нагретым инструментом.
ЗН - Сварка с закладными нагревателями.
НГ - Сварка нагретым газом.
Э - Экструзионная сварка.
Примечания: 1. В скобках указано условное обозначение процесса сварки по ISO 4063-90.
2. Сварку в смеси аргона с гелием (в любых пропорциях) следует рассматривать как аргонодуговую сварку.
3. Сварку деталей из сталей перлитного класса в смеси аргона с углекислым газом (до 25 %) или с кислородом (до 5 %) допускается рассматривать как аргонодуговую сварку.
4. Сварку в смеси углекислого газа с аргоном (до 25 %) допускается рассматривать как сварку в углекислом газе.
5. Допускается выполнение сварных соединений комбинированной сваркой с последовательным применением двух или нескольких способов сварки.
6. При оформлении результатов производственной аттестации технологии сварки арматуры, арматурных изделий и закладных железобетонных конструкций необходимо указывать технологические особенности сварки в соответствии с требованиями ГОСТ 14098-91, например РД (Рр), МП (Мс) и т.д.
7. Газовая сварка и наплавка в зависимости от состава горючего газа подразделяются:
Г, ГН (31) - газокислородная сварка и наплавка;
Г, ГН (311) - ацетиленокислородная сварка и наплавка;
Г, ГН (312) - пропанокислородная сварка и наплавка;
Г, ГН (313) - водородно-кислородная сварка и наплавка;
Г, ГН (32) - газовоздушная сварка и наплавка;
Г, ГН (321) - ацетиленовоздушная сварка и наплавка;
Г, ГН (322) - пропановоздушная сварка и наплавка.
8. При проведении производственной аттестации технологии сварки изделий из полимерных материалов необходимо дополнительно учитывать степень автоматизации применяемого сварочного оборудования:
при сварке труб нагретым инструментом (НИ):
СР - с ручным управлением;
ССА - со средней степенью автоматизации;
СВА - с высокой степенью автоматизации; при сварке труб с применением закладных нагревателей (ЗН):
ЗНР - с ручным заданием параметров;
ЗНШ - в режиме штрих-кода или магнитной карты;
ЗНА - с автоматической обратной связью фитинга со сварочным аппаратом;
при сварке различных конструкций нагретым инструментом независимо от типа соединения (кроме трубопроводов систем газоснабжения) (НИ):
НИР - ручная;
НИМ - механизированная;
при сварке различных конструкций нагретым газом независимо от типа соединения (кроме трубопроводов систем газоснабжения) (НГ):
НГР - ручная;
НГМ - механизированная;
при экструзионной сварке различных конструкций независимо от типа соединения (кроме трубопроводов систем газоснабжения) (Э):
ЭР - ручная;
ЭМ - механизированная.
Для стыковой сварки труб объектов газового оборудования и газораспределительных сетей используют только способы сварки НИ и ЗН.
9. При проведении производственной аттестации технологии сварки способами, не представленными в перечне РД 03-495-02, к выполнению КСС при аттестации технологии сварки допускаются сварщики, аттестованные в соответствии с ПБ 03-273-99 и РД 03-495-02, согласно табл. 4.1.
Таблица 4.1
|
Способы сварки (наплавки), регламентированные РД 03-495-02, на которые аттестованы сварщики |
Способы сварки (наплавки), выполнение КСС которыми допускается при проведении аттестации технологий сварки (наплавки) |
|
МПГ |
МПГН |
|
МПС |
МПСН, МЛСН, МСОД |
|
МАДП |
МАДПН, МПИН, МДС, МПИ |
|
ААДП |
АПИ, АПИН, АППГН, АПС, АПСН, АЛСН |
|
МП |
МПН, МДС |
|
Г |
ГН |
|
П |
ПНП, ППН |
|
КСО |
МКС |
|
АФ |
АФДС |
|
АПГ |
АППГ |
Таблица 4.2
Способы сварки и типы сварных соединений арматуры, арматурных и закладных изделий железобетонных конструкций
|
Способы сварки |
Наименование технологических особенностей сварки (ГОСТ 14098-91) |
Тип сварного соединения по ГОСТ 14098-91 |
Положение осей стержней при сварке |
Положение шва при сварке |
|
|
Способ |
Наименование |
||||
|
КСО |
Контактная стыковая оплавлением |
Ко - контактная стержней одинакового диаметра |
С1 |
Г |
H1 |
|
Км - то же, с последующей механической обработкой |
С3 |
Г |
|||
|
Кп - то же, с предварительной механической обработкой |
С4 |
Г |
|||
|
Кн - контактная стержней разного диаметра |
С2 |
Г |
|||
|
Ко - контактная непрерывным оплавлением |
Т7 |
В |
|||
|
КСС |
Контактная стыковая сопротивлением |
Кс - контактная рельефная сопротивлением |
Т6 |
В |
|
|
КТС |
Контактная точечная сварка |
Кт - контактная точечная двух стержней |
К1 |
Л |
Н2, В1, П2 |
|
- то же, трех стержней |
К2 |
||||
|
Кр - контактная по одному рельефу на пластине |
Н2 |
Г |
Н2 |
||
|
Кп - то же, по двум рельефам на пластине |
Н3 |
Г |
|||
|
Ка - контактная по двум рельефам на арматуре |
Н4 |
Г |
|||
|
РД |
Ручная дуговая покрытыми электродами |
Рр - дуговая ручная прихватками |
К3 |
Л |
Н2, В1, П2 |
|
Рэ - дуговая ручная швами без дополнительных технологических элементов |
С23 |
Л |
Н1, В1, Г, П1 |
||
|
Рв - дуговая ручная в выштампованное отверстие |
Т9 |
В |
Н2 |
||
|
Рз - дуговая ручная валиковыми швами в раззенкованное отверстие |
Т12 |
В |
|||
|
Рн - дуговая ручная швами с накладками из стержней |
С21 |
Л |
H1, Г, Ш, В1 |
||
|
Ру - то же, швами с удлиненными накладками из стержней |
С22 |
л |
|||
|
Рм - дуговая ручная многослойными швами на стальной скобе-накладке |
С19 |
В |
Г |
||
|
Рм - дуговая ручная многослойными швами без стальной скобы-накладки |
С20 |
В |
Г |
||
|
Рш - дуговая ручная швами |
H1 |
Л |
Н2, В1, П2 |
||
|
Рв - ванная одноэлектродная в инвентарной форме |
С7 |
Г |
H1, Г |
||
|
С10 |
В |
Г |
|||
|
Ри - ванная одноэлектродная в инвентарной форме |
Т13 |
Г |
H1 |
||
|
Рв - то же, спаренных стержней |
С13 |
Г |
H1 |
||
|
Рс - ванно-шовная на стальной скобе-накладке |
С15 |
Г |
H1, Г |
||
|
Рс - ванная одноэлектродная в комбинированных несущих и формирующих элементах |
С26 |
Г |
H1, Г |
||
|
С29 |
В |
Г |
|||
|
Рс - то же, спаренных стержней |
С32 |
Г |
H1, Г |
||
|
МСОД |
Механизированная сварка открытой дугой легированной проволокой |
Мо - дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке |
С16 |
Г |
Г |
|
С18 |
В |
||||
|
МП |
Механизированная сварка плавящимся электродом в среде активных газов и смесях |
Мв - дуговая механизированная в углекислом газе СО2 в выштампованное отверстие |
Т8 |
В |
Н2 |
|
Мс - дуговая механизированная в СО2 в отверстие |
Т10 |
В |
Н2 |
||
|
Мц - то же, в цекованное отверстие |
Т11 |
В |
Н2 |
||
|
МПС |
Механизированная сварка самозащитной порошковой проволокой |
Мп - дуговая механизированная порошковой проволокой в инвентарной форме |
С6 |
Г |
H1, Г |
|
С9 |
В |
Г |
|||
|
Мп - то же, спаренных стержней |
С12 |
Г |
H1 |
||
|
Мп - дуговая механизированная порошковой проволокой на стальной скобе-накладке |
С14 |
Г |
H1, Г |
||
|
С17 |
В |
Г |
|||
|
Мп - дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах |
С25 |
Г |
H1, Г |
||
|
С28 |
В |
В1, Г |
|||
|
Мп - то же, спаренных стержней |
С31 |
Г |
H1, Г |
||
|
МФ |
Механизированная сварка под флюсом |
Мф - дуговая механизированная под флюсом без присадочного металла |
Т1 |
В |
H1 |
|
Рф - дуговая ручная с малой механизацией под флюсом без присадочного металла |
Т2 |
В |
|||
|
Мж - дуговая механизированная под флюсом без присадочного металла по рельефу |
Т3 |
В |
|||
|
Мф - ванная механизированная под флюсом в инвентарной форме |
С5 |
Г |
|||
|
С8 |
В |
Г |
|||
|
Мф - то же, спаренных стержней |
С11 |
Г |
H1 |
||
|
Мф - ванная механизированная под флюсом в комбинированных несущих и формирующих элементах |
С24 |
Г |
H |
||
|
С27 |
В |
H1 |
|||
|
Мф - то же, спаренных стержней |
С30 |
Г |
H1 |
||
5. Основные параметры, определяющие однотипность производственных сварных соединений (наплавок) из металлов
Таблица 5.1
|
Параметры однотипности |
Способы сварки (наплавки) |
|||||||
|
РД1, РАД, ААД, МП, АПГ, МФ1, АФ2, МПС1, П, АПС, МАДП, ААДП, МСОД, МПГ, АППГ, МПИ, АПИ, МДС, АФДС |
ЭШ |
ЭЛ |
КСО, КСС, КТС, МКС |
Т |
ВЧС |
Г |
РДН, РАДН, ААДН, МПН, МАДПН, МПГН, МПСН, МЛСН, МПИН, АПИН, АПГН, АППГН, АПСН, АЛСН, АФЛН, АФПН, ГН, ППН, ПНП, ИН |
|
|
Основные материалы |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
|
Сварочные (наплавочные) материалы |
+ |
+ |
+3 |
- |
- |
- |
+3 |
+ |
|
Толщина |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
Радиус кривизны (диаметр) |
+4 |
- |
- |
+4 |
+ |
+ |
+ |
+ |
|
Тип шва |
+ |
- |
- |
- |
- |
- |
+ |
- |
|
Тип соединения |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
|
Вид соединения |
+ |
- |
+ |
- |
- |
- |
- |
- |
|
Вид и угол разделки кромок |
+ |
- |
+ |
- |
- |
- |
+ |
- |
|
Положение при сварке (наплавке) |
+ |
- |
+5 |
- |
+ |
- |
+ |
+10 |
|
Вид покрытия электродов |
+6 |
- |
- |
- |
- |
- |
- |
+6 |
|
Необходимость подогрева |
+ |
- |
+ |
- |
+ |
- |
- |
+ |
|
Необходимость термообработки |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
|
Количество и вид плавящихся электродов |
+7 |
+ |
- |
- |
- |
- |
- |
+7 |
|
Применение защитных и активирующих флюсов |
+8 |
- |
- |
- |
- |
- |
+ |
|
|
Применение импульсно-дугового процесса |
+9 |
- |
- |
- |
- |
- |
- |
+9 |
|
Необходимость предварительной наплавки |
+ |
- |
- |
- |
- |
- |
- |
+ |
|
Назначение наплавки |
- |
- |
- |
- |
- |
- |
- |
+ |
|
Вид наплавки |
- |
- |
- |
- |
- |
- |
- |
+ |
|
Толщина и ширина ленты, шаг оребрения |
- |
- |
- |
- |
- |
+11 |
- |
- |
|
Площадь поперечного сечения свариваемых элементов |
- |
- |
- |
+ |
- |
- |
- |
- |
|
Толщина наплавленного (твердого) слоя |
- |
- |
- |
- |
- |
- |
- |
+12 |
|
Конфигурация наплавленной поверхности |
- |
- |
- |
- |
- |
- |
- |
+12 |
|
Уровень твердости наплавки |
- |
- |
- |
- |
- |
- |
- |
+12 |
____________
1 В том числе ванным способом.
2 Включая технологические варианты для объектов стального мостостроения и для стальных конструкций производственных зданий и сооружений.
3 В случае их применения.
4 Номинальный диаметр шипов при МДС, МКС и АФДС.
5 Взаимное расположение свариваемых деталей и электронной пушки.
6 Для РД и РДН.
7 Для АФ, АФПН и АФЛН.
8 Для РАД и ААД.
9 Для РАД, ААД, МП, МПН, МАДП, ААДП, АПГ.
10 Кроме ИН и ППН, ПНП.
11 При спиральном оребрении труб поверхностей нагрева котлов.
12 Для износостойких наплавок.
6. Основные параметры режимов сварки (наплавки) технических устройств
Таблица 6.1
Основные параметры режимов сварки (наплавки) технических устройств типов I, II, III
|
№ п/п |
Способы сварки (наплавки) |
РД1, РДН |
РАД, РАДН |
МП, МАПД, МПГ, МПГН, МПИ, МПИН, МПН, МАДПН |
МПС1, МПСН, МСОД |
МЛСН, АЛСН |
ААД, ААДН |
ААДП, ААДПН |
АПГ, АПГН, АПИ, АПИН, АППГ, АППГН |
АПС, АПСН, АЛСН |
МФ1 |
АФ2, АФПН, АФДС |
АФЛН |
Г, ГН |
ЭШ |
ЭЛ |
КСО, КСС |
П, ПНП |
ППН |
МДС |
МКС |
ИН |
НИ |
ЗН |
|
Параметры режимов сварки (наплавки) |
||||||||||||||||||||||||
|
1 |
Номер слоя (валика) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||
|
2 |
Диаметр электрода (проволоки, размер ленты), мм |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
3 |
Диаметр неплавящегося электрода, мм |
+ |
+ |
|||||||||||||||||||||
|
4 |
Вылет электрода, мм |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||||||
|
5 |
Вылет привариваемого шипа, мм |
+ |
||||||||||||||||||||||
|
6 |
Расстояние между электродами, мм |
+ |
||||||||||||||||||||||
|
7 |
Сухой вылет электрода, мм |
+ |
||||||||||||||||||||||
|
8 |
Количество плавящихся электродов |
+ |
||||||||||||||||||||||
|
9 |
Род тока, полярность |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||
|
10 |
Сварочный ток, А |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
11 |
Сварочный ток на один электрод, А |
+ |
||||||||||||||||||||||
|
12 |
Ток электронного пучка, А |
+ |
||||||||||||||||||||||
|
13 |
Ток оплавления, А |
+ |
+ |
|||||||||||||||||||||
|
14 |
Ток осадки, А |
+ |
+ |
|||||||||||||||||||||
|
15 |
Ток индуктора, А |
+ |
||||||||||||||||||||||
|
16 |
Характер импульса сварочного тока |
+ |
+ |
|||||||||||||||||||||
|
17 |
Частота тока индуктора, Гц |
+ |
||||||||||||||||||||||
|
18 |
Индуктивность в цепи индуктора, 103 Гн |
+ |
||||||||||||||||||||||
|
19 |
Время индукционного нагрева, ч |
+ |
||||||||||||||||||||||
|
20 |
Напряжение дуги, В |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
21 |
Напряжение питания индуктора, В |
+ |
||||||||||||||||||||||
|
22 |
Напряжение в шлаковой ванне, В |
+ |
||||||||||||||||||||||
|
23 |
Напряжение ускоряющее, В |
+ |
||||||||||||||||||||||
|
24 |
Скорость подачи проволоки, м/ч |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||||
|
25 |
Скорость сварки (наплавки), м/ч |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||||||
|
26 |
Скорость поперечного перемещения электродов, м/ч |
+ |
||||||||||||||||||||||
|
27 |
Время задержки движения ползунов, с |
+ |
||||||||||||||||||||||
|
28 |
Зазор, мм |
+ |
||||||||||||||||||||||
|
29 |
Расход защитного газа (смеси газов), л/мин |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||||||||
|
30 |
Расход плазмообразующего газа, л/мин |
+ |
+ |
|||||||||||||||||||||
|
31 |
Расход охлаждающей воды, л |
+ |
+ |
|||||||||||||||||||||
|
32 |
Номер мундштука горелки |
+ |
||||||||||||||||||||||
|
33 |
Вид пламени |
+ |
||||||||||||||||||||||
|
34 |
Давление горючего газа, МПа |
+ |
||||||||||||||||||||||
|
35 |
Давление кислорода, МПа |
+ |
||||||||||||||||||||||
|
36 |
Величина вакуума, Па (мм рт. ст.) |
+ |
||||||||||||||||||||||
|
37 |
Установочная длина, мм |
+ |
||||||||||||||||||||||
|
38 |
Припуск на оплавление, мм |
+ |
+ |
|||||||||||||||||||||
|
39 |
Припуск на осадку, мм |
+ |
+ |
|||||||||||||||||||||
|
40 |
Усилие осадки, кГс |
+ |
+ |
|||||||||||||||||||||
|
41 |
Длительность оплавления, с |
+ |
+ |
|||||||||||||||||||||
|
42 |
Длительность осадки, с |
+ |
+ |
|||||||||||||||||||||
|
43 |
Длительность осадки под током, с |
+ |
+ |
|||||||||||||||||||||
|
44 |
Расстояние от электронной пушки до изделия, мм |
+ |
||||||||||||||||||||||
|
45 |
Расстояние от электронной пушки до плоскости фокусировки луча, мм |
+ |
||||||||||||||||||||||
|
46 |
Расход порошка, кг/ч |
+ |
+ |
|||||||||||||||||||||
|
47 |
Грануляция порошка, мкм |
+ |
+ |
|||||||||||||||||||||
|
48 |
Температура нагревателя, °C |
+ |
||||||||||||||||||||||
|
49 |
Удельное давление при оплавлении, МПа/мм2 |
+ |
||||||||||||||||||||||
|
50 |
Время при прогреве, с |
+ |
+ |
|||||||||||||||||||||
|
51 |
Время технологической паузы, с |
+ |
||||||||||||||||||||||
|
52 |
Удельное давление при осадке, МПа/мм2 |
+ |
||||||||||||||||||||||
|
53 |
Время при охлаждении, мин |
+ |
+ |
____________
1 В том числе ванным способом.
2 Включая технологические варианты для объектов стального мостостроения и для стальных конструкций производственных зданий и сооружений.
Таблица 6.2
Основные параметры режимов сварки арматуры, арматурных и закладных изделий железобетонных конструкций в зависимости от способов сварки и типов сварных соединений (тип ГУ)
|
Способ сварки |
Тип соединения и способ сварки по ГОСТ 14098-91 |
Параметры режимов сварки |
|
РД |
С19-Рм |
1. Диаметр стержней, мм. |
|
С20-Рм |
2. Положение швов в пространстве. |
|
|
С21-Рм |
3. Число слоев шва стыковых соединений. |
|
|
С22-Ру |
4. Номер слоя шва. |
|
|
С23-Рэ |
5. Диаметр электрода, мм. |
|
|
Т9-Рв |
6. Сварочный ток: |
|
|
Т12-Рз |
горизонтальные стержни, А; |
|
|
Н1-Рш |
вертикальные стержни, А |
|
|
К3-Рр |
||
|
С7-Рв |
||
|
С15-Рс |
||
|
С26-Рс |
||
|
С10-Рв |
||
|
С29-Рс |
||
|
С13-Рв |
||
|
С32-Рс |
||
|
Т13-Ри |
||
|
МФ |
Т1-Мф |
1. Сварочный ток, А. |
|
Т2-Рф |
2. Величина начального дугового промежутка при отрыве конца стержня от плоского элемента, мм. |
|
|
Т3-Мж |
||
|
3. Продолжительность горения дуги: |
||
|
при неподвижном стержне, с; |
||
|
при подаче стержня, с. |
||
|
4. Глубина погружения стержня в наплавленный металл, мм. |
||
|
5. Продолжительность осадки стержня под током, с. |
||
|
6. Время выдержки стержня в расплавленном металле, с |
||
|
С5-Мф |
1. Диаметр стержней, мм. |
|
|
С24-Мф |
2. Диаметр электродной проволоки, мм. |
|
|
С8-Мф |
3. Скорость подачи электродной проволоки, м/ч. |
|
|
С27-Мф |
4. Начальное напряжение дуги, В. |
|
|
С11-Мф |
5. Сварочный ток, А. |
|
|
С30-Мф |
6. Вылет электродной проволоки, мм. |
|
|
7. Глубина шлаковой ванны, мм. |
||
|
8. Доза флюса, г |
||
|
МП |
Т8-Мв |
1. Диаметр стержня, мм. |
|
Т10-Мс |
2. Толщина пластины, мм. |
|
|
Т11-Мц |
3. Сварочный ток, А. |
|
|
4. Напряжение дуги, В. |
||
|
5. Скорость подачи электродной проволоки, м/ч |
||
|
МПС |
С6-Мп |
1. Диаметр стержней, мм. |
|
С14-Мп |
2. Сварочный ток, А. |
|
|
С25-Мп |
3. Скорость подачи электродной проволоки, м/ч. |
|
|
С9-Мп |
4. Напряжение дуги, В. |
|
|
С17-Мп |
5. Вылет электродной проволоки, мм |
|
|
С28-Мп |
||
|
С12-Мп |
||
|
С31-Мп |
||
|
мсод |
С16-Мо |
1. Диаметр стержней, мм. |
|
С18-Мо |
2. Диаметр электродной проволоки, мм. |
|
|
3. Сварочный ток: |
||
|
горизонтальных стержней, А; |
||
|
вертикальных стержней, А. |
||
|
4. Напряжение дуги, В |
||
|
ксо |
C1-Ko |
1. Установочная длина, мм. |
|
С2-Кн |
2. Длина участка стержня, расходуемая на оплавление, мм. |
|
|
С3-Км |
3. Длина участка стержня, расходуемая на осадку: |
|
|
С4-Кп |
под током, мм; |
|
|
Т7-Ко |
без тока, мм. |
|
|
4. Усилие осадки стержней, кН (т). |
||
|
5. Сварочный ток, кА |
||
|
ктс |
К1-Кт |
1. Сварочный ток, А. |
|
К2-Кт |
2. Время выдержки под током, с. |
|
|
Н2-Кр |
3. Усилие сжатия стержней, кН (т). |
|
|
Н3-Кп |
4. Диаметр рабочей части электродов, мм |
|
|
Н4-Ка |
||
|
ксс |
Т6-Кс |
1. Сварочный ток, кА. |
|
2. Установочная длина стержней, мм. |
||
|
3. Время протекания тока, с. |
||
|
4. Усилие сжатия стержней: |
||
|
в стадии нагрева, кНн (т); |
||
|
в стадии осадки, кН (т) |
7. Группы и марки основных материалов, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов групп ПТО, КО, НГДО, ГО, МО, ОХНВП, ГДО, ОТОГ
Таблица 7.1.1
|
Обозначение групп материалов свариваемых деталей |
|||
|
Рекомендации по применению РД 03-615-03 |
РД 03-495-021 |
ISO/TR 15608:2005 |
|
|
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
1 |
М01 |
1.1, 1.2 |
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
2 |
М03 |
1.3, 2.1, 3.1, 3.3 |
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
3 |
М03 |
2.2, 3.2 |
|
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
4 |
М02 |
5.1, 5.2, 6.1, 6,2 |
|
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % |
5 |
М05 |
5.3, 5.4 |
|
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % |
6 |
М04 |
7.2 |
|
Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30 % |
7 |
7.1 |
|
|
Высоколегированные стали аустенитно-ферритного класса |
8 |
М11 |
10.1, 10.2 |
|
Высоколегированные стали аустенитного класса |
9 |
8.1, 8.2, 8.3 |
|
|
Сплавы на железоникелевой основе |
10 |
М51 |
45 |
|
Никель и сплавы на никелевой основе |
11 |
41, 43, 44 |
|
|
Чистый алюминий и алюминиево-марганцевые сплавы |
12 |
М21 |
21, 22.1 |
|
Нетермоупрочняемые алюминиево-магниевые сплавы |
12 |
М22 |
22 |
|
Термоупрочняемые алюминиевые сплавы |
12 |
М23 |
23 |
|
Медь |
13 |
М31 |
31 |
|
Медно-цинковые сплавы |
13 |
М32 |
32 |
|
Медно-никелевые сплавы |
13 |
М33 |
36 |
|
Бронзы |
13 |
М34 |
33 |
|
Титан и сплавы титана |
14 |
М41 |
51 - 54 |
|
Двухслойный (плакированный) металл с основным слоем из сталей группы 1 или 2 и плакирующим слоем из сталей группы 7 или 9 или из сплавов группы 10 |
1/7, 1/9, 1/10, 2/7, 2/9, 2/10 |
М01, М03/М04, М11, М51 |
|
|
Двухслойный металл с основным слоем из сталей группы 1 и плакирующим слоем из меди или ее сплавов (группа 13) |
1/13 |
М01/М31, М32, М33 |
|
|
Двухслойные стали с основным слоем из сталей группы 4 и плакирующим слоем из сталей группы 7 или 9 |
4/7, 4/9 |
М02/М04, М11 |
|
|
Сочетание сталей группы 2 со сталями группы 1 |
2 + 1 |
М03 + М01 |
|
|
Сочетание сталей группы 3 со сталями группы 1 или 2 |
3 + 1, 3 + 2 |
М03 + М01 |
|
|
Сочетание сталей группы 4 со сталями группы 1 или 2 |
4 + 1, 4 + 2 |
М02 + М03, М02 + М01 |
|
|
Сочетание сталей группы 5 со сталями группы 1, 2 или 4 |
5 + 1, 5 + 2, 5 + 4 |
М05 + М02, М05 + М03, М05 + М01 |
|
|
Сочетание сталей группы 6 или 7 со сталями группы 1, 2 или 4 |
6 + 1, 6 + 2, 6 + 4, |
М04 + М02, М04 + М03, М04 + М01 |
|
|
7 + 1, 7 + 2, 7 + 4 |
|||
|
Сочетание сталей группы 9 со сталями группы 1, 2 или 4 |
9 + 1, 9 + 2, 9 + 4 |
М11 + М01, М11 + М03, М11 + М02 |
|
|
Сочетание сталей группы 9 со сталями группы 5, 6 или 7 |
9 + 5, 9 + 6, 9 + 7 |
М11 + М05, М11 + М04 |
|
|
Сочетание сталей группы 9 со сплавами группы 10 или 11 |
9 + 10, 9 + 11 |
М11 + М51 |
|
|
Сочетание сплавов группы 10 со сплавами группы 11 |
10 + 11 |
М51 |
|
|
Сочетание сталей группы 8 со сталями группы 1, 2 |
8 + 1, 8 + 2 |
М11 + М03, М11 + М01 |
|
|
Чугуны |
28 |
М06 |
71, 72 |
|
Полиэтилен (РЕ) |
30 |
М61 |
|
|
Сшитый полиэтилен (РЕ-Х) |
31 |
М62 |
|
|
Поливинилхлорид (PVC) |
32 |
М63 |
|
|
Полипропилен (РР) |
33 |
М64 |
|
____________
1 Обозначение групп материалов свариваемых деталей по РД 03-495-02 приводится для справки и при оформлении заключений не рекомендуется.
Таблица 7.1.2
Группировка материалов в соответствии с ISO/TR 15608:2005
|
Группа |
Подгруппа |
Тип стали |
|
1 |
Стали с минимальным пределом текучести ReH £ 460 Н/мм2 и содержанием элементов в %: C £ 0,25; Si £ 0,60; Mn £ 1,80; Mo £ 0,701; S £ 0,045; P £ 0,045; Cu £ 0,401; Ni £ 0,51; Cr £ 0,3 (0,4 для отливок)1; Nb £ 0,06; V £ 0,11; Ti £ 0,05 |
|
|
1.1 |
Стали с минимальным пределом текучести ReH £ 275 Н/мм2 |
|
|
1.2 |
Стали с минимальным пределом текучести 275 Н/мм2 < ReH £ 360 Н/мм2 |
|
|
1.3 |
Нормализованные мелкозернистые стали с минимальным пределом текучести ReH > 360 Н/мм2 |
|
|
1.4 |
Стали с повышенным сопротивлением атмосферной коррозии, состав которых может выходить за пределы, установленные для группы 1 |
|
|
2 |
Термомеханически упрочненные мелкозернистые стали с минимальным пределом текучести ReH > 360 Н/мм2 |
|
|
2.1 |
Термомеханически упрочненные мелкозернистые стали и отливки с минимальным пределом текучести в интервале 360 Н/мм2 < ReH £ 460 Н/мм2 |
|
|
2.2 |
Термомеханически упрочненные мелкозернистые стали и отливки с минимальным пределом текучести ReH > 460 Н/мм2 |
|
|
3 |
Закаленные и отпущенные стали и дисперсионно-твердеющие мелкозернистые стали, за исключением нержавеющих, с минимальным пределом текучести ReH > 360 Н/мм2 |
|
|
3.1 |
Закаленные и отпущенные мелкозернистые стали с минимальным пределом текучести 360 Н/мм2 £ ReH £ 690 Н/мм2 |
|
|
3.2 |
Закаленные и отпущенные мелкозернистые стали с минимальным пределом текучести ReH > 690 Н/мм2 |
|
|
3.3 |
Дисперсионно-твердеющие мелкозернистые стали, за исключением нержавеющих |
|
|
4 |
Cr - Mo - (Ni) стали с содержанием Mo £ 0,7 % и V £ 0,1 % |
|
|
4.1 |
Стали с содержанием Cr £ 0,3 % и Ni £ 0,7 % |
|
|
4.2 |
Стали с содержанием Cr £ 0,7 % и Ni £ 1,5 % |
|
|
5 |
Cr - Mo стали без ванадия с содержанием C £ 0,35 % |
|
|
5.1 |
Стали с содержанием 0,75 % £ Cr £ 1,5 % и Mo £ 0,7 % |
|
|
5.2 |
Стали с содержанием 1,5 % < Cr £ 3,5 % и 0,7 % < Mo £ 1,2 % |
|
|
5.3 |
Стали с содержанием 3,5 % < Cr £ 7,0 % и 0,4 % < Mo £ 0,7 % |
|
|
5.4 |
Стали с содержанием 7,0 % < Cr £ 10,0 % и 0,7 % < Mo £ 1,2 % |
|
|
6 |
Cr - Mo - (Ni) стали с высоким содержанием ванадия |
|
|
6.1 |
Стали с содержанием 0,3 % £ Cr £ 0,75 %; Mo < 0,7 % и V £ 0,35 % |
|
|
6.2 |
Стали с содержанием 0,75 % < Cr £ 3,5 %; 0,7 % < Mo £ 1,2 % и V £ 0,35 % |
|
|
6.3 |
Стали с содержанием 3,5 % < Cr £ 7,0 %; Mo £ 0,7 % и 0,45 % £ V £ 0,55 % |
|
|
6.4 |
Стали с содержанием 7,0 % < Cr £ 12,5 %; 0,7 % < Mo £ 1,2 % и V £ 0,35 % |
|
|
7 |
Ферритные, мартенситные или дисперсионно-твердеющие нержавеющие стали с содержанием C £ 0,35 % и 10,5 % £ Cr £ 30 % |
|
|
7.1 |
Ферритные нержавеющие стали |
|
|
7.2 |
Стали нержавеющие мартенситного класса |
|
|
7.3 |
Дисперсионно-твердеющие нержавеющие стали |
|
|
8 |
Аустенитные стали с содержанием Ni £ 31 % |
|
|
8.1 |
Аустенитные стали с содержанием Cr £ 19 % |
|
|
8.2 |
Аустенитные стали с содержанием Cr > 19,0 % |
|
|
8.3 |
Марганцевые аустенитные стали с содержанием марганца |
|
|
4,0 % < Мn £ 12,0 % |
||
|
9 |
Стали, легированные никелем с содержанием Ni £ 10,0 % |
|
|
9.1 |
Стали, легированные никелем с содержанием Ni £ 3,0 % |
|
|
9.2 |
Стали, легированные никелем с содержанием 3 % < Ni £ 8,0 % |
|
|
9.3 |
Стали, легированные никелем с содержанием 8 % < Ni £ 10,0 % |
|
|
10 |
Аустенитно-ферритные (дуплекс) стали |
|
|
10.1 |
Аустенитно-ферритные стали с содержанием Cr £ 24,0 % |
|
|
10.2 |
Аустенитно-ферритные нержавеющие стали с содержанием Cr > 24,0 % |
|
|
11 |
Стали, не вошедшие в группу 1, с содержанием |
|
|
0,25 % < C £ 0,85 % (Cr + Mo + Ni + Cu + Vmax 1 %) |
||
|
11.1 |
Стали с содержанием 0,25 % < С £ 0,35 % |
|
|
11.2 |
Стали с содержанием 0,35 % < С £ 0,5 % |
|
|
11.3 |
Стали с содержанием 0,50 % < С £ 0,85 % |
|
|
21 |
Чистый алюминий с £ 1 % примесей или легирующих компонентов |
|
|
22 |
Термически не упрочняемые сплавы |
|
|
22.1 |
Al - Mn сплавы |
|
|
22.2 |
Al - Mg сплавы с содержанием Mg £ 1,5 % |
|
|
22.3 |
Al - Mg сплавы с содержанием 1,5 % £ Mg £ 3,5 % |
|
|
22.4 |
Al - Mg сплавы с содержанием Mg > 3,5 % |
|
|
23 |
Термически упрочняемые сплавы |
|
|
23.1 |
Al - Mg - Si сплавы |
|
|
23.2 |
Al - Zn - Mg сплавы |
|
|
24 |
Al - Si сплавы с содержанием Cu £ 1 % |
|
|
24.1 |
Al - Si сплавы с содержанием Cu £ 1 % и 5 % < Si £ 15 % |
|
|
24.2 |
Al - Si - Mg сплавы с содержанием Cu £ 1 % и 5 % < Si £ 15 % и |
|
|
0,1 % < Mg £ 0,8 % |
||
|
25 |
Al - Si - Cu сплавы с содержанием 5 % < Si £ 14 %; 1,0 % < Cu £ 5,0 %; Mg £ 0,8 % |
|
|
26 |
Аl - Си сплавы с содержанием 2 % < Cu £ 6 % |
|
|
31 |
Медь с содержанием до 6 % Ar и 3 % Fe |
|
|
32 |
Cu - Zn сплавы (латунь) |
|
|
32.1 |
Cu - Zn сплавы, бинарные |
|
|
32.2 |
Cu - Zn сплавы, комплексно легированные |
|
|
33 |
Cu - Sn сплавы |
|
|
34 |
Cu - Ni сплавы |
|
|
35 |
Cu - Al сплавы |
|
|
36 |
Cu - Ni - Zn сплавы |
|
|
37 |
Медные низколегированные сплавы с суммарным содержанием легирующих элементов менее 5 %, не вошедшие в группы 31 - 36 |
|
|
38 |
Другие медные сплавы с суммарным содержанием легирующих элементов ³ 5 %, не вошедшие в группы 31 - 36 |
|
|
41 |
Чистый никель |
|
|
42 |
Ni - Cu сплавы с содержанием Ni ³ 45 %; Cu ³ 10 % |
|
|
43 |
Ni - Cr сплавы (Ni - Cr - Fe - Mo) с содержанием Ni ³ 40 % |
|
|
44 |
Ni - Mo сплавы с содержанием Ni ³ 45 %; Mo £ 32 % |
|
|
45 |
Ni - Fe - Cr сплавы с содержанием Ni > 31 % |
|
|
46 |
Ni - Cr - Co сплавы с содержанием Ni ³ 45 %; Со ³ 10 % |
|
|
47 |
Ni - Fe - Cr - Cu сплавы с содержанием Ni ³ 45 % |
|
|
48 |
Ni - Fe - Co сплавы (Ni - Fe - Co - Cr - Mo - Cu) с содержанием 31 % £ Ni £ 45 %; Fe ³ 20 % |
|
|
51 |
Чистый титан |
|
|
51.1 |
Титан с содержанием О2 < 0,2 % |
|
|
51.2 |
Титан с содержанием 0,2 % < О2 £ 0,25 % |
|
|
51.3 |
Титан с содержанием 0,25 % < О2 £ 0,35 % |
|
|
51.4 |
Титан с содержанием 0,35 % < О2 £ 0,40 % |
|
|
52 |
a - сплавы титана (Ti - 0,2Pd; Ti - 2,5Cu; Ti - 5Al - 2,5Sn; Ti - 8Al - 1Mo - 1V; Ti - 6Al - 2Sn - 4Zr - 2Mo; Ti - 6Al - 2Nb - 1Ta - 0,8Mo) |
|
|
53 |
a - b - сплавы титана (Ti - 3A1 - 2,5V; Ti - 6A1 - 4V; Ti - 6Al - 6V - 2Sn; Ti - 7Al - 4Mo) |
|
|
54 |
Псевдо b и b - сплавы титана (Ti - 10V - 2Fe - 3Al; Ti - 13V - 11Cr - 3Al; Ti - 11,5Mo - 6Zr - 4,5Sn; Ti - 3Al - 8V - 6Cr - 4Zr - 4Mo) |
|
|
61 |
Чистый цирконий |
|
|
62 |
Цирконий с содержанием 2,5 % ниобия |
|
|
71 |
Серый чугун с указанными в технических условиях пределом прочности или твердостью по Бринеллю |
|
|
72 |
Чугун с шаровидным графитом с указанными в технических условиях механическими свойствами |
|
|
72.1 |
Чугун с шаровидным графитом ферритного типа с указанными в технических условиях s02, удлинением и величиной сопротивления удару |
|
|
72.2 |
Чугун с шаровидным графитом ферритного типа с указанными в технических условиях s02, удлинением или твердостью по Бринеллю |
|
|
72.3 |
Чугун с шаровидным графитом EN - GJS - 500 - 7 и EN - GJS - 450 - 10 (если содержание перлита больше 20 %) или с указанной в технических условиях твердостью по Бринеллю |
|
|
72.4 |
Чугун с шаровидным графитом перлитного типа с указанными в технических условиях пределом прочности, s02, удлинением или твердостью по Бринеллю |
|
|
73 |
Ковкий чугун |
|
|
74 |
Ковкий пластичный чугун, прошедший изотермический отпуск |
|
|
75 |
Аустенитный чугун |
|
|
76 |
Чугуны, не вошедшие в группы 71 - 75 |
____________
1 Более высокие значения принимаются при условии, что содержание Cr + Mo + Ni + Cu + V £ 0,75 %
Примечание. Группы материалов 21 - 23 применяются обычно для материалов, обработанных давлением, а группы 24 - 26 - для литых материалов (отливок).
Таблица 7.2
Подъемно-транспортное оборудование
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
08, 08пс, 08ЮТ, 15, 15пс, 10, 20, 20пс, 16Д, Ст31, Ст3Г1, 35, 45, Ст3 (пс, сп) ДТУ-1, Ст3 (пс, сп) ДТУ-2, Ст3 (пс, сп) ДТУ-3, Ст3Гпс ДТУ-1, Ст3Гпс ДТУ-2, С235, С255, С285, Ст3Гпс ДТУ-3, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С, С345, 08ГБЮ, S355 S3/B, S355 J2H S1B, S355 K2G3, Е32, 09Г2СД, 18ЮТ (Ч-33), 16ГС, 22ГЮ, 15ГФ, 20Х, 15ХСНД, 30ХГСА |
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
Ст3пс2, Ст3сп2, Ст3Гпс2, С375, 09Г22, 09Г2С2, 12Г2С2, 09Г2С ДТУ-4, 15ХСНД2, 09Г2СФ, 30ХГСА2, 19ЮФТ (Ч-37), 10Г2Б, 08ГБЮ, 09ГБЮ, 12Г2Б, 14Г2АФ, 14Г2АФД, 15Г2АФД, 15Г2СФ, 10ХСНД, Ч-44, 09Г2ФБ, 10Г2ФБ, 16Г2АФ, 16Г2АФД, 18Г2АФ, 18Г2АФД, 1-12, 4-12, 7-12, 13ХГСН1МД, 14ХГ2САФД, 10Г2СФБ, 10Г2ФБЮ, RAEX 640 XCF, FORM 500S1, Е40 |
|
____________ 1 Ст3 (кп2, пс2 ÷ пс5, сп2 ÷ сп6), Ст3Г (пс2 ÷ пс6, сп5, сп6). 2 Стали, прокат из которых изготовлен с более высоким классом прочности (термоупрочненные). |
|||
|
3 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
13ХГСН1МД1, 14ХГ2САФД1, 12ГН2МФАЮ, 10ХСНД1, 1-121, 3-12, 12Г2СМФ, 15ХГНМРАФАЧ, 15ХГН2МАФАЧ, 12ХН2МД (АБ1), 12ХН2МД-Ш (АБ1-Ш), 15Г2МФЮТРЧА, 10ГДН1ФЮ, 10ХН3МД (АБ-2), 10ХН3МД-Ш (АБ2-Ш), 14ХГНМД, 12Х2Г2НМФТ, 12ГН3МФАЮДР-Ш, 12ГН3МФАЮДР-СШ, 14ХГН2МДАФБ, 15ХГНМФТ, 17Х2МБ, DOMEX 590XPE, DOMEX 640XPE, WELDOX 700E, WELDOX 960E, 07Х3ГНМЮА, AKH 29, 12ДН2ФЛ |
____________
1 Стали, прокат из которых изготовлен с более высоким классом прочности (термоупрочненные).
Таблица 7.3
Котельное оборудование
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Ст2сп, Ст3пс1, Ст3сп1, Ст3Гпс1, Ст4пс, Ст4сп, 08, 10, 15, 201, 20ПВ, 25, 15К, 16К, 18К, 20К1, 22К1, 15Л, 20Л, 25Л, 30Л, 35Л, 10Г2, 06ГФАА, 15ГС1, 16ГС1, 17ГС1, 17Г1С1, 17Г1С-У1, 20ГСЛ, 09Г2С1, 10Г2С, 10Г2С1, 14ХГС, 14ГНМА1, 16ГНМ, 16ГНМА1 |
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным пределом текучести свыше 360 до 500 МПа |
10ХСНД1 |
|
4 |
М02 |
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
12МХ1, 12ХМ1, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12Х2М1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ |
|
5 |
М05 |
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % |
10Х9МФБ, 10Х9МФБ-Ш |
|
6 |
М04 |
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % |
20X13, 12Х11В2МФ, 18Х12ВМБФР |
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
12Х18Н9Т, 08Х16Н9М2, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н12Т1, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 10Х13Г12БС2Н2Д2, 20Х23Н13 |
____________
1 Материалы для сосудов энергомашиностроения.
Примечание. Для барабанов котлов применяются материалы группы 1 следующих марок: 20, 20К, 22К, 15ГС, 16ГС, 17ГС, 17Г1С, 09Г2С, 14ГНМА, 16ГНМА (барабаны ранее смонтированные из сталей марок 20Б, 15М, 16М, 16ГНМ).
Таблица 7.4
Газовое оборудование
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Ст2кп, Ст2пс, Ст2сп (К34), Ст3кп, Ст3пс, Ст3сп (К38), 08, 08Ю, 10 (К34), 15 (К38), 20 (К42), 10Г2, 09Г2С, 17ГС (К52), 17Г1С (К52), 17Г1С-У, 14ХГС, 22ГЮ, 15Л, 20Л, 25Л, 20ГСЛ |
|
9 |
М11 |
Высоколегированные коррозионно-стойкие стали аустенитного класса |
08Х18Н10, 10Х18Н10, 08Х18Н10Т, 08Х18Н12Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9ТЛ |
|
30 |
М61 |
Полиэтилен |
ПЭ80, ПЭ100 |
Таблица 7.5
Нефтегазодобывающее оборудование
|
Группы материалов |
Характеристика групп материалов (класс прочности) |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным пределом текучести не более 360 МПа (до К54) |
Ст3сп, 20, 09Г2С, 10ХСНД, 12Г2С, 12ГСБ, 12Г2Б, 13ГС, 13ГС-У, 13Г2АФ, 14ХГС, 17ГС, 17Г1С, 17Г1С-У, 08ГБЮ, 15ХСНД, А32, Д32 |
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 МПа (К55 - К60) |
08Г1НФБ, 09ГНФЕ, 09ГБЮ, 09Г2СФ, 10Г2СФБ, 10Г2СБ, 10Г2ФБЮ, 10Г2ФБ, 10Х2ФБ, 12Г2СБ, 12Г2ФЕ, 12Г2СБ-У, 13Г1С-У, 13Г1СБ-У, 14Г2АФ, 15Г2СФ, 16Г2АФ, 06ГФБАА, Х-60, Х-65, Х-70, Д40 |
|
3 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа (свыше К60) |
10Г1НФБ |
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
08Х18Н10, 10Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н12Т |
Таблица 7.6
Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Ст1, Ст2сп, Ст2пс, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст4сп, С255, 08, 10, 15, 15Л, 20, 25, 15К, 16К, 18К, 20К, 20КА, 22К, 22КШ, 22КШВД, 22К-ВРВ, 20Л, 20ЛШ, 25Л, 25ЛШ, 20ЮЧ, А, А32, В, Е32, Д32, 18Г, 09Г2, 09Г2У, С315, 09Г2С, С345, 09Г2С-Ш, 09Г2СЮЧ, 09Г2СФБ, 09ХГ2СЮЧ, 09ХГ2НАБЧ, 10Г2, 10Г2С1, 14Г2, 12ГС, 15ГС, 16ГС, 16ГМЮЧ, 20ГМЛ, 17ГС, 17Г1С, 17Г1С-У, 08ГНБ, 09ГСНБУ, 09ГН2АБ, 09ХГ2НАБ, 10Г2СФ, 10Г2С1Д, 14ХГС, 15ХСНД |
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
10Г2ФБ, 10ХСНД, 15Г2СФ, 20ГМЛ, 20ХН3Л, 08Г2Б-У, 08Г2БТ-У, 09Г2БТ, 09ГБЮ, 09Г2ФБ, 10Г2БТ, 10Г2СБ, 07ГФБ-У, 14Г2АФ, 16Г2АФ, 10Х2ГНМА-А, 13ГС-У, 13Г1С-У, Д40, Е40, 20Х, 20ХЛ |
|
3 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
30ХМА, 18Х2МФА, 25Х2МФА, 25Х3МФА, 18Х3МВ, Х70МФ-ВИ, 20ХГСА, 30ХГСА, 30ХГС, С590К (12ГН2МФАЮ), 12ГН2МФАЮ-У |
|
4 |
М02 |
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
12МХ, 12ХМ, 20ХМ, 12Х1МФ, 15ХМ, 20Х2МА, 1Х2М1, 10Х2М1А, 10Х2ГНМ, 10Х2М1А-ВД, 10Х2М1А-Ш, 10Х2М1А-А, 12Х2МФА, 15Х1МФ, 15Х1М1Ф, 15Х2МФА, 15Х2МФА-А, 20ХМЛ |
|
5 |
М05 |
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % |
Х8, Х9М, 12Х8ВФ, 15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ |
|
6 |
М04 |
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % |
20X13, 20Х13Л, 12X13, 08Х14МФ, 12Х11В2МФ, 12Х17, 14Х17Н2, 20Х17Н2, 30X13, 09Х16Н4Б, 09Х16Н4Б-Ш |
|
7 |
М04 |
Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30 % |
08X13, 08Х17Т, 15Х25Т, 15X25, 15X28, Х17 |
|
8 |
М11 |
Высоколегированные стали аустенитно-ферритного класса |
08Х22Н6Т, 08Х18Г8Н2Т, 08Х21Н6М2Т, 15Х18Н12С4ТЮ, 15Х18Н12С4ТЮ-Ш, 16Х18Н12С4ТЮЛ, 12Х21Н5Т, 07Х16Н6-Ш1, 10Х18Н4Г4Л1, 03Х22Н6М2, Х32Н8, Х32Н8-Ш, Х32Н8-ВД |
|
Трубчатые печи реакционные |
|||
|
30Х23Н7С, 30Х23Н7СЛ, 35Х23Н7СЛ |
|||
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
02Х8Н22С6, 02Х8Н22С6-ПД, 02Х8Н22С6-Ш, 02Х18Н11, 03Х19АГ3Н10Т, 03Х21Н21М4ГБ, 07Х21Г7АН5, 12Х18Н9Т, 12Х18Н12Т, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 02Х17Н14С5, 03Х18Н11, 08Х18Н10ТЛ, 03Х20Н16АГ6, 04Х18Н10, 07Х13Н4АГ20 (ЧС-52), 08Х16Н9М2, 08Х18Н10, 10Х18Н10, 10Х23Н18, 10Х18Н9Л, 10Х13Г12БС2Н2Д2, 12Х18Н9ТЛ, 20Х18Н9ТЛ, 12Х18Н12М3ТЛ |
|
Трубчатые печи реакционные |
|||
|
20Х25Н20С, 20Х25Н20СЛ, 20Х25Н25ТЮ, 20Х25Н25ТЮЛ, 45Х25Н20С, 45Х25Н20СЛ, 45Х25Н20С2, 45Х25Н20С2Л, 35Х24Н24Б, 35Х24Н24БЛ |
|||
|
____________ 1 Сталь аустенитно-мартенситного класса - требует отдельной аттестации. |
|||
|
10 |
М51 |
Сплавы на железоникелевой основе |
03ХН28МДТ, 06ХН28МДТ, ХН32Т, ХН32ТЮ, ХН35ВТ, ХН35ВТ-ВД, ИНКОЛОЙ 825, 904L |
|
Трубчатые печи реакционные |
|||
|
10Х20Н32ТЮ, 05Х20Н32Т, 05Х20Н32ТЛ, 10Х20Н32ТЮЛ, 10Х20Н33Б, 10Х20Н33БЛ, 35Х20Н35С2БЮЛ, 45Х25Н35БС, 45Х25Н35БСЛ, 50Х25Н35С2Б, 50Х25Н35С2БЛ, 50Х20Н35С2Б, 50Х25Н35В5К15С, 50Х25Н35К15В5СЛ, 15Х25Н40М2ВТ, 15Х25Н40М2ВТЛ, 45Х28Н49В5С, 45Х28Н49В5СЛ |
|||
|
11 |
М51 |
Никель и сплавы на никелевой основе |
Н110, Н111, Н112, Н113, Н70МФ, ХН65М-ВИ, ХН65МВ, ХН78Т, ХН65МВУ, Н70МФ-ВИ, ХН60ВТ, ХН60ВТ-ВД, Н60МФЛ, Н65МФЛ, ХН75МБТЮ |
|
Трубчатые печи реакционные |
|||
|
10Х20Н77ТЮ, 10Х20Н77ТЮЛ |
|||
|
12 |
М21 |
Чистый алюминий и алюминиево-марганцевые сплавы |
АД0, АД1, А5, А6, А7, А8, А99, А85, АМц, АК-5, АК-10, АЛ-1, АЛ-2 |
|
12 |
М22 |
Нетермоупрочняемые алюминиево-магниевые сплавы |
AMт1, АМт2, Амт3, АМт5, Амт6 |
|
13 |
М31 |
Медь |
M1, M2, М3, М1р, М2р, М3р |
|
13 |
М32 |
Медно-цинковые сплавы |
ЛО62-1, ЛО70-1, Л63, Л68, ЛС59-1, ЛАМш-77-2-0,05, ЛЖМц 59-1-1, ЛОМш 70-1-0,05, ЛОМш 70-2-0,05, ЛЦ23А6Ж3Мц2 (ЛАЖМц 66-6-3-2) |
|
13 |
М33 |
Медно-никелевые сплавы |
НМЖМц 28-2,5-1,5, МНЖМц 30-1-1, МНЖ 5-1 |
|
14 |
М41 |
Сплавы титана |
ВТ1-0, ВТ1-00, ПТ1М, ОТ4-0, АТ3 |
|
1 |
1 |
Двухслойный (плакированный) металл с основным слоем из сталей группы 1 или 2 и плакирующим слоем из сталей группы 7 или 9 или из сплавов группы 10 |
(Ст3, 20К, 16ГС, 09Г2С) + 08X13, 15Г2СФ + (08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т) (Ст3, 20К, 22К, 16ГС, 09Г2С) + (08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 06ХН28МДТ) |
|
1 |
1 |
Двухслойный металл с основным слоем из сталей группы 1 и плакирующим слоем из меди или ее сплавов (группа 13) |
20К + НМЖц 28-2,5-1,5, |
|
Ст3 + М1 |
|||
|
1 |
1 |
Двухслойные стали с основным слоем из сталей группы 4 и плакирующим слоем из сталей группы 7 или 9 |
(12МХ, 12ХМ) + 08X13, 12ХМ + 08Х18Н10Т |
____________
1 Обозначения в соответствии с табл. 7.1.1.
Таблица 7.7
Оборудование химических производств (аппаратура и трубопроводы производств карбамида)
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
8 |
М11 |
Высоколегированные стали аустенитно-ферритного класса |
08Х22Н6Т, 08Х21Н6М2Т, 03Х22Н6М2 (ЭИ-67), 03Х24Н6АМ3 (ЭИ-130) |
|
NTKR-4, H.V.D-1 |
|||
|
3RE60 SANDVIK (1.4417), SAF 2507 SANDVIK (1.4410), SAF 2205 (1.4462) |
|||
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
10Х14Г14Н4Т, 03Х18НП, 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 03Х17Н14М3-ИД, 03Х17Н14М3-ВИ, 03Х17Н14М3, 02Х25Н22АМ2, 08Х17Н15М3Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 03Х21Н21М4ГБ (ЭИ-35) |
|
17249, 17248, 17349, 17350, 17348 |
|||
|
X6CrNiTi 18.10 (1.4541), X2CrNiMo 18.14.3 (1.4435), X2CrNiMoN 17.13.3 (1.4429), X2CrNiMo 17.12.2 (1.4404), X1CrNiMoN 25-25-2 (1.4465), 2RE69 SANDVIK (1.4466), X6CrNiMoNb 17.12.2 (1.4580), X10CrNiMoNb 18.12 (1.4583), X6CrNiMoTi 17.12.2 (1.4571) |
|||
|
AISI 304L, AISI 347 (AISI 321), AISI 316L, Tp310Mod, AISI 316Ti |
|||
|
SUS 304L, SUS 347, SUS 321, SUS 316L, SUS 316Ti |
|||
|
10 |
М51 |
Сплавы на железоникелевой основе |
06ХН28МДТ (ЭИ-943), 03ХН28МДТ (ЭП-516) |
|
INCOLOY 825 (1.4868) |
|||
Таблица 7.8
Материалы трубопроводной арматуры опасных технических устройств различных групп
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
20Л, 25Л, 20, 20К, 22К, Ст3сп, Ст3пс, 20ГМЛ1, 09Г2С, 10Г2, 16ГС, 14ХГС, 20ЮЧ |
|
2 |
М03 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
20Х, 20ХЛ, 10ХСНД |
|
4 |
М02 |
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые |
12ХМ, 15ХМ, 20ХМ, 20ХМЛ, 12Х1МФ |
|
6 |
М04 |
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % |
12X13, 20X13, 20Х13Л, 14Х17Н2, 07Х16Н4Б, 07Х16Н4Б-Ш, 09Х16Н4Б-Ш |
|
____________ 1 Для деталей арматуры, работающих в средах, содержащих сероводород НS. |
|||
|
7 |
М04 |
Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30 % |
08X13 |
|
8 |
М11 |
Высоколегированные стали аустенитно-ферритного класса |
15Х18Н12С4ТЮ (ЭИ654), 16Х18Н12С4ТЮЛ (ЭИ654ЛК), 08Х21Н6М2Т (ЭП54), 08Х22Н6 (ЭП53), 03Х22Н6М2 (ЭИ67), Х32Н8 |
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
14Х18Н4Г4Л, 10Х14Г14Н4Т (ЭИ711), 10Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш, 10Х18Н9Л, 12Х18Н9, 12Х18Н9Т, 12Х18Н9ТЛ, 08Х18Н10Т-ВД, 08Х18Н10Т-Ш, 10Х17Н13М2Т (ЭИ448), 10Х17Н13М3Т (ЭИ432), 12Х18Н12М3ТЛ, 08Х17Н15М3Т (ЭИ580), 03Х17Н14М3 (ЭИ66), 09Х14Н16Б (ЭИ694), 09Х14Н19В2БР (ЭИ695Р), 07Х20Н25М3Д2ТЛ, 07Х21Г7АН5 (ЭП222) |
|
10 |
М51 |
Сплавы на железоникелевой основе |
06ХН28МДТ (ЭИ943), ХН35ВТ (ЭИ612), ХН35ВТ-ВД (ЭИ612-ВД) |
|
11 |
М51 |
Никель и сплавы на никелевой основе |
ХН60ВТ (ЭИ868), Н65М-ВИ (ЭП982-ВИ), ХН65МВ (ЭП567), Н70МФВ-ВИ (ЭП814А-ВИ) |
Примечания: 1. Разрешается применение сталей других промышленных способов выплавки.
2. Допускается применение стали марок 20Л, 25Л, 20 до температуры эксплуатации -40 °C при условии проведения термической обработки в режиме нормализации + отпуск или закалка + отпуск.
Таблица 7.9
Металлургическое оборудование
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Ст2, Ст3, Ст3Г, Ст4, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-УД5ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ, 09ХГ2НАБЧ, 07ГФБ-У, 15ХСНД, 14ГНМА, 16ГНМА, 10ГН2МФА, 10ГН2МФАЛ, 15ГНМФА, 09Г2СЮЧ |
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 09Г2НАБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ, 12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А, 10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 18Х2МФА, 25Х2МФА, 12Х2Н4А |
|
3 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
18Х3МВ, 20Х3МВФ, 25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20ХН3Л, 30ХГСА, 38ХН3МФА |
|
4 |
М02 |
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А-Ш, 12Х1МФ, 20Х2МА, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 15Х2НМФА, 15Х2НМФА-А |
|
5 |
М05 |
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % |
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ |
|
8 |
М11 |
Высоколегированные стали аустенитно-ферритного класса |
12Х21Н5Т, 08Х22Н6Т, 08Х18Г8Н2Т, 10Х21Н6М2Л |
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
07Х16Н6, 08Х21Н6М2Т, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 12Х18Н9Т, 03Х16Н9М2, 08Х16Н9М2, 08Х16Н11М3, 08Х18Н9, 09Х19Н9, 10Х18Н9, 12Х18Н9, 04Х18Н10, 08Х18Н10, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 02Х18Н11, 03Х18НП, 12Х18Н12Т, 08Х18Н12Б, 03Х19АГ3Н10Т, 03Х20Н16АГ6, 03Х21Н21М4ГБ, 10Х18Н9ТЛ, 10Х18Н12М3Л, 10Х18Н12М3ТЛ, 10Х18Н9Л, 20Х18Н9ТЛ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ |
|
10 |
М51 |
Сплавы на железоникелевой основе |
03ХН28МДТ, 06ХН28МДТ, ХН32Т, ХН32ТЮ |
|
11 |
М51 |
Никель и сплавы на никелевой основе |
ХН77ТЮ, ХН70ВМТЮ, ХН67ВМТЮ, ХН65МВ, ХН65МВУ, ХН78Т, ХН63МБ, ХН70МФ-ВИ, ХН60МЮВТ, ХН75МВТЮ, ХН65ВЮТ, Х20Н80, Х15Н60 |
|
12 |
М21 |
Чистый алюминий и алюминиево-марганцевые сплавы |
АД0, АД00, АД1, А5, А6, А7, А8, А85, А97, А99, АМц |
|
13 |
М31 |
Медь |
M1, M2, М3, М1р, М2р, М3р |
|
13 |
М32 |
Медно-цинковые сплавы |
Л60, Л63, Л68, Л90, ЛС59-1, ЛО62-1, ЛО70-1, ЛМц58-2, ЛЖМц59-1-1, ЛАН59-3-2, ЛН65-5, ЛА77-2, ЛК80-3 |
|
13 |
М33 |
Медно-никелевые сплавы |
МНЖ5-1, БС-3с, МНЖМц30-1-1, НЖМц28-2,5-1,5 |
|
13 |
М34 |
Бронзы |
БрХ1, БрКМц3-1, БрАМцЖН8-10-3-2, БрАМц9-2, БрАЖНМц7-2,5-1,5-9, БрАЖ9-4, БрАЖНМц9-4-4-1, БрАЖМц10-3-1,5, БрАНЖ7-4-2, БрАНМцЖ8,5-4-4-1,5, БрОЦ8-4, БрОЦ10-2, БрОФ6,5-0,15, БрОФ8-0,3 |
|
28 |
М06 |
Чугуны |
СЧ10, СЧ15, СЧ17, СЧ20, СЧ25, СЧ30, СЧ35, ЧС15М4, ЧС17М3, ЧНХТ, ЧН1МШ, ЧН2Х, КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5, ВЧ35, ВЧ40, ВЧ45, ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ100 |
Таблица 7.10
Оборудование для транспортировки опасных грузов
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Ст2, Ст3, Ст3Г, Ст4, 08, 10, 15, 20, 20ПВ, 25, 15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 30Л, 35Л, 10Г2, 06ГФАА, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 09Г2, 09Г2С, 09Г2Д, 10Г2С, 10Г2С1, 10Г2Б, 10Г2БД, 10ХНДП, 14ХГС, 14ГНМА, 16ГНМ, 16ГНМА, 20ФЛ, 20ГФЛ, 20ФЮЛ, 20Г1ФЛ, 20ГЛТ |
|
2 |
М03 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным пределом текучести свыше 360 МПа |
ОС, 32Х06Л, стали марок 1, 2, 3 по ГОСТ 10791 |
|
4 |
М02 |
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
12МХ, 12ХМ, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12Х2М1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ |
|
5 |
М05 |
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % |
10Х9МФБ, 10Х9МФБ-Ш |
|
6 |
М04 |
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % |
20X13, 12ХПВ2МФ, 18Х12ВМБФР |
|
8 |
М11 |
Высоколегированные стали аустенитно-ферритного класса |
08Х22Н6Т |
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
12Х18Г9Т, 08Х16Н9М2, 08Х18Н10Т, 10Х17Н13М2Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 10Х13Г12БС2Н2Д2 |
|
12 |
М21 |
Чистый алюминий и алюминиево-марганцевые сплавы |
АД0, АД1 |
|
1 |
1 |
Двухслойный (плакированный) металл с основным слоем из сталей групп 1, 2 и плакирующим слоем из материалов группы 7, 9 или 10 |
Ст3сп + 08Х22Н6Т, 20К + 10Х17Н13М2Т, Ст3сп + 12Х18Н9Т |
____________
1 Обозначения в соответствии с табл. 7.1.1.
Таблица 7.11
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующих им марок сталей по другим стандартам
|
Группа материалов свариваемых деталей |
Класс материала |
Обозначение по ГОСТ 27772 |
Соответствующие марки по действующим стандартам |
|
1 |
Углеродистые стали |
С235 |
Ст3кп2 |
|
С245 |
Ст3пс5, Ст3сп5 |
||
|
С255 |
Ст3Гпс, Ст3Гсп |
||
|
С275 |
Ст3пс |
||
|
С285 |
Ст3сп, Ст3Гпс, Ст3Гсп |
||
|
Низколегированные стали |
С345 |
12Г2С |
|
|
09Г2С |
|||
|
С345Д |
12Г2СД, 09Г2СД |
||
|
С345К |
10ХНДП |
||
|
2 |
Низколегированные стали |
С375 |
12Г2С |
|
С375Д |
12Г2СД |
||
|
С390 |
14Г2АФ |
||
|
С390Д |
14Г2АФД |
||
|
С390К |
15Г2АФДпс |
||
|
С440 |
16Г2АФ |
||
|
С440Д |
16Г2АФД |
||
|
3 |
590 |
12Г2СМФ |
|
|
590К |
12ГН2МФАЮ |
8. Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов групп ПТО, КО, ГО, НГДО, МО, ОХНВП, ГДО, ОТОГ
Таблица 8.1
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции подъемно-транспортного оборудования
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||||
|
Группа |
Характеристика групп материалов |
РД |
РАД |
МП, АПГ |
МПГ МПИ АППГ АПИ |
АФ |
||
|
Типы и марки электродов |
Проволока |
Проволока |
Проволока |
Проволока |
Флюс |
|||
|
1 |
Углеродистые (для вспомогательных конструкций) |
Э42 |
АНО-1, АНО-5, АНО-6, ВСЦ-2 |
- |
Св-08Г2С*, Св-09Г2СЦ*, Weld-Team 10, OK Autrod 12.51 |
ПП-АН9, ПП-АН4, АП-АН4 |
Св-08, Св-08A*, Св-08ГА* |
АН-348А, ОСЦ-45*, АН-348АМ*, АНЦ-1 |
|
Э42А |
УОНИ-13/45*,СМ-11* |
|||||||
|
Э46 |
АНО-3, АНО-4, ОЗС-6, ОЗС-12*, МР-3, ОЗС-4* |
|||||||
|
Э46А |
АНО-8 |
|||||||
|
Углеродистые (кроме термоулучшенных) |
Э42А |
УОНИ-13/45, СМ-11, УП-1/45, УП-2/45, ОЗС-2 |
Св-08ГА-2, Св-08Г2С, Св-08ГС, Св-09Г2СЦ |
Св-08Г2С, Св-09Г2СЦ, Weld-Team 10, OK Autrod 12.51 |
ПП-АН8, ПП-АН9, ПП-АН4, ПП-АН10, АП-АН4 |
Св-08, Св-08A, Св-08ГА, OK Autrod 12.10 |
АН-348А, ОСЦ-45, АН-43, АН-47, АНЦ-1, OK Flux 10.70 |
|
|
Э46 |
ОЗС-3, ОЗС-4, ОЗС-6, АНО-3, АНО-4, ОЗС-12, ОЗС-21, РБУ-5, МР-3, ЗРС-2, ВРМ-12 |
|||||||
|
Углеродистые термоулучшенные и низколегированные |
Э46А |
ОЗС-22Р*, УОНИ-13/55К*, ВН-48* |
Св-08Г2С, Св-08ГС, Св-09Г2СЦ, OK Tigrod 13.13, OK Autrod 13.29 |
Св-08Г2С*, Св-09Г2СЦ, Filarc PZ6114S, OK Tigrod 13.13, OK Autrod 13.29 |
ПП-АН8, ПП-АН9, ПП-АН4, АП-АН4, OK Tubrod 14.03 |
Св-08ГА*, Св-10Г2*, Св-10ГА, Св-10НМА*, Св-08ХМ*, Св-08ХНМ, Св-08ГМ*, Св-08ГНМ*, Св-08МХ* |
АН-348А, АН-348АМ, ОСЦ-45, АНК-47*, АН-47, АН-43, АН-60, АН-65*, АН-67А*, АНЦ-1 |
|
|
Э50А |
УОНИ-13/55*, АНО-11, К-5А, ИТС-4С, ДСК-50, ОЗС-20Р, ОЗС-25*, УП-1/55*, АНО-10, УП-2/55, АНО-25, ОЗС-18*, ОЗС-28*, АНО-30 |
|||||||
|
2 |
Низколегированные |
Э50А |
УОНИ-13/55*, АНО-11, К-5А, ИТС-4С, ДСК-50, ОЗС-20Р, ОЗС-25, УП-1/55*, АНО-10, АНО-25, ОЗС-18*, ОЗС-28*, АНО-30, УП-2/55 |
Св-08Г2С, Св-08ГС, Св-09Г2СЦ, OK Tigrod 13.13, OK Autrod 13.29 |
Св-08Г2С*, Св-09Г2СЦ, Filarc PZ6114S, OK Tigrod 13.13, OK Autrod 13.29, Св-10Х19Н11М4Ф |
ПП-АН9, ПП-АН4, OK Tubrod 14.03 |
Св-08ГА*, Св-10Г2*, Св-10ГА, Св-10НМА*, Св-08ХМ*, Св-08ХНМ, Св-08ГМ*, Св-08ГНМ*, Св-08МХ* |
АН-43, АН-47, АН-65*, АН-67А* |
|
Э55 |
ОЗС/ВНИИСТ-27* |
|||||||
|
Э60 |
УОНИ-13/65 |
|||||||
|
3 |
Высокопрочные термоулучшенные |
Э60 |
ВСФ-65У*, ОЗС-24М*, УОНИ-13/65* |
Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-10ХГ2СМА, Св-07ХН3ГМТЮ, Св-07ХН3ГМФТЮ*, Св-08ХГСН2МТЮ*, Св-10ХГСН2МТЮ, Св-08Х20Н9Г7Т, Св-04Н3ГСМТА Св-10ХН2ГСМФТЮ*, Св-10Х19Н11М4Ф |
ПП-АН54* |
Св-08ХН2ГМЮ*, Св-08ХН2Г2СМЮ*, Св-10ХН2ГСМФТЮ, Св-07ХН3ГМФТЮ |
АН-17, АН-17М*, АН-43 |
|
|
Э70 |
АНП-2, ВСФ-75У*, К-5НМХ*, 48ХН-5* |
|||||||
|
Э80 |
ВСФ-85*, ОК 75.75 |
|||||||
|
Э85 |
НИАТ-3М*, УОНИ-13/85 |
Св-10Х19Н11М4Ф Св-10ХН2ГСМФТЮ |
||||||
|
Э100 |
ОЗШ-1* |
|||||||
Примечания: 1. Таблица включает сварочные материалы, допущенные к применению следующими руководящими документами: РД 22-16-2005, РД 36-62-00, ТУ 24.22.188-04.
2. Сварочные материалы, отмеченные знаком «*», предназначены для сварки конструкций северного исполнения согласно РД 22-16-2005.
Таблица 8.2
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции металлоконструкций подъемно-транспортного оборудования (из сталей по ГОСТ 27772)
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||||||
|
Группа |
Характеристика групп материалов |
РД |
МП, АПГ |
МПС |
АФ |
||
|
Типы и марки электродов |
Проволока |
Проволока |
Проволока |
Флюс |
|||
|
1 |
Углеродистые |
Э421 |
АНО-6, АНО-6М, АНО-1, АНО-17, ОЗС-23 |
Св-08Г2С, |
ПП-АН11, П-АН3, ПП-АН7, СП-2, СП-3, ППТ-131, ПП-АН11 |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, ОСЦ-45М1, АН-348А, АН-348АМ, АН-42, АН-42М, АН-601, ФЦ-16, АНЦ-1 |
|
Э42А |
УОНИ-13/45, СМ-11, ЦУ-6 |
||||||
|
Э462 |
МР-3, ОЗС-4, АНО-4, АНО-18, АНО-24, ОЗС-6, АНО-19, АНО-13, ОЗС-21, АНО-20, ОЗС-12 |
||||||
|
Э46А |
УОНИ-13/55К, ОЗС-22Р, ТМУ-46 |
Св-08ГСМТ |
АН-42, АН-42М |
||||
|
Э50А |
ЦУ-5, УОНИ-13/55, ТМУ-21У, УП-1/55, ИТС-4С, ЦУ-7, АНО-11, ОЗС-18, АНО-9, АНО-10, КД-11, ЦУ-8, ТМУ-50 |
Св-08ГС, Св-10Г2 |
ФЦ-16 |
||||
|
Низколегированные |
Э50А |
Св-08Г2С, |
- |
Св-08ГА1, Св-10ГА1, Св-10Г21, Св-08ГС1 |
ОСЦ-451, ОСЦ-45М1, АН-348А1, АН-348АМ1, АН-601, АНЦ-11 |
||
|
Св-10НМА |
АН-43 |
||||||
|
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
||||||
|
Св-08Х1ДЮ2 |
АН-348А |
||||||
|
Св-08Г2С, |
- |
Св-10НМА3 |
АН-433 |
||||
|
2 |
Низколегированные |
Э50А |
Св-10НМА, Св-10Г2, Св-08ГА, Св-10ГА |
АН-47, АН-17М, АН-348А |
|||
_____________
1 Только для сварки конструкций обычного исполнения.
2 Для сварки стали С345К.
3 Для сварки конструкций из стали С375, С375Т, С375Д.
4 Для сварки конструкций из стали С375, С375Т, С375Д обычного исполнения.
Сварочные материалы, применяемые при изготовлении котельного оборудования и металлоконструкций котлов
Таблица 8.3.1
Сварочные материалы, применяемые при изготовлении котельного оборудования
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||||
|
РД |
РАД, ААД |
МП, МАДП АПГ, ААДП |
МПГ |
АФ |
ЭШ |
|||
|
Электроды |
Проволока |
Проволока |
Проволока |
Проволока |
Флюс |
Проволока |
Флюс |
|
|
1 |
ЦУ-6, ЦУ-7, УОНИ-13/45, УОНИ-13/55, ТМУ-21У, ЦУ-5, АНО-4, АНО-13, АНО-18, АНО-21, АНО-24, ОЗС-4, ОЗС-6, ОЗС-21, МР-3, ЦЛ-211, ЦЛ-481 |
Св-08ГА-2, |
Св-08Г2С |
ПП-АН8 |
Св-08, |
ОСЦ-45, |
Св-10ГА, |
АН-8, |
|
Св-08ГС, |
Св-08А, |
ОСЦ-45М, |
Св-10Г2, |
ФЦ-6, |
||||
|
Св-08Г2С |
Св-08АА, |
АН-348А, |
Св-12ГС, |
ФЦ-11, |
||||
|
Св-08ГА |
АН-348АМ, |
Св-08Г2С |
ФЦ-21 |
|||||
|
АН-42, |
||||||||
|
АН-42М, |
||||||||
|
АНЦ-1 |
||||||||
|
Св-08ГА, |
ФЦ-11, |
Св-10НМА1 |
АН-81, |
|||||
|
Св-10ГА, |
ФЦ-16, |
ФЦ-61, |
||||||
|
Св-10Г2, |
ФЦ-22 |
ФЦ-111 |
||||||
|
Св-08ГС, |
||||||||
|
Св-12ГС, |
||||||||
|
Св-10НМА1 |
||||||||
|
4 |
ЦУ-2ХМ, ЦЛ-38, ЗИО-20, ТМЛ-1У, Н-3, ЦЛ-20, ЦЛ-45, ЦЛ-39 |
Св-08ХМ-2, |
Св-08ХГСМА, |
- |
Св-08ХМ, |
ФЦ-11, |
- |
- |
|
Св-08ХМ2, |
Св-08ХГСМФА |
Св-08ХМФА, |
ФЦ-16, |
|||||
|
Св-08ХГСМА, |
Св-15ХМФА |
ФЦ-22 |
||||||
|
Св-08ХМФА-2, |
||||||||
|
Св-08ХМ1ФА-2, |
||||||||
|
Св-08ХМФА2, |
||||||||
|
Св-08ХГСМФА |
||||||||
|
9 |
ЦТ-263,4, ЦТ-26М3,4, ЭА-400/10У4, ЭА-400/10Т4, ЦТ-15К, ЦТ-15К-1, ЦТ-15, ЦТ-15-1, ЭА-898/21Б |
Св-08Х16Н8М23, |
- |
- |
Св-08Х16Н8М23, |
ФЦ-17, |
СВ-04Х19Н11М3 |
ОФ-6 |
|
Св-03Х17Н9М2У3, |
ОФ-6 |
|||||||
|
Св-03Х17Н9М2У-13, |
Св-03Х17Н9М2У3, |
Св-04Х19Н11М3 |
||||||
|
СВ-04Х19Н11М34, |
Св-03Х17Н9М2У-13, |
|||||||
|
Св-04Х19Н11М34, |
СВ-04Х19Н11М34, |
|||||||
|
Св-04Х19Н11М3-14, |
Св-04Х19Н11М3У4, |
|||||||
|
Св-04Х20Н10Г2Б, |
Св-04Х19Н11М3У-14, |
|||||||
|
Св-04Х20Н10Г2БУ-1, |
Св-04Х20Н10Г2Б, |
|||||||
|
Св-08Х19Н10Г2Б, |
Св-04Х20Н10Г2БУ, |
|||||||
|
Св-08Х19Н10Г2БУ, |
Св-04Х20Н10Г2БУ-1, |
|||||||
|
Св-08Х19Н10Г2БУ-1 |
Св-08Х19Н10Г2Б, |
|||||||
|
Св-08Х19Н10Г2БУ, |
||||||||
|
Св-08Х19Н10Г2БУ-1 |
||||||||
____________
1 Сварочные материалы для сварных соединений из сталей 14ГНМА, 16ГНМА.
2 Сварочные материалы для аргонодуговой сварки при содержании кремния в металле проволоки не менее 0,22
3 Сварочные материалы для сварных соединений из стали 08Х16Н9М2.
4 Сварочные материалы для сварных соединений, не подвергаемых высокому отпуску.
Таблица 8.3.2
Сварочные материалы, применяемые при изготовлении сварных барабанов стационарных котлов
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||||||
|
РД |
АФ |
РАД |
ЭШ |
||||
|
Электроды |
Проволока |
Флюс |
Проволока |
Флюс |
|||
|
Тип1 |
Марка |
||||||
|
1 (углеродистые) |
Э42А |
УОНИ-13/45 |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, АН-42, АН-42М, АН-348-А, ФЦ-16 |
Св-08ГС, Св-08Г2С, Св-08ГА-2 |
Св-08Г2С, Св-12ГС, Св-08ГСМТ |
ОСЦ-42, АН-8, ФЦ-6, ФЦ-11 |
|
Э50А |
УОНИ-13/55, ЦУ-5, ЦУ-7, ТМУ-21У |
Св-06А |
АН-42, АН-42М, НФ-18М |
||||
|
Св-08ГСМТ |
АН-42, АН-42М, КФ-30 |
||||||
|
Св-08ГС |
ФЦ-11, ФЦ-16, ФЦ-22, КФ-19, КФ-30 |
||||||
|
Св-10Г2, Св-08ГА |
ФЦ-11, ФЦ-16, КФ-27 |
||||||
|
Св-10Г2 |
ФЦ-22 |
||||||
|
1 (низколегированные) |
Э50А |
УОНИ-13/55, ЦУ-5, ЦУ-7, ТМУ-21У |
Св-08ГС, Св-12ГС |
ФЦ-11, ФЦ-16, КФ-19 |
Св-08ГС, Св-08Г2С |
Св-08Г2С, Св-12ГС |
ОСЦ-45, АН-8, ФЦ-6, ФЦ-11 |
|
Св-10Г2, Св-08ГС |
ФЦ-22 |
||||||
|
12 |
(10ГНМ), (10Г1НМ) |
ЦЛ-48, ЦЛ-21 |
Св-10НМА, Св-10ГНМА |
ФЦ-11, ФЦ-16, ФЦ-22 |
Св-10НМА, Св-10ГНМА, Св-10ГН1МА |
Св-10НМА |
АН-8, ОФ-6, ФЦ-6, ФЦ-11 |
____________
1 Тип электрода по стандарту или тип наплавленного металла.
2 Стали 16ГНМА, 14ГНМА.
Таблица 8.3.3
Сварочные материалы, применяемые при изготовлении стальных металлоконструкций котлов1
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||||
|
Группа |
Марка стали |
РД |
АФ |
МП |
|
|
Тип электродов |
Проволока |
Флюс |
Проволока |
||
|
1 |
Ст2, Ст3 (всех способов выплавки и категорий) |
Э42А, Э422, Э46А, Э462 |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, АН-348 |
Св-08ГС, Св-08Г2С |
|
09Г2С |
Э50А |
Св-08ГС |
ОСЦ-45, АН-348, ФЦ-11 |
Св-08Г2С |
|
|
4 |
12ХМ |
Э-09ХМ |
Св-08Г2С, Св-08ХМ |
ФЦ-11 |
Св-08ХГСМА |
|
12МХ |
Э-09МХ |
Св-08МХ |
АН22 |
||
|
12Х1МФ |
Э-09ХМФ |
Св-08ХМФА |
ФЦ-11, АН-22 |
Св-08ХГСМФА |
|
____________
1 Стационарные котлы, котлы-утилизаторы, водогрейные и энерготехнологические котлы.
2 Допускается применение при температурах от 0 до 150 °C.
Таблица 8.4
Материалы, применяемые для износостойкой наплавки уплотнительных и направляющих поверхностей деталей арматуры котельного оборудования
|
Группа материалов для наплавки |
Способы наплавки и соответствующие им наплавочные (присадочные) материалы |
||||||||
|
РДН |
РАДН, ААДН |
АФЛН |
АФПН |
гн |
пнп, ин |
ппн |
|||
|
Электроды |
Проволока, пруток |
Ленты |
Флюс |
Проволока |
Флюс |
Пруток |
Порошок |
Проволока |
|
|
9 |
ЦН-6Л, ЦН-24, ВПН-1, ЦН-12М, ЦН-12М/К2, УОНИ-13/Н1-БК1, УОНИ-13/Н61 |
ПП-АН-1331, UTP AF1, Antinit Dur 5001, ПП-АН157М1, Св-10Х18Н11С5М2ТЮ, Св-13Х14Н9С4Ф3Г |
ПЛ-АН-1501 |
АН-26П1 |
Св-15Х18Н12С4ТЮ, Св-15Х18Н12С4ТЮУ |
ФЦК-28, ПКНЛ-128 |
- |
- |
UTP AF1, Antinit Dur 5001 |
|
15Х18Н12С4ТЮ |
ПКНЛ-128 |
Св-04Х19Н9С2, Св-04Х19Н9С2У |
ПКНЛ-17, ФЦК-28 |
||||||
|
ПЛ-АН-1511 |
АН-26П1 |
Св-13Х14Н9С4Ф3Г |
АН-26С, ФЦ-17, ТКЗ-НЖ |
||||||
|
ПП-АН157М1 |
АН-26П1 |
Св-10Х18Н11С5М2ТЮ |
АН-26С, ОФ-6, ФЦ-17, ТКЗ-НЖ |
||||||
|
ПП-АН-1331 |
АН-26П1 |
||||||||
|
UTP AF1, Antinit Dur 5001 |
АН-26С1 |
||||||||
|
11 |
- |
- |
- |
- |
- |
- |
- |
ПГ-СР2-М, ПГ-СР3-М, ПР-Н77Х15С3Р2, ПР-Н73Х16С3Р3, ПР-НХ15СР2, ПР-НХ16СР3, Deloro1, Alloy 45D1 |
- |
|
Материалы из сплавов на основе кобальта |
ЦН-2 |
ПР-ВЗК |
- |
- |
- |
- |
ПР-ВЗК |
- |
- |
____________
1 Использование материалов в соответствии с отдельными техническими решениями и технологическими инструкциями предприятий - изготовителей арматуры котельного оборудования, согласованными с Ростехнадзором.
Таблица 8.5
Сварочные материалы, применяемые при монтаже, ремонте и реконструкции котельного оборудования
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||||
|
рд |
РАД, ААД |
МП |
МПС |
МПГ |
Г |
АФ |
||
|
Электроды |
Проволока |
Проволока |
Проволока |
Проволока |
Проволока |
Проволока |
Флюс |
|
|
1 |
АНО-6М, УОНИ-13/45, ЦУ-6, МР-3, МР-3Р, МР-6, ОЗС-4, ОЗС-6, ОЗС-12, ЛЭЗОЗС-12, Ротекс ОЗС-12, АНО-4, АНО-18, АНО-24, ТМУ-46, ВСЦ-4А, ЦУ-5, ЛЭЗЦУ-5, УОНИ-13/55, ЛЭЗУОНИ-13/55, УОНИ-13/55С, ТМУ-21У, ЛЭЗТМУ-21У, ЦУ-7, ИТС-4С, ЦУ-8, ТМУ-50, АНО-11, МТГ-01К, МТГ-02 |
Св-08ГА-2, Св-08Г2С, Св-08ГС |
Св-08Г2С |
ПП-АН1, ПП-АН3, ПП-АН7, СП-2, СП-3 |
ПП-АН8 |
Св-08, Св-08А, Св-08ГА, Св-08ГС, Св-08Г2С, Св-08МХ |
Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2 |
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-42, АН-42М, АНЦ-1 |
|
Зарубежные |
Св-08ГА, Св-10НМА |
АН-43 |
||||||
|
В-17, Е-В121, Emona, E-B125, LB-26, LB-52U, LB-52A, OK 48.00, OK 48.04, OK 48.30, Garant, Fox EV50, Fox EV55, Phoenix K50 R, Phoenix 120K, Z-4, Fox DMoKb (Э-09М) |
Св-08ГС, Св-12ГС |
ФЦ-11, ФЦ-16, ФЦ-22 |
||||||
|
Св-10Г2 |
ФЦ-22 |
|||||||
|
Св-10НМА, Св-08ГСМТ |
АН-43 |
|||||||
|
4 |
ТМЛ-1У, ЛЭЗТМЛ-1У, ЦУ-2ХМ, ЦЛ-38, ЦЛ-39, ЛЭЗЦЛ-39, ЦЛ-20, ЦЛ-20М, ТМЛ-3У, ЛЭЗТМЛ-3У, ЦЛ-45 |
Св-08МХ, Св-08ХМА-2, Св-08ХМ, Св-08ХГСМА, Св-08ХМФА, Св-08ХМФА-2, Св-08ХГСМФА |
- |
- |
- |
Св-08МХ, Св-08ХМ, Св-08ХМФА |
- |
- |
|
Зарубежные |
||||||||
|
SL 19G, CMB-95, CMB-96, OK 76.18, Cromo 335Kb, Fox DCMS Kb, Fox DCMV, E-B321 (ECrMoV-14B), E-B324, Super CrMoV3, Super CrMoV3/c |
||||||||
|
51 |
ЦЛ-57 |
Св-10Х9НМФА, Св-10Х9ГСНМФ |
- |
- |
- |
- |
- |
- |
|
61 |
ЭА-400/10У, ЛЭЗЭА-400/10У, ЭА-400/10Т |
Св-10Х11НВМФ, Св-12Х11НМФ |
- |
- |
- |
- |
- |
|
|
Св-04Х19Н11М3, Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б |
||||||||
|
91 |
ЦТ-15, ЛЭЗЦТ-15, ЦТ-15К, ЦТ-15-1, ЦТ-26, ЦТ-26М, ЭА-400/10У, ЭА-400/10Т, ЛЭЗЭА-400/10У |
Св-01Х19Н9, Св-04Х19Н9, Св-06Х19Н9Т, Св-04Х19Н11М3, Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б |
- |
- |
- |
- |
- |
- |
|
Зарубежные |
||||||||
|
Arosta 316L, Fox EAS 4M, Arosta 304L, Z-309S |
||||||||
|
4 + 1 |
ЦУ-5, ЦУ-7, ЦУ-8, УОНИ-13/55, ТМУ-21У, ТМУ-50, АНО-11, ИТС-4С, ЦУ-2ХМ, ТМЛ-1У, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 |
Св-08ГС, Св-08Г2С, Св-08МХ, Св-08ХМ, Св-08ХМА, Св-08ХГСМА, Св-08ХМФА, Св-08ХМФА-2, Св-08ХГСМФА |
- |
- |
- |
- |
- |
- |
|
(5 + 4)1 |
ЦЛ-39, ЦЛ-20, ТМЛ-3У |
Св-08ХМФА |
- |
- |
- |
- |
- |
- |
|
(5 + 9)1 |
ЦТ-45 |
Св-03Х20Н45Г6М6Б-ВИ (ЭП953-ВИ) |
- |
- |
- |
- |
- |
- |
|
(6 + 4)1 |
ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45, ОЗЛ-6, ЗИО-8, ЦЛ-25/1, ЦЛ-25/2, ЭА-395/9, ЦТ-10, НИАТ-5 |
Св-08ХМФА, Св-08ХМФА-2, Св-08ХГСМФА, Св-07Х25Н13, Св-10Х16Н25АМ6 |
- |
- |
- |
- |
- |
- |
|
(9 + 1,4)1 (9 + 6) |
ЗИО-8, ОЗЛ-6, ЦЛ-25/1, ЦЛ-25/2, ЭА-395/9, ЦТ-10, НИАТ-5 |
Св-07Х25Н13, Св-10Х16Н25АМ6 |
- |
- |
- |
- |
- |
- |
|
Зарубежные |
||||||||
|
Fox CN23/12 Мо-А, Z-310, Fox CN20/25M |
||||||||
____________
1 Для сварки элементов диаметром не более 100 мм и толщиной не более 10 мм.
Таблица 8.6.1
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции сосудов, работающих под давлением
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||
|
РД |
РАД, ААД |
МП, АПГ |
|
|
Тип электродов |
Проволока |
Проволока |
|
|
1 |
Углеродистые |
- |
Углеродистые |
|
Э42, Э46, Э42А, Э46А, Э50А |
Св-08Г2С |
||
|
Низколегированные |
Низколегированные |
||
|
Э-09МХ, Э-09Х1М, Э-05Х2М, 10ГН, 10ГНМ |
Св-08Г2С, |
||
|
Св-08Г2СНТЮР |
|||
|
2 |
Э50А, Э55, Э60, 09Х2М |
- |
Св-08Г2С, |
|
Св-08Х3Г2СМ |
|||
|
4 |
Э-09МХ2, Э-09Х1М2, Э-09Х1МФ2, |
Св-10ХГ2СМА, Св-08ХМ, |
Св-10ХГ2СМА, |
|
Э-05Х2М2, Н-3А, 10Х2М1 |
Св-06ХЗГ3СМФ |
Св-06Х3Г3СМФ |
|
|
5 |
Э-10Х5МФ, 09Х8ВФ, 09Х9М1 |
Св-06Х8Г2СМФТЮЧ, Св-10Х5М |
Св-06Х8Г2СМФТЮЧ |
|
7 |
Э-10Х25Н13Г2, Э-10Х25Н13Г2Б1 |
Св-08Х20Н9Г7Т, Св-10Х16Н25МА6, |
Св-08Х20Н9Г7Т, |
|
Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ |
Св-10Х16Н25МА6, |
||
|
Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ |
|||
|
8 |
Э-04Х20Н9, Э-07Х20Н9, |
Св-06Х2Ш7БТ1, Св-07Х19Н10Б1, |
Св-08Х20Н9С2БТЮ1 |
|
Э-02Х20Н14Г2М2, Э-08Х20Н9Г2Б1, |
Св-07Х18Н9ТЮ1, Св-04Х19Н9, |
||
|
Э-08Х19Н10Г2Б1, 08Х22Н7Г2Б1, |
Св-06Х19Н9Т, |
||
|
Э-09Х19Н10Г2М2Б1 |
Св-15Х18Н12С4ТЮ |
||
|
9 |
Э-04Х19Н9, Э-04Х20Н93, |
СВ-01Х18Н101, Св-01Х19Н9, |
Св-08Х20Н9С2БТЮ1 |
|
Э-07Х20Н93, Э-02Х19Н9Б, |
Св-04Х19Н9, |
||
|
Э-02Х19Н9Б1, Э-08Х20Н9Г2Б, |
Св-06Х19Н9Т1, Св-07Х19Н10Б1, |
||
|
Э-08Х20Н9Г2Б1, 3, Э-08Х19Н10Г2Б1, 3, |
Св-07Х18Н9ТЮ1, Св-04Х19Н11М3, |
||
|
Э-02Х21Н10Г2, Э-02Х21Н10Г21, |
Св-06Х19Н10М3Т1, Св-06Х20Н11М3ТБ1, |
||
|
Э-07Х19Н11М3Г2Ф, |
Св-08Х19Н10М3Б1, Св-05Х10Н9ФБС1, |
||
|
Э-07Х19Н11М3Г2Ф1, 3, |
Св-05Х20Н9ФБС1, Св-05Х15Н9Г6АМ, |
||
|
Э-02Х20Н14Г2М2, |
Св-02Х21Н21М4Б1, СвВ-01Х17Н14М21, |
||
|
Э-02Х20Н14Г2М21, |
Св-01Х19Н18Г10АМ41, Св-02Х8Н22С6, |
||
|
Э-09Х19Н11Г3М2Ф, |
Св-01Х12Н10С6Ц, Св-08Х20Н9Г7Т, |
||
|
Э-02Х19Н18Г5АМ3, |
Св-10Х16Н25АМ6 |
||
|
Э-02Х19Н18Г5АМ3, Э-10Х20Н9Г6С, |
|||
|
Э-03Х15Н9АГ4, Э-10Х25Н13Г24, |
|||
|
Э-10Х17Н13С41, ОЗЛ-241, 03Х24Н25М3АГ3 (АНВ-38), 04Х23Н27М3Д3Г2Б (ОЗЛ-17У)1, 04Х21Н21М4Г2Б (ОЗЛ-26А)1 |
|||
|
10 |
03Х24Н25М3АГ3Д (АНВ-37)1, 04Х23Н27М3Д3Г2Б (ОЗЛ-17У)1, 04Х23Н26М3Д3Г2Б (ОЗЛ-37-2)1, Э-27Х15Н35В3Г2Б2Т |
Св-01Х23Н28М3Д3Т1, |
- |
|
Св-03ХН25МДТБ1 |
|||
|
13 |
В-56У |
НММцТА (сварочный монель) |
- |
____________
1 При наличии требований по стойкости к межкристаллитной коррозии.
2 При условии подтверждения стойкости к межкристаллитной коррозии.
3 Для сварки коррозионностойкого слоя двухслойной стали.
4 Для сварки переходного слоя двухслойной стали.
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|
|||
|
АФ |
ЭШ |
|
|||
|
Проволока |
Флюс |
Проволока |
Флюс |
|
|
|
1 |
Углеродистые |
|
|||
|
Св-08, Св-08А, Св-08ГА, Св-10ГА |
АН-348А, ОСЦ-45, ОСЦ-45М, АНЦ-1 |
Св-08ГА, Св-10НЮ, Св-10Г2, Св-08ГС |
АН-8, АН-22, АН-9, АН-9У |
||
|
Св-10НЮ |
АН-22, АН-47 |
||||
|
Низколегированные |
|
||||
|
Св-08ГА, Св-10ГА, Св-10НЮ |
АН-22, АН-348А, АН-47, ОСЦ-45, ОСЦ-45М, АНЦ-1 |
Св-08ГС, Св-08Г2С, Св-08ГСМТ, |
АН-8, АН-22, АН-9, АН-9У |
|
|
|
Св-10НЮ |
|||||
|
Св-08ГА, Св-08ГС, Св-10НЮ, Св-10НМА |
АН-47, АН-348А, ОСЦ-45, ОСЦ-45М |
|
|||
|
Св-10НЮ |
АН-22 |
|
|||
|
Св-10ГА, Св-10НМА, Св-08ГОМТ, Св-10НЮ |
АН-348А, АН-43, АН-22, АН-47 |
Св-08ХМ, Св-10ХМ, Св-10НМА, Св-04Х2МА |
АН-22, АН-8, ФЦ-11 |
|
|
|
Св-08ГСМТ |
ФП-33 |
|
|||
|
Св-08ХМ, Св-04Х2МА, Св-10Х2М |
АН-22, ФЦ-11, АН-17Н |
|
|||
|
2 |
Св-10Г2, Св-10НМА |
АН-22, АН-348А, АН-47, ОСЦ-45, ОСЦ-45М, АНЦ-1 |
Св-10Г2 |
АН-8 |
|
|
Св-10Х3ГМ |
АН-8, АН-9У |
|
|||
|
4 |
Св-10Х3М1А, Св-10Х3ГМФТА, Св-10ХМФТУ |
ФП-33, ФП-33М |
Св-10Х2СМА, Св-08ХМ, 10Х2М, Св-04Х2МА |
АН-8, АН-22, АН-9, АН-9У |
|
|
Св-04Х2МА, Св-10Х3ГМ |
АН-47 |
|
|||
|
Св-04Х2МА, Св-10Х3ГМ1А-А |
ФЦ-16А, ФЦ-16 |
|
|||
|
Св-08МХ, Св-04Х2МА, Св-10Х2М |
АН-43, АН-22, АН-348А |
|
|||
|
Св-04Х2МА |
АН-22, АН-43 |
|
|||
|
5 |
Св-10Х5М |
АН-22, АН-43 |
- |
- |
|
|
7 |
Св-06Х25Н12ТЮ, Св-07Х25Н12Г2Т |
АН-26С |
- |
- |
|
|
8 |
Св-04Х19Н9, Св-06Х19Н9Т |
АН-26С |
- |
- |
|
|
Св-06Х21Н7БТ1 Св-07Х18Н9ТЮ1, Св-05Х20Н9ФБС1, Св-08Х20Н9С2БТЮ1, Св-04Х19Н11М3, Св-06Х19Н10М3Т, Св-08Х19Н10М3Б1, Св-06Х20Н11М3ТБ1, Св-03Х24Н6АМ3 |
АН-26С, 48-ОФ-6 |
|
|||
|
9 |
Св-01Х18Н101, Св-01Х19Н91 |
АН-10 |
Св-04Х19Н9, Св-01Х19Н9, Св-06Х19Н9Т |
АН-2611 |
|
|
Св-01Х17Н14М21, Св-01Х19Н18Г10АМ41, Св-04Х23Н28М3Д3Т, Св-03Х23Н25М3Д3Т, Св-02Х21Н21М4Г2Б1 |
АН-18 |
Св-07Х19Н10Б1, |
АН-45 |
|
|
|
Св-03Х20Н9ФБС1 |
|
||||
|
Св-05Х15Н9Г6АМ, Св-07Х19Н10Б, Св-05Х20Н9ФБС3, Св-06Х19Н9Т, Св-04Х19Н9, СВ-07Х18Н9ТЮ1, Св-08Х20Н9С2БТЮ, Св-06Х25Н12ТЮ, Св-06Х25Н12ТЮ1, 4, Св-07Х25Н12Г2Т1, 4, Св-08Х25Н13БТЮ1, 3, 4 |
АН-26С |
Св-01Х19Н18Г10АМ42, Св-08Х19Н10М3Б2, Св-06Х20Н11М3ТБ2, Св-03Х19Н15Г6М2АВ22 |
АН-22, АН-26, АН-2611, АН-45 |
||
|
Св-06Х19Н10М3Т, Св-04Х19Н11М3, |
АН-26С, 48-ОФ-6 |
|
|||
|
Св-06Х20Н11М3ТБ1, Св-08Х19Н10М3Б1 |
|
||||
|
10 |
Св-01Х24Н25АГ7Д1, Св-01Х23Н28М3Д3Т1, Св-03Х23Н28М3Д3Т1 |
АН-18 |
- |
- |
|
|
13 |
НЖМуТА (сварочный монель) |
АН-26С |
- |
- |
|
____________
1 При наличии требований по стойкости к межкристаллитной коррозии.
2 При условии подтверждения стойкости к межкристаллитной коррозии.
3 Для сварки коррозионностойкого слоя двухслойной стали.
4 Для сварки переходного слоя двухслойной стали.
Примечания: 1. Без индекса «Э» условно указаны типы электродов, не предусмотренные ГОСТ 10052.
2. Электроды типов Э-02Х20Н14Г2М2 и Э-09Х19М11Г3М2Ф применяются при условии содержания в металле шва ферритной фазы не более 6 %.
3. При необходимости выполнения переходного слоя шва двухслойной стали аргонодуговой сваркой рекомендуется применение сварочной проволоки марок Св-08Х20Н9Г7Т, Св-10Х16Н25АМ6, Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-07Х25Н12Г2Т.
Таблица 8.6.2
Сварочные материалы, применяемые при изготовлении сосудов энергомашиностроения
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||||
|
рд |
АФ |
РАД, ААД |
МП |
мпг |
эш |
|||
|
Электроды |
Проволока |
Флюс |
Проволока |
Проволока |
Проволока |
Проволока |
Флюс |
|
|
1 (углеродистые) |
ЦУ-6, ЦУ-7, УОНИИ-13/45, УОНИИ-13/55, ЦУ-5, ТМУ-21У |
Св-08, Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, ОСЦ-45М, АН-348-А, АН-348-АМ, АН-42, АН-42М, АНЦ-1 |
Св-08ГА-2, Св-08ГС, Св-08Г2С, АП-АН2 |
Св-08Г2С |
ПП-АН8 |
Св-10ГА, Св-10Г2, Св-08ГСМТ |
АН-8, ФЦ-6, ФЦ-11, ФЦ-21 |
|
Св-08ГА1, Св-10ГА1, Св-10Г21, Св-08ГС1 |
ФЦ-11 |
|||||||
|
ЦУ-72, УОНИИ-13/552, ЦУ-52, ТМУ-21У2 |
Св-08А2, Св-08АА2, Св-08ГА2 |
ФЦ-11, ФЦ-16, ФЦ-22 |
||||||
|
Св-10ГА2, Св-10Г22, Св-08ГС2 |
||||||||
|
1 (низколегированные), 2 |
УОНИИ-13/55, ЦУ-5, ЦУ-6, ЦУ-7, ТМУ-21У |
Св-08ГС, Св-12ГС |
ФЦ-11, ФЦ-16, ФЦ-22 |
Св-08ГС, Св-08Г2С |
Св-08Г2С, Св-10ГСМТ |
- |
Св-08Г2С, Св-12ГС |
- |
|
13 |
ЦЛ-21, ЦЛ-48, |
Св-10НМА |
ФЦ-11, ФЦ-16, ФЦ-22 |
- |
Св-10ГСМТ |
- |
Св-10НМА |
АН-8, ФЦ-6, ФЦ-11 |
|
4 |
ЦУ-2ХМ, ЦЛ-38, ЗИО-20, ТМЛ-1У, Н-3 |
Св-08ХМ |
ФЦ-11, ФЦ-16, ФЦ-22 |
Св-08ХМ-2, Св-08ХМ, Св-08ХГСМА |
Св-08ХГСМА |
- |
- |
- |
|
9 |
Э-08Х19Н10Г2Б, Э-09Х19Н11Г3М2Б |
Св-04Х20Н10Г2Б, Св-04Х20Н10Г2БУ, Св-08Х19Н10Г2БУ, Св-08Х19Н10Г2БУ-1 |
ФЦ-17, ОФ-6 |
Св-04Х20Н10Г2Б, Св-04Х20Н10Г2БУ, Св-08Х19Н10Г2БУ, Св-08Х19Н10Г2БУ-1 |
Св-04Х20Н10Г2Б, Св-08Х19Н10Г2БУ |
- |
Св-04Х20Н10Г2Б, Св-08Х19Н10Г2БУ |
ОФ-6 |
____________
1 Для деталей из стали марки 20К.
2 Для деталей из стали марки 22К.
3 Для сосудов из стали марок 14ГНМА, 16ГНМА.
Примечания: 1. Допускается применять и другие сварочные материалы по другим нормативным документам, согласованным с Ростехнадзором.
2. Проволоку марки Св-08ХМ допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22 %.
Таблица 8.7
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции газового оборудования
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||||||||
|
РД |
РАД, ААД |
Г |
МП |
МАДП |
АПГ |
АФ |
|||
|
Электроды |
Сварочная проволока |
Флюс |
|||||||
|
Тип |
Марка |
||||||||
|
1 (углеродистые) |
Э42 |
АНО-6, АНО-6М, АНО-1 |
Св-08ГА-2, Св-08Г2С, Св-08ГС, Св-10Г2, Св-08ГСМТ |
Св-08АА, Св-08ГА, Св-08Г2С, Св-08ГС, Св-12ГС |
Св-08Г2С, L56, OK Autrod 12.51, Super Arc L-50 |
OK Autrod 12.51 |
PX701, K-71TM, Pipeliner G70M Autoweld |
Св-08, Cв-08A-2, Св-08AA, Св-08 ГА, Св-10ГА, Св-10Г2, L61 |
ОСЦ-45, ОСЦ-45М, АН-348-А, АН-348-АМ, АН-42, АН-42М, АНЦ-1, ФЦ-16, FX860 |
|
Э42А |
УОНИ-13/45, ЦУ-6, СМ-11 |
||||||||
|
Э46 |
ОЗС-41, ОЗС-61, ОЗС-121, МР-31 |
||||||||
|
Э46А |
УОНИ-13/55К, ТМУ-46, ОЗС-22Р |
||||||||
|
Э50А |
УОНИ-13/55К, УОНИ-13/55С, ТМУ-21У, МТГ-01К, МТГ-02, ИТС-4С, ЦУ-7, ЦУ-8, ОК 53.70, ОК 48.00, Garant, Fox EV 55, LB-52U |
||||||||
|
1 (низколегированные) |
Э50А |
УОНИ-13/55, УОНИ-13/55С, ТМУ-21У, МТГ-01К, МТГ-02, ОК53.70, ОК 48.00, Garant, Fox EV 55, LB-52U, Phoenix K50 R, Kessel 5520 Mo |
Св-08ГА-2, Св-08Г2С, Св-08ГС, Св-10Г2, Св-08ГСМТ |
Св-08Г2С, Св-08ГС, Св-12ГС |
|||||
|
9 |
Э-07Х19Н11М3Г2Ф |
ЭА-400/10У, ЭА-400/10Т |
Св-01Х19Н9, Св-04Х19Н9, Св-06Х19Н9Т, Св-04Х19Н11М3, Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б, OK Tigrod 16.12, LNT 304 LSi, LNM 304 LSi |
- |
- |
OK Autrod 16.11, OK Autrod 16.12, Cв-06X19H9T, Cв-01X18H10 |
OK Tubrod 14.30, OK Tubrod 14.20, OK Autrod 16.12 |
OK Autrod 16.10, OK Autrod 16.12 |
OK Flux 10.07, OK Flux 10.92, ФЦ-17, 48-ОФ-6 |
|
Э-08Х19Н10Г2Б |
ЦТ-15 |
||||||||
|
Э-08Х20Н9Г2Б |
ЦЛ-11 |
||||||||
|
Э-04Х20Н9 |
ОЗЛ-36 |
||||||||
|
1 + 9 |
Э-10Х25Н13Г2 |
ОЗЛ-6, ЗИО-8, ЦЛ-25/1, ЦЛ-25/2 |
Cв-07X25H13, Cв-10X16H25AM6 |
- |
- |
OK Autrod 16.53 |
OK Autrod 14.22, OK Autrod 14.25, OK Autrod 14.27 |
- |
- |
____________
1 Электроды применяются в основном при проведении ремонтных работ.
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции технических устройств нефтегазодобывающего оборудования
Таблица 8.8
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции магистральных и промысловых трубопроводов
|
Группы материалов свариваемых деталей |
РД |
РАД |
ААДП, МП, АПГ, МАДП |
МПС, АПС, МПГ, АППГ, МПИ, АПИ |
АФ |
Индукционная пайка |
|
|
Электроды |
Проволока |
Проволока |
Проволока |
Флюс + проволока |
Проволока |
Флюс |
|
|
1 |
Корневой слой шва: ОК 53.70, ЛБ-52У, Фокс ЕВ Пайп, ЛЭЗЛБгп, Линкольн 16П, Феникс К50Рмод, Флитвелд 5П+, Фокс Цель, MTГ-01K, Z-7 |
Св-08Е2С Аргон высший сорт |
Корневой слой шва: Св-08Г2С, Св-08ГС, Л-56, Пайплайнер 70-С6, Тиссен К-Нова, Тиссен К-Нова Ni, Линкольн Супра Миг |
Корневой слой шва: НР-204Н, НР-207, НР-232 |
АН-348А + Св-08А |
П-87 |
Флюс № 201, порошок полиэтиленовый низкого давления марки 20608 по ГОСТ 16338-77 |
|
АН-348А + Св-08AA |
|||||||
|
АН-348А + Св-08ГA |
|||||||
|
АН-47 + Св-08А |
|||||||
|
Заполняющие и облицовочный слои шва: ОК 53.70, ЛБ-52У, Фокс ЕВ Пайп, ЛЭЗЛБгп, Линкольн 16П, Феникс К50Рмод, Флитвелд 5П+, Фокс Цель Mo, MTE-01K, МТГ-02, Z-7 |
Заполняющие и облицовочный слои шва: Св-08Г2С, Св-08ГС, Л-56, Пайплайнер 70-С6, Тиссен К-Нова, Тиссен К-Нова Ni, Линкольн Супра Миг, РХ 701, Пайплайнер G-70M |
Заполняющие и облицовочный слои шва: НР-207, НР-232, ПП-АН19, ПП-АН2-4СМ, ПП-АН30С |
АН-47 + Св-08АА |
||||
|
АН-47 + Св-08ГА |
|||||||
|
Линкольнвелд 860 + Л-61 |
|||||||
|
2 |
Корневой слой шва: ОК 53.70, ЛБ-52У, Фокс ЕВ Пайп, ЛЭЗЛБгп, Линкольн 16П, Феникс К50Рмод, Флитвелд 5П+, Фокс Цель, МТГ-01К, Z-7 |
Св-08Г2С Аргон высший сорт |
Корневой слой шва: Св-08Г2С, Св-08ГС, Л-56, Пайплайнер 70-С6, Тиссен К-Нова, Тиссен К-Нова Ni, Линкольн Супра Миг |
Корневой слой шва: НР-204Н, НР-207 |
Линкольнвелд 860 + Л-70 |
П-87 |
Флюс № 201, порошок полиэтиленовый низкого давления марки 20608 по ГОСТ 16338-77 |
|
ОК Флакс 10.71 + ОК Аутрод 12.24 |
|||||||
|
Заполняющие и облицовочный слои шва: НР-208С, ПП-АН19, ПП-АН24СМ, ПП-АН30С |
Линкольнвелд 860 + ЛА-85 |
||||||
|
Заполняющие и облицовочный слои шва: ОК 74.70, Кессель 5520Мо, Шварц 3К Мод, МТГ-03, Линкольн 18П, Фокс Цель Мо, Фокс Цель 90 |
Заполняющие и облицовочный слои шва: Св-08Г2С, Св-08Г2СМ, Тиссен К-Нова, Тиссен К-Нова Ni, Линкольн Супра Миг, РХ 701, Пайплайнер G-70M |
АН-47 + Св-08XM |
|||||
|
АН-47 + Св-08MX |
|||||||
|
АН-47 + Св-08ГНМ |
|||||||
|
АН-47 + Св-08ХГ2СНМТ |
|||||||
|
АН-47 + С2Мо |
|||||||
Сварочные материалы для сварных соединений приварки выводов ЭХ3 магистральных и промысловых трубопроводов, выполняемых термитной сваркой:
паяльно-сварочные стержни из медных термитных смесей с многоразовой графитовой оправкой (ЭХ3-1150, ЭХ3-1152);
медная термитная смесь с разовой тигель-формой (РТФ);
медная термитная смесь с одноразовой тигель-формой (РТФ-НГК);
медная термитная смесь с многоразовой графитовой тигель-формой (РТФ-НГК);
термокарандаш из прессованной медной термитной смеси на клеевой основе с многоразовой тигель-формой (РТФ-НГК).
Таблица 8.9
Сварочные материалы, применяемые при изготовлении и ремонте технических устройств оборудования для транспортировки опасных грузов
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||||
|
Группа |
Характеристика групп материалов |
РД |
РАД |
МП, АПГ |
МПС, АПС, МПГ, АППГ |
МАДП, ААДП |
АФ, МФ |
|
|
Электроды |
Проволока |
Проволока |
Проволока |
Проволока |
Проволока |
Флюс |
||
|
1 |
Углеродистые и низколегированные стали перлитного класса с гарантированным пределом текучести не более 360 МПа |
УОНИ-13/45, УОНИ-13/55, УОНИ-13/55К, ОЗС-4, ОЗС-27, ОЗС-29, ОЗС-6, ОЗС-25, МР-3, СМ-11 |
Св-08ГА-2, Св-08Г2С, Св-08ГС |
Св-08Г2С, Св-09Г2СЦ, Св-08ГС |
ПП-АН8, ПП-АН10, ПП-АН22 |
Св-08, Св-08ГА, Св-10Г2, Св-10ГА, Св-08А |
АН-348А, АН-348АМ, ОСЦ-45, АН-60 |
|
|
2 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным пределом текучести свыше 360 МПа |
УОНИ-13/55, УОНИ-13/65, ОЗС-25 |
Св-08Г2С, Св-08ГС |
|||||
|
8 |
Высоколегированные стали аустенитно-ферритного класса |
ОЗЛ-36, ЭА-395/9 |
Св-04Х19Н9, Св-01Х19Н9, Св-06Х19Н9Т |
АН-26С, АН-26СП, АН-26П |
||||
|
9 |
Высоколегированные стали аустенитного класса |
ЦЛ-11, ОЗЛ-7, ОЗЛ-8, НИАТ-1, ОЗЛ-36, ЦТ-15, ЗИО-3 |
Св-05Х20Н9ФБС, Св-08Х20Н9СБТЮ, Св-06Х21Н7БТ |
Св-04Х19Н9, Св-01Х19Н9, Св-06Х19Н9Т |
АН-26С, АН-26СП, АН-26П |
|||
|
- |
Двухслойная сталь с основным слоем из сталей группы 1 и плакирующим слоем из сталей группы 8 или 9 |
ОЗЛ-6, ОЗЛ-8, ЭА-395/9 |
Св-06Х20Н11М3ТБ, Св-04Х19Н11М3, Св-05Х20Н9ФБС, Св-08Х20Н9Г7Т |
|||||
|
12 |
Алюминий и алюминиевые сплавы |
ОЗА-1, ОЗА-2 |
Св-А5, Св-АМг5, Св-АМг6 |
|||||
Таблица 8.10
Сварочные материалы, применяемые для наплавки при изготовлении и ремонте технических устройств оборудования для транспортировки опасных грузов
|
Основной материал |
Способы наплавки и соответствующие им сварочные материалы |
|||||
|
Группа |
Характеристика групп материалов |
РДН |
МПН |
МПГН |
АФПН |
|
|
Электроды |
Проволока |
Порошковая проволока |
Проволока |
Флюс |
||
|
1 |
Углеродистые и низколегированные стали перлитного класса с гарантированным пределом текучести не более 360 МПа |
АНП-13, ОЗН-300М, Т-620, 13 КН/ЛИВТ, ВСН-6 |
Св-08ГС, Св-08Г2С, Св-12ГС, Св-15ГСТЮЦА, Нп-30 |
ПП-АН8, ПП-АН10, ПП-АН22, ПП-Нп 14ст, ПП-АН180, ПП-СП10, ПП-18Х1Г1М |
Св-08, Св-08ГА, Св-10Г2, Св-10ГА |
АН-348А, АН-348АМ, ОСЦ-45, АНЦ-1, АН-60 |
|
2 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным пределом текучести свыше 360 МПа |
08ХГ2СМФ, Св-08Г2С, Св-08ГС, СВ-18ХМА, Св-10Г2, Св-08А |
АН-348А |
|||
Таблица 8.11
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
|
Группы свариваемых материалов |
Способы сварки и соответствующие им сварочные материалы |
||||||||||||
|
РД |
РАД, ААД |
МП, АПГ, МАДП, ААДП |
МПГ, АППГ, МПС, АПС |
АФ, МФ |
ЭШ |
Г |
П |
||||||
|
Электроды |
Проволока |
Проволока |
Проволока |
Проволока |
Флюс |
Проволока |
Флюс |
Проволока |
Флюс |
Проволока |
|||
|
1 |
СМ-5, АНО-6, АНО-1, АНО-4, МР-3, ОЗС-4, УОНИ-13/45, СМ-11, УОНИ-13/55, ОЗС-20Р, АНО-9, К-5А, ОЗС-12, УП-1/55, АНО-17, АНО-27, УП-1/45, УП-2/55, АНО-8, АНО-13, АНО-3, АНО-18, АНО-11, ВП-4, ТМУ-21У |
Св-08Г2С, Св-08ГС |
Св-08Г2С, Св-08ГС, Св-07ГС, Св-09Г2СЦ, Св-08 |
ПП-АН8, ПП-АН4, ПП-АН7, ПП-АН10, ПП-АН22 |
Св-08ГА, Св-10ГА, Св-10НЮ, Св-08ГС, Св-08Г2С |
АН-548А, ОСЦ-45М, АН-60, АН-22 |
Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С, Св-08ГСМТ, Св-10НЮ |
АН-8, АН-22, АН-9у |
Св-08, Св-08А, Св-08ГА, Св-08ГС, Св-08Г2С, Св-08МХ |
Бура |
- |
||
|
2 |
ЦУ-7, ЦУ-7А, УОНИ-13/45, УОНИ-13/45А, УОНИ-13/55, ЦТ-10 |
Св-10ГНМА, Св-08ГНМА, Св-10ГН1МА |
Св-08ГС, Св-08Г2С |
ПП-АН4, ПП-АН18, ПП-АН9, ПП-АН20 |
Св-08А, Св-08АА, Св-10ГНМА, Св-08ГНМА, Св-10ГН1МА |
АН-42М, АН-42, АН-17М, ОРЦ-16, ООР-6 |
Св-10ГН2МФА, Св-08ГС, Св-10Г2, Св-10НЮ |
ОФ-6, АН-8, АН-348 |
Св-08ГС, Св-08Г2С |
Бура |
- |
||
|
3 |
ВИ-9-6, ВИ-10-6, ВИ-12-6, ЦЛ-17 |
Св-18ХМА, Св-20Х4ГМА, Св-08Х3Г2СМ, Св-15ХМА, Св-18ХГСА |
Св-08Х3Г2СМ, Св-20Х4ГМА |
- |
Св-18ХМА, Св-08Г2С, Св-10ГСМ |
АН-348А, АН-15, АН-15М |
Св-10Г2, Св-10НЮ |
АН-9, АН-22, АН-348 |
Св-08ХМА, Св-08ХМФА, Св-08МХ, Св-08ХМ |
Бура |
- |
||
|
4 |
ЦЛ-14, УОНИ-13/45МХ, ОЗС-11, ЦУ-2ХМ, ТМЛ-1, ТМЛ-3, ЦЛ-20М, ЦЛ-39 |
Св-08НХ, Св-08ХМФА, Св-08ХГСМФА, Св-08МХ, Св-08ХМА-2, Св-08ХМ, Св-08ХГСМА |
Св-08ХГСМФА, Св-08ХМФА, Св-10ХГ2СМА |
- |
Св-08МХ, Св-08ХМ, Св-08ХГСМФА |
АН-15, АН-22, АН-348А, АН-60, ЗИО-Ор2, АН-17М |
Св-10ХГ2СМА Св-08ХМ, СВ-10Х2М, Св-04Х2МА |
АН-8, АН-9, АН-9у, АН-22 |
Св-08МХ, Св-08ХМ, Св-08ХМФА |
Бура |
- |
||
|
5 |
ЦЛ-17, ЭГЛ-4, ЭГЛ-6, АНЖР-2, НИАТ-5, АНЖР-3, ОЗЛ-6, ОЗЛ-9А, ЦЛ-20-67 |
Св-10Х5М, Св-10Х5М + Св-08Г2С |
- |
- |
Св-10Х5М |
АН-22, АН-43, АН-15 |
- |
- |
- |
- |
- |
||
|
6 |
ОЗЛ-6, ЦЛ-9, ЦЛ-25/1, ЦЛ-25/2, ЗИО-8, ЭА-395/9, АНВ-2, АНВ, ЛМ3-1 |
Св-10ХПНВМФ, Св-12Х11НМФ, Св-07Х25Н13, Св-06Х25Ш2ТЮ, Св-08Х25Н13БТЮ, Св-08Х18Н21Т, Св-08Х14ГНТ |
Св-12Х11НМФ, Св-10Х11НВМФ, Св-08Х14НМГ, Св-10Х17Т |
- |
Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-08Х18Н21Т, Св-08Х14ГНТ |
АН-26, АНФ-14, 48-ОФ-6, АН-18, АНФ-6 |
- |
- |
- |
- |
- |
||
|
7 |
ЛМ3-1, У0НИ-13/НЖ, АНВ |
Св-12Х13, Св-08Х14ГНТ, СВ-07Х25Н13 |
Св-Х14ГНТ, СВ-10Х17Т, СВ-13Х25Т |
- |
Св-12X13, Св-08Х14ГНТ |
АН-18, АНФ-14 |
- |
- |
- |
- |
- |
||
|
8 |
ОЗЛ-8, ОЗЛ-14А ОЗЛ-36, ЦЛ-11, Л-38М, Л-40М, ЦТ-15, АНВ-23 |
Св- 04Х19Н9, Св-06Х19Н10Т, Св-06Х21Н75Т, Св-07Х19Н10Б, Св-07Х18Н9ТЮ, Св-04Х19Н11М3, Св-06Х19Н10М3Т, Св-06Х19Н10М3Б, Св-08Х19Н10М3Б, Св-06Х20Н11М3ТБ |
Св-08Х20, НУС2БТЮ, Св-07Х25Н12Г2Т, Св-06Х19Н10М3Т |
- |
Св-05Х20Н9С2БТЮ, СВ-04Х19Н11М3, Св-06Х19Н10М3Т, Св-08Х19Н10М3Б, СВ-06Х20Н11М 3ТБ, Св-04Х19Н9, Св-06Х19Н9Т, Св-07Х18Н9Т10, Св-06Х21М7БТ |
АН-26, 48-ОФ-6 |
- |
- |
- |
- |
- |
||
|
81 |
ХВ-1 |
Св-03Х19Н9М2-ВИ, Св-07Х16Н6 |
Св-07Х16Н8М2, Св-08Х18Н8Г2Б |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
ОЗЛ-8, ОЗЛ-14А, ОЗЛ-36, ОЗЛ-7, ЦЛ-11.Л-38М, Л-40М, АНВ-23, ЦТ-15, ОЗЛ-22, АНВ-13, АНВ-24, ОЗЛ-20, АНВ-17, ЭНТУ-3М, АНВ-26, ЭА-400/10у, НЖ-13, СЛ-28, ОЗЛ-26А, ЗИФ-10 |
Св-02Х18Н9, Св-06Х19Н10Т, Св-08Х19Н10, Св-04Х19Н11М3, Св-06Х19Н10М3Т, Св-06Х19Н9Т, Св-07Х18Н9ТЮ, Св-08Х19Н10Б, Св-04Х19Н9, Св-01Х19Н9, Св-10Х17Н13М2Т |
Св-08Х20Н9Г7 Т, Св-08Х2Ш10Г6, Св-07Х25Н12Г2Т, Св-08Х19Н10Г2Б, Св-08Х18Н8Г2Б |
ПП-АНВ1 |
Св-04Х19Н9, Св-06Х19Н9Т, Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС, Св-08Х20Н9С2БТЮ, Св-01Х20Н18АГ12, Св-05Х15Н9, Св-04Х19Н11М3, Св-06Х20Н11М3ТБ, Св-08Х19Н10М3Б, Св-01Х19Н18Г10АМ4 |
АН-26, 48-ОФ-6, АН-18 |
Св-04Х19Н9, Св-01Х19Н9, Св-07Х19НЮБ, Св-05Х20Н9ФБС, Св-06Х19Н9Т, Св-08Х19Н9Ф2С2, Св-01Х19Н18Г10АМ4, Св-06Х20Н11М3ТБ |
АН-26, 48-ОФ-6, АН-45, АН-9, АН-9у |
- |
- |
- |
||
|
____________ 1 Для стали 07Х16Н6-Ш. |
|||||||||||||
|
10 |
АН-28, АНВ-37, ОЗЛ-17У, ОЗЛ-37-2 |
Св-01Х23Н28М3Д3Т, Св-01Х24Н25М3АГ7Д |
Св-01Х23Н28М3Д3Т, Св-08Н50, Св-06Х15Н60М15 |
- |
Св-01Х23Н28М3Д3Т, Св-03ХН25МДГБ |
АН-18, АМК-50 |
Св-01Х23Н28М3Д3Т |
АН-45 |
- |
- |
- |
||
|
11 |
М30К, ХН-1, ЭА-395/9, ОЗЛ-32, П-2Н4, НС-1, НР-1, ОЗЛ-23, ОЗЛ-21 |
НМцАТК1, 0-1,5-2,5-0,15, Св-Н70М, Св-ХН65М16В, Св-ХН65МВ, Св-ХН78Т, Св-ХН75МБТЮ |
- |
- |
НМцАТК1, 0-1,5-2,5-0,15, Св-ХН78Т, Св-ХН75МБТЮ |
АН-22, АН-18, АНФ-14, АНФ-16, АНФ-5 |
- |
- |
- |
- |
- |
||
|
12 |
ОЗА-1, АФ-4аКр, А2, ОЗА-2 |
Св-А97, Св-А85Т, Св-А5, Св-АМц, Св-АМг, Св-АМг3, Св-АМг5, Св-АМг6 |
- |
- |
Св-АМц, Св-АМг8, Св-АМг3, Св-АМг5, Св-А97, Св-А85Т, Св-А5, Св-АМц, Св-АМг6 |
АН-АЛ, УФК-АЛ, АН-А4 |
Св-АМг5, Св-АМгб, Св-АМг7 |
АН-301 |
Св-А97, Св-А85Т, Св-А5, Св-АМЦ, Св-АК-5, Св-АД-1 |
АФ-4А |
Св-А85Т Защитный газ аргон |
||
|
13 |
Комсомолец-100, МН-5, АНМЦ (ЛКЗ-АБ) |
МНЕКТ 5-1-0,2-0,2 Защитный газ (азот, азот + аргон), БрКМц3-1, М1, М1р, БрАМц9-2, БрХ0,7, БрХНТ, БрНЦр, БрОЦ4-3, БрОФ6,5-0,15 |
- |
- |
БрОЦ4-3, M1, M1p, М0, БрКМц3-1 |
МАТИ-53, АНФ-5, АН-26, АН-348А, ОСЦ-45 |
- |
- |
M1p, M2p, МСр1, Л63, ЛО60-1, ЛК62-0,5, ЛКБ062-0,2-0,04-0,5, ЛМц58-2, ЛОК59-1-0,3, ЛК62-0,5, ЛКБ062-0,2-0,04-0,5 |
Бура БМ-1 |
- |
||
|
14 |
- |
ВТ-00, ВТ 1-00С, ОТ4-1, 2В |
- |
- |
ВТ 1-00, ВТ 1-00С, ОТ4-1, 2В |
АН-Т |
ВТ 1-00, ВТ 1-00С, ОТ4-1, 2В |
АН-Т2 |
- |
- |
- |
||
|
9 + 1, 9 + 2, 9 + 4 |
АНЖР-1, ЦТ-36, ЦТ-28, АНЖР-ЗУ, АНЖР-2, ЭА-395/9, ОЗЛ-6 |
ЭП-622, ЭП-673, ЭП-606, Св-07Х25Н12Г2Т, Св-07Х25Н13, Св-08ХМ, Св-08МХ, Св-08ГС |
ЭП-622, ЭП-673, ЭП-606, Св-07Х25Н12Г2Т, Св-07Х25Н13, Св-08ХМ, Св-08МХ, Св-08ГС |
- |
ЭП-622, ЭП-673, ЭП-606, Св-07Х25Н12Г2Т, Св-07Х25Н13, Св-08ХМ, Св-08МХ, Св-08ГС |
АН-26 АН-15 |
- |
- |
- |
- |
- |
||
Таблица 8.12
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции аппаратуры и трубопроводов производств карбамида
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||
|
РАД |
РД |
|||
|
Проволока |
Электроды |
|||
|
ГОСТ, ТУ |
EN 14343, AWS |
ГОСТ, ТУ |
EN 1600, AWS |
|
|
8 |
Св-07Х19Н10Б, Св-07Х18Н9ТЮ, Св-06Х21Н7БТ |
19.9Nb, 22.7Мп |
ЦТ-15, ОЗЛ-40, ЦЛ-11, ОЗЛ-7 |
Е 19.9NbB20, Е 22.7Mn2RB20 |
|
Св-01Х19Н18Г10АМ4 (ЭП-690), Св-08Х19Н10М3Б, Св-06Х20Н11М3ТБ |
19.12.3L, 20.7.2Mn2Nb |
ЭА-400/10У, АНВ-17, ОЗЛ-41 |
Е 19.12.3В20, Е 20.7.2Mn2NbRB20 |
|
|
Св-01Х19Н18Г10АМ4 (ЭП-690) |
22.9.3NL, 25.9.4NL |
АНВ-17, ОЗЛ-41, |
E 22.9.3NL, E25.9.4NLR |
|
|
9 |
Св-05Х15Н9Г6АМ, Св-06Х21Н7БТ, Св-07Х18Н9ТЮ |
19.9L |
ОЗЛ-14А, ОЗЛ-36 |
Е 19.9LR20 |
|
Св-01Х18Н101 |
19.9L1, ER 308L1 |
ОЗЛ-221, |
Е 19.9LS101, Е 308 2151 |
|
|
Св-01Х18Н10, Св-08Х19Н10Г2Б, Св-06Х19Н9Т, Св-07Х18Н9ТЮ, Св-07Х19Н10Б |
19.9L, ER 308, ER 308L-15 |
ОЗЛ-7, ЦЛ-11, ЦЛ-15, ОЗЛ-22, ОЗЛ-14А, ОЗЛ-36 |
Е 19.9LS20, Е 308-15, E 308L-15 |
|
|
Св-01Х19Н18Г10АМ4 (ЭП-690)2 Св-01Х19Н18Г10АМ4 (ЭП-690)3, Св-01Х17Н14М23 |
20.16.3MnNL2, 25.22.2LMn2 19.12.3L3, 20.16.3MnNL3 |
АНВ-172 АНВ-173, ОЗЛ-203 |
E 20.16.3MnNL2, E 25.22.2LMn2 Е 19.12.3В203, E20.16.3MnNL3 |
|
|
Св-01Х19Н18Г10АМ4 (ЭП-690)4 |
25.22.2LMn4 |
АНВ-174 |
E 25.22.2LMn4 |
|
|
Св-01Х19Н18Г10АМ4 (ЭП-690), Св-01Х17Н14М2, Св-06Х19Н10М3Т |
19.12.3L, 20.16.3MnNL |
АНВ-17, ОЗЛ-20, ЭА-400/10У |
Е 19.12.3В20, E 20.16.3MnNL |
|
|
10 |
Св-02Х21Н21М4Б, Св-01Х23Н28М3Д3Т, Св-02Х21Н25М4ДБ |
23.26.3Mn2Cu3Nb, 25.27.4Mn2Cu3Nb |
ОЗЛ-17У, ОЗЛ-37-2 |
E 23.26.3Mn2Cu3NbRB20, E 25.27.4Mn2Cu3NbB20 |
____________
1 Для сталей типа 18-10 с низким содержанием углерода.
2 Для сталей типа 18-12-2 «карбамидного качества».
3 Для сталей типа 18-12-2 с низким содержанием углерода.
4 Для сталей типа 25-22-2.
Таблица 8.13
Сварочные материалы, применяемые в реакционном оборудовании установок производства аммиака, водорода, метанола, этилена, сероуглерода и др. (трубчатые печи реакционные)
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||
|
РАД, ААД |
РД |
||
|
Проволока |
Тип электрода |
Марка |
|
|
9, 10, 111 |
Св-20Х25Н20С, Св-45Х25Н20С2, Св-45Х25Н35БС, Св-50Х25Н35С2Б, Св-10Х20Н33Б, Св-50Х25Н35В5К15С, Св-45Х28Н49В5С, Св-45Х25Н20С, Св-35Х24Н24Б, Св-20Х25Н25ТЮ, Св-15Х25Н40М2ВТ, Св-15Х25Н20Г, Св-30Х16Н36В3Б3ГТ, Св-10Х20Н77ТЮ, Св-05Х20Н32Т, Св-10Х20Н32ТЮ |
Допускается сварка покрытыми электродами в соответствии с технологическими инструкциями |
|
|
10 + (9, 10)2 |
Св-30Х16Н36В3Б3ГТ |
Э-27Х15Н35В3Г2БТ |
КТИ-7А |
|
9 + (1, 5)3 |
- |
Э-08Х15Н65М1В4Г2, Э-06Х25Н40М7Г2 |
ЦТ-28, АНЖР-2 |
____________
1 Материалы радиантных труб и коллекторов радиантных труб.
2 Сочетания 10Х20Н33БЛ + (08Х18Н10Т, 12Х18Н10Т, ХН32Т).
3 Сочетания 45Х25Н20С + (20, 15Х5М).
Примечание. Сварка элементов радиантных труб и коллекторов из углеродистых, низколегированных, хромомолибденовых, нержавеющих сталей и их композиций производится в соответствии с требованиями ОСТ 26291.
Таблица 8.14
Сварочные материалы, используемые для сварки деталей, узлов и аппаратов ОХНВП из инколоя 825, сплава 904L и разнородных соединений
|
Группы свариваемых материалов |
Марки материалов |
Способы сварки и соответствующие им сварочные материалы |
||||||
|
Импортные (спецификация) |
Отечественные аналоги |
рд |
РАД, ААД |
АФ |
||||
|
Тип электрода |
Марка |
Тип наплавленного металла |
Проволока |
Проволока |
Флюс |
|||
|
10 |
Инколой 825 (Nicrofer 4221) |
ХН75МБТЮ1 (ЭИ-602) |
Э-02Х20Н60М15В3, Э-10Х20Н70Г2М2Б2В |
ОЗЛ-21, ОЗЛ-25Б |
- |
Св-02Х15Н65М13В3ТЮ Св-ХН75МБТЮ |
- |
- |
|
E NiCrMo-3/AWS A5.11 (10Х20Н60М10Б3) |
Ceweld Nicro 625, OK 92.45 |
ER NiCrMo-3/AWS A5.14 (10Х20Н60М10Б3) |
Nicro 625, INCONEL Filler Metal 625, OK Tigrod 19.82 |
- |
- |
|||
|
Сплав 904L (SB 625) |
03ХН28МДТ (ЭИ-943) |
Э-03Х23Н27М3Д3Г2Б, Э-04Х23Н26М3Д3Г2Б |
ОЗЛ-17У, ОЗЛ-37-2 |
Св-01Х23Н28М3Д3Т |
Св-01Х23Н28М3Д3Т |
AH-18 |
||
|
E385-16/AWS A5.4 (03Х20Н25М5Д) |
OK 69.33 |
ER 385/AWS A5.9 (Св-01Х23Н28М3Д3Т) |
OK Tigrod 16.55 OK Autrod 16.55 |
OK Autrod 16.55 |
FL805 |
|||
|
10 + 10 |
Инколой 825 + 904L |
ХН75МБТЮ + 03ХН28МДТ |
Э-02Х20Н60М15В3, Э-10Х20Н70Г2М2Б2В |
ОЗЛ-21, ОЗЛ-25Б |
Св-08Х15Н65М13В3ТЮ |
- |
- |
|
|
E NiCrMo-3/AWS A5.11 (10Х20Н60М10Б3) |
Ceweld Nicro 625, OK 92.45 |
ER NiCrMo-3/AWS A5.14 (10Х20Н60М10Б3) |
Nicro 625, INCONEL Filler Metal 625, OK Tigrod 19.82 |
- |
- |
|||
|
10 + 9 |
Инколой 825 + 12Х18Н10Т |
ХН75МБТЮ + 12Х18Н10Т |
Э-03Х23Н27М3Д3Г2Б, Э-04Х23Н26М3Д3Г2Б |
ОЗЛ-17У, ОЗЛ-37-2 |
Св-01Х23Н28М3Д3Т |
- |
- |
|
|
E 385-16/AWS A5.4 (03Х20Н25М5Д) |
OK 69.33 |
ER 385/AWS A5.9 (Св-01Х23Н28М3Д3Т) |
OK Tigrod 16.55 |
- |
- |
|||
|
Сплав 904L + 12Х18Н10Т |
06ХН28МДТ + 12Х18Н10Т |
Э-03Х23Н27М3Д3Г2Б, Э-04Х23Н26М3Д3Г2Б |
ОЗЛ-17У, ОЗЛ-37-2 |
Св-01Х23Н28М3Д3Т |
Св-01Х23Н28М3Д3Т |
AH-18 |
||
|
E 385-16/AWS A5.4 (03Х20Н25М5Д) |
OK 69.33 |
ER 385/AWS A5.9 (Св-01Х23Н28М3Д3Т) |
OK Tigrod 16.55, OK Autrod 16.55 |
OK Autrod 16.55 |
FL 805 |
|||
|
10 + 1 |
(Инколой 825, 904L) + 20 |
(ХН75МБТЮ, 03ХН28МДТ) + 20 |
Э-10Х25Н25М3Г2, Э-11Х15Н25М6АГ2 |
АНЖР-3У, НИАТ-5, ЭА-395/9 |
Cв-10X16H25AM6, Cв-08X25H25M3 |
Cв-10X16H25AM6, Cв-08X25H25M3 |
AH-18 (только сплав 904L) |
|
|
E 310-16/AWS A5.4 (10Х25Н20Г2) |
Ceweld 4842Ti, OK 67. 15 |
ER 310/AWS A5.9 (10Х25Н20Г2) |
OK Tigrod 16.70, OK Autrod 16.70 |
OK Autrod 16.70 |
FL 805 (только сплав 904L) |
|||
___________
1 Материал группы 11.
Таблица 8.15
Сварочные материалы, применяемые при изготовлении и ремонте сварных узлов трубопроводной арматуры
|
Группы материалов свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||||
|
рд |
РАД, МАДП, АПГ |
МП |
АФ, МФ |
эш |
||||
|
Электроды |
Проволока |
Проволока |
Проволока |
Флюс |
Проволока |
Флюс |
||
|
Тип1 |
Рекомендуемые марки |
|||||||
|
1 (углеродистые) |
Э42, Э46, Э42А, Э46А, Э50А |
АНО-5, АНО-4, ОЗС-6, УОНИ-13/45, УОНИ-13/45А, ОЗС-2, СМ-11, УОНИ-13/55 |
Св-08Г2С |
Св-08Г2С |
Св-08, Св-08А |
АН-348-А, ОСЦ-45, АНЦ-1 |
Св-08, Св-08А, Св-08ГА, Св-10ГА, Св-10НМА |
АН-8, АН-22 |
|
Св-08А, Св-08ГА, Св-10ГА, Св-10НМА |
АН-348-А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 |
|||||||
|
1 (низколегированные) |
Э42, Э42А, Э46, Э46А, |
УОНИ-13/45, УОНИ-13/45А |
Св-08Г2С |
Св-08Г2С |
Св-08АА, Св-08ГА |
АН-348-А, ОСЦ-45 |
Св-08АА, Св-08ГА, Св-10ГА, Св-08Г2С, Св-10НМА, Св-10НЮ |
АН-8, АН-22 |
|
Э50А |
УОНИ-13/55 |
Св-08ГА, Св-10ГА, Св-10НМА, Св-08Г2С, Св-10НЮ |
АН-348-А, ОСЦ-45, АН-43, АНЦ-1, ФЦ-16 |
|||||
|
2 |
Э50А, Э70-Ф, Э-10Х25Н13Г2 |
УОНИ-13/55, ВП-4, ВП-5, 48Н-12, ОЗЛ-62 |
Св-08Г2С, Св-08Г2СНТЮР |
Св-08Г2С |
Св-10НЮ, Св-10НМА, Св-08ГА, Св-08Г2С |
АН-348-А, ОСЦ-45, АНЦ-1 |
Св-10НЮ, Св-10НМА, Св-08ГА, Св-08Г2С |
АН-8, АН-22 |
|
4 |
Э-09ХМ, Э-09Х1МФ |
ТМЛ-1У, ТМЛ-3У, ЦЛ-39, ЦЛ-20 |
Св-08ХМ, Св-10ХГ2СМА |
Св-08ХМ, Св-10ХГ2СМА |
Св-08ХМ, Св-08ХМФА |
АН-22, АН-42, ФЦ-11 |
Св-08ХМ, Св-08ХМФА |
АН-8, АН-22 |
|
Св-04Х2МА3 |
КФ-16 |
Св-04Х2МА3 |
||||||
|
6 |
Э-12Х13, Э-11Х15Н25М6АГ2, Э-10Х25Н13Г2 (10Х19Н10Г2МБФ), Э-10Х16Н4Б |
УОНИ-10Х13, НИАТ-5, ЭА-395/9, ОЗЛ-6, ЭА-898/21, ЭА-898/21Б, УОНИ-13/ЭП56 |
Св-06Х14, Св-08Х14ГНТ, Св-12Х13, Св-07Х19Н10Б4, Св-08Х19Н10Г2Б4, Св-09Х16Н4Б (ЭП56) |
- |
- |
- |
- |
- |
|
7 |
Э-12Х13, Э-11Х15Н25М6АГ2, Э-10Х25Н13Г2 |
УОНИ-10X13, НИАТ-5, ЭА-395/9, ОЗЛ-6 |
Св-06Х14, Св-08Х14ГНТ, Св-12Х13 |
- |
- |
- |
- |
- |
|
8 |
Э-10Х17Н13С4, Э-07Х19Н11М3Г2Ф, Э-09Х19Н10Г2М2Б, Э-04Х20Н9, Э-07Х20Н9 (10Х19Н10Г2МБФ), Э-08Х19Н10Г2Б |
ОЗЛ-3 (ЭИ 654)5, ЭА-400/10Т, ЭА-400/10У, ЭА-400/13, ЭА-902/14, ОЗЛ-36, ОЗЛ-8, ОЗЛ-12, ЭА-898/21, ЭА-898/21Б, ЦТ-15 |
Св-15Х18Н12С4ТЮ5 (ЭИ 654), Св-04Х19Н11М3, Св-08Х19Н10М3Б, Св-08Х19Н10Г2Б6, Св-07Х19Н10Б6, Св-01Х19Н97, Св-04Х19Н97, Св-08Х21Н10Г6, Св-08Х32Н9, Св-08Х32Н8 |
- |
- |
- |
- |
- |
|
9 |
Э-04Х20Н97, Э-07Х20Н97, Э-07Х19Н11М3Г2Ф6 (10Х19Н10Г2МБФ)6, Э-09Х19Н10Г2М2Б6, (09Х17Н10Г2М), (06Х17Н10Г2М), Э-02Х20Н14Г2М2, Э-02Х19Н15Г4АМ3В2, Э-08Х19Н10Г2Б6 |
ОЗЛ-36, ОЗЛ-8, ОЗЛ-12, ЭА-400/10У, ЭА-400/10Т, ЭА-898/21, ЭА-898/21Б, ЭА-400/13, ЭА-902/14, НЖ-13, 48А-1, 48А-1Т, 48А-2, 48А-2Т, ОЗЛ-20, АНВ-20, ЦТ-15 |
Св-01Х19Н97, Св-04Х19Н97, Св-07Х19Н10Б6, Св-08Х19Н10Г2Б6, Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ, Св-04Х19Н11М36, Св-08Х19Н10М3Б6, Св-01Х19Н18Г10АМ4 |
- |
Св-01Х19Н97, Св-04Х19Н97, Св-04Х19Н11М36, Св-08Х19Н10Г2Б6, Св-08Х19Н10М3Б6 |
ОФ-6 |
- |
- |
|
10 |
Э-07Х19Н11М3Г2Ф8 (03Х23Н27М3Д3Г2Б), Э-27Х15Н35В3Г2Б2Т |
ЭА-400/10Т, ЭА-400/10У, ОЗЛ-17У, КТИ-7 |
Св-04Х19Н11М38, Св-10Х16Н25АМ68, Св-01Х23Н28М3Д3Т |
- |
- |
- |
- |
- |
|
11 |
Э-02Х20Н60М15В3 (03Н70М29), Э-10Х20Н70Г2М2Б2В |
ОЗЛ-21, ОЗЛ-23, ОЗЛ-25Б |
Св-ХН60ВТ (ЭИ 868), Св-00Н70М27Р (ЭП 812), Н70М27 (ЭП 495), ОХ15Н55М16В (ЭП 567) |
- |
- |
- |
- |
- |
|
(8, 9) + 1 (углеродистые) |
Э-10Х25Н13Г2, Э-11Х15Н25М6АГ2 |
ОЗЛ-6, ЗИО-8, ЭА-395/9, НИАТ-5, ЦТ-10 |
Св-07Х25Н13 |
- |
- |
- |
- |
- |
|
(8, 9) + (1 (низколегированные) 2, 4, 6) |
Э-11Х15Н25М6АГ2, Э-04Х16Н35Г6М7Б |
ЭА-395/9, ЭА-582/23, ЭА-855/51 |
Св-10Х16Н25АМ6, Св-06Х15Н35Г7М6Б, Св-03Х15Н35Г7М6Б |
- |
- |
- |
- |
- |
|
(8, 9) + (6, 8, 9) |
Э-04Х20Н9, Э-07Х20Н9 (10Х19Н10Г2МБФ), Э-08Х20Н9Г2Б, Э-08Х19Н10Г2Б |
ОЗЛ-36, ОЗЛ-8, ОЗЛ-12, ЭА-898/21, ЭА-898/21Б, ЦЛ-11, ЦТ-15 |
Св-01Х19Н9, Св-04Х19Н9, Св-08Х19Н10Г2Б, Св-07Х19Н10Б |
- |
- |
- |
- |
- |
|
9 + 8 |
Э-04Х20Н9, Э-07Х20Н9 |
ОЗЛ-36, ОЗЛ-8, ОЗЛ-12 |
Св-01Х19Н9, Св-04Х19Н9, Св-08Х32Н99, Св-08Х32Н89 |
- |
- |
- |
- |
- |
|
9 + 9 |
Э-07Х19Н11М3Г2Ф |
ЭА-400/10Т, ЭА-400/10У |
Св-04Х19Н11М3 |
- |
- |
- |
- |
- |
|
9 + 10 |
Э-07Х19Н11М3Г2Ф8, Э-04Х16Н35Г6М7Б6 |
ЭА-400/10Т, ЭА-400/10У ЭА-855/51, ЭА-582/23 |
Св-03Х15Н35Г7М6Б6 (ЭП 855), Св-06Х15Н35Г7М6Б6 (ЭП 582) |
- |
- |
- |
- |
- |
____________
1 Тип электрода по стандарту или тип наплавленного металла.
2 Для сварки деталей из стали 20ХН3Л с температурой применения до - 70 °C.
3 Для сварки деталей из стали 12Х1МФ.
4 Аргонодуговая сварка разрешается после специальной отработки технологии сварки стали 14Х17Н2 на отсутствие трещин.
5 Сварные соединения из стали 15Х18Н12С4ТЮ, работающие в контакте с азотной кислотой.
6 Обеспечивается стойкость к МКК.
7 При отсутствии требований по стойкости к МКК.
8 Для сварных соединений, не соприкасающихся с рабочей средой.
9 Для специальной арматуры.
Примечания: 1. Для аргонодуговой сварки неплавящимся электродом и механизированной сварки плавящимся электродом применяется смесь следующего состава: (75 - 85) % Ar + (15 - 25) % СО2, для автоматической сварки плавящимся электродом - смеси: (92 - 95) % Ar + кислород остальное; (85 - 92) % Ar + СО2 остальное.
2. Сварка деталей из сталей аустенитного класса с деталями из сталей перлитного класса выполняется без наплавки кромок с применением сварочных материалов аустенитного класса: для неподкаливающихся сталей при S £ 10 мм, для подкаливающихся сталей S £ 6 мм.
При больших толщинах на неподкаливающихся сталях производится предварительная односторонняя наплавка, на подкаливающихся - предварительная двухслойная наплавка.
9. Труппы основных материалов, применяемых при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов строительных конструкций и конструкций стальных мостов
Таблица 9.1
|
Характеристика групп материалов |
Обозначение групп материалов свариваемых деталей |
|
|
Рекомендации по применению РД 03-615-03 |
РД 03-495-021 |
|
|
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
1 |
М01 |
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
2 |
М03 |
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
3 |
|
|
Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30 % |
7 |
М04 |
|
Высоколегированные стали аустенитно-ферритного класса |
8 |
М11 |
|
Высоколегированные стали аустенитного класса |
9 |
|
|
Чистый алюминий и алюминиево-марганцевые сплавы |
12 |
М21 |
|
Нетермоупрочняемые алюминиево-магниевые сплавы |
12 |
М22 |
|
Термоупрочняемые алюминиевые сплавы |
12 |
М23 |
|
Титан и титановые сплавы |
14 |
М41 |
|
Двухслойный (плакированный) металл с основным слоем из сталей группы 1 и плакирующим слоем из сталей группы 9 |
1/9 |
М01/М11 |
|
Сочетание сталей группы 2 со сталями группы 1 |
2 + 1 |
М03 + М01 |
|
Сочетание сталей группы 3 со сталями группы 1 или 2 |
3 + 1, 3 + 2 |
М03 + М01 |
|
Сочетание сталей группы 7, 8, 9 со сталями группы 1 |
7 + 1, 8 + 1, 9 + 1 |
М11 + М01 |
|
Стали для арматурного проката |
29 |
М07 |
|
Полиэтилен (РЕ) |
30 |
М61 |
|
Сшитый полиэтилен (РЕ-Х) |
31 |
М62 |
|
Поливинилхлорид (PVC) |
32 |
М63 |
|
Полипропилен (РР) |
33 |
М64 |
____________
1 Обозначение групп материалов свариваемых деталей по РД 03-495-02 приводится для справки и при оформлении заключений не рекомендуется.
Таблица 9.2
Основные материалы, применяемые в металлических строительных конструкциях и трубопроводах
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Прокат |
|
Ст0, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп, К260В, К270В, ОК300В, К310В, К330В, К350В, ОК360В, ОК370В, К390В, ОК400В, К490В, С235, С245, С255, 265 (Ст3сп, 09Г2С, 16ГС), С275, С285, 295 (09Г2, Ст3сп1, 09Г2С, 10Г2С1, 16ГС, 09Г2Д), 315 (12ГС, Ст3сп1, 16ГС, 10Г2С1, 09Г2С1, 17Г1С1, 14Г2), 325 (09Г2С, Ст3сп1, 14Г2, 15ГФ, 15ХСНД, 10Г2С1, 16ГС, 17ГС, 17Г1С1), С345, С345Т, С345К, 06МБФ, 345 (09Г2С, 09Г21, Ст3сп1, 10Г2С1, 10ХНДП, 15ХСНД, 15ГФ, 17ГС, 14ХГС, 17Г1С1), 355 (10Г2С1, 17Г1С, 15ГФ, 17Г1С1, 17ГС) |
|||
|
Трубы |
|||
|
20, Ст3кп, Ст3пс, Ст3сп, 09Г2С |
|||
|
Для литых частей |
|||
|
25Л, 30Л, 35Л, 20ГЛ, 20ФЛ, 35ГЛ |
|||
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
Прокат |
|
С375, С375Т, 375 (15ГФ, 10Г2Б, 14Г2АФ, 09Г2С1, 17Г1С1), С390, С390Т, С390К, 390 (10ХСНД, 15Г2СФ, 12Г2Б, 15Г2АФДпс, 14Г22, 10Г2С12, 14Г2АФ, 16Г2АФ), С440, 440 (16Г2АФ, 18Г2АФпс) |
|||
|
Трубы |
|||
|
16Г2АФ |
|||
|
3 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
Прокат |
|
С590, С590К, С590КШ |
|||
|
8 |
М11 |
Высоколегированные стали аустенитно-ферритного класса |
20Х23Н13 - прокат сортовой и листовой |
|
9 |
М11 |
Высоколегированные стали аустенитного класса |
20Х23Н18 - трубы, сортовой и листовой прокат |
|
12 |
М21 |
Чистый алюминий и алюминиево-марганцевые сплавы |
АД1 - листы, ленты |
|
АМц |
|||
|
М22 |
Нетермоупрочняемые алюминиево-магниевые сплавы |
АМг2 - листы, ленты, трубы |
|
|
М23 |
Термоупрочняемые алюминиевые сплавы |
АД31 - трубы, профили |
|
|
1915, 1925 - трубы, профили |
|||
|
1935 - профили |
|||
|
14 |
М41 |
Титан и титановые сплавы |
ВТ1-0, ОТ4, ОТ4-1 - трубы |
|
ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4 - листы |
|||
____________
1 Марки, обеспечивающие данный класс прочности при упрочняющей обработке: регламентируемая или контролируемая прокатка или ускоренное охлаждение.
2 Марки, обеспечивающие данный класс прочности при упрочняющей обработке: закалка + отпуск.
Примечания: 1. В таблице приведен прокат повышенной прочности от 265 до 440 по ГОСТ 17066-94 и ГОСТ 19281-89. В скобках указаны марки стали, обеспечивающие данный класс прочности при различной толщине проката.
2. При соответствующем технико-экономическом обосновании стали С345, С375, С440, С590, С590К, 16Г2АФ могут заказываться как стали повышенной коррозионной стойкости (с медью) - С345Д, С375Д, С440Д, С590Д, С590КД, 16Г2АФД.
Таблица 9.3
Материалы для изготовления сортового, фасонного, листового, универсального проката и гнутых профилей
|
Группы материалов |
Характеристика групп материалов |
Вид проката |
Марки материалов, класс прочности |
ГОСТ, ТУ |
||
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести |
Не более 360 МПа |
Сортовой и фасонный прокат |
Ст0, Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст6пс, Ст6сп |
535-88 |
|
С235, С245, С255, С275, С285, С345, С345К |
27772-88 |
|||||
|
265, 295, 325, 345 |
19281-89 |
|||||
|
16Д, 15ХСНД |
6713-91 |
|||||
|
2 |
М03 |
Свыше 360 до 500 МПа |
С375 |
27772-88 |
||
|
375, 390 |
19281-89 |
|||||
|
1 |
М01 |
Не более 360 МПа |
Тонколистовой (S до 3,9 мм) |
К260В, К270В, ОК300В, К310В, К330В, К350В, ОК360В, ОК370В, К390В, ОК400В, К490В |
16523-97 |
|
|
295, 315, 345, 355 |
17066-94 |
|||||
|
2 |
М03 |
Свыше 360 до 500 МПа |
390 |
17066-94 |
||
|
1 |
М01 |
Не более 360 МПа |
Листовой, широкополосный (универсальный) прокат и гнутые профили |
Ст0, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс |
14637-89 |
|
|
С235, С245, С255, С275, С285, С345, С345К |
27772-88 |
|||||
|
06МБФ |
ТУ 14-1-5399-2000 |
|||||
|
265, 295, 315, 325, 345, 355 |
19281-89 |
|||||
|
16Д, 15ХСНД |
6713-91 |
|||||
|
2 |
М03 |
Свыше 360 до 500 МПа |
С375, С390, С390К, С440 |
27772-88 |
||
|
375, 390, 440 |
19281-89 |
|||||
|
10ХСНД |
6713-91 |
|||||
|
3 |
Свыше 500 МПа |
С590, С590К |
27772-88 |
|||
Примечания: 1. Группу прочности по ГОСТ 16523-97 обозначают тремя цифрами, соответствующими нижнему пределу временного сопротивления. Прокат из стали обыкновенного качества обозначают буквами ОК, из стали качественной - К.
2. По ГОСТ 17066-94 и ГОСТ 19281-99 прокат изготавливают соответствующих классов прочности. Марки стали, обеспечивающие данный класс прочности, приведены в табл. 9.4.
1. ГОСТ 535-2005. Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.
2. ГОСТ 16523-97. Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения.
3. ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества.
4. ГОСТ 27772-88. Прокат для строительных стальных конструкций. Общие технические условия.
5. ГОСТ 17066-94. Прокат тонколистовой из стали повышенной прочности.
6. ГОСТ 19281-89. Прокат из стали повышенной прочности.
7. ГОСТ 6713-91. Прокат низколегированный конструкционный для мостостроения.
8. ТУ 14-1-5399-2000. Прокат толстолистовой с повышенной огнестойкостью для стальных строительных конструкций (06МБФ).
Таблица 9.4
Марки стали для проката и гнутых профилей, соответствующие классам прочности по ГОСТ 19281-89 и ГОСТ 17066-94
|
Характеристика групп материалов |
Класс прочности |
Марки стали, обеспечивающие данный класс прочности при различной толщине проката |
ГОСТ |
|||
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести |
Не более 360 МПа |
Сортовой, полосовой и фасонный прокат |
19281-89 |
|
|
265 |
Ст3сп, 09Г2С |
|||||
|
295 |
09Г2, Ст3сп1, 09Г2С, 10Г2С1 |
|||||
|
325 |
09Г2С, Ст3сп1, 14Г2, 15ГФ, 15ХСНД, 10Г2С1 |
|||||
|
345 |
09Г2С, 09Г21, Ст3сп1, 10Г2С1, 10ХНДП, 15ХСНД, 15ГФ |
|||||
|
2 |
М03 |
Свыше 360 до 500 МПа |
375 |
15ГФ, 10Г2Б |
||
|
390 |
10ХСНД, 15Г2СФ |
|||||
|
Листовой, широкополосный универсальный прокат и гнутые профили |
||||||
|
1 |
М01 |
Не более 360 МПа |
265 |
Ст3сп, 09Г2С, 16ГС |
||
|
295 |
09Г2, Ст3сп1, 09Г2С, 16ГС, 10Г2С1 |
|||||
|
315 |
12ГС, Ст3сп1, 16ГС, 10Г2С1, 09Г2С1, 17Г1С1 |
|||||
|
325 |
16ГС, Ст3сп1, 09Г2С, 17ГС, 10Г2С1, 15ГФ, 14Г2, 17Г1С1 |
|||||
|
345 |
09Г2С, Ст3сп1, 17ГС, 10ХНДП, 10Г2С1, 14ХГС, 15ГФ, 17Г1С, 17Г1С1, 15ХСНД |
|||||
|
355 |
10Г2С1, 17Г1С, 15ГФ, 17Г1С1 |
|||||
|
2 |
М03 |
Свыше 360 до 500 МПа |
375 |
15ГФ, 10Г2Б, 14Г2АФ, 09Г2С1, 17Г1С2 |
||
|
390 |
12Г2Б, 15Г2АФДпс, 15Г2СФ, 14Г22, 10Г2С12, 10ХСНД, 14Г2АФ, 16Г2АФ |
|||||
|
440 |
16Г2АФ, 18Г2АФпс |
|||||
|
Прокат тонколистовой (толщиной до 3,9 мм) |
17066-94 |
|||||
|
1 |
М01 |
Не более 360 МПа |
295 |
09Г2, 09Г2Д |
||
|
315 |
14Г2, 12ГС, 16ГС |
|||||
|
345 |
09Г2С, 09Г2СД, 10Г2С1, 10Г2С1Д, 15ХСНД, 10ХНДП |
|||||
|
355 |
17ГС, 15ГФ |
|||||
|
2 |
М03 |
Свыше 360 до 500 МПа |
390 |
10ХСНД |
||
____________
1 Марки, обеспечивающие данный класс прочности при упрочняющей обработке: регламентируемая или контролируемая прокатка или ускоренное охлаждение.
2 Марки, обеспечивающие данный класс прочности при упрочняющей обработке: закалка + отпуск.
Таблица 9.5
Деление металлических строительных конструкций на группы в зависимости от степени ответственности конструкций и условий их эксплуатации по СНиП II-23-81*
|
Группа стальных конструкций |
Условия работы |
Климатические районы строительства по ГОСТ 16350-80 (расчетная t, °C) |
Стали для стальных конструкций зданий и сооружений |
|
1 |
Сварные конструкции либо их элементы, работающие в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок |
|
С255, С285, С345, С375, С390, С390К, С440 |
|
2 |
Сварные конструкции либо их элементы, работающие при статической нагрузке при наличии поля растягивающих напряжений (фермы, ригели рам, балки перекрытий и покрытий, косоуры лестниц, опоры ВЛ и др.), а также балки подвесных путей из двутавров при наличии сварных монтажных соединений |
С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440, С590, С590К |
|
|
Трубы: Ст3кп, Ст3пс, 20, 16Г2АФ |
|||
|
3 |
Сварные конструкции либо их элементы, работающие при статической нагрузке преимущественно на сжатие (колонны, стойки, опорные плиты, конструкции, поддерживающие технологическое оборудование, и др.) |
С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440, С590, С590К |
|
|
Трубы: Ст3кп, Ст3пс, Ст3сп, 16Г2АФ |
|||
|
4 |
Вспомогательные конструкции зданий и сооружений (связи, элементы фахверка, лестницы, трапы, площадки, ограждения и др.) |
С235, С245, С255, С275, С285 |
|
|
Трубы: Ст3кп, Ст3пс |
Примечания: 1. Группы конструкций в климатических районах определяются проектом и проставляются в чертежах КМ. Климатические районы строительства устанавливаются в соответствии с ГОСТ 16350-80 «Климат СССР. Районирование и статистические параметры климатических факторов для технических целей».
2. Стали для конструкций, возводимых в климатических районах I1, I2, II2, II3, но эксплуатируемых в отапливаемых помещениях, следует принимать как для климатического района II4, за исключением стали С245 и С275 для конструкций группы 2.
3. Аттестация технологии выполнения сварных соединений 1-й группы стальных конструкций по СНиП II-23-81* (в зависимости от степени ответственности конструкций и условий их эксплуатации) может быть распространена на однотипные сварные соединения 2 - 4-й групп, аттестация технологии выполнения сварных соединений 2-й группы - на однотипные сварные соединения 3, 4-й групп, соединений 3-й группы соответственно на однотипные сварные соединения 4-й группы.
Таблица 9.6
Металлические строительные конструкции зданий и сооружений по СНиП II-23-81*
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
С235, С245, С255, С275, С285, 201, Ст3кп1, Ст3пс1, Ст3сп1, С345, С345Т, С345К, 09Г2С1 |
|
2 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
С375, С375Т, С390, С390Т, С390К, С440, 16Г2АФ1 |
|
3 |
М03 |
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа |
С590, С590К, С590КШ |
____________
1 Марки материалов труб.
Таблица 9.7
Назначение сталей металлических строительных конструкций по СП 53-102-2004
|
Условия применения стали1 при расчетной температуре, °C |
Группа конструкций |
|||
|
1 |
2 |
3 |
4 |
|
|
t ³ -45 °C |
С255, С285, Ст3сп5, С345-3, 09Г2С-12, 06МБФ |
С245, Ст3пс5, С2552, С2852, Ст3сп52, С345-1, 09Г2С-4, 06МБФ |
С235, Ст3кп2, С2452, Ст3пс52, С2552, С2852, Ст3сп52, С345-1, 09Г2С-4, 06МБФ |
С235, Ст3кп2, Ст3пс2 |
|
-45 °C > t ³ -55 °C |
С345-3, 09Г2С-12, 06МБФ |
С345-3, 09Г2С-12, 06МБФ |
С345-1, 09Г2С-4, 06МБФ |
С245, С255, С285, Ст3пс5, Ст3сп5 |
|
t < -55 °C |
С345-4, 09Г2С-15, 06МБФ |
С345-4, 09Г2С-15, 06МБФ |
С345-2 (3), 09Г2С-7 (12), 06МБФ |
С245, С255, С285, Ст3пс5, Ст3сп5 |
____________
1 Стали С235 ÷ С345 по ГОСТ 27772; Ст3кп2, Ст3пс5, Ст3сп5 - по ГОСТ 535 и ГОСТ 14637; 09Г2С - по ГОСТ 19281; 06МБФ по ТУ 14-1-5399.
2 Можно применять при соответствующем технико-экономическом обосновании.
Примечания: 1. Расчетная температура устанавливается согласно СНиП 23-01-99 «Строительная климатология».
2. При использовании сталей С345 и 09Г2С установлены категории требований по ударной вязкости по ГОСТ 27772 и ГОСТ 19281 соответственно в зависимости от групп конструкций и температурных условий применения.
3. У проката из стали с пределом текучести 390 £ Rуп < 490 МПа нормируемые показатели ударной вязкости проката для групп конструкций 1 - 3: KCV-40 при температурах до tрасч ³ -55 °C и KCV-60 при tрасч < -55 °C и всех расчетных температурах при Rуп ³ 490 МПа. Значения ударной вязкости не должны быть ниже 25 Дж/см2.
4. Стали для конструкций, возводимых в районах с расчетной температурой t < -45 °С, но эксплуатируемых в отапливаемых помещениях, принимают как для средней месячной температуры воздуха в январе согласно указаниям СНиП 2.01.07-85* «Нагрузки и воздействия».
Таблица 9.8
Назначение сталей металлических конструкций строительных объектов по СП 53-102-2004 (из трубного проката)
|
Условия применения стали при расчетной температуре, °C |
||||||||
|
t ³ -45 °C |
-45 °C > t ³ -55 °C |
t < -55 °C |
||||||
|
для групп конструкций |
||||||||
|
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
|
Ст3кп21 |
Ст3кп21 |
Ст3кп21 |
Ст3кп21 |
Ст3кп21 |
Ст3кп21 |
- |
- |
Ст3кп21 |
|
Ст3пс21 |
Ст3пс21 |
Ст3пс21 |
- |
Ст3пс21 |
Ст3пс21 |
- |
- |
Ст3пс21 |
|
Ст3пс6 |
Ст3псб |
Ст3пс6 |
- |
- |
Ст3пс6 |
- |
- |
Ст3пс6 |
|
- |
- |
- |
- |
Ст3пс5 |
- |
- |
- |
- |
|
- |
Ст3пс4 |
Ст3пс4 |
- |
- |
Ст3пс4 |
- |
- |
- |
|
- |
- |
- |
- |
Ст3сп4 |
- |
- |
- |
- |
|
20 |
20 |
- |
- |
- |
- |
- |
- |
- |
|
09Г2С |
09Г2С |
- |
09Г2С |
09Г2С |
- |
- |
- |
- |
____________
1 Кроме опор ВЛ, ОРУ и КС.
1. Допускаемые толщины труб, мм:
ГОСТ 10705 (группа В, табл. 1)
до 4 - Ст3кп2 (до 10 мм для групп конструкций 3 и 4 при t ³ -45 °C);
до 5,5 - Ст3пс2;
6 - 10 - Ст3пс6 и Ст3сп6;
ГОСТ 10706 (группа В с дополнительными требованиями по п. 5.1.4)
5 - 15 - Ст3пс 4 и Ст3сп4.
2. Стали марок 20 и 09Г2С по ГОСТ 8731. Бесшовные горячедеформированные трубы из указанных марок стали допускается применять для элементов специальных опор больших переходов ВЛ высотой более 60 м (группа конструкций 1).
Примечание. Бесшовные горячедеформированные трубы из стали марки 20 по ГОСТ 8731 при расчетной температуре t ³ -45 °C с дополнительными требованиями по ударной вязкости при температуре -20 °C - не менее 30 Дж/см2; из стали марки 09Г2С по ГОСТ 8731 при расчетной температуре -45 °C > t ³ -55 °C с дополнительными требованиями по ударной вязкости: при температуре -40 °C - не менее 40 Дж/см2 при толщине стенки до 9 мм и 35 Дж/см2 при толщине стенки 10 мм и более.
Таблица 9.9
Материалы, применяемые для изготовления металлических конструкций оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств по ОСТ 26.260.758-2003
|
Условия работы |
Вид проката |
Расчетная температура, °С, в районе строительства |
|||
|
³ -30 °С |
-30 °С > t ³ -40 °С |
-40 °С > t ³ -50 °С |
-50 °С > t ³ -60 °С |
||
|
Основные несущие элементы конструкций при tэкспл £ 200 °С (каркас печи, стойки, обечайки, рамы и др.) |
Листовой |
Ст3пс41 |
- |
- |
|
|
Ст3пс2, Ст3пс4, Ст3сп3, Ст3Гпс3 |
Ст3пс4, Ст3сп4, Ст3Гпс4 |
Категория 5 09Г2С, 10Г2С1 |
Категория 6 09Г2С, 10Г2С1 |
||
|
Категория 4 14Г2, 09Г2, 16ГС |
|||||
|
Фасонный |
Ст3пс2, Ст3пс4, Ст3сп3 |
Ст3пс4, Ст3сп4, 09Г2-4 |
Категория 5 09Г2, 09Г2С, 10Г2С1 |
Категория 6 09Г2, 09Г2С, 10Г2С1 |
|
|
Сортовой |
Ст3пс, Ст3сп4 |
10Г22, 09Г2С2, 10Г2С12 |
|||
|
Трубы |
20 |
10Г22 |
|||
|
Основные несущие элементы конструкций при tэкспл > 200 °С3 |
Листовой |
Ст3пс2, Ст3пс5, Ст3сп3, Ст3Гпс5 |
Ст3пс5, Ст3сп5, Ст3Гпс5 |
Категория 13 09Г2С, 10Г2С1 |
Категория 14 09Г2С, 10Г2С1 |
|
Категория 12 14Г2, 09Г2, 16ГС |
|||||
|
Фасонный |
Ст3пс2, Ст3пс3, Ст3пс5, Ст3Гпс5 |
Ст3пс5, Ст3сп5, 09Г2-12 |
Категория 13 09Г2, 09Г2С, 10Г2С1 |
Категория 14 09Г2, 09Г2С, 10Г2С1 |
|
|
Сортовой |
Ст3пс5, Ст3сп5 |
10Г22, 09Г2С2, 10Г2С12 |
|||
|
Трубы |
20 |
10Г22 |
|||
____________
1 Несущие элементы конструкций, испытывающие воздействие сжимающих усилий; слабонапряженные элементы, испытывающие воздействие растягивающих и (или) изгибающих напряжений до 40 % расчетных.
2 При толщине < 4 мм.
3 С проверкой ударной вязкости при отрицательной температуре KCU > 30 Дж/см2 (3,0 кгс · м/см2) при диаметре сортового проката и толщине трубы > 12 мм.
4 При толщине 4 - 5 мм.
Таблица 9.10
Материалы для изготовления проката, профилей и труб для строительных конструкций из алюминия и алюминиевых сплавов
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
Марка и состояние алюминия |
Обозначение состояния |
ГОСТ, ТУ |
|
|
12 |
М21 |
Чистый алюминий и алюминиево-марганцевые сплавы |
АД1, АМц |
АД1М, АМцМ |
М - отожженный (мягкий) Н2 - полунагартованный Т - закаленный и естественно состаренный Т1 - закаленный и искусственно состаренный Т4 - не полностью закаленный и естественно состаренный Т5 не полностью закаленный и искусственно состаренный |
|
|
12 |
М22 |
Нетермоупрочняемые алюминиево-магниевые сплавы |
АМг2 |
АМг2М |
||
|
АМг2Н2 |
||||||
|
12 |
М23 |
Термоупрочняемые алюминиевые сплавы: системы алюминий - магний - кремний |
АД31 |
АД31Т |
||
|
АД31Т1, АД31Т4, АД31Т5 |
||||||
|
системы алюминий - цинк - магний |
1915, 1925, 1935 |
1915, 1915Т, 1925 |
||||
|
1935Т |
ТУ 1-9346-77 |
|||||
Таблица 9.11
Алюминиевые полуфабрикаты, применяемые для несущих сварных строительных конструкций
(фермы, колонны, прогоны покрытий, пространственные решетчатые покрытия, покрытия больших пролетов, сборно-разборные конструкции каркасов зданий, блоки покрытия и др.)
|
Марка и состояние алюминия |
Полуфабрикаты |
|||
|
Листы |
Ленты |
Профили |
Трубы |
|
|
АМг2М |
- |
|||
|
АМг2Н2 |
- |
- |
||
|
АД31Т |
- |
- |
- |
|
|
АД31Т1 |
- |
- |
- |
|
|
АД31Т4 |
- |
- |
- |
|
|
1935Т |
- |
- |
ТУ 1-9-346-77 |
- |
|
1915 |
- |
- |
||
|
1915Т |
- |
- |
||
Таблица 9.12
Классификация арматурного проката и сортамент изготавливаемой арматуры. Прокат для закладных деталей
|
Класс арматурного проката (арматурной стали) |
Обозначение по ранее действовавшей НТД |
Номинальный диаметр, мм |
Марка стали |
ГОСТ или НД |
|
|
Стержневой арматурный прокат |
|||||
|
29 |
А240 |
A-I |
6 - 40 |
Ст3кп, Ст3пс, Ст3сп |
|
|
(М07) |
А300 |
А-II |
10 - 40 |
Ст5сп, Ст5пс, 18Г2С |
|
|
40 - 80 |
|||||
|
Ас300 |
Ас-II |
10 - 32 |
10ГТ |
||
|
(36 - 40) |
|||||
|
А400 |
А-III |
6 - 40 |
35ГС, 25Г2С, 32Г2Рпс |
||
|
6 - 22 |
|||||
|
А600 |
A-IV |
10 - 18 (6 - 8) |
80С, 20ХГ2Ц |
||
|
10 - 32 (36 - 40) |
|||||
|
А800 |
A-V |
(6 - 8) 10 - 32 |
23Х2Г2Т |
||
|
(36 - 40) |
|||||
|
А1000 |
A-VI |
10 - 22 |
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
||
|
Ат400С |
- |
6 - 40 |
Ст3сп, Ст3пс |
||
|
Ат500С |
Ат-IIIС |
Ст5сп, Ст5пс |
|||
|
Ат600 |
At-IV |
10 - 40 |
20ГС |
||
|
Ат600С |
At-IVC |
25Г2С, 35ГС, 28С, 27ГС |
|||
|
Ат600К |
At-IVK |
10ГС2, 08Г2С, 25С2Р |
|||
|
Ат800 |
At-V |
10 - 32 |
20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С |
||
|
18 - 32 |
35ГС, 25С2Р, 20ГС2 |
||||
|
Ат800К |
At-VK |
35ГС, 25С2Р |
|||
|
Ат1000 |
At-VI |
10 - 32 |
20ГС, 20ГС2, 25С2Р |
||
|
Ат1000К |
At-VIK |
20ХГС2 |
|||
|
Ат1200 |
At-VII |
30ХС2 |
|||
|
А400С |
6 - 40 |
- |
СТО АСЧМ 7-93 (с изм. № 1 от 20.04.07 г.) |
||
|
А500С |
- |
||||
|
А600С |
|||||
|
А400С |
- |
6 - 60 |
- |
ТУ 14-1-5254-20061 |
|
|
А500С |
- |
6 - 60 |
|||
|
Ав400С |
- |
16 - 40 |
|||
|
Ав500С |
- |
16 - 40 |
|||
|
А500С |
- |
6 - 40 |
- |
||
|
А500СП |
- |
10 - 28 |
- |
||
|
А400С |
- |
10 - 40 |
- |
ТСН 102-00*2 |
|
|
А500С |
10 - 40 |
||||
|
А500С |
3 - 12 |
||||
|
____________ 1 А500С, А400С - прокат серповидного периодического профиля, Ав500С, Ав400С - прокат винтового профиля. 2 Арматурный прокат классов А400С и А500С диаметрами 10 - 40 мм - горячекатаный и термомеханически упрочненный в потоке прокатки; класса А500С диаметрами 3 - 12 мм - механически упрочненный в холодном состоянии (холоднодеформированный). |
|||||
|
6 (М04) |
12X13, 20X13 |
||||
|
9 (М11) |
45Х14Н14В2М |
||||
|
Проволочный арматурный прокат |
|||||
|
29 (М07) |
Bp1 |
Вр-I |
3 - 5 |
Низкоуглеродистая |
|
|
В500С |
- |
4 - 12 |
- |
||
|
В |
В-II |
3 - 8 |
Высокопрочная |
||
|
Вр |
Вр-II |
||||
|
К7-1500 К7-1500-С |
К-7 |
6 - 15 |
Арматурные канаты |
||
|
К19 |
14 |
Арматурные канаты |
ТУ 14-4-22-71 |
||
|
Прокат для закладных деталей |
|||||
|
1 (М01) |
18сп, 18пс, 18кп, 17Гпс, Ст3сп, Ст3пс, Ст3кп, Ст3Гпс, С235, С245, С255, 09Г2, 09Г2С, 10Г2С1 |
||||
|
4 (М02) |
30ХМ |
||||
|
6 (М04) |
12X13, 20X13 |
||||
|
7 (М04) |
08Х17Т |
||||
|
9 (МП) |
20Х23Н18, 12Х18Н9Т, 45Х14Н14В2М |
||||
Примечания: 1. Допускается изготовление арматурной стали класса А800 (A-V) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. Размеры, указанные в скобках, изготавливают по согласованию изготовителя с потребителем.
3. В одну группу однотипных сварных соединений стержней арматуры и стержней арматуры с закладными деталями железобетонных конструкций могут быть объединены производственные сварные соединения, выполненные из одного класса арматурного проката (арматурной стали):
|
Класс арматурного проката (арматурной стали) |
Индекс однотипности по классу арматурного проката (арматурной стали) |
|
А240 (A-I) |
1 |
|
А300 (А-II); Ас300 (Ас-II) |
2 |
|
А400 (А-III), Ат400С, А400С, Ав400С |
3 |
|
Ат500С (Ат-IIIС), А500С, Ав500С |
4 |
|
А600 (А-IV), Ат600С (Ат-IVC), А600С |
5 |
|
А800 (A-V), Ат800 (At-V) |
6 |
|
А1000 (A-VI), Ат1000 (At-VI) |
7 |
|
Bp1, B500C |
8 |
Таблица 9.13
Классификация свариваемого арматурного проката
|
Способ производства арматурного проката (тип стали) |
Нормативный документ |
Класс арматурного проката (арматурной стали) |
Марка арматурной стали |
|
Горячекатаный (углеродистые и низколегированные) |
А240 (A-I) |
Ст3кп, Ст3пс, Ст3сп |
|
|
А300 (А-II) |
Ст5сп, Ст5пс, 18Г2С |
||
|
Ас300 (Ас-II) |
10ГТ |
||
|
А400 (А-III) |
35ГС, 25Г2С, 32Г2Рпс |
||
|
А600 (А-IV) |
20ХГ2Ц |
||
|
А800 (A-V) |
23Х2Г2Т |
||
|
А1000 (А-VI) |
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
||
|
Термомеханически упрочненный (углеродистые и низколегированные) |
Ат400С (-) |
Ст3пс, Ст3сп |
|
|
Ат500С (Ат-IIIС) |
Ст5сп, Ст5пс |
||
|
Ат600С (At-IVC) |
25Г2С, 35ГС, 28С, 27ГС |
||
|
Ат800 (At-V) |
20ГС, 20ГС2 |
||
|
Ат1000 (At-VI) |
20ГС, 20ГС2 |
||
|
Горячекатаный без последующей обработки или термомеханически упрочненный в потоке прокатки |
А500С |
- |
|
|
Механически упрочненный в холодном состоянии (холоднодеформированный) |
В500С |
- |
|
|
Горячекатаный без последующей обработки, термомеханически упрочненный в потоке прокатки, холоднодеформированный |
СТО АСЧМ7-93 (с изм. № 1 от 20.04.07 г.) |
А400С, А500С, А600С |
- |
|
Термомеханически упрочненный в потоке прокатки |
ТУ 14-1-5264-2006 |
А400С |
- |
|
А500С |
|||
|
Ав400С |
|||
|
Ав500С |
|||
|
Термомеханически упрочненный |
А500СП |
- |
|
|
Холоднотянутый (низкоуглеродистая) |
Bp1 (Вр-1) |
- |
Примечание. Обозначение классов арматурных сталей по ранее действующим нормативным документам приведено в скобках.
Таблица 9.14
Требования к химическому составу свариваемого арматурного проката
|
Класс проката |
Марки стали |
Массовая доля элементов, % |
Углеродный эквивалент |
Номинальный диаметр стержня, мм |
Нормативный документ |
||||||||||
|
Углерод |
Марганец |
Кремний |
Хром |
Титан |
Азот |
Алюминий |
Никель |
Сера |
Фосфор |
Медь |
|||||
|
Не более |
Не более |
||||||||||||||
|
А240 (A-I) |
Ст3кп |
0,14 - 0,22 |
0,30 - 0,60 |
£ 0,05 |
£ 0,30 |
0,010 |
0,30 |
0,05 |
0,04 |
0,30 |
6 - 40 |
||||
|
Ст3пс |
0,40 - 0,65 |
0,05 - 0,15 |
|||||||||||||
|
Ст3сп |
0,15 - 0,30 |
||||||||||||||
|
А300 (А-II) |
Ст5пс |
0,28 - 0,37 |
0,50 - 0,80 |
0,05 - 0,15 |
£ 0,30 |
0,010 |
0,30 |
0,05 |
0,04 |
0,30 |
10 - 40 |
||||
|
Ст5сп |
0,15 - 0,30 |
||||||||||||||
|
Ас300 (Ас-II) |
10ГТ |
£ 0,13 |
1,00 - 1,40 |
0,45 - 0,65 |
£ 0,30 |
0,015 - 0,035 |
0,008 |
0,02 - 0,05 |
- |
0,040 |
0,030 |
0,30 |
10 - 32 (36 - 40) |
||
|
А300 (А-II) |
18Г2С |
0,14 - 0,23 |
1,20 - 1,60 |
0,60 - 0,90 |
£ 0,30 |
- |
- |
0,30 |
0,045 |
0,040 |
0,30 |
40 - 80 |
|||
|
А400 (А-III) |
32Г2Рпс |
0,28 - 0,37 |
1,30 - 1,75 |
£ 0,17 |
£ 0,30 |
- |
0,001 - 0,015 |
0,30 |
0,050 |
0,045 |
0,30 |
£ 0,62 |
6 - 22 |
||
|
35ГС |
0,30 - 0,37 |
0,80 - 1,20 |
0,60 - 0,90 |
- |
- |
0,045 |
0,040 |
6 - 40 |
|||||||
|
25Г2С |
0,20 - 0,29 |
1,20 - 1,60 |
0,60 - 0,90 |
- |
- |
0,045 |
0,040 |
||||||||
|
А600 (A-IV) |
20ХГ2Ц1 |
0,19 - 0,26 |
1,50 -1,90 |
0,40 - 0,70 |
0,90 - 1,20 |
- |
- |
0,30 |
0,045 |
0,045 |
0,30 |
10 - 32 (36 - 40) |
|||
|
А800 (A-V) |
23Х2Г2Т |
0,19 - 0,26 |
1,40 - 1,70 |
0,40 - 0,70 |
1,35 - 1,70 |
0,02 - 0,08 |
0,015 - 0,050 |
0,30 |
0,045 |
0,045 |
0,30 |
(6 - 8), 10 - 32 (36 - 40) |
|||
|
А1000 (A-VI) |
22Х2Г2АЮ |
0,19 - 0,26 |
1,40 - 1,70 |
0,40 - 0,70 |
1,50 - 2,10 |
0,005 - 0,030 |
0,015 - 0,030 |
0,02 - 0,07 |
0,30 |
0,040 |
0,040 |
0,30 |
10 - 22 |
||
|
22Х2Г2Р |
0,19 - 0,26 |
1,50 - 1,90 |
0,40 - 0,70 |
1,50 - 1,90 |
0,02 - 0,08 |
0,015 - 0,050 |
|||||||||
|
20Х2Г2СР |
0,16 - 0,26 |
1,40 - 1,80 |
0,75 - 1,55 |
1,40 - 1,80 |
0,02 - 0,08 |
0,015 - 0,050 |
|||||||||
|
Ат400 С (-) |
Ст3сп |
< 0,24 |
0,5 - 1,5 |
£ 0,65 |
0,045 |
0,045 |
³ 0,32 |
6 - 40 |
|||||||
|
Ст3пс |
|||||||||||||||
|
Ат500С (Ат-IIIС) |
Ст5сп |
£ 0,32 |
0,5 - 1,5 |
£ 0,65 |
0,045 |
0,045 |
³ 0,40 |
6 - 40 |
|||||||
|
Ст5пс |
|||||||||||||||
|
Ат600С (At-IVC) |
25Г2С |
0,20 - 0,29 |
1,20 - 1,60 |
0,60 - 0,90 |
£ 0,30 |
- |
- |
0,30 |
0,045 |
0,040 |
0,30 |
³ 0,44 |
10 - 40 |
||
|
35ГС |
0,28 - 0,33 |
0,90 - 1,20 |
0,60 - 0,90 |
£ 0,30 |
0,30 |
0,045 |
0,040 |
0,30 |
|||||||
|
28С |
0,25 - 0,32 |
0,60 - 0,90 |
0,90 - 1,20 |
- |
- |
0,045 |
0,040 |
0,30 |
|||||||
|
27ГС |
0,24 - 0,30 |
0,90 - 1,30 |
1,00 - 1,50 |
£ 0,30 |
0,30 |
0,045 |
0,045 |
0,30 |
|||||||
|
____________ 1 Цирконий - 0,05 - 0,14 %. |
|||||||||||||||
|
А500С |
£ 0,22 (0,24) |
£ 1,60 (1,70) |
£ 0,90 (0,95) |
0,012 (0,013) |
0,050 (0,055) |
0,050 (0,055) |
0,50 (0,55) |
£ 0,50 (0,52) |
6 - 40 |
||||||
|
В500С |
4 - 12 |
||||||||||||||
|
А500С |
£ 0,22 (0,24) |
£ 1,60 (1,70) |
£ 0,90 (0,95) |
0,012 (0,013) |
0,050 (0,055) |
0,050 (0,055) |
0,50 (0,55) |
£ 0,50 (0,52) |
6 - 60 |
ТУ 14-1-5254-2006 |
|||||
|
А400С |
|||||||||||||||
|
Ав400С |
16 - 40 |
||||||||||||||
|
Ав500С |
|||||||||||||||
|
А400С |
£ 0,22 (0,24) |
£ 1,60 (1,70) |
£ 0,90 (0,95) |
0,012 (0,013) |
0,050 (0,055) |
0,050 (0,055) |
£ 0,50 (0,52) |
6 - 40 |
СТО АСЧМ 7 - 93 |
||||||
|
А500С |
|||||||||||||||
|
А600С |
£ 0,28 (0,30) |
£ 1,60 (1,70) |
£ 1,00 (1,10) |
0,010 (0,012) |
0,045 (0,050) |
0,045 (0,050) |
£ 0,65 (0,67) |
||||||||
|
А500СП |
£ 0,22 (0,24) |
£ 1,60 (1,70) |
£ 0,90 (0,95) |
0,012 (0,013) |
0,050 (0,055) |
0,050 (0,055) |
£ 0,50 (0,52) |
10 - 28 |
|||||||
Примечания: 1. В скобках приведена массовая доля элементов в готовом прокате.
2. Диаметры стержней, указанные в скобках, изготавливают по согласованию изготовителя с потребителем.
3. Для стали, содержащей нитридообразующие элементы, массовую долю азота не ограничивают.
4. Углеродный эквивалент для свариваемого арматурного проката, в %:
![]() (ГОСТ
5781-82);
(ГОСТ
5781-82); ![]() (ГОСТ
10884-94);
(ГОСТ
10884-94);
![]() (ГОСТ
Р 52544-2006, СТО АСЧМ 7-93, СТО
36554501-005-2006), где C, Mn, Cr, V, Мо, Cu, Ni - фактическая массовая доля этих элементов в стали,
%.
(ГОСТ
Р 52544-2006, СТО АСЧМ 7-93, СТО
36554501-005-2006), где C, Mn, Cr, V, Мо, Cu, Ni - фактическая массовая доля этих элементов в стали,
%.
По ГОСТ Р 52544 значения Cэкв термомеханически упрочненного проката номинальным диаметром dн, мм, должны быть не менее, %: до 10 вкл. - 0,26 (0,28); от 12 до 18 вкл. - 0,30 (0,32); от 20 до 28 вкл. - 0,35 (0,37); от 32 до 40 вкл. - 0,40 (0,42). В скобках приведены значения Сэкв для готового проката.
5. Для проката диаметром более 32 мм классов А400С и А500С допускается увеличение в стали массовой доли углерода до 0,26 (0,27) % и углеродного эквивалента C до 0,53 (0,57) %, по СТО АСЧМ 7-93 - Сэкв до 0,55 (0,57) %.
Таблица 9.15
Требования к механическим свойствам свариваемого арматурного проката
|
Класс проката |
Предел текучести, s0,2 (sт), Н/мм2 |
Временное сопротивление разрыву, sв, Н/мм2 |
Относительное удлинение, δ5,% |
Относительное равномерное удлинение, δр,% |
Испытание на изгиб в холодном состоянии (c - диаметр оправки, мм; dн - диаметр стержня, мм) |
Отношение, sв/sт (s0,2), не менее |
Нормативный документ |
|
не менее |
|||||||
|
А240 (A-I) |
235 |
373 |
25 |
- |
180°; c = dн1 |
||
|
А300 (А-II) |
295 |
490 |
19 |
- |
180°; c = 3dн1 |
||
|
Ас300 (Ас-II) |
295 |
441 |
25 |
- |
180°; c = dн |
||
|
А400 (А-III) |
390 |
590 |
14 |
- |
90°; с = 3dн |
||
|
А600 (A-IV) |
590 |
883 |
6 |
2 |
45°; с = 5dн |
||
|
А800 (A-V) |
785 |
1030 |
7 |
2 |
45°; с = 5dн |
||
|
А1000 (A-VI) |
980 |
1230 |
6 |
2 |
45°; с = 5dн |
||
|
Ат400С (-) |
440 |
5502 |
16 |
- |
90°; с = 3dн |
||
|
Ат500С (Ат-IIIС) |
500 |
6002 |
14 |
- |
|||
|
Ат600С (At-IVC) |
600 |
8002,3 |
12 |
4 |
45°; с = 5dн |
||
|
А500С |
500 |
600 |
14 |
- |
180°; с = 3dн |
1,08 |
|
|
В500С |
500 |
550 |
- |
24 |
1,055 |
||
|
А400С |
400 |
500 |
16 |
2 |
³ 160°; с = 3dн |
1,1 |
ТУ 14-1-5254-2006 |
|
А500С |
500 |
600 |
14 |
||||
|
Ав400С |
400 |
500 |
16 |
||||
|
Ав500С |
500 |
600 |
14 |
||||
|
А400С |
400 |
500 (480)6 |
16 |
24 |
160 - 180°7 |
1,05 |
СТО АСЧМ 7-93 |
|
А500С |
500 |
600 (550)6 |
14 |
||||
|
А600С |
600 |
740 (660)6 |
12 |
90°7 |
|||
|
А500СП |
500 |
600 |
14 |
160 - 180°; с = 3dн |
- |
СТО 3655-4501-005-2006 |
|
____________
1 Для арматурной стали диаметром свыше 20 мм класса А240 (A-I) - с = 2dн, класса А300 (А-II) - с = 4dн.
2 Для арматурной стали классов Ат400С, Ат500С и Ат600С в стержнях временное сопротивление разрыву не должно превышать значений, приведенных в таблице, более чем на 200 Н/мм2.
3 Для арматурной стали класса Ат600С допускается снижение временного сопротивления разрыву на 50 Н/мм2 ниже норм, установленных таблицей, при увеличении относительного удлинения δ5 на 2 % (абс.) и равномерного удлинения δр на 1 % (абс.).
4 Определяется полное относительное удлинение δmax при максимальной нагрузке Рmax, которое должно быть не менее 2,5 %. Допускается определять δр.
5 Для арматурного проката класса В500С диаметром 5,5 мм и менее допускается снижение sв/s0,2 до 1,03.
6 В скобках приведено временное сопротивление для проката, механически упрочненного в холодном состоянии.
7 Диаметр оправки для испытания на однократный изгиб в холодном состоянии в соответствии с табл. 5 СТО АСЧМ 7-93.
Примечание. Испытание арматурного проката на холодный изгиб и изгиб до угла не менее 90° с последующим разгибом на угол не менее 20° проводится в соответствии с требованиями СТО АСЧМ 7-93. По ГОСТ Р 52544-2006, ТУ 14-1-5254-2006, ГОСТ 10884-94 (для Ат400С, Ат500С и Ат600С) проводится либо испытание на холодный изгиб, либо изгиб с последующим разгибом.
В таблице приведены диаметры оправки для испытаний арматурного проката на изгиб с последующим разгибом (dн до 40 мм по ГОСТ 10884, СТО АСЧМ 7-93 и до 60 мм по ТУ 14-1-5254).
|
Номинальный диаметр арматурного проката dн, мм |
Диаметр оправки при изгибе, мм |
|
До 12 включительно |
5dн |
|
Свыше 12 до 16 включительно |
6dн |
|
Свыше 16 до 25 включительно |
8dн |
|
Свыше 25 до 50 включительно |
10dн |
Таблица 9.16
Прокат арматурный для армирования бетона согласно ISO 6935-2007
|
Класс проката |
|||||
|
ISO 6935-1 (гладкий) |
ISO 6935-2 (периодического профиля) |
||||
|
свариваемый |
несвариваемый |
свариваемый |
несвариваемый |
||
|
S, Р, % не более |
S, P,% не более |
||||
|
В240А-Р |
0,060 |
B300DWR |
B300A-R |
0,060 |
|
|
В240В-Р |
B350DWR |
B300B-R |
|||
|
В240С-Р |
B300C-R |
||||
|
B240D-P |
0,050 |
B300D-R |
0,050 |
||
|
В300А-Р |
0,060 |
B400AWR |
B400A-R |
0,060 |
|
|
В300В-Р |
B400BWR |
B400B-R |
|||
|
В300С-Р |
B400CWR |
B400C-R |
|||
|
B300D-P |
0,050 |
B400DWR |
|||
|
B420DWP |
B420D-P |
1 |
B420DWR |
||
|
B500AWR |
B500A-R |
0,060 |
|||
|
B500BWR |
B500B-R |
||||
|
B500CWR |
B500C-R |
||||
|
B500DWR |
|||||
___________
1 Для проката B420D-P содержание элементов, %: С £ 0,30; Si £ 0,55; Mn £ 1,50; S и Р £ 0,040; N £ 0,012; CEV £ 0,56.
Примечания: 1. Условные обозначения арматурного проката: первая «В» - означает сталь (прокат) для железобетонной арматуры, следующие 3 цифры представляют значения предела текучести, 5-й символ означает класс пластичности, 6-й символ имеет отношение к сварке: знак «-» означает не предназначен для сварки и «W» - для сварки. Последняя «R» означает ребристый стержень (прокат периодического профиля), «Р» - гладкий стержень.
2. Химический состав свариваемого арматурного проката - см. табл. 9.17.
Таблица 9.17
Требования к химическому составу свариваемого арматурного проката согласно ISO 6935-2007
|
Класс проката |
С1 |
Si |
Mn |
Р |
S |
N2 |
CEV1, 3 |
Стандарт |
|
B400AWR4 B400BWR B400CWR B500AWR B500BWR B500CWR |
0,22 |
0,60 |
1,60 |
0,050 |
0,050 |
0,012 |
0,50 |
ISO 6935-2 |
|
B300DWR |
0,27 |
0,55 |
1,50 |
0,040 |
0,040 |
0,012 |
0,49 |
|
|
B350DWR |
0,27 |
0,55 |
1,60 |
0,040 |
0,040 |
0,012 |
0,51 |
|
|
B400DWR |
0,29 |
0,55 |
1,80 |
0,040 |
0,040 |
0,012 |
0,56 |
|
|
B420DWP |
0,30 |
0,55 |
1,50 |
0,040 |
0,040 |
0,012 |
0,56 |
ISO 6935-1 |
|
B420DWR4 |
0,30 |
0,55 |
1,50 |
0,040 |
0,040 |
0,012 |
0,56 |
ISO 6935-2 |
|
B500DWR |
0,32 |
0,55 |
1,80 |
0,040 |
0,040 |
0,012 |
0,61 |
|
____________
1 Для B400AWR, B400BWR, B400CWR, B500AWR, B500BWR и B500CWR с диаметрами более 32 мм максимальное содержание углерода С - 0,25 % и максимальный углеродный эквивалент (CEV) - 0,55 %.
2 Более высокое содержание азота может быть использовано, если присутствует достаточное количество элементов, связующих азот.
3 Другие формулы углеродного эквивалента (CEV) и значения могут быть использованы при согласовании производителя с потребителем.
4 Другие элементы, такие, как Cu, Ni, Cr, Mo, V, Nb, Ti и Zr, могут быть добавлены при согласовании производителя с потребителем.
Углеродный эквивалент определяется по формуле
![]()
Таблица 9.18
Требования к механическим свойствам свариваемого арматурного проката
|
Класс пластичности |
Класс проката |
Предел текучести Reн, Н/мм2 |
Пластические свойства |
Стандарт |
|||
|
Rm/Reн |
Значения удлинения, %1 |
||||||
|
min |
max |
min |
A5, min |
Agt, min |
|||
|
А |
B400AWR |
400 |
- |
1,02 |
14 |
2 |
ISO 6935-2 |
|
B500AWR |
500 |
- |
|||||
|
В |
B400BWR |
400 |
- |
1,08 |
14 |
5 |
|
|
B500BWR |
500 |
- |
|||||
|
С |
B400CWR |
400 |
- |
1,15 |
14 |
7 |
|
|
B500CWR |
500 |
- |
|||||
|
D |
B300DWR |
300 |
1,3Reн (min) |
1,25 |
172 |
8 |
|
|
B350DWR |
350 |
||||||
|
B400DWR |
400 |
||||||
|
B420DWP |
420 |
540 |
16 |
ISO 6935-1 |
|||
|
B420DWR |
420 |
1,3Reн (min) |
162 |
ISO 6935-2 |
|||
|
B500DWR |
500 |
132 |
|||||
____________
1 Тип удлинения должен быть выбран между А5 и Agt по соглашению производителя с потребителем.
2 В случае стержней с диаметрами 32 мм и более в классе пластичности D минимальные значения для А могут быть уменьшены на 2 % на каждые 3 мм увеличения диаметра, однако максимальное уменьшение этой характеристики ограничено 4 %.
Примечание. Rm - временное сопротивление, Н/мм2; А5 - относительное удлинение, %; Agt - полное относительное удлинение при максимальной нагрузке, %.
Таблица 9.19
Диаметры оправки для испытаний арматурного проката на изгиб по ISO 6935-1:2007
|
Номинальный диаметр арматурного проката dн, мм |
Максимальный диаметр оправки при испытаниях на изгиб, мм1 |
|
|
Изгиб в холодном состоянии на угол 160 - 180° |
Изгиб до угла ³ 90° с последующим разгибом на угол ³ 20° |
|
|
£ 16 |
3d |
5d |
|
16 < d £ 25 |
- |
8d |
|
16 < d £ 32 |
6d |
- |
|
25 < d £ 50 |
- |
10d |
|
32 < d £ 50 |
7d |
- |
___________
1 Для арматурного проката номинальным диаметром более 50 мм диаметр оправки должен быть согласован изготовителем с потребителем.
Примечание. Для гладкой арматуры по ISO 6935-1:2007 испытание на изгиб в холодном состоянии проводится на угол 160 - 180° и максимальные диаметры оправки составляют, мм:
при dн £ 16 мм - 3d;
16 < dн £ 22 мм - 6d;
при dн > 22 мм - диаметр оправки должен быть согласован изготовителем с потребителем.
Таблица 9.20
Прокат для закладных деталей и соединительных накладок конструкций по СНиП 2.03.01-84*
|
Условия работы закладных деталей |
Прокат для закладных деталей для работы при расчетной температуре, °C |
ГОСТ |
Толщина проката, мм |
|
|
до -30 включительно |
ниже -30 до -40 включительно |
|||
|
При статических нагрузках |
Ст3кп2-1 |
Ст3пс5-1 |
535-88 |
4 - 30 |
|
С235 |
С245 |
27772-88 |
||
|
При динамических и многократно повторяющихся нагрузках |
Ст3пс5-1 |
Ст3пс5-1 |
535-88 |
4 - 10 |
|
Ст3сп5-1 |
Ст3сп5-1 |
11 - 30 |
||
|
С245, С255 |
С245, С255 |
27772-88 |
||
|
Конструктивные (не рассчитываемые на силовые воздействия) |
Ст3кп2-1 |
Ст3кп2-1 |
535-88 |
4 - 30 |
|
С235 |
С235 |
27772-88 |
||
Примечания: 1. Для конструкций при Tрасч ниже -40 °C и применении проката из низколегированной стали (по ГОСТ 19281-89) выбор проката для закладных изделий и сварочных материалов производят по СНиП П-23-81*.
2. Листовой или фасонный прокат из стали марок 14Г2АФ, 16Г2АФ и 18Г2АФпс, а также листовой, сортовой и фасонный прокат из термоупрочненной стали в закладных изделиях и соединительных деталях применять не рекомендуется.
Таблица 9.21
Материалы, применяемые для армирования железобетонных конструкций, работающих при воздействии повышенной и высокой температур по СНиП 2.03.04-84
|
Вид и класс арматуры, марки стали и проката |
Предельно допустимая температура применения арматуры и проката, установленных в железобетонных конструкциях, °C |
ГОСТ |
|
|
по расчету |
по конструктивным соображениям |
||
|
Стержневая арматура классов: |
400 |
450 |
5781-82 |
|
А240 (A-I) и А300 (А-II) |
|||
|
А400 (А-III), (А-IIIв), А600 (А-IV), |
450 |
500 |
|
|
А800 (A-V), A1000 (A-VI) |
|||
|
(Ат-III), Ат600 (Ат-IV), Ат800 (Ат-V), |
10884-94 |
||
|
Ат1000 (Ат-VI) |
|||
|
ненапрягаемая |
450 |
- |
- |
|
напрягаемая |
250 |
||
|
Проволочная арматура классов: |
|||
|
Bp1 (Вр-1) |
400 |
450 |
6727-80 |
|
В, Вр (В-II, Вр-II) |
150 |
- |
7348-81 |
|
(K-7) |
13840-68 |
||
|
(K-19) |
ТУ 14-4-22-71 |
||
|
Прокат из стали марок: Ст3кп2, Ст3Гпс5, Ст3сп5 и Ст3пс6 |
400 |
450 |
|
|
Стержневая арматура и прокат из стали марок1: |
500 |
700 |
4543-71 |
|
30ХМ |
|||
|
12X13 и 20X13 |
5632-72, 5949-75 |
||
|
20Х23Н18 |
550 |
1000 |
|
|
12Х18Н9Т, 45Х14Н14В2М и 08Х17Т |
600 |
800 |
|
____________
1 Для железобетонных конструкций из жаростойкого бетона при нагреве арматуры выше 400 °C.
Примечания: 1. При циклическом нагреве предельно допустимая температура применения напрягаемой арматуры должна приниматься на 50 °C ниже указанной в таблице.
2. При многократно повторяющейся нагрузке предельно допустимая температура применения напрягаемой арматуры не должна превышать 100 °C и ненапрягаемой - 200 °C.
3. В рабочих чертежах конструкций или в пояснительной записке к проекту должны быть указаны наибольшая температура нагрева конструкций при эксплуатации, принятая в расчете, и виды (классы) арматуры и марка жаростойкой стали.
Таблица 9.22
Области применения различных классов арматурного проката по ГОСТ 5781, ГОСТ 10884, ГОСТ Р 52544, СТО АСЧМ 7-93, ТУ 14-1-5264, ТСН 102-00*, СТО 36554501-005 в зависимости от типов сварных соединений по ГОСТ 14098
|
Типы сварных соединений и способы сварки |
Bp1, В500С |
А240 (A-I) |
А300 (А-II), Ас300 (Ас-II) |
А400 (А-III) |
А600 (A-IV) |
А800 (A-V) |
А1000 (A-VI) |
Ат500С (Ат-IIIС) |
Ат600С (Ат-IVC) |
Ат800 (Ат-V) |
А400С, Аd400С1 |
А500С, Ав500С1 |
А400С, А500С2 |
А500С3 |
А500СП |
|
К1-Кт |
+ |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
|
К2-Кт |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
К3-Рр |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
С1-Ко |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
С2-Кн |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
С5-Мф |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С6-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С7-Рв |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С8-Мф |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С9-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С10-Рв |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С11-Мф |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С12-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С13-Рв |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С14-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
|
С15-Рс |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
|
С16-Мо |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
С17-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
|
С18-Мо |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
С19-Рм |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
|
С20-Рм |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С21-Рн, С22-Ру, С23-Рэ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
С24-Мф |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
С25-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
|
С26-Рс |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
|
С27-Мф |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
С28-Мп |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
С29-Рс |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
С31-Мп |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
С32-Рс |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
Н1-Рш |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Н2-Кр |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
- |
+ |
|
Н3-Кп |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
- |
+ |
|
Н4-Ка |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
Т1-Мф |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|
Т2-Рф |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
Т3-Мж |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|
Т6-Кс |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
|
Т7-Ко |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|
Т8-Мв |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|
Т9-Рв |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|
Т10-Мс |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
- |
+ |
|
Т11-Мц |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
- |
+ |
|
Т12-Рз |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
- |
+ |
|
Т13-Рн |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
____________
1 Арматурный прокат горячекатаный.
2 Арматурный прокат термомеханически упрочненный.
3 Арматурный прокат холоднодеформированный.
Примечания: 1. Знак «+» показывает, что данный класс арматурного проката (арматурной стали) допускается применять при сварке соединений соответствующих типов сварных соединений.
2. Знак «-» показывает, что данный класс арматурной стали не допускается применять при сварке соединений соответствующих типов сварных соединений.
Таблица 9.23
Материалы, применяемые для напорных труб из полимерных материалов для систем водоснабжения и отопления
|
Группы материалов |
Характеристика групп материалов |
Наименование марки |
||
|
Наименование |
Сокращенное1 обозначение материалов труб |
|||
|
30 |
М61 |
Полиэтилен |
РЕ (ПЭ) |
РЕ63 (ПЭ 63) |
|
РЕ80 (ПЭ 80) |
||||
|
РЭ100 (ПЭ 100) |
||||
|
31 |
М62 |
Сшитый полиэтилен |
РЕ-Х (ПЭ-С) |
РЕ-Х (a, b, c, d)2, TUX 100, TUX 125, Dowlex 23444E |
|
32 |
М63 |
Непластифицированный поливинилхлорид |
PVC-U (НПВХ) |
PVC-U 100 (НПВХ 100) |
|
PVC-U 125 (НПВХ 125) |
||||
|
Хлорированный поливинилхлорид |
PVC-C (ХПВХ) |
PVC-C 250 |
||
|
33 |
М64 |
Полипропилен гомополимер |
РР-Н (ПП-Г или ПП тип 1) |
РР-Н100 |
|
Полипропилен блоксополимер |
РР-В (ПП-Б или ПП тип 2) |
РР-В80 |
||
|
Полипропилен рандомсополимер |
PP-R (ПП-Р или ПП тип 3) |
PP-R80 |
||
____________
1 Аббревиатура сокращенных обозначений материалов труб дается на английском языке в соответствии с международными стандартами, в скобках - на русском языке.
2 Тип сшивки: a - пероксидный, b - силанольный, с - электронный, d - азотный.
Примечания: 1. Условное обозначение трубы состоит из слова «труба», сокращенного обозначения материала с указанием десятикратного значения MRS, типа сшивки для труб РЕ-Х, стандартного размерного отношения SDR через тире, номинального наружного диаметра и номинальной толщины стенки трубы в миллиметрах, класса эксплуатации, максимального рабочего или номинального (для труб из РЕ и PVC-U) давления в МПа или бар и номера стандарта. Условное обозначение труб из РЕ и PVC-U должно включать при необходимости надпись «питьевая».
Пример условного обозначения трубы из полипропилена рандомсополимера минимальной длительной прочностью MRS = 8,0 МПа, SDR 11, номинальным наружным диаметром 20 мм, номинальной толщиной стенки 1,9 мм класса эксплуатации 1, максимальным рабочим давлением 1,0 МПа.
Труба PP-R80 SDR 11 - 20´1,9 класс 1/1,0 МПа ГОСТ Р 52134-2003.
2. Трубопроводы из сшитого полиэтилена марок TUX 100 и TUX 125 производства фирмы «ВР SOLVAY», Бельгия, полиэтилена марки Dowlex 23444E производства фирмы «The Dow Chemical», США.
3. Комбинированные полипропиленовые трубы [фирмы «Акватерм» (Германия)], изготовленные из полипропилена PP-R80, наполненного стекловолокном «GF» - фирменное название «Фазер» (Faser) - рекомендованы для систем водоснабжения зданий, а комбинированные трубы PP-R80-A1 со слоем алюминиевой фольги - фирменное название «фузиотерм-штаби» (fusioterm-stabi) - для систем отопления зданий.
Таблица 9.24
Материалы, применяемые для технологических трубопроводов из полимерных материалов (трубы напорные)
|
Наименование группы материалов |
нд |
Тип трубы2 |
Марка материалов |
Обозначение марок по действующим НД |
|
|
Марки |
нд |
||||
|
Полиэтилен: ПНП (PELD) (ПВД - высокого давления) |
Л, СЛ, С, т |
ПЭ 32 |
102-14, 153-14 |
||
|
ПВП (PEHD) (ПНД - низкого давления) |
ГОСТ 18599-2001, ТУ 19-051-259-80 |
ПЭ 63 |
273-79 |
||
|
В3802В |
ТУ 1112-035-00206428-99 |
||||
|
289-136,289-137 |
ТУ 6-05-1983-87 |
||||
|
РЕ4РР-21В, РЕ6РР-21В |
ТУ 6-11-00206368-25-93 |
||||
|
ПЭ 80 |
РЕ4РР-25В, PE6GP-26B1 |
ТУ 6-11-00206368-25-93 |
|||
|
ПЭ80Б-2751, ПЭ80Б-2861 |
ТУ 2243-046-00203521-2004 |
||||
|
F3802B1 |
ТУ 221 1-007-502361 10-2003 |
||||
|
F3802Y1, F38002YCF1 |
ТУ 1112-035-00206428-99 |
||||
|
ПЭ 1003 |
-1 |
||||
|
Полипропилен ПП |
ТУ 38-102-100-76 |
л, с, т |
|||
|
Непластифицированный ПВХ |
ТУ 6-19-99-78 |
т, от |
НПВХ 100, НПВХ 125 |
НПВХ 100, НПВХ 125 |
|
|
Непластифицированный ПВХ с раструбами |
ТУ 6-19-100-78 |
с, т |
|||
____________
1 Трубы из полиэтилена для газопроводов по ГОСТ Р 50838-95.
2 Тип трубы: Л - легкий; СЛ - среднелегкий; С - средний; Т - тяжелый; ОТ - особотяжелый.
3 При освоении производства или закупке по импорту.
Примечания: 1. Классификация полиэтилена по способам полимеризации (ПВД, ПНД, ПСД) была заменена на классификацию по группам плотности: ПНП (PELD) - полиэтилен низкой плотности, ПВП (PEHD) - полиэтилен высокой плотности; ПСП (PEMD) - полиэтилен средней плотности.
Международная классификация полиэтилена по группам плотности:
|
Условное обозначение |
Группа плотности |
Международное условное обозначение |
|
ПНП |
Низкая |
PELD |
|
ПСП |
Средняя |
PEMD |
|
ПВП |
Высокая |
PEHD |
2. Трубы из ПЭ 63 по ГОСТ Р 50838, начиная с 2000 г., для строительства новых газопроводов не применяются.
3. Маркировка и обозначение труб зарубежных изготовителей производятся согласно национальным стандартам соответствующих стран.
Таблица 9.25
Группы и марки основных материалов, применяемых при изготовлении и монтаже стальных конструкций мостов
|
Группы материалов |
Характеристика групп материалов |
Марки материалов |
НД |
|
|
1 |
М01 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа |
Ст3пс, Ст3сп |
|
|
15ХСНД |
||||
|
345 (09Г2С, 09Г2СД, 15ХСНД) |
||||
|
15ХСНДА |
ТУ 14-1-5120-92, с изм. № 6 |
|||
|
12Г2СБД |
ТУ 14-1-5455-2003 |
|||
|
2 |
М03 |
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа |
10ХСНД |
|
|
390 (10ХСНД) |
||||
|
10ХСНДА |
ТУ 14-1-5120-92, с изм. № 6 |
|||
|
14ХГНДЦ |
ТУ 14-1-5355-98 |
|||
|
1/9 |
М01/М11 |
Двухслойный (плакированный) металл с основным слоем из сталей группы 1 и плакирующим слоем из сталей группы 9 |
09Г2С + 12Х18Н10Т |
|
Таблица 9.26
Прокат, применяемый в стальных конструкциях в зависимости от типа исполнения стальных мостов
|
Исполнение |
Для основных несущих элементов пролетных строений и опор |
Для вспомогательных конструкций стальных мостов |
|||||
|
Вид проката |
Толщина проката, мм |
Марки и категории сталей |
НД |
Вид проката |
Марки и категории сталей |
ГОСТ |
|
|
Обычное |
Листовой |
8 - 14 |
15ХСНД |
Листовой, сортовой, фасонный, трубы, гнутые профили. Толщина 4 - 60 мм |
09Г2С-2 |
||
|
10ХСНД |
09Г2СД-12 |
||||||
|
16 - 50 |
15ХСНД-2 |
Ст3сп, пс-5, 6 |
|||||
|
16 - 40 |
10ХСНД-2 |
||||||
|
8 - 50 |
15ХСНДА-2 |
ТУ 14-1-5120-92 с изм. № 6 |
|||||
|
10ХСНДА-2 |
|||||||
|
8 - 40 |
14ХГНДЦ-2 |
ТУ 14-1-5355-98 |
|||||
|
8 - 50 |
12Г2СБД1 |
ТУ 14-1-5455-2003 |
|||||
|
12 |
09Г2С + 12Х18Н10Т |
||||||
|
Фасонный |
8 - 32 |
15ХСНД |
|||||
|
8 - 14 |
10ХСНД |
||||||
|
8 - 32 |
09Г2С (Д) |
||||||
|
Северное, зона А |
Листовой |
8 - 40 |
15ХСНД-2 |
Листовой, фасонный, сортовой, трубы. Толщина 4 - 60 мм |
09Г2С-13 |
||
|
10ХСНД-2 |
09Г2СД-13 |
||||||
|
8 - 50 |
15ХСНДА-3 |
ТУ 14-1-5120-92 с изм. № 6 |
|||||
|
10ХСНДА-3 |
|||||||
|
8 - 40 |
14ХГНДЦ-2 |
||||||
|
8 - 50 |
12Г2СБД-21 |
ТУ 14-1-5355-98 |
|||||
|
12 |
09Г2С + 12Х18Н10Т |
||||||
|
Фасонный |
8 - 32 |
15ХСНД-22 |
|||||
|
8 - 14 |
10ХСНД-22 |
||||||
|
Северное, зона Б |
Листовой |
8 - 40 |
10ХСНД-3 |
Листовой, фасонный, сортовой, трубы. Толщина 4 - 60 мм |
09Г2С-15 |
||
|
Фасонный |
8 - 32 |
15ХСНД-32 |
09Г2СД-15 |
||||
|
8 - 14 |
10ХСНД-32 |
||||||
____________
1 Применяется для изготовления основных несущих конструкций пролетных строений только автодорожных мостов.
2 В мостах всех назначений допускается применять уголки по ГОСТ 8509-72 и ГОСТ 8510-72 без термообработки - прокат категории I - по ГОСТ 6713-91*.
В конструкциях автодорожных, городских и пешеходных мостов северного исполнения А и Б допускается применять двутавры, тавры и швеллеры без термообработки при условии выполнения требований по ударной вязкости при температуре -60 и -70 °C соответственно.
10. Сварочные материалы, применяемые при изготовлении и монтаже технических устройств опасных производственных объектов строительных конструкций и конструкций стальных мостов
Таблица 10.1
Сварочные материалы, применяемые при изготовлении, монтаже, ремонте и реконструкции металлических строительных конструкций по СНиП II-23-81*
|
Материал свариваемых деталей |
Группы конструкций в климатических районах |
Способы сварки и соответствующие им сварочные материалы |
||||
|
Группа |
Характеристика групп материалов |
РД |
МП |
АФ, МФ |
||
|
Типы электродов |
Проволока |
Проволока |
Флюс |
|||
|
1 |
Углеродистые |
2, 3 и 4 - во всех районах, кроме I1, I2 и II2 и II3 |
Э42, Э46 |
Св-08Г2С |
Св-08А, |
АН-348-А, |
|
Св-08ГА |
АН-60 |
|||||
|
Низколегированные |
Св-10НМА, |
АН-47, |
||||
|
Св-10Г22, |
АН-43, |
|||||
|
Э50 |
Св-08Г2С |
Св-08ГА2, |
АН-17-М, |
|||
|
Св-10ГА2 |
АН-348-А1 |
|||||
|
Э50А3 |
Св-08ХГ2СДЮ3 |
Св-08Х1ДЮ3 |
АН-348-А3 |
|||
|
2 |
Э50 |
Св-08Г2С |
Св-10НМА, |
АН-47, |
||
|
Св-10Г22, |
АН-43, |
|||||
|
Св-08ГА2, |
АН-17-М, |
|||||
|
Св-10ГА2 |
АН-348-А1 |
|||||
|
1 |
Углеродистые |
1 - во всех районах; |
Э42А, |
Св-08Г2С |
Св-08А, |
АН-348-А |
|
Э46А |
Св-08ГА |
|||||
|
Низколегированные |
2, 3 и 4 - в районах, I2, II2 и II3 |
Э50А |
Св-08Г2С |
Св-10НМА, |
АН-47, |
|
|
Св-10Г22, |
АН-43, |
|||||
|
Св-08ГА2, |
АН-348-А1 |
|||||
|
Св-10ГА2 |
||||||
|
Э50А3 |
Св-08ХГ2СДЮ3 |
Св-08Х1ДЮ3 |
АН-348-А3 |
|||
|
2 |
Э50А |
Св-08Г2С |
Св-10НМА, |
АН-47, |
||
|
Св-10Г22, |
АН-17-М4, |
|||||
|
Св-08ГА2, |
АН-348-А1 |
|||||
|
Св-10ГА2 |
||||||
|
3 |
Э60, Э70 |
Св-10ХГ2СМА, |
Св-08ХН2ГМЮ, |
АН-17-М |
||
|
Св-08ХГСМА, |
Св-10НМА |
|||||
|
Св-08Г2С |
||||||
____________
1 Применение флюса АН-348-А требует проведения дополнительного контроля механических свойств металла шва при сварке соединений элементов всех толщин для конструкций в климатических районах I1; I2, II2 и III3 и толщин свыше 32 мм - в остальных климатических районах.
2 Не применять в сочетании с флюсом АН-43.
3 Для сварки стали С345К (применять только электроды марок ОЗС-18 и КД-11).
4 Не применять в сочетании с флюсом АН-17-М для сварки сталей С375 и С375Т.
Примечание: Для угловых соединений допускается применять порошковые проволоки марок ПП-АН8 и ПП-АН3 для сварки конструкций всех групп из углеродистых сталей, проволоки марок Св-08Г2С и Св-08Г2СЦ - только для швов с катетом £ 8 мм в конструкциях из стали с пределом текучести ³ 440 МПа.
Таблица 10.2
Сварочные материалы, применяемые для стыковых соединений металлических строительных конструкций по СП 53-102-2004
|
Сталь |
Способы сварки и соответствующие им сварочные материалы |
|||||
|
МП |
АФ, МФ |
МПС |
МПГ |
РД |
||
|
Марка |
Тип электрода |
|||||
|
сварочной проволоки |
флюса |
порошковой проволоки |
||||
|
Ryn < 290 Н/мм2 |
Св-08Г2С |
Св-08А |
АН-348-А АН-601 |
ПП-АН3 |
ПП-АН8 |
Э421, Э42А |
|
Св-08ГА |
Э461, Э46А |
|||||
|
290 Н/мм2 £ Rуп < 590 Н/мм2 |
Св-10ГА2 |
АН-17-М |
Э501, Э50А |
|||
|
Св-10Г22 |
АН-43 |
|||||
|
АН-47 |
||||||
|
Св-10НМА |
АН-348-А3 |
- |
||||
|
Ryn ³ 590 Н/мм2 |
Св-08Г2С |
Св-10НМА |
АН-17-М |
ПП-АН3 |
ПП-АН8 |
Э60 |
|
Св-08ХГСМА |
||||||
|
Св-10ХГ2СМА |
Св-08ХН2ГМЮ |
Э70 |
||||
____________
1 Флюс АН-60 и электроды типов Э42, Э46, Э50 применяют для конструкций групп 2, 3 при расчетных температурах t ³ -45 °C.
2 Не применять в сочетании с флюсом АН-43.
3 Для флюса АН-348-А требуется дополнительный контроль механических свойств металла шва при сварке соединений элементов всех толщин при расчетных температурах t < -45 °C и толщин свыше 32 мм - при расчетных температурах t ³ -45 °C.
Примечание. Rуп - предел текучести.
Таблица 10.3
Сварочные материалы, применяемые для выполнения угловых соединений
|
Сварочные материалы |
|
|
Тип электрода |
Марка проволоки |
|
Э42, Э42А |
Св-08, Св-08А |
|
Э46, Э46А |
Св-08ГА |
|
Э50, Э50А |
Св-08Г2С, Св-10ГА, ПП-АН8, ПП-АН3 |
|
Э60 |
СВ-08Г2С1, Св-10НМА, Св-10Г2 |
|
Э70 |
Св-10ХГ2СМА, Св-08ХН2ГМЮ |
____________
1 Только для швов с катетом К5 £ 8 мм в конструкциях из стали с пределом текучести 440 Н/мм2 и более.
Таблица 10.4
Сварочные материалы, применяемые при изготовлении в заводских условиях и мастерских монтажных организаций металлических строительных конструкций по ОСТ 36-58-81
|
Материал свариваемых деталей |
Расчетная температура |
Класс стали |
Способы сварки и соответствующие им сварочные материалы |
|||||||||||||
|
Группа |
Характеристика групп материалов |
РД |
АФ |
МП |
мпг |
МПС |
||||||||||
|
Типы электродов |
Однодуговая на флюсовой подушке |
Двухдуговая на флюсовой подушке |
Однодуговая на флюсовой подушке с металлохимической присадкой |
Без подкладки |
Проволока |
|||||||||||
|
Проволока |
Флюс |
Проволока |
Флюс |
Проволока |
Флюс |
Марка ППМ1 |
Проволока |
Флюс |
||||||||
|
1 |
Углеродистые |
О Л1 |
С38/23 |
Э42А Э42 Э46А Э46 |
Св-08ГА Св-08А |
АН-43 AH-348-A АН-60 ОСЦ-45 |
Св-10Г2 Св-08Г2 |
АН-60, AH-348-A |
Св-08ГА Св-08А |
АН-43 AH-348-A АН-60 |
Св-08ГА Св-08А Св-08Г2С |
Св-08ГА |
AH-348-A |
Св-08Г2С Св-08Г2СЦ |
ПП-АН8 ПП-АН10 |
ПП-1ДСК ПП-АН1 ПП-АНЗ ПП-АН7 ПП-2ДСК СП-2 |
|
Низколегированные |
С44/29 |
Э46А Э46 Э50А |
Св-10НМА Св-10Г2 |
Св-10НМА Св-10Г2 Св-08ГА |
ПП-АНЗ ПП-АН7 ПП-2ДСК СП-2 |
|||||||||||
|
С46/33 |
Св-10НМА Св-10Г2 Св-08ГА |
Св-10НМА Св-08ГА |
||||||||||||||
|
2 |
Низколегированные |
С52/40 |
Э50А |
Св-10НМА Св-10Г2 |
AH-17M АН-47 АН-43 AH-348-A |
|
|
Св-10НМА Св-08ХМ Св-08ХН2М |
АН-47 AH-17M AH-348-A |
Св-10Н- МА Св-08Г2С |
Св-10НМА |
|||||
|
С60/45 |
Э50А Э60 |
Св-10НМА Св-08ХМ Св-08ХН2М |
|
|
Св-08ХТСМА Св-08Г2С |
|
|
|||||||||
|
3 |
С70/60 |
Э70 |
Св-08ХН2ГМ10 |
AH-17M |
- |
- |
- |
CB-10XT2CMA |
- |
|||||||
|
1 |
Низколегированные |
О чо Л1 Л1 О |
С44/29 С46/33 |
Э46А Э50А |
Св-10НМА Св-08ХМ Св-08ХН2М |
АН-47 |
|
|
|
|
|
|
|
Св-08ХТСМА CB-10XT2CMA |
|
|
|
2 |
С52/40 С60/45 |
Э50А Э60 |
AH-47M АН-47 |
|||||||||||||
|
3 |
С70/60 |
Э70 |
Св-08ХН2ГМ10 |
AH-17M |
Св-10ХГ2СМ |
|||||||||||
____________
1 ППМ - порошкообразный присадочный металл (стальная крупка из электродной проволоки - гранулированная присадка).
Примечания: 1. Флюс АН-348-А допускается применять для многопроходной сварки стыковых швов сталей с нитридным упрочнением толщиной не более 32 мм, а также угловых швов.
2. Сварочную проволоку Св-08ХМ применять только в сочетании с флюсом АН-47.
3. При односторонней сварке металла толщиной от 18 до 25 мм применять ППМ из сварочной проволоки марки Св-08Г2С или Св-08ГА.
Таблица 10.5
Сварочные материалы, применяемые при укрупнении и монтаже металлических строительных конструкций по ОСТ 36-60-81
|
Материал свариваемых деталей |
Расчетная температура (температура окружающего воздуха при сварке), °С |
Группа сварных конструкций по ОСТ 36-60-81 |
Класс прочности |
Марка и категория стали |
Способы сварки и соответствующие им сварочные материалы |
|||||||||||
|
Группа |
Характеристика групп материалов |
РД |
ЭШ |
АФ |
МПС |
АПС |
||||||||||
|
Тип электрода |
Предпочтительная марка |
Проволока |
Флюс |
Проволока |
Флюс |
Предпочтительная марка |
Предпочтительная марка |
|||||||||
|
1 |
Углеродистые |
> -40 (> 0) |
I |
|
С38/23 |
СтЗсп5 СтЗГпс5 |
Э42А |
УОНИ-13/45 СМ-11 |
- |
- |
Св-08А Св-08АА |
АН-348А (или с |
- |
- |
||
|
|
|
|
II |
|
С38/23 |
СтЗпсб СтЗсп5 |
|
|
|
|
|
флюсом- добавкой АНК-3) |
|
|
||
|
|
Низколегированные |
|
I |
|
С44/29 |
09Г2С-12 |
Э50А |
УОНИ-13/55 |
- |
- |
Св-08ГА |
АН-348А |
ПП-2ДСК |
ПП-2ВДСК |
||
|
|
|
|
|
С46/33 |
09Г2С-12 10Г2С1-12 10Г2С1Д-12 15ХСНД-12 14Г2-12 |
|
ДСК-50 СК2-50 |
|
|
Св-08Г2 |
|
ПП-АНЗ СП-2 ПП-АН7 |
ПП-АН19 ПП-АН19С |
|||
|
|
|
|
II |
|
|
10Г2С1-12 |
|
|
Св-10Г2 |
АН-8 |
|
|
ПП-АН11 |
|
||
|
|
|
|
|
|
|
10ХНДП-12 |
|
03С-18 |
- |
- |
Св-08Х1Д10 |
АН-348А |
- |
- |
||
|
2 |
|
|
I |
|
С52/40 |
10Г2С1-12 10ХСНД-12 14Г2АФ-12 |
Э50А |
УОНИ-13/55 ДСК-50 |
- |
- |
Св-10Г2 |
АН-348А |
ПП-2ДСК ПП-АНЗ СП-2 |
ПП-2ВДСК ПП-АН19 ПП-АН19С |
||
|
|
|
|
|
|
|
15Г2АФДпс-12 |
|
|
- |
- |
Св-10ГА |
АН-47 |
ПП-АН7 |
- |
||
|
|
|
|
II |
|
|
10Г2С1-12 10ХСНД-12 14Г2АФ-12 |
|
СК2-50 |
Св-10Г2 |
АН-8 |
Св-08ХМ |
АН-43 АНК-30 |
ПП-АН11 |
ПП-2ВДСК ПП-АН19 ПП-АН19С |
||
|
|
|
|
|
|
|
15Г2АФДпс-12 |
|
|
- |
- |
|
|
|
- |
||
|
|
|
|
|
|
С60/45 |
16Г2АФ-12 18Г2АФпс-12 15Г2СФ-12 |
Э50А Э60 |
УОНИ-13/55 УОНИ-13/65 |
Св-10НМА |
АН-8 |
Св-10НМА Св-08ХМ Св-0 8 MX |
АН-43 АН-47 АН-47 |
|
|
||
|
1 |
Углеродистые |
|
III IV |
|
С38/23 |
СтЗсп5 СтЗпсб СтЗГпс5 |
Э46 |
МР-3 ОЗС-4 АНО-4 |
|
|
Св-08А Св-08АА Св-08 |
АН-348А |
ППВ-4 |
ПП-2ВДСК ПП-АН19 ПП-АН19С |
||
|
|
|
|
VI |
|
СтЗкп2 |
Э42 |
АНО-6 |
|
|
|
|
|
|
|||
|
|
Низколегированные |
|
III |
|
C46/33 |
10ХНДП-6 |
Э50А |
ОЗС-18 |
- |
- |
Св-08Х1Д10 |
AH-348A |
- |
- |
||
|
|
|
IV, VI |
|
|
14Г2-6 |
Э46 |
МР-3 ОЗС-4 |
- |
- |
Св-10ГА |
AH-348A |
ППВ-4 |
ПП-2ВДСК |
|||
|
2 |
|
|
III IV |
|
C52/40 |
10Г2С1-6 14Г2АФ-6 |
Э50А |
УОНИ-13/55 ДСК-50 |
Св-10Г2 |
АН-8 |
Св-10ГА Св-10Г2 |
AH-348A АН-43 АН-47 |
ПП-АНЗ СП-2 |
ПП-2ВДСК ПП-АН19 ПП-АН19С |
||
|
|
|
|
|
|
|
15Г2АФДпс-6 15Г2СФ-6 |
|
СК2-50 |
|
|
|
|
ППВ-5 |
- |
||
|
|
|
|
|
|
C60/45 |
16Г2АФ-6 18Г2АФпс-6 15Г2СФ-6 |
Э50А Э60 |
УОНИ-13/55 УОНИ-13/65 |
Св-10НМА |
АН-8 |
Св-08ХМ Св-10НМА Св-08НМА |
АН-47 АН-43 AHK-30 |
|
|
||
|
1 |
Низколегированные |
-40 >/>-65 (>-50) |
I, II |
C44/29 |
09Г2С-15 |
Э50А |
УОНИ-13/55 |
- |
- |
Св-10НМА |
АН-47 |
ПП-2ДСК |
ПП-2ВДСК |
|||
|
II |
|
C46/33 |
09Г2С-15 10Г2С1-15 10Г2С1Д-15 |
|
|
|
|
|
|
|
ПП-АН19 ПП-АН19С |
|||||
|
|
|
|
III |
|
10Г2С1-15 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
II, III |
|
15ХСНД-15 |
|
|
|
|
|
|
|
|
|||
|
2 |
|
|
I |
C52/40 |
10Г2С1-15 10ХСНД-15 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
II |
|
14Г2АФ-15 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
III |
|
15Г2АФДпс-15 |
|
|
|
|
|
|
|
- |
|||
|
1 |
|
-50 >/>-65 (>-50) |
IV |
C44/29 |
09Г2С-9 |
Э50А |
УОНИ-13/55 |
- |
- |
Св-10НМА |
АН-47 |
ПП-2ДСК |
ПП-2ВДСК |
|||
|
|
|
|
|
C46/33 |
09Г2С-9 10Г2С1-9 15ХСНД-9 |
|
|
|
|
|
|
|
ПП-АН19 ПП-АН19С |
|||
|
2 |
|
|
|
C52/40 |
10Г2С1-9 10ХСНД-9 14Г2АФ-9 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
15Г2АФДпс-9 |
|
|
|
|
|
|
|
- |
|||
|
1 |
|
-40 >/>-50 (>0) |
IV |
C44/29 |
09Г2-6 09Г2С-6 09Г2С-9 |
Э50А |
УОНИ-13/55 СК2-50 |
- |
- |
Св-08ГА |
AH-348A |
ПП-2ДСК |
ПП-2ВДСК ПП-АН19 ПП-АН19С |
|||
|
|
|
|
|
C46/33 |
09Г2С-6 10Г2С1-6 10Г2С1-9 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
10ХНДП-6 |
Э50А |
ОЗС-18 |
- |
- |
Св-08Х1Д10 |
AH-348A |
- |
- |
|||
|
1 |
Углеродистые |
-40 >/>-65 (>0) |
VI |
С38/23 |
СтЗсп5 СтЗГпс5 |
Э42А |
УОНИ-13/45 |
- |
- |
Св-08АА Св-08А |
АН-348А |
ПП-2ДСК |
- |
|||
|
Низколегированные |
С46/33 |
10ХНДП-12 |
Э50А |
ОЗС-18 |
Св-08Х1Д10 |
АН-348А |
- |
- |
||||||||
|
-40 >/>-50 (0 > / > 35) |
IV |
С44/29 |
09Г2-6 09Г2С-6 09Г2С-9 |
Э50А |
УОНИ-13/55 |
- |
- |
Св-10НМА Св-08ХНМ |
АН-47 |
ПП-2ДСК |
ПП-2ВДСК ПП-АН19 ПП-АН19С |
|||||
|
С46/33 |
09Г2С-6 10Г2С1-6 10Г2С1-9 |
|||||||||||||||
|
10ХНДП-6 |
Э50А |
ОЗС-18 |
Св-08Х1Д10 |
АН-348А |
- |
- |
||||||||||
|
1 |
Углеродистые |
-40 >/>-65 (0>/>-35) |
VI |
С38/23 |
СтЗсп5 СтЗГпс5 |
Э42А |
УОНИ-13/45 |
- |
- |
Св-08ГА |
АН-348А |
ПП-2ДСК |
- |
|||
|
Низколегированные |
С46/33 |
10ХНДП-12 |
Э50А |
ОЗС-18 |
Св-08Х1Д10 |
АН-348А |
- |
- |
||||||||
|
С46/33 |
09Г2С-6 10Г2С1-6 10Г2С1-9 |
|
|
|
|
|
|
|||||||||
|
10ХНДП-6 |
Э50А |
ОЗС-18 |
Св-08Х1Д10 |
АН-348А |
- |
- |
||||||||||
|
Углеродистые |
-40 >/>-65 (-35 >/>-50) |
VI |
С38/23 |
СтЗсп5 СтЗГпс5 |
Э42А |
УОНИ-13/45 |
- |
- |
Св-08ХНМ |
АН-47 |
ПП-2ДСК |
- |
||||
|
Низколегированные |
С46/33 |
10ХНДП-12 |
Э50А |
ОЗС-18 |
Св-08Х1Д10 |
АН-348А |
- |
|||||||||
Примечания: 1. Для конструкций группы V рекомендованы к применению стали марок, указанных для I, II, III, IV групп конструкций с расчетной температурой ниже -40 °C, но с заменой требований к ударной вязкости при температуре -70 °C (категории 9 и 15 по ГОСТ 19281-89) требованиями к ударной вязкости при температуре -40 °C (категории 6 и 12 по ГОСТ 19281-89).
2. За расчетную температуру принята:
а) при возведении конструкций в районах с расчетной температурой наружного воздуха -40 °C и выше - температура, при которой конструкции эксплуатируются;
б) при возведении конструкций в районах с расчетной температурой наружного воздуха ниже -40 °C - температура наружного воздуха данного района.
Таблица 10.6
Группы металлических строительных конструкций промышленных зданий и производственных сооружений (доменных цехов, цилиндрических вертикальных и траншейных резервуаров, объектов связи, экранирования и гидроизоляции сооружений, каркасов вытяжных труб) по ОСТ 36-60-81
|
Группа I: сварные конструкции, работающие в особо тяжелых условиях и подвергающиеся непосредственному воздействию динамических или вибрационных нагрузок (балки рабочих площадок главных зданий мартеновских и конверторных цехов; элементы конструкций бункерных и разгрузочных эстакад, непосредственно воспринимающие нагрузку от подвижного состава; подкрановые балки; фасонки стропильных и подстропильных ферм и т.п.), а также работающие под давлением и при повышенных температурах (кожухи воздухонагревателей) |
Группа IV: сварные конструкции, не подвергающиеся непосредственному воздействию динамических или вибрационных нагрузок (колонны, стойки, прогоны покрытий, опорные плиты; конструкции, поддерживающие технологическое оборудование и трубопроводы; сварные балки, бункеры) |
|
Группа II: сварные конструкции, находящиеся под непосредственным воздействием динамических или вибрационных нагрузок, кроме указанных в группе I (пролетные строения наклонных мостов доменных печей, пролетные опоры и строения транспортерных галерей и т.п.), а также сварные конструкции кожухов доменных печей, вытяжных и телевизионных башен |
Группа V: конструкции I, II, III и IV групп, монтируемые при расчетной температуре ниже -40 °C и эксплуатируемые в отапливаемых помещениях |
|
Группа III: сварные конструкции перекрытий и покрытий (фермы, за исключением фасонок; ригели рам, главные балки перекрытий и т.п.), а также сварные конструкции цилиндрических вертикальных и траншейных резервуаров |
Группа VI: изготовляемые и монтируемые с применением сварки вспомогательные конструкции зданий и сооружений (связи, элементы фахверка, лестницы, площадки и т.п.) и слабонагруженные конструкции и элементы, напряжения в которых не превышают 0,4 расчетного сопротивления |
Таблица 10.7
Сварочные материалы, применяемые при укрупнении и монтаже металлических строительных конструкций из углеродистых и низколегированных сталей по РД 34.15.132-96
|
Материл свариваемых деталей |
Группы конструкций в климатических районах |
Способы сварки и соответствующие им сварочные материалы |
|||||
|
Группа |
Характеристика групп материалов |
РД |
АФ, МФ |
МП |
МПС |
||
|
Типы электродов |
Проволока |
Флюс |
Проволока |
||||
|
1 |
Углеродистые |
Группы 2, 3 и 4 - во всех районах, кроме I1, I2, II2 и II3 |
Э42, Э42А, Э46, Э46А, Э50А |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-42, АН-42М, АН-60, ФЦ-16, АНЦ-1 |
Св-08Г2С, Св-08ГС |
ПП-АН1, ПП-АН3, ПП-АН7, СП-2, СП-3, ППТ-13, ПП-АН11 |
|
Св-06А, Св-08ГСМТ Св-08ГС, Св-10Г2 |
АН-42, АН-42М ФЦ-16 |
||||||
|
Низколегированные |
Э50А |
Св-08ГА, Св-10ГА, Св-10Г2, Св-08ГС |
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-60, АНЦ-1 |
Св-08Г2С, Св-08ГС |
ПП-АН3, ПП-АН7, СП-2, СП-3, ПП-АН11 |
||
|
Св-10НМА |
АН-43 |
||||||
|
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
||||||
|
Св-08Х1ДЮ1 |
АН-348А |
Св-08ХГ2СДЮ1 |
- |
||||
|
2 |
Низколегированные |
Э50А |
Св-10НМА, Св-10Г2, Св-08ГА, Св-10ГА |
АН-47, АН-17М, АН-348А |
Св-08Г2С |
- |
|
|
1 |
Углеродистые |
Группа 1 - во всех районах, группы 2, 3 и 4 - в районах I1, I2, II2 и II3 |
Э42А, Э46А, Э50А |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, АН-348А, АН-348АМ, АН-42, АН-42М, ФЦ-16, АНЦ-1 |
Св-08Г2С, Св-08ГС |
ПП-АН3, ПП-АН7, СП-2, СП-3, ПП-АН11 |
|
Св-08ГСМТ |
АН-42, АН-42М |
||||||
|
(-40 °С ³ t ³ -65 °С) |
Св-08ГС, Св-10Г2 |
ФЦ-16 |
|||||
|
Низколегированные |
Э50А |
Св-10НМА |
АН-43 |
Св-08Г2С |
- |
||
|
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
||||||
|
Св-08Х1ДЮ1 |
АН-348А |
Св-08ХГ2СДЮ1 |
- |
||||
|
2 |
Низколегированные |
Э50А |
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
Св-08Г2С |
- |
|
____________
1 Для сварки С345К.
Таблица 10.8
Типы и промышленные марки электродов, допущенные РД 34.15.132-96
|
Тип электрода по ГОСТ 9467 |
Промышленные марки электродов |
|
Э42 |
АНО-6, АНО-6М, АНО-1, АНО-17, ОЗС-23 |
|
Э42А |
УОНИ-13/45, СМ-11, ЦУ-6 |
|
Э46 |
МР-3, ОЗС-4, АНО-4, АНО-18, АНО-24, ОЗС-6, АНО-19, АНО-13, ОЗС-21, АНО-20, ОЗС-12 |
|
Э46А |
УОНИ-13/55К, ОЗС-22Р, ТМУ-46 |
|
Э50А |
ЦУ-5, УОНИ-13/55, ТМУ-21У, УП-1/55, ИТС-4С, ЦУ-7, АНО-11, ОЗС-18, АНО-9, АНО-10, КД-11, ЦУ-8, ТМУ-50 |
Таблица 10.9
Материалы для сварки стальных конструкций в агрессивных средах, соответствующие маркам низколегированной стали по СНиП 2.03.11-85
|
Степень агрессивности воздействия среды |
Марки стали |
Способы сварки и соответствующие им сварочные материалы |
|||
|
АФ |
МП |
МПС |
РД |
||
|
Проволока |
Электроды |
||||
|
Слабоагрессивная |
10ХНДП, 10ХДП |
Св-08Х1ДЮ, Св-10НМА, Св-08ХМ |
Св-08Г2СДЮ |
ППВ-5К1 |
ОЗС-18 |
|
10ХСНД, 15ХСНД |
Св-10НМА, Св-08ХМ |
- |
ОЗС-24, АН-Х7, ВСН-3, |
||
|
Средне- и сильноагрессивная |
10ХСНД, 15ХСНД |
Св-10НМА, Св-08ХМ |
Э-138/45Н, Э-138/50Н2 |
||
|
10ХНДП, 10ХДП |
Св-08Х1ДЮ, Св-10НМА, Св-08ХМ |
ОЗС-18 |
|||
|
09Г2С, 10Г2С1 |
Св-10Г2, Св-10ГА, Св-08ГА |
Св-08Г2С, Св-08Г2СЦ |
УОНИ-13/55 |
||
|
18Г2АФпс, 16Г2АФ, 15Г2АФДпс, 14Г2АФ |
- |
УОНИ-13/65 |
|||
|
12ГН2МФАЮ, 12Г2СМФ |
Св-08ХГН2МЮ |
Св-10ХГ2СМА |
Любые типа |
||
|
Э70 |
|||||
____________
1 Без дополнительной зашиты.
2 Только для стали марки 10ХСНД.
Примечание. Выбор покрытых электродов для ручной сварки конструкций из стали марок 10ХСНД и 15ХСНД следует производить по согласованию с заказчиками и монтажными организациями.
Таблица 10.10
Сварочные материалы, применяемые при изготовлении металлоконструкций оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств по ОСТ 26.260.758-2003
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
||||||||||
|
Группа |
Характеристика групп материалов |
Марка стали |
рд |
АФ |
МП1 |
РАД |
|||||
|
Тип электрода (марка) |
Условия применения, °С, не ниже |
Проволока |
Флюс |
Условия применения, °С, не ниже |
Проволока |
Условия применения, °С, не ниже |
Проволока |
Условия применения, °С, не ниже |
|||
|
1 |
Углеродистые |
Ст3кп Ст3пс Ст3сп Ст3Гпс 20 |
Э42 Э46 |
-15 |
Св-08 Св-08А |
АН-348-А ОСЦ-45 ОСЦ-45М АНЦ-1 |
-20 |
Св-08ГС Св-08Г2С |
-30 (кат. 3), -40 (кат. 4) |
Св-08Г2С |
-30 (кат. 3) -40 (кат. 4) |
|
Э42А Э46А Э50А |
-30 (кат. 3)2 -40 (кат. 4)2 |
Св-08ГА Св-10ГА |
-30 (кат. 3) -40 (кат. 4) |
||||||||
|
Низколегированные |
16ГС 17ГС |
Э50А |
-40 |
Св-08ГА Св-10ГА |
АН-22 АН-47 ОСЦ-45 АН-348-А АНЦ-1 |
-30 (при любой S), -40 (при S £ 24 мм) |
Св-08ГС Св-08Г2С |
-40 |
-40 |
||
|
09Г2 09Г2С 10Г2 10Г2С1 |
Э50А |
-60 |
АН-22 АН-47 ОСЦ-45 АН-348-А АНЦ-1 |
-60 |
|||||||
|
Св-10НЮ Св-10НМА |
АН-47 АН-348-А ОСЦ-45 ОСЦ-45М |
-60 |
Св-08Г2С, (Æ 0,8 - 1,2 мм) |
-60 |
|||||||
|
1 + 7, 1 + 8, 1 + 9 |
Сочетание сталей группы 1 со сталями групп 7, 8 и 9 |
гр. 1 + 08X13, 15X28, гр. 1 + 20Х23Н13, гр. 1 + 20Х23Н18 |
Э-10Х25Н13Г2 (ОЗЛ-6) |
£ 400 |
|||||||
|
11Х15Н25М6АГ2 (ЭА-395/9) |
£ 435 |
||||||||||
|
08Х24Н25М3Г2 (АНЖР-3У) |
£ 470 |
||||||||||
|
08Х24Н40М7Г2 (АНЖР-2) |
£ 500 |
||||||||||
____________
1 Механизированная сварка плавящимся электродом в углекислом газе или смеси углекислого газа с кислородом.
2 В скобках указана категория проката, S - толщина проката.
Примечания: 1. Для элементов крепления продуктовых змеевиков следует применять лист из стали марок 20Х23Н13, 20Х23Н18 по ГОСТ 5582; для деталей крепления футеровок - лист из стали марок 08X13, 15X28.
2. Температура 550 °C является максимально допустимой для эксплуатации сварных соединений из разнородных сталей.
Таблица 10.11
Сварочные материалы, применяемые при изготовлении и монтаже алюминиевых строительных конструкций зданий и сооружений
|
Группы материалов |
Характеристика групп материалов |
Марки материала |
Способы сварки и соответствующие им сварочные материалы |
|
|
РАД, ААД МАДП, ААДП |
||||
|
12 |
М21 |
Чистый алюминий и алюминиево-марганцевые сплавы |
АД1 |
СвА1 (СвА99, СвА97) |
|
АМц |
СвАМг3 |
|||
|
12 |
М22 |
Нетермоупрочняемые алюминиево-магниевые сплавы |
АМг2 |
|
|
12 |
М23 |
Термоупрочняемые алюминиевые сплавы |
АД31 |
СвАМг3, Св1557 |
|
1915, 1935 |
Св1557 |
|||
Примечание. Сварные соединения тонколистовых конструкций следует выполнять аргонодуговой точечной или контактной точечной сваркой. В заводских условиях для укрупнения тонколистовых элементов следует, как правило, применять контактную роликовую сварку.
При сварке стыков кровельных покрытий в монтажных условиях следует, как правило, применять аргонодуговую сварку неплавящимся или плавящимся электродом в импульсном режиме.
Таблица 10.12
Сварочные материалы, применяемые для монтажных соединений арматуры, арматурных и закладных изделий железобетонных конструкций по СНиП 3.03.01-87
|
Группа материала по РД 03-615-03 |
Класс арматурной стали |
Способы сварки и соответствующие им сварочные материалы |
||||||
|
РД |
МФ |
МСОД |
МПС |
|||||
|
Ванная, ванно-шовная и дуговая многослойными швами стыковых соединений |
Протяженными швами стыковых и нахлесточных соединений |
Дуговая ручная прихватками |
Ванная механизированная под флюсом в инвентарной форме или на стальной скобе-накладке |
Дуговая механизированная СОДГП на стальной скобе-накладке |
Дуговая механизированная в инвентарной форме или стальной скобе-накладке |
Дуговая механизированная протяженными швами |
||
|
29 |
А240 (A-I) |
Э42, Э46, Э42А, Э46А |
Св-08А Св- 08АА |
Св- 20ГСТЮА |
ПП-АН3, |
ПП-АН7, |
||
|
ПП-АН3С, |
П |
|||||||
|
Св-08ГА |
(ЭП-245), |
ПП-АН11, |
||||||
|
Св-08Г2С1, Св-08ГС1, Св-10-Г21, |
Св-15ГСТЮЦА |
СП-9, |
||||||
|
ППТ-9 |
||||||||
|
Св-10ГА1 |
(ЭП-439) |
|||||||
|
А300 (А-П) |
Э50А, Э55 |
Э42А, Э46А, Э50А |
Э50А, Э55 |
Св-08А1 |
||||
|
Св-08АА1 |
||||||||
|
Св-08ГА |
||||||||
|
Св-08Г2С, Св-08ГС, Св-10Г2, Св-10ГА |
||||||||
|
А400 (А-III) |
Э55, Э60 |
Св-08ГА1, Св-08Г2С, Св-08ГС, Св-10Г2, Св-10ГА |
Св-20ГСТЮА1 |
|||||
|
П-АН19С(ЭП-245)1, СВ-15ГСТЮЦА1 |
||||||||
|
(ЭП-439)1 |
||||||||
|
Ат-IIIС |
- |
- |
- |
- |
||||
|
Ат600С |
Э50А, Э55, Э60 |
- |
- |
- |
- |
|||
|
(At-IVC) |
||||||||
____________
1 Допускаются к применению.
Примечания: 1. Ванно-шовную и дуговую многослойными швами сварку стали класса А400 (А-III), Ат500С (Ат-IIIС) и Ат600С (At-IVC) допускается выполнять электродами типа Э50А (при отсутствии электродов типов Э55 и Э60).
2. При ванной механизированной сварке под флюсом стали класса А240 (A-I) и А300 (А-II) (марки 10ГТ) при температуре ниже -40 °C предпочтительно применять проволоку Св-08А, Св-08АА или Св-08ГА.
Таблица 10.13
Сварочные материалы, применяемые для изготовления и монтажа соединений арматуры, арматурных и закладных изделий железобетонных конструкций по РТМ 393-94
|
Группа материалов по РД 03-615-03 |
Класс арматурной стали |
Способы сварки и соответствующие им сварочные материалы |
|||||||||
|
РД (ванная) |
РД |
МФ (ванная) |
МП |
МСОД |
МПС |
||||||
|
Типы соединений по ГОСТ 14098-91 |
|||||||||||
|
Рв-С7, Рв-С10, Рв-С13, Рс-С15, Рс-С26, Рс-С29, Рс-С32, Ри-Т13 |
Рм-С19, Рм-С20 |
Рн-С21, Ру-С22, Рэ-С23, Рш-Н1 |
Рв-Т9, Рз-Т12 |
Рр-К3 |
Мф-С5, Мф-С8, Мф-С11, Мф-С24, Мф-С27, Мф-С30 |
Мв-Т8, Мс-Т10, Мц-Т11 |
Мо-С16, Мо-С18 |
Мп-С6, Мп-С9, Мп-С12, Мп-С14, Мп-С17, Мп-С25, Мп-С28, Мп-С31 |
|||
|
Типы электродов |
Проволока |
Флюс |
Проволока |
||||||||
|
29 |
А240 (A-I) |
Э42, Э46, Э42А, Э46А |
Св-08А, Св-08АА, Св-08ГА, Св-10ГА1, Св-10Г21 |
АНЦ-1 (АН-348А), АН-8, АН-14, АН-22, ФН-7 |
Св-08ГС1, Св-08Г2С1 |
Св-20ГСТЮА (ЭП-245), Св-15ГСТЮЦА |
ПП-АН3, ПП-АН3С, ПП-АН11, СП-3 ПП-2ДСК, ПП-АН7, ПП-АН19 |
||||
|
А300 (А-II) |
Э50А, Э55 |
Э42А, Э46А, Э50А |
Э42А, Э46А |
Св-08А1, Св-08АА1, Св-08ГА, Св-10ГА1, Св-10Г21 |
Св-08ГС1, Св-08Г2С1 |
||||||
|
А400 (А-III), Ат-IIIС2 |
Э55, Э60 |
Св-08ГА1, Св-10ГА, Св-10Г2 |
Св-08ГС Св-08Г2С |
Св-20ГСТЮА1 (ЭП-245)1, СВ-15ГСТЮЦА1 |
|||||||
|
Ат600С (At-IVC), А600 (A-IV), А800 (A-V), Ат800 (Ат-V), Ат1000 (At-VI) |
- |
Э50А, Э55, Э60 |
- |
- |
- |
- |
- |
- |
|||
____________
1 Допускаются к применению.
2 Для сварки электродами.
Примечания: 1. Для ванной механизированной сварки под флюсом арматурной стали классов А240 (A-I) и А300 (А-II) (марки 10ГТ) при температуре ниже -40 °C предпочтительно применять проволоку Св-08А, Св-08АА или Св-08ГА.
2. Для арматуры класса Ат-IIIС и Ат60С (At-IVC) при механизированных способах сварки применяются те же сварочные материалы, что и для арматуры класса А400 (А-III), но только для соединений, выполняемых в комбинированных несущих и формирующих элементах, и для соединений, выполняемых порошковыми проволоками на стальных удлиненных скобах-накладках.
3. Марки электродов типов: Э42 (ОЗС-23, АНО-5, АНО-6); Э46 (АНО-4, АНО-14, АНО-18, ОЗС-4, ОЗС-6, ОЗС-12, ОЗС-21, МР-3); Э50А (ОЗС-20Р, ОЗС-18, ОЗС-25, ОЗС-29, УОНИ-13/55); Э55 (УОНИ-13/55У); Э60 (ОЗС-24М, ВСФ-65У).
4. Дуговую сварку прихватками К3-Рр и стыковых соединений с парными накладками С21-Рн допускается выполнять механизированным способом в среде СО2, используя проволоку сплошного сечения марки Св-08ГА или Св-08Г2С диаметром 2 мм.
Таблица 10.14
Сварочные материалы, применяемые для автоматической сварки стыковых соединений стальных конструкций мостов
|
Материал свариваемых деталей |
Способы и технологические особенности сварки и соответствующие им сварочные материалы |
|||||||||||
|
АФ |
АПС |
АФ1 |
АПИ, АППГ |
ААДП, АПГ |
||||||||
|
На флюсовой подушке и съемной подкладке |
С металлохимической присадкой на флюсовой подушке и на съемной подкладке |
Вертикальная с принудительным формированием шва |
В нижнем положении2 |
|||||||||
|
Группа |
Марка стали, класс прочности |
Проволока |
Флюс |
Проволока |
Флюс |
Гранулят (крупка) |
Химическая добавка |
Проволока порошковая (самозащитная) |
Проволока сплошного сечения |
Флюс |
Металлопорошковая проволока |
Проволока сплошного сечения |
|
1 |
15ХСНД 15ХСНДА 09Г2СД (09Г2С) 12Г2СБД 345 |
Св-08ГА |
ПФК-56С |
Св-08ГА |
ПФК-56С |
Св-08ГА (2×2 мм) |
Двуокись титана (TiO2) |
ПП-АН19Н ПП-АН19С Æ 2,4 - 3 мм |
Св-10ГНА (2×1,6 мм) |
АН-67А АН-67В |
«POWER BRIDGE» Æ 1,2 - 2,0 мм |
Св-08Г2С ПСГ-0302 AS-SG2 Æ 1,2 - 2,0 мм |
|
Св-10НМА |
АН-47 |
Св-10НМА |
Смесь3, АН-47 (50 %) + АН-348-А (50 %) |
Св-10НМА (2×2 мм) |
||||||||
|
Св-10НМА |
АН-22 |
|||||||||||
|
Св-10ГНА |
АНК-561 |
|||||||||||
|
Св-10НМА |
АН-47 |
|||||||||||
|
2 |
10ХСНД 10ХСНДА 390 |
Св-08ГА |
ПФК-56С |
Св-08ГА |
ПФК-56С |
Св-08ГА (2×2 мм) |
Двуокись титана (TiO2) |
ПП-АН19Н Æ 2,4 - 3 мм |
Св-10ГНА (2×1,6 мм) |
АН-67А АН-67В |
«POWER BRIDGE» Æ 1,2 - 2,0 мм |
Св-08ГСМТ Æ 1,2 - 2,0 мм |
|
Св-10НМА |
АН-47 |
|||||||||||
|
Св-10НМА |
АН-22 |
Св-10НМА |
АН-47 |
Св-10НМА (2×2 мм) |
||||||||
|
Св-10НМА |
АНК-561 |
|||||||||||
____________
1 Двухэлектродная сварка.
2 Защитные газы: 1) (78 - 82) % Ar + (18 - 22) % CO2; 2) (95 - 97) % Ar + (3 - 5) % O2; 3) (83 - 87) % Ar + (10 - 12) % CO2 + (3 - 5) % O2; 4) CO2 - для временных и (или) вспомогательных конструкций.
3 Эти материалы следует применять только для конструкций обычного исполнения.
Таблица 10.15
Сварочные материалы, применяемые для автоматической сварки тавровых, угловых и нахлесточных соединений стальных конструкций мостов
|
Материал свариваемых деталей |
Способы и технологические особенности сварки и соответствующие им сварочные материалы |
||||||||
|
АФ |
АППГ, АПИ1 |
ААДП, АПГ1 |
|||||||
|
Без МХП |
С металлохимической присадкой (МХП) |
Сварка в нижнем положении |
|||||||
|
группа |
марка стали, класс прочности |
Проволока |
Флюс |
Проволока |
Флюс |
Гранулят (крупка) |
Химическая добавка |
Металлопорошковая проволока |
Проволока сплошного сечения |
|
1 |
15ХСНД 15ХСНДА 09Г2СД (09Г2С) 12Г2СБД 345 |
Св-08ГА |
ПФК-56С |
Св-08ГА |
ПФК-56С |
Св-08А (2,0×2,0 мм) |
Двуокись титана (TiO2) |
«POWER BRIDGE» Æ 1,2 - 2,0 мм |
Св-08Г2С ПСГ-0302 ПСГ-0301 AS-SG2 Æ 1,2 - 2,0 мм |
|
Св-08А2 |
ПФК-56С |
Св-08А2 |
ПФК-56С |
Св-08А (2,0×2,0 мм) |
|||||
|
Св-10НМА |
АН-47 |
Св-10НМА |
АН-47 |
Св-08Г2С (1,6×1,6 мм) |
|||||
|
Св-10НМА |
АН-348-А2 |
Св-10НМА |
АН-348-А2 |
Св-08Г2С (1,6×1,6 мм) |
|||||
|
2 |
10ХСНД 10ХСНДА 390 |
Св-08ГА |
ПФК-56С |
Св-08ГА |
ПФК-56С |
Св-08А (1,6×1,6 мм) |
Двуокись титана (TiO2) |
«POWER BRIDGE» Æ 1,2 - 2,0 мм |
Св-08Г2С ПСГ-0302 Æ 1,2 - 2,0 мм |
|
Св-08А2 |
ПФК-56С |
Св-08А2 |
ПФК-56С |
Св-08А (1,6×1,6 мм) |
|||||
|
Св-10НМА |
АН-47 |
Св-10НМА |
АН-47 |
Св-08Г2С (1,6×1,6 мм) |
|||||
____________
1 Защитные газы: 1) (78 - 82) % Ar + (18 - 22) % CO2; 2) (95 - 97) % Ar + (3 - 5) % O2; 3) (83 - 87) % Ar + (10 - 12) % CO2 + (3 - 5) % О2; 4) CO2 - для временных и (или) вспомогательных конструкций.
2 При катетах до 7 мм включительно.
Таблица 10.16
Сварочные материалы, применяемые для механизированной и ручной дуговой сварки стыковых соединений стальных конструкций мостов
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||
|
МФ |
МПИ, МПГ1 |
МАДП, МП1 |
РД |
|||
|
Группа |
Марка стали, класс прочности |
Сварочная проволока |
Флюс |
Металлопорошковая проволока |
Проволока сплошного сечения |
Тип и марка электродов |
|
1 |
15ХСНД 15ХСНДА 09Г2СД (09Г2С) 12Г2СБД 345 |
Св-08ГА |
ПФК-56С |
«POWER BRIDGE» |
Св-08Г2С |
Э50А |
|
Св-10НМА |
АН-47 |
Æ 1,2 - 1,6 мм |
ПСГ-0302 |
УОНИИ-13/55 |
||
|
Св-10НМА |
АН-22 |
AS-SG2 |
МТГ-01К |
|||
|
Св-10ГНА |
АНК-561 |
Æ 1,2 - 1,6 мм |
МТГ-02 |
|||
|
МТГ-03 |
||||||
|
2 |
10ХСНД 10ХСНДА 390 |
Св-08ГА |
ПФК-56С |
«POWER BRIDGE» |
Св-08ГСМТ |
Э50А |
|
Св-10НМА |
АН-47 |
Æ 1,2 - 1,6 мм |
Æ 1,2 - 1,6 мм |
УОНИИ-13/55 |
||
|
Св-10НМА |
АН-22 |
МТГ-01К |
||||
|
Св-10НМА |
АНК-561 |
МТГ-02 |
||||
|
МТГ-03 |
||||||
____________
1 Защитные газы: 1) (78 - 82) % Ar + (18 - 22) % CO2; 2) (95 - 97) % Ar + (3 - 5) % О2; 3) (83 - 87) % Ar + (10 - 12) % СО2 + (3 - 5) % О2; 4) СО2 - для временньк и (или) вспомогательных конструкций.
Таблица 10.17
Сварочные материалы, применяемые для механизированной и ручной дуговой сварки тавровых, угловых и нахлесточных соединений конструкций стальных мостов
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||
|
МФ |
МПИ, МПГ2 |
МАДП, МП2 |
РД |
|||
|
Группа |
Класс прочности |
Сварочная | проволока |
Флюс |
Металлопорошковая проволока |
Проволока сплошного сечения |
Тип и марка электродов |
|
1 |
15ХСНД |
Св-08ГА |
ПФК-56С |
«POWER BRIDGE» |
Св-08Г2С3 |
Э42А-УОНИИ-13/451 |
|
|
15ХСНДА |
СВ-08А1 |
ПФК-56С |
Æ 1,2-1,6 мм |
ПСГ-03023 |
Э50А-УОНИИ-13/55 |
|
|
09Г2СД |
Св-10НМА |
АН-47 |
|
ПСГ-03013 |
Э50А-МТГ-02 |
|
|
(09Г2С) |
Св-10НМА |
АН-348-А1 |
|
AS-SG2 |
|
|
|
12Г2СБД 345 |
|
|
|
Æ 1,2-1,6 мм |
|
|
2 |
10ХСНД |
Св-08ГА |
ПФК-56С |
«POWER BRIDGE» |
Св-08Г2С3 |
Э42А-УОНИИ-13/451 |
|
|
10ХСНДА |
СВ-08А1 |
ПФК-56С |
Æ 1,2-1,6 мм |
ПСГ-03023 |
Э50А-УОНИИ-13/55 |
|
|
390 |
Св-10НМА |
АН-47 |
|
Æ 1,2 - 1,6 мм |
Э50А-МТГ-02 |
____________
1 При катетах до 7 мм включительно.
2 Защитные газы: 1) (78 - 82) % Ar + (18 - 22) % CO2; 2) (95 - 97) % Ar + (3 - 5) % O2; 3) (83 - 87) % Ar + (10 - 12) % CO2 + (3 - 5) % O2; 4) CO2 - для временных и (или) вспомогательных конструкций.
3 Эти материалы следует применять только для конструкций обычного исполнения.
Таблица 10.18
Сварочные материалы, применяемые для механизированной и ручной дуговой сварки тавровых, угловых и нахлесточных соединений конструкций стальных мостов
|
Материал свариваемых деталей |
Способы сварки и соответствующие им сварочные материалы |
|||||
|
МФ |
МПИ, МПШ2 |
МАДП, МП2 |
РД |
|||
|
Группа |
Класс прочности |
Сварочная проволока |
Флюс |
Металлопорошковая проволока |
Проволока сплошного сечения |
Тип и марка электродов |
|
1 |
15ХСНД |
Св-08ГА |
ПФК-56С |
«POWER BRIDGE» |
Св-08Г2С |
Э42А-УОНИИ-13/451 |
|
15ХСНДА |
Св-08А1 |
ПФК-56С |
Æ 1,2 - 1,6 мм |
ПСГ-0302 |
||
|
09Г2СД |
Св-10НМА |
АН-47 |
ПСГ-0301 |
Э50А-УОНИИ-13/55 |
||
|
(09Г2С) |
Св-10НМА |
АН-348-А1 |
AS-SG2 |
|||
|
12Г2СБД |
0 1,2 - 1,6 мм |
Э50А-МТГ-02 |
||||
|
345 |
||||||
|
2 |
10ХСНД |
Св-08ГА |
ПФК-56С |
«POWER BRIDGE» |
Св-08Г2С |
Э42А-УОНИИ-13/451 |
|
10ХСНДА |
СВ-08А1 |
ПФК-56С |
Æ 1,2 - 1,6 мм |
ПСГ-0302 |
||
|
390 |
Св-10НМА |
АН-47 |
Æ 1,2 - 1,6 мм |
Э50А-УОНИИ-13/55 Э50А-МТГ-02 |
||
____________
1 При катетах до 7 мм включительно.
2 Защитные газы: 1) (78 - 82) % Ar + (18 - 22) % CO2; 2) (95 - 97) % Ar + (3 - 5) % O2; 3) (83 - 87) % Ar + (10 - 12) % CO2 + (3 - 5) % О2; 4) СО2 - для временных и (или) вспомогательных конструкций.
11. Контроль сварных соединений (КСС)
Основные виды и характеристики контрольных сварных соединений, выполняемых при аттестации технологии сварки
11.1. В подлежащей контролю зоне поверхность шва и прилегающие к нему участки основного металла очищают от шлака, брызг металла и других загрязнений на ширине не менее 20 мм в обе стороны от шва (при электрошлаковой сварке - не менее 100 мм).
Для контрольных сварных соединений деталей номинальной толщиной менее 20 мм (при электрошлаковой сварке - менее 100 мм) допускается уменьшение размеров контролируемой зоны и ширины зачистки поверхности шва и прилегающих к нему участков основного металла, если это оговорено в НД.
Если после сварки предусмотрено проведение термообработки, контроль сварных соединений выполняют после термообработки.
Для материалов, склонных к образованию трещин под воздействием водорода, контроль неразрушающими методами должен быть отложен на время, установленное требованиями НД.
11.2. Визуальный и измерительный контроль проводят в целях выявления поверхностных дефектов сварного соединения (наплавки), в том числе:
поверхностных трещин всех видов и направлений;
дефектов на поверхности сварного соединения (наплавки) и основного металла (включений, превышающих допустимые нормы, расслоений, подрезов, прожогов, свищей, незаваренных кратеров, непроваров, несплавлений и т.п.);
дефектов формы и размеров шва (превышение выпуклости сварного шва, неполное заполнение разделки кромок, превышение выпуклости и вогнутости корня шва, смещение кромок и перелом осей свариваемых деталей, наплыв, чешуйчатость поверхности шва, западания между валиками).
11.3. Радиографический и ультразвуковой контроль выполняют в целях выявления внутренних дефектов в контрольных сварных соединениях (трещин, непроваров, несплавлений, одиночных включений, скоплений включений).
Ультразвуковой контроль контрольных наплавок выполняют в целях подтверждения отсутствия несплавлений между основным и наплавленным металлом, а также других недопустимых дефектов.
11.4. Капиллярный и магнитопорошковый контроль выполняют в целях выявления поверхностных, а в случае магнитопорошкового контроля и подповерхностных дефектов.
11.5. Механические испытания проводят в целях проверки соответствия характеристик механических свойств сварных соединений требованиям НД.
11.6. Металлографические исследования проводят в целях выявления возможных внутренних дефектов и участков со структурой металла, отрицательно влияющей на свойства сварных соединений (при наличии конкретных требований НД).
При аттестации технологии двусторонней сварки стыковых соединений без разделки кромок рекомендуется проведение исследования макрошлифов поперечных сечений соединения в целях подтверждения требуемой глубины проплавления и отсутствия недопустимого взаимного смещения валиков.
11.7. Измерение твердости выполняется в целях проверки свойств металла сварных соединений (наплавок) (в том числе соблюдения режимов подогрева и термической обработки) в случаях предусмотренных требованиями НД.
11.8. Испытания на стойкость против межкристаллитной коррозии (или другие виды коррозионных испытаний) выполняют в целях подтверждения коррозионной стойкости сварных соединений деталей из соответствующих материалов (в том числе плакирующего слоя биметалла).
11.9. Механические испытания выполняют при нормальной (20 °C) температуре. В случаях, предусмотренных НД, механические испытания на ударный изгиб проводят при иных (отрицательных), оговоренных в НД температурах.
11.10. Визуальный контроль шва и примыкающей к нему поверхности основного металла проводят на ширине, указанной в п. 5.2, по всей длине контрольного сварного соединения (площади наплавки). Измерительный контроль сварного соединения выполняют не менее чем в трех местах по длине соединения.
11.11. Радиографическому или ультразвуковому контролю подлежат контрольные сварные соединения (наплавки) из металлических материалов, выполненные дуговой, электрошлаковой, электронно-лучевой и газовой сваркой.
Ультразвуковому контролю не подлежат угловые (тавровые), нахлесточные контрольные сварные соединения с неполным проплавлением (конструктивным зазором) независимо от толщины свариваемых деталей.
11.12. Капиллярный или магнитопорошковый контроль допускается не проводить на сварных соединениях деталей из углеродистых, марганцовистых и кремнемарганцовистых сталей и аналогичных по химическому составу наплавках.
11.13. Капиллярный контроль сварных соединений (наплавок) из плакированных материалов проводят со стороны плакирующего слоя в зонах сплавления шва (защитной наплавки) с плакирующим слоем.
11.14. Определение ударной вязкости на образцах, вырезанных из верхних и нижних слоев КСС, а также на образцах из контрольных сварных соединений деталей толщиной менее 12 мм по ГОСТ 6996 может проводиться при наличии соответствующих требований НД. Образцы изготавливают с надрезом по оси шва со стороны его раскрытия или по высоте шва.
11.15. Измерение твердости проводят на образцах контрольных сварных соединений деталей из сталей групп 3 - 7 (табл. 7.1.1), а также в других случаях, предусмотренных НД. Измерение твердости рекомендуется выполнять на образцах по чертежу 19 ГОСТ 6996.
11.16. При металлографических исследованиях в соответствии с требованиями НД проводят макроисследования или макро- и микроисследования.
Количество образцов для металлографических исследований (макро- и микроисследований) изготавливается в зависимости от типа сварного соединения: не менее одного образца (шлифа) для стыковых соединений (2 шлифа при контроле КСС из высоколегированных сталей); не менее двух - для угловых (тавровых) соединений и не менее трех - для наплавок.
11.17. Испытания на стойкость против межкристаллитной коррозии выполняют только при наличии соответствующих требований НД.
11.18. Образцы для механических испытаний и коррозионных исследований вырезают из участков сварных соединений, в которых при радиографическом или ультразвуковом контроле не были обнаружены внутренние дефекты. Из участков с обнаруженными допустимыми несплошностями могут быть изготовлены образцы (шлифы) для металлографического исследования.
Рекомендуемые схемы вырезки образцов из стыковых и угловых (тавровых) сварных соединений, стыковых сварных соединений труб, сваренных без поворота при горизонтальном положении осей труб, стыковых соединений труб, сваренных без поворота при вертикальном положении осей труб, приведены в МД. Для стыковых соединений труб, сваренных с поворотом, допускается любое расположение образцов для испытаний.
11.19. Контрольные сварные соединения из плакированных сталей подвергают следующим испытаниям:
на растяжение, статический и ударный изгиб (на образцах с надрезом);
металлографическому исследованию (по всему сечению контрольного соединения);
на стойкость против межкристаллитной коррозии (на образцах из плакирующего слоя).
11.20. Механические испытания выполняют на образцах по ГОСТ 6996:
испытания на статическое растяжение - типов II, III, IV, V, XII, XIII, ХIIIа, XV, XVI, XVII, XVIII, XVIIIa;
испытания на статический изгиб - типов XXVI, XXVIa, XXVII, XXVIIa, XXVIII, XXVIIIa;
испытания на сплющивание - типа XXX;
испытания на ударный изгиб - типов VI или IX.
11.21. Величины отклонений размеров конструктивных элементов и их взаимного расположения, а также размеры и число наружных дефектов КСС арматуры и закладных изделий железобетонных конструкций не должны превышать значений, приведенных в табл. 11.6 и 11.7. Ультразвуковой контроль КСС арматуры, арматурных и закладных изделий железобетонных конструкций строительных объектов следует выполнять в соответствии с рекомендациями табл. 11.5. Проведение механических испытаний КСС арматуры, арматурных и закладных изделий железобетонных конструкций строительных объектов рекомендуется выполнять следующим образом:
конструкция, количество, размеры контрольных образцов и схемы механических испытаний в зависимости от типов сварных соединений должны приниматься в соответствии с рекомендациями табл. 11.8;
механические испытания контрольных образцов должны осуществляться с использованием разрывных машин любых систем, отвечающих требованиям ГОСТ 7855;
скорость нагружения образцов - по ГОСТ 12004. Все оборудование ежегодно должно быть метрологически поверено.
Значения предела прочности КСС арматуры, арматурных и закладных деталей железобетонных конструкций, подвергнутых механическим испытаниям, приведены в табл. 11.9 и 11.10.
11.22. Типы и характеристики КСС арматуры, арматурных и закладных изделий железобетонных конструкций и соответствующие им обозначения по ГОСТ 14098-91 приведены в табл. 11.3. Применяемые для изготовления КСС основные материалы (арматурная сталь и прокат) должны иметь сертификат качества завода-изготовителя.
При отсутствии сертификатов обязательно проведение испытаний основных материалов с определением механических свойств (предела текучести, предела прочности, относительного удлинения и угла изгиба) и химического состава.
При выполнении на производстве стыковых соединений арматурных стержней различных диаметров при производственной аттестации технологий сварки рекомендуется выполнять КСС с соотношением диаметров dmin/dmax = 0,5 - 0,8.
11.23. При аттестации технологий вида II КСС должны соответствовать техническим характеристикам специализированного оборудования.
При аттестации технологий вида III КСС могут быть выполнены в виде сварных узлов и фрагментов конструкции, в максимальной степени воспроизводящих производственные условия выполнения сварочных (наплавочных) работ.
11.24. При механических испытаниях стыковых соединений труб из полимерных материалов необходимо определять величину разрушающего напряжения и предел текучести материала при растяжении, а при испытании раструбных и муфтовых соединений - величину разрушающего напряжения при сдвиге. Схемы механических испытаний КСС труб из полимерных материалов приведены в табл. 11.11.
11.25. Изготовление образцов из сварных соединений труб из полимерных материалов и их испытание на растяжение следует выполнять в соответствии с требованиями ГОСТ 11262-80*. Для испытаний на сдвиг из середины раструба вырезают образцы в виде кольца (схему испытания и требования к качеству см. в ВСН 440-83).
11.26. Для испытаний на растяжение сварных соединений из листовых полимерных материалов применяются образцы типа 2 или 3 по ГОСТ 11262-80*; на ударный изгиб (образцы без надреза) - тип 2 по ГОСТ 4647-80* (при Элиста свыше 1 до 5 мм) и тип 1 по ГОСТ 4647-80* (при Элиста от 5 до 10 мм).
Размеры образцов для испытания методом напряженного изгиба с приложением длительного действующего усилия должны быть для полиэтилена толщиной от 2 до 7 мм: длина - 150 мм, ширина - 30 мм.
Для всех видов испытаний шов сварного соединения должен быть расположен в середине образца и перпендикулярно плоскости его вырезки.
Обработка результатов испытаний проводится по ГОСТ 14359-69.
11.27. Если изделия из листовых полимерных материалов, выполненные методом сварки, должны эксплуатироваться в условиях агрессивных сред, швы сварных соединений необходимо выдерживать в этих средах, а затем испытывать на растяжение, напряженный или ударный изгиб (в зависимости от условий работы изделия).
11.28. Обозначения типов и конструкций швов сварных соединений из листовых полимерных материалов определяются по ГОСТ 16310-80, методы контроля качества по ГОСТ 16971-71.
11.29. При необходимости допускается проводить все виды механических испытаний листовых полимерных материалов при повышенных и пониженных температурах.
11.30. Испытания КСС полиэтиленовых газопроводов на осевое растяжение выполняют на образцах-лопатках типа 2 по ГОСТ 11262-80*.
11.31. Оценку качества группы дефектов КСС из полиэтиленовых газопроводов проводят в соответствии с Методикой ультразвукового контроля качества сварных стыковых соединений полиэтиленовых газопроводов АО «ВНИИСТ».
11.32. Испытанию КСС полиэтиленовых газопроводов на сплющивание образцов-сегментов подвергают соединения, полученные сваркой при помощи деталей муфтового типа (муфт, переходов, отводов, тройников, заглушек и т.п.) с закладными нагревателями.
Количество образцов из одного патрубка в зависимости от номинального диаметра труб:
|
dн, мм |
Количество образцов из одного патрубка |
|
20 - 75 |
2 |
|
90 - 125 |
4 |
|
140 - 225 |
8 |
11.33. Испытания КСС полиэтиленовых газопроводов на статический изгиб образцов-полосок проводят до достижения угла изгиба 160°.
11.34. Испытания КСС полиэтиленовых газопроводов при постоянном внутреннем давлении сварных соединений проводят в соответствии с требованиями ГОСТ Р 50838-95* и методикой ГОСТ 24157-80* с отбором не менее трех образцов на каждый уровень начального напряжения.
11.35. Испытание сварных соединений полиэтиленовых газопроводов на длительное растяжение проводят для определения длительной несущей способности сварных соединений на образцах типа 2 по ГОСТ 11262-80*. Одновременно с испытанием оцениваемых образцов сварных швов при тех же условиях испытывают образцы из базовых стыков.
11.36. Испытаниям на стойкость к удару подвергаются соединения полиэтиленовых газопроводов, выполненные при помощи крановых седловых отводов на образцах в виде патрубков с расположенным посредине седловым отводом.
Основные виды КСС для технических устройств типа I

Рис. 11.1. Стыковые контрольные сварные соединения труб из металлов
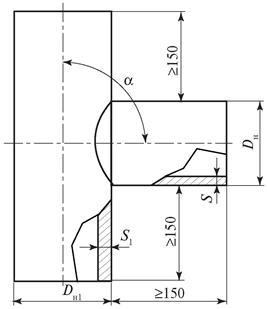
Рис. 11.2. Угловые (тавровые) контрольные сварные соединения труб из металлов
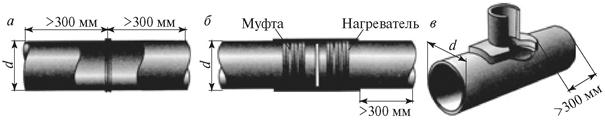
Рис. 11.3. Типы контрольных сварных соединений при сварке труб из полимерных материалов:
а - стыковые соединения; б - соединения муфтой; в - соединение седловым ответвлением
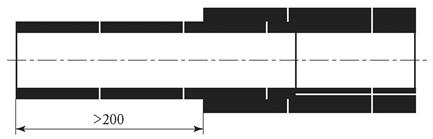
Рис. 11.4. Контрольные сварные соединения типа Р из полимерных материалов
Основные виды КСС для технических устройств типа II
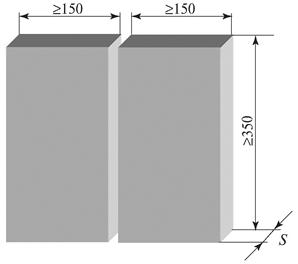
Рис. 11.5. Стыковые контрольные сварные соединения листов из металлов
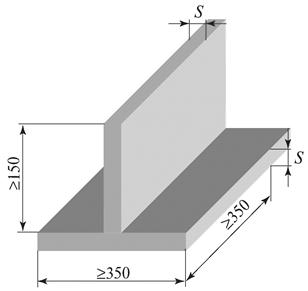
Рис. 11.6. Тавровые (угловые) контрольные сварные соединения листов из металлов
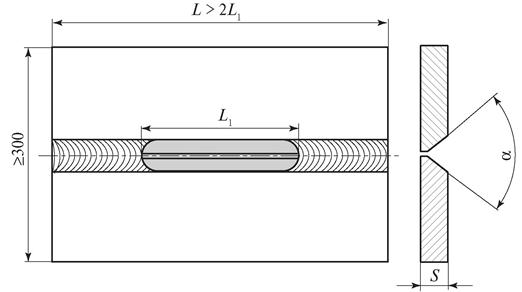
Рис. 11.7. Контрольное сварное соединение для аттестации технологии исправления
дефектов (ремонта) сварных соединений листов (труб) из металлов:
L1 ³ 10S, но не менее 200 мм (при отсутствии иных требований НД, ПТД); a ³ 50° - 5° (при отсутствии иных требований НД, ПТД)

Рис. 11.8. Контрольные сварные соединения типов V, X из полимерных материалов
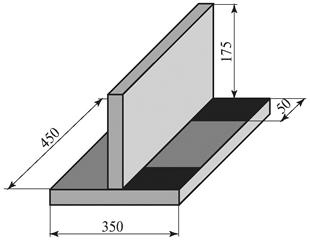
Рис. 11.9. Контрольные сварные соединения типов ТБ, TV, TX из полимерных материалов
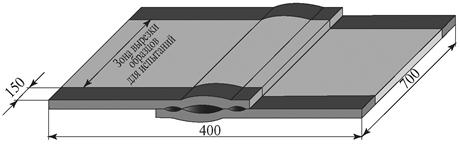
Рис. 11.10. Контрольные сварные соединения типа Н из полимерных материалов
Таблица 11.1
Характеристики КСС объектов стального мостостроения
|
Условия сварки |
Тип КСС (размеры, мм) |
Способы сварки |
|
|
З |
Тавровое |
Автоматическая сварка под флюсом (АФ): |
|
|
(заводская сварка) |
(300´600) |
однодуговым или двухдуговым двухшовным сварочным автоматом |
|
|
Автоматическая сварка плавящимся электродом в среде активных газов и смесях (АПГ): |
|||
|
однодуговым или двухдуговым двухшовным сварочным автоматом |
|||
|
Тавровое |
Механизированная сварка под флюсом (МФ) |
||
|
(300´350) |
Механизированная сварка плавящимся электродом в среде активных газов и смесях (МП) |
||
|
Ручная дуговая сварка покрытыми электродами (РД) |
|||
|
Стыковое |
Автоматическая сварка под флюсом (АФ): |
||
|
(500´600) |
однодуговым сварочным автоматом |
||
|
Автоматическая сварка плавящимся электродом в среде активных газов и смесях (АПГ): |
|||
|
однодуговым сварочным автоматом |
|||
|
Стыковое |
Механизированная сварка под флюсом (МФ) |
||
|
(300´350) |
Механизированная сварка плавящимся электродом в среде активных газов и смесях (МП) |
||
|
Ручная дуговая сварка покрытыми электродами (РД) |
|||
|
М |
Тавровое |
Ручная дуговая сварка покрытыми электродами (РД) |
|
|
(монтажная сварка) |
(300´350) |
Механизированная сварка под флюсом (МФ) |
|
|
Механизированная сварка плавящимся электродом в среде активных газов и смесях (МП) |
|||
|
Стыковое |
Ручная дуговая сварка покрытыми электродами (РД) |
||
|
(300´350) |
Механизированная сварка под флюсом (МФ) |
||
|
Механизированная сварка плавящимся электродом в среде активных газов и смесях (МП) |
|||
|
Стыковое |
Ручная дуговая сварка покрытыми электродами + автоматическая сварка под флюсом (РД + АФ) |
||
|
(500´600) |
|||
|
Механизированная сварка плавящимся электродом в среде активных газов и смесях + автоматическая сварка под флюсом (МП + АФ) |
|||
|
Механизированная сварка под флюсом + автоматическая сварка под флюсом (МФ + АФ) |
|||
|
Автоматическая сварка под флюсом (АФ): |
|||
|
однодуговым или двухдуговым сварочным автоматом |
|||
|
Автоматическая сварка под флюсом (АФ): |
|||
|
с применением МХП |
|||
|
Автоматическая сварка под флюсом (АФ): |
|||
|
вертикальная сварка проволокой сплошного сечения |
|||
|
Автоматическая вертикальная сварка самозащитной порошковой проволокой (АПС) |
Таблица 11.2
Характеристики КСС и соответствующие им обозначения по ГОСТ 14098 для технических устройств типа IV
|
Вид деталей |
Тип соединения |
Тип швов |
Вид соединения |
Положение при сварке |
Способ сварки и обозначение по ГОСТ 14098 |
Условия сварки |
|
|
РД - ручная дуговая сварка покрытыми электродами |
|||||||
|
С + С |
С |
СШ |
сн |
Г |
С19-Рм |
Дуговая ручная многослойными швами на стальной скобе-накладке |
М |
|
С + С |
С |
СШ |
ос, дс |
Г |
С20-Рм |
Дуговая ручная многослойными швами без стальной скобы-накладки |
М |
|
С + С |
Н |
СШ |
ос |
Н1, Г, В1, П1 |
С21-Рн |
Дуговая ручная швами с накладками из стержней |
М, З |
|
С + Л |
Н |
УШ |
ос |
Н2, В1, П2 |
Н1-Рш |
Дуговая ручная швами |
З |
|
С + С |
Н |
СШ |
ос |
Н1, Г, В1, П1 |
С22-Ру |
Дуговая ручная швами с удлиненными накладками из стержней |
М, З |
|
С + С |
Н |
СШ |
ос |
H1, Г, В1, П1 |
С23-Рэ |
Дуговая ручная швами без дополнительных технологических элементов |
М, 3 |
|
С + С |
К |
УШ |
ос |
Н2, В1, П2 |
К3-Рр |
Дуговая ручная прихватками |
М |
|
С + Л |
Т |
УШ |
ос |
Н2 |
Т9-Рв |
Дуговая ручная в выштампованное отверстие |
З |
|
С + Л |
Т |
УШ |
ос |
Н2 |
Т12-Рз |
Дуговая ручная валиковыми швами в раззенкованное отверстие |
З |
|
С + С |
С |
СШ |
иф-в |
H1, Г |
С7-Рв |
Ванная одноэлектродная в инвентарной форме |
М |
|
С + С |
С |
СШ |
иф-в |
Г |
С10-Рв |
Ванная одноэлектродная в инвентарной форме |
М |
|
2С + 2С |
С |
СШ |
иф-в |
H1 |
С13-Рв |
Ванная одноэлектродная в инвентарной форме спаренных стержней |
М |
|
С + С |
С |
СШ |
сн-в |
H1, Г |
С15-Рс |
Ванно-шовная на стальной скобе-накладке |
М |
|
С + С |
С |
СШ |
кф-в |
H1, Г |
С26-Рс |
Ванная одноэлектродная в комбинированных несущих и формирующих элементах |
М |
|
С + С |
С |
СШ |
кф-в |
Г |
С29-Рс |
Ванная одноэлектродная в комбинированных несущих и формирующих элементах |
М |
|
2С + 2С |
С |
СШ |
кф-в |
H1, Г |
С32-Рс |
Ванная одноэлектродная в комбинированных несущих формирующих элементах спаренных стержней |
М |
|
С + Л |
Т |
УШ |
иф-в |
H1 |
Т13-Ри |
Ванная одноэлектродная в инвентарной форме |
З |
|
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях |
|||||||
|
С + Л |
Т |
УШ |
ос |
Н2 |
Т8-Мв |
Дуговая механизированная в углекислом газе СО2 в выштампованное отверстие |
З |
|
С + Л |
Т |
УШ |
ос |
Н2 |
Т10-Мс |
Дуговая механизированная в углекислом газе СО2 в отверстие |
З |
|
С + Л |
Т |
УШ |
ос |
Н2 |
Т11-Мц |
Дуговая механизированная в углекислом газе СО2 в цекованное отверстие |
З |
|
МПС - механизированная сварка самозащитной порошковой проволокой |
|||||||
|
С + С |
С |
СШ |
иф |
H1, Г |
С6-Мп |
Дуговая механизированная порошковой проволокой в инвентарной форме |
М |
|
С + С |
С |
СШ |
иф |
Г |
С9-Мп |
Дуговая механизированная порошковой проволокой в инвентарной форме |
М |
|
2С + 2С |
С |
СШ |
иф |
H1 |
С12-Мп |
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней |
М |
|
С + С |
С |
СШ |
сн |
H1, Г |
С14-Мп |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
М |
|
С + С |
С |
СШ |
сн |
Г |
С17-Мп |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
М |
|
С + С |
С |
СШ |
кф |
H1, Г |
С25-Мп |
Дуговая механизированная порошковой проволокой в комбинированных несущих и формирующих элементах |
М |
|
С + С |
С |
СШ |
кф |
В1, Г |
С28-Мп |
Дуговая механизированная порошковой проволокой в комбинированных несущих и формирующих элементах |
М |
|
2С + 2С |
С |
СШ |
кф |
H1, Г |
С31-Мп |
Дуговая механизированная порошковой проволокой в комбинированных несущих и формирующих элементах спаренных стержней |
М |
|
МСОД - механизированная сварка открытой дугой легированной проволокой |
|||||||
|
С + С |
С |
СШ |
сн |
H1, Г |
С16-Мо |
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке |
М |
|
С + С |
С |
СШ |
сн |
Г |
С18-Мо |
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке |
М |
|
МФ - механизированная сварка под флюсом |
|||||||
|
С + С |
С |
СШ |
иф-в |
H1 |
С5-Мф |
Ванная механизированная под флюсом в инвентарной форме |
М |
|
С + С |
С |
СШ |
иф-в |
Г |
С8-Мф |
Ванная механизированная под флюсом в инвентарной форме |
М |
|
2С + 2С |
С |
СШ |
иф-в |
H1 |
С11-Мф |
Ванная механизированная под флюсом в инвентарной форме спаренных стержней |
М |
|
С + С |
С |
СШ |
кф-в |
H1 |
С24-Мф |
Ванная механизированная под флюсом в комбинированных несущих и формирующих элементах |
М |
|
С + С |
С |
СШ |
кф-в |
H1 |
С27-Мф |
Ванная механизированная под флюсом в комбинированных несущих и формирующих элементах |
М |
|
2С + 2С |
С |
СШ |
кф-в |
H1 |
С30-Мф |
Ванная механизированная под флюсом в комбинированных несущих и формирующих элементах спаренных стержней |
М |
|
С + Л |
Т |
Тч |
ос |
H1 |
Т1-Мф |
Дуговая механизированная под флюсом без присадочного металла |
З |
|
С + Л |
Т |
Тч |
ос |
H1 |
Т2-Рф |
Дуговая ручная с малой механизацией под флюсом без присадочного металла |
З |
|
С + Л |
Т |
Тч |
ос |
H1 |
Т3-Мж |
Дуговая механизированная под флюсом без присадочного металла по рельефу |
З |
|
КСО - контактная стыковая сварка оплавлением |
|||||||
|
С + С |
С |
СШ |
ос |
H1 |
С1-Ко |
Контактная стержней одинакового диаметра |
З |
|
С + С |
С |
СШ |
ос |
H1 |
С2-Кн |
Контактная стержней разного диаметра |
З |
|
С + С |
С |
СШ |
ос |
H1 |
С3-Км |
Контактная стержней одинакового диаметра с последующей механической обработкой |
З |
|
С + С |
С |
СШ |
ос |
H1 |
С4-Кп |
Контактная стержней одинакового диаметра с предварительной механической обработкой |
З |
|
С + Л |
Т |
Тч |
ос |
H1 |
Т7-Ко |
Контактная непрерывным оплавлением |
З |
|
КТС - контактная точечная сварка |
|||||||
|
С + С |
К |
Тч |
ос |
В1, Н2, П2 |
К1-Кт |
Контактная точечная двух стержней |
З |
|
С + С |
К |
Тч |
ос |
В1, Н2, П2 |
К2-Кт |
Контактная точечная трех стержней |
З |
|
С + Л |
Н |
Тч |
ос |
Н2 |
Н2-Кр |
Контактная по одному рельефу на пластине |
З |
|
С + Л |
Н |
Тч |
ос |
Н2 |
Н3-Кп |
Контактная по двум рельефам на пластине |
З |
|
С + Л |
Н |
Тч |
ос |
Н2 |
Н4-Ка |
Контактная по двум рельефам на арматуре |
З |
|
КСС - контактная стыковая сварка сопротивлением |
|||||||
|
С + Л |
Т |
Тч |
ос |
H1 |
Т6-Кс |
Контактная рельефная сопротивлением |
З |
Принятые обозначения:
|
Вид деталей: |
Вид соединения: |
|
|
С + С - стержень + стержень; |
ос - односторонняя сварка; |
|
|
2С + 2С - 2 стержня + 2 стержня; |
дс - двусторонняя сварка; |
|
|
иф - сварка в инвентарных формах; |
||
|
С + Л - стержень + лист. |
сн - сварка в скобах-накладках; |
|
|
Тип соединения: |
кф - сварка в комбинированных формирующих элементах; |
|
|
С - стыковое; |
кф-в - сварка в комбинированных формирующих элементах ванным способом; |
|
|
Н - нахлесточное; |
||
|
Т - тавровое; |
сн-в - сварка в скобах-накладках ванным способом; |
|
|
К - крестообразное. |
иф-в - сварка в инвентарных формах ванным способом. |
|
|
Тип шва: |
Положения при сварке: |
|
|
СШ - стыковой; |
пространственные положения: |
|
|
УШ - угловой; |
H1 - стыковые и нахлесточные соединения стержней, а также тавровые соединения стержней с листами, выполняемые в нижнем положении со стороны привариваемого стержня; |
|
|
Тч - точечный. |
||
|
Условия сварки: |
||
|
З - заводская; |
Н2 - крестообразные соединения стержней, а также тавровые и нахлесточные соединения стержней с листами, выполняемые в нижнем положении; |
|
|
М - монтажная. |
||
|
В1 - крестообразные и нахлесточные соединения стержней, а также нахлесточные соединения стержней с листами, выполняемые в вертикальном положении; |
||
|
Г - стыковые и нахлесточные соединения стержней, выполняемые в горизонтальном положении; |
||
|
П1 - нахлесточные соединения стержней, выполняемые в потолочном положении; |
||
|
П2 - крестообразные соединения стержней, а также нахлесточные соединения стержней с листами, выполняемые в потолочном положении. |
Таблица 11.3
Контрольные сварные соединения арматуры и закладных изделий железобетонных конструкций
|
Обозначение типа сварного соединения по ГОСТ 14098-91, способы и технологические особенности сварки, положение стержней при сварке |
Соединение арматуры после сварки |
|
|
Крестообразное |
К1-Кт |
|
|
Контактная точечная двух стержней. |
||
|
Любое |
||
|
К2-Кт |
|
|
|
Контактная точечная трех стержней. |
||
|
Любое |
||
|
К3-Рр |
|
|
|
Дуговая ручная прихватками. |
||
|
Любое |
||
|
Стыковое |
С1-Ко |
|
|
Контактная стержней одинакового диаметра. |
||
|
Горизонтальное |
||
|
С1-Кн |
||
|
Контактная стержней разного диаметра. |
||
|
Горизонтальное |
||
|
С5-Мф |
|
|
|
Ванная механизированная под флюсом в инвентарной форме. |
||
|
Горизонтальное |
||
|
С6-Мп |
||
|
Дуговая механизированная порошковой проволокой в инвентарной форме. |
||
|
Горизонтальное |
||
|
С7-Рв |
||
|
Ванная одноэлектродная в инвентарной форме. |
||
|
Горизонтальное |
||
|
С8-Мф |
|
|
|
Ванная механизированная под флюсом в инвентарной форме. |
||
|
Вертикальное |
||
|
С9-Мп |
||
|
Дуговая механизированная порошковой проволокой в инвентарной форме. |
||
|
Вертикальное |
||
|
С10-Рв |
||
|
Ванная одноэлектродная в инвентарной форме. |
||
|
Вертикальное |
||
|
С11-Мф |
|
|
|
Ванная механизированная под флюсом в инвентарной форме. |
||
|
Горизонтальное |
||
|
С12-Мп |
||
|
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней. |
||
|
Горизонтальное |
||
|
С13-Рв |
||
|
Ванная одноэлектродная в инвентарной форме спаренных стержней. |
||
|
Горизонтальное |
||
|
С14-Мп |
|
|
|
Дуговая механизированная порошковой проволокой на стальной скобе-накладке. |
||
|
Горизонтальное |
||
|
С15-Рс |
|
|
|
Ванно-шовная на стальной скобе-накладке. |
||
|
Горизонтальное |
||
|
С16-Мо |
||
|
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке. |
||
|
Горизонтальное |
||
|
С17-Мп |
|
|
|
Дуговая механизированная порошковой проволокой на стальной скобе-накладке. |
||
|
Вертикальное |
||
|
С18-Мо |
||
|
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке. |
||
|
Вертикальное |
||
|
С19-Рм |
||
|
Дуговая ручная многослойными швами на стальной скобе-накладке. |
||
|
Вертикальное |
||
|
С20-Рм |
|
|
|
Дуговая ручная многослойными швами без стальной скобы-накладки. |
||
|
Вертикальное |
||
|
С21-Рн |
|
|
|
Дуговая ручная швами с накладками из стержней. |
||
|
Любое |
||
|
С23-Рэ |
|
|
|
Дуговая ручная швами без дополнительных технологических элементов. |
||
|
Любое |
||
|
С24-Мф |
|
|
|
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах. |
||
|
Горизонтальное |
||
|
С25-Мп |
||
|
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах. |
||
|
Горизонтальное |
||
|
С26-Рс |
||
|
Ванная одноэлектродная в комбинированных несущих и формующих элементах. |
||
|
Горизонтальное |
||
|
С27-Мф |
|
|
|
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах. |
||
|
Вертикальное |
||
|
С28-Мп |
||
|
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах. |
||
|
Вертикальное |
||
|
С29-Рс |
||
|
Ванная одноэлектродная в комбинированных несущих и формующих элементах. |
||
|
Вертикальное |
||
|
С30-Мф |
|
|
|
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней. |
||
|
Горизонтальное |
||
|
С31-Мп |
||
|
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней. |
||
|
Горизонтальное |
||
|
С32-Рс |
||
|
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней. |
||
|
Горизонтальное |
||
|
Нахлесточное |
Н1-Рш |
|
|
Дуговая ручная швами. |
||
|
Любое |
||
|
Н2-Кр |
|
|
|
Контактная по одному рельефу на пластине. |
||
|
Горизонтальное |
||
|
Тавровое |
Т1-Мф |
|
|
Дуговая механизированная под флюсом без присадочного металла. |
||
|
Вертикальное |
||
|
Т2-Рф |
||
|
Дуговая ручная с малой механизацией под флюсом без присадочного металла. |
||
|
Вертикальное |
||
|
Т3-Мж |
|
|
|
Дуговая механизированная под флюсом без присадочного металла по рельефу. |
||
|
Вертикальное |
||
|
Тавровое |
Т6-Кс |
|
|
Контактная рельефная сопротивлением. |
||
|
Вертикальное |
||
|
Т7-Ко |
|
|
|
Контактная рельефная оплавлением. |
||
|
Вертикальное |
||
|
Т8-Мв |
|
|
|
Дуговая механизированная в углекислом газе СО2 в выштампованное отверстие. |
||
|
Вертикальное |
||
|
Т9-Рв |
||
|
Дуговая ручная в выштампованное отверстие. |
||
|
Вертикальное |
||
|
Т10-Мс |
|
|
|
Дуговая механизированная в углекислом газе СО2 в отверстие. |
||
|
Вертикальное |
||
|
Т11-Мц |
|
|
|
Дуговая механизированная в углекислом газе СО2 в цекованное отверстие. |
||
|
Вертикальное |
||
|
Т12-Рз |
|
|
|
Дуговая ручная валиковыми швами в раззенкованное отверстие. |
||
|
Вертикальное |
||
|
Т13-Ри |
|
|
|
Ванная одноэлектродная в инвентарной форме. |
||
|
Горизонтальное |
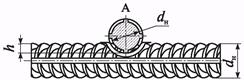

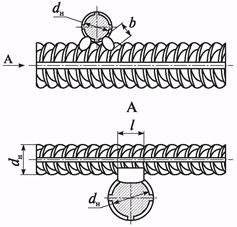
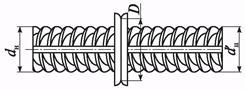
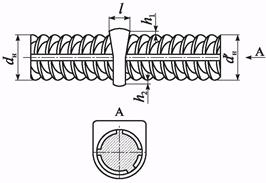

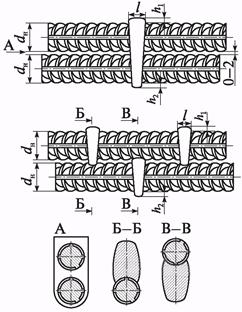


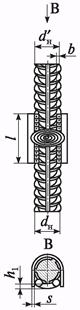
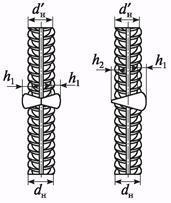
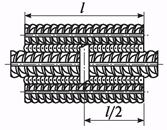
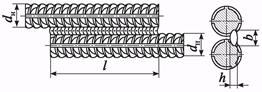
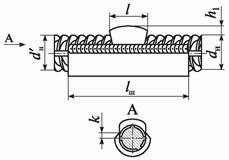
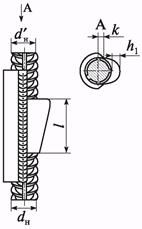

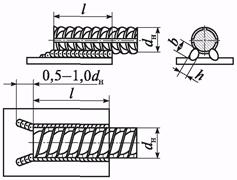
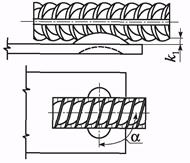
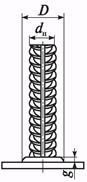

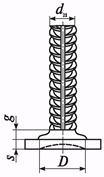
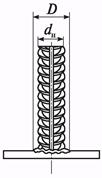
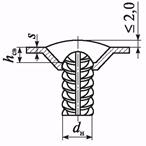
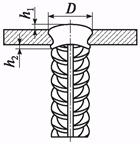

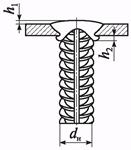
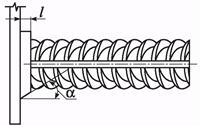
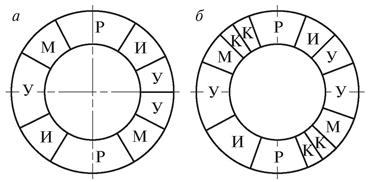
Рис. 11.11. Схема вырезки образцов из контрольных стыковых сварных соединений труб:
а - стыковое соединение труб, не подвергаемых испытанию на межкристаллитную коррозию; б - стыковое соединение труб, подвергаемых испытанию на МКК;
М - заготовки образцов для металлографических исследований и измерения твердости; Р - заготовки образцов для испытаний на растяжение; И - заготовки образцов для испытаний на статический изгиб; К - заготовки образцов для испытаний на межкристаллитную коррозию (МКК); У - заготовки образцов для испытаний на ударный изгиб
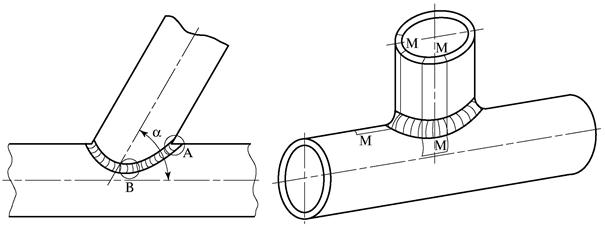
Рис. 11.12. Схемы вырезки образцов из контрольных угловых (тавровых) сварных соединений труб:
А - заготовки образцов для металлографических исследований и измерения твердости; В - заготовки образцов для металлографических исследований; М - заготовки образцов для металлографических исследований и измерения твердости

Рис. 11.13. Схемы вырезки образцов из контрольных стыковых сварных соединений листов (*металл концевых участков шва, подлежащий удалению):
М - заготовки образцов для металлографических исследований и измерения твердости; Р - заготовки образцов для испытаний на растяжение; И - заготовки образцов для испытаний на статический изгиб; К - заготовки образцов для испытаний на межкристаллитную коррозию (МКК) при наличии требований в НД; У - заготовки образцов для испытаний на ударный изгиб
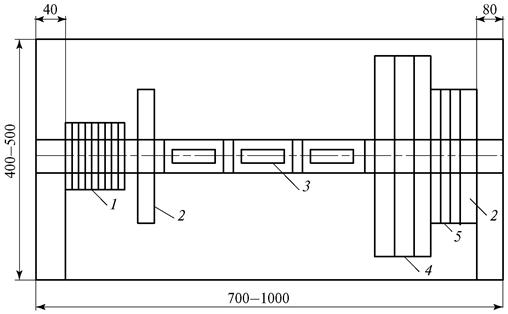
Рис. 11.14. Схемы вырезки образцов из контрольных стыковых сварных соединений листов конструкций стальных мостов:
1 - заготовки образцов для испытаний на ударный изгиб; 2 - заготовки образцов для металлографических исследований и измерения твердости; 3 - заготовки образцов для испытаний на растяжение (цилиндрические из металла шва); 4 - заготовки образцов для испытаний на растяжение (плоские из сварного соединения); 5 - заготовки образцов для испытаний на статический изгиб
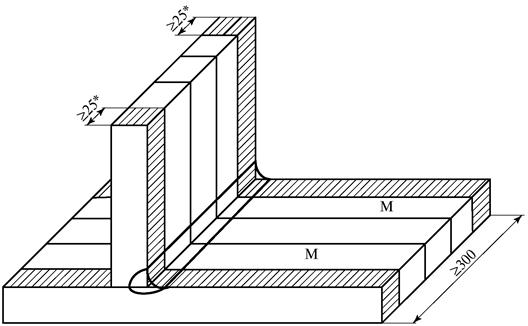
Рис. 11.15. Схема вырезки образцов из контрольных тавровых сварных соединений листов (*металл концевых участков шва, подлежащих удалению):
М - заготовки образцов для металлографических исследований и измерения твердости
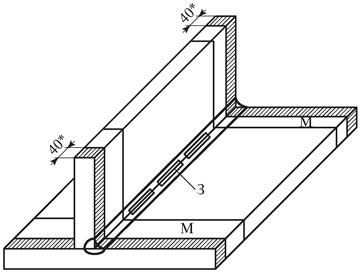
Рис. 11.16. Схема вырезки образцов из контрольных тавровых сварных соединений листов конструкций стальных мостов (*металл концевых участков шва, подлежащих удалению):
М - заготовки образцов для металлографических исследований и измерения твердости; З - заготовки образцов для испытаний на растяжение металла углового шва К ³ 12 мм (цилиндрические образцы)
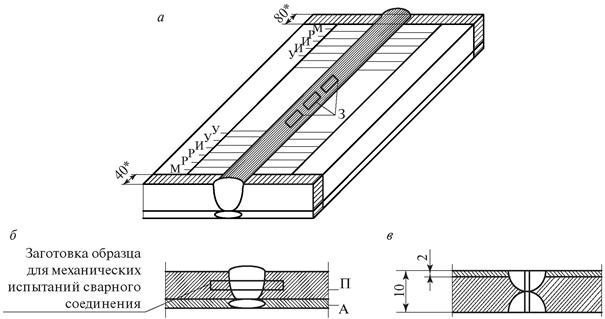
Рис. 11.17. Схема вырезки образцов из контрольных стыковых сварных соединений пластин из плакированной стали П - перлитный металл; А - аустенитный металл:
а - зона вырезки образцов (*металл концевых участков шва, подлежащих удалению): М - заготовки образцов для металлографических исследований и измерения твердости; Р - заготовки образцов для испытаний на растяжение (плоские разрывные); И - заготовки образцов для испытаний на статический изгиб. Статический изгиб проводится на образце с поперечным швом при расположении плакирующего слоя (аустенитного металла) в сжатой зоне (внутри); У - заготовки образцов для испытаний на ударный изгиб; З - заготовки образцов для испытаний металла шва (цилиндрические образцы);
б - зона вырезки заготовки для механических испытаний на растяжение и статический изгиб сварного соединения; в - зона вырезки образцов для испытаний на ударный изгиб,
при вырезке образцов по высоте шва руководствоваться указаниями ГОСТ 6996
Таблица 11.4
Показатели механических свойств КСС технических устройств групп ПТО, КО, ГО, ОХНВП
|
Группы материалов |
Номинальная толщина свариваемых деталей, мм |
Угол изгиба1 (не менее), град |
Временное сопротивление разрыву2, МПа (кгс/мм2) |
Ударная вязкость3, не менее, KCU, Дж/см2 (кгс · м/см2) |
Просвет b5 при испытании на сплющивание, мм |
Твердость металла шва, НВ, не более |
||||||||||
|
КО |
ОХНВП |
ПТО |
||||||||||||||
|
КО |
ПТО |
ГО |
ОХНВП |
+20 °C |
ниже -20 °C |
КО |
ГО |
ОХНВП |
КО |
ОХНВП |
||||||
|
1 |
М01 |
До 20 вкл. |
100 (70) |
120 |
120 (100) |
100 (70) |
Не менее минимально допустимого значения для основного металла по стандарту или ТУ для данной марки стали |
49 (5) |
50 (5) 35 (3,5) |
30 (3) 20 (2) |
4 |
4S |
£ 5S |
Не ниже норм, установленных нормативно-технической документацией на трубы |
- |
- |
|
Свыше 20 |
80 |
120 (100) |
100 |
- |
||||||||||||
|
До 20 вкл. |
80 (50) |
80 |
120 (100) |
80 (50) |
5S |
|||||||||||
|
Свыше 20 |
60 |
60 |
120 100) |
60 |
- |
|||||||||||
|
2 |
М03 |
До 20 вкл. |
- |
80 |
- |
- |
- |
4 |
- |
- |
||||||
|
Свыше 20 |
60 |
|||||||||||||||
|
3 |
До 20 вкл. |
- |
80 |
- |
- |
|||||||||||
|
Свыше 20 |
60 |
|||||||||||||||
|
4 |
М02 |
До 20 вкл. |
50 30) |
- |
- |
50 30) |
49 5) |
50 (5) 35 3,5) |
30 (3) 20 (2) |
- |
6S |
6 |
240 |
|||
|
Свыше 20 |
40 |
- |
- |
40 |
- |
7 |
||||||||||
|
5 |
М05 |
До 20 вкл. |
50 |
- |
- |
50 |
49 5) |
- |
||||||||
|
Свыше 20 |
40 |
- |
- |
40 |
||||||||||||
|
6 |
М04 |
До 20 вкл. |
50 |
- |
- |
50 |
49 (5) |
- |
6S |
|||||||
|
Свыше 20 |
40 |
- |
- |
40 |
- |
|||||||||||
|
7 |
До 20 вкл. |
- |
- |
50 |
- |
- |
- |
|||||||||
|
Свыше 20 |
- |
- |
- |
40 |
||||||||||||
|
8 |
М11 |
До 20 вкл. |
- |
- |
- |
80 |
- |
40 (4) 30 (3) |
30 (3) 20 (2) |
- |
220 |
|||||
|
Свыше 20 |
- |
- |
- |
60 |
||||||||||||
|
9 |
До 20 вкл. |
150 |
- |
- |
100 |
69 (7) |
- |
- |
- |
4S |
200 |
|||||
|
Свыше 20 |
120 |
- |
- |
100 |
- |
|||||||||||
____________
1 В скобках указаны значения угла изгиба для сварных соединений, выполненных газовой сваркой.
2 При испытании сварных соединений элементов с разными нормативными значениями временного сопротивления этот показатель должен быть не ниже минимально допустимого для менее прочного основного металла.
3 В числителе приведены минимальные значения ударной вязкости на образцах KCU, в знаменателе - на образцах KCV.
4 Ударная вязкость металла шва при отрицательной температуре должна быть не ниже, чем нижний предел основного металла, при испытании на стойкость против механического старения - не ниже 29 Дж/см2 (3 кгс · м/см2).
5 При контроле по РД 153-34.1-003-01 просвет b определяется по формуле b £ (1 + a) · S/(a + S/Дн), где Дн - наружный диаметр трубы; а = 0,08 для углеродистых и легированных сталей; а = 0,09 - для аустенитных сталей. Для труб из сталей М04 (6) диаметром 32´5 и 32´6 мм - b £ 5,6S и 5,0S соответственно.
6 Значения твердости стыковых соединений, выполненных в монтажных условиях из металла 09Х1М, должны быть в пределах 135 - 240 НВ, из металла 09Х1МФ - в пределах 150 - 250 НВ; при изготовлении эти значения соответственно составляют для стыковых соединений 125 - 225 НВ и 130 - 240 НВ, для угловых соединений - 125 - 215 НВ и 130 - 230 НВ.
7 Значения твердости стыковых соединений, выполненных в монтажных условиях из металла 09Х1М, должны быть в пределах 135 - 230 НВ, из металла 09Х1МФ - в пределах 150 - 240 НВ; при изготовлении элементов эти значения соответственно составляют для стыковых соединений 125 - 215 НВ и 130 - 230 НВ, для угловых соединений - 125 - 205 НВ и 130 - 220 НВ.
Примечание. Данные приведены для сведения, при оформлении аттестационных документов используют значения соответствующих НД.
Таблица 11.5
Допустимые отклонения размеров конструктивных элементов арматуры, арматурных и закладных изделий железобетонных конструкций
|
Предельное отклонение |
|
|
1. Соосность стержней в стыковых соединениях, выполненных контактной сваркой, при номинальном диаметре стержней, мм: |
|
|
10 - 28 |
0,10dн |
|
38 - 40 |
0,05dн |
|
2. Соосность стержней, выполненных ванной сваркой в инвентарных формах, ванно-шовной и дуговой на стальной скобе-накладке, а также дуговой сваркой многослойными швами, при номинальном диаметре стержней, мм: |
|
|
20 - 28 |
0,15dн |
|
32 - 40 |
0,10dн |
|
3. Соосность стержней, выполненных дуговой сваркой швами с накладками из стержней (тип С21-Рн по ГОСТ 14098) из арматурной стали классов: |
|
|
А240 (A-I), А300 (А-II) и Ас300 (Ас-II) диаметрами 10 - 40 мм А400 (А-III) диаметрами 10 - 40 мм; А600 (А-IV) и А1000 (А-VI) диаметрами 10 - 22 мм; Ат600С (Ат-IVC), А800 (A-V) и At800 (At-V) диаметрами 10 - 32 мм; Ат500С (Ат-IIIС) и диаметрами 10 - 28 мм |
0,3dн |
|
0,2dн |
|
|
4. Створность накладок из стержней и стыкуемой арматуры в стыковых соединениях типа С21-Рн и С22-Ру при номинальном диаметре стержней, мм: |
|
|
10 - 28 |
0,5dн |
|
32 - 40 |
0,3dн |
|
5. Симметричность расположения накладки из стержня и стальной скобы-накладки относительно сварного стыка в продольном направлении при длине накладок: |
|
|
4dн |
± 0,20dн |
|
6dн |
± 0,30dн |
|
8dн |
± 0,40dн |
|
10dн |
± 0,50dн |
|
6. Длина накладки из стержня и стальной скобы-накладки |
± 0,50dн |
|
7. Длина нахлестки в соединениях типов С23-Рэ и H1-Рш по ГОСТ 14098 при длине нахлестки: |
± 0,5dн |
|
(3 - 4)dн |
|
|
(5 - 6)dн |
|
|
(8 - 10)dн |
|
|
8. Ширина валиковых швов при номинальном диаметре свариваемых стержней, мм: |
|
|
10 - 16 |
± 0,2dн |
|
18 - 40 |
± 0,1dн |
Примечание. При стыковой сварке стержней разного диаметра за dн принимают меньший диаметр стержня.
Таблица 11.6
Ультразвуковой контроль КСС арматуры железобетонных конструкций диаметром от 20 до 80 мм по ГОСТ 23858
|
Класс арматурного проката (арматурной стали) |
ГОСТ, НД |
Тип сварных соединений по ГОСТ 14098 |
||
|
С5 - С13, С20 |
С14 -С19 |
|||
|
Горячекатаный |
А240 - А400 |
+ |
+ |
|
|
(A-I-A-III) |
||||
|
А400С, А500С |
СТО АСЧМ 7-93 |
|||
|
А500С |
||||
|
Термомеханически упрочненный |
Ат500С - Ат600С |
- |
+ |
|
|
(Ат-IIIС - Ат-IVС) |
||||
|
А400С, А500С |
СТО АСЧМ 7-93, |
|||
|
ТУ 14-1-5254, |
||||
|
А500СП |
||||
Таблица 11.7
Допустимые наружные дефекты и их размеры в КСС арматуры, арматурных и закладных изделий железобетонных конструкций
|
Допускаемые дефекты при диаметре свариваемых стержней, мм |
||
|
10 - 28 |
32 - 40 |
|
|
Число отдельных пор диаметром до 2 мм в соединениях, выполненных: |
||
|
дуговой сваркой протяженными швами на длине шва 100 мм |
2 |
4 |
|
при сварке другими способами |
4 |
5 |
|
Цепочки пор диаметром до 2 мм и длиной до 50 мм в соединениях, выполненных: |
||
|
дуговой сваркой протяженными швами |
Не |
2 |
|
при сварке другими способами |
допускаются |
1 |
|
Глубина усадочных раковин наплавленного металла при выполнении стыковых соединений ванной, ванно-шовной и дуговой сваркой, мм |
2 |
3 |
Таблица 11.8
Схемы испытаний КСС арматуры, арматурных и закладных изделий железобетонных конструкций
|
Тип соединения по ГОСТ 14098 |
Форма и размеры образца, схемы испытаний |
||
|
1 |
K1-Kт |
|
|
|
2 |
К2-Кт |
|
|
|
1, 2 - стержни арматуры; 3 - приспособления (вкладыши) для сжатия стержней; 4 - упор, препятствующий отгибу конца стержня; 5 - граница закрепления в захват разрывной машины. |
|||
|
3 |
C1-Ko |
|
|
|
С2-Кн |
|||
|
С5-Мф |
|||
|
С6-Мп |
|||
|
С7-Рв |
|||
|
С8-Мф |
|||
|
С9-Мп |
|||
|
С10-Рв |
|||
|
С11-Мф |
|||
|
С12-Мп |
|||
|
С13-Рв |
|||
|
С14-Мп |
|||
|
С15-Рс |
|||
|
С15-Мо |
|||
|
С17-Мп |
|||
|
С18-Мо |
|||
|
С19-Рм |
|||
|
С20-Рм |
|||
|
С21-Рн |
|||
|
С22-Ру |
|||
|
С23-Рэ |
|||
|
С24-Мф |
|||
|
С25-Мп |
|||
|
С26-Рс |
|||
|
С27-Мф |
|||
|
С28-Мп |
|||
|
С29-Рс |
|||
|
С30-Мф |
|
||
|
С31-Мп |
|||
|
С32-Пс |
|||
|
1, 2 - стержни арматуры; 3 - неподвижные зажимные губки (вкладыши); 4 - накладки из стержней; 5 - граница закрепления в захват разрывной машины. |
|||
|
4 |
Т1-Мф |
|
|
|
Т2-Рф |
|||
|
Т3-Мж |
|||
|
Т6-Кс |
|||
|
Т7-Ко |
|||
|
Т8-Мв |
|||
|
Т9-Рв |
|||
|
Т10-Мс |
|||
|
Т11-Мц |
|||
|
Т12-Рз |
|||
|
Т13-Ри |
|||
|
5 |
Н1-Рш |
|
|
|
Н2-Кр |
|||
|
Н3-Кп |
|||
|
Н4-Ка |
|||
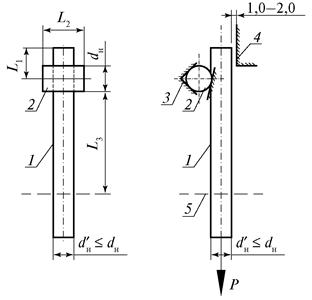
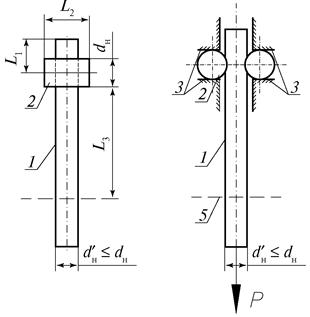
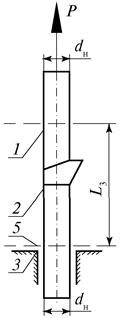
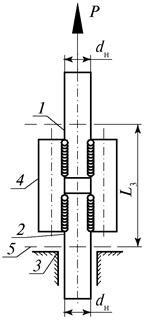
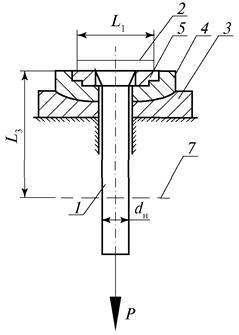
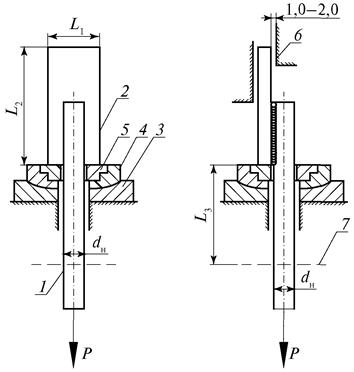
1 - стержни арматуры; 2 - плоский элемент закладного изделия; 3 - сферическая опора, 4 - сферический вкладыш; 5 - сменное опорное кольцо; 6 - упор, препятствующий изгибу конца стержня; 7 - граница закрепления.
Таблица 11.9
Значения предела прочности КСС арматуры железобетонных конструкций
|
Размах значений предела прочности сварных соединений в выборке, Н/мм2 (кгс/мм2) |
Средние значения предела прочности С сварных соединений арматурных стержней по |
||||||
|
Н/мм2 (кгс/мм2) |
|||||||
|
А240 (A-I) |
А300 (А-II) Ас300 (Ас-II) |
А400 (А-III) Ат500С (Ат-IIIС) |
А600 (A-IV) |
А800 (A-V) |
А1000 (A-VI) |
А500СП |
|
|
До 39 (4) включительно |
314 |
432 |
530 |
785 |
942 |
1060 |
540 |
|
(32) |
(44) |
(54) |
(80) |
(96) |
(109) |
||
|
Св. 39 (4) до 78 (8) включительно |
334 |
461 |
559 |
814 |
961 |
1100 |
570 |
|
(34) |
(47) |
(57) |
(83) |
(98) |
(112) |
||
|
Св. 78 (8) до 118 (12) включительно |
373 |
491 |
589 |
844 |
981 |
1128 |
630 |
|
(38) |
(50) |
(60) |
(86) |
(100) |
(115) |
||
Примечания: 1. Для арматурной стали классов А240 (A-I), A300 (А-II) и Ас300 (Ас-II) значения С приведены для крестообразных соединений при их испытании на срез. Сварные соединения стержней других типов стержней из этой арматурной стали должны быть равнопрочны основному металлу стержней.
2. Для арматурной стали класса А400 (А-III) марки 25Г2С с временным сопротивлением разрыву 560 Н/мм2 по ГОСТ 5781 и класса Ат500С (Ат-IIIС) с временным сопротивлением разрыву 540 Н/мм2 по ГОСТ 10884 среднее значение предела прочности сварных соединений С допускается уменьшать на 30 и 50 Н/мм2 соответственно.
3. Для соединений типов К1-Кт, К2-Кт, С1-Ко - С2-Кн стержней из арматурной стали класса Ат600С (Ат-IVC), а также для соединений типов С14-Мп - С19-Рм, С24-Мф - С29-Рс стержней из арматурной стали классов Ат600С (Ат-IVC) значения С должны соответствовать указанным для арматурной стали класса А600 (А-IV).
4. Для соединений типов С1-Ко - С2-Кн стержней из арматурной стали класса Ат800 (At-V) значения С должны соответствовать указанным для арматурной стали класса А800 (A-V).
5. Для соединения типа С23-Рэ из арматурной стали класса Ат600С (Ат-IVC) значения С должны соответствовать указанным для арматурной стали класса А600 (А-IV).
6. Для соединений типа Н1-Рш из арматурных сталей классов Ат600С (Ат-IVC) и Ат800 (Ат-V) значение С должны соответствовать указанным для арматурной стали классов А600 (А-IV) и А800 (A-V).
7. Сварные соединения стержней типов С21-Рн и С22-Ру из арматурных сталей всех классов должны быть равнопрочны основному металлу стержней.
8. При сварке встык арматуры разных диаметров значения С следует рассчитывать по стержню меньшего диаметра.
Таблица 11.10
|
Нормативный документ |
Механические свойства, не менее |
Статистические показатели механических свойств, не более1 |
||||
|
s0,2, Н/мм2 |
sв, Н/мм2 |
δ5, % |
S, Н/мм2 |
So, Н/мм2 |
||
|
А400С |
СТО АСЧМ 7-93 |
400 |
500 (480) |
16 |
39 |
20 |
|
А500С |
500 |
600 (550) |
14 |
80 |
45 |
|
|
А600С |
600 |
740 (660) |
12 |
|||
|
А500С |
500 |
600 |
14 |
70 |
40 |
|
|
В500С |
500 |
550 |
- |
|||
|
А400С |
ТУ 14-1-5264-2006 |
400 |
500 |
16 |
||
|
А500С |
500 |
600 |
14 |
|||
____________
1 S - среднеквадратическое отклонение параметра в генеральной совокупности испытаний; So - среднеквадратическое отклонение параметра в партии.
Примечание. В скобках приведены нормы временного сопротивления для проката, механически упрочненного в холодном состоянии.
Таблица 11.11
Схемы испытаний КСС труб из полимерных материалов
|
Метод испытания |
Схема испытания |
Условия применения испытания |
||
|
Стыковое (СБ) |
Растяжение |
|
Dн £ 50 мм |
|
|
(Т + Т) |
||||
|
|
Dн > 50 мм |
|||
|
S > 10 мм |
||||
|
Статический изгиб |
|
Dн > 50 мм |
||
|
S £ 10 мм |
||||
|
Раструбное (Р) |
Растяжение |
|
Dн £ 50 мм |
|
|
(Т + Т) |
||||
|
Отрыв |
|
Dн > 50 мм |
||
|
Муфтовое (М) |
Растяжение |
|
Dн £ 50 мм |
|
|
(Т + М + Т) |
||||
|
Муфтовое (М) |
Отрыв |
|
Dн > 50 мм |
|
|
(Т + М + Т), |
||||
|
седловой отвод |
||||
|
(О + Т) |

12. Формы и примеры оформления аттестационной документации
12.1. Форма заявки на проведение производственной аттестации технологии сварки (наплавки) технических устройств типов I, II, III
|
|
|||||||||||||||
|
В аттестационный центр ___________________________________________________ Данные организации-заявителя: Наименование организации ________________________________________________ Почтовый адрес __________________________________________________________ Телефон, факс ____________________________________________________________ Исходящий № _______________________ дата ________________________________ ЗАЯВКА 1. Общие сведения. 1.1. Наименование (шифр) технологии сварки (наплавки), подлежащей аттестации _ _________________________________________________________________________ [указываются наименование и обозначение (шифр) ПТД по сварке, присвоенные организацией-заявителем, и дата утверждения технологии] 1.2. Вид аттестации (первичная, внеочередная, периодическая) __________________ _________________________________________________________________________ 1.3. Продолжительность использования аттестуемой технологии сварки в организации _______________________________________________________________ 1.4. Наличие результатов контроля производственных сварных соединений за последние 6 мес ____________________________________________________________ (заполняется при внеочередной и периодической аттестации) 1.5. Наличие аттестованного сварочного и термического оборудования ___________ _________________________________________________________________________ 1.6. Наличие аттестованных сварщиков и специалистов сварочного производства __ _________________________________________________________________________ (номера удостоверений и срок их действия) 1.7. Наличие аттестованной лаборатории и специалистов по контролю качества ____ сварных соединений ______________________________________________________ _________________________________________________________________________ (номера свидетельств, удостоверений и срок их действия по видам контроля: _________________________________________________________________________ ВИК, РГК/УЗК, мех. испытания и др.) 1.8. Должность, Ф .И. О. и телефон уполномоченного специалиста организации-заявителя __________________________________________________________________ 2. Аттестационные требования. 2.1. Наименование изготавливаемого оборудования и условия его эксплуатации ___ _________________________________________________________________________ (котлы, сосуды, трубопроводы, металлоконструкции и т.д.; указать категорию, рабочую температуру, давление, коррозионную среду и т.п.) 2.2. Наименование объектов, на которых применяется технология сварки _________ _________________________________________________________________________ (указать группу технических устройств и характер работ: изготовление, монтаж, ремонт) 2.3. НД по сварке _________________________________________________________ _________________________________________________________________________ 2.4. Способ сварки (наплавки) ______________________________________________ 2.5. Группа и марки свариваемого материала _________________________________ 2.6. Вид свариваемых деталей ______________________________________________ 2.7. Диапазон толщин деталей, мм ___________________________________________ 2.8. Диапазон радиусов кривизны (диаметров) деталей, мм ______________________ 2.9. Тип сварного шва _____________________________________________________ 2.10. Тип соединения ______________________________________________________ 2.11. Конструкция сварного соединения _____________________________________ 2.12. Вид шва сварного соединения _________________________________________ 2.13. Положение при сварке ________________________________________________ 2.14. Марки сварочных материалов __________________________________________ 2.15. Вид покрытия электродов _____________________________________________ 2.16. Наличие подогрева ___________________________________________________ 2.17. Наличие термической обработки _______________________________________ 2.18. Другие требования ___________________________________________________ 3. Требования к оценке качества контрольных сварных соединений и наплавок. 3.1. Нормативный документ по контролю (в соответствии с категорией или группой объектов) __________________________________________________________________
|
|||||||||||||||
Примечания: 1. Заявка оформляется в 2 экземплярах (первый экземпляр передается в центр, второй - хранится в организации, направившей заявку в аттестационный центр). Номер заявки указывается аттестационным центром.
2. По каждому способу сварки оформляется отдельная заявка [за исключением применения сварки (наплавки) комбинированными способами].
К заявке прилагаются:
1. Производственно-технологическая документация (ПТД) или все данные технологического процесса, необходимые для составления программы производственной аттестации заявленной технологии, включая сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки), по форме табл. 12.1.1.
2. По пункту 1.4 - итоговая справка о результатах контроля производственных сварных соединений, подписанная руководителем службы контроля контролирующей организации и заверенная печатью организации-заявителя.
3. По пунктам 1.5, 1.6, 1.7 - ксерокопии документов (допускается приводить данные по форме соответствующих табл. 12.1.2, 12.1.3, 12.1.4).
4. Сведения о технологии сварки (наплавки) по разделу 2 заявки могут быть приведены в виде таблиц, учитывающих все параметры однотипности.
5. Данные о предыдущей аттестации, включая разрешение на применение технологии (при наличии).
Таблица 12.1.1
Сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки)
|
Технология _____________________________________________________________ [наименование (шифр) технологии сварки (наплавки), подлежащей аттестации] __________________________________________________________________________ при соблюдении условий, указанных в заявке на аттестацию, регламентируется следующими нормативными документами:
____________ * Конкретные данные указываются в соответствии с заявленными условиями. Специалист сварочного производства (удостоверение __________________) ____________/_____________________/ (подпись) (Ф. И. О.) |
||||||||||||||||||||
Сведения подписываются уполномоченным представителем организации-заявителя.
Таблица 12.1.2
Сведения о сварочном, термическом и вспомогательном оборудовании, используемом в производственных условиях и в аттестационном процессе
|
Тип СО |
Марки СО |
Способы сварки (наплавки) |
Количество единиц |
Данные об аттестации СО |
Примечание |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Таблица 12.1.3
Сведения о специалистах сварочного производства и специалистах по контролю качества сварных соединений, участвующих в аттестационном процессе от организации-заявителя
|
Фамилия И. О. |
Занимаемая должность |
Номер аттестационного удостоверения |
Срок действия удостоверения |
Область действия удостоверения (группы и технические устройства) |
Примечание (для сварщиков указать способ сварки и материал, для контролеров - метод контроля) |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Таблица 12.1.4
Сведения о лаборатории контроля качества сварных соединений
|
Данные об аттестации лаборатории предприятия-заявителя и/или субподрядной организации |
Область действия |
Примечание |
||||
|
Наименование организации |
Номер свидетельства |
Дата выдачи |
Группы технических устройств |
Методы контроля (виды испытаний) |
||
12.2. Форма заявки на проведение производственной аттестации технологии сварки технических устройств типа IV
|
В аттестационный центр ___________________________________________________ Данные организации-заявителя: Наименование организации ________________________________________________ Почтовый адрес __________________________________________________________ Телефон, факс ____________________________________________________________ Исходящий № ____________________ дата ___________________________________ ЗАЯВКА 1. Общие сведения. 1.1. Наименование (шифр) технологии сварки (наплавки), подлежащей аттестации _ _________________________________________________________________________ [указываются наименование и обозначение (шифр) ПТД по сварке, присвоенные организацией-заявителем, и дата утверждения технологии] 1.2. Вид аттестации (первичная, внеочередная, периодическая) __________________ _________________________________________________________________________ 1.3. Продолжительность использования аттестуемой технологии сварки в организации _______________________________________________________________ 1.4. Наличие результатов контроля производственных сварных соединений за последние 6 мес ____________________________________________________________ (заполняется при внеочередной и периодической аттестации) 1.5. Наличие аттестованного сварочного и термического оборудования ___________ _________________________________________________________________________ 1.6. Наличие аттестованных сварщиков и специалистов сварочного производства __ _________________________________________________________________________ (номера удостоверений и срок их действия) 1.7. Наличие аттестованной лаборатории и специалистов по контролю качества сварных соединений ______________________________________________________ _________________________________________________________________________ (номера свидетельств, удостоверений и срок их действия по видам контроля: _________________________________________________________________________ ВИК, РГК/УЗК, мех. испытания и др.) 1.8. Должность, Ф .И. О. и телефон уполномоченного специалиста организации-заявителя __________________________________________________________________ 2. Аттестационные требования. 2.1. Наименование сооружаемого строительного объекта и условия его эксплуатации_______________________________________________________________ (железобетонные конструкции зданий и сооружений, условия работы) _________________________________________________________________________ 2.2. Наименование объектов, на которых применяется технология сварки _________ _________________________________________________________________________ (указать группу технических устройств и характер работ: изготовление, монтаж) 2.3. НД по сварке _________________________________________________________ 2.4. Способ сварки ________________________________________________________ 2.5. Группа, класс и марки основного материала _______________________________ 2.6. Вид свариваемых деталей ______________________________________________ 2.7. Диапазон диаметров стержней, мм _______________________________________ 2.8. Диапазон толщин проката закладных деталей, мм __________________________ 2.9. Тип шва _____________________________________________________________ 2.10. Тип сварных соединений ______________________________________________ 2.11. Тип сварных соединений по ГОСТ 14098-91 _____________________________ 2.12. Вид соединения ______________________________________________________ 2.13. Положения при сварке ________________________________________________ 2.14. Марки сварочных материалов __________________________________________ 2.15. Вид покрытия электродов (РД) _________________________________________ 2.16. Вид формирующего устройства ________________________________________ 2.17. Другие требования ___________________________________________________ 3. Требования к оценке качества контрольных сварных соединений. 3.1. Нормативный документ по контролю по ГОСТ 10922-90 ____________________ _________________________________________________________________________
|
Примечания: 1. Заявка оформляется в 2 экземплярах (первый экземпляр передается в центр, второй - хранится в организации, направившей заявку в аттестационный центр). Номер заявки указывается аттестационным центром.
2. По каждому способу сварки оформляется отдельная заявка.
К заявке прилагаются:
1. Производственно-технологическая документация (ПТД) или все данные технологического процесса, необходимые для составления программы производственной аттестации заявленной технологии, включая сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки), по форме табл. 12.1.1.
2. По пункту 1.4 - итоговая справка о результатах контроля производственных сварных соединений, подписанная руководителем службы контроля контролирующей организации и заверенная печатью организации-заявителя.
3. По пунктам 1.5, 1.6, 1.7 - ксерокопии документов (допускается приводить данные по форме соответствующих табл. 12.1.2, 12.1.3, 12.1.4).
4. Сведения о технологии сварки по разделу 2 заявки могут быть приведены в виде таблиц, учитывающих все параметры однотипности.
5. Данные о предыдущей аттестации, включая разрешение на применение технологии (при наличии).
12.3. Форма программы производственной аттестации технологии сварки (наплавки) технических устройств типов I, II, III
Программа 1. Исходные данные. 1.1. Наименование организации-заявителя ____________________________________ 1.2. Наименование аттестуемой технологии (ПТД по сварке), регистрационный номер, дата утверждения, способ сварки, предусмотренный ПТД. (Согласно заявке на аттестацию.) 1.3. Объект применения аттестуемой технологии сварки (наплавки) (группы и технические устройства опасных производственных объектов). (Согласно заявке на аттестацию.) 1.4. Характеристика объекта применения аттестуемой технологии сварки (наплавки) (вид оборудования, трубопроводов, металлоконструкций и т.д.; рабочие температура, давление, коррозионная среда; характер выполняемых работ - изготовление, монтаж, ремонт, реконструкция). (Согласно заявке на аттестацию.) 1.5. Сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки) (по способу сварки, применяемым основным и сварочным материалам, другим параметрам). 1.6. Копия имеющегося разрешения органов Ростехнадзора на применение технологии (материалов, оборудования, применяемых в данной технологии) (при наличии). 1.7. Вид производственной аттестации. (Согласно заявке на аттестацию.) 1.8. Сведения о сварщиках, специалистах сварочной службы и специалистах по контролю качества сварных соединений*. 1.9. Сведения о применяемом сварочном и вспомогательном оборудовании*. 1.10. Сведения о лаборатории контроля качества сварных соединений*. ____________ * Могут быть приложены сведения, представленные вместе с заявкой. 2. Характеристики аттестуемой технологии. 2.1. Основные параметры однотипности производственных сварных соединений (наплавок) и условия формирования однотипных групп. (Приводятся по форме табл. 12.3.1, если таковые не указаны в нормативной документации.) 2.2. Перечни групп однотипных производственных сварных соединений, предусмотренных ПТД по сварке. (Приводятся по форме табл. 12.3.2.) 2.3. Перечень и характеристики контрольных сварных соединений (КСС). (Приводятся по форме табл. 12.3.3.) 2.4. Требования по контролю качества КСС. (Приводятся по форме табл. 12.3.4 - 12.3.6.) 2.5. Карты технологического процесса сварки (наплавки) КСС, соответствующие требованиям ПТД по сварке. 2.6. Дополнительные данные, специфические для аттестуемой технологии. (Приводятся при необходимости.) Председатель аттестационной комиссии ______________ _______________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ _________________________ (подпись) (фамилия, имя, отчество) ______________ _________________________ (подпись) (фамилия, имя, отчество) |
Таблица 12.3.1
Основные параметры однотипности производственных сварных соединений (наплавок)
Способ сварки (наплавки) ________________________________________________
|
Наименование параметров |
Интервалы параметров однотипности |
|
|
1 |
||
|
2 |
||
|
3 |
||
|
4 |
||
|
5 |
||
|
6 |
||
|
7 |
||
|
8 |
||
|
9 |
||
|
10 |
||
|
11 |
||
|
12 |
||
|
13 |
||
|
14 |
||
|
15 |
Примечание. Интервалы параметров однотипности определяются исходя из определений раздела 2 Рекомендаций по применению РД 03-615-03 или приводятся в табл. 12.3.1.
Таблица 12.3.2
Перечень и характеристики групп однотипных производственных сварных соединений, выполняемых организацией-заявителем
Группа технических устройств: ______________________________________
Способ сварки: ___________________________________________________
|
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон радиусов кривизны (диаметров), мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Наличие подогрева |
Наличие термообработки |
Другие параметры1 |
Идентификатор2 однотипности |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
____________
1 При наличии других параметров однотипности в графу 13 заносится условное обозначение, в которой приводятся характеристики данного параметра.
2 Состав идентификатора однотипности для сварных соединений и наплавок: 1 - 2 - 3 4 5 6 7/8.
1. Перечень однотипных групп производственных сварных соединений формируется по одному способу сварки с использованием параметров однотипности, соответствующих данному способу. Совмещение в одной таблице нескольких способов допускается лишь в случае сварки КСС комбинированными методами.
2. Для стержневых элементов вместо граф 4 и 5 указывается «Диапазон толщин (диаметров), мм».
|
1 - обозначение способа сварки |
5 - индекс типа сварного соединения (С, У, Т, Н) |
|
2 - номер группы материалов; (1, 2, 3 и т.д.) |
6 - индекс необходимости подогрева (О, П) |
|
3 - индекс однотипности по диаметру (1, 2, 3, 4, 0) |
7 - индекс необходимости термообработки (О, Т) |
|
4 - индекс однотипности по толщине стенки (1, 2, 3, 4) |
8 - обозначение по выбору аттестационного центра (обозначение сварного соединения по НД и др.) |
|
1 - обозначение способа наплавки |
5 - индекс вида наплавочных материалов (1, 2, 3, 4, 5, 6, 7, 8) |
|
2 - номер группы материалов; (1, 2, 3 и т.д.) |
6 - индекс необходимости подогрева (О, П) |
|
3 - индекс назначения наплавки (1, 2, 3) |
7 - индекс необходимости термообработки (О, Т) |
|
4 - индекс вида наплавки (1, 2, 3) |
8 - обозначение по выбору аттестационного центра |
Индекс назначения наплавки: 1 - общего назначения; 2 - антикоррозионные наплавки; 3 - специальные наплавки.
Индекс вида наплавки: 1 - однослойные; 2 - многослойные однородные; 3 - многослойные неоднородные.
Индекс вида наплавочных материалов: 1 - покрытые электроды; 2 - проволока сплошного сечения; 3 - металлические прутки; 4 - порошковая проволока; 5 - лента сплошного сечения; 6 - порошковая лента; 7 - металлокерамическая лента; 8 - металлический порошок.
Таблица 12.3.3
Перечень и характеристики контрольных сварных соединений (КСС)
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Подогрев |
Термообработка |
Другие параметры1 |
Идентификатор однотипности |
Кол-во КСС |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
1 |
||||||||||||||
|
2 |
||||||||||||||
|
3 |
____________
1 При наличии других параметров однотипности в графу 13 заносится номер сноски, в которой приводятся характеристики данного параметра.
Перечень КСС формируется на основе перечня групп однотипных сварных соединений.
Таблица 12.3.4
Методы контроля КСС
|
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД2, регламентирующие нормы оценки качества |
|
____________
1 Указываются только методы контроля и виды испытаний, предусмотренные конкретной программой.
2 Указываются пункт или подраздел НД, оговаривающий нормы оценки качества для конкретных технических устройств.
Таблица 12.3.5
Методы неразрушающего контроля качества контрольных сварных соединений (КСС)
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||||||
|
Визуальный |
Измерительный |
Радиографический |
Ультразвуковой |
Капиллярный |
Магнитопорошковый |
Стилоскопирование |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
||||||||
|
2 |
||||||||
|
3 |
||||||||
|
4 |
||||||||
Примечание. В графе 2 указывают идентификатор группы однотипных сварных соединений, которую представляет данное КСС. Применяемые для данных КСС методы контроля отмечают знаком «+».
Таблица 12.3.6
Виды разрушающего контроля качества контрольных сварных соединений (КСС)
|
Идентификатор однотипности |
Виды разрушающего контроля |
|||||||
|
Растяжение |
Статический изгиб |
Сплющивание |
Ударный изгиб |
Твердость |
Металлография |
МКК и др. виды |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
||||||||
|
2 |
||||||||
|
3 |
||||||||
|
4 |
||||||||
Примечание. В графе 2 указывают идентификатор группы однотипных сварных соединений, которую представляет данное КСС. Применяемые для данных КСС методы контроля отмечают знаком «+».
12.4. Форма программы производственной аттестации технологии сварки технических устройств типа IV
Программа 1. Исходные данные. 1.1. Наименование организации-заявителя ____________________________________ 1.2. Наименование аттестуемой технологии (ПТД по сварке), регистрационный номер, дата утверждения, способ сварки, предусмотренный ПТД. (Согласно заявке на аттестацию.) 1.3. Объект применения аттестуемой технологии сварки (строительные конструкции, арматура, арматурные и закладные изделия железобетонных конструкций). (Согласно заявке на аттестацию.) 1.4. Характеристика объекта применения аттестуемой технологии сварки (тип соединений ГОСТ 14098-91; характер выполняемых работ - изготовление, монтаж). 1.5. Сведения о НД, регламентирующих применение аттестуемой технологии сварки (по способу сварки, применяемым основным и сварочным материалам, другим параметрам). 1.6. Копия имеющегося разрешения органов Ростехнадзора на применение технологии (материалов, оборудования, применяемых в данной технологии) (при наличии). 1.7. Вид производственной аттестации. (Согласно заявке на аттестацию.) 1.8. Сведения о сварщиках, специалистах сварочной службы и специалистах по контролю качества сварных соединений*. 1.9. Сведения о применяемом сварочном и вспомогательном оборудовании*. 1.10. Сведения о лаборатории контроля качества сварных соединений*. ____________ * Могут быть приложены сведения, представленные вместе с заявкой. 2. Характеристики аттестуемой технологии. 2.1. Основные параметры однотипности производственных сварных соединений и условия формирования однотипных групп. (Приводятся по форме табл. 12.4.1, если таковые не указаны в нормативной документации.) 2.2. Перечни групп однотипных производственных сварных соединений, предусмотренных ПТД по сварке. (Приводятся по форме табл. 12.4.2.) 2.3. Перечень и характеристики контрольных сварных соединений (КСС). (Приводятся по форме табл. 12.4.3.) 2.4. Требования по контролю качества КСС. (Приводятся по форме табл. 12.4.4 - 12.4.6.) 2.5. Карты технологического процесса сварки КСС, соответствующие требованиям ПТД по сварке. 2.6. Дополнительные данные, специфические для аттестуемой технологии. (Приводятся при необходимости.) Председатель аттестационной комиссии ______________ _______________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ________________________ (подпись) (фамилия, имя, отчество) ______________ ________________________ (подпись) (фамилия, имя, отчество) |
Таблица 12.4.1
Основные параметры однотипности производственных сварных соединений
Способ сварки
|
Наименование параметров |
Интервалы параметров однотипности |
|
|
1 |
||
|
2 |
||
|
3 |
||
|
4 |
||
|
5 |
||
|
6 |
||
|
7 |
||
|
8 |
||
|
9 |
||
|
10 |
||
|
11 |
||
|
12 |
Примечание. Интервалы параметров однотипности определяются исходя из определений раздела 2 Рекомендаций по применению РД 03-615-03 или приводятся в табл. 12.4.1.
Таблица 12.4.2
Перечень и характеристики групп однотипных производственных сварных соединений, выполняемых организацией-заявителем
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диапазон диаметров стержней, мм |
Диапазон толщин закладной детали, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначение по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Другие параметры |
Идентификатор1 однотипности |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
||||||||||||
|
2 |
||||||||||||
|
3 |
||||||||||||
|
4 |
____________
1 Состав идентификатора однотипности для сварных соединений и наплавок: 1 - 2 - 3 4 5/6.
Перечень однотипных групп производственных сварных соединений формируется по одному способу сварки с использованием параметров однотипности, соответствующих данному способу.
|
1 - обозначение способа сварки |
4 - индекс однотипности по диаметру стержней (1, 2, 3) |
|
2 - номер группы материалов (29 или 29/1*) |
5 - тип сварного соединения (С, Т, Н, К) |
|
3 - индекс однотипности по классу арматурной стали (проката) (1, 2, 3, 4, 5, 6, 7, 8)** |
6 - обозначение по ГОСТ 14098-91 |
____________
* В знаменателе указана группа материала закладной детали.
** Индекс однотипности указан в табл. 9.12 (примечание, п. 3).
Таблица 12.4.3
Перечень и характеристики контрольных сварных соединений (КСС)
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диаметр стержней, мм |
Толщина закладной детали, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначение по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Другие параметры1 |
Идентификатор однотипности |
Кол-во КСС |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
1 |
|||||||||||||
|
2 |
|||||||||||||
|
3 |
____________
1 При наличии других параметров однотипности в графу 12 заносится номер сноски, в которой приводятся характеристики данного параметра.
Перечень КСС формируется на основе перечня групп однотипных сварных соединений.
Таблица 12.4.4
Методы и объемы контроля КСС
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД2, регламентирующие нормы оценки качества |
|
|
Визуальный |
|||
|
Измерительный |
|||
|
Ультразвуковой |
|||
|
На растяжение |
|||
|
На срез |
|||
|
На отрыв |
|||
|
Другие виды испытаний |
____________
1 Указываются только методы контроля и виды испытаний, предусмотренные конкретной программой.
2 Указывается пункт или подраздел НД, оговаривающий нормы оценки качества для конкретных технических устройств.
Таблица 12.4.5
Методы неразрушающего контроля качества контрольных сварных соединений (КСС)
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||
|
Визуальный |
Измерительный |
Ультразвуковой |
||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
||||
|
2 |
||||
|
3 |
||||
|
4 |
||||
Примечание. В графе 2 указывают идентификатор группы однотипных сварных соединений, которую представляет данное КСС. Применяемые для данных КСС методы контроля отмечают знаком «+».
Таблица 12.4.6
Виды разрушающего контроля качества контрольных сварных соединений (КСС)
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
Идентификатор однотипности |
Виды разрушающего контроля |
|||
|
Растяжение |
На срез |
На отрыв |
||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
||||
|
2 |
||||
|
3 |
||||
|
4 |
||||
Примечание. В графе 2 указывают идентификатор группы однотипных сварных соединений, которую представляет данное КСС. Применяемые для данных КСС методы контроля отмечают знаком «+».
12.5. Карта технологического процесса сварки контрольного сварного соединения (КСС) технических устройств типов I, II, III
Идентификатор однотипности 1 - 2 - 3 4 5 6 7/8
Характеристики процесса
Сварочное оборудование (тип) _____________________________________________ Метод подготовки и очистки _______________________________________________ Требования к прихватке ___________________________________________________ Защита сварочной ванны/защита корня шва: газ/флюс _____________________________________________________________ Неплавящийся электрод (тип, размер) _______________________________________ Детали формирования корня шва ___________________________________________ Параметры процесса сварки КСС*
____________ * Таблица с параметрами процесса выбирается в зависимости от применяемого способа сварки (наплавки). Технологические требования к сварке: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Примечание. Приводятся требования к последовательности выполнения валиков (слоев) шва, температурному режиму сварки, наличию поворота и перемещению изделия при сварке, толщине корневой части шва, толщине и ширине валиков (слоев) шва и т.п. Требования к контролю качества КСС
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии (ПТД по сварке), представленной на аттестацию, и выполнение подготовки и сварки КСС в соответствии с требованиями НД и данными, указанными выше, подтверждаем: Член аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Представитель организации-заявителя ______________ ____________________ (подпись) (фамилия, имя, отчество) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложения:
1. Сертификат на основной материал _________.
2. Сертификаты на сварочные материалы _________.
12.6. Карта технологического процесса сварки контрольного сварного соединения (КСС) технических устройств типа IV
Идентификатор однотипности 1 - 2 - 3 4 5/6
Характеристики процесса
Сварочное оборудование (тип) _____________________________________________ Метод подготовки и очистки _______________________________________________ Требования к прихватке ___________________________________________________ Защита сварочной ванны/защита корня шва __________________________________ Детали формирования корня шва ___________________________________________ Параметры процесса сварки КСС*
____________ * Таблица с параметрами процесса выбирается в зависимости от применяемого способа сварки. Технологические требования к сварке: _______________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Примечание. Требования к сборке под сварку, сварка элементов арматуры и закладных деталей - чистота свариваемых поверхностей, величина зазоров между ними, разделка концов стержней, размеры и размещение накладок, остающихся и инвентарных форм, количество, размеры и место расположения прихваток, соблюдение техники и технологии сварки и др. Требования к контролю качества КСС
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии (ПТД по сварке), представленной на аттестацию, и выполнение подготовки и сварки КСС в соответствии с требованиями НД и данными, указанными выше, подтверждаем: Член аттестационной комиссии ______________ ______________________ (подпись) (фамилия, имя, отчество) Представитель организации-заявителя ______________ _____________________ (подпись) (фамилия, имя, отчество) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложения:
1. Сертификат на основной материал _________.
2. Сертификаты на сварочные материалы _________.
12.7. Форма заключения о готовности организации-заявителя к использованию аттестованной технологии сварки (наплавки) технических устройств типов I, II, III
|
___________________________________________________________________________ (шифр АЦ, наименование аттестационного центра, адрес, телефон)
ЗАКЛЮЧЕНИЕ № АЦСТ-_____- 00001 от «___» ______________ 200_ г. о готовности организации-заявителя к использованию аттестованной технологии сварки (наплавки) Организация-заявитель ____________________________________________________ Юридический адрес ______________________________________________________ Наименование и обозначение технологии ____________________________________ ___________________________________________________________________________ [указываются наименование и обозначение (шифр) ПТД по сварке, присвоенные организацией-заявителем, и дата утверждения технологии] Область применения технологии: характер выполняемых работ _______________________________________________ (изготовление, монтаж, ремонт и реконструкция, наименование изделий) группы и технические устройства опасных производственных объектов __________ ___________________________________________________________________________ (в соответствии с перечнем групп технических устройств) Вид аттестации ______________ Способ сварки* ______________ Аттестационная комиссия в составе: председателя комиссии ___________________________________________________, (фамилия, имя, отчество, регистрационный № удостоверения) членов комиссии _________________________________________________________ (фамилия, имя, отчество, регистрационный № удостоверения) и представителя территориального органа Ростехнадзора (по согласованию) ______ ______________________ провели в период с ______ по _______ производственную (должность, фамилия, имя, отчество) аттестацию технологии сварки (наплавки) в соответствии с Программой производственной аттестации технологии сварки (наплавки), утвержденной «___» ___________ 200_ г. Место проведения аттестации - _____________________________________________ (место сварки КСС) |
____________
* Заключения с приложениями оформляются отдельно по каждому способу сварки (наплавки), за исключением сварки КСС комбинированным способом [с последовательным применением нескольких способов сварки (наплавки)].
Основные показатели производственной аттестации технологии сварки приведены в приложениях 1 - 4.
Заключение аттестационной комиссии
|
Аттестационной комиссией установлено: 1. Организация-заявитель обладает (не обладает) техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) и контроля по заявляемой технологии. 2. Результаты испытаний контрольных сварных соединений, выполненных в условиях производства в соответствии с Программой производственной аттестации технологии сварки (наплавки), обеспечивают соответствие требованиям к опасным производственным объектам действующих нормативных документов, конструкторской (в части требований к сварке и контролю качества) и технологической документации. На основании вышеизложенного комиссия считает, что организация-заявитель* ___________________________________________ готова (не готова) к использованию (полное наименование организации) технологии**: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ (наименование технологии) 3. Установленная область распространения производственной аттестации приведена в приложении 5. Приложения: 1. Сведения о НД, регламентирующих применение заявленной технологии сварки (наплавки). 2. Перечень групп однотипных производственных сварных соединений (наплавок). 3. Перечень и характеристики выполненных контрольных сварных соединений (наплавок). 4. Результаты испытаний контрольных сварных соединений (наплавок). 5. Установленная область распространения результатов аттестации. 6. Копия свидетельства о государственной регистрации организации-заявителя. Председатель аттестационной комиссии ______________ ______________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ _______________________ (подпись) (фамилия, имя, отчество) ______________ _________________________ (подпись) (фамилия, имя, отчество) Представитель территориального органа Ростехнадзора ______________ _________________________ (по согласованию) (подпись) (фамилия, имя, отчество) |
____________
* Указывается полное юридическое наименование организации-заявителя.
** Наименование технологии должно содержать предмет ее применения и способ сварки (наплавки). Определение, приведенное в данном поле, будет воспроизводиться в свидетельстве об аттестации.
Сведения о НД, регламентирующих применение заявленной технологии сварки (наплавки)
|
Технология ______________________________________________________________ [наименование (шифр) технологии сварки (наплавки), подлежащей аттестации] при соблюдении условий, указанных в заявке на аттестацию, регламентируется следующими нормативными документами:
____________ * Конкретные данные указываются в соответствии с заявленными условиями. Специалист сварочного производства (____________) ____________/_____________/ (№ удостоверения) (подпись) (Ф. И. О.) |
||||||||||||||||||||
Сведения подписываются уполномоченным представителем организации-заявителя.
Приложение 2*
____________
* Таблица с данными соответствует табл. 12.3.2.
Перечень групп однотипных производственных сварных соединений (наплавок)**
____________
** Перечень формируется по одному способу сварки (наплавки) по параметрам однотипности, соответствующим данному способу. Совмещение в одном перечне нескольких способов допускается лишь в случае сварки комбинированными методами.
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон радиусов кривизны (диаметров), мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Наличие подогрева |
Наличие термообработки |
Другие параметры1 |
Идентификатор2 однотипности |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
____________
1 При наличии других параметров однотипности в графу 13 заносится номер сноски, в которой приводятся характеристики данного параметра.
2 Состав идентификатора однотипности для сварных соединений и наплавок: 1 - 2 - 3 4 5 6 7/8
|
1 - обозначение способа сварки |
5 - индекс типа сварного соединения (С, У, Т, Н) |
|
2 - номер группы материалов (1, 2, 3 и т.д.) |
6 - индекс необходимости подогрева (О, П) |
|
3 - индекс однотипности по диаметру (1, 2, 3, 4, 0) |
7 - индекс необходимости термообработки (О, Т) |
|
4 - индекс однотипности по толщине стенки (1, 2, 3, 4) |
8 - обозначение по выбору аттестационного центра (обозначение сварного соединения по НД и др.) |
|
1 - обозначение способа наплавки |
5 - индекс вида наплавочных материалов (1, 2, 3, 4, 5, 6, 7, 8) |
|
2 - номер группы материалов (1, 2, 3 и т.д.) |
6 - индекс необходимости подогрева (О, П) |
|
3 - индекс назначения наплавки (1, 2, 3) |
7 - индекс необходимости термообработки (О, Т) |
|
4 - индекс вида наплавки (1, 2, 3) |
8 - обозначение по выбору аттестационного центра |
Приложение 3*
____________
* Таблица с данными соответствует табл. 12.3.3.
___________
** Перечень КСС формируется по одному способу сварки (наплавки) по параметрам однотипности, соответствующим данному способу с учетом области распространения. Совмещение в одном перечне нескольких способов допускается лишь в случае сварки КСС комбинированными методами.
Группа технических устройств: _____________________________________
Способ сварки: ___________________________________________________
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Подогрев |
Термообработка |
Другие параметры1 |
Идентификатор однотипности |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
1 |
|||||||||||||
|
2 |
|||||||||||||
|
3 |
____________
1 При наличии других параметров однотипности в графу 13 заносится номер сноски, в которой приводятся характеристики данного параметра.
Результаты испытаний контрольных сварных соединений (наплавок)
Таблица П.4.1*
____________
* Указываются только методы контроля и виды испытаний, предусмотренные конкретной программой.
Методы и объемы контроля КСС
|
Метод контроля, вид испытаний |
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
Таблица П.4.2
Результаты неразрушающего контроля КСС
|
Идентификатор однотипности |
Методы контроля |
||||||
|
Визуальный |
Измерительный |
Радиографический |
Ультразвуковой |
Капиллярный |
Магнитопорошковый |
Стилоскопирование |
|
Таблица П.4.3
Результаты разрушающего контроля КСС
|
Идентификатор однотипности |
Вид испытаний |
|||||||
|
Растяжение |
Статический изгиб |
Сплющивание |
Ударный изгиб |
Твердость |
Макроструктура |
Микроструктура |
МКК |
|
|
Организация, выполнявшая контроль ________________________________________ Свидетельство об аттестации организации ____________________________________ Общие результаты испытаний _______удовлетворительно___________ (удовлетворительно, неудовлетворительно) Контроль и испытания контрольных сварных соединений (наплавок) и оценка их качества были выполнены в соответствии с требованиями нормативных документов, указанных выше. С результатами испытаний КСС и выводами об их качестве «Согласны»: Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) |
Приложение 5
Установленная область распространения производственной аттестации технологии*
____________
* Указывают наименование конкретной заявленной технологии, ее производственный шифр и область применения.
|
_____________________________________________________________________________ (наименование, область применения ПТД по сварке)
____________ ** Перечень параметров, по которым устанавливается область распространения, должен соответствовать способу сварки (наплавки). Совмещение в одной таблице нескольких способов допускается лишь в случае сварки КСС комбинированными методами. Примечание. Марка сварочного оборудования указывается в случае применения специализированного сварочного оборудования. Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) |
12.8. Форма заключения о готовности организации-заявителя к использованию аттестованной технологии сварки технических устройств типа IV
|
___________________________________________________________________________ (шифр АЦ, наименование аттестационного центра, адрес, телефон)
ЗАКЛЮЧЕНИЕ № АЦСТ-_____- 00001 от «___» ______________ 200_ г. о готовности организации-заявителя к использованию аттестованной технологии сварки Организация-заявитель ____________________________________________________ Юридический адрес ______________________________________________________ Наименование и обозначение технологии ____________________________________ ___________________________________________________________________________ [указываются наименование и обозначение (шифр) ПТД по сварке, присвоенные организацией-заявителем, и дата утверждения технологии] Область применения технологии: характер выполняемых работ _______________________________________________ (изготовление, монтаж, ремонт и реконструкция, наименование изделий) группы и технические устройства опасных производственных объектов __________ ___________________________________________________________________________ (в соответствии с перечнем групп технических устройств, приведенным в приложении 1) Вид аттестации _____________ Способ сварки* ______________ ____________ * Заключения с приложениями оформляются отдельно по каждому способу сварки. Аттестационная комиссия в составе: председателя комиссии ___________________________________________________, (фамилия, имя, отчество, регистрационный № удостоверения) членов комиссии ___________________________________________________________ (фамилия, имя, отчество, регистрационный № удостоверения) и представителя территориального органа Ростехнадзора (по согласованию) _________ _______________________ провели в период с ______ по _______ производственную (должность, фамилия, имя, отчество) аттестацию технологии сварки в соответствии с Программой производственной аттестации технологии сварки, утвержденной «___» ___________ 200_ г. Место проведения аттестации - _____________________________________________ (место сварки КСС) Основные показатели производственной аттестации технологии сварки приведены в приложениях 1 - 4. Заключение аттестационной комиссии Аттестационной комиссией установлено: 1. Организация-заявитель обладает (не обладает) техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) и контроля по заявляемой технологии. 2. Результаты испытаний контрольных сварных соединений, выполненных в условиях производства в соответствии с Программой производственной аттестации технологии сварки обеспечивают соответствие требованиям к опасным производственным объектам действующих нормативных документов, конструкторской (в части требований к сварке и контролю качества) и технологической документации. На основании вышеизложенного комиссия считает, что организация-заявитель* ____________ * Указывается полное юридическое наименование организации-заявителя. ___________________________________________ готова (не готова) к использованию (полное наименование организации) технологии**: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ (наименование технологии) ____________ ** Наименование технологии должно содержать предмет ее применения и способ сварки (наплавки). Определение, приведенное в данном поле, будет воспроизводиться в свидетельстве об аттестации. 3. Установленная область распространения производственной аттестации приведена в приложении 5. Приложения: 1. Сведения о НД, регламентирующих применение заявленной технологии сварки (наплавки). 2. Перечень групп однотипных производственных сварных соединений (наплавок). 3. Перечень и характеристики выполненных контрольных сварных соединений (наплавок). 4. Результаты испытаний контрольных сварных соединений (наплавок). 5. Установленная область распространения результатов аттестации. 6. Копия свидетельства о государственной регистрации организации-заявителя. Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) Представитель территориального органа Ростехнадзора ______________ _____________________ (по согласованию) (подпись) (фамилия, имя, отчество) |
Сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки)
|
Технология ______________________________________________________________ [наименование (шифр) технологии сварки, подлежащей аттестации] при соблюдении условий, указанных в заявке на аттестацию, регламентируется следующими нормативными документами:
____________ * Конкретные данные указываются в соответствии с заявленными условиями. Специалист сварочного производства (___________)___________/_______________/ (№ удостоверения) (подпись) (Ф. И. О.) |
||||||||||||||||||||
Сведения подписываются уполномоченным представителем организации-заявителя.
Приложение 2*
____________
* Таблица с данными соответствует табл. 12.4.2.
Перечень однотипных групп производственных сварных соединений, подлежащих аттестации**
____________
** Перечень формируется по одному способу сварки (наплавки) по параметрам однотипности, соответствующим данному способу. Совмещение в одном перечне нескольких способов допускается лишь в случае сварки комбинированными методами.
Группа технических устройств: _______________________________________________
Способ сварки: _____________________________________________________________
|
№ п/п |
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диапазон диаметров стержней, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначения по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Другие параметры1 |
Идентификатор2 однотипности |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
____________
1 При наличии других параметров однотипности в графу 11 заносится номер сноски, в которой приводятся характеристики данного параметра.
2 Состав идентификатора однотипности для сварных соединений и наплавок: 1 - 2 - 3 4 5/6
|
1 - обозначение способа сварки |
4 - индекс однотипности по толщине (диаметру) стержней (1, 2, 3) |
|
2 - номер группы материалов (29 или 29/1*) |
5 - тип сварного соединения (С, Т, Н, К) |
|
3 - индекс однотипности по классу арматурного проката (1, 2, 3, 4, 5, 6, 7, 8) |
6 - обозначение по ГОСТ 14098-91 |
____________
*В знаменателе указывается группа материала закладной детали.
Приложение 3*
____________
* Таблица с данными соответствует табл. 12.4.3.
Перечень и характеристики контрольных сварных соединений (КСС), предусмотренных программой производственной аттестации**
____________
** Перечень КСС формируется по одному способу сварки по параметрам однотипности, соответствующим данному способу с учетом области распространения.
Группа технических устройств: ______________________________________________
Способ сварки: ____________________________________________________________
|
№ п/п |
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диаметр стержней, мм |
Тип соединения |
Тип шва |
Вид соединения |
Обозначения по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Другие параметры1 |
Идентификатор однотипности |
Кол-во КСС |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
||||||||||||
|
2 |
||||||||||||
|
3 |
____________
1 При наличии других параметров однотипности в графу 11 заносится номер сноски, в которой приводятся характеристики данного параметра.
Результаты испытаний КСС
Таблица П.4.1
Методы и объемы контроля КСС
|
Метод контроля, вид испытаний |
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
Таблица П.4.2
Результаты неразрушающего контроля КСС
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||
|
Визуальный |
Измерительный |
Ультразвуковой |
||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
||||
|
2 |
||||
Таблица П.4.3
Результаты разрушающего контроля КСС
Организация, выполнявшая контроль ________________________________________ Свидетельство об аттестации организации ____________________________________ Общие результаты испытаний _______удовлетворительно_________ (удовлетворительно, неудовлетворительно) Контроль и испытания контрольных сварных соединений (наплавок) и оценка их качества были выполнены в соответствии с требованиями нормативных документов, указанных выше. С результатами испытаний КСС и выводами об их качестве «Согласны»: Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) |
|||||||||||||||||||||||||||||||||
Установленная область распространения производственной аттестации технологии*
____________
* Указывают наименование конкретной заявленной технологии, ее производственный шифр и область применения.
|
___________________________________________________________________________ (наименование, область применения ПТД по сварке)
____________ ** Перечень параметров, по которым устанавливается область распространения, должен соответствовать способу сварки. Примечание. Марка сварочного оборудования указывается в случае применения специализированного сварочного оборудования. Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) |
12.9. Пример оформления программы производственной аттестации технологии сварки технического устройства типа I
Программа производственной аттестации технологии сварки (наплавки) № П-00001 (Пример оформления) 1. Исходные данные. 1.1. Наименование организации-заявителя ОАО «Котельщик». 1.2. Наименование аттестуемой технологии (ПТД по сварке), регистрационный номер, дата утверждения, способ сварки, предусмотренный ПТД: Технология ручной дуговой сварки покрытыми электродами (РД) трубопроводов пара и горячей воды. ТС-007 (утв. 21.04.02 г.). 1.3. Объект применения аттестуемой технологии сварки (наплавки): котельное оборудование (трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115 °C). 1.4. Характеристика объекта применения аттестуемой технологии сварки (наплавки): монтаж трубопроводов 1.5. Сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки). Приведены в табл. 1 к Заявке. 1.6. Копия имеющегося разрешения органов Ростехнадзора на применение технологии (материалов, оборудования, применяемых в данной технологии) (при наличии). 1.7. Вид производственной аттестации: первичная. 1.8. Сведения о сварщиках, специалистах сварочной службы и специалистах по контролю качества сварных соединений. Приведены в табл. 3 к Заявке. 1.9. Сведения о применяемом сварочном и вспомогательном оборудовании. Приведены в табл. 2 к Заявке. 1.10. Сведения о лаборатории контроля качества сварных соединений. Приведены в табл. 4 к Заявке. 2. Характеристики аттестуемой технологии. 2.1. Основные параметры однотипности производственных сварных соединений (наплавок). Приведены в табл. 12.9.1. 2.2. Перечень групп однотипных производственных сварных соединений, предусмотренных ПТД по сварке. Приведен в табл. 12.9.2. 2.3. Перечень и характеристики контрольных сварных соединений (КСС). Приведены в табл. 12.9.3. 2.4. Требования по контролю качества КСС. Приведены в табл. 12.9.4 - 12.9.6. 2.5. Карты технологического процесса сварки (наплавки) КСС, соответствующие требованиям ПТД по сварке. 2.6. Дополнительные данные, специфические для аттестуемой технологии. (Приводятся при необходимости.) Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) |
Таблица 12.9.1
Основные параметры однотипности производственных сварных соединений
Способ сварки (наплавки): РД.
|
Наименование параметров |
Интервалы параметров однотипности |
|
|
1 |
Группа и класс арматурного проката |
Формируются исходя из определений раздела 2 Рекомендаций по применению РД 03-615-03 |
|
2 |
Сварочные материалы |
|
|
3 |
Номинальная толщина |
|
|
4 |
Номинальный радиус кривизны (диаметр) |
|
|
5 |
Тип сварного шва |
|
|
6 |
Тип сварных соединений |
|
|
7 |
Вид сварных соединений |
|
|
8 |
Вид и номинальный угол разделки кромок |
|
|
9 |
Положение при сварке |
|
|
10 |
Вид покрытия электродов |
|
|
11 |
Необходимость подогрева |
|
|
12 |
Необходимость термической обработки |
|
|
13 |
Режим сварки |
Примечание. Интервалы параметров однотипности определяются исходя из определений раздела 2 Рекомендаций по применению РД-03-615-03 или приводятся в табл. 12.9.1.
Таблица 12.9.2
Перечень и характеристики групп однотипных производственных сварных соединений, выполняемых организацией-заявителем
Группа технических устройств: КО (тип I).
Способ сварки: РД.
|
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон диаметров, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Подогрев |
Термообработка |
Идентификатор однотипности |
|
|
1 |
12Х1МФ, |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
Св. 3 до 5 |
Св. 25 до 100 |
СШ |
С |
ос, бп |
> 15 |
В1, Г |
Б |
- |
- |
РД-4-22СОО/Тр-2 |
|
15Х1М1Ф |
|||||||||||||
|
2 |
12Х1МФ, |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
4,5 - 10 |
Св. 100 до 500 |
СШ |
С |
ос, бп |
> 15 |
В1, Г |
Б |
- |
- |
РД-4-32СОО/Тр-2 |
|
15Х1М1Ф |
|||||||||||||
|
3 |
12Х1МФ, |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
4,5 - 10 |
Св. 100 до 500 |
СШ |
С |
ос, сп |
> 15 |
В1, Г |
Б |
- |
- |
РД-4-32СОО/Тр-3г |
|
15Х1М1Ф |
|||||||||||||
|
4 |
12Х1МФ, |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
Св. 12 до 50 |
Св. 100 до 500 |
СШ |
С |
ос, бп |
> 15 |
В1, Г |
Б |
+ |
+ |
РД-4-33СПТ/Тр-2 |
|
15Х1М1Ф |
|||||||||||||
|
5 |
12Х1МФ, |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
Св. 12 до 50 |
Св. 100 до 500 |
СШ |
С |
ос, сп |
> 15 |
В1, Г |
Б |
+ |
+ |
РД-4-33СПТ/Тр-3г, Тр-3 |
|
15Х1М1Ф |
|||||||||||||
|
6 |
12Х1МФ, |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
Св. 16 |
Св. 100 до 500 |
СШ |
С |
ос, сп |
< 15 |
В1, Г |
Б |
+ |
+ |
РД-4-33СПТ/Тр-3а |
|
15Х1М1Ф |
Примечание. Перечень однотипных групп производственных сварных соединений формируется по одному способу сварки с использованием соответствующих параметров однотипности.
Таблица 12.9.3
Перечень и характеристики контрольных сварных соединений (КСС)
Группа технических устройств: КО (тип I).
Способ сварки: РД.
|
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Подогрев |
Термообработка |
Идентификатор однотипности |
Кол-во КСС |
|
|
1 |
12Х1МФ |
ТМЛ-3У |
5 |
42 |
СШ |
С |
ос, бп |
> 15 |
В1 |
Б |
- |
- |
РД-4-22СОО/Тр-2 |
5 |
|
2 |
12Х1МФ |
ТМЛ-3У |
10 |
133 |
СШ |
С |
ос, бп |
> 15 |
В1 |
Б |
- |
- |
РД-4-32СОО/Тр-2 |
1 |
|
4 |
12Х1МФ |
ТМЛ-3У |
14 |
219 |
СШ |
С |
ос, бп |
> 15 |
В1 |
Б |
200 - 250 °C |
720 - 750 С, 1 ч |
РД-4-33СПТ/Тр-2 |
1 |
|
6 |
12Х1МФ |
ТМЛ-3У |
32 |
273 |
СШ |
С |
ос, сп |
< 15 |
В1 |
Б |
250 - 300 °C |
720 - 750 °С, 3 ч |
РД-4-33СПТ/Тр-3а |
1 |
Примечание. Перечень КСС формируется на основе перечня групп однотипных сварных соединений.
Таблица 12.9.4
Методы и объемы контроля КСС
|
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
|
|
Визуальный |
100 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.3 |
|
|
Измерительный |
100 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.3 |
|
|
Радиографический |
100 |
ГОСТ 7512-82, РД 34 10.068-91 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.5 |
|
Ультразвуковой |
100 |
ГОСТ 14782-86, РД 34 17.302-97 (ОП 501 ЦД-97) |
РД 153-34.1-003-01 (РТМ-1c), п. 18.5 |
|
Капиллярный |
100 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.8 |
|
|
Магнитопорошковый |
100 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.8 |
|
|
Стилоскопирование |
Основной металл и металл шва |
РД 34 10.122-94 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.2 |
|
На растяжение |
2 обр. |
ГОСТ 6996-66, тип XVII (XII, XIII, XVIII) |
РД 153-34.1-003-01 (РТМ-1c), п. 18.6 |
|
На статический изгиб |
2 обр. |
ГОСТ 6996-66, тип XXVII |
РД 153-34.1-003-01 (РТМ-1c), п. 18.6 |
|
На сплющивание |
2 обр. |
ГОСТ 6996-66, тип XXX |
РД 153-34.1-003-01 (РТМ-1c), п. 18.6 |
|
На ударный изгиб |
3 обр. |
ГОСТ 6996-66, тип VI |
РД 153-34.1-003-01 (РТМ-1c), п. 18.6 |
|
На твердость |
1 обр. |
ГОСТ 6996-66, черт. 19 |
РД 153-34.1-003-01 (РТМ-1c), п. 18.4 |
|
Металлография (макро, микро) |
1 шлиф |
РД 153-34.1-003-01 (РТМ-1c), п. 18.6 |
Таблица 12.9.5
Методы неразрушающего контроля качества контрольных сварных соединений (КСС)
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||||||
|
Визуальный |
Измерительный |
Радиографический |
Ультразвуковой |
Капиллярный |
Магнитопорошковый |
Стилоскопирование |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
РД-4-22СОО/Тр-2 |
+ |
+ |
+ |
- |
+ |
- |
+ |
|
2 |
РД-4-23СОО/Тр-2 |
+ |
+ |
- |
+ |
+ |
- |
+ |
|
3 |
РД-4-33СПТ/Тр-2 |
+ |
+ |
- |
+ |
+ |
- |
+ |
|
4 |
РД-4-33СПТ/Тр-3а |
+ |
+ |
- |
+ |
+ |
- |
+ |
Примечание. В графе 2 указывают идентификатор группы однотипных сварных соединений, которую представляет данное КСС. Применяемые для данных КСС методы контроля отмечают знаком «+».
Таблица 12.9.6
Виды разрушающего контроля качества контрольных сварных соединений (КСС)
|
Идентификатор однотипности |
Виды разрушающего контроля |
|||||||
|
Растяжение |
Статический изгиб |
Сплющивание |
Ударный изгиб |
Твердость |
Металлография |
МКК и др. виды |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
РД-4-22СОО/Тр-2 |
+ |
- |
+ |
- |
- |
+ |
- |
|
2 |
РД-4-23СОО/Тр-2 |
+ |
+ |
- |
- |
+ |
+ |
- |
|
3 |
РД-4-33СПТ/Тр-2 |
+ |
+ |
- |
+ |
+ |
+ |
- |
|
4 |
РД-4-33СПТ/Тр-3а |
+ |
+ |
- |
+ |
+ |
+ |
- |
Примечание. В графе 2 указывают идентификатор группы однотипных сварных соединений, которую представляет данное КСС. Применяемые для данных КСС методы контроля отмечают знаком «+».
12.10. Пример оформления программы производственной аттестации технологии сварки технического устройства типа II
Программа
1. Исходные данные. 1.1. Наименование организации-заявителя __________________________________ 1.2. Наименование аттестуемой технологии (ПТД по сварке), регистрационный номер, дата утверждения, способ сварки, предусмотренный ПТД: Технология автоматической сварки под флюсом сварных соединений пролетных строений мостов при изготовлении в заводских условиях. ПТД № 01-07 (утв. 21.11.07 г.). 1.3. Объект применения аттестуемой технологии сварки: Конструкции стальных мостов - КСМ (1). 1.4. Характеристика объекта применения аттестуемой технологии сварки: металлические конструкции пролетных строений стальных мостов - изготовление в заводских условиях. 1.5. Сведения о НД, регламентирующих применение аттестуемой технологии сварки. Приведены в табл. 1 к Заявке. 1.6. Копия имеющегося разрешения органов Ростехнадзора на применение технологии (материалов, оборудования, применяемых в данной технологии) (при наличии). 1.7. Вид производственной аттестации: первичная. 1.8. Сведения о сварщиках, специалистах сварочной службы и специалистах по контролю качества сварных соединений. Приведены в табл. 3 к Заявке. 1.9. Сведения о применяемом сварочном и вспомогательном оборудовании. Приведены в табл. 2 к Заявке. 1.10. Сведения о лаборатории контроля качества сварных соединений. Приведены в табл. 4 к Заявке. 2. Характеристики аттестуемой технологии. 2.1. Основные параметры однотипности производственных сварных соединений. Приведены в табл. 12.10.1. 2.2. Перечни групп однотипных производственных сварных соединений, предусмотренных ПТД по сварке. Приведены в табл. 12.10.2. 2.3. Перечень и характеристики контрольных сварных соединений (КСС). Приведены в табл. 12.10.3. 2.4. Требования по контролю качества КСС. Приведены в табл. 12.10.4 - 12.10.6. 2.5. Карты технологического процесса сварки (наплавки) КСС, соответствующие требованиям ПТД по сварке. Прилагаются. 2.6. Дополнительные данные, специфические для аттестуемой технологии. (Приводятся при необходимости.) Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) |
Таблица 12.10.1
Основные параметры однотипности производственных сварных соединений
Способ сварки: АФ.
|
Наименование параметров |
Интервалы параметров однотипности |
|
|
1 |
Основные материалы |
Определяются исходя из определений раздела 2 Рекомендаций по применению РД 03-615-03 |
|
2 |
Сварочные материалы |
|
|
3 |
Номинальная толщина, мм |
|
|
4 |
Тип сварного шва |
|
|
5 |
Тип сварных соединений |
|
|
6 |
Вид сварных соединений |
|
|
7 |
Вид и номинальный угол разделки кромок |
|
|
8 |
Положение при сварке |
|
|
9 |
Тип флюса |
|
|
10 |
Необходимость подогрева |
|
|
11 |
Необходимость термической обработки |
|
|
12 |
Режим сварки |
Таблица 12.10.2
Перечень и характеристики групп однотипных производственных сварных соединений, выполняемых организацией-заявителем
Группа технических устройств: КСМ (1), тип II.
Способ сварки: АФ.
|
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон диаметров, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Тип флюса |
Наличие подогрева |
Наличие термообработки |
Идентификатор однотипности |
||
|
Проволока |
Флюс |
|||||||||||||
|
1 |
15ХСНД, 15ХСНДА |
Св-08ГА |
ПФК-56С |
10 - 16 |
- |
СШ |
С |
дс (бз), фп |
Без разделки |
H1 |
ПФК-56С, АПК-561-К, остальные - П |
- |
- |
АФ-1-02СОО/С29 |
|
Св-10НМА |
АН-47, АН-22 |
|||||||||||||
|
Св-10ГН |
АНК-561 |
|||||||||||||
|
2 |
15ХСНД, 15ХСНДА |
Св-08ГА |
ПФК-56С |
20 - 25 |
- |
СШ |
С |
дс (зк), фп |
> 15 |
H1 |
- |
- |
АФ-1-03СОО/С38 |
|
|
Св-10НМА |
АН-47, АН-22 |
|||||||||||||
|
Св-10ГН |
АНК-561 |
|||||||||||||
|
3 |
15ХСНД, 15ХСНДА |
Св-08ГА |
ПФК-56С |
32 - 40 |
- |
СШ |
С |
дс (зк), фп |
> 15 |
H1 |
- |
- |
АФ-1-04СОО/С38 |
|
|
Св-10НМА |
АН-47, АН-22 |
|||||||||||||
|
Св-10ГН |
АНК-561 |
|||||||||||||
|
4 |
10ХСНД, 10ХСНДА |
Св-08ГА |
ПФК-56С |
10 - 16 |
- |
СШ |
С |
дс (бз), фп |
Без разделки |
H1 |
- |
- |
АФ-2-02СОО/С29 |
|
|
Св-10НМА |
АН-47, АН-22, АНК-561 |
|||||||||||||
|
5 |
10ХСНД, 10ХСНДА |
Св-08ГА |
ПФК-56С |
20 - 25 |
- |
СШ |
С |
дс (зк), фп |
> 15 |
H1 |
- |
- |
АФ-2-03СОО/С38 |
|
|
Св-10НМА |
АН-47, АН-22, АНК-561 |
|||||||||||||
|
6 |
10ХСНД, 10ХСНДА |
Св-08ГА |
ПФК-56С |
32 - 40 |
- |
СШ |
С |
дс (зк), фп |
> 15 |
H1 |
- |
- |
АФ-2-04СОО/С38 |
|
|
7 |
15ХСНД, |
Св-08ГА |
ПФК-56С |
8 |
- |
УШ |
Т |
дс (бз) |
Без разделки |
Н1, Н2 |
- |
- |
АФ-1-01ТОО/Т3 |
|
|
15ХСНДА |
Св-10НМА |
АН-47, АН-348-А* |
||||||||||||
|
Св-08А* |
ПФК-56С |
|||||||||||||
|
8 |
15ХСНД, |
Св-08ГА |
ПФК-56С |
10 - 12 |
- |
УШ |
Т |
дс (бз) |
Без разделки |
Н1, Н2 |
- |
- |
АФ-1-02ТОО/Т3 |
|
|
15ХСНДА |
Св-10НМА |
АН-47, АН-348-А* |
||||||||||||
|
Св-08А* |
ПФК-56С |
|||||||||||||
|
9 |
15ХСНД, |
Св-08ГА |
ПФК-56С |
12 - 16 |
- |
УШ |
Т |
дс (зк) |
> 15 |
Н1, Н2 |
- |
- |
АФ-1-02ТОО/Т8 |
|
|
15ХСНДА |
Св-10НМА |
АН-47, АН-348-А* |
||||||||||||
|
Св-08А* |
ПФК-56С |
|||||||||||||
|
10 |
10ХСНД, |
Св-08ГА |
ПФК-56С |
8 |
- |
УШ |
Т |
дс (бз) |
Без разделки |
Н1, Н2 |
- |
- |
АФ-2-01ТОО/Т3 |
|
|
10ХСНДА |
Св-08А* |
|||||||||||||
|
Св-10НМА |
АН-47 |
|||||||||||||
|
11 |
10ХСНД, |
Св-08ГА |
ПФК-56С |
10 - 12 |
- |
УШ |
Т |
дс (бз) |
Без разделки |
Н1, Н2 |
- |
- |
АФ-2-02ТОО/Т3 |
|
|
10ХСНДА |
Св-08А* |
|||||||||||||
|
Св-10НМА |
АН-47 |
|||||||||||||
|
12 |
10ХСНД, |
Св-08ГА |
ПФК-56С |
12 - 16 |
- |
УШ |
Т |
дс (зк) |
> 15 |
Н1, Н2 |
- |
- |
АФ-2-02ТОО/Т8 |
|
|
10ХСНДА |
Св-08А* |
|||||||||||||
|
Св-10НМА |
АН-47 |
|||||||||||||
____________
* При катетах до 7 мм включительно.
Состав идентификатора однотипности для сварных соединений: 1 - 2 - 3 4 5 6 7/8.
|
1 - обозначение способа сварки |
5 - индекс типа сварного соединения (С, У, Т, Н) |
|
2 - номер группы материалов (1, 2, 3 и т.д.) |
6 - индекс необходимости подогрева (О, П) |
|
3 - индекс однотипности по диаметру (1, 2, 3, 4, 0) |
7 - индекс необходимости термообработки (О, Т) |
|
4 - индекс однотипности по толщине стенки (1, 2, 3, 4) |
8 - обозначение сварного соединения по НД и др. |
Таблица 12.10.3
Перечень и характеристики контрольных сварных соединений (КСС)
Группа технических устройств: КСМ (1), тип II.
Способ сварки: АФ.
|
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Типовое соединение |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Тип флюса |
Подогрев |
Термообработка |
Идентификатор однотипности |
Кол-во КСС |
||
|
Проволока |
Флюс |
||||||||||||||
|
1 |
10ХСНД |
Св-10НМА |
АН-47 |
14 |
- |
СШ |
С |
дс (бз), фп |
Без разделки |
Н1 |
П |
- |
- |
АФ-2-02СОО/С29 |
1 |
|
2 |
10ХСНД |
Св-08ГА |
ПФК-56С |
25 |
- |
СШ |
С |
дс (зк), фп |
> 15 |
Н1 |
К |
- |
- |
АФ-2-03СОО/С38 |
1 |
|
3 |
10ХСНДА |
Св-10НМА |
АН-47 |
32 (40) |
- |
СШ |
С |
дс (зк), фп |
> 15 |
Н1 |
П |
- |
- |
АФ-2-04СОО/С38 |
1 |
|
4 |
10ХСНД |
Св-08ГА |
ПФК-56С |
12 |
- |
УШ |
Т |
дс (бз) |
Без разделки |
Н1 |
К |
- |
- |
АФ-2-01ТОО/Т3 |
1 |
|
5 |
10ХСНДА |
Св-10НМА |
АН-47 |
14 |
- |
УШ |
Т |
дс (бз) |
Без разделки |
Н1 |
П |
- |
- |
АФ-2-02ТОО/Т3 |
1 |
|
6 |
10ХСНД |
Св-08ГА |
ПФК-56С |
16 |
- |
УШ |
Т |
дс (зк) |
> 15 |
Н1 |
К |
- |
- |
АФ-2-02ТОО/Т8 |
1 |
Таблица 12.10.4
Методы и объемы контроля КСС
Группа технических устройств: КСМ (1), тип II.
Способ сварки: АФ.
|
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД2, регламентирующие нормы оценки качества |
|
|
Визуальный |
100 |
СТП 012-2000, п. 9.21 |
|
|
Измерительный |
100 |
СТП 012-2000, п. 9.21 |
|
|
Радиографический3 |
100 |
СТП 012-2000, п. 9.22 |
|
|
Ультразвуковой |
100 |
ГОСТ 14782-86, ОСТ 32100-87 |
СТП 012-2000, п. 9.25 |
|
Капиллярный3 |
100 |
||
|
Магнитопорошковый (МПД)3 |
100 |
||
|
На растяжение металла шва |
3 обр. |
ГОСТ 1497-84, тип I, II |
СТП 012-2000, п. 8.4в |
|
На растяжение сварного соединения |
3 обр. |
ГОСТ 6996-66, тип XII, XIII |
СТП 012-2000, п. 8.4а |
|
На статический изгиб |
3 обр. |
ГОСТ 14019-2003; ГОСТ 6996-66, тип XXVII, XXVIII |
СТП 012-2000, п. 8.4г |
|
На ударный изгиб |
по 6 обр. (металл шва и ЗТВ) |
ГОСТ 6996-66, тип VI, VII4 |
СТП 012-2000, п. 8.4д |
|
На твердость |
2 обр. (металл шва и ЗТВ)5 |
СТП 012-2000, п. 8.4б |
|
|
Металлография (макро, микро)6 |
2 шлифа |
СТП 012-2000, п. 9.27 |
____________
* Инструкция по визуальному и измерительному контролю (РД 03-606-03) - методический документ для опасных производственных объектов, утвержденный Госгортехнадзором России.
____________
1 Указываются только методы контроля и виды испытаний, предусмотренные конкретной программой.
2 Указываются пункт или подраздел НД, оговаривающий нормы оценки качества для конкретных технических устройств.
3 Выполняется при наличии соответствующих требований у заказчика.
4 А также образцы типа IX или X, если это оговорено в проектной документации.
5 Схема замеров твердости по сечению сварного соединения (см. рис. Н.5 приложения Н СТП 012-2000).
6 На шлифах определяют форму провара, ширину и очертание зон термического влияния, размер зерна в основном металле и металле шва.
Таблица 12.10.5
Методы неразрушающего контроля качества контрольных сварных соединений (КСС)
Группа технических устройств: КСМ (1), тип II.
Способ сварки: АФ.
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||||||
|
Визуальный |
Измерительный |
Радиографический |
Ультразвуковой |
Капиллярный |
Магнитопорошковый |
Стилоскопирование |
||
|
1 |
АФ-2-02СОО/С29 |
+ |
+ |
- |
+ |
- |
- |
- |
|
2 |
АФ-2-03СОО/С38 |
+ |
+ |
- |
+ |
- |
- |
- |
|
3 |
АФ-2-04СОО/С38 |
+ |
+ |
- |
+ |
- |
- |
- |
|
4 |
АФ-2-01ТОО/Т3 |
+ |
+ |
- |
- |
- |
- |
- |
|
5 |
АФ-2-02ТОО/Т3 |
+ |
+ |
- |
- |
- |
- |
- |
|
6 |
АФ-2-02ТОО/Т8 |
+ |
+ |
- |
+ |
- |
- |
- |
Таблица 12.10.6
Виды разрушающего контроля качества контрольных сварных соединений (КСС)
Группа технических устройств: КСМ (1), тип II.
Способ сварки: АФ.
|
Идентификатор однотипности |
Виды разрушающего контроля |
||||||
|
Растяжение металла шва |
Растяжение сварного соединения |
Статический изгиб |
Ударный изгиб |
Твердость |
Металлография |
||
|
1 |
АФ-2-02СОО/С29 |
+ |
+ |
+ |
+ |
+ |
+ |
|
2 |
АФ-2-03СОО/С38 |
+ |
+ |
+ |
+ |
+ |
+ |
|
3 |
АФ-2-04СОО/С38 |
+ |
+ |
+ |
+ |
+ |
+ |
|
4 |
АФ-2-01ТОО/Т3 |
- |
- |
- |
- |
+ |
+ |
|
5 |
АФ-2-02ТОО/Т3 |
- |
- |
- |
- |
+ |
+ |
|
6 |
АФ-2-02ТОО/Т8 |
+ |
- |
- |
- |
+ |
+ |
12.11. Пример оформления программы производственной аттестации технологии сварки технического устройства типа TV
Программа
1. Исходные данные. 1.1. Наименование организации-заявителя ____________________________________ 1.2. Наименование аттестуемой технологии (ПТД по сварке), регистрационный номер, дата утверждения, способ сварки, предусмотренный ПТД: Технология ручной дуговой сварки арматуры и закладных изделий железобетонных конструкций при изготовлении в заводских условиях. ПТД № 02-07 (утв. 23.11.07 г.). 1.3. Объект применения аттестуемой технологии сварки: строительные конструкции -СК (2). 1.4. Характеристика объекта применения аттестуемой технологии сварки: тип соединений по ГОСТ 14098-91 - С21. Т12. H1: изготовление в заводских условиях. 1.5. Сведения о НД, регламентирующих применение аттестуемой технологии сварки. Приведены в табл. 1 к Заявке. 1.6. Копия имеющегося разрешения органов Ростехнадзора на применение технологии (материалов, оборудования, применяемых в данной технологии) (при наличии). 1.7. Вид производственной аттестации: первичная. 1.8. Сведения о сварщиках, специалистах сварочной службы и специалистах по контролю качества сварных соединений. Приведены в табл. 3 к Заявке. 1.9. Сведения о применяемом сварочном и вспомогательном оборудовании. Приведены в табл. 2 к Заявке. 1.10. Сведения о лаборатории контроля качества сварных соединений. Приведены в табл. 4 к Заявке. 2. Характеристики аттестуемой технологии. 2.1. Основные параметры однотипности производственных сварных соединений. Приведены в табл. 12.11.1. 2.2. Перечни групп однотипных производственных сварных соединений, предусмотренных ПТД по сварке. Приведены в табл. 12.11.2. 2.3. Перечень и характеристики контрольных сварных соединений (КСС). Приведены в табл. 12.11.3. 2.4. Требования по контролю качества КСС. Приведены в табл. 12.11.4 - 12.11.6. 2.5. Карты технологического процесса сварки КСС, соответствующие требованиям ПТД по сварке. Прилагаются. 2.6. Дополнительные данные, специфические для аттестуемой технологии. (Приводятся при необходимости.) Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) |
Таблица 12.11.1
Основные параметры однотипности производственных сварных соединений
Способ сварки: РД.
|
Наименование параметров |
Интервалы параметров однотипности |
|
|
1 |
Группа (марка) основного материала, класс арматурного проката |
Определяются исходя из определений раздела 2 Рекомендаций по применению РД 03-615-03 |
|
2 |
Сварочные материалы |
|
|
3 |
Диаметр стержней, мм |
|
|
4 |
Толщина закладной детали, мм |
|
|
5 |
Тип соединения |
|
|
6 |
Вид соединения |
|
|
7 |
Тип шва |
|
|
8 |
Обозначение по ГОСТ 14098-91 |
|
|
9 |
Положение оси стержней в пространстве |
|
|
10 |
Положение шва при сварке |
|
|
11 |
Вид покрытия электродов |
Таблица 12.11.2
Перечень и характеристики групп однотипных производственных сварных соединений, выполняемых организацией-заявителем
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диапазон диаметров стержней, мм |
Диапазон толщин закладной детали, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначение по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Вид покрытия электродов |
Идентификатор однотипности |
|
|
1 |
29 (А240) |
Э42А, Э46А |
Св. 12 до 40 |
- |
С |
ос |
СШ |
С21-Рн |
Л |
Н1, Г, В1, П1 |
Б |
РД-29-12С/С21-Рн |
|
2 |
29 (А400) |
Э42А, Э46А, Э50А |
Св. 12 до 40 |
- |
С |
ос |
СШ |
С21-Рн |
Л |
Н1, Г, В1, П1 |
Б |
РД-29-32С/С21-Рн |
Состав идентификатора однотипности для сварных соединений: 1 - 2 - 3 4 5/6.
|
1 - обозначение способа сварки |
4 - индекс однотипности по диаметру стержней (1, 2, 3) |
|
2 - номер группы материалов (29 или 29/1*) |
5 - тип сварного соединения (С, Т, Н, К) |
|
3 - индекс однотипности по классу арматурной стали (проката) (1, 2, 3, 4, 5, 6, 7, 8) |
6 - обозначение по ГОСТ 14098-91 |
____________
* В знаменателе указана группа материала закладной детали.
Таблица 12.11.3
Перечень и характеристики контрольных сварных соединений (КСС)
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диаметр стержней, мм |
Толщина закладной детали, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначение по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Вид покрытия электродов |
Идентификатор однотипности |
Кол-во КСС |
|
|
1 |
29 (А400) |
УОНИ-13/55 |
20 |
- |
С |
ос |
СШ |
С21-Рн |
Г |
П1 |
Б |
РД-29-32С/С21-Рн |
3 |
Таблица 12.11.4
Методы и объемы контроля КСС
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
|
|
Визуальный |
100 |
ГОСТ 14098-91, табл. 12 ГОСТ 10922-90, п. 2 РТМ 393-94, п. 3.4.6 |
|
|
Измерительный |
100 |
ГОСТ 14098-91, табл. 12 ГОСТ 10922-90, п. 2 РТМ 393-94, п. 3.4.6 |
|
|
На растяжение |
3 обр. |
ГОСТ 10922-90, п. 2 РТМ 393-94, пп. 3.4.9 - 3.4.10 |
Таблица 12.11.5
Методы неразрушающего контроля качества контрольных сварных соединений (КСС)
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||
|
Визуальный |
Измерительный |
Ультразвуковой |
||
|
1 |
РД-29-32С/С21-Рн |
+ |
+ |
- |
Таблица 12.11.6
Виды разрушающего контроля качества контрольных сварных соединений (КСС)
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
Идентификатор однотипности |
Виды разрушающего контроля |
|||
|
Растяжение |
На срез |
На отрыв |
||
|
1 |
РД-29-32С/С21-Рн |
+ |
- |
- |
12.12. Пример оформления карт технологического процесса сварки (наплавки) КСС технических устройств типа I
12.12.1. Карта технологического процесса наплавки контрольного сварного соединения (КСС).
Идентификатор однотипности РДН-4-321ПТ
Характеристики процесса
|
№ п/п |
Наименование |
Обозначения (показатели) |
|
1 |
Нормативный документ |
РД 2730.300.06-98 |
|
2 |
Способ наплавки |
РДН |
|
3 |
Основной материал (марка и группа) |
12Х1МФ (4) |
|
4 |
Сварочные материалы |
ЦН-6Л |
|
5 |
Диаметр детали в зоне наплавки |
300 мм |
|
6 |
Толщина наплавки |
10 мм |
|
7 |
Назначение наплавки |
Специальная (износостойкая) |
|
8 |
Вид наплавки |
Многослойная, однородная |
|
9 |
Форма подготовки кромок |
Ступенчатая кольцевая проточка |
|
10 |
Положение при наплавке |
H1 |
|
11 |
Вид покрытия электродов (для РДН) |
Б |
|
12 |
Режимы подогрева |
300 - 350 °C |
|
13 |
Режимы термообработки |
715 - 740 °С, 1час |
|
14 |
Дополнительные параметры |
- |
|
Конструкция проточки |
Конструктивные элементы наплавки |
Порядок наплавки |
|
|
|
|
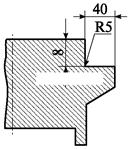
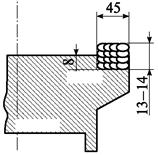

Сварочное оборудование (тип):________ВД-306У3______.
Метод подготовки и очистки: механическая обработка.
Параметры процесса наплавки КСС
|
Номер слоя (валика) |
Диаметр электрода, мм |
Род тока, полярность |
Сварочный ток, А |
Напряжение дуги, В |
|
1 |
2 |
3 |
4 |
5 |
|
1, 2 и т.д. |
4,0 |
Постоянный, обратная |
120 - 150 |
21 - 23 |
Технологические требования к наплавке:
Наплавку выполняют слоями толщиной 2 - 4 мм, числом не менее четырех слоев, и общей высотой наплавки не менее 13 - 14 мм. Валики следует наплавлять обратноступенчатым способом вдоль кольцевой уплотняющей поверхности до нужного размера. Ширина валиков должна быть не более трех диаметров электродов. На всех этапах наплавки необходимо тщательно удалять шлак после наложения каждого валика и контролировать качество наплавки валика и возможного появления трещин. В процессе наплавки не допускается охлаждение детали ниже минимальной температуры подогрева. Наплавка должна производиться в помещении без сквозняков при температуре окружающего воздуха не ниже 5 °С.
Требования к контролю качества КСС
|
Метод контроля, вид испытаний |
НД на методику контроля |
НД на оценку качества |
Объем контроля (%, кол-во образцов) |
|
Визуальный |
РД 2730.300.06-98, пп. 7.3 и 7.4 |
100 |
|
|
Измерительный |
РД 2730.300.06-98, п. 7.3.2 |
100 |
|
|
Капиллярный |
РД 2730.300.06-98, п. 7.5 |
100 |
|
|
Металлография (макро) |
Раздел 7 |
1 шлиф |
|
|
Измерение твердости |
РД 2730. 300. 06-98п. 7.6 |
1 обр. |
|
Место наплавки КСС |
ОАО «Оренбургэнергоремонт» |
|
|
Дата наплавки |
06.07.04 г. |
|
|
Ф. И. О. сварщика |
Назин Василий Дмитриевич |
|
|
№ удостоверения |
МР-2ГАЦ-1-06408 |
|
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии (ПТД по наплавке), представленной на аттестацию, и выполнение подготовки и наплавки КСС в соответствии с требованиями НД и данными, указанными выше, подтверждаем:
|
Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ _____________________ (подпись) (фамилия, имя, отчество) Представитель организации-заявителя: ______________ ____________________ (подпись) (фамилия, имя, отчество) |
Сертификат на основной материал: № 87 (металл после длительной эксплуатации - 200 тыс. ч).
Сертификат на электроды: № 963.
12.12.2. Карта технологического процесса наплавки контрольного сварного соединения (КСС)
Идентификатор однотипности РДН-1-121 ПО
Характеристики процесса
|
№ п/п |
Наименование |
Обозначения (показатели) |
|
1 |
Нормативный документ |
|
|
2 |
Способ наплавки |
РДН |
|
3 |
Основной материал (марка и группа) |
20ГСЛ (1) |
|
4 |
Сварочные материалы |
ТМУ-21У |
|
5 |
Толщина стенки деталей |
40 мм |
|
6 |
Глубина выборки |
20 мм |
|
7 |
Длина выборки |
200 мм |
|
8 |
Назначение наплавки |
Восстановительная |
|
9 |
Вид наплавки |
Многослойная, однородная |
|
10 |
Форма подготовки кромок |
Чашеобразная > 15° |
|
11 |
Положение при наплавке |
В1 |
|
12 |
Вид покрытия электродов |
Б |
|
13 |
Режимы подогрева |
150 - 200 V |
|
14 |
Режимы термообработки |
150 - 200 °C, 3 часа |
|
15 |
Дополнительные параметры |
- |
|
Конструкция выборки |
Конструктивные элементы наплавки |
Порядок наплавки |
|
|
|
|
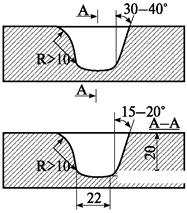

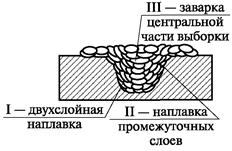
Сварочное оборудование (тип): ВД-306У3.
Метод подготовки и очистки: воздушно-электродуговая строжка с последующей механической зачисткой поверхности выборки и прилежащей к ней зоны шириной не менее 50 мм.
Требования к твердости: на поверхности наплавляемой детали - не более НВ 180.
Параметры процесса наплавки КСС
|
Номер слоя (валика) |
Диаметр электрода, мм |
Род тока, полярность |
Сварочный ток, А |
Напряжение дуги, В |
|
1 облицовка |
3,0 |
Постоянный, обратная |
100 - 120 |
21 - 23 |
|
2 заполнение |
4,0 |
150 - 170 |
||
|
3 и т.д. |
4,0 |
150 - 170 |
Технологические требования к наплавке:
Наплавка выборки производится в два этапа:
первый этап - предварительная двухслойная облицовка поверхности выборки и прилегающей зоны. Наплавку первого слоя следует вести электродами Æ 3 мм, валиками шириной не более 9 мм.
Каждый валик перекрывает предыдущий на 40 - 50 %. Наплавку производить продольными валиками в очередности от центра выборки к краю с перекрытием на 20 - 30 мм. Наплавку второго слоя вести электродами Æ 4 мм - валиками шириной не более 12 мм. Наплавка продольными валиками от центра выборки к краям. После выполнения второго слоя облицовки наружная поверхность механически обрабатывается до общей толщины слоя облицовки 5 - 6 мм;
второй этап - заполнение выборки должно производиться электродами Æ 4 мм в две стадии: путем послойной наплавки боковых и донных участков выборки (первая стадия) и наплавки центральной части выборки (вторая стадия).
На всех этапах необходимо тщательно удалять шлак после наложения каждого валика и контролировать качество наплавки валика и возможного появления трещин.
Требования к контролю качества КСС
|
Метод контроля, вид испытаний |
НД на методику контроля |
НД на оценку качества |
Объем контроля (%, кол-во образцов) |
|
Визуальный |
РД 108.021.112-88, п. 5.4 |
100 |
|
|
Измерительный |
РД 108.021.112-88, п. 5.4 |
100 |
|
|
Магнитопорошковый |
ГОСТ 21105-87 ИМЦ-02-28-93 |
РД 108.021.112-88, п. 2.4 |
100 |
|
Металлография (макро) |
РД 108.021.112-88, п. 5.4 |
1 шлиф |
|
Место наплавки КСС |
ОАО «Оренбургэнергоремонт» |
|
|
Дата сварки |
31.07.04 г. |
|
|
Ф. И. О. сварщика |
Абарников Максим Александрович |
|
|
№ удостоверения |
МР-2ГАЦ-1-03845 |
|
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии (ПТД по наплавке), представленной на аттестацию, и выполнение подготовки и наплавки КСС в соответствии с требованиями НД и данными, указанными выше, подтверждаем:
|
Член аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Представитель организации-заявителя: ______________ ____________________ (подпись) (фамилия, имя, отчество) |
Приложения: 1. Сертификат на основной материал: № 55 (металл после длительной эксплуатации 200 тыс. ч).
2. Сертификат на электроды: № 271 ТМУ-21У-3,0, № 271 ТМУ-21У-4,0.
12.13. Пример оформления карты технологического процесса сварки КСС технического устройства типа IV
Идентификатор однотипности - РД-29-32С/С20-Рм
Характеристики процесса
|
№ п/п |
Наименование |
Обозначения (показатели) |
|
1 |
Нормативный документ |
|
|
2 |
Способ сварки |
РД |
|
3 |
Основной материал (класс арматурного проката) |
А500С |
|
4 |
Основной материал (группа) |
29 |
|
5 |
Сварочные материалы |
УОНИ-13/65 |
|
6 |
Диаметр стержней, мм |
20 |
|
7 |
Вид деталей |
С + С |
|
8 |
Тип соединения |
С |
|
9 |
Вид соединения |
ос |
|
10 |
Тип шва |
СШ |
|
11 |
Обозначение типа соединения по ГОСТ 14098-91 |
С20 |
|
12 |
Положение оси стержней в пространстве |
В |
|
13 |
Положение шва при сварке |
Г |
|
14 |
Вид покрытия электродов |
Б |
|
15 |
Вид формирующего устройства |
- |
|
16 |
Дополнительные параметры |
- |
|
Соединение арматуры до сварки |
Соединение арматуры после сварки |
Порядок сварки |
|
|
|
|

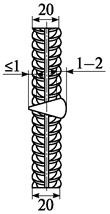
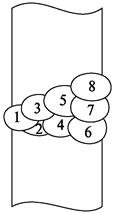
Сварочное оборудование (тип): ВД-413 или аналогичное оборудование.
Метод подготовки и очистки: механический.
Требования к прихватке: одна прихватка длиной 5 - 10мм. толщиной 4 - 5мм.
Защита сварочной ванны/защита корня шва ___________________________
Детали формирования корня шва _____________________________________
Параметры процесса сварки КСС*
|
Номер слоя (валика) |
Диаметр электродной проволоки, мм |
Род и полярность тока |
Сварочный ток, А |
Напряжение дуги, В |
Вылет электрода, мм |
Скорость подачи электродной проволоки, м/ч |
Расход газа (смеси) в сварочной горелке, л/мин |
|
1 - 8 |
4 |
Пост., обратная |
150 - 175 |
24 - 26 |
- |
- |
- |
____________
* Таблица с параметрами процесса выбирается в зависимости от применяемого способа сварки.
Технологические требования к сварке:
При сварке многослойными швами следует возбудить дугу в точке 1 нижнего стержня и. начиная с этого места, наплавлять отдельные валиковые швы с послойным естественным охлаждением. Сварку следует выполнять возможно короткой дугой. Длина дуги должна быть не более диаметра электрода.
Примечание. Требования к сборке под сварку, сварка элементов арматуры и закладных деталей - чистота свариваемых поверхностей, величина зазоров между ними, разделка концов стержней, размеры и размещение накладок, остающихся и инвентарных форм, количество, размеры и место расположения прихваток, соблюдение техники и технологии сварки и др.
Требования к контролю качества КСС
|
Метод контроля, вид испытаний |
НД на методику контроля |
НД на оценку качества или конкретные количественные нормы качества |
Объем контроля (%, кол-во образцов) |
|
ВИК |
100 |
||
|
Механические испытания на растяжение |
3 обр. |
|
Место сварки КСС |
(указывать место выполнения сварки) |
|
|
Дата сварки |
||
|
Ф. И. О. сварщика |
||
|
№ удостоверения |
||
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии (ПТД по сварке), представленной на аттестацию, и выполнение подготовки и сварки КСС в соответствии с требованиями НД и данными, указанными выше, подтверждаем:
|
Член аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Представитель организации-заявителя: ______________ ____________________ (подпись) (фамилия, имя, отчество) |
Приложения: 1. Сертификат на основной материал № 83-1449.
2. Сертификаты на сварочные материалы № 785.
12.14. Пример оформления заключения о готовности организации-заявителя к использованию аттестованной технологии сварки (наплавки)
(для нескольких групп технических устройств)
|
___________________________________________________________________________ (шифр АЦ, наименование аттестационного центра, адрес, телефон)
ЗАКЛЮЧЕНИЕ № АЦСТ-____- 00001 от 25 августа 2006 г. о готовности организации-заявителя к использованию аттестованной технологии сварки (наплавки) Организация-заявитель: ОАО «Оренбургэнергоремонт» Юридический адрес: 460052, г. Оренбург, ул. Энергетиков, 1 Наименование и обозначение технологии: Технология ручной дуговой сварки покрытыми электродами труб котельного, газового оборудования и оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. ТП-001 от 20.01.2006г. __________________________________________ [указываются наименование и обозначение (шифр) ПТД по сварке присвоенные организацией-заявителем, и дата утверждения технологии] Область применения технологии: характер выполняемых работ: монтаж, ремонт и реконструкция________________ (изготовление, монтаж, ремонт и реконструкция) группы и технические устройства опасных производственных объектов: Котельное оборудование - КО (2): 2. Трубопроводы пара и горячей воды с рабочим давлением более 0,07 МПа и температурой воды свыше 115 °C. Газовое оборудование - ГО (1): 1. Трубопроводы систем внутреннего газоснабжения. Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств - ОХНВП (16): 16. Технологические трубопроводы и детали трубопроводов.____________________ (в соответствии с перечнем групп технических устройств, сварка которых осуществляется аттестованными сварщиками) Вид аттестации: первичная. Способ сварки: РД. Аттестационная комиссия в составе: председателя комиссии ______________________________________, членов комиссии (фамилия, имя, отчество, регистрационный № удостоверения) __________________________________________________________________________ (фамилия, имя, отчество, регистрационный № удостоверения) и представителя территориального органа Ростехнадзора (по согласованию) _________ _______________________ провели в период с _______ по _______ производственную (должность, фамилия, имя, отчество) аттестацию технологии сварки (наплавки) в соответствии с Программой производственной аттестации технологии сварки (наплавки) № П-АЦСТ- _____ -00001, утвержденной «__» ___________ 200_ г. Место проведения аттестации: ОАО «Оренбургэнергоремонт». г. Оренбург, ул. Энергетиков. 1. Основные показатели производственной аттестации технологии сварки приведены в приложениях 1 - 4. Заключение аттестационной комиссии Аттестационной комиссией установлено: 1. Организация-заявитель ОАО «Оренбургэнергоремонт» обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) и контроля по заявляемой технологии. 2. Результаты испытаний контрольных сварных соединений, выполненных в условиях производства в соответствии с Программой производственной аттестации технологии сварки (наплавки) № П-АЦСТ- ____ -00001, обеспечивают соответствие требованиям к опасным производственным объектам действующих нормативных документов, конструкторской (в части требований к сварке и контролю качества) и технологической документации. На основании вышеизложенного комиссия считает, что организация-заявитель ОАО «Оренбургэнергоремонт» готова к использованию технологии: (полное наименование организации)
3. Установленная область распространения производственной аттестации приведена в приложении 5. Приложения. 1. Сведения о НД, регламентирующих применение заявленной технологии сварки (наплавки). 2. Перечень групп однотипных производственных сварных соединений (наплавок). 3. Перечень и характеристики выполненных контрольных сварных соединений (наплавок). 4. Результаты испытаний контрольных сварных соединений (наплавок). 5. Установленная область распространения результатов аттестации. 6. Копия свидетельства о государственной регистрации организации-заявителя. Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) _______________ ____________________ (подпись) (фамилия, имя, отчество) Представитель территориального органа Ростехнадзора ______________ ____________________ (по согласованию) (подпись) (фамилия, имя, отчество) |
Сведения о НД, регламентирующих применение аттестуемой технологии сварки (наплавки)
Технология ручной дуговой сварки покрытыми электродами труб котельного, газового оборудования и оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. ТП-001 от 20.01.2006 г.
[наименование (шифр) технологии сварки (наплавки), подлежащей аттестации]
при соблюдении условий, указанных в заявке на аттестацию, регламентируется следующими нормативными документами:
|
№ п/п |
Характеристики технологии, заявленной к аттестации |
Шифр НД и № пункта из него, регламентирующие применение технологии |
|
|
1 |
Способ сварки |
РД - ручная дуговая сварка покрытыми электродами |
КО (2): РД 153-34.1-003-01, п. 1.6 |
|
ГО (1): СП 42-102-2004, п. 7.49 |
|||
|
ОХНВП (16): ПБ 03-585-03, п. 7.1.1; ОСТ 36-39-80, введение |
|||
|
2 |
Основные материалы |
КО (2): |
РД 153-34.1-003-01, п. 1.4 |
|
1 - 10, 20, 15ГС, 17ГС, 20Л, 25Л, 09Г2С |
|||
|
4 - 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ |
|||
|
ГО (1): |
СП 42-102-2004, п. 4.3 |
||
|
1 - Ст3сп, 10, 20, 17ГС, 17Г1С, 09Г2С |
|||
|
ОХНВП (16): |
ОСТ 36-39-80, прил. 1 |
||
|
1 - Ст3сп, 10, 20, 15ГС, 17ГС, 17Г1С |
|||
|
3 |
Сварочные материалы |
КО (2): |
РД 153-34.1-003-01, п. 4.1.1 |
|
1 - Э42А (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
|||
|
4 - Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
|||
|
ГО (1): |
СП 42-102-2004, п. 7.92 |
||
|
1 - Э42А (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55, МТГ-01К, МТГ-02) |
|||
|
ОХНВП (16): |
ОСТ 36-39-80, п. 1.2.5 |
||
|
1 - Э42А (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
|||
Специалист сварочного производства _______________ ____________ _____________
(№ удостоверения) (подпись) (Ф. И. О.)
Сведения подписываются главным сварщиком предприятия или ведущим специалистом предприятия, занимающимися разработкой технологической сварочной документации.
Приложение 2
Перечень однотипных групп производственных сварных соединений, подлежащих аттестации
Группа технических устройств: КО (2), тип I.
Способ сварки: РД.
Таблица П.2.1
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон диаметров, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Наличие подогрева |
Наличие термообработки |
Другие параметры |
Идентификатор однотипности |
|
1 |
10, 20, 15ГС, 17ГС, 20Л, 25Л, 09Г2С |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
Св. 3 до 12 |
Св.25 до 100 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
- |
- |
- |
РД-1-22СОО/Тр-2 |
|
2 |
10, 20, 15ГС, 17ГС, 20Л, 25Л, 09Г2С |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
Св. 3 до 12 |
Св. 100 до 500 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
- |
- |
- |
РД-1-32СОО/Тр-2 |
|
3 |
12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
Св.10 до 12 |
От 57 до 100 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
+ |
+ |
- |
РД-4-22СПТ/Тр-2 |
|
Комбинированная сварка РД (корень РАД) |
||||||||||||||
|
4 |
10, 20, 15ГС, 17ГС, 20Л, 25Л, 09Г2С |
Св-08Г2С + (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
От 4 до 12 |
От 32 до 100 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
- |
- |
- |
РД (РАД)-1-22СОО/Тр-2 |
|
5 |
10, 20, 15ГС, 17ГС, 20Л, 25Л, 09Г2С |
Св-08Г2С + (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
От 4 до 12 |
Св. 100 до 500 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
- |
- |
- |
РД (РАД)-1-32СОО/Тр-2 |
|
6 |
12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ |
(Св-08ХМФА-2, Св-08ХГСМА, Св-08ХГСМФА) + (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
Св.10 до 12 |
От 57 до 100 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
+ |
+ |
- |
РД (РАД)-4-22СПТ/Тр-2 |
____________
* Для сварки деталей из углеродистых сталей.
Группа технических устройств: ГО (1), тип I.
Способ сварки: РД.
Таблица П.2.2
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон диаметров, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Наличие подогрева |
Наличие термообработки |
Другие параметры |
Идентификатор однотипности |
|
1 |
Ст3сп, 10, 20, 17ГС, 17Г1С, 09Г2С |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55, МТГ-01К, МТГ-02) |
От 2 до 3 |
Св. 25 до 100 |
СШ |
С |
ос (бп) |
Без разделки |
Н1, В1, Г |
Б |
- |
- |
- |
РД-1-21СОО/С2 |
|
2 |
Ст3сп, 10, 20, 17ГС, 17Г1С, 09Г2С |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55, МТГ-01К, МТГ-02) |
Св. 3 до 12 |
Св. 25 до 100 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
- |
- |
- |
РД-1-22СОО/С17 |
____________
* Для сварки деталей из углеродистых сталей.
Группа технических устройств: ОХНВП (16), тип I.
Способ сварки: РД.
Таблица П.2.3
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Диапазон толщин, мм |
Диапазон диаметров, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Наличие подогрева |
Наличие термообработки |
Другие параметры |
Идентификатор однотипности |
|
1 |
Ст3сп, 10, 20, 15ГС, 17ГС, 17Г1С |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
От 2 до 3 |
Св. 25 до 100 |
СШ |
С |
ос (бп) |
Без разделки |
Н1, В1, Г |
Б |
- |
- |
- |
РД-1-21СОО/С2 |
|
2 |
Ст3сп, 10, 20, 15ГС, 17ГС, 17Г1С |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
Св. 3 до 12 |
Св. 100 до 500 |
СШ |
С |
ос (бп) |
> 15 |
Н1, В1, Г |
Б |
- |
- |
- |
РД-1-32СОО/С17 |
____________
* Для сварки деталей из углеродистых сталей.
Состав идентификатора однотипности: 1 - 2 - 3 4 5 6 7/8
|
1 - обозначение способа сварки |
5 - индекс типа сварного соединения (С, У, Т, Н) |
|
2 - номер группы материалов (1, 2, 3 и т.д.) |
6 - индекс необходимости подогрева (О, П) |
|
3 - индекс однотипности по диаметру (1, 2, 3, 4, 0) |
7 - индекс необходимости термообработки (О, Т) |
|
4 - индекс однотипности по толщине стенки (1, 2, 3, 4) |
8 - обозначение по выбору аттестационного центра (обозначение сварного соединения по НД) |
Приложение 3
Перечень и характеристики контрольных сварных соединений (КСС), предусмотренных программой производственной аттестации
Группа технических устройств: КО (2), тип I.
Способ сварки: РД.
Таблица П.3.1
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Подогрев |
Термообработка |
Другие параметры |
Идентификатор однотипности |
|
1 |
20 |
ЦУ-5 |
4 |
32 |
СШ |
С |
ос (бп) |
> 15 |
В1 |
Б |
- |
- |
- |
РД-1-22СОО/Тр-2 |
|
2 |
17ГС |
ЦУ-5, ТМУ-21У |
8 |
159 |
СШ |
С |
ос (бп) |
> 15 |
В1 |
Б |
- |
- |
- |
РД-1-32СОО/Тр-2 |
|
3 |
12Х1МФ |
ТМЛ-3У |
11 |
76 |
СШ |
С |
ос (бп) |
> 15 |
В1 |
Б |
200 - 250 °C |
720 - 750 °С, 1 час |
- |
РД-4-22СПТ/Тр-2 |
Группа технических устройств: ГО (1), тип I.
Способ сварки: РД.
Таблица П.3.2
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Подогрев |
Термообработка |
Другие параметры |
Идентификатор однотипности |
|
1 |
20 |
ЦУ-5 |
3 |
32 |
СШ |
С |
ос (бп) |
Без разделки |
В1 |
Б |
- |
- |
- |
РД-1-21СОО/С2 |
|
2 |
20 |
ЦУ-5 |
4 |
32 |
СШ |
С |
ос (бп) |
> 15 |
В1 |
Б |
- |
- |
- |
РД-1-22СОО/С17 |
Группа технических устройств: ОХНВП (16), тип I.
Способ сварки: РД.
Таблица П.3.3
|
№ п/п |
Марки основных материалов |
Марки (типы) сварочных материалов |
Толщина, мм |
Диаметр, мм |
Тип шва |
Тип соединения |
Вид соединения |
Разделка кромок (угол, град) |
Положение при сварке |
Вид покрытия |
Подогрев |
Термообработка |
Другие параметры |
Идентификатор однотипности |
|
1 |
20 |
ЦУ-5 |
3 |
32 |
СШ |
С |
ос (бп) |
Без разделки |
В1 |
Б |
- |
- |
- |
РД-1-21СОО/С2 |
|
2 |
17ГС |
ЦУ-5, ТМУ-21У |
8 |
159 |
СШ |
С |
ос (бп) |
> 15 |
В1 |
Б |
- |
- |
- |
РД-1-32СОО/С17 |
Результаты испытаний КСС
Методы и объемы контроля КСС
Группа технических устройств: КО (2), тип I.
Способ сварки: РД.
Таблица П.4.1.1
|
Метод контроля, вид испытаний |
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
|
Визуальный |
100 |
РД 153-34.1-003-01, п. 18.3 |
|
|
Измерительный |
100 |
РД 153-34.1-003-01, п. 18.3 |
|
|
Радиографический |
100 |
ГОСТ 7512-82, РД 34.10.068-91 |
РД 153-34.1-003-01, п. 18.5 |
|
Ультразвуковой |
100 |
РД 153-34.1-003-01, п. 18.5 |
|
|
Стилоскопирование |
Основной металл и металл шва |
РД 34 10.122-94 |
РД 153-34.1-003-01, п. 18.2 |
|
На растяжение |
2 обр. |
ГОСТ 6996-66, тип XII, XIII, XVIII |
РД 153-34.1-003-01, п. 18.6 |
|
На статический изгиб |
2 обр. |
ГОСТ 6996-66, тип XXVII |
РД 153-34.1-003-01, п. 18.6 |
|
На сплющивание |
2 обр. |
ГОСТ 6996-66, тип XXX |
РД 153-34.1-003-01, п. 18.6 |
|
На твердость |
1 обр. |
ГОСТ 6996-66, черт. 19 |
РД 153-34.1-003-01, п. 18.4 |
|
Металлография (макро) |
1 шлиф |
РД 153-34.1-003-01, п. 18.6 |
Группа технических устройств: ГО (1), тип I.
Способ сварки: РД.
Таблица П.4.1.2
|
Метод контроля, вид испытаний |
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
|
Визуальный |
100 |
СП 42-102-2004, п. 7.97; СНиП 42-01-2002, п. 4.13 |
|
|
Измерительный |
100 |
СП 42-102-2004, п. 7.97; СНиП 42-01-2002, п. 4.13 |
|
|
Радиографический |
100 |
СП 42-102-2004, п. 7.98 |
|
|
На растяжение |
3 обр. |
ГОСТ 6996-66, тип XII, XIII, XVIII |
СНиП 42-01-2002, п. 10.3 |
|
На сплющивание |
2 обр. |
ГОСТ 6996-66, тип XXX |
СНиП 42-01-2002, п. 10.3 |
|
Металлография (макро) |
1 шлиф |
РД 153-34.1-003-01, п. 18.6 |
Группа технических устройств: ОХНВП (16), тип I.
Способ сварки: РД.
Таблица П.4.1.3
|
Метод контроля, вид испытаний |
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
|
Визуальный |
100 |
ПБ 03-585-03, п. 7.3.4 |
|
|
Измерительный |
100 |
ПБ 03-585-03, п. 7.3.4 |
|
|
Радиографический |
100 |
ПБ 03-585-03, п. 7.3.14 |
|
|
Ультразвуковой |
100 |
ПБ 03-585-03, п. 7.3.15 |
|
|
На растяжение |
2 обр. |
ГОСТ 6996-66, тип XII, XIII, XVIII |
ПБ 03-585-03, п. 7.3.30 |
|
На статический изгиб |
2 обр. |
ГОСТ 6996-66, тип XXVII |
ПБ 03-585-03, п. 7.3.30 |
|
На сплющивание |
2 обр. |
ГОСТ 6996-66, тип XXX |
ПБ 03-585-03, п. 7.3.29 |
|
Металлография (макро) |
1 шлиф |
ПБ 03-585-03, п. 7.3.32 |
Результаты неразрушающего контроля КСС
Группа технических устройств: КО (2), тип I.
Способ сварки: РД.
Таблица П.4.2.1
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||||
|
Визуальный |
Измерительный |
Радиографический |
Ультразвуковой |
Стилоскопирование |
||
|
1 |
РД-1-22СОО/Тр-2 |
Акт № 19/3 от 11.08.06 |
Акт № 19/3 от 11.08.06 |
Заключение № 1/6 от 14.08.06 |
- |
- |
|
2 |
РД-1-32СОО/Тр-2 |
Акт № 20/3 от 11.08.06 |
Акт № 20/3 от 11.08.06 |
- |
Заключение № 20/2 от 14.08.06 |
- |
|
3 |
РД-4-22СПТ/Тр-2 |
Акт № 21/3 от 11.08.06 |
Акт № 21/3 от 11.08.06 |
- |
Заключение № 21/2 от 14.08.06 |
Заключение № 21/1 от 14.08.06 |
Группа технических устройств: ГО (1), тип I.
Способ сварки: РД.
Таблица П.4.2.2
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||
|
Визуальный |
Измерительный |
Радиографический |
||
|
1 |
РД-1-21СОО/С2 |
Акт № 22/115 от 11.08.06 |
Акт № 22/115 от 11.08.06 |
Заключение № 1/70 от 17.08.06 |
|
2 |
РД-1-22СОО/С17 |
Акт № 23/115 от 11.08.06 |
Акт № 23/115 от 11.08.06 |
Заключение № 2/70 от 17.08.06 |
Группа технических устройств: ОХНВП (16), тип I.
Способ сварки: РД.
Таблица П.4.2.3
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
|||
|
Визуальный |
Измерительный |
Радиографический |
Ультразвуковой |
||
|
1 |
РД-1-21СОО/С2 |
Акт № 24/145 от 11.08.06 |
Акт № 24/145 от 11.08.06 |
Заключение № 1/95 от 18.08.06 |
- |
|
2 |
РД-1-32СОО/С17 |
Акт № 25/145 от 11.08.06 |
Акт № 25/145 от 11.08.06 |
- |
Заключение № 25/37 от 16.08.06 |
Результаты разрушающего контроля КСС
Группа технических устройств: КО (2), тип I.
Способ сварки: РД.
Таблица П.4.3.1
|
№ п/п |
Идентификатор однотипности |
Вид испытаний |
||||
|
Растяжение |
Статический изгиб |
Сплющивание |
Твердость |
Металлография |
||
|
1 |
РД-1-22СОО/Тр-2 |
Акт № 16/82-270 от 18.08.06 |
- |
Акт № 16/82-270 от 18.08.06 |
- |
Акт № 16/83-270 от 18.08.06 |
|
2 |
РД-1-32СОО/Тр-2 |
Акт № 16/82-271 от 18.08.06 |
Акт № 16/82-271 от 18.08.06 |
- |
- |
Акт № 16/83-271 от 18.08.06 |
|
3 |
РД-4-22СПТ/Тр-2 |
Акт № 16/82-277 от 18.08.06 |
Акт № 16/82-277 от 18.08.06 |
- |
Акт № 16/82-277 от 18.08.06 |
Акт № 16/83-277 от 18.08.06 |
Группа технических устройств: ГО (1), тип I.
Способ сварки: РД.
Таблица П.4.3.2
|
№ п/п |
Идентификатор однотипности |
Вид испытаний |
||
|
Растяжение |
Сплющивание |
Металлография |
||
|
1 |
РД-1-21СОО/С2 |
Акт № 16/74-338 от 18.08.06 |
Акт № 16/74-338 от 18.08.06 |
Акт № 16/75-338 от 18.08.06 |
|
2 |
РД-1-22СОО/С17 |
Акт № 16/74-339 от 18.08.06 |
Акт № 16/74-339 от 18.08.06 |
Акт № 16/75-339 от 18.08.06 |
Группа технических устройств: ОХНВП (16), тип I.
Способ сварки: РД.
Таблица П.4.3.3
|
№ п/п |
Идентификатор однотипности |
Вид испытаний |
|||
|
Растяжение |
Статический изгиб |
Сплющивание |
Металлография |
||
|
1 |
РД-1-21СОО/С2 |
Акт № 16/77-358 от 18.08.06 |
- |
Акт № 16/77-358 от 18.08.06 |
Акт № 16/78-358 от 18.08.06 |
|
2 |
РД-1-32СОО/С17 |
Акт № 16/77-360 от 18.08.06 |
Акт № 16/77-360 от 18.08.06 |
Акт № 16/77-360 от 18.08.06 |
Акт № 16/78-360 от 18.08.06 |
Организация, выполнявшая контроль, - ООО «Эксперт-центр»
Свидетельство об аттестации организации - № 71А580025 от 20.01.2005 г.
|
Общие результаты испытаний ________удовлетворительно_________ (удовлетворительно, неудовлетворительно) Контроль и испытания контрольных сварных соединений (наплавок) и оценка их качества были выполнены в соответствии с требованиями нормативных документов, указанных выше. С результатами испытаний КСС и выводами об их качестве «Согласны»: Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ ____________________ (подпись) (фамилия, имя, отчество) |
Установленная область распространения производственной аттестации технологии
Технология ручной дуговой сварки покрытыми электродами труб котельного, газового оборудования и оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
КО (2), тип I
Трубопроводы пара и горячей воды III - IV категории
|
Параметры, характеризующие технологию |
Область распространения |
|
|
Способ сварки |
РД - ручная дуговая сварка покрытыми электродами* |
|
|
Характер выполняемых работ |
Монтаж, ремонт и реконструкция |
|
|
Группы (марки) основного материала |
1 - 10, 20, 15ГС, 17ГС, 20Л, 25Л, 09Г2С |
4 - 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ |
|
Сварочные материалы |
Э42А** (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
Э-09Х1МФ (ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М) |
|
Типы швов |
СШ |
СШ |
|
Типы сварных соединений |
С |
С |
|
Виды сварных соединений |
ос (бп) |
ос (бп) |
|
Форма разделки кромок |
С углом раскрытия > 15° |
С углом раскрытия > 15° |
|
Диапазон диаметров свариваемых деталей, мм |
Св. 25 до 500 включительно |
От 57 до 100 включительно |
|
Диапазон толщин свариваемых деталей, мм |
Св. 3 до 12 включительно |
Св. 10 до 12 включительно |
|
Положения при сварке |
H1, Г, В1 |
|
|
Наличие подогрева |
Без подогрева |
Подогрев 200 - 250 °C (12Х1МФ), остальные - 250 - 300 °C |
|
Наличие термической обработки |
Без термообработки |
Термообработка при температуре 720 - 750 °C |
|
Вид, тип (марка) сварочного оборудования |
A3 |
|
|
Вид покрытия |
Б |
|
|
Другие параметры |
Результаты аттестации распространяются на исправление поверхностных дефектов соответствующих сварных соединений |
|
|
Оценка результатов аттестации проведена в соответствии с требованиями НД |
||
|
Шифр заявленных технологий, соответствующих данной области распространения |
ТП-001 |
|
____________
* Включая заполнение основной части разделки при комбинированной сварке (корень РАД) (при условии проведения аттестации технологии РАД).
** Для сварки деталей из углеродистых сталей.
Установленная область распространения производственной аттестации технологии
Технология ручной дуговой сварки покрытыми электродами труб котельного, газового оборудования и оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
ГО (1), тип I
Внутренние газопроводы с рабочим давлением до 1,2 МПа
|
Параметры, характеризующие технологию |
Область распространения |
|
|
Способ сварки |
РД - ручная дуговая сварка покрытыми электродами |
|
|
Характер выполняемых работ |
Монтаж, ремонт и реконструкция |
|
|
Группы (марки) основного материала |
1 - Ст3сп, 10, 20, 17ГС, 17Г1С, 09Г2С |
|
|
Сварочные материалы |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55, МТГ-01К, МТГ-02) |
|
|
Типы швов |
СШ |
|
|
Типы сварных соединений |
С |
|
|
Виды сварных соединений |
ос (бп) |
|
|
Форма разделки кромок |
Без разделки |
С углом раскрытия > 15° |
|
Диапазон диаметров свариваемых деталей, мм |
Св. 25 до 100 включительно |
Св. 25 до 100 включительно |
|
Диапазон толщин свариваемых деталей, мм |
От 2 до 3 включительно |
Св. 3 до 12 включительно |
|
Положения при сварке |
Н1, Г, В1 |
|
|
Наличие подогрева |
Без подогрева |
|
|
Наличие термической обработки |
Без термообработки |
|
|
Вид, тип (марка) сварочного оборудования |
A3 |
|
|
Вид покрытия |
Б |
|
|
Другие параметры |
Результаты аттестации распространяются на исправление поверхностных дефектов соответствующих сварных соединений |
|
|
Оценка результатов аттестации проведена в соответствии с требованиями НД |
||
|
Шифр заявленных технологий, соответствующих данной области распространения |
ТП-001 |
|
____________
* Для сварки деталей из углеродистых сталей.
Установленная область распространения производственной аттестации технологии
Технология ручной дуговой сварки покрытыми электродами труб котельного, газового оборудования и оборудования химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
ОХНВП (16), тип I
Технологические трубопроводы II - V категории
|
Параметры, характеризующие технологию |
Область распространения |
|
|
Способ сварки |
РД - ручная дуговая сварка покрытыми электродами |
|
|
Характер выполняемых работ |
Монтаж, ремонт и реконструкция* |
|
|
Группы (марки) основного материала |
1 - Ст3сп, 10, 20, 15ГС, 17ГС, 17Г1С |
|
|
Сварочные материалы |
Э42А* (УОНИ-13/45); Э50А (ЦУ-5, ТМУ-21У, УОНИ-13/55) |
|
|
Типы швов |
СШ |
|
|
Типы сварных соединений |
С |
|
|
Виды сварных соединений |
ос (бп) |
|
|
Форма разделки кромок |
Без разделки |
С углом раскрытия > 15° |
|
Диапазон диаметров свариваемых деталей, мм |
Св. 25 до 100 включительно |
Св. 100 до 500 включительно |
|
Диапазон толщин свариваемых деталей, мм |
От 2 до 3 включительно |
Св. 3 до 12 включительно |
|
Положения при сварке |
Н1, Г, В1 |
|
|
Наличие подогрева |
Без подогрева |
|
|
Наличие термической обработки |
Без термообработки |
|
|
Вид, тип (марка) сварочного оборудования |
A3 |
|
|
Вид покрытия |
Б |
|
|
Другие параметры |
Результаты аттестации распространяются на исправление поверхностных дефектов соответствующих сварных соединений |
|
|
Оценка результатов аттестации проведена в соответствии с требованиями НД |
||
|
Шифр заявленных технологий, соответствующих данной области распространения |
ТП-001 |
|
____________
* Для сварки деталей из углеродистых сталей.
Председатель аттестационной комиссии ______________ ____________________
(подпись) (фамилия, И. О.)
Члены аттестационной комиссии: ______________ ____________________
(подпись) (фамилия, И. О.)
______________ _____________________
(подпись) (фамилия, И. О.)
12.15. Пример оформления заключения о готовности организации-заявителя к использованию аттестованной технологии сварки технических устройств типа IV
|
АПСТ-76. 000 «ГАЦ ЦР». 394038. г. Воронеж, ул. Богачева. д. 36. тел. (4732) 78-30-15 (шифр АЦ, наименование аттестационного центра, адрес, телефон)
ЗАКЛЮЧЕНИЕ № АЦСТ-76-00000 от «24» марта 2008 г. о готовности организации-заявителя к использованию аттестованной технологии сварки Организация-заявитель: ООО «Арматура» Юридический адрес: 394038, г. Воронеж, ул. Домостроителей, 1 Наименование и обозначение технологии: Технология ручной дуговой сварки покрытыми электродами стыковых соединений стержней арматуры при изготовлении и монтаже железобетонных конструкций. РД-СК (2) (утв. «20» марта 2008 г.). Область применения технологии: характер выполняемых работ: изготовление, монтаж группы и технические устройства опасных производственных объектов: Строительные конструкции СК (2): 2. Арматура, арматурные и закладные изделия железобетонных конструкций. Вид аттестации: первичная. Способ сварки: PR. Аттестационная комиссия в составе: председателя комиссии _______________________________________, членов комиссии (фамилия, имя, отчество, регистрационный № удостоверения) ___________________________________________________________________________ (фамилия, имя, отчество, регистрационный № удостоверения) и представителя Ростехнадзора (по согласованию) _______________________________ (должность, фамилия, имя, отчество) провели в период с «20» марта 2008 г. по «24» марта 2008 г. производственную аттестацию технологии сварки в соответствии с Программой производственной аттестации технологии сварки № 100, утвержденной «20» марта 2008 г. Место проведения аттестации: г. Воронеж, ул. Домостроителей. 1. Основные показатели производственной аттестации технологии сварки приведены в приложениях 1 - 4. Заключение аттестационной комиссии Аттестационной комиссией установлено: 1. Организация-заявитель обладает (не обладает) техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) и контроля по заявляемой технологии. 2. Результаты испытаний контрольных сварных соединений, выполненных в условиях производства в соответствии с Программой производственной аттестации технологии сварки, обеспечивают соответствие требованиям к опасным производственным объектам действующих нормативных документов, конструкторской (в части требований к сварке и контролю качества) и технологической документации. На основании вышеизложенного комиссия считает, что ООО «Арматура» готова к использованию технологии:
3. Установленная область распространения производственной аттестации приведена в приложении 5. Приложения: 1. Сведения о НД, регламентирующих применение заявленной технологии сварки. 2. Перечень групп однотипных производственных сварных соединений. 3. Перечень и характеристики выполненных контрольных сварных соединений. 4. Результаты испытаний контрольных сварных соединений. 5. Установленная область распространения результатов аттестации. 6. Копия свидетельства о государственной регистрации организации-заявителя. Председатель аттестационной комиссии ______________ ____________________ (подпись) (фамилия, имя, отчество) Члены аттестационной комиссии: ______________ ____________________ (подпись) (фамилия, имя, отчество) ______________ ____________________ (подпись) (фамилия, имя, отчество) Представитель территориального органа Ростехнадзора ______________ ____________________ (по согласованию) (подпись) (фамилия, имя, отчество) |
Сведения о НД, регламентирующих применение аттестуемой технологии сварки
Технология ручной дуговой сварки покрытыми электродами стыковых соединений стержней арматуры при изготовлении и монтаже железобетонных конструкиий. РД-СК (2) при соблюдении условий, указанных в заявке на аттестацию, регламентируется следующими нормативными документами:
|
№ п/п |
Характеристики технологии, заявленной к аттестации |
Шифр НД и № пункта из него, регламентирующие применение технологии |
|
|
1 |
Способ сварки |
РД |
ГОСТ 14098-91, РТМ 393-94 (пп. 6.16.1, 6.17.1, 6.17.4) |
|
2 |
Основные материалы |
29-А240 и |
ГОСТ 14098-91, РТМ 393-94, п. 2.1.1 |
|
29-А300 и А400 |
|||
|
3 |
Сварочные материалы |
Э42А для А240 |
РТМ 393-94, п. 3.3.1 |
|
Э50А для А300 и А400 |
|||
|
4 |
Другие характеристики (типы соединений по ГОСТ 14098-91) |
С19-Рм, С20-Рм |
|
Специалист сварочного производства (ЦР-ГАЦ-III-00000)_________/Петров И.В./
(№ удостоверения) (подпись) (Ф. И. О.)
Сведения подписываются уполномоченным представителем организации-заявителя.
Приложение 2*
Перечень однотипных групп производственных сварных соединений, подлежащих аттестации
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
№ п/п |
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диапазон диаметров стержней, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначение по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Другие параметры1 |
Идентификатор2 однотипности |
|
1 |
29 (А240) |
Э42А |
20 - 40 |
С |
сн |
СШ |
С19-Рм |
В |
Г |
РД-1-11С/С19-Рм |
|
|
2 |
29 (А240) |
Э42А |
20 - 40 |
С |
ос, дс |
СШ |
С20-Рм |
В |
Г |
РД-1-11С/С20-РМ |
|
|
3 |
29 (А300 и А400) |
Э50А |
20 - 40 |
С |
сн |
СШ |
С19-Рм |
В |
Г |
РД-29-22С/С19-Рм РД-29-32С/С19-Рм |
|
|
4 |
29 (А300 и А400) |
Э50А |
20 - 40 |
С |
ос, дс |
СШ |
С20-Рм |
В |
Г |
РД-29-22С/С20-Рм РД-29-32С/С20-Рм |
____________
1 При наличии других параметров однотипности в столбец заносится номер сноски, в которой приводятся характеристики данного параметра.
2 Состав идентификатора однотипности для сварных соединений 1 - 2 - 3 4 5/6.
|
1 - обозначение способа сварки |
4 - индекс однотипности по толщине (диаметру) стержней (1, 2, 3) |
|
2 - номер группы материалов (29/1)* |
5 - тип сварного соединения (С, Т, Н, К) |
|
3 - индекс однотипности по классу арматурной стали (1, 2, 3) |
6 - обозначение по ГОСТ 14098-91 |
____________
*В знаменателе указывается группа материала закладной детали.
Приложение 3
Перечень и характеристики контрольных сварных соединений (КСС), предусмотренных программой производственной аттестации
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
№ п/п |
Группа (класс, марка) основных материалов |
Марки (типы) сварочных материалов |
Диаметр стержней, мм |
Тип соединения |
Вид соединения |
Тип шва |
Обозначение по ГОСТ 14098-91 |
Положение оси стержней в пространстве |
Положение при сварке |
Другие параметры1 |
Идентификатор однотипности |
Кол-во КСС |
|
1 |
29 (А400) |
УОНИ-13/55 |
20 |
С |
сн |
СШ |
С19-Рм |
В1 |
Г |
- |
РД-29-32С/С19-Рм |
3 |
____________
1 При наличии других параметров однотипности в столбец заносится номер сноски, в которой приводятся характеристики данного параметра.
Результаты испытаний КСС
Таблица П.4.1
Методы и объемы контроля КСС
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
Метод контроля, вид испытаний |
Объем контроля (%, кол-во образцов) |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
|
Визуальный |
100 |
||
|
Измерительный |
100 |
||
|
На статическое растяжение |
3 обр. |
Таблица П.4.2
Результаты неразрушающего контроля КСС
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
№ п/п |
Идентификатор однотипности |
Методы неразрушающего контроля |
||
|
Визуальный |
Измерительный |
Ультразвуковой |
||
|
1 |
РД-29-32С/С19-Рм |
Годен, № 1 от 21.03.2008 г. |
Годен, № 1 от 21.03.2008 г. |
- |
Таблица П.4.3
Результаты разрушающего контроля КСС
Группа технических устройств: СК (2), тип IV.
Способ сварки: РД.
|
№ п/п |
Идентификатор однотипности |
Виды разрушающего контроля |
||
|
Растяжение |
На срез |
На отрыв |
||
|
1 |
РД-29-32С/С19-Рм |
Годен, № 3 от 21.03.2008 г. |
- |
- |
Организация, выполнявшая контроль _______________________________________
Свидетельство об аттестации организации ___________________________________
Общие результаты испытаний _________удовлетворительно_________
(удовлетворительно, неудовлетворительно)
Контроль и испытания контрольных сварных соединений и оценка их качества были выполнены в соответствии с требованиями нормативных документов, указанных выше.
С результатами испытаний КСС и выводами об их качестве «Согласны»:
Председатель аттестационной комиссии ______________ ____________________
(подпись) (фамилия, имя, отчество)
Члены аттестационной комиссии: ______________ ____________________
(подпись) (фамилия, имя, отчество)
______________ ____________________
(подпись) (фамилия, имя, отчество)
Установленная область распространения производственной аттестации технологии
Технология ручной дуговой сварки покрытыми электродами стыковых соединений стержней арматуры при изготовлении и монтаже железобетонных конструкций РД-СК (2)
|
Параметры, характеризующие технологию* |
Область распространения |
|||
|
Способ сварки |
РД |
|||
|
Характер выполняемых работ |
Монтаж, изготовление |
|||
|
Группы (классы, марки) основного материала |
29 (А240) |
29 (А300, А400) |
||
|
Сварочные материалы |
Э42А |
Э50А |
||
|
Диапазон диаметров свариваемых стержней, мм |
От 20 до 40 включительно |
|||
|
Обозначения по ГОСТ 14098-91 |
С19-Рм |
С20-Рм |
С19-Рм |
С20-Рм |
|
Тип соединения |
С |
С |
С |
С |
|
Тип шва |
СШ |
СШ |
СШ |
СШ |
|
Вид, тип (марка) сварочного оборудования |
A3 |
A3 |
A3 |
A3 |
|
Вид покрытия (для РД) |
Б |
Б |
Б |
Б |
|
Вид формирующего устройства |
сн |
- |
сн |
- |
|
Другие параметры (положение оси стержней в пространстве) |
В |
|||
|
Оценка результатов аттестации проведена в соответствии с требованиями НД |
||||
|
Шифры заявленных технологий, соответствующих данной области распространения |
РД-СК (2) |
|||
____________
* Состав параметров, по которым устанавливается область распространения, для других типов КСС может быть другим.
Примечание. Марка сварочного оборудования указывается в случае применения специализированного сварочного оборудования.
Председатель аттестационной комиссии ______________ ____________________
(подпись) (фамилия, имя, отчество)
Члены аттестационной комиссии: ______________ ____________________
(подпись) (фамилия, имя, отчество)
______________ _____________________
(подпись) (фамилия, имя, отчество)
12.16. Пример оформления производственно-технологической документации на технологию сварки
___________________________________________________________________________
(при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов)
Формы документов, порядок их оформления
и утверждения определяются предприятием.
Технологии ручной дуговой сварки покрытыми электродами, ручной аргонодуговой и комбинированной сварки стыков трубопроводов ТЭС при их монтаже и ремонте
Содержание
Назначение и область применения.
Часть 1. Общие положения технологии сборки и сварки стыков трубопроводов тепловых электростанций.
1. Подготовка производства (требования к персоналу, оборудованию, входному контролю основных материалов, контролю сварочных материалов перед использованием).
2. Сборка стыков труб (требования к проверке стыков перед сборкой, допускаемые смещения стыкуемых элементов, способы обработки концов труб при стыковке элементов, имеющих разные толщины; последовательность сборки стыков с подкладным кольцом; число прихваток и их протяженность, требования к прихваточным швам, контроль качества сборки).
3. Общие положения технологии сварки стыков трубопроводов (требования к началу сварки после выполнения прихваток, вынужденных перерывах, разбивка на участки при многослойной сварке, минимальная температура воздуха при прихватке и сварке, требования к прихватке и сварке при отрицательных температурах, размеры валиков (слоев) при ручной дуговой и аргонодуговой сварке неповоротных вертикальных и горизонтальных стыков, необходимость и режим предварительного и сопутствующего подогрева, способы подогрева, контроль температуры, одновременная сварка несколькими сварщиками и особенности сварки в узкую разделку, клеймение стыков, подготовка к последующему контролю).
4. Термическая обработка стыков труб (способы нагрева под термообработку, условия ее выполнения, режим термообработки; технология термообработки и замера температуры стыка).
5. Контроль качества сварочных работ (контроль качества сборочно-сварочных работ и сварных соединений - предварительный, операционный и приемочный контроль сварных соединений). Методы и объемы приемочного контроля, содержание процедур контроля. Лица, ответственные за проведение контроля. Оформление документации по результатам контроля.
6. Исправление дефектов в сварных соединениях.
Часть 2. Технологические карты на сварку трубопроводов.
Часть 3. Справочная информация о требованиях к прихваткам, валикам и сварным швам.
Назначение и область применения.
Настоящий производственно-технологический документ (ПТД) включает требования к подготовке труб под сварку, сборке стыков, выполнению сварки, проведению термообработки и контролю качества сварных соединений в соответствии с Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды (ПБ 10-573-03) и руководящим документом «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования» (РТМ-1c) (РД 153-34.1-003-01).
Примечание. В приведенном документе отражены только требования к стыковым сварным соединениям.
ПТД, разрабатываемый организацией-заявителем, должен содержать также требования к угловым сварным соединениям [приварка фланцев, арматуры и других деталей к трубам, приварка штуцеров (труб) к коллекторам котлов и трубопроводам].
ПТД, разрабатываемый организацией-заявителем для нескольких групп технических устройств, выполняемых одним способом сварки, должен содержать кроме общих разделов также разделы с указаниями по производству сварочных работ при монтаже, ремонте и реконструкции для каждой группы, например:
труб котлов и трубопроводов;
газопроводов;
технологических трубопроводов ОХНВП.
Часть 1. Общие положения технологии сборки и сварки стыков трубопроводов тепловых электростанций
1. Подготовка производства.
1.1. К сварочным работам при монтаже и ремонте трубопроводов ТЭС могут быть допущены сварщики, имеющие удостоверение на право производства соответствующих сварочных работ, оформленное согласно требованиям действующих Правил аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99).
1.2. Сварщик, впервые приступающий в данной организации к сварке труб котлов и трубопроводов, несмотря на наличие удостоверения, должен перед допуском к работе пройти проверку путем сварки и контроля допускных (пробных) стыков. Конструкция допускного стыка должна соответствовать видам работ, указанным в удостоверении сварщика. Методы и объемы контроля допускных стыков должны соответствовать требованиям действующих НД и настоящего документа.
1.3. К термической обработке сварных соединений трубопроводов допускаются термисты-операторы термических установок, прошедшие специальную подготовку и имеющие удостоверение на право производства указанных работ.
1.4. К контролю сварных соединений труб физическими методами (в том числе стилоскопированием швов и деталей) допускаются специалисты по контролю качества сварных соединений, аттестованные в соответствии с Правилами аттестации персонала в области неразрушающего контроля (ПБ 03-440-02).
1.5. Оборудование для сварки и термообработки, аппаратура для дефектоскопии, контрольно-измерительные приборы, поставляемые отдельно от оборудования, должны иметь паспорт завода-изготовителя, подтверждающий пригодность данного экземпляра оборудования для предназначенной работы.
1.6. Входной контроль металла (труб, листов, профильного проката) и конструктивных элементов трубопроводов включает следующие контрольные операции:
а) проверку наличия сертификата или паспорта, полноты приведенных в нем данных и соответствия этих данных требованиям стандарта, технических условий или конструкторской документации;
б) проверку наличия заводской маркировки и соответствия ее сертификатным или паспортным данным;
в) осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений.
1.7. Входной контроль основных материалов (металла и конструктивных элементов) осуществляет в соответствии с ГОСТ 24297 организация - заказчик этих материалов.
1.8. К использованию допускаются сварочные материалы (электроды, сварочная проволока, защитные газы и др.), имеющие сертификат завода-изготовителя, в котором приведены все необходимые данные в соответствии с требованиями стандарта, ТУ или паспорта на конкретные сварочные материалы и свидетельство НАКС.
1.9. Марка сварочных материалов, используемых для сварки трубопроводов, должна соответствовать указанной в технологической карте.
1.10. Каждая партия электродов независимо от наличия сертификата должна быть проконтролирована на:
сварочно-технологические свойства;
соответствие наплавленного металла легированных электродов требованиям марочного состава.
Этот контроль проводится в соответствии с требованиями пп. 5.4.6 - 5.4.13 РД 153-34.1-003-01 (РТМ-1с).
1.11. Каждая бухта (моток, катушка) легированной сварочной проволоки должна быть проверена стилоскопированием на соответствие содержания основных легирующих элементов требованиям ГОСТ или ТУ.
2. Сборка стыков труб.
2.1. На всех поступающих на монтаж блоках, трубах и деталях до начала сборки мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие блоков, труб и деталей их назначению.
2.2. Перед сборкой стыков труб следует проверить:
соответствие формы, размеров и качества подготовки кромок требованиям чертежей или НД (ПТД);
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров);
соответствие минимальной фактической толщины стенки концов собираемых элементов требованиям чертежей и НД (ПТД).
2.3. Стыкуемые элементы (трубы, арматура, тройники, отводы), свариваемые без подкладных колец с односторонней разделкой кромок, должны иметь одинаковые внутренние диаметры; допускается смещение (несовпадение) внутренних поверхностей свариваемых элементов не более (0,02Sн + 0,4) мм (Sн - номинальная толщина более толстой из свариваемых деталей в месте их стыковки), но не более 1 мм; для стыков трубопроводов с рабочим давлением до 2,2 МПа (22 кгс/см2) при диаметре труб более 200 мм величина смещения может быть увеличена до значений: при толщине трубы до 4 мм - 0,2Sн, при большей толщине трубы - 0,15Sн, но не более 2 мм.
2.5. Если требования пп. 2.3 и 2.4 не могут быть выполнены из-за большей разности внутренних диаметров стыкуемых элементов, то для их соединения может быть выбран один из следующих способов:
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис. 1, а). Области применения этого способа и допустимые значения раздачи приведены в табл. 1. После раздачи необходимо проверить соответствует ли толщина стенки трубы минимально допустимому расчетному значению:
Таблица 1
Способы раздачи концов труб
|
Способ раздачи |
Диаметр трубы, мм, не более |
Толщина стенки трубы, мм, не более |
Раздача A*, %, не более |
|
|
Углеродистая |
Вхолодную |
83 |
6 |
6 |
|
Вхолодную |
84 - 200 |
8 |
4 |
|
|
С нагревом 700 - 900 °C |
300 |
20 |
10 |
|
|
Низколегированная: |
||||
|
теплоустойчивая |
Вхолодную |
100 |
8 |
4 |
|
С нагревом 900 - 1000 °C |
100 |
8 |
10 |
|
|
конструкционная |
Вхолодную |
200 |
8 |
4 |
|
С нагревом 700 - 900 °C |
300 |
20 |
10 |
|
|
Аустенитная |
Вхолодную |
83 |
6 |
6 |
|
84 - 100 |
10 |
4 |
||
|
Мартенситно-ферритная |
Вхолодную |
100 |
6 |
4 |
___________
* Подсчитывают по формуле А = (D2 - D1)100/D1, где D1 и D2 - внутренний диаметр трубы до и после раздачи соответственно.
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 1, б (для стыка без подкладного кольца), или рис. 1, в (для стыка с остающимся подкладным кольцом), при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца (3 должен быть не более 6° на трубах из аустенитной стали и не более 15° - из других сталей;
в) наплавка на внутреннюю поверхность трубы, имеющей больший внутренний диаметр, слоя металла с последующей его обработкой резцом или абразивным камнем для снятия неровностей и обеспечения плавного перехода к поверхности трубы (рис. 1, г). Такой способ можно применять для труб диаметром 159 мм и более из углеродистых и низколегированных конструкционных сталей. После механической обработки длина наплавки l должна быть не менее:
|
Диаметр трубы, мм |
l, мм |
|
До 219 |
20 |
|
219 - 273 |
30 |
|
Более 273 |
50 |
Толщина наплавки должна быть не более 6 мм. Наплавку можно выполнять ручной дуговой или ручной аргонодуговой сваркой неплавящимся электродом с использованием присадочных материалов, которые применяют для сварки стыка, при режимах подогрева и охлаждения, предусмотренных для сварки данных стыков. Наплавку следует производить кольцевыми (спиральными) валиками в направлении изнутри трубы к ее торцу. Термообработку места наплавки перед сваркой стыка не производят;
г) приварка впритык к элементу (трубе, патрубку, тройнику, арматуре) с меньшим внутренним диаметром кольца шириной b = 18 - 20 мм и наружным диаметром, равным внутреннему диаметру другого стыкуемого элемента (рис. 1, д). Такой способ может быть применен к трубопроводам из углеродистой и кремнемарганцовистой стали при разности внутренних диаметров стыкуемых элементов не более 8 мм. Приварка кольца должна производиться с использованием того же присадочного материала, который будет применен (или мог бы быть применен) для сварки данного стыка;
д) использование фигурного подкладного кольца (рис. 1, е). Такой способ может быть применен при разности внутренних диаметров стыкуемых элементов не более 6 мм независимо от марки стали свариваемого трубопровода.
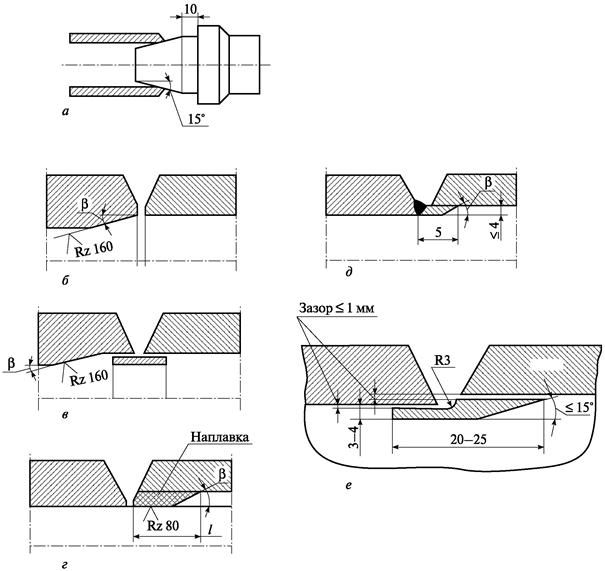
Рис. 1. Способы обработки концов труб при стыковке элементов, имеющих разные внутренние диаметры
2.6. При стыковке элементов трубопровода с разными наружными диаметрами размер h (рис. 2) должен быть не более:
для элементов из углеродистой и низколегированной стали - 30 % толщины более тонкого элемента, но не более 5 мм;
для элементов из аустенитной и мартенситно-ферритной стали при номинальной толщине стенки 10 мм и менее - 15 % толщины более тонкого элемента.
Если размер h превышает указанные величины, конец элемента с большим наружным диаметром должен быть обработан механическим способом (обточкой) согласно одному из эскизов рис. 2.
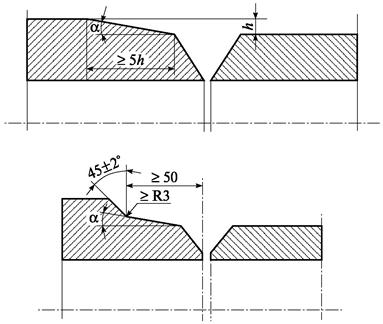
Рис. 2. Схема обработки концов труб при стыковке элементов, имеющих разные наружные диаметры; угол a не более (15 ± 2)°
2.7. При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, обеспечивающими прямолинейность собираемых труб; в собранном стыке (до его сварки) просвет между концом металлической линейки и поверхностью трубы на расстоянии 200 мм от стыка должен быть не более 1,5 мм (после сварки - не более 3 мм).
2.8. При сборке стыков трубопроводов необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки; не допускается выполнять сборку стыков с натягом (кроме замыкающих стыков с холодным натягом нитки трубопровода по специально разработанной технологии).
2.9. Сборка стыков трубопроводов с подкладным кольцом должна выполняться в такой последовательности:
установить подкладное кольцо в одну из труб; зазор между кольцом и внутренней поверхностью трубы должен быть не более 1 мм;
произвести прихватку кольца с наружной поверхности трубы в двух местах и затем приварить его к трубе ниточным швом катетом не более 4 мм; предварительный подогрев конца трубы и кольца производится в случае, если таковой оговорен технологической картой на сварку данного стыка;
надвинуть на выступающую часть подкладного кольца вторую трубу; зазор между ниточным швом и второй трубой должен быть 4 - 5 мм; проверяют правильность сборки стыка;
приварить подкладное кольцо ниточным швом ко второй трубе, выдержав при этом режим предварительного подогрева стыка (если таковой требуется для данного стыка).
Прихватку и приварку подкладного кольца должен выполнять сварщик, который в дальнейшем будет сваривать этот стык, или сварщик, имеющий удостоверение на право сварки подобных стыков.
Корневой слой шва при выполнении его ручной дуговой сваркой следует сваривать электродами диаметром 2,5 - 3 мм.
2.10. В стыках труб, собираемых без подкладных колец, число прихваток и их протяженность должны соответствовать нормам, приведенным в табл. 2.
Прихваточные швы рекомендуется выполнять тем же способом сварки, которым будет выполняться корневой слой шва.
Высота прихваток при их выполнении ручной дуговой или ручной аргонодуговой сваркой с присадочной проволокой на стыках труб с толщиной стенки S = 3 мм и менее должна быть равна толщине стенки трубы; с толщиной стенки более 3 до 10 мм - (0,6 - 0,7), но не менее 3 мм; с толщиной стенки более 10 мм - 5 - 6 мм.
2.11. Прихваточные швы необходимо выполнять с полным проваром и по возможности переплавлять при наложении основного шва.
Для выполнения прихваточных швов должен применяться тот же присадочный материал, который будет использоваться (или может быть использован) для сварки корневого слоя.
Таблица 2
Число и протяженность прихваточных швов при сборке стыков трубопроводов
|
До 50 |
Св. 50 до 100 |
Св. 100 до 426 |
Св. 426 |
|
|
Число прихваток по периметру |
1 - 2 |
1 - 3 |
3 - 4 |
Через 300 - 400 мм |
|
Протяженность одной прихватки, мм, выполняемой: |
||||
|
ручной дуговой сваркой |
5 - 20 |
20 - 30 |
30 - 40 |
40 - 60 |
|
ручной аргонодуговой сваркой |
5 - 10 |
10 - 20 |
20 - 40 |
40 - 60 |
Прихватки должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочном участке стыка.
К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, следует удалять механическим способом.
2.12. За качество сборки стыков отвечает мастер или бригадир сборщиков.
Качество сборки стыков трубопроводов давлением выше 2,2 МПа, а также трубопроводов диаметром более 600 мм независимо от рабочего давления должен проверять мастер (бригадир) сборщиков или контролер.
Перед прихваткой и началом сварки качество сборки стыка должен проверить сварщик.
2.13. Блоки (узлы) трубопроводов, в которых элементы соединены только прихватками или корневыми швами, запрещается перемещать, транспортировать, подвергать воздействию каких-либо нагрузок во избежание образования трещин в швах.
3. Общие положения технологии сварки стыков трубопроводов.
3.1. Сварку стыков труб следует начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей должен быть не более 4 ч. Непосредственно перед сваркой сварщик должен проверить состояние поверхности стыка, убедиться в отсутствии недопустимых дефектов в прихваточных швах.
3.2. Стыки труб из низколегированных теплоустойчивых сталей следует сваривать без перерыва. Не допускается прекращение сварки стыка до заполнения хотя бы половины высоты разделки по всей окружности. При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка.
Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗК.
3.3. Во всех случаях многослойной сварки разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены один относительно другого на 12 - 18 мм.
3.4. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до «здорового» металла и при необходимости заварить вновь.
3.5. Во время сварки стыков труб из стали марок 12Х1МФ и 15Х1М1Ф следует заглушать концы труб или закрывать задвижки на трубопроводе в целях уменьшения опасности подкалки металла вследствие циркуляции воздуха внутри трубопровода.
3.6. Минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка стыков трубопроводов, приведена в табл. 3. При более низкой температуре воздуха сварка должна выполняться в помещении или укрытии (кабине, палатке), где поддерживается температура выше 0 °C.
3.7. При температуре окружающего воздуха ниже 0 °C сваривать и прихватывать стыки трубопроводов необходимо с соблюдением следующих требований:
а) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать, при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и не термообрабатывать, при отрицательной температуре должны быть непосредственно после окончания сварки (не допуская остывания стыка) укрыты слоем изоляции толщиной 8 - 15 мм для обеспечения замедленного охлаждения;
в) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и подогрет с доведением его температуры до положительной;
г) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха (то есть когда это предусмотрено технологической картой), но температура подогрева должна быть на 50 °C выше указанной в технологической карте;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
3.8. Размеры каждого валика (слоя) должны составлять (мм):
при ручной дуговой сварке вертикального неповоротного стыка:
высота - 6 - 10;
ширина - не более 35;
при ручной дуговой сварке горизонтального стыка:
высота - 4 - 6;
ширина (наибольший размер в поперечном сечении) - 8 - 14;
при ручной аргонодуговой сварке вертикального неповоротного и горизонтального стыка:
высота - 2 - 4;
ширина - 4 - 8.
Таблица 3
Требования к температуре окружающего воздуха при сварке и прихватке стыков трубопроводов
|
Номинальная толщина металла, мм |
Минимальная температура окружающего воздуха, °C |
|
|
Ст2, Ст3, 08, 10, 20 |
Независимо |
-20 |
|
10Г2, 09Г2С, 15ГС, 16ГС, 17ГС, 17Г1С |
£ 10 |
-20 |
|
> 10 |
-10 |
|
|
12МХ, 15ХМ, 12Х1МФ |
£ 10 |
-15 |
|
> 10 |
-10 |
|
|
15Х1М1Ф |
£ 10 |
-10 |
|
> 10 |
0 |
|
|
12Х18Н12Т, 12Х18Н10Т |
Независимо |
-20 |
3.9. Режим предварительного и сопутствующего подогрева стыка должен быть выдержан в соответствии с требованиями технологической карты.
Подогревать стык можно индуктором, радиационными нагревателями сопротивления, газовым пламенем, обеспечивая равномерный нагрев стыка по всему периметру. Ширина зоны равномерного нагрева до температуры, указанной в технологической карте, должна быть для стыков труб с толщиной стенки до 30 мм не менее 100 мм (по 50 мм с каждой стороны от стыка), для стыков труб с большей толщиной стенки - не менее 150 мм.
Стыки труб из сталей 12Х1МФ и 15Х1М1Ф при толщине стенки более 45 мм следует нагревать индуктором, при этом подогрев этих стыков должен быть организован так, чтобы сразу после окончания сварки можно было произвести их термообработку.
При приварке подкладного кольца конец трубы можно подогревать газовым пламенем независимо от толщины стенки трубы.
Температуру подогрева следует контролировать с помощью термоэлектрических преобразователей (ТП), термокарандашей или термокрасок. При положительной температуре окружающего воздуха температуру трубы можно замерять с помощью спички: воспламенение спички (без ее трения о трубу) происходит при температуре металла около 270 °C.
3.10. Ручную дуговую сварку стыков труб диаметром 219 мм и более могут выполнять одновременно два, три или четыре сварщика, равномерно распределенные по периметру стыка. В этом случае должны быть приняты меры для защиты каждого сварщика от брызг расплавленного металла и шлака. Кроме того, нужно следить за тем, чтобы металл труб в месте стыка не нагревался выше 450 °C, так как при этом затрудняется процесс формирования шва из-за чрезмерной жидкотекучести сварочной ванны.
3.11. Сварку первых трех слоев шва в стыках труб больших диаметров (более 219 мм) следует выполнять обратноступенчатым способом с длиной каждого участка 200 - 250 мм. Длина участков последующих слоев может составлять половину окружности стыка.
3.12. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип разделки Тр-3а) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
два валика корневого слоя накладываются в процессе сборки стыка (см. п. 7.15 РТМ-1c) ниточными швами без колебательных поперечных движений электрода; диаметр электрода - не более 3 мм;
при наложении последующих слоев электрод передвигается шагообразно вдоль шва с шагом 2 - 4 мм с задержкой после каждого перемещения на 2 - 3 с. В местах задержки сварщик наклоняет электрод в плоскости, перпендикулярной оси шва, на угол 5 - 8° в каждую сторону и оставляет его в этом положении в течение 0,5 - 1 с;
шагообразное перемещение электрода продолжается до тех пор, пока ширина разделки (расстояние между кромками) не позволит выполнять электродом колебательные движения поперек шва, то есть выполнять сварку с обычными манипуляциями электродом.
3.13. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставится на самом сварном шве или на трубе на расстоянии 30 - 40 мм от шва (на вертикальном стыке - вблизи верхнего «замка», на горизонтальном - в любом месте).
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается.
Для стыков труб из углеродистой стали с рабочим давлением до 2,2 МПа (22 кгс/см2) клеймо можно наплавлять сваркой.
3.14. Примерное расположение слоев и валиков в сечении сварных швов при сварке неповоротных стыков трубопроводов показано ниже.
|
|
РД |
|
Разделка типа Тр-2 |
|
|
|
РД |
|
Разделка типа Тр-3г |
|
|
|
РАД |
|
Разделка типа Тр-2 |
|
|
|
РАД + РД |
|
Разделка типа Тр-2 |
|
|
|
РД |
|
Разделка типа Тр-3 |
|
|
|
РД |
|
Разделка типа Тр-3а |
|
|
а - вертикальный стык; б - горизонтальный стык |
|
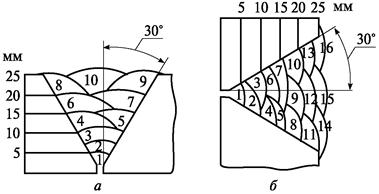
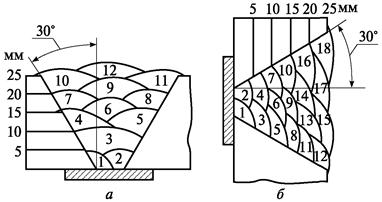
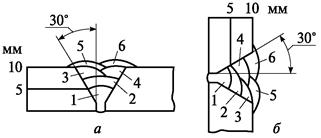
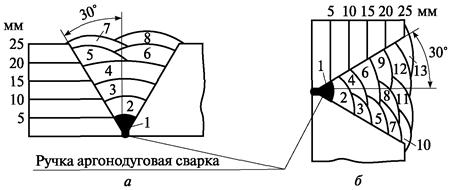

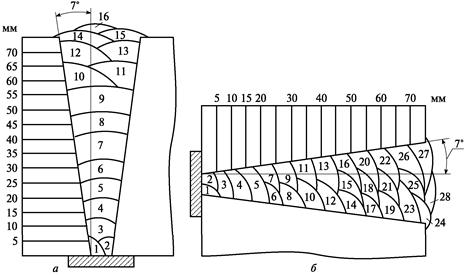
4. Термическая обработка стыков труб.
4.1. Нагрев стыков труб под термическую обработку следует выполнять индукционным способом током промышленной (50 Гц) или средней (до 8000 Гц) частоты. Могут быть использованы радиационные способы нагрева электронагревателями сопротивления и газопламенными горелками при условии, что примененная технология обеспечивает равномерный нагрев металла по всей толщине стенки и по всему периметру трубы.
4.2. Стыки труб из сталей марок 12Х1МФ и 15X1М1Ф при толщине стенки более 45 мм независимо от диаметра труб и при толщине более 25 мм при диаметре труб 600 мм и более необходимо подвергать термообработке сразу после окончания сварки, не допуская охлаждения стыка ниже 300 °C. Если по техническим причинам невозможно провести термообработку таких стыков непосредственно после сварки, необходимо медленно охладить стык под слоем изоляции толщиной 8 - 15 мм и при первой возможности произвести термообработку.
Во всех остальных случаях термообработку нужно производить не позднее чем через 3 суток после окончания сварки.
4.3. До термообработки подвергать сварные соединения воздействию нагрузок, снимать блоки с опор, кантовать, транспортировать и т.п. запрещается.
4.4. Перед нагревом под термообработку трубопровод (блок трубопровода), находящийся в горизонтальной плоскости, следует установить на временные опоры (или подвесить на растяжки), расположенные на расстоянии не более 1 м по обе стороны от термообрабатываемого стыка, а на трубопроводе, находящемся в вертикальной плоскости, необходимо разгрузить сварное соединение от веса трубопровода путем его закрепления ниже термообрабатываемого стыка.
4.5. Термообработку стыков следует выполнять до холодного натяга трубопровода, то есть до сборки и сварки замыкающего стыка.
4.6. Режим термической обработки сварных стыков должен быть выдержан в соответствии с указаниями технологической карты.
После выдержки охлаждение стыка до 300 °C должно проходить с нагревательным устройством или под слоем теплоизоляции, далее - на спокойном воздухе; при отрицательной температуре окружающего воздуха охлаждение стыка должно производиться под слоем теплоизоляции до полного остывания сварного соединения.
4.7. Технология термообработки и замер температуры стыка во время нагрева и охлаждения должны быть выдержаны в соответствии с требованиями раздела 17 РТМ-1с.
5. Контроль качества сварочных работ.
5.1. В процессе монтажа и ремонта трубопроводов должен осуществляться систематический контроль качества сборочно-сварочных работ и сварных соединений - предварительный контроль (включая входной контроль), операционный контроль и приемочный контроль сварных соединений.
5.2. Содержание процедур предварительного и операционного контроля и лица, ответственные за проведение этого контроля, должны соответствовать требованиям, изложенным в Программе обеспечения качества сборочно-сварочных работ, выполняемых организацией при монтаже и ремонте оборудования электростанций.
Требования к операционному контролю при выполнении сборки и сварки трубопроводов.
5.2.1. Операционный контроль охватывает проверку соблюдения требований ПТД при подготовке, сборке и сварке стыков трубных систем котлов и трубопроводов и включает:
контроль сборочно-сварочного оборудования, аппаратуры и приспособлений;
контроль подготовки и сборки труб под сварку;
контроль процессов сварки.
5.2.2. Операционный контроль проводится производственными мастерами и сварщиками.
5.2.3. Результаты операционного контроля записываются в соответствующие журналы учета контроля.
5.2.4. При контроле сборочно-сварочного оборудования, аппаратуры и приспособлений следует проверить:
исправность и комплектность сборочно-сварочного оборудования и приспособлений, а также соответствие их геометрических и технологических параметров предстоящим операциям по сборке и сварке трубопроводов;
отсутствие повреждения (недопустимого износа) токоподводящих кабелей и газо-подводящих труб и шлангов;
наличие проверенных редукторов-расходомеров на постах для аргонодуговой сварки;
соответствие типа (марки) сварочного оборудования требованиям НД;
состояние горелок, шлангов и их соответствие требованиям НД.
Контроль проводят:
сварщики - каждую смену перед началом работы на конкретном оборудовании;
производственные мастера или лица, ответственные за состояние оборудования, - еженедельно;
представители службы ОТК или другого контролирующего органа - в сроки, установленные утвержденным графиком проверки оборудования.
Результаты контроля должны фиксироваться в документах, форма которых определяется предприятием (организацией), производящим контроль. Результаты контроля оборудования заносятся в паспорт или другую документацию, характеризующую состояние оборудования.
5.2.5. При контроле подготовки и сборки деталей под сварку проверяется соблюдение требований ПТД, чертежей и технических условий на трубопроводы.
5.2.6. При подготовке деталей под сварку контролируют:
наличие маркировки, подтверждающей соответствие детали требованиям чертежа;
качество и чистоту подлежащих сварке кромок (поверхностей), а также прилегающих к ним участков основного металла;
форму и размеры кромок;
форму и размеры расточки или раздачи труб.
5.2.7. При сборке деталей под сварку контролируют:
марки и сортамент сварочных материалов, предназначенных для выполнения прихваток;
допуск сварщиков к выполнению прихваток;
правильность сборки и крепления деталей в сборочных приспособлениях;
чистоту кромок и прилегающих к ним поверхностей;
качество, размеры и расположение прихваток;
величину зазора в соединениях;
величину смещения кромок, перелом осей соединяемых труб;
размеры собранного под сварку узла.
Контрольные операции осуществляет производственный мастер или бригадир-сборщик и систематически (в объеме 5 - 10 % общего числа стыков) мастер СТК.
Производственный мастер, производящий контроль, должен быть аттестован не ниже чем на II уровень профессиональной подготовки по виду деятельности «Руководство и технический контроль за проведением сварочных работ» и I уровень квалификации по ВИК.
5.2.8. При контроле процессов сварки проверяется соблюдение требований ПТД.
5.2.9. Перед началом сварки контролируют:
соответствие квалификации сварщика выполняемым работам (по удостоверениям);
чистоту кромок и поверхностей, подготовленных под сварку;
марку и сортамент применяемых сварочных материалов;
наличие документов, подтверждающих положительные результаты входного контроля сварочных материалов;
чистоту поверхности присадочных материалов.
5.2.10. В процессе сварки контролируют:
режимы сварки и последовательность выполнения операций (по сварке, зачистке, контролю);
очередность выполнения сварных швов;
температуру окружающей среды;
очередность наложения валиков и слоев.
5.2.11. После окончания сварки контролируют наличие и правильность маркировки (клеймения) выполненных сварных швов.
5.3. Приемочный контроль готовых сварных соединений проводится методами и в объеме, регламентированными разделом 18 РТМ-1с.
Готовность сварных соединений к проведению приемочного контроля определяет руководитель сварочных работ и делает об этом отметку в журнале сварочных работ.
5.4. Результаты проверки сварных соединений фиксируются в журнале сварочных работ и на каждый вид контроля оформляется документация в соответствии с требованиями раздела 21 РТМ-1с.
6. Исправление дефектов в сварных соединениях.
6.1. Настоящий раздел распространяется на исправление дефектов в сварных соединениях, выполненных в условиях монтажа и ремонта, в которых дефекты исправляются до эксплуатации сварных соединений.
Исправление дефектов в сварных соединениях, бывших в эксплуатации, должно производиться в соответствии с руководящим документом «Сварка, термообработка и контроль при ремонте сварных соединений трубных систем котлов и паропроводов в период эксплуатации» (РД 34 17.310-96). Исключение составляют штуцерные соединения диаметром Ду < 100 мм, технология ремонта которых регламентирована подразделом 7.7 РД 153-34.1-003-01 (РТМ-1c), независимо от сроков эксплуатации соединения.
6.2. Дефекты, подлежащие исправлению (недопустимые дефекты), определяются в соответствии с требованиями раздела 18 РТМ-1с.
6.3. Исправление дефектов в сварных соединениях производится в соответствии с указаниями в технологических картах.
Часть 2. Технологические карты на сварку трубопроводов
Карты составляются на ручную аргонодуговую сварку, ручную дуговую сварку покрытыми электродами и комбинированную сварку для вертикальных и горизонтальных стыков труб.
Пример технологической карты ручной дуговой сварки покрытыми электродами для вертикальных стыков труб приведен ниже.
Карта технологического процесса сварки
Шифр однотипности - РД-1-32СОО/Тр-2 (В)
Характеристики процесса
|
№ п/п |
Наименование |
Обозначения (показатели) |
|
1 |
Нормативный документ |
|
|
2 |
Способ сварки |
РД |
|
3 |
Основной материал (марки) |
10, 20, 15ГС, 25Л, 25ГСЛ |
|
4 |
Основной материал (группа) |
1 |
|
5 |
Сварочные материалы |
ЦУ-5, ТМУ-21У, УОНИ-13/55 |
|
6 |
Толщина свариваемых деталей |
3,5 - 12 мм |
|
7 |
Диаметр деталей в зоне сварки |
108 - 219 мм |
|
8 |
Тип шва |
СШ |
|
9 |
Тип соединения |
С |
|
10 |
Вид шва соединения |
ос, бп |
|
11 |
Форма подготовки кромок |
Тр-2 |
|
12 |
Положение при сварке |
В1 |
|
13 |
Вид покрытия электродов |
Б |
|
14 |
Режимы подогрева |
- |
|
15 |
Режимы термообработки |
- |
|
Конструкция соединения |
Конструктивные элементы шва |
Порядок сборки |
||
|
|
|
|
||
|
а = 1,0 + 0,5 мм при S = 3,5 - 5,0 мм |
S |
e |
Число слоев |
D £ 219 мм |
|
а = 1,5 ± 0,5 мм при S = 5,5 - 12,0 мм |
3,5 - 4,0 |
10 + 2 |
2 |
|
|
4,5 - 5,0 |
11 + 3 |
2 - 3 |
||
|
5,5 - 6,0 |
13 + 3 |
2 - 3 |
||
|
7,0 - 9,0 |
15 + 3 |
3 - 4 |
||
|
10,00 - 12,0 |
17 + 3 |
4 - 5 |
||

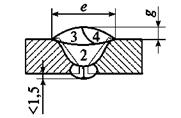
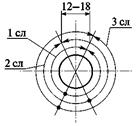
Способ подготовки кромок: механическая обработка или термическая резка (кислородная, плазменно-дуговая) с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. Концы трубы от разделки кромок на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны должны быть зачищены до металлического блеска с удалением следов краски, грязи и масла.
Способ сборки: на прихватках.
|
Организация (предприятие) |
Ф. И. О. |
Подпись |
Дата |
|
|
Утвердил |
Главный инженер |
|||
|
Проверил |
Ведущий инженер |
|||
|
Разработал |
Технолог |
|||
Требования к прихватке: 3 - 4 шт.. длина 30 - 40 мм: высота 3 - 5 мм. но не более 0,7S равномерно по периметру.
Сварочное оборудование: выпрямители - ВД-201У3. ВД-306У3 и др.
Параметры процесса сварки
|
Номер слоя (валика) |
Диаметр электрода, мм |
Род тока, полярность |
Сварочный ток, А |
Напряжение дуги, В |
|
1 |
2,5 |
Постоянный, обратная полярность |
65 - 80 |
Не более 23 |
|
3,0 |
80 - 100 |
|||
|
2 и т.д. |
3,0 |
80 - 100 |
Не более 23 |
|
|
4,0 |
110 - 170 |
Технологические требования к сварке: начинать сварку в потолочной части, отступая на 10 - 30 мм от нижней точки, и вести ее в направлении снизу вверх за два полуоборота на подъем. Замки участков шва в соседних слоях должны быть смещены один относительно другого, и каждый последующий слой должен перекрывать предыдущий. Величина смещения и перекрытия мест начала и окончания каждого слоя шва должна составлять 12 - 18 мм. Возбуждение и гашение дуги осуществлять в разделке кромок или на ранее наплавленном металле шва. Сварочный ток должен быть минимальным, обеспечивающим нормальное ведение сварки и стабильное горение дуги. После сварки каждого валика шов зачищать от шлака и брызг металла и производить ВК поверхностей на отсутствие дефектов. При наложении облицовочного слоя (сварка в потолочном и вертикальном положении должна проводиться электродами диаметром не более 3 мм) ширина валиков не должна быть более 16 мм. Выполненный шов должен перекрывать кромки труб на 1 - 3 мм. При минусовой температуре воздуха (металла) металл в зоне сварного шва перед прихваткой и сваркой должен быть просушен и прогрет до положительной температуры. Клеймить ударным способом стыки труб при S ³ 6 мм на шве либо на трубе на расстоянии 30 - 40 мм от шва.
Требования по контролю качества сварного соединения: перед сваркой контролировать: конструктивные элементы подготовки кромок, чистоту кромок и прилегающих к ним поверхностей деталей, зазор и смещение кромок, перелом осей, качество, количество, размеры и расположение прихваток. В процессе сварки контролю подлежат: температура деталей и окружающего воздуха, порядок сварки соединения, режим сварки, толщина (3 - 4 мм) и ширина (3 - 20 мм) валика шва, технологические параметры процесса сварки. После сварки контролю подлежат: клеймение, размеры выполненного шва и качество сварного соединения.
Контроль сварных соединений: ВИК (100 %). УК или РК (I - II кат. - 100 %. III кат. - 5 %. IV кат. - 3 %).
Часть 3. Справочная информация о требованиях к прихваткам, валикам и сварным швам
|
Параметр |
Нормативный документ |
|||||||||
|
ОСТ 26 291-94 |
||||||||||
|
1. Прихватки: |
||||||||||
|
длина, мм |
l, мм |
Æ, мм |
l, мм |
Æ, мм |
l, мм |
Æ, мм |
Не регламентируются |
³ 30 на несущих элементах м/к |
||
|
5 - 20 |
£ 50 |
20 - 30 |
£ 50 |
(2 - 2,5)Sст, но 15 £ l £ 60 |
£ 100 |
|||||
|
20 - 30 |
> 50 - 100 |
То же |
> 100 - 600 |
|||||||
|
30 - 40 |
> 100 - 426 |
50 - 60 |
> 50 |
50 - 70 |
> 600 |
|||||
|
40 - 60 |
> 426 |
|||||||||
|
высота, мм |
h, мм |
Sст, мм |
1/3Sст. трубы но не менее 2 мм |
При S < 10 мм - 0,4 - 0,5; при S ³ 10 мм - 5 мм |
£ 100 |
³ 0,75K, где K - катет шва или толщина стыкуемых элементов |
||||
|
= Sст |
£ 3 |
|||||||||
|
(0,6 - 0,7)S, но > 3 мм |
> 3 - 10 |
То же |
> 100 - 600 |
|||||||
|
5 - 6 |
> 10 |
4 - 5 |
> 600 |
|||||||
|
число по периметру (длине), шт. |
n, шт. |
Æ, мм |
n, шт. |
Æ, мм |
n, шт. |
Æ, мм |
Не регламентируется |
|||
|
1 - 2 |
£ 50 |
2 |
£ 80 |
2 |
£ 100 |
|||||
|
1 - 3 |
> 50 - 100 |
3 |
> 80 - 150 |
3 - 4 |
> 100 - 600 |
|||||
|
3 - 4 |
> 100 - 426 |
4 |
> 150 - 300 |
Через каждые 300 - 400 мм |
> 600 |
|||||
|
Через каждые 300 - 400 мм |
> 426 |
Через каждые 250 мм |
> 300 |
|||||||
|
Требования к сварщикам, выполняющим прихватки |
Аттестованный |
Не регламентируются |
Аттестованный |
Аттестованный |
Аттестованный (только на расчетных элементах м/к) |
|||||
|
2. Валики (слои): |
Стыки |
|||||||||
|
вертикальный |
горизонтальный |
|||||||||
|
высота, мм |
6 - 10 |
4 - 6 |
Не регламентируются |
Сварку высоколегированных сталей выполнять узкими валиками |
Не регламентируются |
Не регламентируются |
||||
|
ширина слоя, мм |
£ 35 |
8 - 14 |
При наплавке кромок - не более двух диаметров электродов |
|||||||
|
3. Сварной шов: |
||||||||||
|
ширина шва, мм |
Неповоротный стык - ширина шва + 1 - 3 мм на сторону |
Требования ГОСТ 16037-80 и рекомендаций СП |
Требования ГОСТ 16037-80 |
Требования чертежей и стандартов. Допускаются отклонения ширины и высоты (выпуклости) шва не более 30 % предусмотренных стандартом |
Требования соответствующих стандартов, чертежей. Допускаются местные наплывы l £ 10 мм на участке шва 1000 мм |
|||||
|
выпуклость (усиление шва), мм |
Sст, мм |
|||||||||
|
0,5 - 3,0 |
£ 10 |
|||||||||
|
0,5 - 3,5 |
> 10 - 20 |
|||||||||
|
0,5 - 4 (5) |
> 20 |
|||||||||
|
выпуклость (высота) корня шва, мм |
Dвн. ном |
Не регламентируются |
Не регламентируются, за исключением трубопроводов I категории, работающих при температуре ниже -70 °C (ПБ 03-585-03) |
Не регламентируются |
Не регламентируются |
|||||
|
£ 1,5 |
£ 25 |
|||||||||
|
£ 2,0 |
> 25 - 150 |
|||||||||
|
£ 2,5 |
> 150 |
|||||||||
|
вогнутость (глубина) корня шва, мм |
Sст, мм |
|||||||||
|
£ 0,6 |
2 - 2,8 |
|||||||||
|
£ 0,8 |
> 2,8 - 4,0 |
|||||||||
|
£ 1,0 |
> 4,0 - 6,0 |
|||||||||
|
£ 1,2 |
> 6,0 - 8,0 |
|||||||||
|
£ 1,6 |
> 8,0 |
|||||||||
|
Подрезы основного металла |
£ 0,2 мм независимо от толщины |
l, мм |
Sст, мм |
l, мм |
Sст, мм |
Не допускаются* |
S £ 20 мм |
S > 20 мм |
||
|
£ 1/3 периметра стыка, но не более 150 мм |
£ 5 %, но не более 0,5 мм |
£ 30 % длины шва (ПБ 03-585-03) |
£10 %, но не более 0,5 мм |
Не более 0,5 мм |
£ 3 %, S более тонкого элемента |
|||||
|
Катет углового шва |
При приварке штуцеров в соответствии с РТМ-1с |
Требования соответствующих стандартов |
||||||||
|
Чешуйчатость поверхности |
Не более 2,0 мм при S > 10 мм (табл. 18.2) |
Не регламентируется |
Поверхность шва должна быть мелкочешуйчатой (ПБ 03-585-03) |
В пределах допуска на усиление шва по высоте |
В стыковых |
В угловых |
||||
|
В пределах допуска на выпуклость шва |
0,7Е, где Е - допуск на катет углового шва |
|||||||||
|
Межваликовые западания (углубления) |
Не более 2,0 мм при S > 10 мм (табл. 18.2) |
Не регламентируются |
Не регламентируются |
В пределах допуска на усиление шва по высоте |
В стыковых |
В угловых |
||||
|
В пределах допуска на выпуклость шва |
0,7Е, где Е - допуск на катет углового шва |
|||||||||
|
Одиночные включения (поры) |
Не более 2,5 мм при S > 20 мм (табл. 18.2) |
Не регламентируются |
Не допускаются скопления пор (ПБ 03-585-03) |
По табл. 17 ПБ 03-584-03 - не более 2,5 мм при S > 20 мм |
S £ 8 мм |
8 < S £ 50 мм |
||||
|
Поры - £ 4 шт., размером £ 1,0 мм на l = 100 мм |
Поры размером £ 1,5 мм |
|||||||||
|
Клеймение |
От шва на 30 - 40 мм или на шве вблизи верхнего замка (при S > 6 мм) |
Сварные соединения наружных газопроводов (СНиП). На границе участков при сварке двумя сварщиками труб Æ > 400 мм |
Должно быть поставлено клеймо |
При S > 6 мм на расстоянии 20 - 50 мм от кромки сварного шва с наружной стороны, у продольных швов - в начале и конце шва на расстоянии 100 мм от кольцевого шва |
Рядом с выполненным швом |
|||||
____________
* Допускаются местные подрезы (глубина < 5 % Sст, но не более 0,5 мм, l < 10 % длины шва) в сосудах 3, 4 и 5 групп с tраб > 0 °C - ПБ 03-584-03.