 | Информационная система | |
СИСТЕМА НОРМАТИВНЫХ ДОКУМЕНТОВ В СТРОИТЕЛЬСТВЕ
СВОД ПРАВИЛ
ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО
ГАЗОПРОВОДОВ
ИЗ ПОЛИЭТИЛЕНОВЫХ ТРУБ
И РЕКОНСТРУКЦИЯ
ИЗНОШЕННЫХ ГАЗОПРОВОДОВ
СП 42-103-2003
ЗАО «ПОЛИМЕРГАЗ»
Москва
2004
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН ЗАО «Полимергаз» и коллективом ведущих специалистов ОАО «ГипроНИИгаз», АО «Запсибгазпром», АО «ВНИИСТ», АОЗТ «СП МосПартеплогаз», ЗАО «Руспройсгаз», МИИП-НПО «Пластик», Госгортехнадзора России, Госстроя России и ряда газораспределительных хозяйств России при координации ЗАО «Полимергаз»
2 СОГЛАСОВАН:
Госгортехнадзором России, письмо от 16.06.2000 г. № 03-35/240
ГУГПС МЧС России, письмо от 24.05.2000 г. № 20/2.2/1907
3 ОДОБРЕН постановлением Госстроя России от 26 ноября 2003 г. № 195
4 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ решением Межведомственного координационного совета по вопросам технического совершенствования газораспределительных систем и других инженерных коммуникаций, протокол от 27 ноября 2003 г. № 33
ВЗАМЕН СП 42-101-96, СП 42-103-97, СП 42-105-99
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
СП 42-103-2003 «Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов» разработан в развитие основополагающего СНиП 42-01-2002 «Газораспределительные системы» взамен СП 42-101-96 «Проектирование и строительство газопроводов из полиэтиленовых труб диаметром до 300 мм», СП 42-103-97 «Восстановление стальных подземных газопроводов с использованием синтетических тканевых шлангов и специального двухкомпонентного клея», СП 42-105-99 «Контроль качества сварных соединений полиэтиленовых газопроводов».
СП 42-103-2003 содержит подтвержденные научными исследованиями, опробованные на практике и рекомендуемые в качестве официально признанных технические решения, средства и способы реализации обязательных требований, установленных СНиП 42-01, по проектированию и строительству полиэтиленовых газопроводов, а также реконструкции изношенных газопроводов с применением полиэтиленовых (в том числе профилированных) труб, синтетических тканевых шлангов и специального двухкомпонентного клея.
В разработке настоящего Свода правил приняли участие:
Габелая Р.Д., Гвоздев И.В., Гиллер Г.А., Голик В.Г., Дерюгин М.Н., Зайцев К.И., Кайгородов Г.К., Карвецкий А.Г., Каргин В.Ю., Нечаев А.С., Рождественский В.В., Сафронова И.П., Синев В.М., Токер А.П., Удовенко В.Е., Чирчинская Г.П., Шинкарев А.М., Шишов Н.А., Шурайц А.Л.
СВОД ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО ГАЗОПРОВОДОВ
ИЗ ПОЛИЭТИЛЕНОВЫХ ТРУБ
И РЕКОНСТРУКЦИЯ ИЗНОШЕННЫХ ГАЗОПРОВОДОВ
DESIGN AND
CONSTRUCTION OF POLYETHILENE GAS PIPELINES
AND RENOVATION OF UNDERGROUND GAS PIPELINES
Дата введения 2003-11-27
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящий Свод правил распространяется на проектирование и строительство новых газопроводов из полиэтиленовых труб, а также на реконструкцию стальных изношенных газопроводов.
1.2 При проектировании, строительстве и реконструкции газопроводов следует руководствоваться требованиями СНиП 42-01, СП 42-101 и других нормативных документов, утвержденных в установленном порядке.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем Своде правил использованы ссылки на следующие документы:
СНиП 2.02.01-83* Основания зданий и сооружений;
СНиП 2.02.04-88 Основания и фундаменты на вечномерзлых грунтах;
СНиП 3.01.01-85* Организация строительного производства;
СНиП 3.03.01-87 Несущие и ограждающие конструкции;
СНиП 11-01-2003 Инструкция о порядке разработки, согласования, утверждения и составе проектной документации на строительство предприятий, зданий и сооружений;
СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования;
СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство;
СНиП II-7-81* Строительство в сейсмических районах;
СНиП 42-01-2002 Газораспределительные системы;
СП 42-101-2003 Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб;
СП 42-102-2004 Проектирование и строительство газопроводов из металлических труб;
ГОСТ 9.402-80 ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием;
ГОСТ 9.602-89 ЕСЗКС. Сооружения подземные. Общие требования к защите от коррозии;
ГОСТ 166-89 Штангенциркули. Технические условия;
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия;
ГОСТ 2226-88 Мешки бумажные. Технические условия;
ГОСТ 2930-62 Приборы измерительные. Шрифты и знаки;
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия;
ГОСТ 4045-75 Тиски слесарные с ручным приводом. Технические условия;
ГОСТ 5686-94 Грунты. Методы полевых испытаний сваями;
ГОСТ 6507-90 Микрометры. Технические условия;
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия;
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия;
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия;
ГОСТ 9396-88 Ящики деревянные многооборотные. Общие технические условия;
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия;
ГОСТ 10705-80 Трубы стальные электросварные. Технические условия;
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение;
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытаний образцов (проб);
ГОСТ 12820-80 Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры;
ГОСТ 12822-80 Фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры;
ГОСТ 14192-96 Маркировка грузов;
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые;
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение;
ГОСТ 17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R » 1,5DN). Конструкция;
ГОСТ 17376-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники. Конструкция;
ГОСТ 17811-78 Мешки полиэтиленовые для химической продукции. Технические условия;
ГОСТ 18573-86 Ящики деревянные для продукции химической промышленности. Технические условия;
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия;
ГОСТ 18698-79 Рукава резиновые напорные с текстильным каркасом. Технические условия;
ГОСТ 19667-74 Контейнер специализированный групповой массой 5,0 т для штучных грузов;
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования;
ГОСТ 22852-77 Ящики из гофрированного картона для продукции приборостроительной промышленности. Технические условия;
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении;
ГОСТ Р 12.3.048-2002 ССБТ. Строительство. Производство земляных работ способом гидромеханизации. Требования безопасности;
ГОСТ Р 50838-95 Трубы из полиэтилена для газопроводов. Технические условия;
ТУ 6-19-231-87 Трубы напорные из непластифицированного поливинилхлорида;
ТУ 6-19-359-97 Детали соединительные из полиэтилена для газопроводов;
ТУ 2248-017-40270293-2002 Трубы из полиэтилена ПЭ 100 для газопроводов давлением свыше 0,6 МПа;
ТУ 2248-018-40270293-2002 Трубы из полиэтилена для газопроводов больших диаметров;
ТУ 2248-025-00203536-96 Неразъемные соединения полиэтиленовых труб со стальными;
ТУ 2248-031-00203536-96 Седелки крановые полиэтиленовые с закладными электронагревателями;
ТУ 2248-001-18425183-01 Детали соединительные из полиэтилена с удлиненными хвостовиками;
ТУ 2291-032-00203536-96** Муфты полиэтиленовые с закладными электронагревателями для газопроводов;
ТУ 2245-028-00203536-96. Лента полиэтиленовая сигнальная для подземных газопроводов;
ТУ 2248-054-00203536-99 Вводы цокольные газовые армированные стеклопластиком;
ПБ 12-529-03 Правила безопасности систем газораспределения и газопотребления;
РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства;
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов;
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 При выборе труб и соединительных деталей, запорной арматуры, кроме положений настоящего СП, учитывают положения и требования СП 42-101.
3.2 Организацию и порядок проведения производственного контроля качества строительно-монтажных работ предусматривают в соответствии с требованиями СНиП 3.01.01 и положениями СП 42-101, а также настоящего СП.
4 ТРУБЫ, СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ И ДРУГИЕ МАТЕРИАЛЫ
4.1 Для проектирования и строительства новых газопроводов из полиэтиленовых труб, а также реконструкции стальных газопроводов применяются полиэтиленовые (в том числе профилированные) трубы или синтетические тканевые шланги и специальный двухкомпонентный клей, отвечающие требованиям СНиП 42-01, а также государственных стандартов и технических условий, утвержденных в установленном порядке.
4.2 Толщина стенки полиэтиленовой (в том числе профилированной) трубы характеризуется стандартным размерным отношением номинального наружного диаметра к номинальной толщине стенки (SDR), которое следует определять в зависимости от давления в газопроводе, марки полиэтилена и коэффициента запаса прочности по формуле (1)
![]() (1)
(1)
где MRS - показатель минимальной длительной прочности полиэтилена, использованного для изготовления труб и соединительных деталей, МПа (для ПЭ 80 и ПЭ 100 этот показатель равен 8,0 и 10,0 МПа соответственно);
МОР - рабочее давление газа, МПа, соответствующее максимальному значению давления для данной категории газопровода, МПа;
С - коэффициент запаса прочности, выбираемый в зависимости от условий работы газопровода по СНиП 42-01.
4.3 Трубы и соединительные детали (в том числе полиэтиленовые краны) выбираются в соответствии с нормативной документацией, утвержденной в установленном порядке. При проектировании и строительстве газопроводов, как правило, должны использоваться трубы и соединительные детали, имеющие одинаковое значение показателей SDR и MRS.
Не рекомендуется применять в качестве соединительных деталей при строительстве газопроводов сварные отводы, тройники и крестовины.
4.4 Внутренний диаметр трубы определяется гидравлическим расчетом в соответствии с СП 42-101.
4.5 Для строительства и реконструкции газопроводов применяются полиэтиленовые трубы, изготовленные в соответствии с нормативными документами. Сортамент полиэтиленовых труб по ГОСТ Р 50838 и основные производители труб и деталей приведены в приложении А.
Полиэтиленовые трубы с защитной (полипропиленовой) оболочкой допускается применять без устройства песчаного основания при прокладке в мелкокаменистых грунтах, при бестраншейных способах строительства и реконструкции.
4.6 Полиэтиленовые профилированные трубы (разрешенные к применению при реконструкции в установленном порядке) изготавливаются из ПЭ 80 или ПЭ 100 с SDR 26, SDR 17/17,6, SDR 11, формуются специальным термомеханическим методом и восстанавливают свою первоначальную круглую форму под действием давления и температуры пара.
Наружный диаметр полиэтиленовой профилированной трубы принимается равным внутреннему диаметру изношенного стального газопровода. Допускается уменьшение наружного диаметра полиэтиленовой профилированной трубы на 5 %.
Рекомендуемая маркировка труб приведена в приложении Б.
4.7 Для соединения полиэтиленовых профилированных труб со стандартными полиэтиленовыми трубами или элементами используются соединительные детали с закладными электронагревателями с SDR не более 17,6.
4.8 Седельные ответвления используются для присоединения ответвлений газопроводов к полиэтиленовой трубе.
Для присоединения ответвлений газопровода к полиэтиленовой профилированной трубе используются седельные ответвления с гибким основанием, обеспечивающим плотное прижатие к наружной поверхности трубы. Допускается использование седловидных ответвлений с жестким основанием при условии совпадения диаметров трубы и основания.
4.9 Для присоединения полиэтиленовой трубы к стальной рекомендуется использовать разъемные и неразъемные соединения «полиэтилен-сталь», пригодность которых для применения в строительстве подтверждена в установленном порядке.
4.10 Соединения полиэтиленовых труб со стальными осуществляют, как правило, с помощью неразъемных соединений «полиэтилен-сталь», которые изготовляют в заводских условиях по технической документации, утвержденной в установленном порядке, имеющих паспорт или сертификат, свидетельствующий об их качестве. Для неразъемных соединений «полиэтилен-сталь», используемых в особых грунтовых или климатических условиях, рекомендуется при изготовлении проведение испытаний на стойкость к осевой нагрузке.
4.11 Армированные стеклопластиком вводы применяются при переходе подземного газопровода в надземное состояние, при этом установка футляра не требуется. Армированные вводы изготавливаются по ТУ 2248-054-00203536.
4.12 Диаметр синтетического тканевого шланга должен соответствовать внутреннему диаметру изношенного стального газопровода. Синтетический тканевый шланг имеет паспорт качества с указанием серийного номера, номинального и внутреннего диаметров.
4.13 Компоненты специального клея для приклеивания синтетического тканевого шланга к поверхности изношенного стального газопровода поставляются в раздельных емкостях, имеющих маркировку «для газа».
4.14 Полиэтиленовые краны предназначены для установки в колодцах и безколодезно. При безколодезной установке полиэтиленовые краны оснащаются удлиненным штоком узла управления, размещенным в телескопическом или обычном футляре с выходом под ковер.
5 ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ НАРУЖНЫХ ГАЗОПРОВОДОВ ИЗ ПОЛИЭТИЛЕНОВЫХ ТРУБ
ОБЩИЕ ПОЛОЖЕНИЯ
5.1 При выборе трассы полиэтиленового газопровода необходимо учитывать расположение и насыщенность в районе прокладки: тепловых сетей, водоводов и других подземных коммуникаций, проведение ремонтных работ на которых может привести к повреждению полиэтиленовых труб.
5.2 Минимальные расстояния от зданий, сооружений и инженерных коммуникаций до полиэтиленовых газопроводов принимают в соответствии с требованиями СНиП 42-01.
В местах пересечения или параллельной прокладки полиэтиленового газопровода с бесканальной теплотрассой расстояние между ними уточняется расчетом исходя из условий исключения возможности нагрева полиэтиленовых труб выше температуры 40 °С за весь период эксплуатации.
5.3 Глубина прокладки полиэтиленового газопровода принимается в соответствии с требованиями СНиП 42-01 и положениями СП 42-101.
5.4 Повороты линейной части газопровода в горизонтальной и вертикальной плоскостях выполняются полиэтиленовыми отводами или упругим изгибом с радиусом не менее 25 наружных диаметров трубы.
5.5 Полиэтиленовые трубы при толщине стенки труб не менее 5 мм соединяют между собой сваркой встык или деталями с закладными нагревателями, при толщине стенки менее 5 мм - только деталями с закладными нагревателями.
5.6 Обозначение трассы газопровода предусматривают: путем установки опознавательных знаков (в соответствии с положениями СП 42-101) и укладки сигнальной ленты по всей длине трассы, а для межпоселковых газопроводов возможна (при отсутствии постоянных мест привязки) прокладка вдоль присыпанного (на расстоянии 0,2 - 0,3 м) газопровода изолированного алюминиевого или медного провода сечением 2,5 - 4 мм2 с выходом концов его на поверхность под ковер или футляр вблизи от опознавательного знака. Допускается применение сигнальной ленты с вмонтированным в нее электропроводом-спутником или полосой металлической фольги, позволяющей определить местонахождение газопровода приборным методом.
5.7 Вывод провода-спутника над поверхностью земли под защитное устройство (например, ковер) предусматривается в специальных контрольных точках, располагаемых на расстояниях не более 4,0 км друг от друга.
Пластмассовая сигнальная лента желтого цвета шириной не менее 0,2 м с несмываемой надписью «Осторожно! Газ» (ТУ 2245-028-00203536) укладывается на расстоянии 0,2 м от верха присыпанного полиэтиленового газопровода.
На участках пересечений газопроводов (в том числе межпоселковых) с подземными инженерными коммуникациями лента должна быть уложена вдоль газопровода дважды на расстояние не менее 0,2 м между собой и на 2 м в обе стороны от пересекаемого сооружения в соответствии с проектом.
При прокладке газопровода в футляре (каркасе) или способом наклонно-направленного бурения укладка сигнальной ленты не требуется. На границах прокладки газопровода способом наклонно-направленного бурения устанавливаются опознавательные знаки.
5.8 В зависимости от условий трассы прокладку газопроводов из полиэтиленовых труб допускается проектировать бестраншейно (наклонно-направленным бурением, проколом, продавливанием) или в траншеях. Предпочтение отдается прокладке из длинномерных труб или труб, сваренных в длинномерные плети.
Ширина траншей по постели при траншейной прокладке должна быть не менее: de + 200 мм для труб диаметром до 110 мм включительно, dе + 300 мм для труб диаметром более 110 мм.
Допускается уменьшение ширины траншеи (устройство узких траншей) или канала (при бестраншейной прокладке) вплоть до диаметра укладываемой трубы при условии, что температура поверхности трубы при укладке не выше плюс 20 °С, а также исключения возможности повреждения ее поверхности.
5.9 Рекомендации по применению отдельных видов пригрузов для предотвращения всплытия газопровода, их размещению на газопроводе приведены в подразделе «Балластировка и закрепление газопроводов» настоящего СП.
Расстояние в свету от края пригруза до сварного соединения газопровода должно быть не менее 0,5 м.
5.10 В случаях прокладки газопроводов без защитных футляров глубину заложения газопроводов в местах пересечений газопроводами улиц, проездов и т.д. рекомендуется принимать не менее 1,0 м, а длину углубленного участка траншеи - не менее 5 м в обе стороны от края указанных дорог.
В случаях прокладки газопроводов без защитных футляров под дорогами V категории глубину заложения газопроводов определяют расчетом (но не менее 1 м).
5.11 При пересечении полиэтиленовыми газопроводами бесканальных инженерных коммуникаций необходимость устройства футляров и установки контрольной трубки на них решается проектной организацией.
Возможность использования полиэтиленовых футляров при пересечении газопроводом железных дорог общей сети рекомендуется обосновывать расчетом на прочность, а также способом прокладки, например наклонно-направленным бурением.
5.12 Диаметр футляра на газопроводе следует принимать исходя из грунтовых условий и способа производства работ. Рекомендуемые минимальные наружные диаметры футляров из стальных труб с учетом возможности размещения разъемных и неразъемных соединений «полиэтилен-сталь» приведены в таблице 1, футляров из неметаллических труб - в таблице 2.
Таблица 1
|
Минимальный диаметр стального футляра, мм, для |
Толщина стенки футляра при способе прокладки, мм |
||||
|
плети газопровода |
размещения фланцевых соединений |
размещения неразъемных соединений |
открытом |
продавливанием или проколом |
|
|
20 |
40 |
- |
50 |
3,0 |
4,0 |
|
25 |
57 |
- |
57 |
3,0 |
4,0 |
|
32 |
57 |
- |
57 |
3,0 |
4,0 |
|
40 |
76 |
- |
76 |
4,0 |
5,0 |
|
50 |
89 |
- |
108 |
4,0 |
5,0 |
|
63 |
108 |
219 |
159 |
4,0 |
5,0 |
|
75 |
114 |
219 |
159 |
5,0 |
5,0 |
|
90 |
127 |
273 |
219 |
5,0 |
6,0 |
|
110 |
159 |
273 |
219 |
5,0 |
6,0 |
|
125 |
159 |
273 |
219 |
5,0 |
7,0 |
|
140 |
219 |
325 |
273 |
6,0 |
7,0 |
|
160 |
219 |
325 |
273 |
7,0 |
8,0 |
|
180 |
219 |
325 |
273 |
7,0 |
8,0 |
|
200 |
273 |
377 |
325 |
8,0 |
9,0 |
|
225 |
273 |
377 |
325 |
8,0 |
9,0 |
|
250 |
325 |
426 |
377 |
8,0 |
9,0 |
|
280 |
325 |
530 |
377 |
8,0 |
9,0 |
|
315 |
377 |
530 |
426 |
8,0 |
9,0 |
Таблица 2
|
Минимальный диаметр футляра, мм, из |
|||
|
полиэтиленовых труб SDR 11 (ГОСТ Р 50838 или ГОСТ 18599) |
асбестоцементных труб |
поливинилхлоридных труб типа «ОТ» исполнения К или РК ТУ 6-19-231 |
|
|
20 |
40 |
100 |
40 |
|
25 |
50 |
100 |
50 |
|
32 |
63 |
100 |
63 |
|
40 |
75 |
100 |
90 |
|
50 |
90 |
100 |
75 |
|
63 |
110 |
100 |
90 |
|
75 |
110 |
200 |
110 |
|
90 |
140 |
200 |
140 |
|
110 |
160 |
200 |
160 |
|
125 |
180 |
200 |
180 |
|
140 |
200 |
250 |
225 |
|
160 |
225 |
250 |
225 |
|
180 |
250 |
300 |
250 |
|
200 |
280 |
300 |
280 |
|
225 |
315 |
300 |
315 |
|
250 |
315 |
300 |
315 |
|
280 |
355 |
- |
- |
|
315 |
400 |
- |
- |
5.13 С целью обеспечения сохранности поверхности полиэтиленовой трубы при протаскивании ее через металлический или асбестоцементный футляр допускается предусматривать защиту ее поверхности с помощью специальных колец (закрепленных на трубе липкой синтетической лентой) или другими способами. Если состояние внутренней поверхности футляра исключает возможность повреждения полиэтиленовой трубы, то дополнительных мер по ее защите можно не предусматривать. Способы защиты, в частности количество опор и расстояния между ними, определяются конструктивно или расчетом и указываются в рабочих чертежах.
РАЗМЕЩЕНИЕ АРМАТУРЫ НА ГАЗОПРОВОДАХ
5.14 Необходимость и местоположение отключающих устройств на полиэтиленовых газопроводах следует предусматривать в соответствии с требованиями СНиП 42-01 и положениями СП 42-101.
В качестве отключающих устройств могут использоваться как металлическая запорная арматура, так и полиэтиленовые краны.
Установку полиэтиленовых кранов следует предусматривать подземно. В случае безколодезной установки шток регулирования крана следует заключать в футляр или другую защитную конструкцию с выводом под ковер или люк.
5.15 Присоединение полиэтиленовых газопроводов к металлической запорной арматуре может быть выполнено как непосредственно при помощи разъемных соединений, так и через стальные вставки с неразъемными соединениями «полиэтилен-сталь».
5.16 При установке арматуры в колодцах с использованием соединений «полиэтилен-сталь» рекомендуется предусматривать опоры для исключения недопустимых напряжений в монтажном узле.
ВВОДЫ ПОЛИЭТИЛЕНОВЫХ ГАЗОПРОВОДОВ
5.17 В местах перехода наружного подземного газопровода в надземное положение (далее - выход) и в местах расположения этих выходов непосредственно у здания (далее - цокольный ввод) присоединение полиэтиленового газопровода к стальному может выполняться как на горизонтальном, так и на вертикальном участке газопровода.
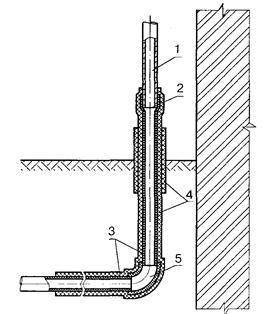
5.18 При переходе с полиэтилена на сталь на горизонтальном участке газопровода-ввода соединение «полиэтилен-сталь» располагается на расстоянии от фундамента газифицируемого здания (в свету) не менее 1 м для газопроводов низкого давления и 2 м для газопроводов высокого и среднего давления, а в футляр заключается вертикальный участок надземного выхода (рисунок 1, а).
5.19 При переходе с полиэтилена на сталь на вертикальном участке газопровода-ввода (далее - ввод), расположенном непосредственно у фундамента газифицируемого здания, расстояние в свету от футляра на вводе до стены здания должно устанавливаться, как правило, с учетом ширины и заглубления фундаментов, но не менее 50 мм.
Ввод, выполненный изгибом полиэтиленовой трубы (с радиусом не менее 25 диаметров) и с соединением «полиэтилен-сталь» на вертикальном участке, рекомендуется заключать в защитный футляр от вертикального до горизонтального участка ввода. Расстояние от фундамента здания до конца горизонтального участка футляра должно быть не менее 1 м (рисунок 1, б).
Ввод, выполненный с использованием отвода с закладными нагревателями (ЗН) и соединением «полиэтилен - сталь» на вертикальном участке рекомендуется заключать в футляр только на вертикальном участке (рисунок 1, в).
Не рекомендуется на вертикальном участке ввода располагать соединение «полиэтилен - сталь» выше уровня земли.

а - стальной цокольный ввод; б - полиэтиленовый ввод, выполненный свободным изгибом трубы; в - полиэтиленовый ввод, выполненный при помощи отвода с ЗН
1 - стальной участок цокольного ввода; 2 - переход «сталь-полиэтилен»; 3 - полиэтиленовый газопровод; 4 - футляр; 5 - полиэтиленовый футляр изогнутый; 6 - отвод с ЗН; 7 - электроизолирующее устройство
Рисунок 1 - Цокольные вводы газопровода в здание
5.20 При использовании на участках вводов и выходов из земли полиэтиленовых труб с защитным покрытием из стеклопластика (цельная конструкция ввода, выполненного в заводских условиях) устройство футляра не предусматривается, а переход «сталь-полиэтилен» располагается выше уровня земли (рисунок 2).
1 - стальной участок газопровода-ввода; 2 - переход «сталь-полиэтилен»; 3 - полиэтиленовый газопровод; 4 - стеклопластиковая оболочка; 5 - отвод с закладным нагревателем
Рисунок 2 - Цокольный ввод газопровода со стеклопластиковым покрытием
5.21 В футлярах выходов и вводов могут размещаться как разъемные, так и неразъемные узлы соединений «полиэтилен-сталь». Диаметр футляров рекомендуется принимать по данным таблицы 1.
На полиэтиленовые вводы не должны передаваться нагрузки от веса стальных газопроводов, запорной арматуры и других устройств.
5.22 При разработке проектных решений выходов и вводов рекомендуется соблюдать следующие основные принципы:
- все конструкции должны иметь компенсатор;
- конструкция футляра должна обеспечивать тепловую изоляцию полиэтиленовых труб с целью предотвращения охлаждения трубы ниже температуры минус 15 °С;
- переход «полиэтилен-сталь» должен располагаться таким образом, чтобы место соединения полиэтиленовой и стальной его частей располагалось не выше уровня земли;
- футляр газопровода должен быть герметично заделан с двух концов. Для отбора проб воздуха допускается предусматривать контрольную трубку (штуцер);
- подземный участок ввода газопровода, выполненный «свободным изгибом», должен заключаться в жесткий (пластмассовый) футляр, плотно соединяющийся с вертикальным стальным футляром;
- надземный участок футляра должен быть стальным и обеспечивать защиту от механических и температурных воздействий внешней среды.
5.23 Выходы и вводы полиэтиленовых газопроводов следует изготавливать по типовой документации, утвержденной в установленном порядке.
СТАЛЬНЫЕ ВСТАВКИ НА ПОЛИЭТИЛЕНОВЫХ ГАЗОПРОВОДАХ
5.24 Для стальных вставок полиэтиленовых газопроводов следует применять трубы, отвечающие требованиям СНиП 42-01 и СП 42-102. Стальные вставки на полиэтиленовых газопроводах устанавливаются только в тех случаях, когда применение полиэтиленовых труб в соответствии с требованиями СНиП 42-01 не допускается.
5.25 Защита от коррозии стальных вставок полиэтиленовых газопроводов проектируется в соответствии с требованиями СНиП 42-01 и СП 42-102 исходя из условий прокладки газопровода, данных о коррозионной активности грунтов, наличия блуждающих токов, требуемого срока службы газопровода.
5.26 Неразъемные соединения «полиэтилен-сталь» должны укладываться на основание из песка (кроме пылеватого) длиной по 1 м в каждую сторону от соединения, высотой не менее 10 см и присыпаться слоем песка на высоту не менее 20 см.
ТРЕБОВАНИЯ К СООРУЖЕНИЮ ГАЗОПРОВОДОВ В ОСОБЫХ ПРИРОДНЫХ И КЛИМАТИЧЕСКИХ УСЛОВИЯХ
Многолетнемерзлые грунты
5.27 Проектирование газопроводов, прокладываемых в районах с многолетнемерзлыми грунтами, выполняют в соответствии с требованиями СНиП 42-01 и СНиП 2.02.04.
5.28 Основным принципом при прокладке газопроводов в многолетнемерзлых грунтах является создание такого температурного режима их эксплуатации, при котором воздействие подземного газопровода на окружающий грунт было бы минимальным с точки зрения нарушений естественного теплового режима грунтового массива в зоне прохождения газопроводов.
5.29 Глубина заложения газопровода выбирается так, чтобы температура стенки трубы была выше минус 15 °С в процессе эксплуатации при рабочем давлении.
5.30 При резко отличающихся между собой свойствах грунта вдоль трассы газопровода высота песчаного основания под газопроводом принимается не менее 20 см на длине в каждую сторону от места стыковки разнородных грунтов не менее 50 диаметров газопровода; присыпка в этом случае должна осуществляться на высоту не менее 30 см.
5.31 Конструкция ввода газопровода должна обеспечивать возможность взаимных перемещений газопровода и зданий из-за температурных перемещений газопровода и осадок зданий или грунта.
Подрабатываемые территории
5.32 При проектировании газопроводов, прокладываемых в районах, где проводились, проводятся или предусматриваются горные разработки, следует руководствоваться требованиями СНиП 42-01, ГОСТ Р 12.3.048.
5.33 Трасса газопровода предусматривается преимущественно вне проезжей части территории с учетом возможного вскрытия траншей в период интенсивных деформаций земной поверхности в результате горных выработок.
5.34 Прочность и устойчивость газопроводов, проектируемых для прокладки на подрабатываемых территориях, обеспечивается за счет:
- увеличения подвижности газопровода в грунте;
- снижения воздействия деформирующегося грунта на газопровод.
Для обеспечения подвижности газопровода в грунте и снижения воздействия деформирующегося грунта на газопровод предусматриваются: непрямолинейная укладка газопровода по дну траншеи; применение малозащемляющих материалов для засыпки траншей после укладки труб.
В качестве малозащемляющих материалов для засыпки траншей газопровода применяют песок, песчаный грунт и другой грунт, обладающий малым сцеплением частиц.
Протяженность зоны защиты газопровода определяется длиной мульды сдвижения, увеличенной на 150 диаметров газопровода в каждую сторону от ее границы.
5.35 Переходы газопроводов через реки, овраги и железнодорожные пути в выемках, а также в местах, где возможно образование провалов и трещин, рекомендуется предусматривать надземными из стальных труб.
5.36 На газопроводах в пределах подрабатываемых территорий рекомендуется предусматривать дополнительную установку контрольных трубок на крутоизогнутых углах поворота и в местах разветвления сети.
Для предохранения от механических повреждений контрольные трубки в зависимости от местных условий должны быть выведены под ковер или другое защитное устройство.
Сейсмические районы
5.37 При проектировании газопроводов из полиэтиленовых труб для строительства в районах с сейсмичностью свыше 8 баллов руководствуются требованиями СНиП 42-01 и СНиП II-7.
5.38 На участках пересечения трассой газопровода активных тектонических разломов рекомендуется применять надземную прокладку из стальных труб.
5.39 Переходы газопроводов через реки, овраги и железнодорожные пути в выемках рекомендуется предусматриваться также надземными из стальных труб.
5.40 Контрольные трубки рекомендуется дополнительно предусматривать в местах врезки газопроводов, на крутоизогнутых углах поворота и в местах расположения соединений «полиэтилен-сталь».
Районы с пучинистыми, просадочными и набухающими грунтами
5.41 При проектировании газопроводов для районов с пучинистыми, просадочными и набухающими грунтами руководствуются требованиями СНиП 42-01 и СНиП 2.02.01.
5.42 Глубина прокладки газопроводов при одинаковой степени пучинистости, набухаемости или просадочности по трассе принимается до верха трубы:
- в среднепучинистых, средненабухающих, сильнопучинистых и II типа просадочности - не менее 0,8 глубины промерзания, но не менее 0,9 м;
- в чрезмернопучинистых и сильнонабухающих - не менее 0,9 глубины промерзания, но не менее 1,0 м.
Прокладка газопроводов в слабопучинистых, слабонабухающих и I типа просадочности грунтах должна предусматриваться в соответствии с требованиями СНиП 42-01.
5.43 Прокладка газопроводов в грунтах неодинаковой степени пучинистости, набухаемости или просадочности по трассе (резко меняющийся состав грунта, изменение уровня грунтовых вод, переход газопровода из проезжей части дороги в газон и др.), а также в насыпных грунтах принимается до верха трубы - не менее 0,9 глубины промерзания, но не менее 1,0 м.
5.44 Значения дополнительных напряжений, обусловленных прокладкой газопроводов в пучинистых, просадочных или набухающих грунтах, определяются расчетом.
РАСЧЕТ ГАЗОПРОВОДОВ НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ
5.45 Расчет газопроводов на прочность и устойчивость положения (против всплытия) включает:
- определение размеров труб по рабочему (нормативному) давлению;
- проведение поверочного расчета принятого конструктивного решения, т.е. оценка допустимости назначенных радиусов упругого изгиба газопровода и температурного перепада;
- определение необходимой величины балластировки;
- обеспечение кольцевой формы поперечного сечения (предельно допустимой величины овализации).
Прочность и устойчивость газопроводов обеспечивается также на всех стадиях строительства и испытаний.
5.46 При расчетах на прочность и устойчивость газопроводов из полиэтиленовых труб срок службы принимается равным 50 годам.
Расчетные характеристики материала газопроводов
5.47 Расчетными характеристиками материала газопроводов являются: минимальная длительная прочность, определяемая по ГОСТ Р 50838, модуль ползучести материала трубы, коэффициент линейного теплового расширения, коэффициент Пуассона.
5.48 Минимальная длительная прочность согласно ГОСТ Р 50838 должна приниматься для труб из:
- ПЭ 80 - 8,0 МПа;
- ПЭ 100 - 10,0 МПа.
5.49 Модуль ползучести материала труб для срока службы газопровода 50 лет принимается в зависимости от температуры эксплуатации по графикам, приведенным на рисунке 3, где напряжения в стенке трубы определяются по формуле
![]() (2)
(2)
При напряжении в стенке трубы s меньше 1,5 МПа значение модуля ползучести следует принимать по кривой а рисунка 3.

а - s = 1,5 МПа; б - s = 2,5 МПа; в - s = 3 МПа; г - s = 4 МПа
Рисунок 3 - Значения модуля ползучести s материала труб для проектируемого срока эксплуатации 50 лет в зависимости от температуры транспортируемого газа
5.50 Коэффициент линейного теплового расширения материала труб принимается равным:
a = 2,2×10-4 (°C-1).
Коэффициент Пуассона материала труб должен приниматься равным m = 0,43.
Буквенные обозначения величин и единицы их измерения, принятые в расчетах на прочность и устойчивость, приведены в приложении В.
Нагрузки и воздействия
5.51 Нагрузки и воздействия, действующие на газопроводы, различаются на:
- силовые нагружения - внутреннее давление газа, вес газопровода, сооружений на нем и вес транспортируемого газа, давление грунта, гидростатическое давление и выталкивающая сила воды, нагрузки, возникающие при укладке и испытании;
- деформационные нагружения - температурные воздействия, воздействия предварительного напряжения газопровода (упругий изгиб, растяжка компенсаторов и т.д.), воздействия неравномерных деформаций грунта (просадки, пучение, деформации земной поверхности в районах горных выработок и т.д.);
- сейсмические воздействия.
5.52 Рабочее (нормативное) давление транспортируемого газа устанавливается проектом.
5.53 Собственный вес единицы длины газопровода определяется по формуле
где тq - расчетная масса 1 м трубы, принимаемая по ГОСТ Р 50838.
5.54 Давление грунта на единицу длины газопровода определяется по формуле
qm = rmgdehm (H/м). (4)
5.55 Гидростатическое давление воды определяется по формуле
pw = pwghw10-6 (МПа). (5)
5.56 Выталкивающая сила воды на единицу длины газопровода определяется по формуле
qw = (p/4)rwgde2 (H/м). (6)
5.57 Температурный перепад в материале труб принимается равным разности между температурой газа в процессе эксплуатации газопровода и температурой, при которой фиксируется расчетная схема газопровода.
5.58 Воздействие от предварительного напряжения газопровода (упругий изгиб по заданному профилю) определяется по принятому конструктивному решению газопровода.
5.59 Воздействия от неравномерных деформаций грунта (просадки, пучение, влияние горных выработок и т.д.) определяются на основании анализа грунтовых условий и возможного их изменения в процессе эксплуатации газопровода.
Проверка прочности принятого конструктивного решения
5.60 Проверка прочности газопровода согласно требованиям СНиП 42-01 состоит в соблюдении следующих условий:
- при действии всех нагрузок силового нагружения
sпрF £ 0,4MRS (МПа); (а)
- при совместном действии всех нагрузок силового и деформационного нагружений
sпрNS £ 0,5MRS (МПа); (в)
snpS £ 0,9MRS (MПa);
- при совместном действии всех нагрузок силового и деформационного нагружений и сейсмических воздействий
sпрNS £ 0,7MRS (МПа); (с)
snpS £ MRS (MПa).
При отсутствии 100 %-го контроля сварных швов газопроводов, соединенных сваркой нагретым инструментом встык, правые части условий (а), (в) и (с) принимаются с понижающим коэффициентом 0,95.
5.61 Значения sпрF , snpNS и sпрS должны определяться по формулам (7) - (9):
 (7)
(7)
 (8)
(8)
 (9)
(9)
где sоу - дополнительные напряжения в газопроводе, обусловленные прокладкой его в особых условиях;
sс - дополнительные напряжения в газопроводе, обусловленные прокладкой его в сейсмических районах, при этом используются условия прочности (с).
5.62 Значения дополнительных напряжений, обусловленных прокладкой газопроводов в пучинистых грунтах, должны приниматься в зависимости от глубины промерзания по таблице 3.
Таблица 3
|
Значения дополнительных напряжений, МПа при пучинистости грунта |
|||
|
средней |
сильной |
чрезмерной |
|
|
1,0 |
0,3 |
0,4 |
0,5 |
|
2,0 |
0,4 |
0,6 |
0,7 |
|
3,0 |
0,5 |
0,7 |
0,8 |
|
4,0 |
0,7 |
0,9 |
1,0 |
5.63 Значения дополнительных напряжений, обусловленных прокладкой газопроводов в средненабухающих грунтах и грунтах II типа просадочности, равны 0,6 МПа, в сильнонабухающих грунтах и на подрабатываемых территориях - 0,8 МПа.
Дополнительные напряжения учитываются в пределах рассматриваемого участка и на расстояниях 40de в обе стороны от него.
Дополнительные напряжения при прокладке газопроводов в слабонабухающих и слабопучинистых грунтах, в грунтах I типа просадочности не учитываются.
5.64 Значения дополнительных напряжений, обусловленных прокладкой газопроводов в сейсмических районах, определяются по формуле
![]() (10)
(10)
5.65 Значения коэффициента защемления газопроводов в грунте m0, скоростей распространения продольных сейсмических волн и сейсмических ускорений ас определяются по таблицам 4 и 5.
Таблица 4
|
Коэффициент защемления газопровода в грунте т0 |
Скорость распространения продольной сейсмической волны vc, км/с |
|
|
Насыпные, рыхлые пески, супеси, суглинки и другие, кроме водонасыщенных |
0,50 |
0,12 |
|
Песчаные маловлажные |
0,50 |
0,15 |
|
Песчаные средней влажности |
0,45 |
0,25 |
|
Песчаные водонасыщенные |
0,45 |
0,35 |
|
Супеси и суглинки |
0,60 |
0,30 |
|
Глинистые влажные, пластичные |
0,35 |
0,50 |
|
Глинистые, полутвердые и твердые |
0,70 |
2,00 |
|
Лесс и лессовидные |
0,50 |
0,40 |
|
Торф |
0,20 |
0,10 |
|
Низкотемпературные мерзлые (песчаные, глинистые, насыпные) |
1,00 |
2,20 |
|
Высокотемпературные мерзлые (песчаные, глинистые, насыпные) |
1,00 |
1,50 |
|
Гравий, щебень и галечник |
См. примеч. 2 |
1,10 |
|
Известняки, сланцы, песчаники (слабовыветренные и сильновыветренные) |
То же |
1,50 |
|
Скальные породы (монолиты) |
» |
2,20 |
|
Примечания: 1. В таблице приведены наименьшие значения vc, которые уточняют при изысканиях. 2. Значения коэффициента защемления газопровода принимают по грунту засыпки. |
||
Таблица 5
|
7 |
8 |
9 |
10 |
|
|
Сейсмическое ускорение ас, см/с2 |
100 |
200 |
400 |
800 |
5.66 Для газопроводов, прокладываемых в обычных условиях, зависимости между максимально допустимым температурным перепадом и минимально допустимым радиусом упругого изгиба при температуре эксплуатации 0 °С для различных значений SDR и MRS даны на рисунках 4 - 6.
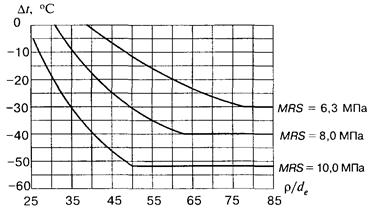
Рисунок 4 - Максимально допустимый отрицательный температурный перепад в зависимости от отношения радиуса упругого изгиба к наружному диаметру газопровода при температуре эксплуатации 0 °С и рабочем давлении 0,3 МПа для SDR 11 и различных MRS

Рисунок 5 - Максимально допустимый отрицательный температурный перепад в зависимости от отношения радиуса упругого изгиба к наружному диаметру газопровода при температуре эксплуатации 0 °С и рабочем давлении 0,6 МПа для SDR 11 и различных MRS
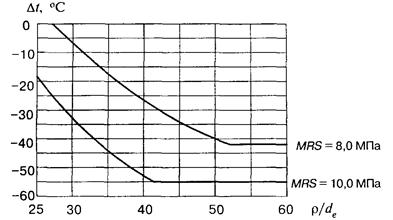
Рисунок 6 - Максимально допустимый отрицательный температурный перепад в зависимости от отношения радиуса упругого изгиба к наружному диаметру газопровода при температуре эксплуатации 0 °С и рабочем давлении 0,3 МПа для SDR 17,6 и различных MRS
Определение необходимой величины балластировки
5.67 Для обеспечения проектного положения газопроводов на подводных переходах, на участках прогнозного обводнения, на периодически обводняемых участках применяются следующие виды балластировки:
- пригрузы из высокоплотных материалов (железобетон, чугун и др.);
- грунт обратной засыпки, закрепляемый нетканым синтетическим материалом (НСМ);
- пригрузы из синтетических прочных тканей, наполненные минеральным грунтом или цементно-песчанной смесью.
5.68 При балластировке газопровода пригрузами из высокоплотных материалов (железобетон, чугун и др.) расстояния между ними должны быть не более определяемых условиями:
![]() (11)
(11)
 (12)
(12)
где нагрузка от упругого отпора газопровода qизг при свободном изгибе газопровода в вертикальной плоскости должна определяться по формулам:
для выпуклых кривых
![]() (13)
(13)
для вогнутых кривых
![]() (14)
(14)
5.69 Значения коэффициента надежности устойчивого положения для различных участков газопровода принимаются по таблице 6.
Таблица 6
|
Значение ga |
|
|
Обводненные и пойменные за границами производства подводно-технических работ, участки трассы |
1,05 |
|
Русловые участки трассы, включая прибрежные участки в границах производства подводно-технических работ |
1,10 |
Коэффициент надежности по материалу пригруза принимается:
- для железобетонных грузов и мешков с цементно-песчаной смесью - 0,85;
- для чугунных грузов - 0,95.
Вес пригруза определяется по соответствующим стандартам или ТУ.
5.70 При балластировке газопровода грунтом обратной засыпки, закрепляемым нетканым синтетическим материалом (НСМ), высота грунта, закрепляемого в траншее НСМ (расстояние от оси трубы до верха закрепляемого НСМ грунта), должна быть не менее величины, определяемой формулой
![]() (15)
(15)
где ![]()
![]()
с = 2kqгрtg(0,7j),
где ![]()
k - безразмерный коэффициент, численно равный внешнему диаметру трубы, м.
Значения сгр, j, rгр и е принимаются по результатам инженерных изысканий по трассе газопровода. Допускается определение этих величин по соответствующей нормативно-технической документации.
Если полученная по формуле (15) величина Н0 меньше глубины заложения газопровода, определяемой требованиями СНиП 42-01, то принимается глубина заложения газопровода, регламентируемая этим документом.
Обеспечение допустимой овализации и устойчивости круглой формы поперечного сечения газопровода
5.71 Для обеспечения допустимой овализации поперечного сечения газопровода согласно требованиям СНиП 42-01 должно соблюдаться условие
 (16)
(16)
где коэффициент z принимается равным:
- при укладке на плоское основание - 1,3;
- при укладке на спрофилированное основание - 1,2.
Полная погонная эквивалентная нагрузка Q вычисляется по формуле
![]() (17)
(17)
где bi - коэффициенты приведения нагрузок;
Qi - составляющие полной эквивалентной нагрузки.
Параметр жесткости сечения газопровода D определяется по формуле
 (18)
(18)
Внешнее радиальное давление ре принимается равным:
- для необводненных участков - нулю;
- для обводненных участков - pw.
5.72 Составляющие полной погонной эквивалентной нагрузки определяются по формулам (19) - (23):
от давления грунта
![]() (19)
(19)
где значения коэффициента kгр в зависимости от глубины заложения газопровода и вида грунта определяются по таблице 7;
Таблица 7
|
Значения коэффициента kгр для грунтов |
||
|
Песок, супесь, суглинок твердый |
Суглинок тугопластичный, глина твердой консистенции |
|
|
0,5 |
0,82 |
0,85 |
|
1,0 |
0,75 |
0,78 |
|
2,0 |
0,67 |
0,70 |
|
3,0 |
0,55 |
0,58 |
|
4,0 |
0,49 |
0,52 |
|
5,0 |
0,43 |
0,46 |
|
6,0 |
0,37 |
0,40 |
|
7,0 |
0,32 |
0,34 |
|
8,0 |
0,29 |
0,32 |
от собственного веса газопровода
Q2 = 1,1qq (Н/м); (20)
от выталкивающей силы воды на обводненных участках трассы
Q3 = 1,2qw (Н/м); (21)
от равномерно распределенной нагрузки на поверхности засыпки
Q4 = 1,4qvdekн (Н/м), (22)
где ![]()
Значение интенсивности равномерно распределенной нагрузки на поверхности грунта qv при отсутствии специальных требований принимают равным 5,0 кН/м2;
от подвижных транспортных средств
Q5 = gтqтde (Н/м), (23)
где коэффициент gт принимается равным:
- для нагрузки от автомобильного транспорта - 1,4;
- для нагрузки от гусеничного транспорта - 1,1;
нагрузка qт принимается в зависимости от глубины заложения газопровода по рисунку 7.
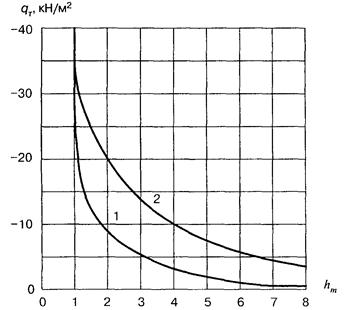
1 - для нагрузки от автомобильного транспорта; 2 - для нагрузки от гусеничного транспорта
Рисунок 7 - Зависимость нагрузки от транспортных средств, от глубины заложения газопровода при нерегулярном движении транспорта
Для газопроводов, укладываемых в местах, где движение транспортных средств невозможно, величина gтqт принимается равной 5000 Н/м2.
5.73 Значения коэффициентов приведения нагрузок b1 и b2 принимаются в зависимости от вида укладки по таблице 8.
Таблица 8
|
b1 |
b2 |
|
|
Укладка на: |
||
|
плоское основание спрофилированное с углом охвата: |
0,75 |
0,75 |
|
70° |
0,55 |
0,35 |
|
90° |
0,50 |
0,30 |
|
120° |
0,45 |
0,25 |
Значения коэффициентов b3, b4 и b5 принимаются равными:
b3 = b4 = b5 = 1.
5.74 Для обеспечения устойчивости круглой формы поперечного сечения газопровода соблюдается условие
 (24)
(24)
В качестве критической величины внешнего давления должно приниматься меньшее из двух значений, определенных по формулам (25), (26):
Ркр = 0,7(DEгр)0,5 (МПа); (25)
Ркр = D + 0,143Eгр (МПа). (26)
Примеры расчета на прочность и устойчивость приведены в приложении Г.
6 СТРОИТЕЛЬСТВО
ВХОДНОЙ КОНТРОЛЬ КАЧЕСТВА ТРУБ И СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ ПОЛИЭТИЛЕНА, А ТАКЖЕ СИНТЕТИЧЕСКИХ ТКАНЕВЫХ ШЛАНГОВ И СПЕЦИАЛЬНОГО ДВУХКОМПОНЕНТНОГО КЛЕЯ
6.1 При поступлении партии труб или соединительных деталей в строительную организацию производят входной контроль их качества путем внешнего осмотра и измерения основных геометрических параметров изделий на соответствие нормативной документации.
Внешний осмотр и определение размеров труб или деталей производят по методикам, указанным в нормативной документации на изделие.
При поступлении в строительную организацию синтетических тканевых шлангов и специального двухкомпонентного клея входной контроль качества осуществляется путем внешнего осмотра с учетом требований технических условий на эти изделия.
6.2 Входной контроль качества труб и соединительных деталей из полиэтилена производится в соответствии с требованиями СНиП 3.01.01 и ПБ 12-529.
6.3 Сертификат качества, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак завода-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии, м (шт.); марку сырья; результаты испытаний или подтверждение о соответствии результатов испытаний требованиям стандарта на изделие; дату выпуска партии; подпись и штамп ОТК.
Сертификат качества, сопровождающий катушку с полиэтиленовой профилированной трубой, содержит: наименование и (или) товарный знак завода-изготовителя; дату изготовления; условное обозначение трубы; диаметр и толщину стенки трубы, мм; длину, м; марку сырья; результаты испытаний или подтверждение о соответствии результатов испытаний требованиям стандарта на изделие; дату выпуска трубы; подпись и штамп ОТК.
Паспорт качества, сопровождающий синтетический тканевый шланг, содержит: наименование и (или) товарный знак завода-изготовителя; дату изготовления; серийный номер шланга; номинальный и внутренний диаметры, мм; длину, м; обозначение среды - «Для газа»; подпись и штамп ОТК.
6.4 Размер партии труб не должен превышать величину, установленную ГОСТ Р 50838 или другими нормативными документами.
Размер партии соединительных деталей не должен превышать величину:
- для соединительных деталей без ЗН - не более 2000 шт.
- для соединительных деталей с ЗН - не более 1000 шт.
6.5 Для проведения входного контроля от партии труб (деталей) отбирается:
dе225 мм - 2 % труб или соединительных деталей
dе160 и 110 мм - 1 % » » » »
de63 и 40 мм - 0,5 % » » » »
de32 и 20 мм - 0,25 % » » »
Количество отбираемых для измерений труб и деталей должно быть не менее 5 образцов. Если количество поступивших труб или деталей меньше 5 штук, то проверяются все.
Размеры труб, поступивших в бухтах или катушках, проверяются на концах.
6.6 Внешний вид поверхности труб и деталей определяется визуально, без применения увеличительных приборов. Механические испытания труб и соединительных деталей при входном контроле не предусматриваются. У синтетических тканевых шлангов проверяется целостность защитной упаковки на катушке.
6.7 По внешнему виду трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях не допускаются пузыри, трещины, раковины, посторонние включения. Трубы бывают цветными, черными или черными с цветными продольными маркировочными полосами в количестве не менее трех, равномерно распределенными по окружности трубы. Характерный цвет газовой трубы или маркировочных полос на ней из ПЭ 80 - лимонно-желтый; из ПЭ 100 - желто-оранжевый (см. цветную вставку). Черные трубы без маркировочных полос, имеющие нечеткую маркировку завода-изготовителя, применять для строительства газопроводов не рекомендуется.
Внутренние и наружные поверхности соединительных деталей не должны иметь следов усадки, трещин, вздутий и других повреждений, ухудшающих их эксплуатационные свойства. Допускаются незначительные следы от формующего инструмента, следы механической обработки и холодных стыков. Цвет соединительных деталей желтый, оранжевый и черный.
6.8 Размеры (диаметр и толщина стенки) и овальность труб и деталей определяют при температуре (23 ± 5) °С. Перед измерением их выдерживают при указанной температуре не менее 2 ч.
Овальность торцов труб регламентируется допусками на овальность соединительных деталей.
Проверку среднего наружного диаметра проводят на каждой трубе на расстоянии не менее 150 мм от торцов в одном сечении измерением периметра трубы с погрешностью не более 0,1 мм и делением на 3,142. Допускается определять средний наружный диаметр как среднее арифметическое измерений в двух взаимно перпендикулярных направлениях.
У полиэтиленовых труб с защитной оболочкой проверяют (на торце трубы) наружный диаметр, толщину стенки полиэтиленовой трубы, а также толщину защитной оболочки.
У полиэтиленовых профилированных труб измеряют внешний наружный диаметр (в нерасправленном виде) и толщину стенки.
Измерения производятся рулеткой по ГОСТ 7502, штангенциркулем (ГОСТ 166) или микрометром (ГОСТ 6507) с погрешностью не более 0,1 мм.
6.9 Для соединительных деталей без закладных нагревателей (ЗН) (ТУ 6-19-359, ТУ 2248-001-18425183) проводят проверку величины наружного присоединительного диаметра и толщины стенки детали в зоне присоединения. Измерения проводят на расстоянии 5 мм от торца детали аналогично с измерением размеров труб.
Для муфт полиэтиленовых с ЗН (ТУ 2291-032-00203536) контролируют средний внутренний диаметр раструба нутромером индикаторным по ГОСТ 868, который вычисляют как среднее арифметическое значение максимального и минимального диаметра.
У седелок крановых с ЗН (ТУ 2248-031-00203536) контролируют величину присоединительного диаметра корпуса отвода и накладки с помощью проходного и непроходного калибров-шаблонов на наличие зазора в зоне сварки и величину среднего наружного диаметра хвостовика корпуса седелки на соответствие требованиям ТУ.
У деталей с ЗН, упакованных в индивидуальные полиэтиленовые пакеты, проверяют целостность упаковки.
У неразъемных соединений «полиэтилен-сталь» (ТУ 2248-025-00203536) проводят проверку целостности защитного покрытия в месте соединения полиэтиленовой и стальной частей соединения, величин наружных диаметров и толщины стенки на торцах детали. Измерения проводят на расстоянии 5 мм от торца детали аналогично с измерением размеров труб.
6.10 Толщину стенки измеряют микрометром с обоих концов каждой трубы (детали) с погрешностью не более 0,01 мм в четырех равномерно распределенных по окружности точках:
- у труб с обоих концов - на расстоянии не менее 10 мм от торца;
- у деталей на каждом присоединительном конце - на расстоянии 5 мм от торца.
6.11 Овальность труб и соединительных деталей всех видов определяют как разность между максимальным и минимальными наружными диаметрами, измеренными в одном сечении пробы с погрешностью не более ± 0,1 мм, штангенциркулем или микрометром.
6.12 Допускаемые отклонения геометрических параметров регламентированы соответствующими нормативными документами на выпуск изделия.
Таблица 9
|
Приблизительная длина трубы на катушке, м |
|||||||
|
Наружный диаметр, м |
Наружная ширина, м |
Внутренняя ширина, м |
Номинальный наружный диаметр трубы, мм |
||||
|
40 |
50 |
63 |
110 |
160 |
|||
|
2,2 |
1,18 |
1,00 |
1200 |
800 |
400 |
- |
- |
|
2,4 |
1,18 |
1,00 |
1500 |
1000 |
600 |
- |
- |
|
2,6 |
1,18 |
1,00 |
2100 |
1300 |
700 |
- |
- |
|
3,1 |
1,21 |
1,00 |
- |
- |
1300 |
250 |
- |
|
3,1 |
1,46 |
1,25 |
- |
- |
1600 |
300 |
- |
|
3,1 |
1,71 |
1,50 |
- |
- |
2000 |
400 |
- |
|
3,1 |
1,96 |
1,75 |
- |
- |
2350 |
450 |
- |
|
3,1 |
2,21 |
2,00 |
- |
- |
2700 |
500 |
- |
|
4,1 |
2,20 |
2,10 |
- |
- |
- |
- |
250 |
6.13 По истечении гарантийного срока хранения, указанного в технических условиях, или при нечеткой маркировке труб и соединительных деталей, а также при несоответствии данных маркировки на изделие сопроводительному документу или утере документа о качестве трубы и соединительные детали отбраковываются. Их пригодность к строительству определяется по результатам проведения комплекса испытаний в соответствии с требованиями нормативной документации на их выпуск.
6.14 При получении неудовлетворительных результатов испытания хотя бы по одному из показателей (внешнему виду, размерам, овальности) этот показатель контролируется повторно на удвоенном количестве образцов, взятых из той же партии. В случае вторичного получения неудовлетворительных результатов данная партия труб (деталей) отбраковывается.
6.15 При поступлении труб и деталей на объект производятся внешний осмотр с целью обнаружения возможных повреждений при транспортировке, а также проверка на соответствие маркировок сопроводительным документам.
ТРАНСПОРТИРОВКА ТРУБ И ДЕТАЛЕЙ
6.16 Транспортирование и хранение труб и соединительных деталей осуществляют в соответствии с требованиями нормативной документации на трубы и соединительные детали, а также положениями настоящего СП.
Одиночные трубы для транспортировки и хранения связываются в пакеты массой до 3 т. Из пакетов могут формировать блок-пакеты массой до 5 т.
Трубы длинномерные диаметром до 160 мм включительно сматываются для транспортировки и хранения в бухты или наматываются на катушки.
Трубы диаметром 225 мм и более могут перевозиться без формирования пакетов.
6.17 Длина труб в прямых отрезках может быть от 5 м до 24 м с кратностью 0,5 м, длина труб в бухтах составляет от 50 м до 200 м. Длина труб на катушках определяется заводом-изготовителем и объемом заказа по диаметрам от 40 мм до 160 мм. Приблизительная длина трубы на катушке по отдельным диаметрам приведена в таблице 9.
Ориентировочная длина профилированных полиэтиленовых труб, намотанных на катушку диаметром 3,1 м, шириной 2,15 м и внутренним диаметром 2,15 м, приведена в таблице 10.
Таблица 10
|
SDR |
Длина поставки, м |
|
|
100 |
11; 17/17,6 |
700 - 1300 |
|
125 |
11; 17/17,6 |
500 - 900 |
|
150 |
11; 17/17,6; 26 |
600 |
|
200 |
11; 17/17,6; 26 |
300 |
|
225 |
11; 17/17,6; 26 |
270 |
|
250 |
11; 17/17,6; 26 |
200 |
|
300 |
17/17,6; 26 |
150 |
|
350 |
17/17,6; 26 |
100 |
|
400 |
17/17,6; 26 |
90 |
6.18 Транспортная маркировка наносится на грузовые места в соответствии с требованиями ГОСТ 14192.
6.19 Бухты и пакеты скрепляют средствами по ГОСТ 21650. Бухты должны быть скреплены не менее чем в шести местах. Концы труб должны быть пригнуты к бухте. Внутренний диаметр бухты должен быть не менее 20 наружных диаметров трубы.
6.20 Пакеты труб длиной 6 м скрепляют не менее чем в двух местах, большей длины - не менее чем в трех местах.
При транспортировке труб с большим числом перевалок (в труднодоступные регионы) пакеты должны быть скреплены как минимум в четырех местах независимо от длины труб.
Трубы в пакетах должны храниться на чистой, ровной поверхности и снаружи поддерживаться опорами. В целях безопасности высота уложенных пакетов не должна превышать 3 м (рисунок 8).
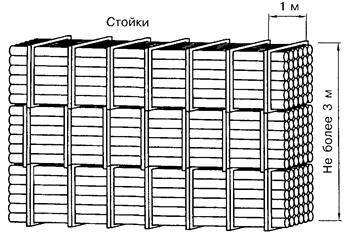
Рисунок 8 - Хранение труб в пакетах
6.21 Трубы можно транспортировать любым видом транспорта с закрытым или открытым кузовом (в крытых или открытых вагонах) с основанием, исключающим провисание труб.
Транспортировка труб плетевозами не допускается.
6.22 При выполнении погрузочно-разгрузочных операций не допускается перемещение труб волоком; сбрасывать трубы и детали с транспортных средств запрещается.
При перевозке труб автотранспортом длина свешивающихся с кузова машины или платформы концов труб не должна превышать 1,5 м.
Трубы, поставляемые на катушках, перевозятся на специальных прицепах в вертикальном положении, допускается транспортировка на платформах в горизонтальном положении.
Бухты транспортируются в горизонтальном, а при наличии специальных опор - в вертикальном положении.
6.23 Во избежание повреждения труб при их транспортировке о металлические и другие твердые предметы нижний ряд труб располагают на деревянных подкладках, укрепленных на платформе транспортного средства. Не связанные в пакеты трубы укладывают так, чтобы в нижнем ряду они располагались вплотную одна к другой, а в последующих рядах - в гнездах, образуемых нижележащими трубами.
Число рядов должно быть не более:
- для труб диаметром менее 160 мм - 14;
- » » » более 160 мм - 10.
Для погрузочно-разгрузочных работ рекомендуется использовать вилочные автопогрузчики.
Для подъема упаковок соединительных деталей нельзя использовать крюки. Захваты автопогрузчика должны быть соответствующим образом закрыты, например обрезками полиэтиленовой трубы, или использованы деревянные европоддоны.
6.24 В качестве строповочных средств используют текстильные канаты. Использовать стальные канаты для подъема одиночных труб или пакет «удавкой» не рекомендуется.
6.25 Трубы и соединительные детали необходимо оберегать от ударов и механических нагрузок, а их поверхности - от нанесения царапин. При транспортировке следует избегать изгиба труб. Особенно осторожно следует обращаться с трубами и деталями при низких температурах.
Во избежание перемещений труб при перевозке их необходимо закреплять на транспортных средствах текстильными стропами.
6.26 Транспортировка, погрузка и разгрузка труб производятся при температуре наружного воздуха не ниже минус 20 °С. Допускается погрузку, разгрузку и транспортировку труб в пакетах производить при температурах не ниже минус 40 °С; при этом избегают резких рывков и соударений.
6.27 Трубы хранятся в соответствии с требованиями ГОСТ Р 50838. Заглушки, которые предотвращают попадание грязи в трубы, во время хранения не снимаются.
6.28 Соединительные детали трубопроводов рекомендуется доставлять на объекты строительства в контейнерах, в которых они надежно закреплены. На контейнеры наносится надпись «Не бросать».
6.29 Упаковка может производиться в следующие виды тары: ящики фанерные или ящики досчатые по ГОСТ 9396; ящики деревянные по ГОСТ 18573, ГОСТ 2991 типов IV, VI-2, VI-6, VII; контейнеры-пакеты мягкие из резинотекстильного материала; контейнеры мягкие специальные разового использования типа МКР-1.ОМ или мешки из полиэтиленовой пленки.
6.30 При транспортировании в крытых вагонах, в контейнерах по ГОСТ 19667 или крытым автомобильным транспортом допускается упаковка в ящики из гофрированного картона по ГОСТ 9142, ГОСТ 22852, бумажные мешки по ГОСТ 2226, полиэтиленовые мешки по ГОСТ 17811, мешки из полиэтиленовой пленки по ГОСТ 10354.
6.31 Упаковка деталей при транспортировании в районах Крайнего Севера производится в соответствии с ГОСТ 15846.
Допускается и другой вид упаковки, обеспечивающий сохранность деталей при транспортировке и хранении в течение гарантийного срока.
6.32 Трубы и соединительные детали хранятся отдельно по партиям, сортаменту, виду материала. Не допускается при хранении смешивать трубы и детали из полиэтилена разных марок и SDR.
6.33 На складе хранения труб и деталей не допускается проведение газоэлектросварочных и других огневых работ.
6.34 Для предохранения штабелей труб от раскатывания крайние трубы необходимо подклинивать. С этой целью можно использовать и другие приемы или средства: упоры-ограждения, сборно-разборные стеллажи и т.п. (рисунок 9).
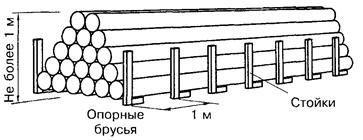
Рисунок 9 - Хранение отдельных труб в штабеле
Высота штабеля при предполагаемом сроке хранения свыше двух месяцев не превышает 2,0 м. При меньших сроках хранения высота штабеля должна быть, как правило, не более:
- 3,0 м - для труб типа SDR 17,6;
- 4,0 м - » » » SDR 11.
6.35 Трубы при складировании укладывают в «седло» или послойно с прокладками между ярусами (при укладке пакетов). Бухты хранят уложенными в горизонтальном положении.
Катушки большого диаметра хранятся в вертикальном положении между специальными опорами. На складе необходимо иметь оборудование для безопасного подъема, перемещения и погрузки.
6.36 Соединительные детали хранят в закрытых складских помещениях в условиях, исключающих их деформирование, попадание масел и смазок (укладывают в полиэтиленовые мешки), не ближе 1 м от нагревательных приборов, желательно на стеллажах.
Соединительные детали с ЗН хранятся в индивидуальных герметичных полиэтиленовых пакетах до момента их использования.
Соединительные детали с наваренными отводами для стыковой сварки могут храниться на открытом воздухе, но при условии защиты от повреждений и воздействия прямых солнечных лучей.
6.37 Катушки с синтетическим тканевым шлангом и компоненты клея всегда находятся в отапливаемом помещении. Синтетические тканевые шланги защищаются от воздействия солнечных лучей и теплоты. Защитную оболочку убирают непосредственно перед началом санирования.
6.38 Катушки со шлангом допускается поднимать только при помощи стержня (оси), продетого через ступицу катушки. Подъемные устройства для погрузки-разгрузки (вилочный автопогрузчик, краны или лебедки, оборудованные стрелой с достаточной грузоподъемностью) ни в коем случае не должны соприкасаться с синтетическим тканевым шлангом или его гибкой защитной оболочкой. Катушки должны устанавливаться на платформе прицепа при помощи деревянных клиньев, прикрепленных к полу прицепа. Ремни, перетянутые через катушки, являются дополнительной действенной защитой. Ширина крепежного ремня должна быть не менее 100 мм.
КВАЛИФИКАЦИОННЫЕ ИСПЫТАНИЯ СВАРЩИКОВ
6.39 Для проверки квалификации сварщик, аттестованный в соответствии с РД-03-495, должен, как правило, сварить в условиях, близких к производственным, допускные сварные соединения. Сварка допускных сварных соединений производится в следующих случаях:
- если сварщик впервые приступает к работе на предприятии;
- при перерыве в производстве сварочных работ стыковым способом более двух месяцев;
- при изменении типа сварочного оборудования (для проверки технологических параметров сварки);
- при изменении класса материала (ПЭ 80, ПЭ 100), диаметров (и толщин стенок) свариваемых нагретым инструментом встык труб, если работы выполняются впервые;
- при применении способа сварки, не предусмотренного СНиП 42-01.
6.40 Допускные сварные соединения изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм, сваренных между собой при помощи деталей с ЗН или нагретым инструментом встык. Количество допускных соединений при сварке деталями с ЗН должно быть не менее одного, при сварке нагретым инструментом встык - должно составлять не менее:
- одного - при использовании сварочной техники с высокой степенью автоматизации;
- двух - при использовании сварочной техники со средней степенью автоматизации;
- трех - при использовании сварочной техники с ручным управлением.
6.41 Допускные сварные соединения независимо от способа сварки подвергают визуальному контролю (внешнему осмотру) и измерительному контролю геометрических параметров.
Если по результатам внешнего осмотра сварные соединения не отвечают установленным требованиям, то сварщик выполняет сварку повторно. Отбор сварных соединений для механических испытаний осуществляют после получения положительных результатов визуального и измерительного контроля.
6.42 Допускные стыки, сваренные нагретым инструментом встык, подвергают:
- механическим испытаниям на осевое растяжение;
- ультразвуковому контролю.
6.43 Допускные сварные соединения, сваренные соединительными деталями с ЗН, подвергают механическим испытаниям:
- для муфт, переходов, тройников, заглушек - на сплющивание;
- для седловых отводов - на отрыв.
6.44 Критерии оценки качества допускных стыков по результатам внешнего осмотра, механических испытаний и ультразвукового контроля, а также методики проведения испытаний приведены в СНиП 42-01 и настоящем СП в разделе «Контроль качества работ».
6.45 При неудовлетворительных результатах механического или ультразвукового испытания хотя бы одного сварного соединения сварщик выполняет сварку их удвоенного количества. Если при повторном контроле получены неудовлетворительные результаты хотя бы по одному из дополнительно сваренных соединений, то сварщик признается не выдержавшим испытания и должен пройти переаттестацию в установленном порядке.
6.46 По результатам механических испытаний и ультразвукового контроля допускных сварных соединений оформляются протоколы установленной формы, на основании которых сварщик допускается (не допускается) к проведению сварочных работ.
СВАРКА ГАЗОПРОВОДОВ
6.47 Соединения полиэтиленовых труб между собой и с полиэтиленовыми соединительными деталями выполняются двумя методами сварки: сваркой встык нагретым инструментом и сваркой при помощи соединительных деталей с закладными нагревателями (ЗН). Соединения полиэтиленовых труб со стальными трубами (или арматурой) выполняются разъемными (с помощью фланцев) или неразъемными, допускается применение соединений «полиэтилен-сталь» с резьбовым металлическим концом для труб малых диаметров (до 50 мм).
6.48 Сварочные работы могут производиться при температуре окружающего воздуха от минус 15 °С до плюс 45 °С. При выполнении сварочных работ при других температурах в технических условиях, стандартах или сертификатах на материалы определяется особый технологический режим сварки, который должен быть аттестован в соответствии с РД 03-615. Если особый режим сварки не установлен в этих документах, то при более широком интервале температур сварочные работы рекомендуется выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
Место сварки защищают от атмосферных осадков, ветра, пыли и песка, а в летнее время и от интенсивного солнечного излучения. При сварке свободный конец трубы или плети закрывают для предотвращения сквозняков внутри свариваемых труб.
6.49 Концы труб, деформированные сверх нормативного значения или имеющие забоины, рекомендуется обрезать под прямым углом. Гильотины или телескопические труборезы используются для обрезки труб диаметром свыше 63 мм, для меньших диаметров применяют ручные ножницы.
6.50 Сварочное оборудование проходит систематическое ежегодное сервисное обслуживание предприятием фирмы-производителя этого оборудования либо представителем фирмы, имеющим допуск к сервисному обслуживанию этого оборудования. Дата последующего сервисного обслуживания должна, как правило, автоматически вводиться в протоколы сварки при проведении монтажных работ.
Аттестацию сварного оборудования производят в соответствии с РД 03-614.
Сварка встык нагретым инструментом
6.51 Сваркой встык нагретым инструментом соединяются трубы и детали с толщиной стенки по торцам более 5 мм. Не рекомендуется сварка встык труб с разной толщиной стенок (SDR), изготовленных из разных марок полиэтилена и длинномерных труб.
Технологические параметры сварки выбираются по таблицам приложения Д в соответствии с маркой полиэтилена, из которого изготовлены трубы и детали.
6.52 Сборку и сварку труб и деталей рекомендуется производить на сварочных машинах с высокой и средней степенью автоматизации процесса сварки. Допускается также использовать машины с ручным управлением процессом сварки, но с обязательным автоматическим поддержанием заданной температуры нагретого инструмента. (Не рекомендуется применять нагревательные инструменты, нагреваемые газом.) Перечень сварочных машин приведен в приложении Е.
6.53 Технологический процесс соединения труб и деталей сваркой встык включает (рисунок 10):
- подготовку труб и деталей к сварке (очистка, сборка, центровка, механическая обработка торцов, проверка совпадения торцов и зазора в стыке);
- сварку стыка (оплавление, нагрев торцов, удаление нагретого инструмента, осадка стыка, охлаждение соединения).
6.54 Перед сборкой и сваркой труб, а также соединительных деталей необходимо тщательно очистить их полости от грунта, снега, льда, камней и других посторонних предметов, а соединяемые концы - от всех загрязнений на расстояние не менее 50 мм от торцов. Концы труб, защищенных полипропиленовой оболочкой, освобождаются от нее с помощью специального ножа на расстояние не менее 15 мм.
Очистку производят сухими или увлажненными кусками мягкой ткани из растительных волокон с дальнейшей протиркой и просушкой. Если концы труб или деталей (вследствие небрежного хранения) окажутся загрязненными смазкой, маслом или какими-либо другими жирами, то их обезжиривают с помощью спирта, ацетона или специальных обезжиривающих составов. Не рекомендуется производить очистку и обезжиривание цветными и синтетическими волокнистыми тканями.
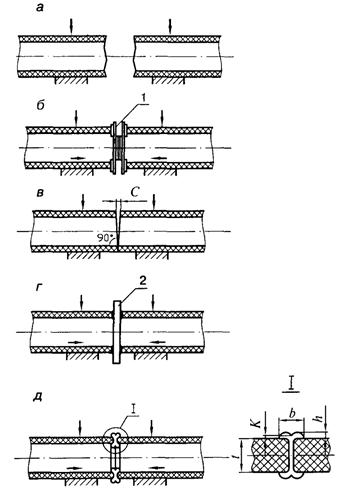
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 7; в - проверка соосности и точности совпадения торцов по величине зазора С; г - оплавление и нагрев свариваемых поверхностей нагретым инструментом 2; д - осадка стыка до образования сварного соединения (в сечении I даны буквенные обозначения основных геометрических размеров соединения встык, регламентированные, 8.11, 8.12, таблицей 23 настоящего СП)
Рисунок 10 - Последовательность процесса сборки и сварки встык труб из полиэтилена
6.55 Сборку свариваемых труб и деталей, включающую установку, соосную центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины.
Концы труб и деталей центруют по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10 % толщины стенок труб и деталей. Подгонку труб и деталей при центровке осуществляют поворотом одного из свариваемых концов вокруг их оси, перестановкой опор по длине трубы.
При сварке встык вылет концов труб из зажимов центраторов обычно составляет 15 - 30 мм, а привариваемых деталей - не менее 5 - 15 мм.
6.56 Закрепленные и сцентрированные концы труб и деталей перед сваркой подвергают механической обработке - торцеванию с целью выравнивания свариваемых поверхностей непосредственно в сварочной машине.
После механической обработки загрязнение поверхности торцов не допускается.
Удаление стружки из полости трубы или детали производят с помощью кисти, а снятие заусенцев с острых кромок торца - с помощью ножа.
После обработки еще раз проверяют центровку и отсутствие зазоров в стыке. Между торцами, приведенными в соприкосновение, не должно быть зазоров, превышающих:
- 0,3 мм - для труб диаметром до 110 мм;
- 0,5 мм - » » » св. 110 мм до 225 мм;
- 0,8 мм - » » » от 250 мм до 315 мм включ.
- 1,0 мм - » » » 355 мм и выше.
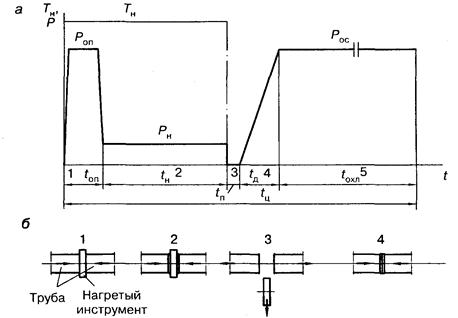
6.57 Основными параметрами сварки встык являются:
- температура нагретого инструмента Тн;
- продолжительность оплавления tоп и нагрева tн;
- давление нагретого инструмента на торцы при оплавлении Роп и нагреве Рн;
- продолжительность технологической паузы между окончанием нагрева и началом осадки tп;
- давление на торцы при осадке Рос;
- время охлаждения сваренного стыка под давлением осадки tохл.
Для машин со средней и высокой степенью автоматизации дополнительным нормируемым параметром может являться время нарастания давления осадки tд.
6.58 Изменение величины параметров во времени в процессе сварки производят по циклограмме (рисунок 11).
6.59 Температуру рабочей поверхности нагретого инструмента выбирают по таблице Д.1 приложения Д в зависимости от материала свариваемых труб (ПЭ 80, ПЭ 100). Продолжительность оплавления tоп, как правило, не нормируется и зависит от появления первичного грата.
6.60 Оплавление и нагрев торцов свариваемых труб и деталей осуществляют одновременно посредством их контакта с рабочими поверхностями нагретого инструмента.
Оплавление торцов необходимо выполнять при давлении Роп = 0,2 ± 0,02 МПа в течение времени tоп, достаточного для образования по всему периметру контактирующих с нагревателем торцов труб валиков расплавленного материала (первичного грата) высотой не менее:
- 1,0 мм при толщине стенки труб от 5 до 10 мм;
- 1,5 мм » » » » » 10 » 12 мм;
- 2,0 мм » » » » » 12 » 20 мм;
- 2,5 мм » » » » » 20 » 26 мм;
- 3,0 мм » » » » » 26 » 35 мм.
После появления первичного грата давление необходимо снижать до Рн = 0,02 ± 0,01 МПа и торцы нагревать в течение времени tн, которое в зависимости от сортамента (толщины стенки) труб и деталей, температуры окружающего воздуха Т0 следует выбирать по таблице Д.2 приложения Д.
а - диаграмма изменения во времени t давления на торцах Р и температуры нагретого инструмента Tн; б - последовательность протекания процесса сварки;
1 - оплавление торцов; 2 - нагрев концов труб; 3 - вывод нагретого инструмента (технологическая пауза); 4, 5 - осадка и охлаждение стыка
Рисунок 11 - Циклограмма процесса сварки встык нагретым инструментом труб из полиэтилена
Допускается давление Рн снижать до минимума при сохранении постоянства контакта торцов труб (деталей) с нагретым инструментом.
6.61 Продолжительность технологической паузы, необходимой для удаления нагретого инструмента, должна быть минимальной, не более:
- 3 с - для труб de 63 мм;
- 4 с - » » de 90 - 140 мм;
- 5 с - » » de 160 - 225 мм;
- 6 с - » » de 250 - 315 мм.
6.62 После удаления нагретого инструмента торцы труб и деталей сводят и производят осадку стыка при давлении Рос = 0,2 ± 0,02 МПа. Осадку стыка необходимо осуществлять плавным увеличением давления до заданного уровня.
Время нарастания давления осадки tд, с, для труб из ПЭ 80, ПЭ 100 следует принимать по таблице Д.3 приложения Д.
6.63 Охлаждение стыка необходимо производить под давлением осадки в течение времени tохл, величина которого принимается по таблице Д.4 приложения Д в зависимости от толщины стенки свариваемых труб и деталей и температуры окружающего воздуха Т0.
6.64 С целью повышения точности поддержания заданных давлений (Роп, Рн, Рос) в процессе сварки необходимо учитывать потери на трение движущихся частей сварочной машины и перемещаемой при сварке трубы (секции). Для этого перед сваркой каждого стыка производят замер усилия при холостом ходе подвижного зажима центратора машины с закрепленной в нем трубой (секцией), который суммируют с усилием, необходимым для создания заданных давлений (Роп, Рн, Рос).
Для уменьшения потерь на трение рекомендуется использовать переносные и регулируемые по высоте роликовые опоры.
6.65 Параметры циклограммы процесса (рисунок 11) и режимы сварки (приложение Д) труб различного сортамента соблюдаются сварочной машиной с высокой степенью автоматизации автоматически, со средней степенью автоматизации - часть параметров выполняется в ручном режиме, в ручных сварочных машинах автоматически поддерживается только температура нагревательного инструмента.
6.66 При сварке нагретым инструментом рабочие поверхности нагревателя покрывают антиадгезионным слоем, препятствующим налипанию расплава на инструмент.
6.67 Маркировку сварных стыков (код оператора) производят несмываемым карандашом-маркером яркого цвета (например: белого или желтого - для черных труб, черного и голубого - для желтых труб).
Маркировку (номер стыка и код оператора) наносят рядом со стыком со стороны, ближайшей заводской маркировке труб.
Допускается маркировку (код оператора) производить клеймом на горячем расплаве грата через 20 - 40 с после окончания операции осадки в процессе охлаждения стыка в зажимах центратора сварочной машины в двух диаметрально противоположных точках. Рекомендуется использовать клейма типа ПУ-6 или ПУ-8 по ГОСТ 2930.
Сварка соединительными деталями с закладным нагревателем
6.68 Сварку труб соединительными деталями с закладными нагревателями производят:
- при прокладке новых газопроводов, преимущественно из длинномерных труб (плетей) или в стесненных условиях;
- при реконструкции изношенных газопроводов методом протяжки в них полиэтиленовых труб (в том числе профилированных);
- при соединении труб и соединительных деталей с разной толщиной стенки или при толщине стенки менее 5 мм, или изготовленных из разных марок полиэтилена;
- для врезки ответвлений в ранее построенные газопроводы;
- для вварки трубной вставки в полиэтиленовые газопроводы;
- при строительстве особо ответственных участков газопровода (стесненные условия, пересечение дорог и пр.).
6.69 Для сварки труб соединительными деталями с закладными нагревателями применяют сварочные аппараты, работающие от сети переменного тока напряжением 230 В (190 - 270 В), от аккумуляторных батарей или от передвижных источников питания (мини-электростанций). Перечень рекомендуемых сварочных аппаратов и источников питания приведен в приложениях Ж, И.
6.70 Технологический процесс соединения труб с помощью соединительных деталей с закладными нагревателями включает (рисунок 12):
- подготовку концов труб (очистка от загрязнений, механическая обработка - циклевка свариваемых поверхностей, разметка и обезжиривание);
- сборку стыка (установка и закрепление концов свариваемых труб в зажимах позиционера (центрирующего приспособления) с одновременной посадкой детали с ЗН, подключение детали с ЗН к сварочному аппарату);
- сварку (задание программы процесса сварки, пуск процесса сварки, нагрев, охлаждение соединения).
Для исключения неправильного распределения тепла внутри соединения, приводящего к сильному расплавлению полиэтилена, не рекомендуется превышать величину косого среза торца трубы а (рисунок 13), указанную в таблице 11.
Очистку концов труб от загрязнений производят так же, как при выполнении сварки встык. Концы труб, защищенных полипропиленовой оболочкой, освобождаются от нее с помощью специального ножа. Длина очищаемых концов труб должна быть, как правило, не менее 1,5 длины раструбной части применяемых для сварки деталей.
Механическую обработку поверхности концов свариваемых труб производят на длину, равную не менее 0,5 длины используемой детали. Она заключается в снятии слоя толщиной 0,1 - 0,2 мм с поверхности размеченного конца трубы. Для труб диаметром до 75 мм, а также для удаления заусенец с торца трубы, как правило, применяется ручной скребок (цикля). Для труб диаметром более 75 мм, а также для труб, изготовленных из ПЭ 100 независимо от диаметра, рекомендуется использовать механический инструмент (торцовочную оправку), которая обеспечивает быстрое и равномерное снятие оксидного слоя с поверхности труб. Кольцевой зазор между трубой и соединительной деталью не должен, как правило, превышать 0,3 мм и после сборки на трубе должны быть видны следы механической обработки поверхности.

а - подготовка соединяемых элементов; б, в, г - этапы сборки стыка; д - собранный под сварку стык;
1 - труба; 2 - метка посадки муфты и механической обработки поверхности трубы; 3 - муфта; 4 - закладной нагреватель; 5 - клеммы токопровода; 6 - позиционер; 7 - токоподводящие кабели сварочного аппарата
Рисунок 12 - Схема соединения труб муфтой с закладным нагревателем

а - максимальный допуск косого среза трубы; е - максимальный зазор между двумя концами труб в муфте
Рисунок 13
Таблица 11
|
20 - 40 |
50 |
63 |
75 |
90 |
110 |
125 |
140 |
160 |
180 |
200 |
225 |
250 |
280 |
315 |
|
|
а |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
6 |
7 |
7 |
8 |
8 |
9 |
9 |
10 |
|
е |
- |
5 |
7 |
8 |
9 |
11 |
13 |
14 |
16 |
17 |
18 |
20 |
22 |
23 |
24 |
Для правильной центровки соединения после механической обработки на концы свариваемых труб наносят метки глубины посадки муфты (соединительной детали), равные половине ее длины.
Не рекомендуется превышать величину зазора между торцами труб в муфте е (рисунок 13), указанный в таблице 11.
Свариваемые поверхности труб после циклевки и муфты обезжиривают путем протирки салфеткой из хлопчатобумажной ткани, смоченной в спирте или других специальных обезжиривающих составах, которые полностью испаряются с поверхности.
Детали с закладными нагревателями, поставляемые изготовителем в индивидуальной герметичной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию допускается не подвергать.
Механическую обработку и протирку труб и деталей производят непосредственно перед сборкой и сваркой. Детали с закладными нагревателями механической обработке не подвергаются.
6.71 Сборка стыка заключается в посадке муфты на концы свариваемых труб с установкой по ранее нанесенным меткам, по ограничителю или по упору в позиционере. Рекомендуется для сборки стыков труб, поставляемых в отрезках, использовать центрирующие хомуты и позиционеры, а для сборки стыков труб, проставляемых в бухтах или на катушках, использовать выпрямляющие позиционеры.
Процесс сборки включает:
- надевание муфты на конец первой трубы до совмещения торцов муфты и трубы, закрепление конца трубы в зажиме позиционера (рисунок 12, б);
- установку в упор в торец первой трубы и закрепление конца второй трубы в зажиме позиционера (рисунок 12, в);
- надвижение муфты на конец второй трубы на 0,5 длины муфты до упора в зажим позиционера (рисунок 12, г) или до метки, нанесенной на трубу;
- подключение к клеммам муфты токоподводящих кабелей от сварочного аппарата (рисунок 12, д).
В случае если муфты имеют внутренний ограничитель (кольцевой уступ), то сборка труб производится до упора торцов труб в кольцевой уступ и собранное соединение закрепляется в позиционере.
Если свариваемые концы труб имеют овальность больше 1,5 % наружного диаметра трубы или ³ 1,5 мм, то перед сборкой стыка для придания им округлой формы используют инвентарные калибрующие зажимы, которые устанавливают на трубы на удалении 15 - 30 мм от меток или устраняют овальность при помощи специальных приспособлений.
Во избежание повреждения закладных нагревателей (проволочных электроспиралей) надевание детали с ЗН на конец трубы или введение конца трубы в муфту производят без перекосов. Концы труб, входящие в соединительные детали, не должны находиться под действием изгибающих напряжений и под действием усилий от собственного веса. Муфты после монтажа должны свободно вращаться на концах труб от нормального усилия руки.
6.72 Трубы сваривают при обеспечении неподвижности соединения в процессе нагрева и последующего естественного охлаждения.
Параметры режимов сварки устанавливают в зависимости от вида и сортамента используемых соединительных деталей с ЗН и (или) сварочных аппаратов в соответствии с указаниями заводов-изготовителей в паспортах изделий. При включении аппарата процесс сварки происходит в автоматическом режиме.
В паспорте детали с ЗН или на штрих-коде указываются время охлаждения сварного соединения до той температуры, при которой это соединение можно перемещать, и время охлаждения до той температуры, при которой возможно нагружение газопровода опрессовочным или рабочим давлением.
6.73 Приварку к трубам седловых отводов производят в следующей последовательности:
- размечают место приварки отвода на трубе (рисунок 14);
- поверхность трубы в месте приварки отвода зачищают с помощью цикли;
- привариваемую поверхность отвода обезжиривают, а если он поставляется изготовителем в герметичной индивидуальной упаковке, вскрываемой непосредственно перед сборкой, то его обезжириванию допускается не подвергать;
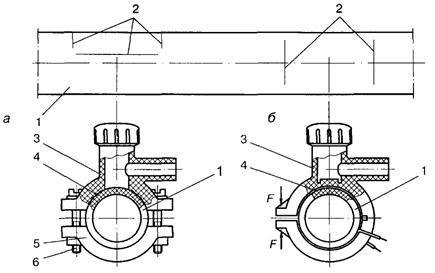
а - седловой отвод с закладным нагревателем; б - отвод с разрезной муфтой с закладным нагревателем;
1 - труба; 2 - метки посадки отводов и механической обработки поверхности трубы; 3 - отвод; 4 - закладной нагреватель; 5 - полухомут; 6 - винты крепления; F - усилие прижатия отвода при сборке и сварке
Рисунок 14 - Соединение полиэтиленовой трубы и отводов с закладными нагревателями
- отвод устанавливают на трубу и механически прикрепляют с помощью специальных зажимов, хомутов и т.п. (рисунок 14);
- если труба в зоне приварки отвода имеет повышенную овальность (больше 1,5 % наружного диаметра трубы или ³ 1,5 мм), то перед установкой отвода трубе придают правильную геометрическую форму с помощью калибрующих зажимов, укрепляемых на трубе на расстоянии 15 - 30 мм от меток (зажимы снимают только после сварки и охлаждения соединения);
- подключают к контактным клеммам токоподвода сварочные кабели;
- производят сварку;
- после окончания сварки и охлаждения перед фрезерованием трубы производят визуальный контроль качества сварного соединения. Рекомендуется для проверки качества сварки через патрубок приваренного отвода подать избыточное давление воздуха внутрь седлового отвода с одновременным обмыливанием места примыкания основания отвода к газопроводу;
- производят фрезерование стенки трубы для соединения внутренних полостей отвода и трубы после полного охлаждения соединения.
Технология соединения полиэтиленовых труб со стальными
6.74 Полиэтиленовые втулки под фланцы, используемые для изготовления разъемных соединений «полиэтилен-сталь», соединяют с трубами сваркой встык нагретым инструментом или при помощи муфт с закладными нагревателями.
6.75 При сварке втулок под фланцы с полиэтиленовыми трубами применяют сварочные устройства, оснащенные приспособлениями для центровки и закрепления втулок.
6.76 Рекомендуется сборку и сварку втулок под фланцы с трубами производить в условиях мастерских. При этом втулку приваривают к патрубку длиной не менее 0,8 - 1,0 м (рисунок 15).
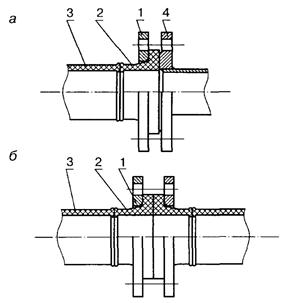
а - полиэтиленовых труб со стальными трубами, арматурой; б - полиэтиленовых труб между собой;
1 - фланец стальной свободный; 2 - втулка под фланец из полиэтилена; 3 - труба из полиэтилена; 4 - фланец стальной трубы, арматуры
Рисунок 15 - Фланцевые соединения
6.77 Перед приваркой готового узла (втулка-патрубок) или отдельной втулки под фланец к трубе на замыкающем участке газопровода рекомендуется предварительно надеть на трубу свободный фланец.
6.78 При сборке фланцевых соединений затяжку болтов производят поочередно, завинчивая противоположно расположенные гайки тарированным или динамометрическим ключом с усилием, регламентированным технологической картой. Гайки болтов располагают на одной стороне фланцевого соединения. Размеры фланцев приведены в приложении К.
6.79 При вварке неразъемных соединений «полиэтилен-сталь» в трубопровод вначале производят сборку и сварку труб из полиэтилена, затем осуществляют сборку и сварку стыка стальных труб. Рекомендуется производить сварку перехода «полиэтилен-сталь» вначале к отрезку стальной трубы длиной до 1 м в условиях мастерских, где можно обеспечить температурные условия для зоны раструбного перехода.
При подгонке стальных труб в захлесте газовую резку и шлифовку кромки следует производить на конце стального трубопровода, а не стального патрубка переходника. В процессе подгонки и сборки стыка, выполнения прихваток и последующей электродуговой сварки полиэтиленовый патрубок должен быть защищен от брызг металла и шлака.
При электродуговой сварке стыка зона раструбного перехода «полиэтилен-сталь» не должна нагреваться более 50 °С.
Контроль качества сварки стыка стальных труб должен осуществляться в соответствии с требованиями СНиП 42-01.
Типы соединений «полиэтилен-сталь» и их размеры приведены в приложении К.
Вварка трубной полиэтиленовой вставки в трубопровод, уложенный в траншею
6.80 В траншее трубные вставки вваривают в следующих случаях:
- при замыкании участков строящихся трубопроводов;
- при врезке ответвлений в ранее построенный газопровод;
- при выявлении некачественных сварных соединений.
6.81 Трубные вставки вваривают при помощи муфт с закладными нагревателями в газопроводы диаметром от 20 мм до 315 мм или сваркой встык нагретым инструментом в газопроводы диаметром от 63 мм до 160 мм, в обоснованных случаях - до 225 мм.
6.82 При вварке трубной вставки нагретым инструментом встык работы выполняют в следующем порядке:
- определяют местонахождение повреждения или дефекта трубопровода;
- освобождают от грунтовой присыпки участок трубопровода необходимой длины;
- расширяют траншею в зоне производства работ и делают приямок для размещения сварочного оборудования;
- очищают, размечают и вырезают поврежденный или заменяемый участок;
- от цельной трубы отрезают вставку требуемого размера;
- приваривают вставку к первому (с меньшей длиной освобождения) концу трубопровода;
- приваривают второй конец трубопровода (с большей длиной освобождения) к вставке с одновременным упругим изгибом трубопровода методом подъема для обеспечения осевого перемещения конца при сварке встык нагретым инструментом.
6.83 Освобождение трубопровода от грунтовой присыпки и вварку производят согласно схеме рисунка 16.
6.84 Общая длина lсум освобождаемого участка газопровода зависит от длины ввариваемой вставки lв, диаметра свариваемых труб de, температуры окружающего воздуха T0, длины сварочной установки и определяется как сумма по формуле (27)
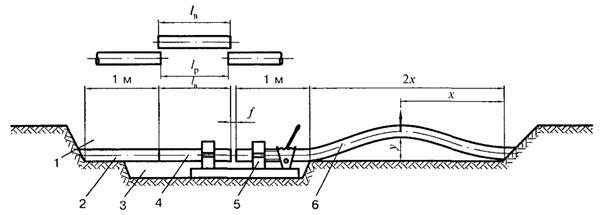
1 - траншея; 2 - неподвижный конец газопровода; 3 - приямок; 4 - вставка; 5 - сварочная машина; 6 - подвижный конец газопровода
Рисунок 16 - Схема освобождения газопровода от грунтовой присыпки по длине и вварки трубной вставки встык
Таблица 12
|
Диаметр трубы de, мм |
Температура окружающего воздуха T0, °С |
|||||||||||||||
|
-15 |
-10 |
-5 |
0 |
+10 |
+20 |
+30 |
+45 |
|||||||||
|
2х |
y |
2х |
y |
2х |
у |
2х |
y |
2х |
y |
2х |
y |
2х |
y |
2х |
y |
|
|
63 |
18 |
1,0 |
18 |
0,9 |
18 |
0,9 |
17 |
0,9 |
16 |
0,9 |
14 |
0,8 |
13 |
0,8 |
11 |
0,8 |
|
75 |
20 |
1,0 |
20 |
1,0 |
20 |
1,0 |
19 |
1,0 |
18 |
1,0 |
15 |
0,9 |
14 |
0,8 |
12 |
0,8 |
|
90 |
22 |
1,1 |
22 |
1,1 |
22 |
1,1 |
21 |
1,0 |
19 |
1,0 |
17 |
0,9 |
16 |
0,8 |
13 |
0,8 |
|
110 |
25 |
1,1 |
24 |
1,1 |
24 |
1,1 |
23 |
1,1 |
21 |
1,0 |
19 |
1,0 |
17 |
0,9 |
15 |
0,9 |
|
125 |
27 |
1,3 |
27 |
1,3 |
27 |
1,3 |
26 |
1,2 |
23 |
1,1 |
20 |
1,1 |
19 |
1,0 |
16 |
1,0 |
|
140 |
29 |
1,6 |
28 |
1,6 |
28 |
1,6 |
27 |
1,4 |
25 |
1,3 |
22 |
1,3 |
20 |
1,2 |
18 |
1,2 |
|
160 |
33 |
1,6 |
32 |
1,6 |
32 |
1,6 |
31 |
1,6 |
28 |
1,5 |
25 |
1,4 |
23 |
1,4 |
20 |
1,3 |
|
180 |
35 |
1,7 |
34 |
1,7 |
34 |
1,7 |
33 |
1,6 |
29 |
1,6 |
26 |
1,4 |
24 |
1,4 |
21 |
1,3 |
|
200 |
38 |
1,8 |
37 |
1,8 |
36 |
1,7 |
35 |
1,7 |
32 |
1,6 |
28 |
1,6 |
26 |
1,5 |
23 |
1,4 |
|
225 |
40 |
1,8 |
39 |
1,8 |
39 |
1,7 |
38 |
1,7 |
24 |
1,7 |
30 |
1,6 |
28 |
1,5 |
25 |
1,4 |
Таблица 13
|
63 - 75 |
90 |
110 |
125 - 140 |
160 - 180 |
200 - 225 |
|
|
Допуск, мм |
3 |
4 |
5 |
6 |
7 |
8 |
lсум = lв + 2х + 2 (м), (27)
где 2х - длина освобождения «подвижного» конца газопровода;
lв - длина трубной вставки.
Общая длина увеличивается на 2 м с учетом закрепления в зажимах сварочной машины горизонтальных участков концов газопровода.
6.85 Длину освобождения газопровода 2х для труб диаметром 63 - 225 мм при различных температурах окружающего воздуха и высоту подъема у, требуемую для создания перемещения конца газопровода, следует принимать по таблице 12.
6.86 Длина трубной вставки lв должна быть, как правило, не менее 500 мм и больше длины рассечки газопровода lр для труб диаметром:
- 63 - 90 мм - не менее чем на 10 мм;
- 110 - 125 мм - » » » » 14 мм;
- 140 - 160 мм - » » » » 16 мм;
- 180 - 225 мм - » » » » 20 мм.
Учитывая, что часть расплавленного полиэтилена при осадке выдавливается из плоскости сварки и образует грат, рекомендуется принимать допуски на укорочение свариваемых концов пропорционально толщине стенок по соотношению в таблице 13.
6.87 Величина требуемого для сварки встык нагретым инструментом осевого перемещения конца газопровода f (рисунок 16) составляет для труб диаметром:
- 63 - 110 мм - 50 мм;
- 125 - 140 мм - 60 мм;
- 160 - 225 мм включительно - 80 мм.
6.88 Вырезку поврежденного участка газопровода и отрезку трубной вставки осуществляют по разметке с помощью ручной ножовки, механических труборезов роликового или гильотинного типа и др.
6.89 При сварке замыкающего стыка в процессе выполнения операций обработки торцов, оплавления и осадки подъем и опускание изогнутого конца газопровода должны быть синхронизированы с перемещением подвижного зажима центратора сварочной машины.
6.90 При вварке трубной вставки при помощи муфт с закладными нагревателями общая последовательность работ на стадии подготовки соответствует требованиям настоящего раздела, предусмотренным для сварки труб.
Освобождение газопровода от грунтовой присыпки и вварку трубной вставки производят по схемам рисунка 17, а, б, в.
6.91 Освобождение газопровода от грунтовой присыпки производят на длине, определяемой суммой длин ввариваемой вставки lв и освобождения концов газопровода (рисунок 17, а).
При вварке вставки с помощью муфт ее длина lв должна быть, как правило, равна длине рассечки газопровода lр, но не менее 500 мм.
Длина освобождения конца газопровода l, зависящая от длины муфты (диаметра трубы) и длины позиционера для сборки соединения, ориентировочно составляет для труб диаметром:
- до 63 мм - 0,2 м;
- от 63 до 125 мм - 0,5 м;
- от 125 до 315 мм - 1,0 м.
6.92 Установку трубной вставки и муфт в рассечку газопровода и сварку производят в следующей последовательности (рисунок 17, б, в):
- на подготовленные к сборке концы газопровода надевают муфты: под один из концов газопровода с муфтой подводят позиционер, в нем закрепляют конец газопровода (механическую обработку поверхности концов свариваемых труб производят на длину, равную не менее 1,0 длины муфты);
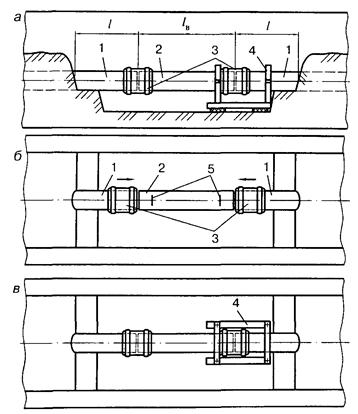
1 - концы газопровода; 2 - трубная вставка; 3 - муфты; 4 - позиционер для сборки соединения; 5 - метки установки муфт; l - длина освобождения концов газопровода; lв - длина вставки
Рисунок 17 - Схемы освобождения газопровода в траншее от грунтовой присыпки (а) и последовательности вварки трубной вставки с применением муфт с закладными нагревателями (б, в)
- в рассечку газопровода вводят трубную вставку, один конец которой закрепляют в зажиме позиционера;
- на оба конца трубной вставки надвигают муфты с установкой их по меткам или по упору (в позиционере);
- к муфте, установленной в позиционере, подключают сварочный аппарат и производят сварку;
- после охлаждения первого соединения позиционер устанавливают на второе соединение и производят сварку.
6.93 Допускается при наличии двух позиционеров производить сборку и сварку одновременно двух соединений трубной вставки.
МОНТАЖНЫЕ И УКЛАДОЧНЫЕ РАБОТЫ
Общие положения
6.94 Работы по укладке газопроводов рекомендуется производить при температуре наружного воздуха не ниже минус 15 °С и не выше плюс 30 °С.
При укладке газопроводов при более низкой температуре наружного воздуха необходимо организовать их подогрев до требуемой температуры. Это условие может быть выполнено путем пропуска подогретого воздуха через подготовленный к укладке газопровод. При этом температура подогретого воздуха не должна быть более плюс 60 °С.
При укладке полиэтиленовых газопроводов необходимо учитывать специфические особенности материала труб: высокий коэффициент линейного удлинения (в 10 - 12 раз выше, чем у стальных) и более низкие по сравнению с металлическими трубами механическую прочность и жесткость, поэтому укладку газопроводов рекомендуется производить в наиболее холодное время суток летом, а зимой - в наиболее теплое время.
6.95 Допустимые радиусы упругого изгиба при монтаже и укладке газопровода (краткосрочное напряжение трубы) в зависимости от температуры окружающего воздуха определяются по графику, приведенному на рисунке 18.

Рисунок 18 - Зависимость отношения радиуса упругого изгиба газопроводов r к наружному диаметру трубы de от температуры окружающего воздуха Т при монтаже и укладке газопроводов.
6.96 Газопроводы можно монтировать из готовых секций, которые изготавливаются в условиях базы, развозятся и раскладываются вдоль трассы, после чего они соединяются в плети, или из одиночных труб.
6.97 Доставлять трубы или секции на трассу рекомендуется непосредственно перед производством монтажных и укладочных работ.
6.98 Укладка в траншею газопроводов производится, как правило, после окончания процесса сварки и охлаждения соединения, а также демонтажа сварочной техники (позиционеров).
Перед укладкой трубы подвергаются тщательному осмотру с целью обнаружения трещин, подрезов, рисок и других механических повреждений.
6.99 Не рекомендуется сбрасывание плети на дно траншеи или ее перемещение волоком по дну траншеи без специальных приспособлений.
6.100 Открытые с торцов плети газопроводов во время производства работ рекомендуется закрывать инвентарными заглушками.
6.101 При укладке газопроводов в траншею выполняют мероприятия, направленные на снижение напряжений в трубах от температурных изменений в процессе эксплуатации:
- при температуре труб (окружающего воздуха) выше плюс 10 °С производится укладка газопровода свободным изгибом («змейкой») с засыпкой - в наиболее холодное время суток;
- при температуре окружающего воздуха ниже плюс 10 °С возможна укладка газопровода прямолинейно, в том числе и в узкие траншеи, а засыпку газопровода в этом случае производят в самое теплое время суток.
6.102 В зимний период газопровод укладывают на талый грунт. В случае промерзания дна траншеи осуществляют подсыпку дна траншеи песком или мелкогранулированным талым грунтом, сохраняя нормативную глубину заложения газопровода.
6.103 При укладке газопроводов в скальных и каменистых грунтах и на промороженное дно траншеи для обеспечения защиты газопровода от механических повреждений при укладке и засыпке рекомендуется применять мелкогранулированный грунт, песок или пенополимерные материалы (ППМ). Трубы с защитным покрытием допускается укладывать непосредственно на спланированное дно траншеи.
6.104 Нанесение пенополимерного материала на дно траншеи осуществляется с помощью автономной пеногенерирующей установки, перемещающейся вдоль траншеи и обеспечивающей подачу ППМ по гибкому рукаву. Толщина образуемого на дне траншеи слоя пенополимерного материала должна составлять 200 - 250 мм, плотность материала - 23 - 25 кг/м3. Время выдержки пенополимерного материала (технологический разрыв между нанесением ППМ и укладкой газопровода) составляет не менее 8 ч. После укладки газопровод, частично проседая, уплотняет пенополимерный слой, образуя корытообразную постель, предохраняющую поверхность труб от механических повреждений выступающими неровностями дна траншеи.
6.105 Укладку газопроводов диаметром 110 мм и менее можно производить с использованием ремней, текстильных строп, текстильных канатов, брезентовых полотенец. Пролеты следует принимать по таблице 14.
6.106 При непрерывном методе укладки газопровода диаметром более 160 мм с использованием двух трубоукладчиков следует действовать в соответствии со схемами рисунка 19.
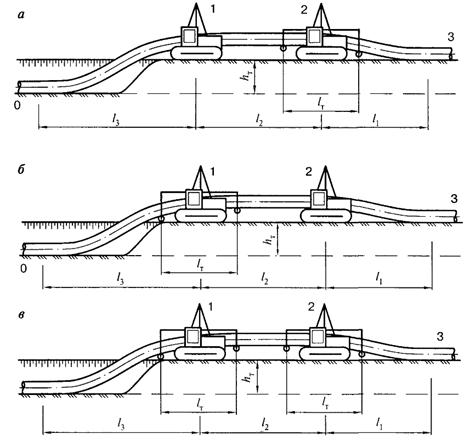
а - с траверсой головного трубоукладчика; б - с траверсой у заднего трубоукладчика; в - с траверсами у обоих трубоукладчиков;
1 - задний трубоукладчик; 2 - головной трубоукладчик; 3 - трубная плеть
Рисунок 19 - Схемы укладки газопроводов с бермы траншеи с применением траверс
Расстояния (пролеты):
- l1 - от начала подъема трубы до трубоукладчика (по центру);
- l2 - между трубоукладчиками (по центру);
- l3 - от трубоукладчика (по центру) до конца опуска трубы в траншею
принимаются по таблице 14, при этом следует учитывать, что большее значение расстояний используется при наличии траверс у обоих трубоукладчиков.
Следует отметить, что толщина стенки труб не оказывает влияния на выбор этих расстояний, т.е. они должны быть одинаковы для труб SDR 11 и для труб SDR 17,6.
Таблица 14
|
Значения расстояний, м, в зависимости от диаметра газопровода, мм |
||||
|
63 и менее |
75 - 110 |
125 - 160 |
180 - 225 |
|
|
l1 |
12 - 15 |
15 - 18 |
17 - 20 |
20 - 24 |
|
l2 |
8 - 10 |
10 - 12 |
12 - 15 |
14 - 17 |
|
l3 |
20 - 23 |
25 - 28 |
30 - 34 |
35 - 40 |
6.107 При прокладке газопроводов в узкой строительной полосе рекомендуется применять (на прямых участках) способ монтажа газопровода методом протягивания.
Для этого в начальной точке участка трассы устраивается накопительная площадка и устанавливается сварочный пост, а в конечной точке этого участка устанавливается тяговая лебедка. Затем разрабатывается траншея, по которой протягивается плеть по мере наращивания. Для уменьшения трения и тягового усилия (что позволяет увеличить длину протягиваемой плети), а также исключения возможных механических повреждений газопровода на дне траншеи устанавливаются направляющие ролики или устраивается постель из пенополимерных материалов, по которой скользит плеть.
6.108 Через болота и обводненные участки газопровод рекомендуется укладывать способом протаскивания или сплава.
Усилие, прилагаемое к газопроводу во время его протягивания и протаскивания, не рекомендуется превышать более величин, указанных в таблице 15.
Таблица 15
|
Сила натяжения, даН |
|
|
20 - 25 |
80 |
|
32 - 40 |
140 |
|
50 |
330 |
|
63 - 90 |
500 |
|
110 - 125 |
1500 |
|
160 - 180 |
3300 |
|
200 - 225 |
6500 |
|
250 - 315 |
10900 |
6.109 При прокладке газопроводов под дорогами и другими препятствиями применяются бестраншейные методы прокладки защитных футляров, включающие прокол, продавливание и наклонно-направленное бурение.
6.110 В подготовленный футляр протаскивается с помощью лебедки заранее испытанная плеть. На головную часть плети надевается буксировочная головка, которую крепят к тяговому канату. Конструкция буксировочной головки должна обеспечивать передачу тяговых усилий согласно таблице 15.
6.111 Работы по укладке плетей газопровода могут выполняться методом бестраншейного заглубления. Для укладки газопроводов диаметром 20 - 160 мм бестраншейным способом применяются ножевые трубозаглубители. Ножевой щелерез должен иметь устройство, предохраняющее полиэтиленовые трубы от недопустимых напряжений при укладке.
Кроме того, возможно использование индустриальных технологий, основанных на совмещении работ по рытью траншей (цепными и роторными траншеекопателями) и укладке газопроводов. При этом температурный перепад между температурой укладки и температурой эксплуатации газопровода не должен превышать 30 °С.
При бестраншейной прокладке в грунтах по трассе строительства не должно быть каменистых включений, щебня.
Укладка длинномерных труб
6.112 Трубы, поступающие в бухтах или на катушках, имеют небольшие погонный вес и модуль упругости. Это позволяет совместить процессы рытья траншеи и укладку.
Для рытья траншеи и укладки газопровода используются специально оборудованные одноковшовые или многоковшовые экскаваторы.
6.113 Возможно использование баровых установок для рытья траншей в мерзлых грунтах или для рытья узких траншей в грунтах без каменистых включений.
6.114 Укладка плетей из бухты может производиться и в заранее подготовленную траншею. При этом применяют два способа производства работ:
- разматывание трубы с неподвижной бухты и ее укладка в траншею протаскиванием;
- разматывание трубы с подвижной бухты и ее укладка в траншею путем боковой надвижки.
Первый способ может применяться при наличии в траншее или над ней поперечных препятствий (газопроводы, линии связи, линии электропередачи).
6.115 Из бухты в траншею могут укладываться одновременно два газопровода; при этом разматывание труб осуществляется одновременно с двух бухт, установленных по обе стороны, или по одну сторону траншеи.
6.116 Размеры полиэтиленовых труб в бухтах и на катушках устанавливаются договором (контрактом), заключенным между поставщиком труб и заказчиком (в соответствии с ГОСТ Р 50838).
6.117 Разматывание труб из бухт осуществляют при температуре наружного воздуха не ниже плюс 5 °С. Допускается вести разматывание и при более низких температурах, если созданы условия для предварительного подогрева труб на катушке до температуры не менее плюс 5 °С. При этом не рекомендуются перерывы в работе до полной укладки плети из бухты.
В случае если плеть газопровода охладится до предельно допустимой температуры, укладку необходимо приостановить, а бухту с оставшейся трубой вновь подогреть.
Возможен вариант установки специального тепляка с подогревателем непосредственно на платформе укладочной машины, что обеспечит непрерывную укладку плети.
Для устранения повышенной овальности труб и придания прямолинейной формы по всей длине могут быть использованы ручные или гидравлические выпрямители.
6.118 Рекомендуемая скорость разматывания бухты - до 0,8 - 1,0 км/ч.
6.119 Для устройства узких траншей с последующей укладкой газопровода рекомендуется использовать малогабаритные цепные траншеекопатели, щеленарезные машины.
6.120 Узкие траншеи (щели), разработанные роторными и цепными экскаваторами и щеленарезными машинами, могут быть засыпаны щелезасыпщиком, который, перемещаясь в сцепке с тягачом землеройно-укладочной машины, осуществляет непрерывную засыпку рабочим органом грейдерного типа.
СТРОИТЕЛЬСТВО ПЕРЕХОДОВ ГАЗОПРОВОДОВ ЧЕРЕЗ ИСКУССТВЕННЫЕ И ЕСТЕСТВЕННЫЕ ПРЕГРАДЫ
6.121 При строительстве полиэтиленовых газопроводов могут быть два вида конструкции перехода: в футляре (по схеме «труба в трубе») и без футляра - полиэтиленовый газопровод протаскивается напрямую, например с использованием метода наклонно-направленного бурения.
6.122 Метод наклонно-направленного бурения может использоваться для прокладки полиэтиленовых труб при благоприятных грунтовых условиях (отсутствие по трассе скальных и гравийных грунтов, грунтов с включением валунов и булыжника или грунтов типа плывунов), а также технической и экономической целесообразности, определяемых в процессе изысканий и проектирования.
6.123 При прокладке по схеме «труба в трубе» вначале может протаскиваться футляр, а затем в него протягивается полиэтиленовая труба или они протаскиваются одновременно.
6.124 При любой схеме прокладки перед протяжкой подготовленную плеть рекомендуется тщательно осмотреть и испытать на герметичность в соответствии с СНиП 42-01.
Предпочтение при этом отдается укладке длинномерных полиэтиленовых труб. При формировании плети из труб мерной длины их соединение производится сваркой встык с обязательной проверкой стыков методом ультразвукового контроля или муфтами с закладными нагревателями.
6.125 Для предотвращения механических повреждений полиэтиленовых труб при их размещении внутри защитного футляра допускается применять:
- центрирующие хомуты-кольца, изготавливаемые из труб того же диаметра, длиной 0,5de путем разрезки их по образующей и установки (после нагрева) на протягиваемую плеть на расстоянии 2 - 3 м друг от друга и закрепления на трубе липкой синтетической лентой;
- предварительную очистку внутренней поверхности футляра с целью устранения острых кромок сварных швов;
- предварительный пропуск контрольного образца полиэтиленовой трубы (не менее 3 м) с последующей поверкой на отсутствие повреждений поверхности трубы;
- гладкие раструбные втулки в местах входа и выхода полиэтиленовой трубы из непластмассового футляра;
- другие способы защиты, предусмотренные проектной документацией.
6.126 Монтаж рабочей плети для протягивания осуществляется в точке, противоположной месту расположения бурового станка. К переднему концу рабочей плети устанавливается оголовок с серьгой, воспринимающий тяговое усилие. Протягивание рабочей плети в скважину не должно сопровождаться ее скручиванием. Для этого между плетью и расширителем помещается вертлюжное устройство, исключающее скручивание плети.
К оголовку газопровода присоединяются последовательно: вертлюг, расширитель и конец буровой колонны, идущий к буровой установке.
6.127 Контроль за процессом протаскивания плети в скважину ведется непрерывно путем измерения усилия натяга, которое нарастает по мере втягивания плети в скважину. Нарастание должно происходить плавно без рывков.
6.128 По окончании протаскивания через скважину плети производится ее продувка.
6.129 После протягивания в скважину полиэтиленовой плети без футляра целесообразно произвести по ней предварительный пропуск калибра (с контролем усилия его прохождения), чтобы убедиться, не произошла ли деформация скважины в процессе операции протягивания.
БАЛЛАСТИРОВКА И ЗАКРЕПЛЕНИЕ ГАЗОПРОВОДОВ
6.130 В зависимости от грунтовых и гидрологических условий могут применяться следующие виды балластировки и закрепления газопроводов:
- утяжелители из высокоплотных материалов (железобетонные, чугунные, шлакобетонные и т.п.);
- утяжелители из минерального грунта;
- грунтовая засыпка с использованием текстильных полотнищ;
- анкерные устройства.
Газопроводы, проложенные бестраншейными методами, балластировке и закреплению не подлежат.
6.131 При выборе средств для балластировки соблюдают требование, связанное с ограничением предельно допустимого значения овализации труб, - не более 5 %.
6.132 К утяжелителям из высокоплотных материалов относятся седловидные пригрузы, охватывающие трубу по бокам, и кольцевые пригрузы. Для предохранения труб от механических повреждений под седловидные и кольцевые пригрузы подкладываются защитные коврики из негниющих материалов (резинотканевые, полиэтиленовые и др.). В качестве силового пояса для охватывающих пригрузов используются синтетические ткани (капроновая, нейлоновая и т.п.).
Утяжелители из минерального грунта используются в виде полимер-контейнеров, удлиненных контейнеров, спаренных контейнеров.
6.133 Балластировка грунтовой присыпкой включает в себя следующие способы:
- использование гибких полотнищ из геотекстильных материалов для увеличения площади давления грунта на газопровод;
- повышенное заглубление газопровода.
6.134 Анкерные устройства включают: винтовые анкеры, свайные с раскрывающимися лепестками и дисковые (в многолетнемерзлых грунтах).
6.135 Выбор конструкций, способов балластировки и закрепления газопроводов определяется проектом, исходя из:
- инженерно-геологических условий трассы;
- рельефа местности, характера горизонтальных и вертикальных кривых;
- типа болот и уровня грунтовых вод;
- методов и сроков производства работ;
- глубины и ширины водных преград.
6.136 Утяжелители из плотных материалов используются на участках, где газопровод опирается на основания из минерального грунта; анкерные устройства применяются на участках, где глубина болот превышает глубину заложения газопровода. Балластировка минеральным грунтом применяется на участках с прогнозируемым обводнением и на болотах мелкого заложения (до верха газопровода) при отсутствии воды в траншее в момент производства работ.
6.137 Установка анкерных тяг в траншее производится до укладки газопровода, монтаж силовых поясов производится после отлива (отвода) воды из траншеи и укладки газопровода на проектную отметку.
6.138 Балластирующие устройства на газопроводе устанавливаются на равном расстоянии друг от друга, групповая их установка не рекомендуется.
6.139 К применению для изготовления контейнеров допускаются тканые или нетканые синтетические материалы, соответствующие утвержденным ТУ.
6.140 Контейнеры изготавливаются трех видов: с металлическим каркасом (полимер-контейнерные балластирующие устройства), без металлического каркаса и спаренные.
6.141 В зимнее время заполнение балластирующих устройств контейнерного типа производят рыхлым грунтом, без примесей льда и снега.
6.142 Гибкое полотнище из геотекстильных материалов применяется в водонасыщенных минеральных грунтах. При этом засыпку газопровода ведут в две стадии: присыпка экскаватором газопровода на 0,4 - 0,5 м выше верхней образующей (не допуская поперечного смещения газопровода), засыпка бульдозером с образованием валика грунта над газопроводом.
6.143 При балластировке газопровода с применением нетканых синтетических материалов соединение полотен в продольном направлении производится укладкой внахлест (не менее 0,5 м), а в поперечном направлении - сваркой или прошивкой синтетическими нитками.
6.144 Спаренные контейнеры представляют собой два мешка из технической (геотекстильной) ткани, соединенных между собой полотном на промышленном швейном оборудовании. Они заполняются грунтом вне строительной полосы, навешиваются на газопровод краном-трубоукладчиком и применяются при отсутствии минерального грунта в отвале или когда невозможно удалить воду из траншеи. Контейнеры заполняются грунтом на специальном загрузочном бункере с послойным трамбованием грунта трамбовочными механизмами. При отрицательной температуре контейнер заполняют в условиях, исключающих смерзание грунта.
6.145 Анкерные устройства могут быть винтового типа, раскрывающегося типа и вмораживаемые. Каждый тип состоит из самого анкера, анкерной тяги и силового пояса. Ширина силового пояса выбирается из условия допустимых контактных напряжений на стенку трубы.
Вмораживаемые анкеры применяются при прокладке газопровода в вечномерзлых грунтах. В пучинистых грунтах анкеры снабжаются ограничителями усилий.
Винтовые анкеры применяются в глинистых и суглинистых грунтах, а анкеры раскрывающегося типа - в песчаных и супесчаных грунтах.
Вмораживаемые анкеры применяются в твердомерзлых песчаных и глинистых грунтах при условии нахождения анкеров (рабочих лопастей) в вечномерзлом грунте в течение всего срока их эксплуатации.
6.146 К твердомерзлым относятся песчаные и глинистые грунты, если их температура ниже значений, равных:
- для песков крупных и средней крупности - минус 0,1 °С;
- для песков мелких и пылеватых - минус 0,3 °С;
- для супесей - минус 0,6 °С;
- для суглинков - минус 1,0 °С;
- для глин - минус 1,5 °С.
Длина части анкера, взаимодействующая с многолетнемерзлым грунтом в процессе эксплуатации газопровода, должна быть не менее 1 м (СНиП 2.02.04). Конструкция ограничителя усилий обеспечивает работоспособность анкера:
- на участках болот - в течение всего периода эксплуатации;
- на участках минеральных грунтов - в течение периода времени, необходимого для полной стабилизации свойств грунтов обратной засыпки (3 - 7 лет).
Средняя расчетная температура грунта по длине вымороженной части анкера, при которой возможна установка вмораживаемых буроспускных анкеров, должна быть не выше минус 0,5 °С для песчаных грунтов и минус 1 °С - для глинистых грунтов.
6.147 Установка вмораживаемых анкеров в многолетнемерзлые грунты производится в зимний период с выдержкой без засыпки траншеи для обеспечения смерзания анкеров с грунтом для получения расчетной удерживающей способности.
Погружение анкеров в грунт производится буроспускным и опускным способами. Отклонения положений анкеров от проектных не должны превышать: 5 см по глубине и ± 0,5 м вдоль газопровода.
Буроспускной способ применяется в твердомерзлых грунтах при их температуре не ниже 0,5 °С.
Опускной способ целесообразно применять в грунтах песчаного и песчано-глинистого состава, содержащих не более 15 % крупнообломочных включений при средней температуре грунтов по глубине погружения минус 1,5 °С и ниже.
Диаметр разрабатываемой в многолетнемерзлых грунтах скважины должен превышать диаметр диска устанавливаемого в нее анкера не менее чем на 3 см при диаметре анкера до 200 мм и на 5 см - при диаметре анкера свыше 200 мм. При этом пространство между стенками скважин и анкером должно быть заполнено грунтовым (песчаным) раствором, состав и консистенция которого подбираются в соответствии с указаниями СНиП 3.03.01.
Для погружения анкеров опускным способом с парооттаиванием грунта следует применять передвижной парогенератор с рабочим давлением 1,0 МПа, например типа Д-563, резинотканевые пароотводные шланги на давление 1,5 - 2,0 МПа по ГОСТ 18698 и комплект паровых игл, изготовляемых из стальных труб диаметром 25 - 30 мм.
Производительность парогенератора следует выбирать по количеству одновременно работающих паровых игл, исходя из расчетного срока расхода пара 15 - 20 кг/ч на одну работающую иглу.
6.148 Приемочный контроль качества балластировки и закрепления газопроводов производится с целью проверки соответствия выполненных работ проекту. Проверяется правильность:
- количества установленных утяжелителей и анкерных устройств;
- расстояния между утяжелителями или анкерными устройствами;
- длины балластируемых участков.
Несущая способность анкеров проверяется в соответствии с требованиями ГОСТ 5686, испытывается 2 % количества установленных на каждом участке.
Выполнение балластировки газопровода оформляется отдельным актом приемки работ.
ОЧИСТКА ВНУТРЕННЕЙ ПОЛОСТИ
6.149 Очистку полости газопроводов выполняют продувкой воздухом. Допускается пропуск очистных поршней из эластичных материалов. Продувка осуществляется скоростным потоком (15 - 20 м/с) воздуха под давлением, равным рабочему. Газопровод очищается участками или целиком в зависимости от его конфигурации и протяженности.
Продолжительность продувки должна составлять не менее 10 мин, если в проектной документации не содержится других требований.
6.150 Диаметр выходного патрубка и полнопроходного крана на нем должен составлять не менее 0,3 диаметра продуваемого участка.
Продувка считается законченной, когда из продувочного патрубка начинает выходить струя незагрязненного сухого воздуха. Во время продувки участки газопровода, где возможна задержка грязи (переходы, отводы и пр.), рекомендуется простукивать неметаллическими предметами (дерево, пластмасса), не повреждающими поверхность трубы.
6.151 Для продувки и пневматического испытания газопроводов применяют компрессорные установки, соответствующие по мощности и производительности диаметру и длине испытываемого газопровода.
7 РЕКОНСТРУКЦИЯ
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ РЕКОНСТРУКЦИИ ПОДЗЕМНЫХ СТАЛЬНЫХ ГАЗОПРОВОДОВ
Общие требования
7.1 Положениями настоящего раздела можно руководствоваться при реконструкции изношенных подземных стальных газопроводов с использованием их в качестве каркаса для протяжки в них полиэтиленовых труб или при восстановлении эксплуатационных свойств стального газопровода с применением синтетических тканевых шлангов и специального двухкомпонентного клея.
Допускается использование в качестве каркаса ранее выведенных из эксплуатации газопроводов после соответствующей их прочистки и проверки.
Решение об использовании конкретного варианта бестраншейного восстановления работоспособности газораспределительных сетей принимается после составления общей схемы реконструкции газовой сети на основании технико-экономического сравнения вариантов и расчета пропускной способности газопровода с учетом требований СНиП 42-01 и СП 42-101.
7.2 Бестраншейные методы реконструкции газовых сетей низкого (до 0,005 МПа), среднего (свыше 0,005 МПа до 0,3 МПа) и высокого (до 0,6 МПа) давлений с применением полиэтиленовых труб, а также использование синтетических тканевых шлангов и специального двухкомпонентного клея для реконструкции газопроводов давлением до 1,2 МПа являются предпочтительнее открытой прокладки.
При реконструкции стального газопровода низкого давления протянутые в нем полиэтиленовые трубы могут использоваться для подачи газа как низкого, так и среднего или высокого давления. Целесообразность перевода существующих газовых сетей с низкого давления на среднее или высокое устанавливается расчетом пропускной способности реконструируемого газопровода.
Синтетическими тканевыми шлангами и специальным двухкомпонентным клеем, как правило, восстанавливают изношенные газопроводы без изменения давления в них.
7.3 Технология протяжки внутри стального изношенного газопровода полиэтиленовой трубы разделяется на два вида:
- протяжка обычной круглой трубы, при этом диаметр реконструируемого газопровода уменьшается;
- протяжка профилированной трубы, поперечное сечение которой временно уменьшено, способной восстановить свою первоначальную форму, существенно не изменяя диаметр реконструируемого газопровода.
7.4 Особенностью протяжки полиэтиленовых профилированных труб является то, что вследствие сложенной формы при втягивании трубы в реконструируемый газопровод требуется лишь небольшое тяговое усилие. После монтажа специальных деталей-законцовок полиэтиленовая профилированная труба подвергается строго определенному процессу обратной деформации, при этом труба разогревается при помощи пара под давлением. Таким образом, активизируется специфическая для полиэтилена способность «воспоминания первоначальной формы» и полиэтиленовая труба приобретает круглое сечение, прилегая к стенкам старого газопровода. Изношенная металлическая труба бывшего газопровода используется как направляющий каркас и может служить дополнительной защитой (футляром).
7.5 Технология восстановления изношенного газопровода производится тканевым шлангом, наружная поверхность которого покрыта специальным двухкомпонентным клеем. Свойства полиэфирных нитей и специальный метод изготовления придают шлангу способность растягиваться в радиальном направлении, что обеспечивает плотное прилегание шланга к внутренней поверхности газопровода.
При восстановлении изношенного газопровода тканевыми шлангами предварительно рассчитанное количество клея, отличающегося высокой прочностью склеивания при небольшой величине усадки, смешивается и заливается в приподнятый конец отрезка тканевого шланга, соответствующего длине восстанавливаемого участка газопровода. Конец шланга надежно завязывается и прикрепляется к ленте, с помощью которой, проходя между двух валиков, втягивается в барабан реверс-машины. Валики, имеющие определенный зазор, обеспечивают равномерное распределение клея по всей длине шланга. Конец намотанного на барабан реверс-машины шланга прикрепляется к реверсивной головке. Реверсивная головка, используя сжатый воздух от компрессора, обеспечивает процесс инверсии, т.е. выворачивания наружу покрытого клеем вводимого в санируемый газопровод тканевого шланга. После прохода тканевого шланга через участок газопровода инициируется скорость затвердевания клея.
Выработанная парогенератором паровоздушная смесь с температурой 105 °С подается в тканевый шланг и выводится на другом конце восстанавливаемого участка газопровода через смонтированные сопла в конденсационную емкость. После окончания процесса отвердевания клея температура пара постепенно снижается до 30 °С. После этого отключается парогенератор и восстанавливаемый участок газопровода продувается воздухом с температурой 30 °С по показанию термометра на удаленном конце восстанавливаемого газопровода, затем с помощью поршня удаляется конденсат.
7.6 Для проведения работ по протяжке полиэтиленовых труб используется следующее оборудование:
- лебедка;
- головка для протяжки;
- сварочное оборудование;
- прицеп для барабана.
Для проведения работ по протяжке полиэтиленовых профилированных труб добавляются:
- парогенератор;
- водяная емкость;
- направляющее трубу устройство;
- оконечные насадки на трубу (детали-законцовки);
- конденсатосборник пар/вода.
7.7 Восстановление газопровода с использованием тканевых шлангов производится с помощью спецмашины, на которой установлены следующие устройства и приспособления:
- барабан реверс-машины;
- реверсивная головка;
- валики;
- водяная емкость;
- парогенератор;
- электрогенератор и распределительное устройство.
7.8 Перед реконструкцией газопровод обследуется и очищается от грата или других режущих неровностей. Способ очистки внутренней поверхности газопровода определяется в зависимости от степени и вида загрязнений и может быть проведен с помощью скребков, поршней, пескоструйных аппаратов и т.п.
Видеокамерой проверяется возможность беспрепятственной протяжки полиэтиленовой профилированной трубы или санации тканевым шлангом по всей длине реконструируемого газопровода.
7.9 При реконструкции изношенных газопроводов на участках, где они не отвечают требованиям СНиП 42-01 и других нормативных документов, действующих на момент проектирования реконструкции (глубина заложения, просадка газопровода от размыва основания почвенными водами, расстояния между зданиями, сооружениями и коммуникациями и пр.), следует их перекладывать.
Наличие таких участков рекомендуется отразить в документации, представляемой заказчиком в проектную организацию, а в проекте реконструкции бестраншейным методом - предусмотреть их перекладку в соответствии с требованиями действующих на момент проектирования строительных норм.
7.10 Проектная документация, как правило, должна быть выполнена на геоподоснове, действующей на момент проектирования, и согласована в установленном порядке.
В отдельных случаях при небольших объемах работ (до 200 м) допускается наличие геоподосновы только на разрываемые для проведения работ котлованы с привязкой их и нанесением на схему в масштабе.
Следует предусматривать мероприятия, не допускающие повреждения и возникновения деформаций зданий, сооружений и коммуникаций в процессе строительных работ.
Условия пересечения с подземными сооружениями, коммуникациями и кабельными линиями, попадающими в зону намечаемых к вскрытию котлованов и мест открытой прокладки, согласовываются с заинтересованными организациями на стадии проектирования.
7.11 Проектная документация включает в себя следующие разделы:
- пояснительную записку;
- план и профиль газопровода с геологическими данными;
- проект организации строительства;
- строительную часть (по необходимости);
- сметы.
7.12 Выбор марки материала (ПЭ 80, ПЭ 100), стандартных размерных соотношений используемых полиэтиленовых (в том числе профилированных) труб (SDR 26; SDR 17/17,6 или SDR 11) и коэффициента запаса прочности проводят в соответствии с требованиями СНиП 42-01 и настоящего СП.
Трубы SDR 17,6 на участках открытой прокладки, в городских условиях, где грунт может быть засорен остатками строительного мусора, рекомендуется дополнительно защищать при помощи тонкостенных пластмассовых гофрированных труб.
Трубы с SDR 26 на участках открытой прокладки рекомендуется дополнительно защищать гофрированной оболочкой или полуцилиндрами из полиэтиленовых труб большего диаметра, скрепленных между собой.
Основные положения по проектированию
7.13 Проект реконструкции выполняется специализированными проектными организациями в соответствии с требованиями СНиП 42-01 и настоящего СП.
7.14 Реконструкция газопроводов осуществляется на основе рабочего проекта и разработанных решений по организации строительного производства и технологии проведения работ, которые должны быть приняты в проекте организации строительства (ПОС), входящем в состав рабочего проекта и проекта производства работ (ППР).
Состав рабочего проекта и входящих в его состав технико-экономического обоснования, графической и рабочей документации, исполнительных схем и чертежей должен соответствовать требованиям СНиП 11.01.
ПОС и ППР разрабатываются в соответствии с требованиями СНиП 3.01.01 на основании исходных данных, представленных заказчиком с учетом уровня технической оснащенности строительной и эксплуатирующей организаций.
7.15 При оформлении заказа на проектирование объектов реконструкции изношенных газопроводов заказчик представляет в проектную организацию следующую документацию, согласованную с эксплуатирующей организацией:
- техническое задание с указанием границ реконструкции;
- исполнительную документацию на действующий изношенный газопровод в объеме, обеспечивающем точное определение положения подлежащего восстановлению газопровода и сооружений на нем;
- справку о наличии и эффективности действия электрозащитных установок и акт по результатам последней проверки технического состояния газопровода приборными методами и с помощью шурфования при необходимости;
- схему действующего газопровода со всеми ответвлениями от него и указанием нагрузок по расходу газа на реконструируемый участок и ответвления, внутренних диаметров изношенных газопроводов также с указанием источников питания от одного или нескольких ГРП;
- перечень потребителей с указанием нагрузки, требующих бесперебойного снабжения газом.
Требования к рабочему проекту
7.16 Проекты реконструкции разрабатываются с применением апробированных технических решений, на которые разработаны и введены в действие нормативные документы в соответствии со СНиП 11.01.
При разработке рабочего проекта рекомендуется рассматривать следующие варианты технических решений:
- сохранение существующего давления в сети, когда это возможно по условиям обеспечения газом потребителей;
- полный перевод сетей низкого давления на среднее с установкой перед каждым потребителем индивидуальных регуляторов давления;
- частичный перевод сетей низкого давления на среднее с установкой регуляторов давления на группу потребителей газа с сохранением низкого давления для оставшейся части внутриквартальной сети;
- перевод газопровода среднего давления на высокое, когда это возможно по условиям обеспечения газом потребителей.
7.17 На рабочих чертежах реконструируемых участков наносятся места расположения близлежащих, расположенных параллельно и пересекаемых подземных инженерных сооружений и коммуникаций, трасс телефонной канализации и подземных кабелей, колодцев и смотровых устройств, средств связи и других сооружений.
Соотношение диаметров старого и нового газопроводов и способ бестраншейной реконструкции определяются по результатам гидравлического расчета пропускной способности и анализа прохождения трассы реконструируемого газопровода.
Следует учитывать состояние внутренней поверхности стальных газопроводов: смещение кромок труб; наличие наплывов металла или подварок в корне шва; наличие остающихся закладных колец (подкладок); излом профиля трассы; возможность скопления конденсата в низших точках газопровода, которые могут препятствовать свободному прохождению полиэтиленовой (в том числе профилированной) плети или синтетического тканевого шланга.
В проекте учитываются возможные затраты на внутреннюю телеинспекцию полости реконструируемого газопровода, подрезку и зачистку механических препятствий (грат на сварных швах, несовпадение кромок и др.) и удаление посторонних предметов и конденсата с помощью ремонтных роботов или дополнительных котлованов и вырезки катушек.
7.18 Реконструкция стальных газопроводов предусматривается участками. Длина отдельных участков устанавливается в зависимости от местных условий прохождения трассы, состояния внутренней поверхности реконструируемого газопровода, принятой технологии реконструкции, плотности застройки, количества необходимых ответвлений, наличия крутых поворотов, резких перепадов высот и других факторов.
Для удаления загрязнений внутренней поверхности реконструируемого газопровода длина участков, подлежащих очистке, должна приниматься, как правило, не более 100 м.
Допускается большая длина для очистки при условии разработки специальной технологической карты организацией, выполняющей основные работы.
7.19 При разработке проектной документации на реконструкцию изношенных газопроводов, попадающих в зону действия линий и сооружений метрополитена, железных дорог и других спецобъектов, должны быть, как правило, получены технические условия от организаций, эксплуатирующих их.
Проектная документация в этом случае, кроме других согласований, должна быть согласована с соответствующими службами этих объектов.
7.20 Расстояние в плане между вскрываемыми котлованами для производства работ и ограждением наземной линии метрополитена должно быть таким, чтобы основание ограждений не попало в призму обрушения грунта котлована, и составлять не менее 5 м. В стесненных условиях при соответствующем техническом обосновании расстояние может быть уменьшено по согласованию с соответствующими службами.
7.21 При разработке проектной документации на реконструкцию подводных переходов газопроводов (дюкеров) особое внимание уделяется мероприятиям по сохранности от обрушения берегов, дамб и набережных, для чего перед началом проектных работ должно быть проведено детальное геологическое исследование грунтов и в зависимости от их состояния следует принимать меры по их закреплению.
Подъездные дороги, машины и оборудование должны располагаться так, чтобы исключить воздействие нагрузки на края берегов и ограждающих стенок дамб и набережной. Проект организации строительства согласовывается с организациями, в эксплуатации которых находятся береговые устои, дамбы и набережные.
7.22 При разработке проекта реконструкции газопроводов учитывают, что рассечение стального газопровода на отдельные участки (при протяжке полиэтиленовых труб) может привести к нарушению единой системы электрохимической защиты. В соответствии с этим при необходимости проект должен включать, как правило, отдельный раздел или перечень мероприятий по защите от коррозии металлических участков газопровода, футляров и стальных вставок.
Для газопроводов, восстанавливаемых с применением синтетических тканевых шлангов и специального двухкомпонентного клея, как правило, сохраняется существующая активная защита.
Необходимость сохранения активной защиты реконструируемого газопровода решается проектной организацией в зависимости от конкретных условий прохождения трассы газопровода, наличия совместной защиты и влияния ее на другие подземные сооружения, степени ответственности отдельных участков газопровода, его технического состояния, необходимости сохранения прочностных свойств стальных труб и других факторов.
Способ защиты от коррозии выбирается проектной организацией по согласованию с предприятием, выполняющим работы по эксплуатации систем защиты, и может предусматривать:
- сохранение комплексной активной защиты всех подземных металлических сооружений (газопроводов, тепловых сетей, водопроводов и т.д.);
- замену катодной защиты протекторной;
- отказ от активной защиты восстановленного участка.
Мероприятия по защите от коррозии разрабатываются в соответствии с требованиями СНиП 42-01 и дополнительно включают указания по:
- сохранению, ликвидации или замене установок и устройств электрозащиты и контрольно-измерительных пунктов;
- выполнению электроперемычек между обрезанными участками существовавшего газопровода;
- необходимости реконструкции трасс дренажных и питающих кабелей, а также пунктов их подключения к подземным сооружениям;
- порядку налаживания и регулировки систем электрозащиты.
7.23 Проектом учитываются мероприятия и затраты на восстановление дорожных покрытий и зеленых насаждений, поврежденных при проведении реконструкции газопровода.
7.24 Для потребителей, требующих бесперебойного снабжения газом и питающихся от отсекаемых участков газопроводной сети, должен производиться расчет схемы временного их подключения при помощи байпаса к ближайшему эксплуатирующемуся участку. Байпас может предусматриваться из металлических или полиэтиленовых труб в зависимости от планируемого времени эксплуатации.
7.25 Размещать соединения «полиэтилен-сталь» рекомендуется только на прямолинейных участках газопроводов.
При наличии на реконструируемых участках отводов или тройниковых ответвлений протяжка через них полиэтиленовых туб не рекомендуется. На этом месте предусматриваются котлован и вырезка соответствующей соединительной детали стального газопровода.
Протягивание вместе с трубами неразъемных соединений «полиэтилен-сталь» не допускается, а деталей с закладными нагревателями не рекомендуется.
Рекомендуемые соотношения диаметров стальных и протягиваемых в них полиэтиленовых труб приведены в таблице 16.
Таблица 16
|
Диаметр рекомендуемых к протяжке полиэтиленовых труб, мм |
Коэффициент уменьшения проходного сечения |
||
|
SDR 11 |
SDR 17,6 |
||
|
40 |
20 |
8,6 |
|
|
50 |
32 |
4,9 |
|
|
65 |
40 |
4,6 |
|
|
80 |
50 |
4,2 |
|
|
100 |
63 |
3,8 |
|
|
150 |
110 |
2,8 |
|
|
200 |
160 |
2,6 |
2,2 |
|
250 |
200 |
2,6 |
2,2 |
|
250 |
225 |
2,0 |
1,7 |
|
300 |
250 |
2,3 |
2,0 |
|
350 |
315 |
1,9 |
1,7 |
7.26 При определении размеров котлованов и длин вырезаемых катушек необходимо учитывать диаметр протягиваемой полиэтиленовой трубы (синтетического тканевого шланга) и глубину заложения реконструируемого газопровода.
Глубина заложения стальных изношенных газопроводов, в которых протягиваются полиэтиленовые трубы, а также глубина заложения полиэтиленовых газопроводов до верха трубы в местах их открытой (вне стальных реконструируемых труб) прокладки при длине этих участков до 15 м может соответствовать требованиям СНиП 42-01 как для стальных газопроводов.
Открытая прокладка полиэтиленовых газопроводов (вне каркаса) допускается в местах соединения труб деталями с закладными нагревателями, переходов труб с одного диаметра на другой, в местах установки соединений «полиэтилен-сталь», тройников, поворотов газопровода, а также на удаляемых участках стального газопровода, препятствующих протяжке полиэтиленовых труб.
При длине открытых (вне каркаса) подземных участков свыше 15 м глубина заложения полиэтиленовых труб газопровода должна соответствовать требованиям СНиП 42-01 как для полиэтиленовых газопроводов. При наличии на этих участках средне- или сильнопучинистых грунтов предусматриваются мероприятия, компенсирующие воздействие морозного пучения грунта.
При невозможности укладки полиэтиленовых труб на глубине 0,8 м и более, а также в случае расположения котлованов на проезжей части автодорог принимают меры по защите поверхности полиэтиленовых труб от повреждения, например путем устройства футляров или другими способами, предусмотренными рабочим проектом.
Восстановление стальных изношенных газопроводов синтетическими тканевыми шлангами со специальным двухкомпонентным клеем производится по фактическому положению газопровода. Открытая прокладка синтетических тканевых шлангов не допускается.
Разработка траншей и устройство котлованов предусматриваются с учетом местных грунтовых условий (наличие водонасыщенных или слабых грунтов).
7.27 Допускается выполнять повороты упругим изгибом полиэтиленовых труб при открытой прокладке, при этом радиус поворота должен быть не менее 25 наружных диаметров полиэтиленовой трубы.
7.28 Концы реконструируемых участков между полиэтиленовой и стальной трубами заделываются.
Конструкция заделки определяется проектом. При длине участков более 150 м на одном из концов необходимо предусматривать установку контрольной трубки.
Пространство между полиэтиленовым газопроводом давлением 0,6 МПа и каркасом (изношенным стальным газопроводом) заделывается газонепроницаемым материалом.
При применении полиэтиленовых профилированных труб вследствие их почти плотного прилегания к стальному каркасу такая заделка не требуется.
7.29 Размеры котлованов при протяжке полиэтиленовой профилированной трубы могут выбираться минимальными (как колодцы диаметром 800 - 1200 мм), чтобы угол изгиба трубы на входе в каркас не превышал значений, указанных в таблице 17.
Таблица 17
|
Угол изгиба, град. |
|
|
100 |
40 - 70 |
|
150 |
25 - 50 |
|
200 |
20 - 40 |
|
250 |
15 - 30 |
|
300 |
15 - 25 |
|
400 |
15 - 20 |
7.30 При пересечении восстанавливаемого методом протяжки полиэтиленовых труб газопровода с различными сооружениями и коммуникациями устройства дополнительных защитных футляров, как правило, не требуется. Роль футляра в этом случае может выполнять участок существовавшего стального газопровода.
Конструкция такого футляра должна предусматривать уплотнение (заделку) концов и установку контрольных трубок в соответствии требованиями СНиП 42-01 и настоящего СП.
7.31 При расположении полиэтиленовых труб в футлярах учитывают температурные деформации восстановленной сети при эксплуатации и предусматривают технологические решения, снижающие температурные деформации труб.
Компенсация температурных деформаций должна осуществляться, как правило, за счет самокомпенсации отдельных участков газопровода. Установку компенсирующих устройств предусматривают в тех случаях, когда расчетом выявлены недопустимые напряжения в элементах газопровода или недопустимые усилия на присоединенном к нему оборудовании.
7.32 Проектные решения включают чертежи на узлы соединений полиэтиленовых и стальных труб, требования к устройству байпасов, а также конструктивные требования по заделке (уплотнению) футляров. Рекомендуется использовать типовые решения, согласованные в установленном порядке.
7.33 Тепловая защита полиэтиленовых труб в местах пересечения с тепловыми сетями и другими тепловыделяющими коммуникациями выполняется с таким расчетом, чтобы температура поверхности полиэтиленового газопровода не превышала плюс 30 °С в течение всего периода эксплуатации.
7.34 При реконструкции изношенных газопроводов методом протяжки полиэтиленовых профилированных труб или с использованием синтетических тканевых шлангов и специального двухкомпонентного клея должна предусматриваться площадка в ширину не менее 3,5 м и длиной не менее 16,0 м для установки машины с парогенератором и располагаться, как правило, в верхнем конце реконструируемого участка газопровода. На нижнем конце участка следует расположить площадку, где устанавливаются лебедка для протяжки и устройство для сбора конденсата.
7.35 В зависимости от используемой спецмашины длина участков газопроводов, подлежащих восстановлению с использованием синтетических тканевых шлангов, должна приниматься согласно таблице 18.
Таблица 18
|
Длина восстанавливаемого (санируемого) участка, м |
||
|
Спецмашина |
Спецмашина с большим барабаном |
|
|
100 - 250 |
400 |
> 400 |
|
300 - 500 |
250 |
> 250 < 350 |
|
600 |
200 |
> 200 < 350 |
|
700 |
150 |
> 200 < 350 |
|
800 |
100 - 130 |
> 200 < 350 |
|
900 (915) |
100 |
> 200 < 300 |
|
Примечание - В каждом случае необходимо учитывать конкретные местные условия (местонахождение объекта, свойства местности (территории), трассы трубопровода, горизонтальное или вертикальное расположение или прохождение трубопровода, отводы (колена), тройники, арматура и пр.). |
||
7.36 Общая длина участков газопроводов, подлежащих реконструкции методом протяжки полиэтиленовых профилированных труб, не должна превышать максимальной длины трубы, поставляемой на катушке.
7.37 В местах открытой прокладки полиэтиленовых труб предусматривают на расстоянии 0,2 м от верха трубы укладку полиэтиленовой сигнальной ленты с несмываемой надписью «Газ».
Дополнительные требования к проекту организации строительства и производству работ
7.38 Состав и содержание проекта организации строительства (ПОС) кроме общих требований СНиП 3.01.01 включает:
- план газопровода с указанием участков, не подлежащих восстановлению, а также мест присоединения этих участков к реконструируемому газопроводу;
- чертежи на отрываемые котлованы с указанием их точных размеров в соответствии с принятым методом производства восстановительных работ и используемым оборудованием, проходящих рядом с ними подземных инженерных сооружений и коммуникаций и привязкой котлованов к постоянным ориентирам;
- перечень работ, выполняемых в период, не связанный с прекращением подачи газа, и работ, проводимых после отключения восстанавливаемого участка от действующей сети;
- решения по защите отрытых котлованов от возможного затопления дождевыми водами;
- решения о способе проведения прочистки, телеинспекции и удаления препятствий и посторонних предметов из внутренней полости реконструируемого газопровода или по разрытию дополнительных котлованов и вырезке катушек;
- решения по защите мест открытого (вне стального газопровода) расположения полиэтиленовых труб и деталей (под проезжей частью улиц и пр.).
7.39 В пояснительной записке ПОС разрабатываются мероприятия по обеспечению безостановочной работы предприятий, попадающих в зону реконструкции (обеспечение подъездных путей и пожарных проездов, установка дополнительных дорожных указателей и т.д.).
Приводятся мероприятия по обеспечению пожаро- и взрывобезопасности на протяжении всего срока проведения работ по реконструкции, а также контроля за концентрацией газа в местах проведения газоопасных работ, разработанные в соответствии с требованиями ПБ 12-529.
Состав и детализация проекта производства работ (ППР) устанавливаются строительной организацией исходя из протяженности и степени сложности объекта реконструкции.
7.40 При разработке ППР определяются последовательность и сроки выполнения всех технологических операций, при необходимости составляются технологические карты на выполнение отдельных видов работ или используются типовые технологические карты.
ОРГАНИЗАЦИЯ РАБОТ ПРИ РЕКОНСТРУКЦИИ СТАЛЬНЫХ ИЗНОШЕННЫХ ГАЗОПРОВОДОВ
7.41 До начала производства работ строительно-монтажной организации необходимо получить разрешение, которое выдается местной администрацией.
7.42 Реконструкцию каждого объекта допускается осуществлять только на основе утвержденного проекта, решений по организации строительства и технологии производства работ. Все этапы выполнения работ должны вестись под контролем представителей организаций, на которые возложен авторский и технический надзор за проведением работ по реконструкции, и организаций, эксплуатирующих смежные коммуникации.
7.43 До начала реконструкции выполняются мероприятия по подготовке строительного производства в объеме, обеспечивающем осуществление всех работ в максимально короткие сроки, включая проведение общей организационно-технической подготовки, подготовки газопровода к реконструкции и оборудования к производству монтажных работ.
При реконструкции необходимо осуществлять контроль всех выполняемых операций. Пооперационный контроль осуществляется инженерно-техническими работниками, прошедшими соответствующий курс обучения, а также персоналом газовых хозяйств, осуществляющих технический надзор за строительством газопроводов.
Подготовительные работы
7.44 Определение трассы газопровода производится эксплуатирующей организацией с уведомлением организаций, эксплуатирующих соседние подземные коммуникации. На трассе в натуре отмечаются контуры намечаемых к вскрытию котлованов.
7.45 До начала вскрытия дорожных покрытий и разработки котлованов (приямков) необходимо выполнить следующие мероприятия:
- места проведения работ оградить по всему периметру инвентарными щитами или металлической сеткой с обозначением организации, проводящей работы, и телефонами ответственного производителя работ;
- при производстве работ на проезжей части выставить предупредительные знаки на расстоянии 5 м со стороны движения транспорта, освещаемые в ночное время;
- с наступлением темноты установить на ограждении с лобовой стороны на высоте 1,5 м сигнальный красный свет, а место работ осветить прожекторами или переносными лампами.
7.46 Ширина участков ограждения назначается в зависимости от местных условий (ширины улицы, возможности сужения проезжей части и т.п.), но должна быть не менее:
- 3,5 м - при глубине котлованов до 1,5 м;
- 4,5 м - » » » более 1,5 м.
Длина ограждения устанавливается проектом производства работ.
7.47 Вскрытие дорожных покрытий и разработку траншей следует проводить в соответствии с проектом производства работ.
Крутизна откосов котлованов должна приниматься в соответствии с требованиями СНиП 12-04 и ГОСТ Р 12.3.048.
При наличии в местах рытья котлованов электрокабелей, кабелей связи, других подземных коммуникаций выемку грунта производят с предварительным извещением и в присутствии представителей организаций, их эксплуатирующих, с соблюдением мер, исключающих возможность нанесения повреждений. Кабели в пределах пересечения после вскрытия должны заключаться в защитные футляры из пластмассовых лотков, коробов или труб, подвешиваемых, при необходимости, к балке, а также должны выполняться другие требования, предусмотренные ГОСТ Р 12.3.048, СНиП 12-03, СНиП 12-04 и ПБ 12-529.
В случае обнаружения любых подземных коммуникаций или сооружений, не указанных в проектной документации, работы следует приостановить. На место работ следует вызвать автора проекта и представителей организаций, эксплуатирующих смежные коммуникации, для определения их принадлежности и принять меры по их сохранности или ликвидации (и внесении в исполнительную документацию).
7.48 Вскрытые участки стального газопровода полностью очищаются от земли. Расстояние в свету между нижней образующей трубы и дном котлована должно быть достаточным для проведения работ по переврезке и восстановлению реконструируемого газопровода, но не менее 10 см. Выемка нижних слоев грунта и очистка вскрытого газопровода должны производиться ручным инструментом. Неровности дна котлованов не должны превышать 20 - 30 мм.
7.49 Отсечение реконструируемого участка от основной сети осуществляется после отключения подачи газа путем вырезки катушек, длина которых устанавливается из расчета свободного затягивания полиэтиленовой плети (синтетического тканевого шланга) и удобства проведения работ.
Участок, подлежащий реконструкции, продувается инертным газом или воздухом. Вырезка катушек производится эксплуатирующей организацией на отключенном и освобожденном от газа газопроводе с последующей приваркой заглушек со стороны действующих участков газопровода.
Концы обрезанного стального участка необходимо зачищать для устранения острых кромок, которые могут повредить поверхность полиэтиленовых труб (синтетического тканевого шланга).
7.50 Перед отключением газа в реконструируемом газопроводе обеспечивают снабжение газом потребителей, питающихся от отключаемого участка газовой сети, при помощи байпаса.
7.51 По завершении реконструкции изношенного газопровода должен быть, как правило, выполнен комплекс мероприятий по налаживанию и регулировке систем электрозащиты.
Технология производства работ методом протяжки полиэтиленовых труб
7.52 Технология реконструкции заключается в протягивании внутри стальных участков подготовленных плетей из полиэтиленовых труб.
Все работы, связанные с протягиванием полиэтиленовых труб, допускается проводить при температуре окружающего воздуха не ниже плюс 5 °С или с применением специальных отапливаемых модулей (палаток).
7.53 Длинномерные трубы, смотанные на катушки, и трубы мерной длины, сваренные между собой в плети требуемой длины, перед протяжкой проходят внешний осмотр. Соединение труб производится преимущественно деталями с закладными электронагревателями.
Для сварки труб нагретым инструментом встык должны использоваться сварочные машины высокой степени автоматизации.
7.54 Протягивание полиэтиленовых плетей осуществляется при помощи специального тягового каната. В качестве тягового могут использоваться стальные или текстильные канаты, концы которых должны оснащаться соединительными деталями для соединения с тянущим устройством с одной стороны и с буксировочной головкой с другой. Тяговый канат должен проходить периодическую проверку как элемент грузоподъемного устройства во избежание его разрыва во время выполнения технологических операций по прочистке и проверке внутренней полости реконструируемого газопровода и протяжке полиэтиленовой трубы. Для протаскивания тягового каната могут использоваться композиционный полимерный (стеклопластиковый, поликарбонатный или др.) стержень, свинчивающиеся металлические штанги или пневмопроходчик.
При использовании полимерного стержня или свинчивающихся штанг они пропускаются в реконструируемый газопровод со стороны входного конца. К вышедшему концу стержня или штанги прикрепляют тяговый канат, размеченный краской через 1 м. Тяговый канат втягивают в входной приямок обратным порядком.
При использовании пневмопроходчика на конце обрезанного участка стального газопровода монтируются два фланца (стандартный приварной и глухой с отверстием для каната). Пневмопроходчик с прикрепленным тяговым тросом должен вставляться внутрь обрезанного участка и давлением сжатого воздуха проталкиваться с одного конца до другого.
7.55 Реконструируемый участок предварительно прочищают протягиванием металлического ерша-калибра или иным способом, используемым в строительстве.
Перед протяжкой плети рекомендуется осуществить протаскивание контрольного отрезка полиэтиленовой трубы длиной 2,0 - 3,0 м для определения состояния внутренней полости стальной трубы. Контроль тягового усилия производится по динамометру. Контрольный отрезок трубы после протяжки не должен иметь повреждений глубиной более 0,3 мм для труб с номинальной толщиной стенки менее 6,8 мм и 0,7 мм для труб с номинальной толщиной стенки более 6,8 мм.
Если во время прочистки или контрольной протяжки ерш-калибр или отрезок трубы застряли в месте нахождения препятствия, фиксируемого длиной каната, находящегося внутри стального газопровода, отрывается дополнительный котлован, вырезается участок газопровода и устраняется причина, препятствующая прохождению ерша-калибра или контрольного образца трубы. При невозможности устройства дополнительного котлована проводятся телеинспекция и удаление препятствия с помощью ремонтного робота.
7.56 Подготовленная полиэтиленовая плеть с помощью буксировочной головки и специального захвата прикрепляется к концу тягового каната.
Для предотвращения повреждений полиэтиленовых труб в местах ввода и вывода их из реконструируемых стальных газопроводов предусматривают установку гладких втулок с конусным раструбом.
Особенности технологии протяжки полиэтиленовых профилированных труб
7.57 Перед началом работ по протяжке полиэтиленовой профилированной трубы проводится визуальный осмотр с помощью видеокамеры состояния внутренней поверхности газопровода с целью выявления возможных препятствий.
При обнаружении внутренних препятствий в виде деформаций, смещений или продавленности труб, выступающего корня шва они должны быть устранены. Участок газопровода, в котором невозможно устранить внутренние препятствия, вырезается.
После проводится очистка отключенных участков от загрязнений и других препятствий с последующей проверкой степени очистки и возможности осуществления работ на всем подготовительном участке газопровода с помощью видеокамеры.
7.58 Способы очистки и устранения внутренних препятствий выбираются организацией, производящей работы, после осмотра внутренней поверхности.
Очистка внутренней поверхности газопровода должна производиться до полного устранения всех видов посторонних включений, наносных отложений, воды, твердых или режущих частиц размером более 0,5 мм.
7.59 Если при проведении контроля с помощью видеокамеры будут выявлены участки газопровода, мешающие процессу восстановления (наличие углов поворотов, конденсатосборников, запорных устройств и т.д.), в проект должны быть внесены изменения и вскрыты дополнительные котлованы. Конденсатосборники и задвижки должны быть вырезаны и при необходимости заново установлены в соответствии с проектом.
7.60 С целью исключения помех для реконструкции всей намечаемой трассы газопровода участки, мешающие процессу работ, могут быть переложены по решению проектной организации с внесением необходимых изменений в проектную документацию.
7.61 О проведенных работах по очистке газопровода составляется акт и подписывается представителями заказчика и организации, выполняющей работы по реконструкции.
7.62 Протяжка полиэтиленовой профилированной трубы в очищенный изношенный газопровод осуществляется при постоянной скорости, не превышающей 2 м/мин.
Процесс подачи трубы контролируется с помощью встроенных приборов на лебедке, автоматически измеряющих и регистрирующих тяговое усилие, которое не должно превышать значения, указанные в таблице 19.
Таблица 19
|
Тянущее усилие, кН |
|||
|
SDR 26 |
SDR 17 |
SDR 11 |
|
|
100 |
- |
13 |
19 |
|
125 |
- |
21 |
30 |
|
150 |
- |
30 |
44 |
|
200 |
36 |
53 |
78 |
|
225 |
45 |
63 |
92 |
|
250 |
57 |
84 |
123 |
|
300 |
82 |
120 |
176 |
|
350 |
110 |
162 |
238 |
|
400 |
143 |
212 |
312 |
Усилия, создаваемые лебедкой, не должны превышать величину тянущего усилия даже в случае остановки протяжки трубы.
7.63 После втягивания в реконструируемый газопровод полиэтиленовой профилированной трубы на одном ее конце закрепляется калибрующая деталь-законцовка, через которую для инициирования процесса восстановления первоначальной формы внутрь трубы из парогенератора подается паровоздушная смесь при давлении 0,1 - 0,3 МПа с температурой 105 °С.
Избыток пара на другом конце профилированной трубы через калибрующую деталь-законцовку и регулирующее сбросное устройство сбрасывается в конденсационную емкость или атмосферу.
7.64 Продолжительность восстановления первоначальной формы трубы зависит от диаметра и протяженности реконструируемого газопровода и может составлять 3 - 5 ч.
7.65 После восстановления первоначальной формы полиэтиленовой трубы она должна быть охлаждена подачей в газопровод воздуха с давлением не выше 0,3 МПа.
Время охлаждения зависит от диаметра газопровода и температуры наружного воздуха и может составлять от 2 до 6 ч.
7.66 Окончание охлаждения определяется достижением температуры 30 °С, измеренной на дальнем конце реконструированного участка газопровода.
После охлаждения сбрасывается давление воздуха, удаляются детали-законцовки и при необходимости производится обрезка полиэтиленовой трубы с обоих концов восстановленного участка на расстоянии не менее 0,5 м от края стального каркаса.
7.67 Восстановленный трубопровод продувается воздухом с давлением 0,3 МПа для удаления конденсата, скопившегося после подачи пара, если этот процесс не был совмещен с процессом охлаждения.
Полное удаление конденсата осуществляется путем протяжки поролонового поршня в реконструированном участке газопровода.
7.68 После продувки новый полиэтиленовый газопровод проверяется на качество выполненных работ строительной организацией или другим специализированным предприятием в присутствии представителей эксплуатационной организации газового хозяйства.
Проверка осуществляется при помощи видеокамеры.
Качественно выполненный участок полиэтиленового трубопровода закрывается с обеих сторон заглушками, исключающими попадание внутрь грязи и воды. Заглушки сохраняются до момента проведения работ по соединению участков реконструированного газопровода.
7.69 Для соединения восстановивших свою форму полиэтиленовых профилированных труб с полиэтиленовыми трубами ПЭ 80, ПЭ 100 или фитингами в разогретый конец профилированной трубы вставляется опорная втулка, расширяющая его до стандартных размеров. Допускается применение специальных переходов с закладными нагревателями для соединения профилированных труб нестандартных размеров с полиэтиленовыми трубами стандартных размеров.
Процесс сварки деталей с закладными электронагревателями соответствует требованиям подраздела «Сварка соединительными деталями с закладным нагревателем» настоящего СП.
7.70 При монтаже углов поворота 45°, 60°, 90° используются полиэтиленовые отводы и муфты с закладными нагревателями.
Углы поворота можно выполнить «свободным изгибом» из непрофилированных полиэтиленовых труб ПЭ 80 или ПЭ 100 (соответствующих SDR) радиусом не менее 25 наружных диаметров трубы с последующим присоединением к газопроводу при помощи муфт с закладными электронагревателями.
7.71 Для присоединения полиэтиленовой профилированной трубы к стальному газопроводу применяются соединения «сталь-полиэтилен» и муфты с закладными нагревателями.
7.72 Для присоединения полиэтиленовых газопроводов к реконструированному профилированными трубами газопроводу можно использовать седловидные ответвления или заменить часть полиэтиленовой профилированной трубы тройником, присоединяемым муфтами с закладными нагревателями. При этом вырезается часть газопровода и удаляется стальной каркас с таким расчетом, чтобы обеспечить правильную установку тройника и муфт с закладными элементами.
Стальной каркас удаляется специальным фрезерно-шлифовальным электроинструментом так, чтобы не повредить поверхность полиэтиленовой трубы.
Особенности технологии восстановления изношенных стальных газопроводов с использованием синтетических тканевых шлангов и специального двухкомпонентного клея
7.73 Работы по реконструкции настоящим методом рекомендуется проводить при температуре наружного воздуха не ниже минус 15 °С и температуре грунта, прилегающего к восстанавливаемому участку газопровода, не ниже плюс 5 °С. При отрицательной температуре наружного воздуха ввод в реконструируемый газопровод синтетического тканевого шланга со специальным двухкомпонентным клеем осуществляется с применением отапливаемых модулей (палаток).
7.74 Реконструируемый участок газопровода (за исключением подводной части дюкеров) до начала работ должен быть подвергнут внеочередному техническому обследованию приборными методами. Выявленные утечки газа следует устранить.
Повреждения изоляционного покрытия должны быть устранены в случае, если данный участок газопровода находится вне зоны действия ЭЗУ.
Результаты технического обследования и выполненных работ оформляются соответствующим актом.
В отдельных случаях при невозможности устранения неплотностей газопровода допускается применение указанного выше метода при наличии сквозных отверстий диаметром не более 3 см.
7.75 После вырезки и удаления из монтажного котлована части стальной изношенной трубы к концам реконструируемых участков газопровода привариваются технологические катушки из стальных труб длиной не менее 0,6 м, а на законцовочных участках, присоединяемых к действующему газопроводу, длина катушек должна быть, как правило, не менее 1,0 м. Приварка катушек обеспечивает полное восстановление изношенного стального газопровода синтетическим тканевым шлангом, а также позволяет установить усилительные муфты на сварных швах.
Стальные трубы для катушек должны отвечать требованиям СНиП 42-01 и положениям СП 42-102. Качество сварных соединений, попадающих в зону санирования, в пределах монтажных котлованов проверяется внешним осмотром в соответствии с требованиями СНиП 42-01.
Общий вид монтажных котлованов и размеры технологических катушек указаны в приложении Л.
7.76 Перед началом работ по санированию синтетическим тканевым шлангом и специальным двухкомпонентным клеем изношенного стального газопровода проводится тщательная очистка от загрязнений и грата на сварных швах с помощью скребков, щеток, поршней и пескоструйной очистки с удалением продуктов очистки из газопровода.
7.77 Способ очистки выбирается организацией, производящей работы.
Очистка внутренней поверхность газопровода производится до металлического блеска в соответствии со степенью 4 таблицы 3 ГОСТ 9.402.
После проведения работ по очистке внутренняя поверхность газопровода осматривается с помощью видеокамеры на предмет оценки степени очистки и возможности восстановления всего участка газопровода.
Окончательная зачистка (пескоструйная обработка) участков газопровода, превышающих протяженность 100 м (проходящих через водные или другие преграды, где невозможна раскопка дополнительных котлованов), проводится на длину 10 - 15 м с последующим контролем видеокамерой на величину, определяемую профилем газопровода.
7.78 Восстановление газопроводов в целях исключения появления гофр выполняется с углами поворота газопровода до 60°. Если при проведении контроля с помощью видеокамеры будут выявлены участки газопровода, мешающие процессу санации (наличие углов поворотов с радиусом более пяти диаметров трубы, конденсатосборников, запорных устройств и т.д.), в проект должны быть внесены изменения, вскрыты дополнительные котлованы в местах углов поворотов более 60°, мешающих процессу санации, с врезкой катушек с меньшим углом поворота.
Конденсатосборники и задвижки вырезаются и при необходимости заново устанавливаются в соответствии с проектом. После проведения этих работ проводится дополнительная очистка врезанных катушек с контролем видеокамерой степени очистки.
7.79 С целью исключения помех для восстановления всего намечаемого участка газопровода участки, мешающие процессу работ, могут быть переложены по решению проектной организации с внесением необходимых изменений в проектную документацию.
7.80 О проведенных работах по очистке газопровода должен быть составлен акт, который подписывается представителями заказчика и организации, выполняющей работы по восстановлению.
7.81 Работы по восстановлению газопровода проводятся в соответствии с технологическими картами.
7.82 Применяемый тканевый шланг должен соответствовать, как правило, внутреннему диаметру газопровода, он разрезается на объекте строительства на отрезки по длине восстанавливаемого участка газопровода с определенным запасом.
7.83 Компоненты клея должны перемешиваться на объекте реконструкции в строго определенном количестве в соответствии с паспортными данными и заливаться в поднятый конец шланга в зависимости от диаметра и длины газопровода в количестве, приведенном в таблице 20.
Таблица 20
|
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
|
|
Потребное количество клея на 100 м газопровода, кг |
100 |
200 |
300 |
400 |
500 |
600 |
760 |
860 |
7.84 Допускается подготовка шланга и клея с последующей заправкой в барабан реверс-машины на производственной базе строительной организации в тех случаях, когда объект реконструкции находится на расстоянии, при котором возможно прибытие реверс-машины до начала процесса полимеризации клея.
7.85 При втягивании подготовленного шланга в барабан реверс-машины обеспечивается равномерное распределение клея по всей длине подготовленного шланга, что достигается подбором определенных расстояний между валками машины.
7.86 Скорость подачи шланга в газопровод не должна превышать 2,5 м/мин. Процесс подачи шланга контролируется с помощью маркировки длины на внешней поверхности шланга.
7.87 После втягивания в реконструируемый газопровод тканевого шланга для инициирования процесса затвердевания клея внутрь шланга из парогенератора подается паровоздушная смесь при давлении 0,1 - 0,3 МПа с температурой 105 °С.
Избыток пара на другом конце газопровода через регулирующее сбросное устройство сбрасывается в конденсационную емкость или атмосферу.
7.88 Продолжительность затвердевания клея зависит от диаметра и протяженности восстанавливаемого газопровода и может составлять 4 - 5 ч.
7.89 После затвердевания клея во избежание отклеивания шланга от внутренней поверхности газопровода он охлаждается подачей в газопровод воздуха с давлением не выше 0,3 МПа. Время охлаждения зависит от диаметра газопровода и температуры наружного воздуха и может составлять от 2 до 6 ч.
7.90 Окончание охлаждения определяется достижением температуры 30 °С, измеренной на дальнем конце восстановленного участка газопровода.
7.91 По окончании охлаждения давление воздуха сбрасывается, производится обрезка шланга с обоих концов восстановленного участка так, чтобы расстояние от сварного шва при последующей врезке катушек было не менее 300 мм.
7.92 Восстановленный газопровод продувается воздухом с давлением 0,3 МПа для удаления конденсата, скопившегося после подачи пара, если этот процесс не был совмещен с процессом охлаждения.
7.93 Полное удаление конденсата осуществляется путем протяжки поролонового поршня в восстановленном участке газопровода.
7.94 После продувки восстановленный газопровод проверяется на качество выполненных работ строительной организацией (фирмой или другим специализированным предприятием) в присутствии представителей эксплуатационной организации газового хозяйства.
Проверка осуществляется при помощи видеокамеры.
При обнаружении любого видимого дефекта (разрыв тканевого шланга, его вздутие и др.) шланг извлекается из трубы следующим образом: испорченный шланг соединяется с тросом на одном конце и осторожно и медленно вытягивается лебедкой в другую сторону газопровода.
Перед вытягиванием шланг по всей длине газопровода нагревается паром с температурой 100 - 105 °С, после чего процесс производства работ по восстанавливаемому газопроводу повторяется. По результатам проверки составляется акт.
7.95 Качественно выполненный участок просанированного газопровода закрывается с обеих сторон заглушками, исключающими попадание внутрь посторонних предметов, грязи и воды. Заглушки сохраняются до момента проведения работ по соединению участков реконструированного газопровода.
7.96 Участки просанированного газопровода соединяются между собой и присоединяются к действующему газопроводу с помощью катушек (тройников, отводов), представляющих собой отрезки стальной изолированной трубы, отвечающей требованиям СНиП 42-01, предъявляемым к стальным газопроводам.
7.97 Для проведения сварочных работ по вварке катушек между просанированными участками газопровода с целью исключения повреждения тканевого шланга расстояние от концов газопровода до шланга должно быть не менее 300 мм. Сварные стыки вваренных катушек должны быть проверены физическими методами контроля в соответствии с требованиями СНиП 42-01.
7.98 В местах сварки катушек газопровод покрывается усиленным изоляционным покрытием.
7.99 Перед вводом газопровода в эксплуатацию должна быть проведена приборным методом проверка качества изоляционного покрытия.
7.100 Для присоединения ответвлений к реконструированному синтетическим тканевым шлангом газопроводу используются специальные механические средства врезки, позволяющие осуществлять работы без снижения давления. Не допускается прямое воздействие пламени горелки при резке трубопровода на тканевый шланг восстановленного газопровода.
8 КОНТРОЛЬ КАЧЕСТВА РАБОТ
ОБЩИЕ ПОЛОЖЕНИЯ
8.1 При строительстве и реконструкции газопроводов с использованием полиэтиленовых труб (в том числе профилированных), а также синтетических тканевых шлангов и специального двухкомпонентного клея для обеспечения требуемого уровня качества производят:
а) проверку квалификации сварщиков;
б) входной контроль качества применяемых труб, соединительных деталей и синтетических материалов;
в) технический осмотр сварочных устройств (нагревательного инструмента, сварочного центратора, торцовки, блока питания, программного устройства, вспомогательного инструмента), а также другого технологического оборудования (реверс-машины, скоростного парогенератора и т.д.);
г) систематический операционный контроль качества сборки под сварку и режимов сварки;
д) визуальный контроль (внешний осмотр) сварных соединений и инструментальный контроль их геометрических параметров;
е) механические испытания сварных соединений;
ж) контроль сварных стыковых соединений физическими методами (при необходимости) в соответствии с требованиями СНиП 42-01;
з) контроль качества выполненных работ при помощи видеокамеры;
и) пневматические испытания смонтированного газопровода при его сдаче в эксплуатацию в соответствии с требованиями СНиП 42-01.
Проверку по пп. а, б, г следует производить по требованиям настоящего СП.
Проверку по пп. д, е, ж, з, и следует производить по требованиям и в объеме, предусмотренном СНиП 42-01, СП 42-101 и настоящим СП.
Проверку по п. в следует производить в соответствии с инструкцией по эксплуатации оборудования на соответствие паспортным данным.
Проверка сварочного оборудования и технологического оборудования, находящегося на сервисном обслуживании, выполняется в соответствии с рекомендациями сервисного центра. Дата технического осмотра и его результаты должны быть отражены в журнале производства работ.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КОНТРОЛЮ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПОЛИЭТИЛЕНОВЫХ ТРУБ
8.2 Контролю качества подвергаются сварные соединения полиэтиленовых (в том числе профилированных) труб, соответствующих требованиям СНиП 42-01 и положениям настоящего СП.
8.3 Методы контроля качества сварных соединений подразделяются на обязательные (экспресс) методы, проводимые лабораториями строительно-монтажных организаций, и специальные, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости подтверждения результатов экспресс-методов, проведения углубленных исследований и других целей.
8.4 Вырезку контрольных соединений из газопровода осуществляют, как правило, в период производства сварочных работ с целью исключения вварки «катушек». Контрольные соединения выполняются по требованию органов надзора в случаях обнаружения нарушений технологии сварки.
8.5 Проверке подвергаются допускные и контрольные соединения, выполненные сварщиком в соответствии с нормами СНиП 42-01 и положениями настоящего СП.
8.6 Сварные соединения, забракованные при внешнем осмотре и измерениях, исправлению не подлежат и должны быть из газопровода удалены.
8.7 При неудовлетворительных результатах испытаний сварных соединений экспресс-методами необходимо произвести проверку удвоенного числа соединений тем же методом контроля, по которому были получены неудовлетворительные результаты. Если при повторной проверке хотя бы одно из проверяемых соединений окажется неудовлетворительного качества, то сварщик отстраняется от работы и направляется для переаттестации или проверяется сварочная техника, которая использовалась для сварки этих стыков. Порядок проведения дальнейших работ на газопроводе определяется требованиями СНиП 42-01.
8.8 Перечень методов испытаний, обязательных при проведении контроля качества сварных соединений, приведен в таблице 21.
Таблица 21
|
Способ сварки |
|
|
Внешний осмотр |
Нагретым инструментом встык. Деталями с ЗН |
|
Испытание на осевое растяжение |
Нагретым инструментом встык |
|
Ультразвуковой контроль |
То же |
|
Пневматические испытания |
Нагретым инструментом встык. Деталями с ЗН |
|
Испытание на сплющивание |
Деталями с ЗН |
|
Испытание на отрыв |
Деталями с ЗН (только для седловых отводов) |
Обязательным методам оценки подвергаются сварные соединения, выполняемые перед началом строительства газопроводов (допускные стыки) и отбираемые из числа стыков, сваренных каждым сварщиком на объекте строительства (контрольные стыки).
8.9 Перечень специальных методов испытаний, рекомендуемых к проведению при оценке качества сварных соединений, приведен в таблице 22.
Таблица 22
|
Способ сварки |
|
|
Испытание на статический изгиб |
Нагретым инструментом встык |
|
Испытание при постоянном внутреннем давлении |
Нагретым инструментом встык. Деталями с ЗН |
|
Испытание на длительное растяжение |
Нагретым инструментом встык |
|
Испытания на стойкость к удару |
Деталями с ЗН (только для седловых отводов) |
Результаты испытаний на длительное растяжение являются факультативными.
ОБЯЗАТЕЛЬНЫЕ МЕТОДЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Внешний осмотр
8.10 Внешнему осмотру подвергаются соединения, выполненные любым способом сварки. Рекомендуется иметь на предприятии контрольные образцы соединений, по которым можно вести наглядное сравнение внешнего вида сварных соединений трубопровода. Порядок оформления контрольных образцов приведен в приложении М.
8.11 Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, отвечает следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3 - 0,7 в любой точке шва. При сварке труб с соединительными деталями это отношение допускается в пределах 0,2 - 0,8;
- смещение наружных кромок свариваемых заготовок не должно превышать 10 % толщины стенки трубы (детали);
- впадина между валиками грата К (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей) (см. рисунок 10);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
8.12 Размеры валиков наружного грата швов зависят от толщины стенки и материала свариваемых труб (деталей). В таблице 23 приведены данные, полученные при сварке труб (деталей) из ПЭ 80, для труб (деталей) из ПЭ 100 эти размеры меньше на 15 % (см. рисунок 10).
8.13 Определение размеров валиков производится непосредственно на сварном шве в условиях строительного производства. Допускается производить определение расположения впадины между валиками грата и замер самих валиков после срезания наружного грата по всему периметру трубы. Срезание наружного грата должно производиться при помощи специальных приспособлений, не наносящих повреждений телу трубы и не выводящих толщину стенки за пределы допускаемых отклонений.
Критерии оценки внешнего вида соединений, выполненных нагретым инструментом встык, приведены в таблице 24.
8.14 Результаты внешнего осмотра и проверки размеров сварочного грата соединений, выполненных сваркой нагретым инструментом встык, считают положительными, если они отвечают требованиям 8.11, таблицы 23 и критериям оценки дефектов, приведенным в таблице 24.
8.15 Отдельные наружные повреждения валиков сварного шва (срезы, сколы, вдавленности от клеймения стыка) протяженностью не более 20 мм и не затрагивающие основного материала трубы считать браком не следует.
Методика определения размеров сварного стыкового соединения приведена в приложении Н.
8.16 Внешний вид сварных соединений, выполненных при помощи деталей с закладными нагревателями, отвечает следующим требованиям:
- трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
- индикаторы сварки деталей должны находиться в выдвинутом положении;
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°;
Таблица 23
|
Условное обозначение труб |
||||||
|
SDR 11 63 ´ 5,8 |
SDR 11 75 ´ 6,8 |
SDR 17,6 90 ´ 5,2 |
SDR 11 90 ´ 8,2 |
SDR 17,6 110 ´ 6,3 |
SDR 11 110 ´ 10 |
|
|
Высота h, мм |
1,5 - 3,0 |
2,0 - 3,5 |
1,5 - 3,0 |
2,5 - 4,5 |
2,0 - 3,5 |
2,5 - 4,5 |
|
Ширина b, мм |
4,0 - 6,0 |
5,0 - 7,0 |
4,0 - 6,0 |
6,0 - 8,5 |
4,5 - 6,5 |
6,5 - 10,0 |
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|
SDR 17,6 125 ´ 7,1 |
SDR 11 125 ´ 11,4 |
SDR 17,6 140 ´ 8,0 |
SDR 11 140 ´ 12,7 |
SDR 17,6 160 ´ 9,1 |
SDR 11 160 ´ 14,6 |
|
|
Высота h, мм |
2,0 - 4,0 |
3,0 - 5,0 |
2,5 - 4,5 |
3,0 - 5,0 |
2,5 - 4,5 |
3,0 - 5,0 |
|
Ширина b, мм |
5,5 - 7,5 |
8,5 - 12,0 |
6,0 - 8,5 |
9,0 - 13,0 |
6,0 - 9,5 |
10,0 - 15,0 |
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|
SDR 17,6 180 ´ 10,2 |
SDR 11 180 ´ 16,4 |
SDR 17,6 200 ´ 11,4 |
SDR 11 200 ´ 18,2 |
SDR 17,6 225 ´ 12,8 |
SDR 11 225 ´ 20,5 |
|
|
Высота h, мм |
2,5 - 4,5 |
3,5 - 5,5 |
3,0 - 5,0 |
4,0 - 6,0 |
3,0 - 5,0 |
4,5 - 6,5 |
|
Ширина b, мм |
6,5 - 10,5 |
11,0 - 16,0 |
8,5 - 12,0 |
13,0 - 18,0 |
9,0 - 13,0 |
14,0 - 21,0 |
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|
SDR 17,6 250 ´ 14,2 |
SDR 11 250 ´ 22,7 |
SDR 17,6 280 ´ 15,9 |
SDR 11 280 ´ 25,4 |
SDR 17,6 315 ´ 17,9 |
SDR 11 315 ´ 28,6 |
|
|
Высота h, мм |
3,0 - 5,0 |
4,5 - 7,5 |
3,5 - 5,5 |
5,0 - 8,0 |
4,0 - 6,0 |
5,5 - 9,0 |
|
Ширина b, мм |
9,5 - 14,5 |
16,5 - 23,5 |
11,0 - 16,5 |
17,0 - 26,0 |
13,0 - 18,0 |
19,0 - 28,0 |
Таблица 24
|
Графическое изображение и внешний вид соединения |
|||
|
Краткое описание |
Критерии оценки |
Соблюдение параметров сварки |
|
|
1. Хороший шов с гладкими и симметричными валиками грата округлой формы |
Размеры наружного грата и внешний вид шва соответствуют требованиям 8.11 настоящего Свода правил |
Соблюдение всех технологических параметров сварки в пределах нормы |
|
|
2. Брак. Шов с несимметричными валиками грата одинаковой высоты в одной плоскости, но различной в противоположных точках шва |
Различие по высоте более 50 % в противоположных точках шва |
Превышение допустимого зазора между торцами труб перед сваркой |
|
|
3. Брак. Малый грат округлой формы |
Величина наружного грата по высоте и ширине меньше верхних предельных значений, приведенных в таблице 23 настоящего Свода правил |
Недостаточное давление при осадке шва или малое время прогрева |
|
|
4. Брак. Большой грат округлой формы |
Величина наружного грата по высоте и ширине больше верхних предельных значений, приведенных в таблице 23 настоящего Свода правил |
Чрезмерное время прогрева или повышенная температура нагревателя |
|
|
5. Брак. Несимметричный грат по всей окружности шва |
Различие по высоте и ширине валиков грата по всей окружности шва превышает 40 % |
Различный материал свариваемых труб или деталей (ПЭ 63 с ПЭ 80) или различная толщина стенки труб ПЭ 80 с ПЭ 100 |
|
|
6. Брак. Высокий и узкий грат, как правило, не касающийся краями трубы |
Высота валиков грата больше или равна его ширине |
Чрезмерное давление при осадке стыка при пониженной температуре нагревателя |
|
|
7. Брак. Малый грат с глубокой впадиной между валиками |
Устье впадины расположено ниже наружной и выше внутренней образующих труб |
Низкая температура нагревателя при недостаточном времени прогрева |
|
|
8. Брак. Неравномерность (асимметричность) валиков грата |
Различие по высоте валиков грата в одной плоскости более 40 % с одновременным смещением образующих труб более 10 % толщины стенки |
Смещение труб относительно друг друга |
|
|
9. Брак. Неравномерное распределение грата по периметру шва |
Высота грата в месте неравномерного выхода больше его ширины, впадина между валиками грата нечетко выражена или отсутствует. В противоположной точке шва грат имеет размеры, меньшие на 50 % и более |
Смещение нагревателя в процессе прогрева |
|
|
10. Брак. Шов с многочисленными наружными раковинами по всему периметру с концентрацией по краям грата с возможными следами поперечного растрескивания |
Многочисленные раковины, расположенные вплотную друг к другу |
Чрезмерная температура нагревателя, значение которой выше температуры деструкции данной марки полиэтилена |
|
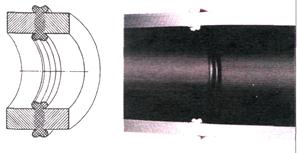

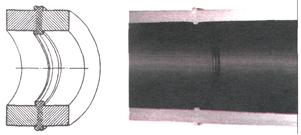
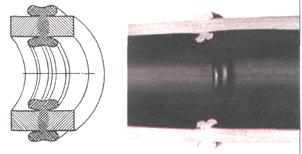

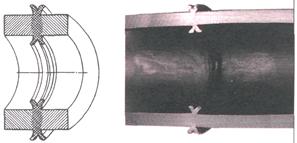

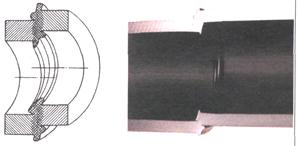

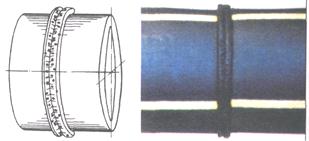
Таблица 25
|
Оценка внешнего вида седловых отводов с закладными нагревателями |
Графическое изображение и внешний вид соединения |
||
|
Краткое описание |
Критерии оценки |
Соблюдение параметров сварки |
|
|
1. Хорошее соединение, отвод плотно облегает поверхность трубы |
Гладкая поверхность отвода без искривлений и зазоров |
Соблюдение технологических операций и параметров сварки в пределах нормы |
|
|
2. Брак. Зазор между охватывающей частью седлового отвода и трубой |
Более 0,3 мм |
Чрезмерная обработка поверхности трубы или недостаточное усилие прижатия отвода |
|
|
3. Брак. Температурная деформация наружной поверхности отвода |
Появление гофра на поверхности |
Чрезмерное время нагрева или напряжение питания |
|


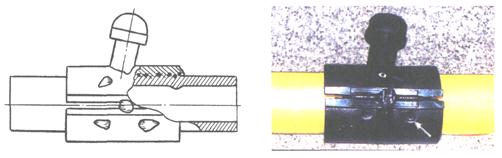
Таблица 26
|
Оценка внешнего вида седловых отводов с закладными нагревателями |
Графическое изображение и внешний вид соединения |
||
|
Краткое описание |
Критерии оценки |
Соблюдение параметров сварки |
|
|
1. Хорошее соединение, деталь плотно охватывает концы свариваемых труб |
Гладкая поверхность детали без видимых зазоров |
Соблюдение технологических операций и параметров сварки в пределах нормы |
|
|
2. Брак. Зазор между охватывающей частью детали и трубой |
Более 0,3 мм |
Чрезмерная обработка поверхности трубы или эллипсность трубы |
|
|
3. Брак. Непараллельность (искривление осей трубы и детали) |
Более 2,0 мм на длине l = 3de |
Недостаточное заглубление концов труб внутрь детали или деформация соединения до его остывания |
|
|
4. Брак. Частичное появление расплава полиэтилена по торцам детали |
Не допускается |
Сдвиг трубы в процессе сварки или смещение спирали |
|
|
5. Брак. Индикаторы сварки в исходном положении |
Не допускается |
Недостаточное время сварки или недостаточное напряжение, подаваемое на спираль детали |
|
|
6. Брак. Местное расплавление поверхности детали |
Не допускается |
Чрезмерное время нагрева или напряжение питания |
|
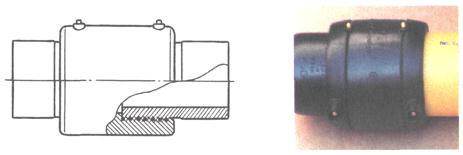
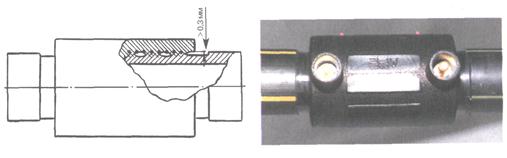
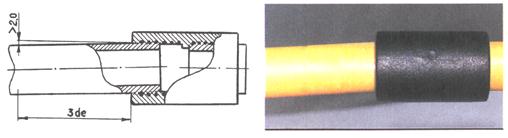



|
ПЭ 80 (газ) |
|
|
ПЭ 80 (газ) |
|
|
ПЭ 100 (газ) |
|
|
ПЭ 100 (газ) |
|
|
См. маркировку на трубе |
|
|
Вода |
|
|
Вода |
|






- поверхность деталей не должна иметь следов температурной деформации или сгоревшего полиэтилена;
- по периметру детали не должно быть следов расплава полиэтилена, возникшего в процессе сварки.
8.17 Критерии оценки внешнего вида соединений, выполненных при помощи седловых отводов с закладными нагревателями, приведены в таблице 25.
Критерии оценки внешнего вида соединений, выполненных при помощи муфт, тройников, отводов и переходов с закладными нагревателями, приведены в таблице 26.
Результаты внешнего осмотра сварных соединений, выполненных при помощи деталей с закладными нагревателями, считают положительными, если они отвечают требованиям 8.16 и критериям оценки дефектов, приведенным в таблицах 25 и 26.
Испытания на осевое растяжение
8.18 Испытаниям на осевое растяжение подвергаются соединения, выполненные сваркой нагретым инструментом встык.
Критерием определения качества сварного соединения, выполненного сваркой встык, является характер разрушения образцов.
Различают три типа разрушения:
- тип I - наблюдается после формирования «шейки» - типичного сужения площади поперечного сечения образца во время растяжения на одной из половин испытываемого образца. Разрушение наступает, как правило, не ранее чем при достижении относительного удлинения более 50 % и характеризует высокую пластичность. Линия разрыва проходит по основному материалу и не пересекает плоскость сварки;
- тип II - отмечается при достижении предела текучести в момент начала формирования «шейки». Разрушение наступает при небольших величинах относительного удлинения, как правило, не менее 20 и не более 50 % и характеризует низкую пластичность. Линия разрыва пересекает плоскость сварки, но носит вязкий характер;
- тип III - происходит до достижения предела текучести и до начала формирования «шейки». Разрушение наступает при удлинении образца, как правило, не более 20 % и характеризует хрупкое разрушение. Линия разрыва проходит точно по плоскости сварки.
8.19 Результаты испытания считаются положительными, если при испытании на осевое растяжение не менее 80 % образцов имеют пластичный характер разрушения I типа. Остальные 20 % образцов могут иметь характер разрушения II типа. Разрушение III типа не допускается.
При хрупком разрыве по шву для определения причин разрушения анализируются характер излома и дефекты шва.
8.20 При испытании на осевое растяжение определяют также относительное удлинение при разрыве (по ГОСТ 11262, за исключением п. 1.5 и п. 4.2, последний абзац). По результатам испытаний составляют протокол в соответствии с приложением Ц СП 42-101.
Методика проведения испытаний образцов сварных стыковых соединений на осевое растяжение приведена в приложении П.
Ультразвуковой контроль
8.21 Ультразвуковому контролю подвергаются соединения полиэтиленовых труб, выполненные сваркой нагретым инструментом встык и соответствующие требованиям визуального контроля (внешнего осмотра).
Количество сварных соединений, подвергаемых ультразвуковому контролю, следует определять по нормам СНиП 42-01 в зависимости от условий прокладки газопровода и степени автоматизации сварочной техники.
8.22 К выполнению работ по ультразвуковому контролю допускаются специалисты, имеющие сертификат установленной формы на право проведения контроля не ниже второго уровня квалификации по акустическим методам контроля, а также удостоверение о дополнительном обучении по контролю сварных стыковых соединений полиэтиленовых газопроводов.
8.23 С помощью ультразвукового контроля должны выявляться внутренние дефекты типа несплавлений, трещин, отдельных или цепочек (скоплений) пор, включений.
Критерии оценки качества при помощи ультразвукового контроля сварных стыковых соединений полиэтиленовых труб приведены в приложении Р.
8.24 Дефекты сварных стыковых соединений полиэтиленовых газопроводов по результатам ультразвукового контроля относят к одному из следующих видов:
- одиночные (поры, механические включения, примеси);
- протяженные (несплавления, трещины, удлиненные поры и включения, цепочки или скопления пор, включений).
8.25 Оценка качества сварных стыковых соединений полиэтиленовых газопроводов производится по следующим признакам:
- максимально допустимой площади дефекта (амплитудный критерий);
- по условной протяженности дефекта (амплитудно-временной критерий);
- по количеству допустимых дефектов на периметре стыка.
Предельно допустимые размеры и количество дефектов приведены в приложении С.
В случае определения разных значений условной протяженности дефекта при контроле сварного шва с двух его сторон оценка качества производится по большему из них.
Результаты ультразвукового контроля оформляют в виде протокола проверки сварных стыков газопровода ультразвуковым методом, в соответствии с приложением Ш СП 42-101.
Пневматические испытания сварных соединений
8.26 Пневматическим испытаниям подвергаются сварные соединения, выполненные как сваркой нагретым инструментом встык, так и сваркой с помощью деталей с закладными нагревателями. Пневматические испытания соединений проводятся одновременно с испытаниями всего построенного газопровода в соответствии с требованиями СНиП 42-01 и положениями раздела «Испытания и приемка газопроводов» настоящего СП и СП 42-101.
Испытание на сплющивание
8.27 Испытаниям на сплющивание подвергают соединения, полученные сваркой при помощи деталей муфтового типа (муфт, переходов, отводов, тройников, заглушек и т.п.) с закладными нагревателями.
Испытания проводят на образцах-сегментах путем сжатия труб у торца соединения до величины, равной двойной толщине стенки.
8.28 Стойкость сварного шва к сплющиванию характеризуется процентом отрыва, который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы. Результаты испытаний считают положительными, если на всех испытанных образцах отрыв не наблюдался или если отношение длины шва, не подвергнутой отрыву, к общей измеренной длине шва составляет не менее 40 %.
Методика проведения испытаний сварных соединений на сплющивание приведена в приложении Т.
Испытание на отрыв
8.29 Испытаниям на отрыв подвергают сварные соединения труб и седловых отводов с закладными нагревателями.
Сварное соединение подвергается испытанию целиком и продолжается до полного отделения седлового отвода от трубы.
8.30 В результате испытания соединения излом в месте сварки седлового отвода с трубой должен иметь полностью или частично пластичный характер разрушения по замкнутому периметру сварного шва. Хрупкое разрушение не допускается. В процессе проведения испытаний фиксируется также разрушающая нагрузка.
Методика проведения испытания сварных соединений на отрыв приведена в приложении У.
СПЕЦИАЛЬНЫЕ МЕТОДЫ КОНТРОЛЯ
Испытание на статический изгиб
8.31 Испытаниям на статический изгиб подвергаются соединения, выполненные сваркой нагретым инструментом встык.
Испытания проводят на образцах-полосках с расположенным по центру сварным швом.
При испытании на статический изгиб определяется угол изгиба образца, при котором появляются первые признаки разрушения. Результаты испытания считаются положительными, если испытываемые образцы выдерживают без разрушения и появления трещин изгиб на угол не менее 160°.
Методика проведения испытаний приведена в приложении Ф.
Испытание при постоянном внутреннем давлении
8.32 Испытаниям при постоянном внутреннем давлении подвергаются сварные соединения, выполненные как сваркой нагретым инструментом встык, так и сваркой при помощи деталей с закладными нагревателями.
Испытания проводятся в соответствии с требованиями ГОСТ Р 50838 и методикой ГОСТ 24157.
8.33 При испытании определяется стойкость при постоянном внутреннем давлении в течение заданного промежутка времени при нормальной и повышенной температурах и определенной величине начального напряжения в стенке трубы.
Результаты испытаний считаются положительными, если все испытуемые образцы не разрушились до истечения контрольного времени испытания или разрушился один из образцов, но при повторных испытаниях ни один из образцов не разрушился.
Методика проведения испытаний на внутреннее давление приведена в приложении Х.
Испытание на длительное растяжение
8.34 Испытание сварных соединений на длительное растяжение проводится для определения длительной несущей способности сварных соединений, выполненных сваркой нагретым инструментом встык.
Одновременно с испытанием оцениваемых образцов сварных швов при тех же условиях испытывают образцы других сварных соединений, сваренных при оптимальных параметрах сварки (базовые стыки). Образцы оцениваемых сварных соединений и базовые стыки должны быть изготовлены из одной марки материала и одной партии труб.
8.35 Испытания проводят до появления трещин не менее чем у 50 % испытываемых образцов. Результаты испытания сравниваются по среднему значению времени до появления трещин.
По мере проведения испытаний образцы должны подвергаться периодическому внешнему осмотру с целью выявления хрупкого излома и трещин в зоне шва. Изломы в области зажимов не учитываются.
Результаты испытания считаются положительными, если образцы оцениваемых сварных соединений имеют среднее значение времени до появления трещин не ниже значений, полученных для базовых стыковых соединений.
Методика проведения испытаний приведена в приложении Ц.
Испытание на стойкость к удару
8.36 Испытаниям на стойкость к удару подвергаются соединения, выполненные при помощи крановых седловых отводов.
Испытания проводят на образцах в виде патрубков с расположенным посередине седловым отводом.
При испытании на стойкость к удару определяется способность образца выдержать внутреннее пневматическое давление (0,6 ± 0,05) МПа в течение 24 ч после нанесения по нему двух ударов падающим грузом массой (5,0 ± 0,05) кг.
8.37 Результаты испытания считаются положительными, если оцениваемые образцы выдерживают испытание при отсутствии видимых разрушений и разгерметизации.
Методика проведения испытаний приведена в приложении Ш.
ТРЕБОВАНИЯ К КОНТРОЛЮ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПОЛИЭТИЛЕНОВЫХ ГАЗОПРОВОДОВ ИЗ ПРОФИЛИРОВАННЫХ ТРУБ И СТАЛЬНЫХ, ВОССТАНОВЛЕННЫХ СИНТЕТИЧЕСКИМ ТКАНЕВЫМ ШЛАНГОМ И СПЕЦИАЛЬНЫМ ДВУХКОМПОНЕНТНЫМ КЛЕЕМ
8.38 Проверка качества реконструированных газопроводов методом протяжки полиэтиленовых профилированных труб проводится в соответствии с 7.68 настоящего СП. Контроль качества сварных соединений - в соответствии с требованиями, предъявляемыми к соединениям деталями с закладными нагревателями.
8.39 Проверка качества реконструированных газопроводов с использованием синтетического тканевого чулка и специального двухкомпонентного клея проводится в соответствии с 7.94 настоящего СП. Контроль качества сварных соединений - в соответствии с требованиями СНиП 42-01 и положениями СП 42-101, СП 42-102.
9 ИСПЫТАНИЯ И ПРИЕМКА ГАЗОПРОВОДОВ
ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ
9.1 Границы участков и схема проведения испытаний определяются рабочей документацией (ПОС). Испытания газопроводов производят при температуре трубы не ниже минус 15 °С.
9.2 Предварительные испытания полиэтиленовых трубопроводов на герметичность проводят перед их укладкой (протяжкой) при бестраншейных методах строительства и реконструкции. Испытания при этом рекомендуется проводить в течение 1 ч.
Подготовленные участки (плети, бухты или катушки) полиэтиленовых газопроводов испытывают на герметичность в соответствии с требованиями СНиП 42-01 к данной категории газопровода и положениями СП 42-101.
Результаты испытания следует считать положительными, если в период испытания давление в газопроводе не меняется (нет видимого падения давления по манометру).
9.3 Окончательные испытания полиэтиленовых газопроводов на герметичность производят после полной (до проектных отметок) засыпки траншеи или после протяжки полиэтиленовой плети в соответствии с требованиями СНиП 42-01 к данной категории газопровода и положениями СП 42-101.
9.4 Дефекты, обнаруженные в процессе испытания газопроводов на герметичность, можно устранять только после снижения давления до атмосферного.
Для обнаружения места утечки газопровод освобождается от присыпки в местах нахождения сварных соединений, протянутая плеть извлекается из стального каркаса (футляра) и принимаются меры по выявлению и устранению дефекта (поврежденного участка или стыка). После устранения дефектов испытания проводятся повторно.
9.5 Испытания реконструированных газопроводов с использованием полиэтиленовых профилированных труб или синтетических тканевых шлангов проводятся после проверки на качество выполненных работ при помощи видеокамеры и соединения нескольких разделенных для проведения санации (протяжки) участков в один.
Если восстанавливаемый синтетическими тканевыми шлангами газопровод разделен на несколько испытываемых участков, то монтажные стыки, их соединяющие (сваренные после испытаний), проверяют физическими методами контроля.
9.6 Испытанный участок (плеть) присоединяется к действующим участкам стального газопровода в самое холодное время суток для снижения напряжений в трубах от воздействия температурных перепадов.
9.7 Герметичность сварных швов на смонтированных узлах соединений «полиэтилен-сталь» проверяется рабочим давлением газа с использованием газоиндикаторов.
9.8 Герметизация концов полиэтиленовых трубных плетей при продувке и испытаниях, а также подключение компрессорных установок к газопроводу производятся через разъемные фланцевые соединения, соединения «полиэтилен-сталь» или механические заглушки многократного использования, оснащенные патрубками для установки манометра и под закачку воздуха.
9.9 До проведения испытаний на герметичность необходимо произвести следующие работы:
- изоляцию стальных участков в соответствии с СП 42-102;
- заделку концов стальных участков (футляров) в соответствии с требованиями проекта;
- засыпку приямков и мест открытой прокладки.
9.10 Засыпка котлованов и открытых участков полиэтиленовых труб производится в соответствии с положениями СП 42-101 и раздела «Особенности проектирования наружных газопроводов из полиэтиленовых труб» настоящего СП.
ОСОБЕННОСТИ ПРИЕМКИ ПОЛИЭТИЛЕНОВЫХ И РЕКОНСТРУИРОВАННЫХ ИЗНОШЕННЫХ ГАЗОПРОВОДОВ
9.11 Приемка новых и реконструированных газопроводов проводится в соответствии с требованиями СНиП 42-01 и положениями СП 42-101.
9.12 При приемке новых полиэтиленовых газопроводов и реконструированных методом протяжки полиэтиленовых труб изношенных газопроводов приемочной комиссии предъявляются:
- проектная документация в полном объеме;
- акт разбивки трассы;
- исполнительные чертежи (план, профиль) газопровода с указанием его границ (пикетажа);
- строительный паспорт газопровода, включая акт испытания его на герметичность;
- российские сертификаты или технические свидетельства на примененные материалы (полиэтиленовые трубы, фитинги и т.д.).
9.13 При приемке реконструированных изношенных газопроводов методом протяжки полиэтиленовых профилированных труб приемочной комиссии предъявляются:
- проектная документация в полном объеме;
- акт разбивки трассы;
- исполнительные чертежи (план, профиль) восстановленного участка газопровода с указанием его границ (пикетажа);
- акты приемки внутренней полости газопровода, подлежащего реконструкции, и после реконструкции;
- строительный паспорт газопровода, включая акт испытания его на герметичность;
- российские сертификаты или технические свидетельства на примененные материалы (полиэтиленовую профилированную трубу, фитинги и т.д.).
9.14 При приемке реконструированных изношенных газопроводов с использованием синтетических тканевых шлангов и специального двухкомпонентного клея приемочной комиссии предъявляются:
- проектная документация в полном объеме;
- акт разбивки трассы;
- акт проведения внеочередного технического обследования подлежащего реконструкции участка газопровода;
- исполнительные чертежи (план, профиль) восстановленного участка газопровода с указанием его границ (пикетажа);
- акт приемки внутренней полости газопровода, подлежащего восстановлению;
- строительный паспорт газопровода, включая акт испытания его на герметичность;
- российские сертификаты или технические свидетельства на примененные материалы (тканевый шланг, клей и др.).
9.15 При выполнении работ по реконструкции с участием зарубежных фирм приемочной комиссии предъявляются техническое свидетельство на примененные материалы и технологию, а также гарантийное обязательство сроком не менее двух лет, гарантирующее качество примененных материалов, качество и надежность произведенных работ и другие условия, оговоренные контрактом.
9.16 Сведения о методе проведенной реконструкции изношенного подземного газопровода заносятся в его эксплуатационный паспорт.
9.17 После приемки газопровода он подключается к действующей газовой сети в соответствии с требованиями примененной технологии.
ПРИЛОЖЕНИЕ А
(справочное)
ПОЛИЭТИЛЕНОВЫЕ ГАЗОВЫЕ ТРУБЫ, СОЕДИНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ И ИХ ПРОИЗВОДИТЕЛИ
Таблица А.1 - Сортамент полиэтиленовых труб для подземных газопроводов по ГОСТ Р 50838
Размеры в мм
|
Наружный диаметр |
SDR |
Овальность, не более, труб |
||||||
|
17,6 |
11 |
в отрезках |
в бухтах, катушках для SDR |
|||||
|
Толщина стенки |
||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
17,6 |
11 |
|
|
20 |
+0,3 |
- |
- |
3,0 |
+0,4 |
0,5 |
- |
1,2 |
|
25 |
+0,3 |
- |
- |
3,0 |
+0,4 |
0,6 |
- |
1,5 |
|
32 |
+0,3 |
- |
- |
3,0 |
+0,4 |
0,8 |
- |
2,0 |
|
40 |
+0,4 |
- |
- |
3,7 |
+0,5 |
1,0 |
- |
2,4 |
|
50 |
+0,4 |
- |
- |
4,6 |
+0,6 |
1,2 |
- |
3,0 |
|
63 |
+0,4 |
- |
- |
5,8 |
+0,7 |
1,5 |
- |
3,8 |
|
75 |
+0,5 |
4,3 |
+0,6 |
6,8 |
+0,8 |
1,6 |
11,3 |
4,5 |
|
90 |
+0,6 |
5,2 |
+0,7 |
8,2 |
+1,0 |
1,8 |
13,5 |
5,4 |
|
110 |
+0,7 |
6,3 |
+0,8 |
10,0 |
+1,1 |
2,2 |
16,5 |
6,6 |
|
125 |
+0,8 |
7,1 |
+0,9 |
11,4 |
+1,3 |
2,5 |
18,8 |
7,5 |
|
140 |
+0,9 |
8,0 |
+0,9 |
12,7 |
+1,4 |
2,8 |
21,0 |
8,4 |
|
160 |
+1,0 |
9,1 |
+1,1 |
14,6 |
+1,6 |
3,2 |
24,0 |
9,6 |
|
180 |
+1,1 |
10,3 |
+1,2 |
16,4 |
+1,8 |
3,6 |
27,0 |
10,8 |
|
200 |
+1,2 |
11,4 |
+1,3 |
18,2 |
+2,0 |
4,0 |
- |
- |
|
225 |
+1,4 |
12,8 |
+1,4 |
20,5 |
+2,2 |
4,5 |
- |
- |
|
Примечания: 1. Номинальный наружный диаметр соответствует минимальному среднему наружному диаметру. 2. Овальность труб определяют на предприятии-изготовителе. 3. Трубы изготавливают в прямых отрезках, бухтах и на катушках, а трубы диаметром 200 и 225 мм выпускают только в прямых отрезках. Длина труб в прямых отрезках должна быть от 5 до 24 м с кратностью 0,5 м, предельное отклонение длины от номинальной - не более 1 %. Допускаются в партии труб в отрезках до 5 % трубы длиной менее 5 м, но не менее 3 м. |
||||||||
Таблица А.2 - Производители полиэтиленовых газовых труб и соединительных элементов
|
Фирма-производитель |
Перечень выпускаемой продукции |
|
Plasson ltd. Maagan Michael D.N. Menache 37805, Israel, www.plasson.com. Тел: (095) 782-88-92, факс (095) 191-32-57, e-mail: sales@plasson.co.il |
Соединительные детали из ПЭ 100 диаметрами от 20 до 400 мм системы FUSAMATIC и штрих-коды для газоснабжения, сварочное оборудование и инструменты |
|
Холдинг ЕВРОТРУБПЛАСТ (ЗАО «Завод АНД Газтрубпласт»; ООО «Климовский трубный завод»; ООО «Чебоксарский трубный завод»; СП «Брюгг-Пласт»; СП «Голан-Пласт»; НТЦ «Пластик») Тел. (095) 745 6857, факс 440 0200, e-mail: gaztrubplast@polyplastic.ru |
Трубы газовые из ПЭ 80 и ПЭ 100, ГОСТ Р 50838; трубы из ПЭ 100 для газопроводов давлением свыше 0,6 МПа, ТУ 2248-017-40270293; трубы из полиэтилена для газопроводов больших диаметров, ТУ 2248-018-40270293; фитинги и сварочное оборудование. Трубы напорные из полиэтилена диаметром от 10 до 1200 мм, сварные фитинги для труб до диаметра 1200 мм |
|
ОАО «Тамбовмаш» Россия, 392010, г. Тамбов, ул. Монтажная, 10 Тел.: (0752) 53 77 30, 53 65 62, факс 35 23 17 |
Трубы напорные из полиэтилена для подземных газопроводов, транспортирующих горючие природные газы для промышленного и коммунально-бытового использования. Изготавливаются по ГОСТ Р 50838, номинальный наружный диаметр 20, 25, 32, 40, 50, 110 и 160 мм. Поставляются в прямых отрезках, бухтах и на катушках. Трубы напорные из полиэтилена низкого давления диаметром от 25 до 160 мм для трубопроводов, транспортирующих воду, воздух, и другие жидкие и газообразные вещества, к которым полиэтилен химически стоек. Изготавливаются по ГОСТ 18599. Поставляются в прямых отрезках, бухтах и на катушках |
|
FRIATEC AG, Отделение Технические пластмассы Steinzeugstrafie, 50 68229 Mannchem Germany tel.: +49/621/4861705 fax: +49/621/479196 Представительство в Москве: 117312, Москва, ул. Губкина 14, оф. 32 Тел.: (095) 234 0476; 129 8002, факс: (095) 234 0479 www.friatec.ru |
FRIALEN® - система соединительных элементов для электромуфтовой сварки труб из ПЭ, включающая муфты диаметром от 20 до 710 мм, фасонные изделия всех типов, седловые отводы, арматуру и вентили для врезки под давлением, шаровые краны из ПЭ, переходные элементы металл/ПЭ, специальные изделия для реконструкции и ремонта трубопроводов из ПЭ. FRIAMAT® - универсальные полиэтиленовые аппараты для электромуфтовой сварки труб из ПЭ, полный набор инструмента для снятия оксидного слоя с труб диаметром от 20 до 710 мм, специальное оборудование |
|
ООО «ВАВИН-РУС» 125080, Москва, ул. Врубеля, д. 12, Бизнес-центр «Сокол-2» Тел. 937 8696, факс. 937 8697 |
Трубы газовые из ПЭ 80 и ПЭ 100, SDR 11, 17 диаметром от 25 до 630 мм (Германия, Польша). Фитинги из полиэтилена для электромуфтовой и стыковой сварки распределительных газопроводов (Швейцария). Трубы напорные для хозяйственно-бытового водоснабжения из ПЭ 80 и ПЭ 100, SDR 11, 17, 26 диаметром от 16 до 1600 мм (Германия, Польша, Дания). Фитинги и фасонные части из полиэтилена для электромуфтовой и стыковой сварки трубопроводов (Швейцария, Германия, Польша, Дания) |
|
ОАО «Казаньоргсинтез» Россия, Республика Татарстан, 420051, г. Казань, ул. Беломорская, д. 101 Тел. (8432) 43-71-13, 49-85-10, факс (8432) 42-51-54, 13-89-14, телетайп: 224168 СИНТЕЗ |
Трубы напорные из полиэтилена низкого давления марки ПЭ 80 для газопроводов: по ГОСТ Р 20838 Æ 63, 110, и 225 мм SDR 11 и 17,6; Æ 315 SDR 11 и 17,6. Цвет - черный (с желтой маркировочной полиэтиленовой лентой с надписью «ОСТОРОЖНО ГАЗ») или черный с желтыми маркировочными полосами. Трубы Æ до 32 мм включительно поставляются в бухтах, Æ 40 - 160 мм в бухтах и отрезках длиной от 6 до 12 м, трубы 0 свыше 160 мм поставляются в отрезках длиной от 6 до 12 м. Детали соединительные с удлиненными хвостовиками: втулки под фланец, тройники равнопроходные, отводы 90°, переходы (Æ 63, 110, 160 и 225 мм SDR 11 и 17,6), изготовленные методом литья под давлением. Детали соединительные с приваренными отрезками труб: тройники равнопроходные, отводы 90° (Æ 63, 110, 160 и 225 мм SDR 11 и 17,6), переходы Æ до 630 мм, втулки под фланец Æ до 630 мм. Втулки под фланец для труб большого Æ 315 - 1200 мм, переходы 315 ´ 225, 400 ´ 315, 500 ´ 400. Детали соединительные сварные Æ 315 - 500 мм, отводы, тройники, неравнопроходные тройники, изготовленные методом стыковой сварки из отрезков труб. Возможно изготовление узлов различной конструкции из соединительных деталей и труб диаметром до 500 мм методом стыковой сварки. Система качества сертифицирована на соответствие UNI EN ISO 9001:2000 DNV Италия № CERT-04934-99-AQ-MIL-SINCERT, ВНИИС-СЕРТ-СК № РОСС RU.ИC 11.К 00085. Трубы напорные из полиэтилена низкого давления для строительства трубопроводов хозяйственно-бытового водоснабжения, а также для транспортирования жидких и газообразных веществ, к которым полиэтилен химически стоек: по ГОСТ 18599 из полиэтилена марки ПЭ 63: диаметр от 10 до 32 мм тип SDR 11 (для номинальных давлений до 10 кгс/см2); диаметр от 40 до 500 мм типы SDR 11; SDR 17,6; SDR 26 (для номинальных давлений от 4 до 10 кгс/см2); диаметр 630 - 800 типы SDR 17,6, SDR 26 (для номинальных давлений от 4 до 6 кгс/см2; диаметры 900 - 1200 типы SDR 26 (для номинальных давления до 4 кгс/см2); по ГОСТ 18599 из полиэтилена марки ПЭ 80: диаметр от 20 до 32 мм SDR 11 и 13,6 (для номинальных давлений от 12,5 до 10 кгс/см2); диаметр от 40 до 500 мм SDR 9, 11, 13,6, 17 и 21 (для номинальных давлений 16, 12,5, 10,8, 6,3 кгс/см2 соответственно); диаметр 630 - 800 SDR 13,6, 17 и 21 (для номинальных давлений 10, 8, 6,3 кгс/см2 соответственно); диаметры 900 - 1200 SDR 21 и 26 (для номинальных давлений 6,3 и 5 кгс/см2 соответственно) |
|
ЗАО «ОПС-Шилово» 391500, Рязанская область, п. Шилово, ул. Рязанская, б/н Тел. (09136) 223 51, факс 218 09, 224 72 |
Трубы из ПЭ 80 для газопроводов по ГОСТ Р 50838: SDR 11 Æ 32, 63, 110, 160, 225; SDR 17,6 Æ 110, 160, 225 |
|
ОАО «ЗАПСИБГАЗПРОМ» 625026, Россия, г. Тюмень, ул. Республиканская, 143А Тел. (3452) 398-418, 398-607 Тел/факс (3452) 798-755, 398-113 |
Трубы полиэтиленовые (диаметром 20 - 315 мм) для газопроводов; трубы напорные из полиэтилена для трубопроводов различного назначения, в том числе для питьевого водоснабжения (диаметром от 16 до 630 мм); трубы из полиэтилена со скользящим внутренним слоем для защиты волоконнооптических кабелей; трубы полиэтиленовые армированные нитями на рабочее давление 1,98 - 7,17 МПа; 5,8 - 19,0 МПа; литые соединительные детали (угольники, тройники, переходы, заглушки) диаметром 32 - 225 мм; сварные соединительные детали (угольники, тройники) диаметром 315 - 630 мм; электромуфты диаметром 32 - 250 мм для сварки труб; седелки крановые для врезки в действующие газопроводы (трубопроводы) диаметром 63, 110 и 160 мм с отводящим патрубком диаметром 32 и 63 мм; неразъемные соединения труб со стальными диаметром 16 - 630 мм, позволяющие применение металлической арматуры в полиэтиленовых трубопроводах |
|
ОАО «Ливныпластик» Россия, 303738, г. Ливны, Орловская обл., ул. Гайдара, 2А Тел/факс: (08677) 3 2545, 3 4202, 3 2774, 3 4848 Тел.: 3 2545, 3 1580 |
Трубы газовые из ПЭ 80 по ГОСТ 50838 SDR 17,6: Æ 110, 160 мм, SDR 11: Æ 32, 63, 110, 160 мм. Трубы Æ 32 - 110 мм изготавливаются в бухтах, Æ 160 мм в отрезках по 6 - 12 м. Соединительные элементы литые: отвод 90° SDR 11 Æ 63, 110, 160 мм; тройник неравнопроходный SDR 11 63 ´ 32 и 110 ´ 63; тройник SDR 11 160 ´ 110 |
|
ОАО «Борисовский завод пластмассовых изделий» Республика Беларусь, 222120, г. Борисов-3 Минская обл., ул. Даумана, 97 Тел.: (10 375 1777) 4 4807, 4 4809, 3 4356 Факс: 5 2696, 43610 |
Трубы газовые из ПЭ 80 по ГОСТ Р 50838: SDR 11 Æ 20, 32, 63, 90, 110, 160, 225; SDR 17,6 Æ 90, 110, 160, 225. Фитинги для газопроводов из ПЭ 80: тройники, угольники, отводы, втулки и др. Соединительные детали: электромуфты Æ 32, 63; соединения ПЭ - сталь Æ 32, 63, 110, 160; электротройники 63 ´ 32 |
|
ЗАО «Трубопласт» 446201, Самарская обл., г. Новокуйбышевск, промзона, ОАО «Трубоизоляция» Тел/факс: (84635) 7 3440, тел.: 47346, 47231, 47612 |
Трубы напорные из ПЭ 80 и ПЭ 100 для подземных газопроводов по ГОСТ Р 50838 Æ 32, 63, 90, 110, 160, 225, 315, трубы из полиэтилена для газопроводов большого диаметра |
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
МАРКИРОВКА ПОЛИЭТИЛЕНОВЫХ ПРОФИЛИРОВАННЫХ ТРУБ
В сопроводительных документах на полиэтиленовые профилированные трубы указываются:
- нормативный документ, на основании которого были изготовлены трубы;
- сокращенное наименование труб;
- наружный диаметр и толщина стенки трубы (SDR);
- транспортируемая среда и ее рабочее давление;
- марка полиэтилена;
- показатель текучести расплава;
- завод-изготовитель;
- номер линии, производящей трубы;
- дата изготовления;
- метраж.
ПРИЛОЖЕНИЕ В
(справочное)
БУКВЕННЫЕ ОБОЗНАЧЕНИЯ ВЕЛИЧИН И ЕДИНИЦЫ ИХ ИЗМЕРЕНИЯ, ПРИНЯТЫЕ В РАСЧЕТАХ НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ
MRS - минимальная длительная прочность, МПа;
МОР - максимальное давление, допускаемое для постоянной эксплуатации, МПа;
SDR - стандартное размерное отношение;
В - ширина траншеи на уровне верха газопровода, м;
С - коэффициент запаса прочности;
D - параметр жесткости сечения газопровода, МПа;
E(te) - модуль ползучести материала труб при температуре эксплуатации te, МПа;
Егр - модуль деформации грунта засыпки, МПа;
Н0 - высота грунта, закрепляемого НСМ, м;
Ркр - критическая величина внешнего давления, МПа;
Qпр - вес одного пригруза, Н;
Q - полная погонная эквивалентная нагрузка, Н/м;
сгр - удельное сцепление грунта засыпки, Н/м2;
de - наружный диаметр газопровода, м;
е - коэффициент пористости грунта засыпки;
g - ускорение свободного падения, м/с2;
hт - расстояние от верха трубы до поверхности земли, м;
hw - высота столба грунтовых вод над верхней образующей газопровода, м;
lпр - расстояние между пригрузами, м;
р - рабочее давление, МПа;
pw - гидростатическое давление воды, МПа;
ре - внешнее радиальное давление, МПа;
qq - собственный вес единицы длины газопровода, Н/м;
qm - давление грунта на единицу длины газопровода, Н/м;
qw - выталкивающая сила воды на единицу длины газопровода, Н/м;
qизг - нагрузка от упругого отпора газопровода, Н/м;
qv - интенсивность равномерно распределенной нагрузки на поверхности грунта, Н/м2;
qт - нагрузка от транспортных средств на уровне заложения газопровода, Н/м2;
a - коэффициент линейного теплового расширения материала труб, °С-1;
b - угол поворота оси газопровода, рад.;
gа - коэффициент надежности устойчивого положения газопровода;
gb - коэффициент надежности по материалу пригруза;
gт - коэффициент надежности по нагрузке от транспорта;
Dt - температурный перепад, °С;
m - коэффициент Пуассона материала труб;
r - радиус упругого изгиба газопровода, м;
rm - плотность грунта, кг/м3;
rw - плотность воды с учетом растворенных в ней солей, кг/м3;
rь - плотность материала пригруза, кг/м3;
rгр - плотность частиц грунта, кг/м3;
sпрF , sпрS - продольные фибровые напряжения соответственно от силового и совместного силового и деформационного нагружений, сейсмического воздействия (для сейсмических районов), МПа;
sпрNS - продольное осевое напряжение от совместного силового и деформационного нагружений, сейсмического воздействия (для сейсмических районов), МПа;
s - напряжение в стенке трубы, МПа;
j - угол внутреннего трения грунта, град.
ЗНАЧЕНИЕ РАСЧЕТНОЙ МАССЫ ПОЛИЭТИЛЕНОВЫХ ТРУБ
(Извлечение из ГОСТ Р 50838)
|
Номинальный наружный диаметр de, мм |
Расчетная масса тq 1 м труб, кг |
|
|
SDR 17,6 |
SDR 11 |
|
|
20 |
- |
0,162 |
|
25 |
- |
0,209 |
|
32 |
- |
0,276 |
|
40 |
- |
0,427 |
|
50 |
- |
0,663 |
|
63 |
- |
1,05 |
|
75 |
0,97 |
1,46 |
|
90 |
1,40 |
2,12 |
|
110 |
2,07 |
3,14 |
|
125 |
2,66 |
4,08 |
|
140 |
3,33 |
5,08 |
|
160 |
4,34 |
6,70 |
|
180 |
5,52 |
8,43 |
|
200 |
6,78 |
10,40 |
|
225 |
8,55 |
13,20 |
|
Примечание - Расчетная масса 1 м труб вычислена при плотности полиэтилена 95 кг/м3 с учетом половины допусков на толщину стенки и средний наружный диаметр. |
||
МАКСИМАЛЬНО ДОПУСТИМЫЕ РАБОЧИЕ ДАВЛЕНИЯ ДЛЯ ГОРОДСКИХ И МЕЖПОСЕЛКОВЫХ ГАЗОПРОВОДОВ ИЗ РАЗЛИЧНЫХ ТИПОВ ТРУБ
(Извлечение из ГОСТ Р 50838)
|
Коэффициент запаса прочности С |
Максимальное рабочее давление МОР, 105 Па (бар), при использовании труб из |
|||
|
ПЭ 80 (MRS 8,0) |
ПЭ 100 (MRS 10,0) |
|||
|
SDR 17,6 |
SDR 11 |
SDR 17,6 |
SDR 11 |
|
|
2,5 |
3,9 |
6,4 |
4,8 |
8,0 |
|
2,8 |
3,4 |
5,7 |
4,3 |
7,1 |
ПРИЛОЖЕНИЕ Г
ПРИМЕРЫ РАСЧЕТА НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ
1 Определение необходимой величины балластировки
1.1 Балластировка пригрузами
ИСХОДНЫЕ ДАННЫЕ.
Газопровод диаметром de = 0,225 м; материал ПЭ 80, SDR 17,6; рабочее давление р = 0,3 МПа; температура эксплуатации - 0 °С; температурный перепад Dt = -20 °С; проектируемый срок эксплуатации - 50 лет; радиус упругого изгиба газопровода r = 13,5 м; угол поворота оси газопровода b = 0,262 рад.; вес одного пригруза Qnp = 4000 Н; плотность материала пригруза rb = 2400 кг/м3; плотность воды с учетом растворенных в ней солей rw = 1040 кг/м3.
Определяем величины E(te), qw, qизг и qq соответственно по графику на рисунке 3 и формулам (6), (13) и (3).
В нашем случае
![]()
значит при температуре эксплуатации 0 °С E(te) = 330 МПа;
qw = 3,14/4×1040×9,8×(0,225)2 = 400 Н/м;
![]()
qq = 8,55×9,8 = 84 Н/м.
Расстояние между пригрузами согласно условиям (11) и (12) должно быть:
![]()

согласно требованиям 5.68 принимаем lпр = 3,8 м.
1.2 Балластировка грунтом обратной засыпки, закрепляемым НСМ
ИСХОДНЫЕ ДАННЫЕ.
По газопроводу - такие же, как в примере 1.1, по грунту: грунт - песок средней крупности; плотность частиц грунта rгр = 2040 кг/м3; удельное сцепление грунта засыпки сгр = 3000 Н/м2; коэффициент пористости грунта засыпки е = 0,45; угол внутреннего трения грунта j = 40°.
Определяем величины qгр, a, b и с для формулы (15):
![]()
![]()
![]()
с = 2×0,225×6407×tg(0,7×40°) 1534.
Необходимая высота грунта, закрепляемого НСМ, согласно формуле (15) должна быть:
![]()
На основании 5.70 глубина заложения газопровода в данном случае определяется требованиями подраздела «Подземные газопроводы» СНиП 42-01. Схема его балластировки приведена на рисунке Г.1.

1 - газопровод; 2 - нетканый синтетический материал (НСМ); 3 - грунт; 4 - траншея
Рисунок Г.1 - Схема балластировки газопровода
2 Определение величины овализации газопровода и устойчивости круглой формы поперечного сечения
ИСХОДНЫЕ ДАННЫЕ.
Газопровод диаметром de = 0,225 м; материал ПЭ 80; SDR 11; рабочее давление р = 0,3 МПа; температура эксплуатации - 0 °С; проектируемый срок эксплуатации - 50 лет; глубина заложения hm = 1,0 м; укладка - на плоское основание; ширина траншеи В = 1 м; грунт - суглинок; плотность грунта rт = 2000 кг/м3; модуль деформации грунта засыпки Егр = 3 МПа; высота столба грунтовых вод над верхней образующей газопровода hw = 1,0 м; плотность воды с учетом растворенных в ней солей rw = 1040 кг/м3; интенсивность нагрузки на поверхности грунта qv = 5000 Н/м2; нагрузка от транспортных средств - нерегулярное движение автотранспорта согласно рисунку 7, qт = 25000 Н/м2.
2.1 Определение величины овализации
Определяем параметр жесткости сечения газопровода по формуле (18) и полную погонную эквивалентную нагрузку по формуле (17).
Для определения величины D по графику на рисунке 3 определяем E(te). В нашем случае
![]()
значит при температуре эксплуатации 0 °С E(te) = 400 МПа, тогда:
![]()

Величина овализации по формуле (16) равна:

следовательно, условие обеспечения допустимой величины овализации соблюдается.
2.2 Обеспечение устойчивости круглой формы поперечного сечения
Определяем по формулам (25), (26) критические величины внешнего давления:
Ркр = 0,7×(0,98×3)0,5 = 1,2 МПа;
Ркр = 0,98 + 0,143×3 = 1,41 МПа.
Согласно условию (24) имеем:
![]()
следовательно, условие обеспечения устойчивости круглой формы поперечного сечения соблюдается.
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
ПАРАМЕТРЫ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА СТЫКОВОЙ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ И ДЕТАЛЕЙ ИЗ ПОЛИЭТИЛЕНА
Таблица Д.1 - Температура рабочей поверхности нагретого инструмента, °С
|
Температура окружающего воздуха T0, °С, и тип полиэтилена |
||||||
|
от минус 15 до 0 |
от 0 до плюс 20 |
от плюс 20 до плюс 45 |
||||
|
ПЭ 100 |
ПЭ 80 |
ПЭ 100 |
ПЭ 80 |
ПЭ 100 |
ПЭ 80 |
|
|
Температура рабочей поверхности инструмента |
230 ± 10 |
220 ± 10 |
220 ± 10 |
210 ± 10 |
210 ± 10 |
200 ± 10 |
Таблица Д.2 - Время нагрева торцов труб tн, с, из ПЭ 80 и ПЭ 100
|
Температура окружающего воздуха Т0, °С, и время нагрева, с |
||||
|
Стандартное размерное отношение |
Диаметр и толщина стенки трубы, мм |
от минус 15 до 0 |
от 0 до плюс 20 |
от плюс 20 до плюс 45 |
|
SDR 11 |
63 ´ 5,8 - 75 ´ 6,8 |
75 - 110 |
60 - 105 |
50 - 95 |
|
90 ´ 8,2 - 110 ´ 10,0 |
100 - 140 |
85 - 140 |
70 - 125 |
|
|
125 ´ 11,4 - 140 ´ 12,7 |
120 - 170 |
100 - 165 |
80 - 150 |
|
|
160 ´ 14,6 - 180 ´ 16,4 |
155 - 210 |
135 - 200 |
105 - 185 |
|
|
200 ´ 18,2 - 225 ´ 20,5 |
190 - 260 |
160 - 250 |
125 - 225 |
|
|
250 ´ 22,7 - 315 ´ 28,6 |
250 - 360 |
225 - 350 |
210 - 310 |
|
|
SDR 17,6 |
90 ´ 5,2 - 110 ´ 6,3 |
70 - 105 |
55 - 100 |
45 - 90 |
|
125 ´ 7,1 - 140 ´ 8,0 |
95 - 125 |
80 - 120 |
60 - 110 |
|
|
160 ´ 9,1 - 180 ´ 10,3 |
105 - 140 |
90 - 140 |
70 - 125 |
|
|
200 ´ 11,4 - 225 ´ 12,8 |
120 - 170 |
100 - 165 |
80 - 150 |
|
|
250 ´ 14,2 - 315 ´ 18,5 |
135 - 200 |
115 - 190 |
90 - 180 |
|
Таблица Д.3 - Время нарастания давления осадки tд, с, для труб из ПЭ 80, ПЭ 100
|
Время tд, с |
||
|
Стандартное размерное отношение |
Диаметр и толщина стенки трубы, мм |
|
|
SDR 11 |
63 ´ 5,8 - 75 ´ 6,8 |
3 - 7 |
|
90 ´ 8,2 - 110 ´ 10,0 |
4 - 8 |
|
|
125 ´ 11,4 - 140 ´ 12,7 |
4 - 11 |
|
|
160 ´ 14,6 - 180 ´ 16,4 |
6 - 12 |
|
|
200 ´ 18,2 - 225 ´ 20,5 |
8 - 14 |
|
|
250 ´ 22,7 - 315 ´ 28,6 |
10 - 16 |
|
|
SDR 17,6 |
90 ´ 5,2 - 110 ´ 6,3 |
3 - 6 |
|
125 ´ 7,1 - 140 ´ 8,0 |
4 - 7 |
|
|
160 ´ 9,1 - 180 ´ 10,3 |
4 - 8 |
|
|
200 ´ 11,4 - 225 ´ 12,8 |
5 - 10 |
|
|
250 ´ 14,2 - 315 ´ 18,5 |
8 - 12 |
|
Таблица Д.4 - Время охлаждения стыка tохл, мин, не менее, труб из ПЭ 80 и ПЭ 100
|
Температура окружающего воздуха Т0, °С, и время охлаждения, мин |
||||
|
Стандартное размерное отношение |
Диаметр и толщина стенки трубы, мм |
от минус 15 до 0 |
от 0 до плюс 20 |
от плюс 20 до плюс 45 |
|
SDR 11 |
63 ´ 6,8 - 75 ´ 6,8 |
4 - 5 |
5 - 6 |
6 - 7 |
|
90 ´ 8,2 - 110 ´ 10,0 |
6 - 7 |
7 - 8 |
8 - 9 |
|
|
125 ´ 11,4 - 140 ´ 12,7 |
8 - 11 |
10 - 13 |
12 - 15 |
|
|
160 ´ 14,6 - 180 ´ 16,4 |
11 - 14 |
13 - 16 |
15 - 18 |
|
|
200 ´ 18,2 - 225 ´ 20,5 |
16 - 21 |
18 - 23 |
20 - 25 |
|
|
250 ´ 22,7 - 315 ´ 28,6 |
24 - 30 |
26 - 32 |
28 - 36 |
|
|
SDR 17,6 |
90 ´ 5,2 - 125 ´ 7,1 |
4 - 5 |
5 - 6 |
6 - 7 |
|
140 ´ 8,0 - 180 ´ 10,3 |
8 - 10 |
9 - 12 |
10 - 12 |
|
|
200 ´ 11,4 - 225 ´ 12,8 |
10 - 11 |
11 - 13 |
13 - 15 |
|
|
250 ´ 14,2 - 315 ´ 18,5 |
18 - 22 |
19 - 24 |
21 - 28 |
|
ПРИЛОЖЕНИЕ Е
(справочное)
МАШИНЫ (УСТАНОВКИ) ДЛЯ СТЫКОВОЙ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА НАГРЕТЫМ ИНСТРУМЕНТОМ
|
Тип сварочной техники, изготовитель, страна |
Диаметры свариваемых труб, мм |
Потребляемая мощность при работе, кВт |
Способ управления сваркой |
Габариты, мм |
Масса переносимого комплекта, кг |
||
|
Степень автоматизации |
Количество автоматически контролируемых параметров сварки |
||||||
|
основных, выполняемых машиной |
общее |
||||||
|
ЗАО «Глобальные технологии», Санкт-Петербург Тел. (812) 310 7222 |
|||||||
|
ААСС-ГТ-09 «Ласка» |
63 - 250 |
3000 |
Средняя |
5 |
600 ´ 400 ´ 450 |
95 |
|
|
ООО «Метапласт+», Москва Тел/факс: (095) 971 5640, 971 5660 www.metaplast-group.ru |
|||||||
|
WIDOS (Германия): WIDOS 4400 |
50 - 160 |
1,5 |
С ручным управлением |
600 ´ 320 ´ 300 |
64 |
||
|
WIDOS 4600 |
63 - 250 |
2,5 |
С ручным управлением |
750 ´ 420 ´ 460 |
92 |
||
|
WIDOS 4900 |
90 - 315 |
3,75 |
С ручным управлением |
800 ´ 460 ´ 500 |
117 |
||
|
SPA 600 (блок управления сварочным процессом, контроля и протоколирования параметров сварки) |
0,015 |
Средняя |
5 |
10 |
350 ´ 280 ´ 120 |
6 |
|
|
CNC 3.0 (блок, включающий гидроагрегат с электронным автоматическим управлением процессом сварки с возможностью распечатывания протокола на принтере и интегрированным устройством ввода параметров с магнитной карты) |
0,350 |
Высокая |
6 |
13 |
640 ´ 520 ´ 440 |
41 |
|
|
Примечание - Блоки SPA 600 и CNC 3.0 устанавливаются на сварочные машины W4400, W4600 и W4900 для повышения степени автоматизации. |
|||||||
|
ЗАО «Форгаз», Москва Тел. (095) 970 3959, тел/факс 365 0024 www.forgaz.ru |
|||||||
|
Sauron (Франция): Pipefuse-250 |
63 - 250 |
3,3 |
Ручная |
- |
900 ´ 510 ´ 520 |
98 |
|
|
Protofuse-250 |
63 - 250 |
3,3 |
Средняя |
5 |
10 |
900 ´ 510 ´ 520 |
101 |
|
Pilotefuse-250 |
63 - 250 |
3,3 |
Высокая |
6 |
13 |
900 ´ 510 ´ 520 |
104 |
|
Pipefuse-315 |
63 - 315 |
4,8 |
Ручная |
- |
1030 ´ 600 ´ 590 |
153 |
|
|
Protofuse-315 |
63 - 315 |
4,8 |
Средняя |
5 |
10 |
1030 ´ 600 ´ 590 |
156 |
|
Pilotefuse-315 |
63 - 315 |
4,8 |
Высокая |
6 |
13 |
1030 ´ 600 ´ 590 |
159 |
|
ЗАО «ОЛЬМАКС», Москва Тел.: (095) 792 5944/45, 955 7329/98, 290 7877 www.rothenberger.olmax.ru; www.olmax.ru |
|||||||
|
Rothenberger (Германия): ROWELD PI 60В CNC VA |
40 - 160 |
1,75 |
Высокая |
6 |
13 |
550 ´ 350 ´ 300 |
88 |
|
ROWELD P160B CNC SA |
40 - 160 |
1,75 |
Средняя |
5 |
13 |
550 ´ 350 ´ 300 |
83 |
|
ROWELD P250B CNC VA |
63 - 250 |
2,5 |
Высокая |
6 |
13 |
850 ´ 500 ´ 450 |
134 |
|
ROWELD P250B CNC SA |
63 - 250 |
2,5 |
Средняя |
5 |
13 |
850 ´ 500 ´ 450 |
126 |
|
ROWELD P3I5BCNCSA |
90 - 315 |
3,4 |
Средняя |
5 |
13 |
850 ´ 600 ´ 500 |
142 |
|
ROWELD P500B CNC SA |
200 - 500 |
5,0 |
Средняя |
5 |
13 |
1300 ´ 900 ´ 800 |
330 |
|
ROWELD P630B CNC SA |
315 - 630 |
9,35 |
Средняя |
5 |
13 |
1300 ´ 1060 ´ 920 |
509 |
|
Примечание - Процесс сварки выполняется по заранее установленной программе с поэтапной записью параметров сварки и с последующей распечаткой в виде протокола. При отклонениях от программы сварочное соединение бракуется. Нагревательный элемент убирается автоматически (ROWELD P160, 250В CNC VA) и вручную по сигналу компьютера (ROWELD P160-630B CNC SA). Распечатка протоколов сварки возможна на мобильном принтере в полевых условиях сразу после сварки или на стационарном принтере с компьютерного блока, где они накапливаются. |
|||||||
|
Georg Fischer, Швейцария Представительство в Москве Тел. (095) 219 0348, 219 9604, факс 232 3625 www.georgfischer.ru |
|||||||
|
GF 160 CNC/automatic heating element |
40 - 160 |
1,82 |
Высокая |
6 |
8 |
600 ´ 400 ´ 350 |
121 |
|
GF 250 CNC/automatic heating element |
75 - 250 |
2,49 |
Высокая |
6 |
8 |
850 ´ 500 ´ 450 |
181 |
|
GF 315 CNC/automatic heating element |
90 - 315 |
4,170 |
Высокая |
6 |
8 |
850 ´ 600 ´ 500 |
212 |
|
GF 500 CNC |
200 - 500 |
5,510 |
Средняя |
5 |
8 |
1300 ´ 900 ´ 800 |
498 |
|
GF 630 CNC |
315 - 630 |
10,25 |
Средняя |
5 |
8 |
1300 ´ 1060 ´ 920 |
627 |
ПРИЛОЖЕНИЕ Ж
(справочное)
АППАРАТЫ ДЛЯ СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ ДЕТАЛЯМИ С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЯМИ
|
Тип сварочного аппарата, изготовитель, страна |
Диаметр свариваемых труб |
Напряжение, В |
Мощность, кВт |
Режимы сварки |
Габариты, мм |
Масса, кг |
Рабочая температура, °С |
Возможность протоколирования, да/нет |
Дистанционное управление |
|
|
на входе |
на выходе |
|||||||||
|
FRIATEC AG, Германия Представительства в Москве: тел. (095) 234 0476, 129 8002; факс 234 0479; в С.-Петербурге: тел./факс (812) 388 5383 www.friatec.ru, www.glynwed.ru |
||||||||||
|
FRIATMAT® Премиум |
20 - 710 |
220, (200 - 250) |
8 - 48 |
Макс. 3,5 |
Штрих-код, ручной |
290 ´ 440 ´ 430 |
11,0 |
-20/+50 |
Да, стандартный интерфейс, блок внешней памяти. Разъемы: 1 ´ серийный, 1 ´ параллельн., 2 ´ USA, 1 ´ PCMCIA |
Да |
|
FRIATMAT® Мемо |
20 - 710 |
220, (200 - 250) |
8 - 48 |
Макс. 3,5 |
Штрих-код, ручной |
290 ´ 440 ´ 430 |
11,0 |
-20/+50 |
Да, стандартный интерфейс, блок внешней памяти. Разъемы: 1 ´ серийный |
Да |
|
FRIATMAT® Бейсик |
20 - 710 |
220, (200 - 250) |
8 - 48 |
Макс. 3,5 |
Штрих-код, ручной |
290 ´ 440 ´ 430 |
11,0 |
-20/+50 |
Нет, разъемы: 1 ´ серийный |
Да |
|
FRIATMAT® Т |
20 - 710 |
220, (180 - 270) |
8 - 48 |
Макс. 3,5 |
Штрих-код, ручной |
350 ´ 450 ´ 260 |
19,0 |
-20/+50 |
Да, стандартный интерфейс, блок внешней памяти. Разъемы: 1 ´ параллельн. |
Да |
|
FRIATMAT® Е |
20 - 710 |
220, (180-270) |
8 - 48 |
Макс. 3,5 |
Штрих-код, ручной |
350 ´ 450 ´ 260 |
19,0 |
-20/+50 |
Нет |
Да |
|
FRIATMAT® ВАТ |
20 - 110 |
Аккум. батарея |
8 - 48 |
2,5 |
Штрих-код, ручной |
430 ´ 350 ´ 200 |
22,0 |
-20/+50 |
Да, стандартный интерфейс, блок внешней памяти. Разъемы: 1 х параллельн. |
Нет |
|
Plasson ltd., Израиль Тел. (095) 782 8892, факс 191 3257 www.plasson.com |
||||||||||
|
POLYMATIC PLUS |
20 - 630 |
185 - 300 |
8 - 48 |
3,6 |
Фьюзаматик, штрих-код, ручной |
440 ´ 380 ´ 320 |
20 |
-10/+50 |
Да |
Нет |
|
DIGIMATIC |
20 - 630 |
185 - 300 |
8 - 48 |
3,2 |
Фьюзаматик, ручной |
440 ´ 380 ´ 320 |
18 |
-10/+50 |
Да |
Нет |
|
ООО «АОСТ», Москва Тел/факс (095) 440 0132 |
||||||||||
|
ПРОТВА |
20 - 315 |
190 - 250 |
8 - 42 |
4,0 |
ручной, штрих-код |
350 ´ 280 ´ 280 |
18 |
-10/+40 |
Да |
Нет |
|
ЗАО «Форгаз», Москва Тел. (095) 970 3959. тел/факс 365 0024 www.forgaz.ru |
||||||||||
|
Sauron (Франция): BARBARA |
20 - 630 |
48 - 55 |
8 - 48 |
4,2 |
Ручной, штрих-код, RAR, Фьюзаматик, MEMO |
350 ´ 230 ´ 160 |
8,5 |
-25/+55 |
Да, стандартный интерфейс, блок внешней памяти |
Нет |
|
BARBARA |
20 - 630 |
48 - 55 |
8 - 48 |
4,2 |
Ручной, штрих-код, (RAR-опция) |
350 ´ 230 ´ 160 |
8,5 |
-25/+55 |
То же |
Нет |
|
JULIE |
20 - 630 |
48 - 55 |
8 - 48 |
4,2 |
Ручной, штрих-код, RAR, Фьюзаматик, MEMO |
550 ´ 350 ´ 330 |
30,0 |
-25/+55 |
» |
Да |
|
JULIE 123 |
20 - 630 |
48 - 55 |
8 - 48 |
4,2 |
Штрих-код, (RAR и/или ручной опция) |
350 ´ 230 ´ 160 |
7,5 |
-25/+55 |
» |
Нет |
|
ONDINE TBTS (ANNA) |
20 - 630 |
48 - 55 |
8 - 48 |
4,2 |
Ручной, штрих-код (RAR опция) |
350 ´ 230 ´ 160 |
7,5 |
-25/+55 |
» |
Нет |
|
ONDINE Compact |
20 - 315 |
230, (190 - 270) |
8 - 48 |
3,6 |
Штрих-код, (RAR и/или ручной опция) |
280 ´ 180 ´ 280 |
19,0 |
-25/+55 |
» |
Нет |
|
EMILIE Polimode |
20 - 630 |
230, (190 - 270) |
8 - 48 |
3,6 |
Ручной, штрих-код, RAR, Фьюзаматик, MEMO |
550 ´ 350 ´ 330 |
21,0 |
-25/+55 |
» |
Нет |
|
EMILE Polyvalent |
20 - 630 |
230, (190 - 270) |
8 - 48 |
3,6 |
Ручной, штрих-код, RAR, Фьюзаматик, MEMO |
550 ´ 350 ´ 330 |
21,0 |
-25/+55 |
Да, стандартный интерфейс, блок внешней памяти |
Нет |
|
Georg Richer, Швейцария Представительство в Москве Тел. (095) 219 0348, 219 9604, факс 232 3625 www.georgficher.ru |
||||||||||
|
MSA 200 |
20 - 630 |
230, (180 - 264) |
39,5 |
3,2 |
Ручной |
230 ´ 340 ´ 160 |
19,0 |
-10/+45 |
Нет |
Нет |
|
MSA 250 |
20 - 630 |
230, (180 - 264) |
8 - 48 |
3,78 |
Ручной, штрих-код (магн. карта) |
284 ´ 364 ´ 195 |
11,5 |
-10/+45 |
Нет |
Нет |
|
MSA 300 |
20 - 630 |
230, (180 - 264) |
8 - 48 |
3,78 |
Ручной, штрих-код (магн. карта) |
284 ´ 364 ´ 195 |
11,5 |
-10/+45 |
Нет |
Нет |
|
MSA 350 |
20 - 630 |
230, (180 - 264) |
8 - 48 |
3,78 |
Ручной, штрих-код (магн. карта) |
284 ´ 364 ´ 195 |
11,5 |
-10/+45 |
Да |
Нет |
|
MSA 400 |
20 - 630 |
230, (180 - 264) |
8 - 48 |
3,78 |
Ручной, штрих-код (магн. карта) |
284 ´ 364 ´ 195 |
11,5 |
-10/+45 |
Да |
Нет |
ПРИЛОЖЕНИЕ И
(справочное)
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ (МИНИ-ЭЛЕКТРОСТАНЦИИ)
|
Тип электростанции |
Страна-изготовитель |
Характеристики двигателя |
Характеристики генератора |
||||||
|
Габариты, мм |
Вес, кг |
Объем топливного бака, л |
Система запуска |
Вид топлива |
Номинальное напряжение, В |
Частота, Гц |
Максимальная выходная мощность, В×А |
||
|
ООО «СИЭЛТ» Россия, 127299, Москва, ул. Космонавта Волкова, дом 10, стр. 1, 4-й этаж Тел/факс (095) 786 4812 e-mail: info@clt.ru, www.clt.ru |
|||||||||
|
SDMO SH 4000 |
Франция |
720 ´ 560 ´ 590 |
70 |
26 |
Ручная |
Бензин АИ 92 |
230 |
50 |
5000 |
|
SDMO DX 6000 Е |
Франция |
870 ´ 560 ´ 560 |
101 |
13 |
Электростартер |
Дизельное топливо |
230 |
50 |
6500 |
|
«СИТЭС-Электро XXI век» Россия, 123100, Москва, а/я 104 Тел. (095) 231 3366 e-mail: ayrapetov@cts.ru, www.cts.ru |
|||||||||
|
Дизель-генератор Cummins ES30 |
Великобритания |
1670 ´ 855 ´ 1323 |
860 |
150 |
Электростартер |
Дизельное топливо |
380 |
50 |
30 (до 500 кВ×А) |
ПРИЛОЖЕНИЕ К
(справочное)
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ «ПОЛИЭТИЛЕН-СТАЛЬ» НА ПЛОСКИХ ФЛАНЦАХ
Размеры и масса фланцев стальных плоских приварных по ГОСТ 12820 и фланцев свободных по ГОСТ 12822 (исполнение 1)
|
Размеры фланцев, мм, при давлении в газопроводе |
Масса, кг |
|||||||||||||
|
Ру до 0,6 МПа |
Ру до 0,25 МПа |
Pv до 0,6 МПа |
||||||||||||
|
Dy |
Dв |
Dв1 |
de1 |
de2 |
Dн |
D1 |
D2 |
d |
b |
b |
b1 |
Ру до 0,25 МПА |
Ру до 0,6 МПа |
Ру до 0,6 МПа |
|
50 |
59 |
73 |
57 |
63 |
140 |
110 |
90 |
14 |
10 |
13 |
12 |
1,04 |
1,33 |
1,11 |
|
65 |
78 |
85 |
76 |
75 |
160 |
130 |
110 |
14 |
11 |
13 |
14 |
1,39 |
1,63 |
1,55 |
|
80 |
91 |
102 |
89 |
90 |
180 |
150 |
128 |
18 |
11 |
15 |
14 |
1,84 |
2,44 |
2,05 |
|
100 |
110 |
124 |
108 |
110 |
205 |
170 |
148 |
18 |
11 |
15 |
14 |
2,14 |
2,85 |
2,38 |
|
100 |
116 |
124 |
114 |
110 |
205 |
170 |
148 |
18 |
11 |
15 |
14 |
2,05 |
2,73 |
2,26 |
|
125 |
135 |
137 |
133 |
125 |
235 |
200 |
178 |
18 |
11 |
17 |
14 |
2,60 |
3,88 |
2,84 |
|
125 |
142 |
154 |
140 |
140 |
235 |
200 |
178 |
18 |
13 |
17 |
14 |
2,47 |
3,68 |
2,68 |
|
150 |
161 |
174 |
159 |
160 |
260 |
225 |
202 |
18 |
13 |
17 |
16 |
3,43 |
4,39 |
3,72 |
|
200 |
222 |
238 |
219 |
225 |
315 |
280 |
258 |
18 |
15 |
19 |
18 |
4,73 |
5,89 |
4,93 |
|
Примечания: 1. Размер Dв1 достигается путем дополнительной обработки фланца на токарном станке. 2. Количество отверстий диаметром d составляет: для фланца Dy до 100 мм - 4 шт.; для фланца Dу от 125 до 200 мм - 8 шт. |
||||||||||||||
Узлы соединений «полиэтилен-сталь» de 20 - 225 мм
|
Общий вид и условное графическое изображение |
Размеры, мм |
|||
|
de1 |
h1,min |
de2 |
h2 |
|
|
Разъемное фланцевое соединение
|
57, 60 |
3,0 |
63 |
5,8 |
|
76 |
3,0 |
75 |
6,8 |
|
|
89 |
3,0 |
90 |
5,2; 8,2 |
|
|
102, 114 |
4,0 |
110 |
6,3; 10,0 |
|
|
133,140 |
4,0 |
125 |
7,1; 11,4 |
|
|
133, 140 |
4,0 |
140 |
8,0; 12,7 |
|
|
159 |
4,5 |
160 |
9,1; 14,6 |
|
|
219 |
4,5 |
225 |
12,8; 20,5 |
|
|
Неразъемное соединение на давление до 0,3 МПа
|
57, 60 |
3,0 |
63 |
5,8 |
|
70, 76 |
3,0 |
75 |
6,8 |
|
|
89 |
4,0 |
90 |
5,2 |
|
|
108, 114 |
4,0 |
110 |
6,3 |
|
|
127 |
5,0 |
125 |
7,1 |
|
|
133, 140 |
5,0 |
140 |
8,0 |
|
|
159 |
5,0 |
160 |
9,1 |
|
|
219 |
6,0 |
225 |
12,8 |
|
|
Неразъемное соединение на давление до 0,6 МПа
|
57, 60 |
3,0 |
63 |
5,8 |
|
70 |
3,0 |
75 |
6,8 |
|
|
89 |
4,0 |
90 |
8,2 |
|
|
108 |
4,0 |
110 |
10,0 |
|
|
127 |
5,0 |
125 |
11,4 |
|
|
133 |
5,0 |
140 |
12,7 |
|
|
133, 140, 159 |
5,0 |
160 |
14,6 |
|
|
219 |
6,0 |
225 |
20,5 |
|
|
Неразъемное соединение на давление до 0,3 МПа
|
20 - 25 |
2,5 |
20 |
3,0 |
|
22 - 32 |
3,0 |
25 |
3,0 |
|
|
25 - 40 |
3,0 |
32 |
3,0 |
|
|
32 - 48 |
3,0 |
40 |
3,7 |
|
|
40-57 |
3,0 |
50 |
4,6 |
|
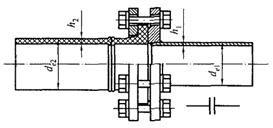
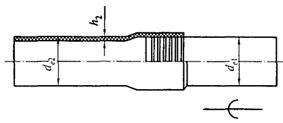

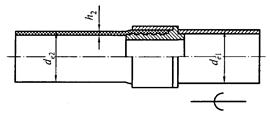
ПРИЛОЖЕНИЕ Л
(рекомендуемое)
МОНТАЖНЫЕ КОТЛОВАНЫ С НЕСАНИРУЕМЫМ УЧАСТКОМ (КАТУШКА, ТРОЙНИК, ОТВОД) ГАЗОПРОВОДА
Размеры монтажных котлованов (L2; L3; L4) определяются проектом в зависимости от диаметра, конфигурации и глубины заложения реконструируемого газопровода. Общий вид монтажных котлованов указан на рисунках Л.1; Л.2; Л.3, условные обозначения - в таблице Л.2.
Длина технологической катушки принимается по таблице Л.1.
Таблица Л.1
|
Длина стальной катушки А-А1, мм |
|
|
10 - 250 |
600 |
|
300 - 500 |
800 |
|
600 |
900 |
|
700 |
1000 |
|
800 |
1100 |
|
900 - 1200 |
1400 |
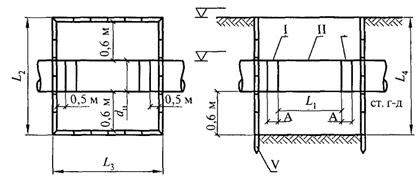
Рисунок Л.1 - Вставка стальной катушки
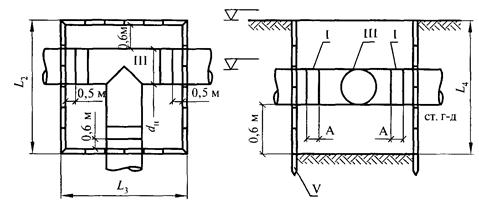
Рисунок Л.2 - Вставка тройника
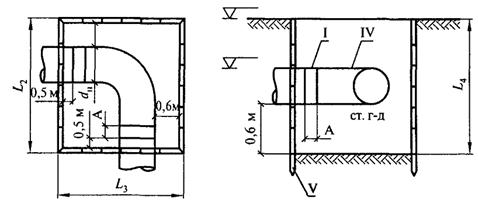
Рисунок Л.3 - Вставка отвода
Таблица Л.2
|
Наименование |
Количество, шт. |
Наименование стандарта |
|
|
I |
Технологическая катушка |
2 |
|
|
II |
Катушка несанируемая, ст. |
1 |
|
|
III |
Тройник стальной |
1 |
|
|
IV |
Отвод стальной |
1 |
|
|
V |
Щиты инвентарные |
Определяются проектом |
|
ПРИЛОЖЕНИЕ М
(рекомендуемое)
ПОРЯДОК ОФОРМЛЕНИЯ КОНТРОЛЬНЫХ ОБРАЗЦОВ
М.1 Контрольный образец представляет собой сварное соединение труб между собой или с соединительной деталью, отвечающее требованиям настоящего Свода правил. Длина контрольного образца должна составлять не менее двух диаметров трубы, при этом сварной шов должен располагаться посередине.
М.2 Контрольный образец снабжается опломбированным ярлыком, в котором указывают:
- условное обозначение сваренных труб (соединительных деталей);
- наименование предприятия, выполняющего сварочные работы;
- гриф утверждения образца главным инженером предприятия, заверенный круглой печатью, и дата утверждения;
- дату сварки и номер протокола сварочного процесса.
М.3 Сварку контрольных образцов производят на сварочном оборудовании, имеющем устройство для автоматического протоколирования сварки и при температуре наружного воздуха, близкой к условиям проведения строительства.
М.4 Контрольные образцы хранят на предприятии, выполняющем сварочные работы.
Допускается использование типовых контрольных образцов для ряда типоразмеров труб и соединительных деталей.
ПРИЛОЖЕНИЕ Н
(рекомендуемое)
МЕТОДИКА ОПРЕДЕЛЕНИЯ ВНЕШНЕГО ВИДА И РАЗМЕРОВ СВАРНЫХ СОЕДИНЕНИЙ
Внешний вид сварных соединений определяют визуально без применения увеличительных приборов путем сравнения оцениваемого соединения с контрольным образцом, а также путем измерения наружного сварочного грата с точностью ± 0,1 мм.
Измерения швов проводят как минимум в двух взаимопротивоположных зонах по периметру шва.
Контроль ширины и высоты наружного грата осуществляют штангенциркулем по ГОСТ 166. Допускается использование шаблонов с проходным и непроходным размерами.
Для контроля симметричности валиков наружного грата по ширине производят замер их с помощью измерительной лупы ЛИ-3х. Затем рассчитывают отношение замеренных размеров с округлением до целого значения процента. Расчет симметричности валиков наружного грата по высоте производят аналогично.
Для измерения смещения кромок может использоваться специальный шаблон. Схема измерения смещения кромок показана на рисунке Н.1. Шаблон устанавливают по образующей одной из труб, прижимая его к трубе в околошовной зоне. Из-за смещения кромок при этом на другом конце опорной площадки шаблона наблюдается его подъем над поверхностью трубы. С помощью щупа производят замер зазора между поверхностью заготовки и пяткой шаблона. Далее рассчитывают отношение (в процентах) измеренного абсолютного значения смещения кромок к номинальной толщине стенки трубы. Расчет производят с округлением до целого значения процента.
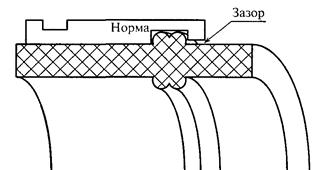
Рисунок Н.1 - Измерение смещения кромок при помощи шаблона
ПРИЛОЖЕНИЕ П
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СВАРНЫХ СОЕДИНЕНИЙ НА ОСЕВОЕ РАСТЯЖЕНИЕ
Испытания выполняют на образцах-лопатках типа 2 по ГОСТ 11262.
Образцы-лопатки изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
Из каждого контролируемого стыка вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью ± 1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема изготовления образцов-лопаток для испытания на осевое растяжение приведена на рисунке П.1
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре (23 ± 2) °С не менее 2 ч.
Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100 ± 10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25 ± 2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
Испытание на растяжение производится на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1 % измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
При испытании определяют характер (тип) разрушения образца, а также относительное удлинение при разрыве и предел текучести при растяжении.
Испытание на растяжение производят не ранее чем через 24 ч после сварки.

1 - патрубок со сварным соединением; 2 - расположение образцов
Рисунок П.1 - Схема вырезки образцов из сварного соединения для испытания на осевое растяжение
ПРИЛОЖЕНИЕ Р
(рекомендуемое)
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Ультразвуковой контроль сварных стыковых соединений осуществляют в ручном, механизированном или автоматизированном вариантах, а также в соответствии с требованиями ГОСТ 14782.
При проведении ультразвукового контроля следует применять:
- ультразвуковые эхо-импульсные дефектоскопы общего назначения отечественного или зарубежного производства, рассчитанные на рабочую частоту ультразвука в диапазоне от 1 до 5 МГц или специализированные дефектоскопы;
- стандартные образцы предприятия (СОП) с эталонными отражателями для настройки параметров контроля, размеры которых в зависимости от диаметра и толщины стенки контролируемого газопровода определены в приложении С;
- пьезоэлектрические преобразователи на рабочую частоту в диапазоне от 1 до 5 МГц, работающие по совмещенной, раздельно совмещенной, раздельной или комбинированной схемам.
Применяемое для проведения ультразвукового контроля оборудование должно быть сертифицировано в установленном порядке и одобрено Госгортехнадзором России.
Ультразвуковой контроль сварного стыкового соединения должен проводиться при температуре околошовной зоны стыка не выше 30 °С.
Перед проведением контроля околошовные поверхности сварного стыкового соединения тщательно очищаются от грязи, снега и т.п. Ширина зоны очистки определяется конструкцией применяемых пьезоэлектрических преобразователей и технологией контроля.
Подготовленные для ультразвукового контроля поверхности непосредственно перед проведением прозвучивания стыкового соединения покрываются слоем контактирующей жидкости. В качестве контактирующей жидкости в зависимости от температуры окружающего воздуха следует применять: при положительных температурах - специальные водорастворимые гели типа «Ультрагель», обойный клей, глицерин, при отрицательных температурах окружающего воздуха - моторные масла, разведенные до необходимой концентрации дизельным топливом. При применении глицерина и моторных масел поверхность трубы после проведения ультразвукового контроля должна быть очищена и обезжирена.
Контроль качества стыкового соединения проводят на двух уровнях чувствительности - браковочном и поисковом. Поисковая чувствительность отличается от браковочной на 6 дБ.
Настройку чувствительности контроля осуществляют при температуре, соответствующей температуре окружающего воздуха в месте проведения контроля.
Оценка качества стыковых сварных соединений полиэтиленовых газопроводов производится по альтернативному признаку - «годен» или «не годен».
Сварное стыковое соединение считается «не годным», если в нем обнаружены:
- дефекты, амплитуда отраженного сигнала от которых превышает амплитуду сигнала от эталонного отражателя в СОП на браковочном уровне чувствительности;
- дефекты, амплитуда отраженного сигнала которых превышает амплитуду сигнала, отраженного от эталонного отражателя в СОП на поисковом уровне чувствительности, если условная протяженность дефекта или количество дефектов превышают нормативные значения.
ПРИЛОЖЕНИЕ С
(рекомендуемое)
КРИТЕРИИ ОЦЕНКИ КАЧЕСТВА ГРУППЫ ДЕФЕКТОВ
(Извлечение из методики ультразвукового контроля качества сварных стыковых соединений полиэтиленовых газопроводов АО «ВНИИСТ»)
Группа дефектов - протяженные
Несплавления, цепочки и скопления пор, включений
Таблица С.1
|
Условное обозначение труб SDR 11 |
|||||||||||||
|
Æ 63 ´ 5,8 |
Æ 75 ´ 6,8 |
Æ 90 ´ 8,2 |
Æ 110 ´ 10 |
Æ 125 ´ 11,4 |
Æ 140 ´ 12,7 |
Æ 160 ´ 14,6 |
Æ 180 ´ 16,4 |
Æ 200 ´ 18,2 |
Æ 225 ´ 20,5 |
Æ 250 ´ 22,7 |
Æ 280 ´ 25,4 |
Æ 315 ´ 28,6 |
|
|
Максимально допустимая площадь, мм2 |
0,78 |
1,09 |
1,58 |
2,37 |
3,05 |
3,08 |
5,0 |
5,56 |
6,82 |
8,68 |
13,36 |
16,75 |
21,22 |
|
Диаметр плоскодонного отверстия, мм |
1,1 |
1,3 |
1,7 |
1,8 |
2,1 |
2,3 |
2,6 |
3,0 |
3,3 |
3,4 |
3,7 |
4,2 |
4,7 |
|
Условная протяженность дефекта, мм |
10 |
10 |
20 |
20 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
|
Допустимое количество дефектов на периметре стыка, мм |
3 |
3 |
2 |
3 |
2 |
2 |
2 |
3 |
3 |
3 |
4 |
4 |
5 |
Таблица С.2
|
Критерии оценки качества |
Условное обозначение труб SDR 17,6 |
SDR 9 |
SDR 7,4 |
||||||||||||
|
Æ 90 ´ 5,1 |
Æ 110 ´ 6,3 |
Æ 125 ´ 7,1 |
Æ 140 ´ 8,0 |
Æ 160 ´ 9,1 |
Æ 180 ´ 10,3 |
Æ 200 ´ 11,4 |
Æ 225 ´ 12,8 |
Æ 250 ´ 14,2 |
Æ 280 ´ 15,9 |
Æ 315 ´ 17,9 |
Æ 180 ´ 20,0 |
Æ 110 ´ 15,1 |
Æ 160 ´ 21,9 |
Æ 225 ´ 30,8 |
|
|
Максимально допустимая площадь, мм2 |
1,02 |
1,48 |
1,9 |
2,4 |
3,13 |
4,0 |
4,88 |
6,16 |
7,89 |
9,89 |
12,52 |
7,25 |
3,12 |
6,61 |
9,98 |
|
Диаметр плоскодонного отверстия, мм |
1,2 |
1,4 |
1,6 |
1,8 |
2,1 |
2,4 |
2,6 |
2,9 |
3,3 |
3,6 |
4,1 |
3,3 |
2,2 |
3,2 |
4,6 |
|
Протяженность дефекта, мм |
10 |
10 |
10 |
20 |
20 |
20 |
20 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
|
Допустимое количество дефектов на периметре стыка, мм |
5 |
6 |
6 |
4 |
4 |
4 |
5 |
4 |
4 |
4 |
5 |
3 |
2 |
3 |
4 |
Группа дефектов - одиночные
Поры, механические включения (примеси)
Таблица С.3
|
Критерии оценки качества |
Условное обозначение труб SDR 11 |
||||||||||||
|
Æ 63 ´ 5,8 |
Æ 75 ´ 6,8 |
Æ 90 ´ 8,2 |
Æ 110 ´ 10 |
Æ 125 ´ 11,4 |
Æ 140 ´ 12,7 |
Æ 160 ´ 14,6 |
Æ 180 ´ 16,4 |
Æ 200 ´ 18,2 |
Æ 225 ´ 20,5 |
Æ 250 ´ 22,7 |
Æ 280 ´ 25,4 |
Æ 315 ´ 28,6 |
|
|
Максимально допустимая площадь, мм2 |
0,78 |
1,09 |
1,58 |
2,37 |
3,05 |
3,08 |
5,0 |
5,56 |
6,82 |
8,68 |
13,36 |
16,75 |
21,22 |
|
Диаметр плоскодонного отверстия, мм |
1,1 |
1,3 |
1,7 |
1,8 |
2,1 |
2,3 |
2,6 |
3,0 |
3,3 |
3,4 |
3,7 |
4,2 |
4,7 |
|
Условная протяженность дефекта, мм |
5 |
5 |
10 |
10 |
10 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
|
Допустимое количество дефектов на периметре стыка, мм |
6 |
6 |
5 |
6 |
6 |
5 |
5 |
6 |
7 |
7 |
8 |
9 |
10 |
Таблица С.4
|
Критерии оценки качества |
Условное обозначение труб SDR 17,6 |
SDR 9 |
SDR 7,4 |
|
||||||||||||
|
Æ 90 ´ 5,1 |
Æ 110 ´ 6,3 |
Æ 125 ´ 7,1 |
Æ 140 ´ 8,0 |
Æ 160 ´ 9,1 |
Æ 180 ´ 10,3 |
Æ 200 ´ 11,4 |
Æ 225 ´ 12,8 |
Æ 250 ´ 14,2 |
Æ 280 ´ 15,9 |
Æ 315 ´ 17,9 |
Æ 180 ´ 20,0 |
Æ 110 ´ 15,1 |
Æ 160 ´ 21,9 |
Æ 225 ´ 30,8 |
|
|
|
Максимально допусти мая площадь, мм2 |
1,02 |
1,48 |
1,9 |
2,4 |
3,13 |
4,0 |
4,88 |
6,16 |
7,89 |
9,89 |
12,52 |
7,25 |
3,12 |
6,61 |
9,98 |
|
|
Диаметр плоскодонного отверстия, мм |
1,2 |
1,4 |
1,6 |
1,8 |
2,1 |
2,4 |
2,6 |
2,9 |
3,3 |
3,6 |
4,1 |
3,3 |
2,2 |
3,2 |
4,6 |
|
|
Протяженность дефекта, мм |
5 |
5 |
5 |
5 |
10 |
10 |
10 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
|
|
Допустимое количество дефектов на периметре стыка, мм |
9 |
10 |
10 |
10 |
8 |
9 |
10 |
8 |
8 |
9 |
10 |
6 |
4 |
5 |
8 |
|
|
Примечания (к таблицам С.1 - С.4): 1. Максимально допустимая площадь
определяется по формуле 0,00075SП/К; диаметр
плоскодонного отверстия в СОП определяется из выражения К = 0,9 при S < 10,0 К = 1,0 при 10,0 < S < 20,0 К = 1,3 при S > 20,0. 2. Следует различать два понятия: условная протяженность дефекта Lуп и длина дефекта L. Условная протяженность дефекта является амплитудно-временной характеристикой ультразвукового контроля и прямо пропорциональна длине дефекта: L = LупK. Условная протяженность дефекта измеряется по длине дефектной зоны между крайними положениями УЗ-преобразователя, при которых амплитуда эхо-сигнала достигает поискового уровня чувствительности. |
||||||||||||||||
ПРИЛОЖЕНИЕ Т
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СВАРНЫХ МУФТОВЫХ СОЕДИНЕНИЙ НА СПЛЮЩИВАНИЕ
Для определения стойкости муфтовых соединений к сплющиванию подготавливаются патрубки с расположенными по центру муфтами, изображенные на рисунке Т.1. Длина патрубка и количество образцов, изготавливаемых из каждого патрубка, должны соответствовать таблице Т.1.
Не ранее чем через 24 ч после сварки производят разрезание сварного муфтового соединения вдоль оси на испытательные образцы-сегменты в диаметральном сечении.
Испытания проводят при температуре (23 ± 5) °С. При указанной температуре образцы выдерживают не менее 2 ч.
Для испытаний применяют механизированный процесс, обеспечивающий сближение плит со скоростью (100 ± 10) мм/мин; допускается использование пресса со скоростью сближения плит (20 ± 2) мм/мин.
Подготовленный к испытанию образец устанавливают между обжимными плитами пресса так, как показано на рисунке Т.2. Затем осуществляют сближение обжимных плит до тех пор, пока расстояние между ними не сократится до удвоенной толщины стенки трубы.
Допускается проведение испытаний с использованием обжимных плит без округления кромок. В этом случае в начале испытания расстояние от торца соединительной детали до торца губок должно быть (20 ± 3) мм.
При согласовании с заказчиком допускается испытание образцов соединений труб диаметром до 63 мм включительно производить в слесарных тисках по ГОСТ 4045 плавным деформированием образца.
После снятия нагрузки образец извлекают из пресса или тисков и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
В случае если на части длины шва обнаружен отрыв трубы или соединительной детали от муфты, штангенциркулем по ГОСТ 166 измеряют длину части шва, не подвергнутой отрыву, и расстояние между крайними витками закладного нагревателя в зоне сварки в пределах одной трубы, которое принимают за длину шва.
Длина шва, не подвергнутая отрыву при сплющивании Сс, %, определяется по формуле
![]()
где l - длина шва, не подверженная отрыву, мм;
L - длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента, мм.
Для удобства измерения допускается дополнительное разрезание образца любым режущим инструментом в продольном и поперечном направлениях.
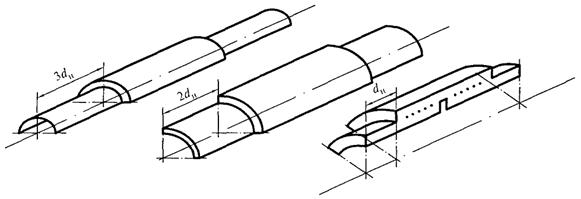
Труба dн 20 - 75 мм Труба dн 90 - 125 мм Труба dн 140 - 225 мм
Рисунок Т.1 - Общий вид образцов-сегментов
Таблица Т.1
|
Номинальный диаметр труб с dн, мм |
Длина свободной части образца L, мм, не менее |
Количество образцов из одного патрубка, шт. |
Угол сегмента, град. |
|
20 - 75 |
3dн |
2 |
180 |
|
90 - 125 |
2dн |
4 |
90 |
|
140 - 225 |
dн |
8 |
45 |
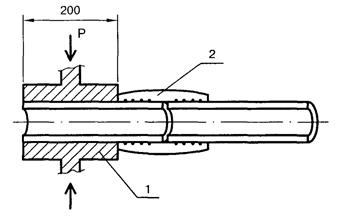
1 - обжимные плиты; 2 - испытываемый образец
Рисунок Т.2 - Схема испытания образцов-сегментов на сплющивание
ПРИЛОЖЕНИЕ У
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СЕДЛОВЫХ ОТВОДОВ НА ОТРЫВ
Испытания на отрыв проводят на образцах седловых отводов, сваренных с полиэтиленовыми трубами с номинальным наружным диаметром от 63 до 225 мм, в зависимости от типоразмера седлового отвода. Длина полиэтиленовой трубы (патрубка) принимается равной длине седелки. Перед испытанием образцы кондиционируют при температуре (23 ± 2) °С не менее 2 ч.
Допускается для упрощения фиксации образца в испытательной машине производить срезание хвостика седлового отвода, а также укорочение горловины (отводящего патрубка).
Испытания проводят при температуре (23 ± 2) °С.
Для проведения испытаний возможно использование машин для испытания на сжатие типа ИП6010-100-1 с наибольшей предельной нагрузкой 100 кН. Испытательная машина должна быть снабжена оснасткой, изготовленной по чертежам, утвержденным в установленном порядке, и обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рисунке У.1.
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого определяется по таблице У.1.
Нагружение испытываемого образца проводят со скоростью (100 ± 10) мм/мин до полного отрыва корпуса седелки от полиэтиленовой трубы или до деформации деталей узла соединения, вследствие чего испытательная нагрузка снижается до нуля.
Допускается проведение испытания со скоростью (20 ± 2) мм/мин.
Таблица У.1 В миллиметрах
|
Диаметр сердечника |
Диаметр трубы |
Диаметр сердечника |
|
|
63 SDR 11 |
49,5 - 0,1 |
140 SDR 17,6 |
121,9 - 0,2 |
|
140 SDR 11 |
111,5 - 0,2 |
||
|
75 SDR 17,6 |
64,7 - 0,2 |
160 SDR 17,6 |
139,0 - 0,2 |
|
75 SDR 11 |
59,3 - 0,2 |
160 SDR 11 |
127,0 - 0,2 |
|
90 SDR 17,6 |
77,7 - 0,2 |
180 SDR 17,6 |
156,4 - 0,2 |
|
90 SDR 11 |
70,7 - 0,2 |
180 SDR 11 |
143,0 - 0,2 |
|
110 SDR 17,6 |
95,5 - 0,2 |
200 SDR 17,6 |
174,0 - 0,2 |
|
110 SDR 11 |
87,5 - 0,2 |
200 SDR 11 |
159,0 - 0,2 |
|
125 SDR 17,6 |
108,7 - 0,2 |
225 SDR 17,6 |
196,0 - 0,2 |
|
125 SDR 11 |
99,3 - 0,2 |
225 SDR 11 |
179,0 - 0,2 |

a - отрыв при растяжении; б - отрыв при сжатии
Рисунок У.1 - Схемы испытания седлового отвода на отрыв
ПРИЛОЖЕНИЕ Ф
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СТЫКОВЫХ СОЕДИНЕНИЙ НА СТАТИЧЕСКИЙ ИЗГИБ
Испытания на статический изгиб выполняют на образцах-полосках, размеры которых приведены в таблице Ф.1.
Таблица Ф.1 В миллиметрах
|
Длина пролета между роликовыми опорами |
Толщина траверсы |
|||
|
Толщина |
Ширина |
Длина |
||
|
3 < h< 5 |
20 |
150 |
80 |
4 |
|
5 < h < 10 |
20 |
200 |
90 |
8 |
|
10 < h < 15 |
30 |
200 |
100 |
12,5 |
|
15 < h < 20 |
40 |
250 |
120 |
16 |
|
20 < h < 30 |
50 |
300 |
160 |
25 |
Образцы-полоски вырезают (вырубают) из контрольных стыков равномерно по периметру в количестве не менее 5 штук.
Испытания выполняют по схеме, представленной на рисунке Ф.1.
Нагрузка передается на образец через траверсу, устанавливаемую на середине образца напротив сварного шва. Местное утолщение грата образца со стороны опорной траверсы снимается.
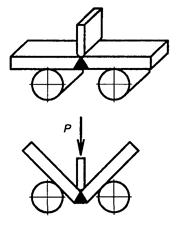
Рисунок Ф.1 - Схема испытания на статический изгиб
Испытательные образцы устанавливаются таким образом, чтобы внутренняя сторона трубы находилась в зоне растяжения.
Скорость приложения нагрузки должна составлять 50 мм/мин.
Испытания продолжаются до достижения угла изгиба 160°.
ПРИЛОЖЕНИЕ X
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СВАРНЫХ СОЕДИНЕНИЙ НА СТОЙКОСТЬ К ПОСТОЯННОМУ ВНУТРЕННЕМУ ДАВЛЕНИЮ
Испытание сварных соединений, выполненных сваркой нагретым инструментом встык и с использованием соединительных деталей с закладными нагревателями, проводят на образцах, свободная длина которых, включая длину соединительной детали, указана в таблице Х.1.
Для проведения испытаний на каждый уровень начального напряжения отбирают не менее трех образцов.
Условия проведения испытаний для сварных соединений, выполненных сваркой нагретым инструментом встык и при помощи деталей с закладными нагревателями, приведены в таблице Х.2.
Таблица Х.1
|
Диаметр трубы D, мм |
Свободная длина образца L, мм |
|
< 200 |
3D + 250 |
|
225 - 400 |
1000 |
Таблица Х.2
|
Значение показателя для труб из |
Метод испытания |
||
|
ПЭ 80 |
ПЭ 100 |
||
|
Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее для: |
|||
|
SDR 11 |
100 (при давлении 2,0 МПа) |
100 (при давлении 2,48 МПа) |
По ГОСТ 24157 |
|
SDR 17,6 |
100 (при давлении 1,2 МПа) |
100 (при давлении 1,49 МПа) |
|
|
Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее для: |
|||
|
SDR 11 |
165 (при давлении 0,92 МПа) |
165 (при давлении 1,1 МПа) |
|
|
1000 (при давлении 0,80 МПа) |
1000 (при давлении 1,0 МПа) |
То же |
|
|
SDR 17,6 |
165 (при давлении 0,55 МПа) |
165 (при давлении 0,66 МПа) |
|
|
1000 (при давлении 0,48 МПа) |
1000 (при давлении 0,60 МПа) |
||
ПРИЛОЖЕНИЕ Ц
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СВАРНЫХ СОЕДИНЕНИЙ НА ДЛИТЕЛЬНОЕ РАСТЯЖЕНИЕ
Испытания проводятся на образцах типа 2 по ГОСТ 11262. Образцы для испытания должны изготавливаться, как правило, штампом-просечкой, при этом наружный и внутренний грат не удаляется. Образцы не должны иметь надрезов, трещин, раковин и т.д.
Испытанию должны подвергаться не менее шести образцов из каждого оцениваемого сварного соединения и не менее шести контрольных образцов других сварных соединений, выполненных при оптимальных параметрах сварки. Результаты испытаний сравниваются.
Для труб диаметром 63 мм количество испытываемых образцов может быть снижено до пяти.
Для проведения испытаний требуется специальное нагружающее приспособление, которое позволяет создавать и поддерживать в образцах постоянное статическое растягивающее усилие в течение всего времени испытания.
Схематическое изображение испытательного устройства с нагружающим приспособлением показано на рисунке Ц.1.
Допускается использование нагружающего приспособления, позволяющего создавать нагрузку в образцах путем их предварительной (5 - 20 %-ной) деформации и закрепления в специальных струбцинах. Испытание в этом случае проводится при релаксации напряжений.
Испытание всех образцов должно проводиться по одной из вышеприведенных схем нагружения. Сравнивать результаты испытаний, проведенных по различным схемам нагружения, не допускается.
Перед нагружением образцы кондиционируют при температуре (23 ± 2) °С с последующим погружением в испытательную среду.
Нагружение образцов осуществляется плавно после выравнивания температуры в испытательной ванне или до погружения образцов в ванну.
В качестве испытательной среды рекомендуется использование дистиллированной воды с 2 %-ным содержанием смачивающего поверхностно-активного вещества типа ОП-7 или ОП-10 по ГОСТ 8433. Следует обеспечивать неизменную концентрацию смачивающего вещества с точностью ± 5 %.
Испытания на длительное растяжение могут проводиться при различных температурах окружающей среды и различных нагрузках. Испытательные напряжения следует выбирать с таким расчетом, чтобы в образцах начали проявляться только хрупкие изломы, а время испытания (до обнаружения изломов на каждом образце невооруженным глазом) было минимальным.
Условия испытания образцов приведены в таблице Ц.1.
Таблица Ц.1
|
Температура среды, °С |
Минимальная выдержка, ч |
|
|
4,0 |
95 |
30 |
|
4,0 |
80 |
500 |
Если в течение минимального времени испытаний хрупких изломов не появилось, следует устанавливать большие величины испытательного напряжения или деформации.
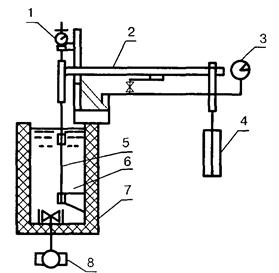
1 - стрелочный индикатор; 2 - рычаг для передачи силы; 3 - прибор для учета времени; 4 - контрольный груз; 5 - образец; 6 - испытуемая среда; 7 - теплоизолированная ванна; 8 - насос для циркуляции жидкости
Рисунок Ц.1 - Схема испытания образцов сварного шва на длительное растяжение
ПРИЛОЖЕНИЕ Ш
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СВАРНЫХ СОЕДИНЕНИЙ НА СТОЙКОСТЬ К УДАРУ
Сущность метода заключается в нанесении удара падающим грузом цилиндрической формы с высоты (2,0 ± 0,01) м по поверхности крышки седлового отвода с последующим определением герметичности испытываемого образца. Схема испытаний представлена на рисунке Ш.1.

Рисунок Ш.1 - Схема испытания на стойкость к удару
Испытываемый образец должен представлять собой седловой отвод, приваренный посередине полиэтиленового патрубка, длина свободных концов которого должна равняться номинальному наружному диаметру трубы с погрешностью в пределах ± 10 мм.
Перед испытаниями образцы кондиционируют при температуре (23 ± 2) °С не менее 2 ч. Испытания проводят при температуре (23 ± 2) °С.
Сварной образец надевают на стальной сердечник, установленный на жесткой опоре. Диаметр сердечника выбирается по таблице У.1 приложения У настоящего Свода правил соответственно диаметру трубы.
Образец фиксируют таким образом, чтобы удар падающим грузом был направлен параллельно оси трубы, ось бойка пересекалась с осью горловины седлового отвода и удар приходился посередине крышки. После нанесения первого удара образец разворачивают на 180°, чтобы следующий удар нанести с противоположной стороны.
После нанесения двух ударов образец визуально осматривают на наличие видимых разрушений. При отсутствии видимых разрушений производят испытание на герметичность образца.
Определение герметичности проводят при температуре (23 ± 5) °С. В качестве рабочей среды используют воздух или азот. Аппаратура, используемая для испытания на герметичность, должна соответствовать ГОСТ 24157.
Образцы подвергают испытательному давлению постепенно, в течение 15 - 60 с от начала нагружения и выдерживают при этом давлении не менее 24 ч или до момента потери герметичности. Для испытания образцы погружают в водяную ванну. Нарушение герметичности определяют по показанию манометров или по пузырькам воздуха или азота.
Ключевые слова: особенности проектирования газопроводов из полиэтиленовых труб, сварка газопроводов, размещение арматуры, особенности реконструкции газопроводов, контроль качества сварных соединений, испытания на герметичность