 | Информационная система | |
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р ИСО |

Испытания станков
Часть 1
МЕТОДЫ ИЗМЕРЕНИЯ
ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ISO 230-1:1996
Test code for machine tools - Part
1: Geometric accuracy of machines operating
under no-load or finishing conditions
(IDT)
|
|
Москва Стандартинформ 2011 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Экспериментальный научно-исследовательский институт металлорежущих станков» (ОАО «ЭНИМС») на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2010 г. № 611-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 230-1:1996 «Методы испытаний металлорежущих станков. Часть 1. Точность геометрических параметров станков, работающих на холостом ходу или на чистовых режимах» (ISO 230-1:1996 «Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions».
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Предметом серии стандартов ИСО 230 является максимально широкая и полная информация о методах контроля и испытаний металлорежущих станков, которые следует проводить во время их проверки, приемки, технического обслуживания.
Серия стандартов ИСО 230 состоит из следующих частей, под общим названием «Методы испытаний металлорежущих станков»:
- Часть 1. Точность геометрических параметров станков, работающих на холостом ходу или на чистовых режимах;
- Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением;
- Часть 3. Определение теплового воздействия;
- Часть 4. Испытания на отклонения круговых траекторий для станков с числовым программным управлением;
- Часть 5. Определение уровня излучения шума;
- Часть 6. Определение точности позиционирования по объемным и поверхностным диагоналям (испытания на смещение диагоналей).
ГОСТ Р ИСО 230-1-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Испытания станков
Часть 1
МЕТОДЫ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
Machine tools tests.
Part 1. Measurement techniques of geometrical parameters
Дата введения 2011-01-01
1 Область применения
Настоящий стандарт распространяется на стационарно установленные станки с механическим приводом, используемые для обработки металла, дерева и других материалов путем снятия стружки, шлифования или пластической деформации.
Настоящий стандарт устанавливает методы измерения точности металлорежущих станков при работе без нагрузки (на холостом ходу) и (или) на чистовых режимах путем проверки точности геометрических параметров. Эти методы могут быть применимы также к другим типам промышленных машин, для которых необходимо осуществлять проверки геометрических параметров и испытания в работе.
В настоящем стандарте описаны только методы измерения геометрической точности. В частности, в нем не рассматриваются вопросы проверки эксплуатационных свойств станка (уровни вибрации, смещение элементов станка и т.п.), проверки рабочих характеристик (скорости перемещений и вращений, величины подачи, энергопотребление), т.к. эти проверки должны выполняться отдельно, независимо от проверки геометрической точности.
Допускается использование также других методов и средств измерения, не приведенных в настоящем стандарте, обеспечивающих требуемую точность и достоверность определения соответствующих геометрических параметров.
2 Общие положения
2.1 Определения, относящиеся к проверкам геометрической точности
Необходимо отличать чисто геометрические определения от того, как они трактуются в настоящем стандарте в качестве метрологических определений.
Геометрические определения абстрактны и относятся к идеальным линиям и поверхностям. Из этого следует, что геометрические определения в ряде случаев невозможно применить на практике. Они не учитывают физических реалий и существующей практики проверки геометрических параметров.
Метрологические определения реальны, поскольку они учитывают доступные для измерения линии и поверхности, обладающие реальными физическими свойствами. Они нивелируют влияние микро- и макрогеометрических отклонений и позволяют получить результат, не принимая во внимание причину возникновения погрешности и не разграничивая эти причины. Анализом этих причин должен заниматься изготовитель станков, чтобы обеспечить их геометрическую точность.
Однако в отдельных случаях геометрические определения (например, определения биений: радиальное биение, периодическое осевое биение) сохранены в настоящем стандарте для того, чтобы исключить возможную путаницу, а также для упрощения используемой терминологии. Таким образом, при описании методов испытаний, средств измерения и допусков, метрологические определения приняты в качестве основных.
2.2 Методы измерения и принципы применения средств измерения
При испытании станка иногда бывает достаточно убедиться, не превышают ли фактические отклонения допустимые значения (например, при применении предельных калибров). Зачастую для определения фактических отклонений от допустимых следует проводить измерения, связанные со значительными затратами времени.
Кроме того, при проведении измерений следует учитывать погрешности, вызванные неточностью средств измерения или несовершенством применяемых методов измерения. Методы и средства измерения не должны привносить погрешности, превышающие определенную часть допустимого отклонения измеряемой величины. Т.к. точность применяемых средств измерения в различных лабораториях может быть разной, необходимо, чтобы каждое средство измерения имело градуировочную характеристику.
Очень важно, чтобы контролируемый станок и средства измерения были защищены от внешних воздействий: сквозняков, потоков светового или теплового излучений (лучи солнца, близко расположенные источники света, тепла и т.п.). До начала измерений должна быть обеспечена стабильная температура помещения, применяемых средств измерения, контролируемого станка.
Для обеспечения достоверных данных измерения следует повторять несколько раз. За результат следует принимать среднеарифметическое значение измерений. Результаты повторных измерений не должны существенно отличаться друг от друга. Если эти отличия велики, следует выяснить их причину - метод измерения, средства измерения или сам станок.
Более подробные указания см. в приложении А.
2.3 Допуски
2.31 Допуски на размеры при испытании станков
Допуски - разность между наибольшими и наименьшими предельно допустимыми значениями размеров, формы, расположения и перемещения, которые влияют на точность обработки (точность положений основных элементов станка и приспособлений, точность положений режущих инструментов и т.п.).
Существуют также допуски на образцы изделий, обрабатываемых на станке при испытаниях (в дальнейшем «образец-изделие»).
2.311 Единицы и диапазоны измерения
При установлении допусков необходимо указать следующее:
a) используемую единицу измерения;
b) базу отсчета, величину поля допуска и его расположение относительно базы отсчета;
c) диапазон, в котором производится измерение.
Допуск и диапазон измерения следует выражать в одних и тех же единицах измерения. Числовые значения допусков, особенно допусков на размеры, следует указывать только в том случае, если их невозможно задать путем простой ссылки на существующие стандарты, распространяющиеся на соответствующие элементы станка. Допуски на углы и диапазоны измерения углов следует выражать либо в угловых единицах (градус, минута, секунда), либо отношением катетов прямоугольного треугольника (миллиметры на миллиметры).
Если для данного диапазона допуск известен, то допуск для другого диапазона, мало отличающегося от первого, определяют по закону пропорциональности. При диапазонах, существенно отличающихся от данного, закон пропорциональности неприменим. Для диапазонов меньших размеров допуски должны быть расширены, для диапазонов больших размеров они должны быть сужены по сравнению с допусками, определенными на основе закона пропорциональности.
2.312 Учет погрешности измерения при определении допустимых отклонений
Погрешности измерения включают в себя погрешности средств измерения и применяемых методов контроля. Погрешности измерения следует учитывать при анализе результатов измерения и определении соответствия результатов измерения допустимым значениям (см. 2.2). Чтобы измеренная величина соответствовала допуску, она должна быть меньше допустимой на величину погрешности измерения.
Пример.
Допуск на биение: x мм
Неточность приборов, погрешности измерения: у мм
Величина показания прибора, соответствующая допуску на биение х мм, должна быть (х - у) мм.
Следует также учитывать погрешности, возникающие при сравнительных измерениях: неточности формы деталей станков, используемых в качестве базы отсчета, а также поверхностей, перекрываемых измерительными наконечниками или опорными поверхностями измерительных приборов.
Из-за вышеупомянутых источников погрешностей в качестве действительного отклонения следует принимать среднеарифметическое значение нескольких измерений.
Линии или поверхности, выбранные в качестве базы при измерении, должны быть непосредственно связаны со станком (например, линия центров токарного станка, ось шпинделя сверлильного или расточного станка, направляющие станка и т.п.).
Расположение поля допуска по отношению к номинальному значению следует определять в соответствии с 2.324.
2.32 Классификация допусков
2.321 Допуски, относящиеся к образцам-изделиям и к отдельным элементам станков
Изготовитель станков должен соблюдать правила обозначения допусков на чертежах в соответствии с ИСО 1101.
Допуски размеров, указанные в настоящем стандарте, относятся исключительно к размерам образцов изделий, используемых для испытания станков, а также к присоединительным размерам для установки режущих инструментов и средств измерения, монтируемых на станке (конус шпинделя, отверстия револьверных головок).
Допуски устанавливают пределы допустимых отклонений относительно номинальных размеров. Они выражаются в линейных единицах (например, отклонения положения опорных поверхностей и диаметров отверстий для установки и центрирования инструментов).
Отклонения следует обозначать цифрами или символами по ИСО 286-1.
Пример: ![]() или
80j6
или
80j6
Допуски формы ограничивают допустимые отклонения от теоретической геометрической формы (например, отклонения, относящиеся к плоскостности, прямолинейности, биению цилиндрической поверхности, профилю резьбы или зубьев).
Они выражаются в линейных или угловых единицах. В зависимости от размеров поверхности измерительного наконечника или опорной поверхности измерительного прибора может быть определена только часть погрешности формы. Поэтому, в случае повышенных требований к точности, должна быть регламентирована величина поверхности, перекрываемой измерительным наконечником или опорой измерительного прибора.
Поверхность и форма наконечника должны соответствовать точности измерения и размерам контролируемой поверхности (поверочную плиту и стол крупного продольно-строгального станка нельзя измерять, используя наконечники с одинаковой поверхностью контакта).
2.321.3 Допуски расположения
Допуски расположения ограничивают допустимые отклонения, относящиеся к расположению элемента относительно прямой, плоскости или другого элемента станка (например, отклонение от параллельности, перпендикулярности, соосности и т.д.). Они выражаются в единицах измерения длин или углов.
Если допуск расположения задан в двух различных плоскостях и при этом отклонения в этих двух плоскостях по-разному влияют на точность работы станка, допуск расположения следует устанавливать для каждой плоскости отдельно.
Примечание 1 - Следует учитывать погрешности формы базовой поверхности при установлении допуска расположения относительно этой поверхности.
2.321.4 Влияние погрешностей формы при определении погрешностей расположения
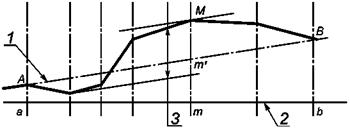
При измерении погрешностей взаимного расположения двух поверхностей или двух линий (см. рисунок 1, линии XY и ZT) измерительный прибор автоматически включает некоторые погрешности формы и дает показания с их учетом. Следует исходить из принципа, что контроль должен охватывать общую погрешность, с учетом погрешностей формы двух поверхностей или двух линий. Следовательно, общий допуск должен учитывать и допуски на форму контролируемых поверхностей. (В случае необходимости, до начала измерений следует предварительно определить погрешности формы линий и поверхностей, относительно расположения которых будет производиться измерение).

Рисунок 1
На рисунке 1 в качестве примера показан результат измерения параллельности двух линий. Несмотря на то, что разницы показаний измерительного прибора тп образуют на графике кривую ab, на практике, как правило, при определении погрешностей вместо кривой ab, используют прямую АВ, как указано в 5.211.1.
Допуски на форму и расположение обычно задаются на форму и расположение в целом (например, 0,03 мм на 1000 мм для прямолинейности или плоскостности). В отдельных случаях допускается устанавливать для отдельного участка линии или поверхности локальный допуск, отличающийся от общего.
Локальное отклонение есть расстояние между двумя линиями, параллельными общему направлению линии или траектории перемещения элемента, которые включают максимальные отклонения на отдельных участках их общей длины (см. рисунок 2).

1 - полное отклонение; 2 - локальный отрезок контролируемой длины; 3 - локальное отклонение
Рисунок 2
На рисунке 3 показана зависимость величины допуска от длины, на которой производится измерение.
Величина локального отклонения (Тлок) может устанавливаться:
- как на станок в целом, так и на любую отдельную проверку в абсолютных цифрах или
- в пропорции к общему допуску (Тобщ) но не меньше минимального значения (обычно 0,001 мм) (см. рисунок 3).
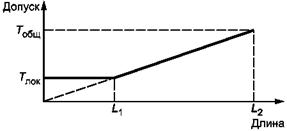
Рисунок 3
![]()
Пример
Tобщ = 0,03 мм L2 = 1000 мм L1 = 100 мм
Тогда
![]()
На практике мелкие локальные дефекты неразличимы, потому что они перекрываются опорными или контактными поверхностями измерительных приборов. Однако если контактные поверхности измерительных приборов относительно малы (например, сферические измерительные наконечники индикаторов или измерительных головок), необходимо, чтобы измерительный наконечник касался поверхности, обработанной с высоким классом шероховатости (использование шлифованных поверочных линеек, контрольных оправок и т.п.).
2.322 Допуски на перемещения элементов станка
Примечание 2 - Точность и повторяемость позиционирования осей с ЧПУ определяется по ИСО 230-2.
2.322.1 Допуски позиционирования
Допуск позиционирования ограничивает допустимое отклонение от заданной позиции, достигнутой точкой движущегося элемента после окончания движения.
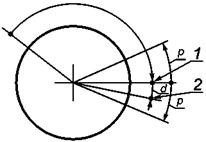
Пример 1 (см. рисунок 4)
В конце перемещения салазок отклонение d определяется расстоянием между фактически достигнутой позицией и заданной позицией. Допуск позиционирования р.

1 - фактическая позиция; 2 - заданная позиция
Рисунок 4
Пример 2 (см. рисунок 5)
Угол поворота шпинделя d относительно углового смещения делительного диска, присоединенного к нему. Допуск позиционирования р.
1 - заданная позиция; 2 - фактическая позиция
Рисунок 5
2.322.11 Допуски повторяемости
Допуск повторяемости ограничивает допустимые отклонения при повторяющихся перемещениях в заданную координату в одном и том же или в противоположном направлениях.
2.322.2 Допуски формы траектории
Допуск формы траектории ограничивает допустимые отклонения фактической траектории точки движущегося элемента относительно теоретической траектории (см. рисунок 6). Они устанавливаются в единицах длины.

1 - фактическая траектория; 2 - теоретическая траектория
Рисунок 6
2.322.3 Допуски отклонения от прямолинейности перемещения (см. рисунок. 7)

1 - фактическая траектория; 2 - теоретическая траектория; 3
- допуск локальный;
4 - фактическое локальное отклонение; 5 - полное отклонение; 6 - допуск общий
Рисунок 7
Допуск отклонения от прямолинейности перемещения устанавливает допустимое отклонение фактической траектории точки движущегося элемента от расчетной траектории (например, отклонение от параллельности или перпендикулярности фактической траектории от расчетной линии или поверхности). Он устанавливается в единицах длины для полной длины L или любого измеряемого отрезка длины l.
2.322.4 Локальный допуск на перемещение элемента станка
Допуски на позиционирование, форму траектории и направление прямолинейного движения можно задавать как на локальные участки перемещения, так и на полную длину перемещения элемента.
Определения локального допуска и его величины см. 2.321.5.
2.323 Полный или суммарный допуск
Полный или суммарный допуск предназначен для упрощения измерения, если вместо измерения нескольких отклонений можно ограничиться одним измерением, полностью характеризующим точность элемента станка.
Пример (см. рисунок 8)
Биение вала является суммой отклонения формы вала (некруглости вала в сечение аb, в котором измерительный наконечник находится в контакте с проверяемой поверхностью), отклонения положения оси вала (несоосность оси вала и оси вращения вала) и биения подшипника.

Рисунок 8
Если расположение допустимых отклонений по отношению к номинальному значению является симметричным, то можно употребить знак ±. Если расположение асимметрично, его следует уточнить словами относительно станка или одной из деталей станка.
2.325 Общепринятое определение осей и перемещений
Чтобы избежать употребления терминов «поперечный», «продольный» и т.д., что может привести к путанице, оси перемещения и вращения деталей станка обозначаются буквами (например, X, Y, Z и т.д.) и знаками в соответствии с ИСО 841 (см. также 5.231).
3 Подготовка станка к измерениям
3.1 Установка станка перед измерениями
До проведения измерений станок следует установить на соответствующий фундамент и выверить по уровню в соответствии с инструкцией изготовителя.
К предварительной операции установки станка относится точная выверка по уровню, которая выполняется в соответствии с конструктивными особенностями станка (см. 3.1).
Цель установки по уровню - добиться положения статической стабильности станка и обеспечить базу для последующих измерений, особенно тех, которые относятся к прямолинейности поверхностей и перемещений элементов станка.
3.2 Условия проведения измерений
3.21 Демонтаж отдельных компонентов
Измерения геометрических параметров станка проводят, как правило, на полностью собранном станке. В исключительных случаях допускается проведение демонтажа отдельных элементов станка в соответствии с инструкцией изготовителя (например, демонтаж стола станка для проверки направляющих).
3.22 Тепловой режим перед измерениями
Основной целью измерений является проверка точности станка в условиях, наиболее приближенных к условиям нормальной работы с точки зрения теплового режима.
Перед измерениями геометрической точности станка элементы станка, например, шпиндели и другие элементы станка, подверженные нагреву во время работы и, следовательно, изменениям расположения и формы, должны быть предварительно разогреты путем обкатки станка на холостом ходу в соответствии с указаниями изготовителя.
Особых более жестких требований к условиям испытаний следует придерживаться при проверке высокоточных станков и некоторых станков с числовым управлением, на точность которых колебания температуры могут оказать существенное влияние.
Необходимо учитывать изменения размеров элементов станка в течение нормального рабочего цикла при перепаде температуры окружающей среды. Режим предварительного прогрева станка, окружающая температура и ее колебания во время испытаний в случае необходимости должны быть согласованы между производителем станка и заказчиком.
Основные элементы конструкции станка, тепловые деформации которых могут оказывать существенное влияние на его точностные характеристики:
a) базовые узлы (станина, салазки, шпиндельный узел и т.п.), их смещение в плоскости главной оси и плоскости перпендикулярной к ней;
b) приводы координатных перемещений и системы позиционирования с обратной связью, в которых точность позиционирования определяется, например, ходовым винтом.
3.23 Выполнение измерений
Измерение геометрической точности следует проводить на станке, отключенном от электроснабжения или работающем на холостом ходу. По указанию изготовителя может потребоваться установка на станок одного или нескольких образцов изделий, обрабатываемых на станке, например, в случае испытания тяжелых станков.
4 Испытания станка в работе
4.1 Проведение испытаний
Испытания станка в работе должны проводиться на стандартных образцах или на образцах, предоставленных потребителем. Проведение испытаний в работе не должно требовать иных операций, кроме тех, для которых предназначен данный станок. Испытания в работе должны включать только финишные операции, для которых предназначен станок.
Число обработанных образцов-изделий или, в некоторых случаях, число проходов для обработки одной детали должно быть достаточным для определения точности обработки. При необходимости следует учитывать износ применяемого инструмента.
Особенности образцов-изделий, размеры и материал, а также требуемая точность и режимы резания следует определять по согласованию между изготовителем станка и потребителем, если не имеется других указаний в стандартах на точность конкретных типов станков.
В отдельных случаях испытания в работе могут быть заменены или дополнены специальными испытаниями, определенными в соответствующих стандартах (например, проверкой отклонений под действием нагрузки, испытаниями кинематической точности и т.п.)
4.2 Измерение образцов-изделий при испытаниях в работе
Измерение обработанных образцов-изделий при испытаниях в работе выполняют при помощи средств измерения, выбранных в соответствии с видом измерений и требуемой точностью, (см. также 6.6; 6.7; 6.8). В части допусков следует руководствоваться 2.321 и, в частности, 2.321.1 и 2.321.2.
5 Измерение геометрических параметров
5.1 Общие положения
В этом разделе приведены определения геометрических параметров, методы измерения и способы определения фактических отклонений для каждого вида геометрических параметров станка:
- прямолинейности (см. 5.2);
- плоскостности (см. 5.3);
- параллельности, эквидистантности и соосности (см. 5.4);
- перпендикулярности (см. 5.5);
- вращения (см. 5.6).
Для каждого геометрического параметра описан, как минимум, один метод измерения с указанием принципа измерения и применяемых средств измерения.
Если потребитель захочет применить другие методы измерения, то их точность должна быть не ниже точности методов, приведенных в настоящем стандарте.
Описанные методы отбирались из тех, для которых требуются наиболее простые средства измерения (поверочные линейки, поверочные угольники, контрольные оправки, уровни, индикаторы часового типа и т.п.). Однако следует иметь в виду, что в настоящее время нашли широкое применение и другие методы измерения, особенно связанные с использованием оптических и электронных приборов, а также приборов с применением вычислительной техники.
Измерение некоторых крупногабаритных деталей станков часто требует применения специальных приборов, обеспечивающих удобное и быстрое выполнение измерительных операций.
5.2 Прямолинейность
Существуют следующие методы измерения прямолинейности:
- прямолинейность линии в плоскости или в пространстве, см. 5.21;
- прямолинейность поверхностей элементов станка, см. 5.22;
- прямолинейность перемещения, см. 5.23.
5.21 Прямолинейность линии в плоскости или в пространстве
5.211.1 Прямолинейность линии в плоскости (см. рисунок 9)

Рисунок 9
Линия в плоскости считается прямой на данной длине, если все ее точки находятся между двумя прямыми линиями, параллельными общему направлению контролируемой линии, расстояние между которыми равно допуску.
Общее направление контролируемой линии или представляющей ее расчетной линии следует определять таким образом, чтобы минимизировать отклонение от прямолинейности. Общее направление можно определять:
- двумя точками, выбранными у концов проверяемой линии (в большинстве случаев самыми крайними точками следует пренебречь, т.к. чаще всего они имеют местные дефекты) или
- прямой линией, рассчитанной и построенной по точкам (например, по методу наименьших квадратов).
5.211.2 Прямолинейность линии в пространстве (см. рисунок 10)

Рисунок 10
Линия в пространстве считается прямой на данной длине, если каждая из ее проекций на две взаимно перпендикулярные плоскости, параллельные общему направлению контролируемой линии, находится между двумя прямыми линиями в соответствии с 5.211.1.
Примечание 3 - Допуски в каждой из плоскостей могут быть разными.
5.212 Методы измерения прямолинейности
Существуют два метода измерения прямолинейности, основанные на:
- линейных измерениях или
- угловых измерениях.
Практически эталон прямолинейности может быть материальным (поверочная линейка, натянутая струна) или в виде эталонной прямой линии, заданной точным уровнем, лучом света и т.п. Рекомендуемые средства измерения:
a) для длин менее 1600 мм: материальный эталон (например, поверочная линейка) или уровень;
b) для длин свыше 1600 мм: эталонная прямая линия, определяемая натянутой струной, оптическим устройством или уровнем.
5.212.1 Методы, основанные на линейных измерениях
Применяемое эталонное средство измерения (эталон прямолинейности) должно быть установлено относительно контролируемой линии так, чтобы можно было использовать соответствующее средство измерения.
Оно должно обеспечивать регистрацию отклонений проверяемой линии относительно эталона прямолинейности. Замеры могут производиться в точках, отстоящих на равном расстоянии друг от друга или выбранных произвольно, по длине проверяемой линии. Расположение точек не зависят от применяемого средства измерения.
Эталон прямолинейности рекомендуется установить так, чтобы показания измерительного прибора на обоих концах эталона были приблизительно одинаковыми.
Результаты измерений следует нанести на график в приемлемом масштабе для окончательной обработки. Для дальнейшей обработки результатов измерения следует построить расчетную линию в соответствии с 5.211.1.
Отклонение от прямолинейности определяется как расстояние между двумя прямыми линиями, параллельными расчетной линии, проходящими через точки верхнего и нижнего экстремумов графика фактических отклонения и соответствуют значению, представленному отрезком Мт¢ (см. рисунок 11).
1 - расчетная линия; 2 - эталон прямолинейности; 3 - отклонение от прямолинейности
Рисунок 11
Примечание 4 - При значительном наклоне расчетной линии следует учитывать эффект вертикального увеличения отклонений.
5.212.11 Метод с использованием поверочной линейки
5.212.111 Измерение в вертикальной плоскости
Поверочную линейку следует устанавливать на двух опорах, расположенных, по возможности, в точках, соответствующих минимальному прогибу линейки под воздействием силы тяжести (оптимальное расположение опор - см. А.2).
Измерение следует проводить путем перемещения вдоль поверочной линейки стойку с индикатором, основание которой имеет три точки, контактируемых с контролируемой поверхностью. Одна из этих контактных точек и точка контакта мерительного наконечника индикатора с поверочной линейкой должны находиться на одной линии, перпендикулярной к контролируемой поверхности (см. рисунок 12).
1 - контролируемая поверхность; 2 - контактные точки на линии
(плоскости), перпендикулярной к
наконечнику; 3 - направляющая линейка; 4 - стойка для крепления
индикатора; 5 - поверочная линейка;
6 - опоры для поверочной линейки
Рисунок 12
Перемещение стойки с индикатором вдоль линии измерения следует обеспечить за счет перемещения ее вдоль вспомогательной направляющей линейки.
При высокой точности измерений следует учитывать погрешности поверочной линейки.
5.212.112 Измерение в горизонтальной плоскости
В этом случае предпочтительно использовать рабочую поверхность поверочной линейки, обращенную к измеряемой плоскости и параллельную ей.
Стойку измерительного прибора следует перемещать по измеряемой поверхности, при этом мерительный наконечник измерительного прибора должен касаться рабочей поверхности поверочной линейки (см. рисунок 13). Поверочную линейку следует устанавливать так, чтобы показания измерительного прибора на обоих концах линейки были одинаковыми. Отклонения от прямолинейности относительно базовой линии, соединяющей оба конца, считываются непосредственно с прибора.

1 - базовая плоскость; 2 - наборы концевых мер длины; 3 - контролируемая поверхность
Рисунок 13
Обращаем внимание, что при любом прогибе под действием собственного веса установленной на опорах поверочной линейки, прямолинейность ее измерительной поверхности практически остается неизменной.
Другой особенностью этого метода измерения прямолинейности в горизонтальной плоскости является то, что он позволяет измерять отклонения прямолинейности как базовой поверхности поверочной линейки, так и контролируемой поверхности.
С этой целью применяется так называемый метод инверсии. Он состоит в следующем: после проведения, как это описано выше, первого измерения при помощи этого же измерительного прибора выполняют второе измерение, перевернув поверочную линейку на 180° вокруг ее продольной оси. Стойку измерительного прибора так же как и при первом измерении следует перемещать по контролируемой поверхности, при этом мерительный наконечник измерительного прибора должен касаться базовой плоскости поверочной линейки - цикл измерения повторяется (см. рисунок 13).
Обе полученные в результате измерений кривые отклонений Е1 и Е2, изображенные на рисунке 14, являются результатом измерения отклонения от прямолинейности контролируемой поверхности, в которые отклонения от прямолинейности рабочей поверхности поверочной линейки входят с разными знаками.

1 - результаты первого измерения E1 (кривая E1); 2 -
среднеарифметическое точек E1 и E2 (кривая M);
3 - результаты второго измерения Е2 (кривая E2); 4 -
отклонение от прямолинейности контролируемой
поверхности; 5 - отклонение от прямолинейности поверочной линейки
Рисунок 14
Кривая М, каждая точка которой соответствует среднеарифметическому точек кривых Е1 и Е2, представляет отклонение от прямолинейности рабочей поверхности поверочной линейки. Расстояние кривой Е1 от кривой М (ME1) или равное ему расстояние кривой Е2 от кривой М (МЕ2) в каждой контролируемой точке является результатом измерения отклонения от прямолинейности проверяемой поверхности.
5.212.12 Метод с использованием натянутой струны и микроскопа
Стальную струну диаметром около 0,1 мм следует натягивать таким образом, чтобы она была параллельна проверяемой линии (см. рисунок 15). Например, для линии, расположенной в горизонтальной плоскости, вертикально расположенный микроскоп, снабженный микрометрическим устройством для измерения горизонтального смещения, определит отклонение линии относительно струны в горизонтальной плоскости измерения XY (см. также А.9).
Натянутая струна F и проверяемая линия должны находиться в одной и той же плоскости, перпендикулярной к контролируемой поверхности, в которой лежит линия MN.
При перемещении вдоль контролируемой поверхности две опоры микроскопа, лежащие на прямой, вдоль которой будет проверяться прямолинейность, следует прижимать к контролируемой поверхности. При этом одна из этих точек - точка Р должна совпадать с оптической осью микроскопа (см. рисунок 15).
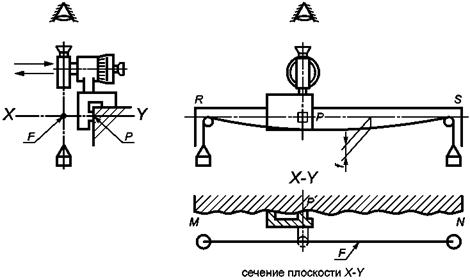
Рисунок 15
Следует избегать применения метода измерения, использующего натянутую струну, если необходимо учитывать провисание f струны F. Для случая, изображенного на рисунке 15, для измерения прямолинейность линии RS в вертикальной плоскости, необходимо установить микроскоп так, чтобы его оптическая ось была расположена горизонтально, и измерить провисание струны в каждой точке. Такое провисание трудно определить с достаточной точностью.
5.212.13 Метод с использованием визирной трубы
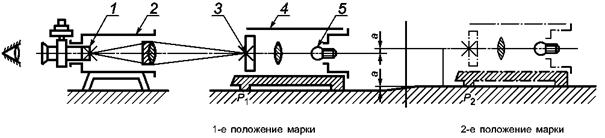
1 - окулярная сетка; 2 - визирная труба; 3 - марка; 4 - устройство наведения (видоискатель); 5 - источник света
Рисунок 16
При использовании визирной трубы (см. рисунок 16) разность уровней а, соответствующая расстоянию между оптической осью визирной трубы и центром визирной марки, следует считывать либо непосредственно по окулярной шкале визирной трубы, либо с помощью ее окулярного микрометра (см. А.10).
Оптическая ось визирной трубы принимается за измерительную базу.
Поворот визирной трубы вместе с визирной маркой вокруг оптической оси дает возможность измерить прямолинейность в любой плоскости.
Стойка визирной марки, устанавливаемая на поверхность, содержащую прямую линию, вдоль которой надо проверять прямолинейность, должна иметь количество опорных точек, необходимое для обеспечения ее устойчивости при измерении.
Одна из опорных точек Р должна располагаться на прямой линии, вдоль которой проверяется прямолинейность, и удовлетворять требованиям, описанным в 5.212.12.
Центр визирной марки должен быть расположен на линии перпендикулярной к измеряемой плоскости и проходящей через точку Р.
Необходимо обеспечить перемещения стойки с визирной маркой по прямой параллельно оптической оси визирной трубы.
При больших длинах измерения точность этого метода ухудшается из-за пространственного различия коэффициентов преломления воздуха, которое вызывает искривление светового луча.
5.212.14 Метод с использованием лазера и фотоэлектрического датчика (см. рисунок 17).
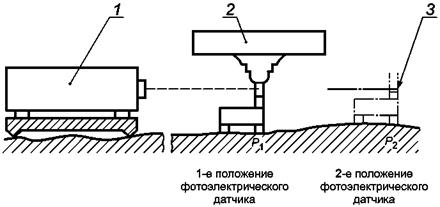
1 - лазерный излучатель; 2 - регистрирующее устройство; 3 - фотоэлектрический датчик
Рисунок 17
В качестве эталона при измерениях используется лазерный луч. Луч направлен на фотоэлектрический датчик с четырьмя секторами, который перемещается вдоль оси лазерного луча. Прибор регистрирует горизонтальные и вертикальные смещения центра датчика относительно луча, которые передаются на записывающее устройство. При измерении следует руководствоваться инструкциями изготовителя измерительного прибора (см. также А.13).
Фотоэлектрический датчик должен располагаться в плоскости перпендикулярной к линии измерения, проходящей через точку Р, как описано в 5.212.13.
5.212.15 Метод с использованием лазерного интерферометра с призмой Уоллстона (см. рисунок).

1 - лазерный излучатель; 2 - интерферометр с призмой Уоллстона; 3 - уголковый отражатель
Рисунок 18
Результаты измерений определяют при помощи двухзеркального уголкового отражателя.
Для регистрации изменений расположения визирной марки относительно оси симметрии уголкового отражателя, используется лазерный интерферометр и специальные оптические элементы. Из-за разнообразия используемых в комплектации прибора оптических элементов и применяемых способов измерения различной точности, следует в каждом конкретном случае руководствоваться инструкциями изготовителей измерительных приборов (см. также А.13).
Одна из опорных точек Р интерферометра должна удовлетворять требованиям, изложенным в 5.212.13.
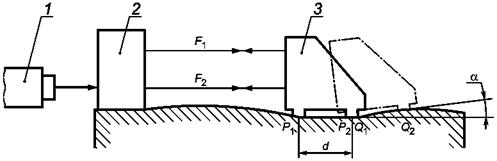
5.212.2 Методы, основанные на измерении углов
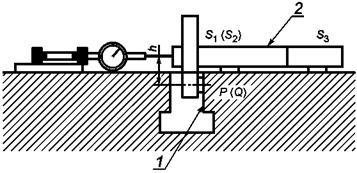
Принцип метода: прибор для измерения угловых отклонений устанавливается на перемещаемый элемент (мостик), постоянно находящийся в контакте с линией, вдоль которой выполняется проверка, в двух точках Р и Q, расположенных друг от друга на расстоянии d (см. рисунок 19). Мостик следует перемещать таким образом, чтобы при перемещении из положения P0Q0 в положение P1Q1 точка Р1 находилась в бывшей точке Q0. Прибором для измерения угловых отклонений измеряют углы a0, a1 ... aп, определяющие положение перемещаемого элемента относительно базы отсчета.

1 - эталонная линия; 2 - мостик; 3 - измерительный прибор
Рисунок 19
Примечание 5 - При этом методе участки прямой, расположенные между опорами перемещаемого элемента, не контролируются. Контроль прямолинейности этих участков может быть выполнен при помощи поверочной линейки соответствующей длины.
Результаты измерений обрабатываются графически, как показано на рисунке 20. В начало прямоугольной системы координат помещают точку Р0. Для определения координат каждой следующей точки Рi в соответствующем масштабе следует поступать следующим образом:

1 - отклонение от прямолинейности; 2 - расчетная линия
Рисунок 20
- по оси абсцисс откладывают расстояния d между опорами;
- по оси ординат откладывают с учетом знаков последовательность линейных приращений Ehj+1 - относительный уровень в смежных точках Рi+1 и Qi+1.
Ehj+1 рассчитывается по формуле:
Ehj+1 = dtgaj,
где aj - угол наклона мостика относительно измерительной базы, соответствующий i-му положению мостика (i = 0, 1, 2, ..., п).
Полученные точки Р0, Р1, Р2, ..., Рj, ..., Рп представляют кривую профиля проверяемой линии (профилограмму) в принятом масштабе, обеспечивающую наглядность отклонений от прямолинейности контролируемой линии.
Расчетная линия строится по конечным точкам Р0 и Рп (см. 5.211.1).
Отклонение от прямолинейности определяется, как указано в 5.212.1, расстоянием по оси ординат (YY) между двумя прямыми линиями, параллельными расчетной линии и касающимися контролируемой линии в ее высшей и низшей точках.
Примечание 6 - Опоры Р и Q перемещаемого элемента должны иметь достаточную площадь для уменьшения влияния небольших поверхностных дефектов. Необходимо тщательно готовить опоры и очищать контролируемую поверхность с целью сокращения до минимума дополнительных погрешностей при измерении.
Примечание 7 - Этот метод может применяться при измерении станков и деталей большой длины. В этом случае значение d должно выбираться так, чтобы исключить излишне большое количество измерений и соответственно накопленных погрешностей.
5.212.21 Метод с использованием уровня
В качестве средства измерения используется уровень (см. А.6), который следует последовательно устанавливать вдоль контролируемой линии в соответствии с 5.212.2 (см. рисунок 19).
Если контролируемая линия расположена под углом к горизонту, уровень следует устанавливать на соответствующем угловом приспособлении (мостике), способным компенсировать наклон поверхности (см. рисунок 21).

1 - направляющая поверхность поверочной линейки
Рисунок 21
При измерении прямолинейности линии АВ уровень вместе с приспособлением должен сохранять постоянную ориентацию вдоль направления перемещения уровня вместе с мостиком (например, посредством использования в качестве направляющей поверочной линейки, как показано на рисунке 21).
Примечание 8 - Уровень позволяет измерить прямолинейность только в вертикальной плоскости; для контроля линии в горизонтальной плоскости следует использовать другой метод (например, метод с использованием автоколлиматора, натянутой струны и микроскопа).
5.212.22 Метод с использованием автоколлиматора
В этом методе используется автоколлиматор, установленный по одной оси с подвижным зеркалом (см. рисунок 22), и любой поворот перемещаемого зеркала М вокруг любой горизонтальной оси вызывает соответствующее вертикальное смещение изображения перекрестия визирных линий в поле зрения окуляра автоколлиматора. Измерение этого смещения с помощью окулярного микрометра автоколлиматора позволяет определить изменение углового положения зеркала (см. также А.11).

1 - автоколлиматор; 2 - перемещаемое зеркало
Рисунок 22
Измерительной базой служит оптическая ось автоколлиматора, определяемая точкой перекрестия визирных линий.
Примечание 9 - Окулярный микрометр автоколлиматора может поворачиваться на 90°, что позволяет производить измерения как в горизонтальной, так и в вертикальной плоскостях. Существуют автоколлиматоры с двумя независимыми окулярными микрометрами, позволяющими одновременное измерение углов поворота зеркала в горизонтальной и вертикальной плоскостях.
Примечание 10 - Этот метод наиболее подходит для измерения станков и деталей большой длины. В отличие от метода с использованием визирной трубы он меньше подвержен влиянию изменений коэффициента преломления воздуха, т.к. в данном случае во время измерения световой луч проходит одно и то же расстояние в прямом и обратном направлениях.
Примечание 11 - При применении этого метода для устранения влияния на результаты измерения ряда дестабилизирующих факторов следует по возможности устанавливать автоколлиматор на том же самом элементе, прямолинейность поверхности которого проверяется.
5.212.23 Метод с использованием лазерного интерферометра (режим угловых измерений) (см. рисунок 23).
1 - источник лазерного излучения; 2 - интерферометр; 3 - перемещаемый элемент
Рисунок 23
При этом методе интерферометр должен быть жестко закреплен на элементе, на котором находится контролируемая линия.
Этот метод наиболее подходит для ответственных измерений, т.к. менее подвержен изменениям коэффициента преломления воздуха.
База отсчета образуется двумя параллельными лучами F1 и F2, формируемыми лазерным интерферометром.
5.213.1 Определение
Поле допуска t ограничено в измеряемой плоскости двумя прямыми линиями, расстояние между которыми равно t, и параллельными расчетной линии АВ (см. рисунок 24). Максимальное отклонение - MN.

Рисунок 24
Длина измерения и расположение поля допуска относительно расчетной прямой линии или плоскости должны быть заданы заранее до измерения. Кроме того, должно быть задано направление допуска - только вогнутость или только выпуклость.
В большинстве случаев не следует учитывать точки (участки) на концах диапазона измерения, которые обычно имеют локальные отклонения, не влияющие на общую прямолинейность.
5.213.2 Величина допуска
Минимальный допуск T1 должен быть установлен для длины L, меньшей или равной L1 (см. рисунок 25).
Максимальный допуск Т2 должен быть установлен для длины L, большей или равной L2.
Для любой промежуточной длины (между L1 и L2) допуск Т(L) рассчитывается методом пропорции:
L £ L1 ® T(L) = T1
![]()
L £ L2 ® T(L) = T2

Рисунок 25
5.22 Прямолинейность поверхностей элементов станка
5.221 Определение
Определения прямолинейности поверхности какого-либо элемента станка такие же, как и определения прямолинейности для линии (см. 5.211).
5.222 Методы измерения прямолинейности
Методы измерения прямолинейности поверхности элементов станка такие же, как методы измерения прямолинейности линии (см. 5.212).
5.222.1 Измерение прямолинейности поверхности направляющих пазов или столов
Для измерения прямолинейности боковых поверхностей паза можно использовать, например, приспособление, изображенное на рисунке 26.
1 - измеряемая поверхность; 2 - измерительное приспособление (см. рисунок 27)
Рисунок 26
При перемещении этого приспособления вдоль паза индикатор, установленный на приспособлении, показывает отклонения от прямолинейности линии, проходящей через точки Р или Q при минимальном значении расстояния h (см. рисунок 26).
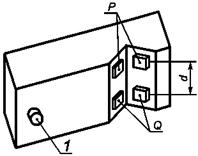
При измерении прямолинейности методом измерения углов по 5.212.2 следует учитывать расстояние d между двумя базовыми точками измерительного приспособления Р и Q (см. рисунок 27).

Рисунок 27

1 - контролируемая поверхность
Рисунок 28
Измерительное приспособление должно лежать на столе на трех опорных точках S1, S2, S3 и иметь две базовые точки Р и Q, расположенные на измеряемой линии (см. рисунок 27).
Для измерения прямолинейности более сложных поверхностей, которые в случае могут быть не перпендикулярны ни к одной из базовых плоскостей, например наклонных направляющих, следует использовать более сложные приспособления для перевода плоскости измерения в прямоугольные координаты по линиям НН и VV (см. рисунок 28).
5.222.2 Измерение прямолинейности направляющих
Направление движения перемещаемого элемента станка обеспечивается направляющими или более сложными устройствами, которые не могут быть демонтированы без нарушения геометрии станка. Измерение прямолинейности направляющих может производиться только в случае доступности этого элемента. В противном случае измерение прямолинейности направляющих следует проводить путем измерения прямолинейности перемещения по ним элемента станка (см. 5.23).
Измерение отклонения от прямолинейности всегда должно производиться в рабочей плоскости. Обычно это горизонтальная (рисунок 29, линия АА) или вертикальная (рисунок 29, линия ВВ) плоскости. Исключение составляют некоторые специфические конфигурации компоновки станков (см. рисунок 36).

Рисунок 29
В поперечном сечении направляющие могут иметь различную форму, разработанную изготовителем станка.
Направляющие поверхности могут быть в виде:
a) одной плоскости или набора нескольких небольших плоскостей, соединенных вместе;
b) нескольких узких плоских секций, цилиндрических поверхностей или их комбинация.
5.222.21 V-образные направляющие
Измерительный мостик для таких направляющих должен опираться на пять контактных точек, в т.ч. четыре контактных точки Р и Q на V-образной направляющей и одна (пятая) точка на другой части системы направляющих.
Для измерения прямолинейности таких направляющих следует использовать приспособление с цилиндрической контрольной оправкой, имеющей два пояска контакта, образованных занижением диаметра в средней части, как показано на рисунках 30 и 31, или приспособление с охватывающей V-образной частью, как показано на рисунке 29, для измерения поверхности, сопряженной с направляющей, показанной на рисунке 30.
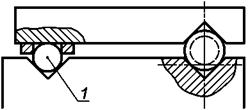
1 - свободный шарик
Рисунок 30

1 - пятая точка опоры
Рисунок 31
Примечание 12 - Пятая опорная точка не должна мешать базированию контрольной оправки на V-образной направляющей.
5.222.22 Цилиндрические направляющие
Для измерения прямолинейности таких направляющих следует использовать измерительный мостик, опирающийся на цилиндрическую направляющую четырьмя точками Р и Q, образующими V-образную охватывающую поверхность и одной (пятой) точкой на другую часть системы направляющих (см. рисунки 32 и 33).
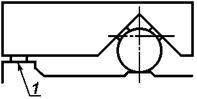
1 - пятая точка опоры
Рисунок 32
1 - пятая точка опоры
Рисунок 33
Необходимо соблюдать требования к пятой точке опоры приспособления, изложенные в примечании 12.
5.222.23 Вертикальные поверхности направляющих
Для измерения прямолинейности вертикальной поверхности направляющих (см. рисунок 34) в качестве примера показано использование измерительного мостика (см. рисунок 35). Для базирования этого приспособления на горизонтальной плоскости предусмотрены три точки опоры, для боковой вертикальной направляющей - две точки Р и Q, которые должны контактировать с измеряемой поверхностью (см. рисунки 34 и 35).

1 - контролируемая поверхность
Рисунок 34

1 - базовые точки опоры
Рисунок 35
Примечание - Если измерение отклонений от прямолинейности осуществляется методом непосредственных линейных измерений, то линия измерения измерительного прибора должна проходить через одну из опорных точек перпендикулярно к измеряемой поверхности. Если измерение производится методом угловых измерений, то шаг измерений должен равняться расстоянию d между опорными точками.
5.222.24 Наклонные направляющие (см. рисунок 36)

1 - рабочая плоскость
Рисунок 36
В этом случае рабочая плоскость перемещаемого элемента находится под углом к горизонтальной плоскости.
Отклонение от прямолинейности измеряется в рабочей плоскости (линия АВ) и в плоскости, перпендикулярной к ней.
5.222.3 Допуски
См. 5.213
5.23 Измерение прямолинейности перемещения
Измерение прямолинейности перемещения перемещаемых элементов станка требуется не только для того, чтобы убедиться, что станок может производить прямые или плоские поверхности на обрабатываемых изделиях, но и потому, что точность позиционирования точек обрабатываемого изделия также зависит от прямолинейности перемещения.
5.231 Отклонения (см. рисунок 37)
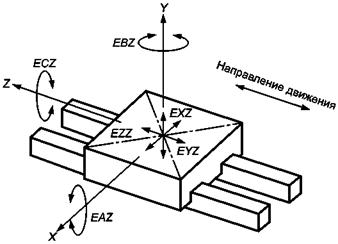
Рисунок 37
Отклонения при перемещении по оси Z
|
Линейные отклонения от направления перемещения |
Угловые отклонения от направления перемещения |
|
EXZ: смещение вправо - влево |
EAZ: наклон вперед - назад, продольный крен (тангаж) |
|
EYZ: смещение вверх - вниз |
EBZ: поворот вправо - влево вокруг вертикальной оси (рыскание) |
|
EZZ: позиционное смещение |
EBZ: наклон вправо - влево, поперечный крен (качка) |
Движение по прямой линии перемещаемого элемента в общем случае характеризуется отклонениями в шести направлениях:
a) одно позиционное отклонение в направлении движения;
b) два линейных отклонения траектории в плоскости, перпендикулярной к направлению перемещения;
c) три угловых отклонения - повороты вокруг осей X, Y, Z.
5.231.1 Погрешности позиционирования
Погрешности позиционирования рассмотрены в 2.322.1 и ИСО 230-2.
5.231.2 Линейные отклонения
Линейное отклонение прямолинейного перемещения движущегося элемента определяется прямолинейностью траектории перемещения, измеряемой точки движущегося элемента. Представительная точка - точка режущего инструмента, если движущийся элемент несет этот инструмент. Если движущийся элемент несет обрабатываемую деталь, в качестве представительной точки принимается центр стола станка или другая, заранее оговоренная точка, жестко связанная со столом.
5.231.3 Угловые отклонения
При любом перемещении движущегося элемента возникают угловые отклонения. Для их обозначения применяются следующие термины: тангаж (EAZ), рыскание (EBZ) и качка (EBZ), как показано на рисунке 37.
Все эти отклонения влияют на прямолинейность перемещения. Для точных измерений следует учитывать возникающую при этом погрешность, если измеряемая точка не совпадает с представительной точкой. Величина каждого углового отклонения определяет максимальный угол поворота (наклона) при полном перемещении движущегося элемента.
5.232 Методы измерений
5.232.1 Методы измерения линейных отклонений
Для построения траектории перемещения представительной точки движущегося элемента используются следующие методы.
5.232.11 Метод с использованием поверочной линейки и индикатора (см. 5.212.112).
При использовании поверочной линейки и индикатора обычно следует учитывать прямолинейность элемента, принятого за базу измерения (рабочая поверхность стола станка, станины и т.п.). Измерительный наконечник индикатора должен находиться как можно ближе к точке расположения активной зоны режущего инструмента (см. А.2 и А.7).
5.232.12 Метод с использованием микроскопа и натянутой струны (см. 5.212.12).
Порядок измерения такой же, как при использовании поверочной линейки и индикатора, при этом натянутая струна используется вместо поверочной линейки и микроскоп - вместо индикатора (см. А.9).
5.232.13 Метод с использованием визирной трубы (см. 5.212.13).
При использовании визирной трубы перекрестие ее визирных линий следует совмещать с базовой линией прибора (оптической осью), марка должна быть расположена на движущемся элементе, при этом ее центр должен быть расположен как можно ближе к активной зоне режущего инструмента (см. А.10).
5.232.14 Метод с использованием лазера (см. 5.212.14 и 5.212.15).
При использовании лазера (прямое измерение, использующее интерферометр для измерения прямолинейности) части прибора, определяющие измерительную базу, должны быть надежно закреплены на неподвижном элементе, выбранном в качестве базы. Перемещаемый элемент прибора следует закрепить таким образом, чтобы его центр располагался как можно ближе к активной зоне режущего инструмента (см. А.13).
5.232.15 Метод с использованием угловых измерений (см. 5.212.2 и 5.232.2).
Этот метод не рекомендуется для проверки соответствия линейных отклонений допускам, заданным в линейных величинах. Для проверки прямолинейности направляющих (см. 5.212.2) перемещаемый элемент - измерительный мостик должен иметь две точки опоры Р и Q, расположенные на расстоянии d друг от друга (см. рисунок 19). Проверка направляющих осуществляется путем последовательного перемещения измерительного мостика с интервалами, равными d.
Обычно движущийся элемент станка касается поверхности направляющих по всей своей длине, не имея ярко выраженных точек опоры.
В этом случае ввиду неопределенности базовой линии измерения невозможно достоверно пересчитать полученные угловые отклонения в линейные и полученные результаты могут отличаться от реальной траектории.
Полагая, что поверхность контакта движущегося элемента с направляющими является ровной и движущийся элемент перемещается по линии, огибающей контролируемую поверхность, линейное отклонение от прямолинейности можно изобразить графически, как показано на рисунке 38.

1 - 7 - точки измерения; 8 - линейное отклонение
Рисунок 38
В i-й точке измеренное угловое отклонение - qi. Примем, что qi распространяется на расстояние от точки i - 1 до i и от i до i + 1. Если происходит резкое изменение q, шаг измерения в этом месте следует изменить.
5.232.2 Методы измерений угловых отклонений
При перемещении перемещаемого элемента в горизонтальной плоскости с помощью уровня можно измерить такие отклонения как углы тангажа и качки, а с помощью автоколлиматора или лазера - углы тангажа и рыскания.
5.232.21 Метод с использованием уровня
Уровень следует устанавливать на перемещаемом элементе станка. Этот элемент следует перемещать шагами, показания уровня регистрировать после каждого перемещения.
5.232.22 Метод с использованием автоколлиматора (см. 5.212.22)
Автоколлиматор, воспроизводящий базовую линию, следует устанавливать на неподвижном элементе станка, зеркало - на движущемся элементе станка.
5.232.23 Метод с использованием лазерного интерферометра (см. 5.212.23)
Источник лазерного излучения следует устанавливать на перемещаемом элементе, а лазерный интерферометр и устройство отклонения луча следует крепить на неподвижном элементе, принятом за нулевую линию. Допускается установка этих приборов и наоборот.
5.233 Допуск
5.233.1 Допуск на линейное отклонение от прямолинейного движения
Допуск устанавливает пределы допустимых линейных отклонений траектории прямолинейного перемещения представительной точки на движущемся элементе по отношению к расчетной линии (общее направление траектории). Допуски на линейные отклонения в разных плоскостях могут быть различными.
5.233.2 Допуск на угловое отклонение от прямолинейного перемещения
Допуск устанавливает пределы допустимых угловых отклонений от прямолинейного перемещения движущегося элемента.
Допуски для трех угловых отклонений: тангажу, рысканию и качке могут быть различными.
5.3 Плоскостность
5.31 Определение
Поверхность считается плоской в заданном диапазоне измерения, если все точки этой поверхности находятся между двух плоскостей, параллельных общему направлению проверяемой поверхности, расстояние между которыми равно допуску.
Чтобы минимизировать отклонение от плоскостности, общее направление плоскости или расчетную плоскость следует определять одним из следующих способов:
- по трем точкам, выбранным на проверяемой поверхности (обычно участки, близкие к краю, имеющие небольшие местные дефекты, отбрасывается); или
- с помощью плоскости, рассчитанной методом наименьших квадратов по результатам измерений точек, расположенных на этой поверхности.
5.32 Методы измерения
5.321 Метод с использованием поверочной плиты
Для измерения плоскостности с помощью поверочной плиты на ее рабочую поверхность следует нанести тонкий равномерный слой краски предпочтительно синего или красного цвета, представляющей собой разведенные в легком масле художественную берлинскую лазурь или типографскую краску для цветной художественной печати.
Плиту окрашенной стороной следует наложить на проверяемую поверхность и сообщить ей легкое возвратно-поступательное движение. После снятия плиты определяют удельное распределение точек контакта плиты с поверхностью. Распределение точек контакта должно быть равномерным по всей проверяемой поверхности и соответствовать заданному значению. Этот метод следует применять только к поверхностям малых размеров с относительно чисто обработанной поверхностью (шабренные или шлифованные поверхности).
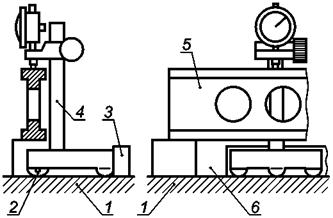
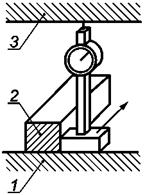
5.321.1 Метод с использованием поверочной плиты и индикатора
Средства измерения: поверочная плита и индикатор, закрепленный на стойке со шлифованным основанием. Стойку с индикатором следует перемещать по поверочной плите.
Имеются два способа измерения:
а) измеряемая деталь устанавливается на поверочной плите (размеры плиты и форма стойки индикатора должны быть достаточно большими для обеспечения измерения всей измеряемой поверхности) (см. рисунок 39);
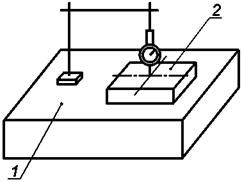
1 - поверочная плита; 2 - измеряемая поверхность
Рисунок 39
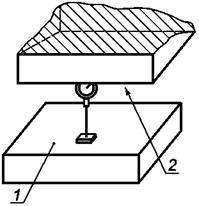
1 - поверочная плита (база отсчета); 2 - измеряемая плоскость
Рисунок 40
b) поверочную плиту следует располагать рабочей поверхностью к измеряемой поверхности. В этом случае измерение возможно с поверочной плитой, размеры которой сопоставимы с размерами измеряемой поверхности (см. рисунок 40).
Для определения точек, в которых производится измерение, следует руководствоваться схемой прямоугольной сетки.
Ошибочные показания вследствие дефектов поверхности могут быть устранены за счет:
a) использования индикатора со сферическим измерительным наконечником, на который не влияет шероховатость измеряемой поверхности;
b) установки между контролируемой поверхностью и измерительным наконечником индикатора бруска с параллельными плоскостями или концевой меры длины для сглаживания дефектов измеряемой поверхности (шабренные или строганые поверхности и т.д.).
Примечанием - В варианте 5.321.1, перечисление а) (черт. 39) на показания индикатора влияет наклон измеряемой поверхности относительно поверочной плиты. Этот метод следует применять с использованием поверочных плит очень высокой точности, т. к. трудно учесть дефекты поверочной плиты. Этот метод применим для мелких деталей.
В варианте 5.321.1, перечисление b) (рисунок 40), при котором измерение осуществляется со стойкой индикатора, установленной перпендикулярно к поверочной плите, имеется возможность учитывать дефекты поверочной плиты в процессе обработки результатов.
5.322 Метод с использованием поверочной(ых) линейки(ек)
5.322.1 Измерение плоскостности, заданной семейством прямых линий, при помощи поверочной линейки и концевых мер длины
Сначала следует определить теоретически идеальную базовую плоскость, на которой должны располагаться базовые точки. С этой целью в качестве нулевых выбирают три точки a, b и с, расположенные на измеряемой поверхности (см. рисунок 41). Плоскость, образованная этими точками, принимается за базовую.
Затем в эти три точки устанавливают три блока концевых мер длины одинакового размера с тем, чтобы верхние плоскости этих концевых мер определяли базовую плоскость, с которой следует сравнивать измеряемую поверхность. Четвертая точка d базовой поверхности определяется следующим образом: поверочную линейку устанавливают на точки а и с, а в точке е на измеряемую поверхность устанавливают блок концевых мер так, чтобы он касался нижней поверхности поверочной линейки. Таким образом, верхние поверхности блоков концевых мер а, b, с и е находятся в одной и той же плоскости. Затем, устанавливая поверочную линейку на точки b и е, определяют отклонение от плоскостности в точке d путем подбора и установки в этой точке блока концевых мер таким образом, чтобы его верхняя поверхность касалась нижней поверхности поверочной линейки. Разница между высотой блоков в точках а, b, с и в точке d и будет отклонение от плоскости в точке d. Далее, устанавливая последовательно линейку на а и d, а затем на b и с, используя концевые меры длины, определяют отклонения от плоскостности в точках f и g, расположенных между а и d, b и с. Таким же образом, устанавливая поверочную линейку на точки а и b, с и d, можно определить отклонения от плоскостности в промежуточных точках.
При большой длине поверочной линейки следует вводить поправки на ее прогиб.
Чтобы получить показания внутри такого прямоугольника или квадрата, достаточно поместить, например, в точки f и g блоки концевых мер длины номинальной высоты, а отклонения между поверочной линейкой и верхней плоскостью этих блоков определить подбором концевых мер. Это и будет отклонение от плоскостности в этих точках.
Вместо подбора блоков концевых мер в промежуточных точках можно производить измерение прямолинейности между опорными точками поверочной линейки при помощи измерительного прибора, показанного на рисунке 12.

Рисунок 41
5.322.2 Измерение плоскостности с помощью поверочных линеек, уровня и индикатора (см. рисунок 42).

Рисунок 42
При этом методе база отсчета создается двумя поверочными линейками, которые устанавливаются параллельно с помощью уровня и концевых мер длины (см. А.6).
Две поверочные линейки R1 и R2, установленные на опорах а, b, с, d, три из которых имеют одинаковую высоту, а одна является регулируемой, выставляются с помощью уровня и концевых мер длины так, чтобы их верхние прямолинейные поверхности были параллельны. Две прямые линии R1 и R2 таким образом находятся в одной плоскости. Поверочная линейка R, установленная на линейках R1 и R2 над произвольной линией fg прямоугольной сетки, позволяет произвести замеры посредством индикатора G или при помощи концевых мер длины.
Поверочные линейки R1 и R2 должны быть достаточно жесткими, чтобы их прогибом под собственным весом можно было пренебречь.
После измерения отклонений во всех точках контролируемой поверхности, расположенных равномерно по прямоугольной сетке, следует построить график этих отклонений в соответствии с рисунком 43. Выбор интервалов в расположении точек не зависит от используемых средств измерения.

1 - база отсчета; 2 - измеряемая плоскость
Рисунок 43
5.323 Измерение плоскостности при помощи уровня
Это единственный известный в настоящее время метод, позволяющий поддерживать постоянное направление измерительной базы (горизонтали) во время перемещения измерительного инструмента с одной позиции на другую.
Основой измерения прямолинейности является использование метода угловых отклонений (см. 5.212.2)
5.323.1 Измерение прямоугольной поверхности
Базовую плоскость следует определять по двум прямым линиям ОтХ и OO¢Y, где О, т и О¢ - три точки измеряемой поверхности (см. рисунок 44).

Рисунок 44
Прямые линии ОХ и ОY выбираются предпочтительно под прямым углом и, по возможности, параллельно сторонам, ограничивающим измеряемую поверхность. Измерение начинают в одном из углов в точке О поверхности в направлении прямой ОХ. Профиль каждой из линий ОА и ОС определяют методом, описанным в 5.212.21. Затем определяют профиль продольных параллельных линий О¢А¢, O"А" и СВ, чтобы полностью охватить всю поверхность.
Для повышения достоверности измерений можно также провести дополнительные измерения по линиям mM и т¢М¢...
Если ширина измеряемой поверхности значительно меньше длины, для уточнения желательно произвести измерения по диагоналям.
Для наглядного представления результатов измерения следует построить график в соответствии с рисунками 45 и 46.
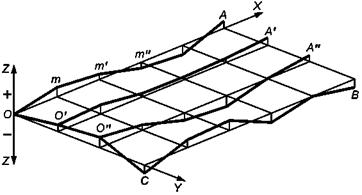
Рисунок 45

Рисунок 46
По результатам измерения вдоль прямых линий Отт¢А и ОО¢О"С, используя показанный на рисунке 20 способ, следует построить соответствующую профилограмму Отт¢А - ОО¢О"С. Профилограммы ОА, О"А¢, О²А² и СВ строятся аналогичным способом, при этом в качестве начальных точек принимают О¢, О" и С. В показанном на рисунке 45 случае все профилограммы расположены вблизи измерительной базы, поэтому она может быть принята в качестве расчетной плоскости. В показанном на рисунке 46 случае расчетные прямые линии ОХ и ОY для профилограмм Отт¢А и ОО¢О"С существенно отклоняются от измерительной базы, поэтому в качестве расчетной плоскости следует принять плоскость ОАВС, содержащую прямые линии ОХ¢ и ОY¢.
5.323.2 Измерение плоской поверхности с круглым контуром
Большая плоская поверхность с круглым контуром не может быть приведена к прямоугольному образцу, т.к. при этом остаются непроверенными ее отдельные элементы. Следовательно, предпочтительно выполнить измерения плоскостности по периметру окружности и по диаметрам (см. рисунок 47).

Рисунок 47
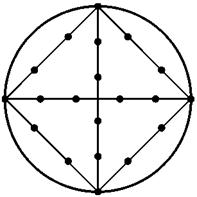
Рисунок 48
Примечание - Для относительно маленьких поверхностей измерение плоскостности может быть выполнено упрощенным путем следующими способами:
- измерение прямолинейности двух перпендикулярных диаметров;
- измерение прямолинейности сторон вписанного квадрата, соединяющего крайние точки этих диаметров (см. рисунок 48).
a) Измерение плоскостности по периметру окружности
Уровень следует размещать на специальном приспособлении A, базирующемся по плоской поверхности (три точки опоры) и по наружной дугообразной поверхности (две точки опоры) и перемещать вместе с приспособлением через равномерные отрезки d вдоль дугообразной поверхности.
b) Измерение плоскостности вдоль диаметра
Это измерение следует выполнять с использованием любого метода измерения прямолинейности линии (см. 5.21).
5.324 Измерение плоскостности оптическими методами
5.324.1 Измерение при помощи автоколлиматора
Прямые линии, определяющие базовую плоскость, задают при помощи оптической оси автоколлиматора в двух положениях, по возможности, под углом 90° друг к другу. Затем применяется метод, описанный в 5.212.22.
Базовая плоскость измерения определяется направлениями осей ОХ и ОY. Таким образом, например, для измерения О¢А¢, O"А" и СВ оптическая ось автоколлиматора должна быть параллельна ОХ (см. рисунок 44).
5.324.2 Измерение при помощи поворачиваемого оптического угольника
Средства измерения: поворачиваемый оптический угольник (визирная труба с пентапризмой)
Базовая плоскость задается центрами трех базовых визирных марок (А, В и С), размещенных по периферии измеряемой поверхности (см. рисунок. 49).

1 - поворачиваемый оптический угольник; 2 - четвертая метка
Рисунок 49
Оптический угольник следует выставить по базовым маркам так, чтобы оптическая ось его зрительной трубы была перпендикулярна к базовой плоскости, а четвертую визирную марку использовать для измерения положения любой точки проверяемой поверхности (см. А.12)
5.324.3 Измерение с помощью монтажного лазера
При этом методе с помощью сканирующего модуля и источника лазерного излучения создают базовую плоскость. Для измерений отклонений используют фотоэлектрический датчик, установленный на измеряемой поверхности (см. рисунок 50 и А.13).

1 - источник лазерного излучения; 2 - сканирующий модуль;
3 - четырехквадрантный фотоэлектрический датчик (перемещаемый)
Рисунок 50
5.324.4 Измерение с помощью лазерной измерительной системы
Топография контролируемой поверхности строится на основе контроля прямолинейности различных линий путем измерения угловых отклонений (см. А.13).
Типовая последовательность измерения этим методом показана на рисунке 51, где линии с 1 по 8 показаны схематично.

1 - первое поворотное зеркало; 2 - лазерная головка; 3
- дистанционный интерферометр и устройство
отклонения луча; 4 - второе поворотное зеркало; 5 - стойка с
отражателями; 6 - поверочная линейка;
7 - опорные точки (шаг измерения)
Рисунок 51

Рисунок 52 - График в изометрии
Измерение осуществляется последовательно шагами вдоль линий с 1 по 8. Полученные результаты измерения следует проанализировать и для наглядности построить график в соответствии с рисунком 52.
Примечание - Лазерный луч регулируется по горизонтали в желаемом направлении путем настройки поворотного зеркала. Это, однако, может повлиять на направление лазерного луча в вертикальной плоскости.
5.4 Параллельность, эквидистантность и соосность
В этом разделе рассмотрены методы измерения следующих геометрических параметров:
- параллельность линий и плоскостей (см. 5.41);
- параллельность перемещения (см. 5.42);
- эквидистантность (см. 5.43);
- соосность, совмещение или выравнивание (см. 5.44).
5.41 Параллельность линий и плоскостей
5.411 Определения
Линия считается параллельной плоскости, если при измерении расстояния от этой линии до плоскости в различных точках максимальное отклонение, измеренное на определенной длине, не превышает допустимого значения.
Две линии считаются параллельными, если одна из них параллельна двум плоскостям, пересечением которых является другая линия. При этом допустимые отклонения не обязательно одинаковы в обеих плоскостях.
Две плоскости считаются параллельными, если при измерении расстояние от этих плоскостей до базовой плоскости в различных точках по меньшей мере в двух направлениях разность между максимальным и минимальным размерами, полученными в результате измерений на определенной длине, не превышает допустимого значения.
Эти разности определяются в заданных плоскостях (горизонтальной, вертикальной, перпендикулярной к измеряемой поверхности, пересекающей проверяемую ось и т.п.) в пределах заданной длины (например, «на длине 300 мм» или «по всей поверхности»).
Примечание - Отклонение от параллельности определяют как разность расстояний от расчетной прямой линии (или плоскости), представляющей базовую прямую (или плоскость), до точек другой прямой линии (или плоскости). При этом результат может зависеть от того, какая прямая или плоскость выбрана в качестве базы.
5.412.1 Общие положения для осей
При любых методах измерения параллельности осей сами оси должны быть представлены в виде цилиндрических поверхностей, выполненных с высокой точностью формы в продольном и поперечном сечениях, малой шероховатостью поверхности и иметь достаточную длину. Если поверхность шпинделя не соответствует этим требованиям или если она является внутренней и не позволяет осуществить касания измерительным наконечником прибора, следует использовать цилиндрическую поверхность контрольной оправки. Закрепление и центрирование этой оправки производят на наружном конце шпинделя или в цилиндрическом или коническом отверстии шпинделя, предназначенном для установки инструмента или другого приспособления.
При установке в шпинделе контрольной оправки, представляющей ось вращения, необходимо учитывать невозможность точного совмещения оси оправки и оси вращения. При вращении шпинделя ось контрольной оправки описывает поверхность гиперболоида (или коническую поверхность, если ось оправки пересекает ось вращения) и занимает два крайних положения В и В¢ в плоскости измерения (см. рисунок 53).
В этих условиях измерение параллельности можно выполнить при любом положении шпинделя, но при этом измерение следует повторить после поворота шпинделя на 180°. Среднее алгебраическое значение двух показаний соответствует отклонению от параллельности в заданной плоскости.
Контрольную оправку можно также установить в среднее положение A (называемое «средним положением биения»), тогда измерение следует проводить только в этом положении оправки.
Первый метод считается таким же быстрым, как второй, но он более точен.
Примечание 19 - Под термином «среднее положение биения» понимают следующее: измерительный наконечник касается цилиндрической поверхности, представляющей ось вращения в плоскости измерения, в сечении максимального биения. Показания измерительного прибора следует снимать при медленном вращении шпинделя. Шпиндель следует установить в среднем положении биения, т.е. когда стрелка измерительного прибора займет среднее положение между двумя крайними показаниями.
5.412.2 Измерение параллельности двух плоскостей
Для измерения параллельности двух плоскостей могут использоваться методы, рассмотренные ниже. Измерения должны производиться в двух направлениях, желательно, перпендикулярных друг к другу.
5.412.21 Метод с использованием поверочной линейки и индикатора
Индикатор, закреплен на стойке с плоским основанием, которую следует перемещать по одной из плоскостей на заданное расстояние вдоль поверочной линейки, являющейся направляющей. Измерительный наконечник индикатора при этом должен касаться второй плоскости (см. рисунок 54).
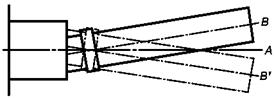
Рисунок 53
1 - базовая плоскость; 2 - направляющая (поверочная линейка); 3 - измеряемая плоскость
Рисунок 54
5.412.22 Измерение при помощи уровня
Уровень следует устанавливать на перемещаемом мостике, который опирается на две измеряемые плоскости. Снимается последовательный ряд показаний вдоль этих плоскостей, а затем максимальная разность угловых показаний дает угловое отклонение от параллельности, а угловое показание, пересчитанное с учетом базы измерения l, дает отклонение от параллельности в линейных величинах (см. рисунок 55 и А.6).

1 - направляющая; 2 - перемещаемый мостик
Рисунок 55
Если затруднительно соединить мостиком две плоскости, то показания снимаются отдельно для каждой плоскости во взаимно увязанных сечениях (см. 5.212.2). Сравнение показаний в соответствующих сечениях показывает параллельность плоскостей.
5.412.3 Измерение параллельности двух осей
Измерение следует проводить в двух плоскостях:
- сначала в плоскости, проходящей через обе оси1);
- затем в другой плоскости, по возможности, перпендикулярной к первой плоскости.
________
1) Это выражение означает плоскость, проходящую через одну из осей и как можно ближе к другой оси.
5.412.31 Измерение в плоскости, проходящей через обе оси
Основание стойки измерительного прибора должно иметь форму призмы, позволяющей ему скользить по контрольной оправке, представляющей одну их двух осей, измерительный наконечник при этом должен касаться второй оправки, представляющей вторую ось.
Для определения наименьшего расстояния между осями в каждой точке измерения прибор следует слегка покачивать в направлении перпендикулярном к осям, регистрируя минимальные величины показаний (см. рисунок 56). При необходимости следует учитывать прогиб оправок под действием собственного веса и веса стойки.
5.412.32 Измерение в плоскости, перпендикулярной к первой плоскости (см. 5.412.31).
Для этого метода измерения необходима дополнительная плоскость, желательно параллельная плоскости, проходящей через две оси (см. 5.412.31).
Если эта плоскость существует как поверхность какого-либо элемента машины и эти две оси параллельны этой плоскости, то параллельность каждой из этих двух осей, взятых в отдельности, следует определять относительно этой поверхности в соответствии с 5.412.4.
При отсутствии такой плоскости измерение следует проводить относительно теоретической плоскости, расположенной горизонтально, созданной специальным приспособлением, и уровнем с регулируемым положением измерительной ампулы. Для этого уровень следует установить на это приспособление, опирающееся на две цилиндрические оправки, представляющие оси, как показано на рисунках 57 и 58, ампулу уровня установить в нулевое положение.

Рисунок 56
Рисунок 57
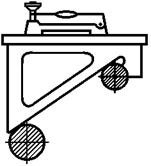
Рисунок 58
Приспособление с уровнем перемещают вдоль осей на заданное расстояние и снимают показания. Результат измерения пересчитывают в зависимости от расстояния между осями. Например, если это расстояние равно 300 мм, а показание уровня 0,06 мм/1000 мм, то отклонение от параллельности будет 0,06´0,3 = 0,018 мм или 0,018 мм/300 мм.
5.412.4 Измерение параллельности оси относительно плоскости
Измерительный прибор следует устанавливать на стойке с плоским основанием и перемещать по плоскости на заданное расстояние. При этом измерительный наконечник в точках измерения должен касаться цилиндрической поверхности контрольной оправки, представляющей ось. Для определения минимального расстояния между осью и плоскостью в каждой точке измерения стойку измерительного прибора следует слегка перемещать в направлении, перпендикулярном измеряемой оси, как показано на рисунке 59.
При измерении оси вращения достаточно провести измерение в среднем положении и в двух крайних (см. рисунок 60)

Рисунок 59
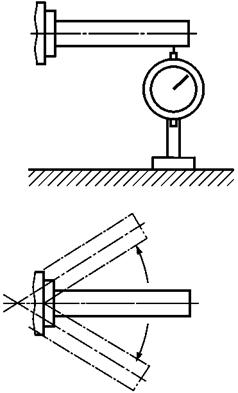
Рисунок 60
Примечание 20 - Об отклонении контрольной оправки от оси, которую она представляет (см. 5.412.1).
5.412.5 Измерение параллельности оси относительно линии пересечения двух плоскостей
Измерительный прибор следует устанавливать на стойке с основанием соответствующей формы, опирающимся на две плоскости, и перемещать на заданное расстояние вдоль линии пересечения этих плоскостей, при этом измерительный наконечник должен скользить по цилиндрической поверхности контрольной оправки, представляющей ось (см. рисунок 61). Измерения, по возможности, следует проводить в двух взаимно перпендикулярных плоскостях, наиболее важных для работы станка.

Рисунок 61
Примечание 21 - Об отклонении контрольной оправки от оси, которую она представляет, см. 5.412.1.
5.412.6 Измерение параллельности линии пересечения двух плоскостей относительно третьей плоскости
Если линия пересечения двух плоскостей и третья плоскость расположены на близком расстоянии друг от друга, следует использовать перемещаемое приспособление и уровень (см. рисунок 62).

1 - уровень; 2 - перемещаемое приспособление;
3 - контактные поверхности перемещаемого приспособления
Рисунок 62
Перемещаемое приспособление с уровнем следует перемещать вдоль линии пересечения плоскостей, а изменения положений уровня, пересчитанные с учетом расстояния l, представляют собой отклонения от параллельности в угловых единицах (см. 5.412.32).
Если расположение третьей плоскости не позволяет использовать приспособление, показанное на рисунке 62, то необходимо использовать другие приспособления. Например, измерительный прибор устанавливают на стойке с основанием соответствующей формы, опирающимся на две плоскости (см. рисунок 63). Измерительный наконечник при перемещении вдоль линии пересечения плоскостей должен располагаться перпендикулярно к третьей плоскости.
Прилегание опорных поверхностей приспособления к пересекающимся плоскостям следует проверить с помощью краски (см. 5.321).
Относительно других способов измерения см. 5.412.2.
5.412.7 Измерение параллельности двух прямых линий, каждая из которых образована пересечением двух плоскостей
Измерение можно проводить по 5.412.5. Измерительный прибор устанавливают на стойке с основанием соответствующей формы, опирающимся на первую пару плоскостей. Измерительный наконечник должен находиться в контакте с одной из взаимно перпендикулярных плоскостей второй части приспособления также с основанием соответствующей формы, опирающимся на вторую пару плоскостей. Обе части приспособления вместе с измерительным прибором следует синхронно перемещать вдоль линий пересечения пар плоскостей. Измерения следует проводить в двух взаимно перпендикулярных плоскостях (см. рисунок 64).
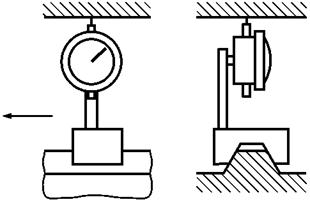
Рисунок 63
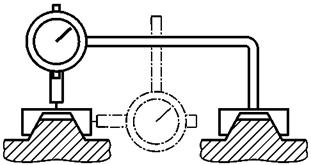
Рисунок 64
Для проведения измерения по этому методу требуется очень жесткое приспособление для крепления измерительного прибора - условие, соблюдаемое только в случае двух прямых линий, расположенных близко друг от друга.
Обычно применяют передвижной мостик и уровень, например, для проверки параллельности в вертикальной плоскости (см. рисунок 65).
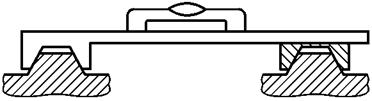
Рисунок 65
Примечание 22 - Если непосредственное измерение относительного положения заданных плоскостей или прямых линий затруднено из-за конструкции станка, измерения положения этих плоскостей и линий можно провести относительно вспомогательной базовой плоскости, например, горизонтальной, определяемой уровнем.
Допустимые отклонения от параллельности прямых линий или плоскостей задаются в следующем виде:
допуск параллельности: ... мм.
Если параллельность задается на определенной длине, то нужно указывать эту длину, например, 0,02 мм на длине измерения 300 мм (0,02 мм/300 мм).
Обычно направление отклонения не имеет большого значения, но если отклонение от параллельности допускается только в одном направлении, то это должно быть указано словами: например, «отклонение конца шпинделя допустимо только вверх относительно поверхности стола».
Следует иметь в виду, что допуск параллельности включает в себя допуск на форму соответствующих линий и поверхностей и, что результаты измерения зависят от свойств поверхности измерительного наконечника, которое при необходимости должно быть оговорено.
5.42 Параллельность перемещения
5.421 Определение
Термин «параллельность перемещения» относится к расположению траектории перемещаемого элемента станка по отношению к:
- плоскости (базовой или направляющей);
- прямой линии (оси, линии пересечения плоскостей);
- траектории перемещения точки другого перемещаемого элемента станка.
5.422 Методы измерения
5.422.1 Общие положения
Методы измерения идентичны методам, применяемым для измерения параллельности линий и плоскостей.
Перемещаемый элемент должен, насколько возможно, перемещаться так, как предусмотрено конструкцией станка, чтобы можно было учесть влияние фактических зазоров и дефектов направляющих.
5.422.2 Параллельность траектории относительно плоскости
5.422.21 Плоскость, расположенная на перемещаемом элементе
Измерительный прибор следует установить на неподвижном элементе станка так, чтобы его измерительный наконечник располагался перпендикулярно к измеряемой поверхности на перемещаемом элементе. Перемещаемый элемент следует перемещать относительно неподвижного элемента на заданное расстояние (см. рисунок 66).
Этот метод измерения обычно применяют для проверки перемещения рабочих столов на фрезерных, расточных и шлифовальных станках, у которых заготовка устанавливается на столе станка.

1 - стол станка; 2 - поверочная линейка; 3 - шпиндель; 4 - измерительный прибор
Рисунок 66
Например, измерительный прибор можно закрепить на конце шпинделя, на стол установить поверочную линейку, как показано на рисунке 66, и перемещать стол. Данные, полученные в результате этих измерений, характеризуют точность обработанной поверхности заготовки в части ее параллельности к базовой поверхности, которую можно получить после чистовой обработки заготовки.
5.422.22 Плоскость на неподвижном элементе
Измерительный прибор следует установить на перемещаемом элементе станка и перемещать относительно неподвижного элемента на заданное расстояние. Измерительный наконечник должен касаться под прямым углом измеряемой поверхности или поверочной линейки, установленной на измеряемой поверхности, и скользить по ней (см. рисунок 67).

1 - перемещаемый элемент станка; 2 - измерительный прибор; 3 - стол станка; 4 - поверочная линейка
Рисунок 67

Рисунок 68

Рисунок 69
Если нет возможности установить измерительный наконечник непосредственно на измеряемой поверхности (например, на боковой поверхности узкого паза), то может быть применен один из двух методов:
- использование индикатора с поворотным измерительным наконечником или специальной насадкой в виде рычага (см. рисунок 68);
- использование специального приспособления в виде угольника (см. рисунок 69).
5.422.3 Измерение параллельности траектории перемещения относительно оси
Измерительный прибор следует установить на перемещаемом элементе станка и перемещать вместе с ним относительно неподвижного элемента на заданное расстояние. Измерительный наконечник должен быть перпендикулярен к оси и находиться в постоянном контакте с цилиндрической поверхностью контрольной оправки, представляющей ось (см. рисунок 70).

Рисунок 70
Если эта ось является осью вращения, следует использовать, например среднюю позицию (см. 5.412.1).
Измерения, по возможности, следует выполнять в двух взаимно перпендикулярных плоскостях, в наибольшей мере определяющих точность обработки на станке.
5.422.4 Параллельность траектории относительно линии пересечения двух плоскостей
Параллельность каждой из двух плоскостей относительно траектории движения перемещаемого элемента станка следует измерять раздельно в соответствии с 5.422.2. Положение линии пересечения определяется положением плоскостей.
5.422.5 Параллельность двух траекторий перемещения
Измерительный прибор следует устанавливать на одном из перемещаемых элементов станка так, чтобы его измерительный наконечник касался другого перемещаемого элемента в заданной точке. Оба эти элемента следует перемещать одновременно в одном направлении на одну и ту же заданную величину и определять изменение показаний измерительного прибора.
В случае необходимости эти измерения следует проводить в двух взаимно перпендикулярных плоскостях, в наибольшей мере определяющих точность обработки на станке (см. рисунок 71).
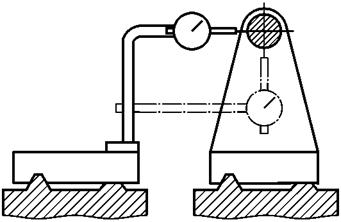
Рисунок 71
5.423 Допуск
Допуск параллельности перемещения ограничивает допустимое отклонение кратчайшего расстояния траектории заданной точки перемещаемого элемента до базовой плоскости, прямой линии или другой траектории на заданной длине.
Метод определения допуска см. 5.413.
5.431 Определение
Термин «эквидистантность» относится к постоянству расстояния от осей до базовой плоскости. Эквидистантность имеет место, когда плоскость, проходящая через оси, параллельна базовой плоскости. Эти оси могут быть осями различных элементов станка или различными положениями оси одного и того же элемента станка после его поворота.
5.432 Методы измерения
Ситуация идентична случаю параллельности плоскости, проходящей через оси относительно базовой плоскости.
Проверки эквидистантности двух осей или оси вращения относительно плоскости - это проверки параллельности (см. 5.412.4). Сначала следует провести измерение параллельности обеих осей к заданной плоскости, затем - измерение их равноудаленности от этой плоскости при помощи одного и того же измерительного прибора, измерительный наконечник которого должен поочередно касаться цилиндрических поверхностей двух контрольных оправок, представляющих эти оси (см. рисунок 72).

Рисунок 72
Для точных измерений следует учитывать разность диаметров оправок в сечениях, в которых производятся измерения.
5.432.2 Частный случай эквидистантности двух осей относительно плоскости поворота одной из осей
Плоскость поворота детали, через которую проходит одна из осей, может быть труднодоступной и непригодной для перемещения измерительного прибора. Тогда необходимо создать вспомогательную плоскость, параллельную плоскости поворота (см. рисунок 73).

1 - плоскость поворота; 2 - вспомогательная (условная) плоскость
Рисунок 73
Установку и фиксацию этой вспомогательной плоскости следует осуществлять так, чтобы уровень, установленный на ней, по возможности в двух перпендикулярных направлениях, не показывал никакого отклонения во время поворота детали. Затем следует измерить эквидистантность оси поворота в среднем и крайних положениях и неподвижной оси относительно вспомогательной плоскости.
Примечание 23 - Вне зависимости от горизонтального или наклонного расположения вспомогательной плоскости, индикатор рекомендуется устанавливать в его начальное положение, чтобы убедиться в стабильности его показаний при повороте.
5.433 Допуск
Допустимая разность размеров не имеет знака, но она должна быть в допустимых пределах для всех направлений, параллельных базовой плоскости.
Если разность допустима только в одном направлении, то это направление должно быть указано словами, например: «Ось 1 выше оси 2».
5.44 Соосность, совпадение и выравнивание3)
________
3) Слово «выравнивание» на практике иногда применяется со значением «параллельность». В данном случае имеется в виду, что две оси сливаются друг с другом, или одна ось расположена на допустимом расстоянии от другой. Расстояние может измеряться между действительными линиями или их продолжениями.
5.441 Определение
Две линии или две оси считаются совпадающими или соосными, если расстояния между ними на заданной длине по величине и положению не превышает допустимые значения. Расстояния могут измеряться между действительными линиями или их продолжениями
5.442 Метод измерения
Измерительный прибор, закрепленный на приспособлении, представляющем одну из осей, поворачивается на 360° вокруг этой оси. Измерительный наконечник касается в заданном сечении A цилиндрической поверхности контрольной оправки, представляющей вторую ось (см. рисунок 74). Любое изменение показаний соответствует удвоенному отклонению от соосности. Поскольку выбранное для измерения сечение может совпадать с пересечением обеих осей, измерения следует проводить в двух сечениях A и В.
Если отклонение определяется в двух заданных плоскостях, проходящих через оси (например, в плоскостях Н и V на рисунке 74), отклонение определяют раздельно по этим двум плоскостям.

Рисунок 74
Необходимо, в частности, для случая с горизонтальными осями использовать очень жесткие приспособления. Если требуется очень высокая точность, следует применять одновременно два измерительных прибора, установленных со смещением на 180°, чтобы исключить влияние прогибов. В качестве альтернативы допускается использование приспособления, имеющее пренебрежительно малый прогиб под действием нагрузки, равной удвоенному весу применяемого индикатора. При этих измерениях следует применять очень легкие индикаторы с круговой шкалой.
Поскольку направление измерения будет изменяться во время вращения относительно направления силы тяжести, следует учитывать чувствительность измерительного прибора к действию силы тяжести. Если одна из двух осей является осью вращения, приспособление с измерительным прибором следует крепить к вращающейся оси.
Если измерительный прибор должен вращаться вокруг неподвижной оси, его следует крепить на втулке, вращающейся с минимальным зазором. Длина втулки должна быть достаточной для того, чтобы зазор не искажал показаний при измерении (см. рисунок 75).
Если обе оси являются осями вращения, то контрольную оправку следует устанавливать в среднее положение биения в плоскости контроля (см. 5.412.1).
5.443 Допуск
Если направление отклонений от соосности двух осей (или двух линий) не имеет значения, то допуск задается в следующем виде: «допуск соосности оси 1 относительно оси 2 - ... мм на длине ... мм».
В особых случаях следует давать дополнительные указания в зависимости от условий работы, например:
- «допускается только превышение оси 1 над осью 2» или
- «допускается отклонение свободного конца оси 1 только во внешнюю сторону относительно оси 2».
В других случаях, кроме допуска на соосность, указывается допуск на параллельность двух осей (см рисунок 76).

Рисунок 75

1 - ось 1; 2 - ось 2; 3 - длина измерения
Рисунок 76

1, 2 - плоскости
Рисунок 77
a) «допуск на соосность осей 1 и 2: Т мм на длине измерения»;
b) «допуск на параллельность осей 1 и 2: Т¢ на длине измерения» (Т¢ < Т).
5.5 Прямоугольность или перпендикулярность
Термины «прямоугольность» и «перпендикулярность» в основном применяются в одном и том же значении.
Измерения прямоугольности и перпендикулярности сводятся к следующему:
- перпендикулярность прямой линии к плоскости (см. 5.51);
- перпендикулярность перемещения (см. 5.52).
5.51 Перпендикулярность прямых линий и плоскостей
5.511 Определение
Две плоскости, две прямые линии или прямая линия и плоскость считаются перпендикулярными, если отклонение от их параллельности относительно поверочного угольника не превышает допустимой величины. Эталоном прямого угла может служить поверочный угольник или рамный уровень. Эталон может также состоять из кинематических плоскостей или линий.
Измерение перпендикулярности на практике сводится к измерению параллельности. Необходимо учитывать следующие общие положения.
Для измерения перпендикулярности оси вращения к плоскости следует использовать следующий метод - приспособление с измерительным прибором закрепляют на шпинделе таким образом, чтобы измерительный наконечник был параллелен оси вращения и касался базовой плоскости. При вращении шпинделя измерительный наконечник будет описывать окружность на базовой плоскости.
Измерительный прибор при этом покажет отклонение от параллельности между плоскостью этой окружности и базовой плоскостью или перпендикулярность оси шпинделя к базовой плоскости. Это отклонение следует соотносить с расстоянием, равным радиусу (диаметру) окружности, описываемой измерительным наконечником (см. рисунок 77):
a) Если измеряется перпендикулярность оси к одной плоскости, шпиндель следует поворачивать на 360° и определять наибольшую разность показаний индикатора.
b) Если измеряется перпендикулярность оси к нескольким плоскостям (например, плоскости 1 или 2), то для каждой из плоскостей определяют разность показаний в двух положениях при повороте шпинделя на 180°.
Чтобы исключить влияние осевого биения (см. 5.621.2) шпинделя, которое может внести неточности в измерения, следует использовать приспособление с двумя одинаковыми державками для двух измерительных приборов, установленных со смещением на 180° и определять среднее показание отклонений.
Это измерение можно выполнить также одним измерительным прибором - после первого измерения прибор на шпинделе переустанавливают с поворотом на 180° и измерение повторяют.
Небольшой осевой зазор можно исключить за счет соответствующего осевого натяга (см. 5.621.1).
5.512.2 Перпендикулярность двух плоскостей
На одной из плоскостей следует установить цилиндрический угольник (см. рисунок 78). Стойку измерительного прибора следует перемещать вдоль второй плоскости, чтобы измерительный наконечник касался цилиндрического угольника, и снимать показания через равные отрезки перемещения. Затем для исключения влияния погрешности угольника на точность измерения следует повернуть цилиндрический угольник на 180° вокруг своей оси и повторить измерения. Отклонение от перпендикулярности - среднее значение из показаний, снятых в двух указанных положениях.

Рисунок 78
5.512.3 Перпендикулярность двух осей
5.512.31 Обе оси неподвижны
Поверочный угольник с соответствующим основанием следует установить на цилиндрической поверхности контрольной оправки, представляющей одну из осей (см. рисунок 79). Параллельность между другой стороной угольника и второй контролируемой осью следует измерять в соответствии с методом измерения параллельности (см. 5.412.4).

Рисунок 79
5.512.32 Одна из двух осей является осью вращения
Измерительный прибор следует крепить на приспособлении, связанном с контрольной оправкой, представляющей ось вращения. При повороте оправки измерительный наконечник должен касаться цилиндрической поверхности контрольной оправки, представляющей вторую ось в точках А и В (см. рисунок 80). Разница показаний в точках А и В является отклонением от перпендикулярности на длине АВ.
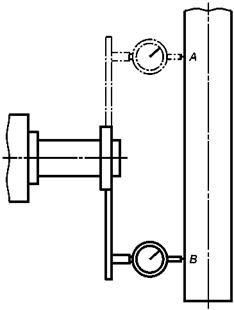
Рисунок 80
Если вторая ось также является осью вращения, то контрольную оправку, представляющую ее, следует устанавливать в среднее положение по биению в плоскости измерения в соответствии с методом измерения параллельности (см. 5.412.2).
5.512.4 Перпендикулярность оси к плоскости
5.512.41 Неподвижная ось
Поверочный угольник с соответствующим основанием следует прижать к цилиндрической оправке, представляющей проверяемую ось (см. рисунок 81).

Рисунок 81

Рисунок 82
Параллельность второй стороны угольника относительно базовой плоскости следует измерять по двум взаимно перпендикулярным направлениям по методу измерения параллельности (см. 5.412.2).
5.512.42 Ось является осью вращения (например, шпинделя)
Измерительный прибор следует крепить на приспособлении, связанным с контрольной оправкой, которая представляет ось вращения, и выполнять измерения по 5.512.1.
5.512.5 Перпендикулярность оси к линии пересечения двух плоскостей
5.512.51 Ось неподвижна
Поверочный угольник с соответствующим основанием приставляют к цилиндрической поверхности контрольной оправки, представляющей контролируемую ось (см. рисунок 82). Параллельность второй стороны угольника относительно линии пересечения двух плоскостей следует измерять по методу измерения параллельности (см. 5.412).
5.512.52 Ось является осью вращения
Приспособление с измерительным прибором следует крепить на шпинделе таким образом, чтобы измерительный наконечник был параллелен оси вращения и касался горизонтальной плоскости призмы с V-образным пазом. При повороте шпинделя на 180° призму следует переместить так, чтобы измерительный наконечник упирался в нее в той же самой точке, что и при первом замере (см. рисунок 83). Разница показаний в точках А и В является отклонением от перпендикулярности на длине АВ.

Рисунок 83
5.512.6 Перпендикулярность линии пересечения двух плоскостей относительно третьей плоскости
Поверочный угольник (см. рисунок 84) или измерительный прибор (см. рисунки 85 и 86) следует установить на соответствующем основании на линии пересечения плоскостей.

Рисунок 84
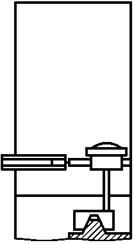
Рисунок 85
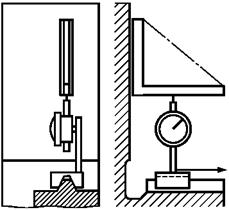
Рисунок 86
Измерение параллельности другой стороны угольника относительно третьей плоскости или линии пересечения следует выполнять по методу измерения параллельности (см. 5.412.2 или 5.412.6). Измерения следует проводить, по возможности, в двух взаимно перпендикулярных плоскостях (см. рисунки 85 и 86)
5.512.7 Перпендикулярность двух прямых линий, каждая из которых является линией пересечения двух плоскостей
Поверочный угольник с соответствующим основанием следует устанавливать на одной из линий пересечения. Проверку параллельности свободной стороны угольника относительно второй линии пересечения следует проводить по методу измерения параллельности (см. 5.412.6).
Примечание 24 - Если непосредственное измерение перпендикулярности указанных плоскостей и прямых линий затруднено из-за очень большого расстояния между ними или из-за наличия препятствующих деталей, расположенных между ними, то измерения допускается выполнять относительно вспомогательной плоскости, например, при помощи уровня.
Допустимые отклонения от перпендикулярности могут быть заданы двумя способами:
1) Если перпендикулярность измеряется с использованием поверочного угольника, то допуск перпендикулярности задается подобно допуску параллельности, т.е «допуск перпендикулярности: в мм на длину измерения в мм».
2) Если перпендикулярность, относящаяся к оси, измеряется как разница показаний на измеряемом (радиусе) диаметре, то допуск задается так - «допуск перпендикулярности: ... мм/... мм».
Если отклонение от перпендикулярности допустимо только в одном направлении, то это направление должно быть обозначено, например, «отклонение свободного конца шпинделя - только в одну сторону от оси шпинделя (например, в случае вертикального шпинделя - только к колонне, в случае горизонтального шпинделя - только к поверхности стола)».
5.52 Перпендикулярность перемещения
5.521 Определение
Термин «перпендикулярность перемещения» применительно к станкам относится к последовательным положениям траектории точки перемещаемого элемента станка относительно:
- плоскости (опорной или направляющей);
- прямой линии (оси или линии пересечения двух плоскостей);
- траектории точки на другом перемещаемом элементе.
5.522 Методы измерения
5.522.1 Общие положения
Измерение перпендикулярности перемещения следует заменить измерением параллельности перемещений при помощи поверочного угольника, приспособленного для заданных условий (см. 5.42).
Перемещение перемещаемого элемента должно осуществляться способом, предусмотренным его конструкцией с целью учета влияния зазоров и погрешностей направляющих.
5.522.2 Перпендикулярность траектории точки к плоскости
Поверочный угольник следует устанавливать на базовую плоскость, измерительный прибор на перемещаемый элемент (см. рисунок 87). Параллельность перемещения относительно другой стороны угольника следует проверять в двух взаимно перпендикулярных направлениях в соответствии с 5.422.22.
5.522.3 Перпендикулярность траектории точки к оси
Поверочный угольник с соответствующим основанием следует устанавливать на цилиндрической поверхности контрольной оправки, представляющей ось (см. рисунок 88). Проверку параллельности движения относительно другой стороны угольника следует выполнять в соответствии с 5.422.22.
Если ось является осью вращения, то оправку, представляющую ось, устанавливают в среднее положение по биению в плоскости измерения.
В частном случае для токарных станков для измерения перпендикулярности вместо угольника можно использовать планшайбу, установленную на шпинделе.
Установить измерительный наконечник индикатора на торец на наибольшем диаметре планшайбы и снять показания индикатора. Затем повернуть шпиндель с планшайбой на 180° и снова снять показания индикатора. Среднеарифметическое значение двух показаний является отклонением от перпендикулярности на длине измерения, равной радиусу планшайбы. В связи с тем, что планшайба обычно не имеет строго плоской непрерывной поверхности, саму планшайбу для измерения не используют, а крепят на ней специальный, плоский, шлифованный диск.
Ось можно использовать, как указано в 5.512.42. В этом случае траекторию точки представляет поверочная линейка, параллельная этой траектории.

Рисунок 87

Рисунок 88
5.522.4 Перпендикулярность двух траекторий
Две траектории следует сравнивать с помощью поверочного угольника, установленного соответствующим образом на блоках концевых мер и поверочной линейки, как показано, например, на рисунке 89.

Рисунок 89

1 - автоколлиматор; 2 - отражатель; 3 - световой луч; 4 - пентапризма
Рисунок 90
Одна сторона угольника выставлена параллельно траектории I при помощи индикатора, при этом траектория II контролируется в соответствии с 5.42.
С целью повышения точности измерения, для исключения влияния погрешности индикатора от реверса направления перемещения измерительного наконечника, следует обеспечить установку угольника так, чтобы стрелка индикатора поворачивалась только в одном направлении. Для этого сторона угольника, которая должна быть выставлена параллельно траектории I, должна иметь наклон, превышающий допуск на перпендикулярность. В этом случае отклонение от перпендикулярности будет равно разности показаний двух индикаторов на той же длине измерения.
Следует учитывать деформации элементов станка под действием нагрузок.
Эту проверку можно выполнять и оптическими средствами измерения (см. рисунок 90).
5.523 Допуск
Допуск на перпендикулярность заданного перемещения ограничивает допустимое отклонение расстояния траектории заданной точки перемещаемого элемента станка до свободной стороны угольника на заданной длине перемещения (например, 300 мм).
О методе задания допуска см. 5.513.
5.6 Вращение
К измерениям, связанным с вращением, относятся измерения следующих параметров:
- радиального биения (см. 5.61);
- осевого биения (см. 5.62);
- торцевого биения (см. 5.63).
5.611 Определения
5.611.1 Отклонение от крутости
Отклонение от круглости - это погрешность круглой формы детали в плоскости, перпендикулярной к ее оси, проходящей через заданную точку оси.
Для вала величина отклонения задается разностью между диаметром описанной окружности и наименьшим измеренным диаметром вала.
Для отверстия эта величина задается разностью между диаметром вписанной окружности и наибольшим измеренным диаметром отверстия. Каждый диаметр следует измерять в плоскости, перпендикулярной к оси.
При обычных методах измерения это определение не может строго применяться на практике. Однако при измерении отклонения от круглости детали необходимо помнить об этом определении и выбирать такой метод измерения, который обеспечивает получение результатов, по возможности, соответствующих этому определению
5.611.2 Эксцентриситет (см. рисунок 91)
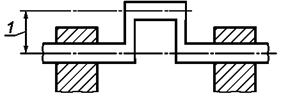
1 - эксцентриситет
Рисунок 91
Расстояние между двумя параллельными осями, одна из которых вращается относительно другой.
(Эксцентриситет не является погрешностью, это размер, ограниченный допусками; его не следует путать с термином «эксцентричность»).
5.611.3 Радиальное смещение геометрической оси в заданной точке
Если геометрическая ось детали не совпадает с осью вращения, расстояние между этими двумя осями называют радиальным смещением (см. рисунок 92).

1 - радиальное биение; 2 - центр вращения; 3 - радиальное смещение
Рисунок 92
5.611.4 Радиальное биение вращающегося элемента в заданном сечении
Если не учитывать отклонение от круглости, величина радиального биения равна удвоенному значению радиального смещения оси в заданном сечении (см. рисунок 92).
В общем случае измеренное радиальное биение является результатом:
- радиального смещения оси;
- некруглостью поверхности детали;
- радиальной погрешности движения осей вращения (погрешностей подшипников).
Важно отметить, что при проверке геометрической точности станков радиальное смещение оси измеряют путем измерения биения детали, установленной на этой оси. Чтобы избежать путаницы при проведении измерений геометрической точности станков и чтобы исключить возможность ошибок, в настоящем стандарте не используется термин «радиальное смещение», применен только термин «радиальное биение», и указанный допуск относится только к радиальному биению. Поэтому показания измерительных приборов не надо делить пополам. Это обстоятельство учтено при дальнейшем описании методов измерения.
Примечание 25 - При использовании подшипников качения сепаратор совместно с телами качения делает один оборот за несколько оборотов вала. В этом случае биение вала циклически увеличивается или уменьшается через некоторое число оборотов вала. Поэтому радиальное биение вала следует измерять в течение нескольких оборотов, пока не будут гарантированно зарегистрированы минимальное и максимальное показания измерительного прибора.
С точки зрения метрологии, упомянутый подшипник с цилиндрической или конической поверхностью имеет ось, совпадающую с осью вращения, если при измерении на заданной длине биение в каждой точке измерения не превышает допустимого значения. При измерении допускается использование контрольной правки.
5.612 Методы измерения
5.612.1 Подготовка к измерению (см. 3.22)
До проведения измерений следует обеспечить вращение шпинделя до тех пор, пока не стабилизируется толщина смазочной пленки и температура шпиндельного узла не достигнет уровня нормальной рабочей температуры.
5.612.2 Измерение на наружной поверхности
Измерительный прибор следует устанавливать так, чтобы измерительный наконечник касался измеряемой вращающейся поверхности перпендикулярно к ней. Показания индикатора следует снимать при медленном вращении шпинделя (см. рисунок 93).

Рисунок 93
При измерении конической поверхности измерительный наконечник следует устанавливать под прямым углом к образующей. При измерении следует учитывать, что во время измерения при любом осевом смещении шпинделя при вращении диаметр окружности касания меняется, что приводит к увеличению показателей радиального биения по сравнению с действительным радиальным биением шпинделя, кроме того угол конуса также влияет на показатель радиального биения шпинделя.
Поэтому коническую поверхность не следует использовать для измерения биения, за исключением поверхностей с малой конусностью. При этом следует предварительно измерить осевое биение шпинделя (см. 5.621.2) и по углу конуса определить его возможное влияние на показатели радиального биения.
Отрицательное воздействие на результаты измерения может оказать также боковая нагрузка на измерительный наконечник, если ось этого наконечника не проходит через ось вращения. Чтобы избежать этой погрешности, измерительный наконечник следует устанавливать строго перпендикулярно к оси вращающейся поверхности.
5.612.3 Измерение на внутренней поверхности
Если не удается напрямую измерить биение цилиндрического или конического отверстия, то для измерения биения следует использовать контрольную оправку, устанавливаемую в отверстие. Биение выступающей цилиндрической части оправки следует измерять в соответствии с 5.612.2. Однако т.к. ось оправки может пересекаться с осью вращения в плоскости измерения, то для получения более достоверных данных измерения следует проводить в двух сечениях A и В, отстоящих друг от друга на определенном расстоянии (см. рисунок 94).

Рисунок 94
Например, одно измерение следует провести у посадочного конца отверстия, а второе - на максимально возможном расстоянии от первого. Чтобы исключить влияние неправильной установки оправки в отверстии, особенно в случае конического отверстия, эти измерения следует повторить минимум 4 раза, каждый раз поворачивая оправку на 90° относительно шпинделя. В качестве результата принимается среднее значение по четырем измерениям.
В каждом случае радиальное биение следует измерять в вертикальной и горизонтальной плоскостях (положения С1 и С2 на рисунке 94).
Особые требования к вышеописанным методам:
- расстояния между точками измерения следует выбирать так, чтобы минимизировать воздействие боковой нагрузки на измерительный наконечник;
- следует учитывать, что при использовании контрольных оправок точную форму отверстия определить нельзя;
- измерение обработанной на станке цилиндрической детали показывает результат биения всего шпиндельного узла. Эта проверка не дает возможности оценить ни точность формы цилиндрического или конического отверстия, ни фактического положения отверстия относительно оси вращения;
-описанные выше методы применимы только для шпинделей на подшипниках скольжения, на шариковых или роликовых подшипниках;
- биение шпинделя с автоматическим центрированием во время вращения (например, с помощью гидравлики) следует измерять только при вращении на нормальной частоте вращения. В этом случае следует использовать приборы бесконтактного измерения, например емкостные датчики, электромагнитные или другие соответствующие измерительные приборы.
5.613 Допуск
Допуск на радиальное биение ограничивает допустимую разность показаний измерительного прибора при измерении траектории точек на поверхности детали в одном сечении при вращении ее вокруг оси вращения. Величину допуска указывают без знака. Допуск включает в себя погрешность формы вращающейся поверхности, смещение и непараллельность оси этой поверхности относительно оси вращения (погрешности расположения) и смещение оси вращения вследствие некруглости опорных шеек или отверстий под них (погрешности опор). Для поверхностей небольшой протяженности в осевом направлении (например, конец шпинделя шлифовального станка) достаточно проводить измерение биения в одном сечении, но для более протяженных поверхностей следует указывать сечения, в которых необходимо проводить измерения.
В случае необходимости проведения измерения радиального биения только в заданном сечении или только на заданной длине следует в технической документации указывать эти сечения и длину.
5.621 Определения
5.621.1 Минимальный осевой зазор
Термин «минимальный осевой зазор» означает наименьшее значение возможного осевого смещения вращающейся детали, обеспечивающее работоспособность соединения. Минимальный осевой зазор следует определять в состоянии покоя путем измерения осевого смещения вращающейся детали в нескольких угловых положениях при повороте ее вокруг своей оси (см. рисунок 95).
Термин «осевое биение» означает величину возвратно-поступательного перемещения вращающейся детали вдоль своей оси при устранении осевого зазора путем приложении осевой нагрузки в заданном направлении (см. рисунок 95).
Если осевое биение вращающейся детали остается в пределах поля допуска, то считается, что эта деталь осевого биения не имеет.
5.622 Методы измерения
5.622.1 Общие положения
Чтобы исключить влияние зазоров упорных подшипников, шпиндель следует слегка поджимать в направлении измерения. Измерительный наконечник индикатора должен упираться в центр торцовой поверхности, по возможности, по оси вращения.
Показания следует снимать при непрерывном вращении шпинделя при малой частоте вращения с поджимом в направлении измерения.
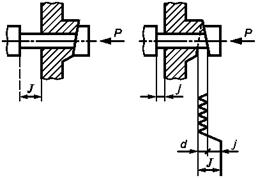
J - максимальный осевой зазор; j - минимальный осевой зазор; d - осевое биение
Рисунок 95
Если шпиндель полый, то следует вставить в него короткую оправку с плоским торцом, перпендикулярным к оси, в центр которого при измерении должен упираться закругленный измерительный наконечник (см. рисунок 96). Или наоборот можно использовать оправку с закругленным торцом и измерительный прибор с наконечником, имеющим плоскую контактную поверхность (см. рисунок 97). Если шпиндель или вставленная в его отверстие контрольная оправка имеют центровое отверстие, то в него следует вставлять стальной шарик, в который следует упирать плоский измерительный наконечник (см. рисунок 98).

Рисунок 96

Рисунок 97
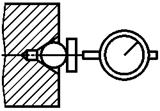
Рисунок 98
5.622.2 Дополнительные сведения
Осевое биение можно измерить при помощи специального устройства, обеспечивающего создание осевой нагрузки и позволяющего установку на этой оси индикатора.
На ходовых винтах осевая нагрузка создается сопротивлением перемещаемых салазок при зацеплении винта с гайкой. Планшайбы с вертикальной осью вращения надежно прижимаются к упорным подшипникам собственным весом. Если используются подшипники с предварительным натягом, нет необходимости прикладывать дополнительную осевую нагрузку к шпинделю с горизонтальной осью вращения.
Если нет возможности установить индикатор по оси вращения, но имеется подходящая торцовая поверхность, величину осевого биения следует измерять путем использования двух индикаторов, разнесенных на 180° друг от друга (см. рисунок 99). Показания измерительных приборов следует снимать в различных угловых положениях торца. Осевое биение равно разности между наибольшим и наименьшим значениями показаний измерительных приборов.
Поворот измеряемой детали из одного углового положения в другое следует выполнять так, чтобы минимизировать воздействие на измерительный наконечник боковых сил трения.
Примечание 26 - Если вращающаяся деталь установлена на подшипниках качения, измерения следует проводить, поворачивая деталь на несколько оборотов.
5.623 Допуск
Допуск на осевое биение ограничивает предельно допустимое смещение шпинделя вдоль оси при медленном вращении и легком осевом поджиме. В технической документации следует указывать направление этого поджима (например, «при легком поджиме в сторону корпуса»).
Если требуется проведение измерений при создании осевой нагрузки сначала в одном направлении, а потом в противоположном, в технической документации следует указывать допуски для каждого направления отдельно.
5.631 Определения
Торцевое биение плоской поверхности, вращающейся вокруг оси:
a) Торцевое биение поверхности
За торцевое биение принимают отклонение от плоскостности торцевой поверхности при вращении ее вокруг оси, перпендикулярной к этой поверхности. Торцевое биение определяют по расстоянию h между двумя плоскостями, перпендикулярными к оси, между которыми перемещаются точки торцевой поверхности во время вращения.
b) Торцевое биение поверхности на расстоянии d от оси

1, 2 - позиции установки измерительных приборов; 3 - осевая нагрузка
Рисунок 99
Это биение определяется расстоянием h между двумя плоскостями, перпендикулярными к оси, между которыми перемещается участок торцевой поверхности, ограниченный вращающимся цилиндром диаметром 2d. Ось симметрии цилиндра является теоретической осью вращения поверхности.
Торцевое биение - это сумма различных погрешностей торцевой поверхности и биения оси вращения h1, h2, h3 - см. рисунки 100, 101 и 102):

Рисунки 100

Рисунок 101

Рисунок 102

Рисунок 103
a) поверхность неплоская (h - см. рисунок 100);
b) поверхность и ось вращения не перпендикулярны (h3 - см. рисунок 101);
c) периодическое осевое смещение оси (h2 - см. рисунок 102).
Примечание 27 - Если измеряемая плоскость имеет геометрическую ось (деталь А, рисунок 103), которая не совпадает с осью вращения, то результирующее радиальное смещение создает торцевое биение. Эта погрешность вызывается неперпендикулярностью торцевой поверхности к оси вращения.
5.632 Метод измерения
Измерение торцевого биения следует проводить для вращающихся планшайб. Цель измерения заключается в том, чтобы удостовериться, что все точки одной окружности на измеряемой поверхности находятся в одной плоскости, перпендикулярной к оси вращения и что осевое положение этой поверхности не меняется при вращении шпинделя. Т.к. торцевое биение имеет тенденцию к увеличению по мере удаления от оси вращения, измерение следует проводить в точках окружности, наиболее удаленных от оси или конкретно указанных в технической документации.
Наконечник измерительного прибора следует устанавливать перпендикулярно к торцевой поверхности на заданном расстоянии А от центра (см. рисунок 104). Измерения следует проводить последовательно в нескольких точках по периферии (точки А1, А2, А3 ...). Разность между максимальным и минимальным показаниями измерительного прибора является величиной торцевого биения.

1 - точки, в которых производятся измерения; 2 - осевой поджим
Рисунок 104
Измерения следует проводить при непрерывном вращении шпинделя на малых оборотах и, если необходимо, с легким осевым поджимом для шпинделя с горизонтальной осью вращения, чтобы исключить влияние зазора упорных подшипников. Планшайба с вертикальной осью вращения, как уже отмечалось выше (5.622.2), в достаточной мере прижата к упорным подшипникам своим собственным весом.
В технической документации следует указывать направление легкого поджима шпинделя во время измерения, например, «легкий поджим в сторону корпуса».
Примечание 28 - При необходимости проведения анализа причин возникновения торцевого биения следует измерить отдельно погрешности поверхности и погрешности оси. В некоторых случаях следует отдельно измерять осевое смещение оси. Если поверхность планшайбы была обработана после сборки (т. е. обработана на станке, деталью которого она является), то при установке измерительного наконечника индикатора в положение, которое занимала вершина режущего инструмента при обработке этой поверхности, индикатор может показать нулевое отклонение. При установке индикатора под углом 180° от этого положения он покажет торцевое биение h, значение которого равно двойному осевому биению.
5.633 Допуск
Допуск на торцевое биение ограничивает величину предельного отклонения точек, расположенных на заданной окружности контролируемой торцевой поверхности. Допуск включает в себя погрешности формы торцевой поверхности, ее наклон относительно оси вращения, радиальное смещение и осевое биение шпинделя. Однако этот допуск не включает в себя минимальный осевой зазор вращающейся детали (см. рисунки 95, 100 - 102).
6 Специальные проверки
6.1 Точность деления
6.11 Определение погрешностей
В этом разделе даны определения погрешностей деления градуированных шкал, зубчатых колес, делительных дисков, шагов ходовых винтов и т.д.
В основном, различают следующие погрешности:
a) единичная погрешность деления;
b) последовательная погрешность деления;
c) локальная погрешность деления;
d) накопленная погрешность деления;
e) суммарная погрешность деления.
6.111 Единичная погрешность деления
Это алгебраическая разность между фактическим и номинальным значениями деления при одном шаге.
Пример
Единичная погрешность 2-го деления шкалы, показанной на рисунке 105, равна (ab - a¢b¢). Здесь за деление принимается расстояние между двумя соседними штрихами; несколько делений образуют интервал.

1 - номинальное деление; 2 - фактическое деление
Рисунок 105
6.112 Последовательная погрешность деления
Это алгебраическая разность фактических значений двух соседних делений. Эта погрешность равна алгебраической разности единичных погрешностей этих делений (см. рисунок 107).

MN - локальная погрешность в интервале от 0 до 6; РН - локальная погрешность в интервале от 0 до п
Рисунок 106 - Определение локальной погрешности деления
градуированной шкалы,
показанной на рисунке 105
Пример
Последовательная погрешность 2-го деления относительно 1-го деления равна (ab - a¢b¢) - (bс - b¢c¢) = ab - bc, т.к. а¢b¢ = b¢с¢.
6.113 Локальная погрешность деления
Это алгебраическая разность наибольшей и наименьшей из единичных погрешностей деления на каком-либо участке.
Пример
Величина MN на участке 0 - 6 на рисунке 106

Рисунок 107 - Последовательная погрешность деления градуированной
шкалы,
показанной на рисунке 105
Если все погрешности в заданном интервале имеют один знак, то локальная погрешность деления равна наибольшему абсолютному значению погрешности единичного деления.
6.114 Накопленная погрешность
Это алгебраическая разность между суммой действительных значений к последовательных делений и номинальным значением этой суммы.
Эту погрешность можно определить вычислением алгебраической суммы единичных погрешностей деления или путем сравнения фактического положения указателя измерительного прибора с положением, которое должен был бы занять указатель прибора при отсутствии погрешностей деления (см. рисунок 105).
6.115 Суммарная погрешность деления
Это алгебраическая разность наибольшей и наименьшей из погрешностей делительных позиций на каком-либо участке. Этот участок может представлять всю шкалу, например, 360°, при этом величина суммарной погрешности равна RS (см. рисунок 108).

1 - суммарная погрешность делений в интервале от 0 до 6;
2 - суммарная погрешность делений в интервале от 0 до п
Рисунок 108 - Определение суммарной погрешности деления
градуированной шкалы,
показанной на рисунке 105
6.116 Графическое представление погрешностей
Рассмотрим реальную градуированную шкалу, показанную на рисунке 105, вместе с соответствующей ей теоретически точной шкалой и нумерацией делений:
1) На рисунке 106 показан график единичных погрешностей деления, где по оси абсцисс отложены номера делений, а по оси ординат - соответствующие им единичные погрешности деления. Локальная погрешность деления на участке от 0 до 6-го деления представлена отрезком MN, а погрешность деления на всей шкале отрезком РН;
2) На рисунке 107 показан график последовательных погрешностей деления, где по оси абсцисс отложены номера делений, а по оси ординат - соответствующие им последовательные погрешности деления. По этому графику можно определить положение наибольшей последовательной погрешности деления для любого заданного интервала шкалы;
3) На рисунке108 показан график суммарной погрешности деления, где по оси абсцисс отложены номера делений, а по оси ординат - соответствующие им суммарные погрешности деления. По этому графику можно определить суммарную погрешность деления на всей шкале, представленную отрезком RS.
Следует отметить, что график на рисунке 106 можно получить по графику рисунка 108 следующим образом: ордината номера деления k на рисунке 106 равна разности между ординатами номеров деления k и k - 1 на рисунке 1804).
________
4) Единичную погрешность ab - a¢b¢ можно определить по формуле (аа¢ + a¢b) - (a¢b + bb¢) или как (b¢b - а¢а). Это выражение представляет фактическую разность между каждой парой штрихов деления градуированной шкалы (см. рисунок 105).
6.12 Методы измерения
Так как определение погрешностей деления обычно требует применения специальных инструментов, следует обращаться к технической литературе, имеющей отношение к данному предмету.
6.13 Допуск
Обычно нет необходимости устанавливать допуск для каждого из пяти указанных видов погрешностей деления. Поэтому при линейном делении всегда указывают допуск на накопленную погрешность (или погрешность ступени) в заданном интервале, например, на 300 мм; при круговом делении обычно дается допуск на индивидуальную погрешность деления и на общую погрешность.
Примечание 29 - Необходимо отметить, что погрешности деления обычно включают также погрешности, вызываемые устройствами управления, использованными при нанесении делений. Конкретные значения отдельных погрешностей (т.е. погрешностей деления, эксцентрического положения шкалы относительно оси вращения, зазора между деталями и т.п.) составляют в совокупности общую погрешность, которая в конечном итоге и интересует пользователя станка.
Примечание 30 - Следует учитывать, что точность, обеспечиваемая механизмом кругового деления, кроме точности делительного диска, зависит от его соосности с осью шпинделя станка, предназначенного для крепления обрабатываемой детали.
6.2 Определение погрешностей позиционирования элементов, перемещаемых с помощью ходового винта
При проверке точности позиционирования перемещаемых элементов иногда возникает необходимость проанализировать с геометрической точки зрения все элементы, от которых зависит точность перемещений, в частности, ходовой винт.
Обычно любая наблюдаемая погрешность позиционирования состоит из двух составляющих - периодических (циклических) погрешностей и накопленных погрешностей. Циклической можно считать любую составляющую погрешности, которая повторяется не менее одного раза на длине рабочего перемещения, а накопленной - все остальные составляющие. Циклические погрешности могут составлять большую долю в общей погрешности, главным образом для тех элементов, которые перемещаются с помощью ходовых винтов не напрямую, а с использованием какого-либо циклического механизма.
Точность шага ходового винта является лишь одним из многочисленных факторов, которые определяют точность перемещения. Значительное влияние на точность позиционирования имеют зазоры и упругие деформации в некоторых элементах станка. Поэтому следует учитывать каждый фактор, влияющий на точность позиционирования и устанавливать допуски на каждый из элементов таким образом, чтобы суммарный допуск соответствовал расчетной точности станка.
Следовательно, при испытании станков, выполняя измерения геометрической точности или проверку станка в работе, можно ограничиться контролем точности позиционирования элемента станка, перемещаемого с помощью ходового винта.
Существует несколько методов контроля точности позиционирования, в том числе измерения с использованием эталонного винта и индикатора, концевых мер длины и индикатора или лазерного интерферометра.
Для испытания станка в работе следует изготовить образец-изделие и задать длину отрезка, на котором следует проводить измерения, например, в частном случае, для токарных станков, с перемещением суппорта от ходового винта испытания могут проводиться путем нарезания резьбы длиной 300 мм на образце-изделии в любом месте по длине станины. Точность шага нарезанной резьбы следует измерить, например, при помощи измерительной машины.
6.3 Угловой зазор
6.31 Определение
Угловой зазор поворачиваемого элемента определяется как возможное его угловое смещение после его закрепления под действием приложенного к нему крутящего момента за счет углового зазора между элементами и упругой деформацией элементов.
Это измерение можно выполнить путем закрепления на поворачиваемом элементе бруска, с точной доведенной плоскостью, перпендикулярной к оси вращения элемента, имеющего длину достаточную для выполнения измерений на заданном от оси вращения расстоянии (см. рисунок ДБ.1). Измерительный прибор следует устанавливать на неподвижном элементе в плоскости поворота бруска так, чтобы его сферический измерительный наконечник касался бруска на заданном расстоянии от оси вращения, а линия измерения была перпендикулярна к точной доведенной плоскости бруска в точке измерения. Величину углового зазора определяют как разность показаний измерительного прибора, полученных после приложения к проверяемому закрепленному элементу крутящего момента поочередно в двух противоположных направлениях. Величину крутящего момента следует выбирать так, чтобы она, будучи достаточной для выборки зазоров, не вызывала значительных деформаций элемента, приводящих к серьезным погрешностям при измерении.
6.33 Допуск
Допуск на угловой зазор ограничивает максимально допустимый угловой зазор, выраженный в виде угла смещения сопрягаемых деталей или тангенса этого угла.
6.4 Повторяемость поворота на заданный угол
6.41 Определение
Повторяемость поворота на заданный угол определяется как наибольшая разность угловых положений (размах), полученных при многократных подходах к заданной позиции в одном и том же направлении с одной и той же скоростью.
О повторяемости углового позиционирования при использовании числового программного управления см. ИСО 230-2.
6.42 Метод измерения
Измерения следует проводить аналогично измерениям углового зазора с помощью закрепленного на проверяемом элементе бруска. Поворачиваемый элемент механизма с закрепленным на нем бруском устанавливают на любой фиксированной позиции, при этом измерительный прибор устанавливают в нулевое положение. Затем поворачивают вращаемый элемент не более чем на полный оборот и возвращают его в заданную фиксируемую позицию. Измеряют разность положения бруска до поворота и после. Эту операцию следует выполнить несколько раз. Наибольшая разность показаний измерительного прибора представляет собой погрешность повторяемости в заданной фиксированной позиции. Измерение следует повторять для каждой позиции деления.
6.43 Допуск
Допуск повторяемости ограничивает допустимый диапазон измеренных угловых отклонений, выраженных в виде угла или тангенса этого угла.
Он включает допуск на угловой зазор. Фактически, допуск на повторяемость не может не учитывать допуск на угловой зазор.
6.5 Пресечение осей
6.51 Определение
Две непараллельные оси считаются пересекающимися, если кратчайшее расстояние между ними лежит в пределах указанного допуска.
6.52 Методы измерения
6.521 Прямое измерение
Точку пересечения двух непараллельных осей можно определить при помощи измерений с применением двух контрольных оправок, представляющих эти оси. Метод измерения аналогичен измерению эквидистантности двух осей с дополнительной плоскостью (см. 5.432.1). Операцию можно упростить, сделав на концах контрольных оправок точные плоские поверхности, параллельные рассматриваемым осям. Для определения отклонения от пересечения следует измерять расстояние между этими двумя плоскими поверхностями (см. рисунок 109).
6.522 Косвенное измерение Косвенное измерение можно провести путем использования дополнительной эталонной плоскости, например при помощи поверочной плиты, которую следует установить параллельно плоскости номинального расположения контролируемых осей. Затем следует поочередно измерить расстояние от эталонной плоскости до каждой из осей вблизи точки их номинального пересечения и сравнить результаты измерения.
6.53 Допуск
Допуск на расстояние между двумя пересекающимися осями задается следующим образом:
- если не имеет значение взаимное расположение осей, то допуск задается: «расстояние от оси 1 до оси 2: ±... мм»;
- если имеет значение взаимное положение осей, то допуск задается: например, «расстояние ... мм, при этом ось 1 должна быть выше оси 2».
6.6 Крутость
6.61 Определение
Линия, расположенная в плоскости, считается круглой, если все ее точки заключены между двумя концентрическими окружностями, разница радиусов которых не превышает допустимого значения (см. рисунок 110).
Термин «крутость» может относиться как к форме поверхности контролируемой детали, так и к форме траектории, описанной точкой перемещаемого элемента(ов) станка.
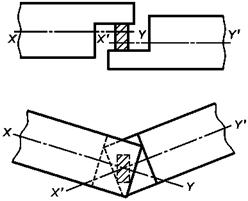
Рисунок 109
1 - допуск круглости
Рисунок 110
6.62 Методы измерения образцов-изделий
6.621 Метод с использованием кругломера
Контролируемую деталь следует установить и центрировать на столе (малые значения эксцентриситета можно компенсировать при обработке результатов измерений). В одном случае наконечник измерительного прибора вращается вокруг проверяемой поверхности детали (см. рисунок 111), а во втором вращается стол с закрепленной на нем проверяемой деталью (см. рисунок 112). В обоих случаях измерительный наконечник постоянно касается проверяемой поверхности и на основании полученных результатов измерения автоматически вычерчивается круговая или линейная диаграмма в полярных или линейных координатах, по которой оценивают круглость проверяемой поверхности.

Рисунок 111

Рисунок 112
6.622 Метод с использованием координатно-измерительной машины
При этом методе измерительный наконечник координатно-измерительной машины перемещается по заданной программе и регистрирует положение каждой точки проверяемой поверхности в виде пары координат X и Y (см. рисунок 113). По этим данным программа машины определяет фактический профиль поверхности детали и вычисляет отклонения от круглости.

Рисунок 113
6.623 Метод проекции контура детали на экран
Контур проверяемой детали проектируется на экран проектора для сравнения изображения контура с эталонными концентричными окружностями, представляющими поле допуска (см. рисунок 114).
Рисунок 114
Примечание 31 - Этот метод применяется только для образцов изделий малого диаметра и небольшой толщины с относительно широкими допусками из-за технических возможностей проектора.
6.624 Метод с использованием V-образной измерительной призмы
Измеряемую деталь следует устанавливать на одной широкой или двух узких (ножевых) призмах (предпочтительно с внутренним углом 108°) и поворачивать вокруг собственной оси. Отклонение от круглости измеряется индикатором, наконечник которого расположен или по биссектрисе угла призмы или по нормали к ее грани (см. рисунок 115).

Рисунок 115
6.63 Измерение круговых перемещений, управляемых от ЧПУ
На точность круговых перемещений может влиять скорость перемещения. В качестве результатов измерения можно использовать результаты, полученные при проверке обработанных деталей, если диаметр обработанной поверхности и скорость перемещения при механообработке этих деталей совпадают с требованиями по прямому измерению траектории перемещения режущего инструмента (детали), управляемой от ЧПУ.
6.631 Метод с использованием поворачиваемых однокоординатных датчиков Однокоординатный датчик линейных перемещений (например, электронная измерительная головка), закрепленный на станке с ЧПУ в специальном поворотном приспособлении перемещается вместе с ним по круговой траектории. Датчик регистрирует смещения поверхности контрольной оправки (см. рисунок 116) относительно или поверхности эталона круглости (см. рисунок 118) или марки, установленной на поворотном приспособлении и вращающейся совместно сдатчиком (см. рисунок 117). В соответствии с сигналом датчика вычерчивается круглограмма (см. рисунок 110). Эта круглограмма может быть получена, например, с помощью синхронизированного полярного графопостроителя, посредством компьютерной обработки данных измерения или путем совместного использования дополнительного датчика угловых перемещений (резольвера), встроенного в поворотное приспособление, и полярного графопостроителя.

1 - однокоординатный датчик; 2 - специальное поворотное приспособление; 3 - контрольная оправка
Рисунок 116

1 - специальное поворотное приспособление № 1; 2 -
специальное поворотное приспособление
№ 2; 3 - однокоординатный датчик; 4 - визирная марка; 5 -
провода для подсоединения к компьютеру
Рисунок 117
6.632 Метод с использованием эталона круглости и двухкоординатного датчика
Двухкоординатный датчик, закрепленный на неподвижной части станка, касается поверхности невращающегося эталона круглости, который установлен на крестовом столе станка с ЧПУ, перемещаемом от программы по круговой траектории (см. рисунок 118). Запрограммированный диаметр круговой траектории выбран таким образом, чтобы сферический наконечник двухкоординатного датчика находился в постоянном контакте с эталоном круглости. Два сигнала от датчика передаются непосредственно на графопостроитель в координатах XY, который вычерчивает круглограмму (см. рисунок 110).

1 - двухкоординатный датчик; 2 - эталон круглости; 3 - салазки крестового стола станка
Рисунок 118
6.633 Метод с использованием телескопического датчика со сферическими наконечниками
Телескопический датчик со сферическими наконечниками (см. рисунок 119) закрепляют на станке с ЧПУ в специальных подпятниках, один из которых устанавливают на столе станка, а другой на его шпиндельной бабке, перемещающейся относительно стола по круговой траектории. Измерительный сигнал от датчика, пропорциональный изменениям расстояния R между двумя центрами сферы шарниров, отображается на круглограмме (см. рисунок 110).

1 - сферический наконечник; 2 - подпятник; 3 - телескопический датчик линейных перемещений
Рисунок 119
Круглограмма может быть построена, например, с помощью синхронизированного полярного графопостроителя или путем компьютерной обработки данных измерения.
6.7 Цилиндричность
6.71 Определение
Поверхность считается цилиндрической, если все ее точки находятся между боковыми поверхностями двух коаксиальных цилиндров, разность радиусов которых не превышает допустимых значений (см. рисунок 120).
1 - допуск цилиндричности
Рисунок 120
Примечание 32 - Несмотря на кажущееся удобство измерения круглости, прямолинейности и параллельности путем измерения цилиндричности, измерение цилиндричности в строгом соответствии с ее определением может представлять значительные трудности из-за технических сложностей воспроизведения эталона цилиндричности. Поэтому рекомендуется устанавливать индивидуальные допуски на отдельные составляющие цилиндричности в соответствии с конструктивными особенностями конкретной детали.
6.72 Методы измерения
Все методы проверки цилиндричности включают измерение размерных отклонений отдельных составляющих цилиндричности проверяемой детали по отношению к эталону цилиндричности.
6.721 Метод с использованием координатно-измерительной машины
В процессе измерения путем сканирования датчиком поверхности проверяемой детали регистрируется круговой профиль каждого ее сечения, а также их взаимное расположение. Анализ расположения измеренных точек позволяет оценить степень их отклонения от идеальной цилиндрической поверхности (см. рисунок 121).
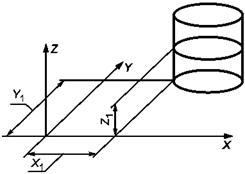
Рисунок 121
6.722 Метод с использованием кругломера
Контролируемую деталь следует устанавливать и центрировать на поворотном столе, при этом датчик должен перемещаться параллельно оси поворотного стола. В одном случае датчик вращается вокруг измеряемой детали (см. рисунок 111), а во втором вращается стол с измеряемой деталью (см. рисунок 112). Цилиндричность определяется путем совмещения (т. е. вычерчивания на одной и той же полярной диаграмме) круглограмм профилей, снятых в различных сечениях.
Примечание 33 - Этот метод дает высокую точность при простой наладке, но требует дорогостоящего оборудования.
6.723 Метод с использованием V-образной измерительной призмы
Измеряемую деталь следует устанавливать на одной широкой или двух узких (ножевых) призмах (предпочтительно с внутренним углом 108°) и поворачивать вокруг своей оси. Измерение круглости следует производить при помощи индикатора (см. 6.624 и рисунок 115). Для получения отклонений от цилиндричности измерения следует проводить в нескольких сечениях. Первоначальную настройку индикатора на нуль в процессе измерения изменять нельзя.
6.8 Постоянство диаметра образца-изделия
6.81 Определение
Диаметр образца-изделия считается постоянным, если его значения, измеренные через определенные интервалы по длине детали, находятся в допустимых пределах между максимальным и минимальным значениями (см. рисунок 122).

1 - произвольные интервалы
Рисунок 122
6.82 Методы измерения
Измерение диаметра детали следует производить в нескольких поперечных сечениях через равные интервалы по длине в одном осевом сечении. Измерения допускается производить не снимая образец-изделие со станка (см. рисунок 123).

Микрометр
Рисунок 123
6.822 Метод с использованием штангенрейсмаса
Образец-изделие следует устанавливать горизонтально в измерительных центрах или в V-образной измерительной призме. Поворачивая деталь вокруг своей оси, следует замерять наивысшую и наинизшую точку диаметра образца-изделия через равные интервалы по длине при помощи штангенрейсмаса (см. рисунок 124).

1 - штангенрейсмас
Рисунок 124
Приложение А
(справочное)
Средства измерения для проверки геометрической точности станков
А.1 Общие положения
Средства измерения, описанные в этом приложении, используются для проверки геометрической точности станков. Там, где возможно, приведены ссылки на соответствующие международные стандарты.
В разделах с А.2 по А.5 описаны высокоточные (прецизионные) средства измерения. Их точность соответствует точности средств измерения, используемых для инспекционных целей.
Погрешности измерений для этих средств измерения должны быть не более 10 % от величины допуска на измеряемый параметр, особенно при проведении арбитражных проверок.
Средства измерения должны проходить периодическую проверку на соответствие метрологическим требованиям и калибровку в соответствии с действующими нормами и правилами. В необходимых случаях к средствам измерения должен быть приложен документ, удостоверяющий их фактическое состояние.
Температура средств измерения и объектов измерения до начала измерения должна быть стабилизирована на уровне температуры окружающей среды и сохраняться стабильной на весь период проведения измерений. В противном случае в результаты измерений, по возможности, следует вносить соответствующие поправки.
При использовании средств измерения следует исключать все помехи, мешающие проведению измерений, таких как вибрация, магнитные поля, электрические помехи и т.п.
А.2.1 Описание
Поверочные линейки с указанной ниже точностью реализуют эталонную прямую, относительно которой проводят измерение отклонений от прямолинейности или от плоскостности проверяемых поверхностей.
Существует два основных типа поверочных линеек:
- в виде балки (см. рисунок А.1, а)) с одной рабочей поверхностью;
- с двумя параллельными поверхностями.
Линейки последнего типа могут быть:
- двутаврового сечения со сплошной или облегченной стенкой (см. рисунок А.1, b));
- прямоугольного сечения (см. рисунок А.1, с)).
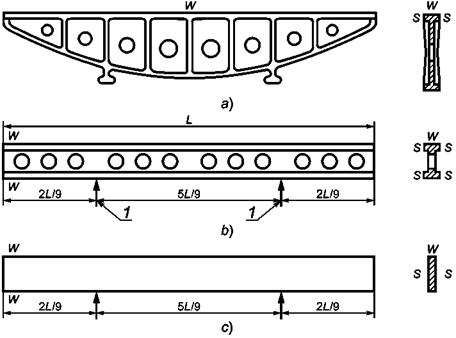
W - рабочая поверхность; S - боковая поверхность; 1 - наиболее благоприятные точки опоры
Рисунок А.1 - Положения наилучшей установки поверочных линеек
Поверочные линейки должны быть термически обработаны и стабилизированы.
А.2.2 Точность
Поверочные линейки, применяемые для проверки станков, должны отвечать следующим требованиям.
А.2.21 Допустимый прогиб
Естественный прогиб, если линейка опирается на две крайние точки опоры, не должен превышать 0,01 мм на 1000 мм.
Точная величина естественного прогиба, т.е. максимальный прогиб линейки, должна быть указана на одной из ее поверхностей.
А.2.22 Плоскостность и прямолинейность рабочих поверхностей
Погрешности плоскостности и прямолинейности рабочих поверхностей линейки при установке на наиболее благоприятные точки опоры (см. рисунок А.1) не должны превышать, мм:
![]()
где L - рабочая длина в мм.
Погрешность на длине 300 мм не должна превышать 0,005 мм.
А.2.23 Параллельность рабочих поверхностей
Для поверочных линеек с двумя параллельными поверхностями отклонения от параллельности рабочих поверхностей, мм, не должны превышать более чем в 1,5 раза допуск их прямолинейности, или
![]()
А.2.24 Прямолинейность боковых поверхностей, мм:
![]()
А.2.25 Параллельность боковых поверхностей, мм:
![]()
А.2.26 Перпендикулярность боковых поверхностей относительно рабочих плоскостей ±0,0025 мм на каждые 10 мм длины измерения.
А.2.27 Шероховатость рабочих поверхностей
Рабочие поверхности поверочных линеек должны быть тонко прошлифованы или отшабрены.
А.2.28 Ширина поверочной линейки
Если линейкой пользуются в сочетании с уровнем, то ширина рабочих поверхностей должна быть не менее 35 мм.
А.2.3 Рекомендации при использовании
Обычно поверочную линейку для работы следует устанавливать рабочей поверхностью на точных опорах (концевых мерах длины) при измерении горизонтально расположенных поверхностей или на одной из ее боковых поверхностей при измерении вертикально расположенных поверхностей. При этом ее рабочая поверхность должна располагаться вертикально параллельно вертикально расположенной измеряемой поверхности.
Опорные точки следует выбирать так, чтобы обеспечить минимальный прогиб. Если линейка имеет постоянное сечение, расстояние между опорами должно быть равным 5/9 длины линейки L, а расстояние от опоры до концов линейки 2/9 длины линейки L (см. рисунок А.1).
Место расположения наиболее благоприятных точек опоры должно быть отмечено на линейке.
Если при измерении линейку устанавливают не на оптимальные опорные точки, и особенно при установке на крайние точки, необходимо при анализе результатов измерений учитывать естественный прогиб.
В таблице А.1 в качестве примеров представлены 5 линеек разной длины, отвечающих указанным условиям.
Таблица А.1 - Поверочные линейки
|
Главный вид |
Широкий тип |
Нормальный тип |
||||
|
рабочая |
общая1) |
Сечение |
Масса2), кг |
Сечение |
Масса2), кг |
|
|
300 |
340 |
|
|
2 |
|
1 |
|
500 |
540 |
|
|
4 |
|
3 |
|
800 |
840 |
|
|
5 |
||
|
1000 |
1040 |
|
|
12 |
||
|
1600 |
1640 |
|
|
33 |
||
|
1) Общая длина линейки немного больше рабочей длины, поэтому проверку рекомендуется выполнять без использования концов линейки, что особенно важно для точных станков. 2) Масса линеек указана в килограммах. Это относится к линейкам из серого чугуна. Масса линеек из стали несколько больше. |
||||||
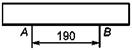


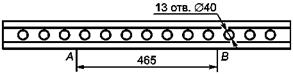

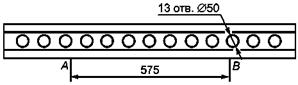



Естественный прогиб зависит от модуля упругости E используемого материала. Величины прогиба, приведенные в таблице А.2, указаны для линеек из серого чугуна с модулем упругости E = 98 кН/мм2.
Таблица А.2 - Требования точности для пяти линеек из таблицы А.1
Для стали с модулем упругости E = 196 кН/мм2 прогиб уменьшается вдвое. Для высокопрочного чугуна, например при E = 147 кН/мм2, прогиб обратно пропорционален модулю упругости.
А.3 Контрольные оправки с коническими хвостовиками
Контрольную оправку заданной точности обычно используют для материализации осей станка, которые следует проверить на биение или на расположение относительно других элементов станка.
А.3.1 Описание
Контрольные оправки имеют конический хвостовик, который вставляется в коническое отверстие элемента станка, и цилиндрическую часть, которая используется как поверхность измерения (см. рисунок А.2, а) и b)). Оправки обычно изготавливают из закаленной и стабилизированной стали с покрытием из твердого хрома или без покрытия.
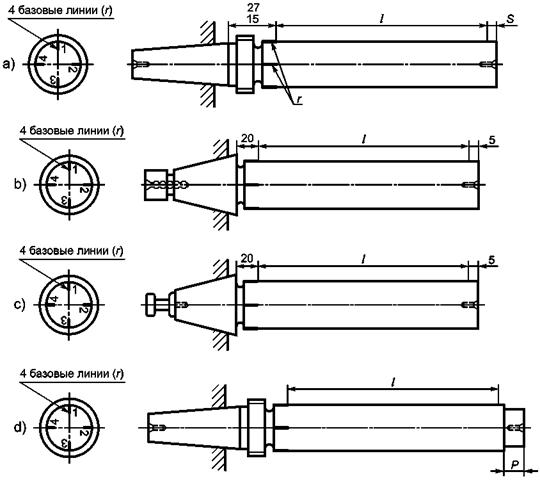
Рисунок А.2 - Контрольные оправки с конусом Морзе и метрическими конусами
Оправки имеют следующие характеристики:
a) цилиндрические шлифованные оправки должны иметь притертые центровые отверстия (с защитными фасками у торцов) для изготовления и проверок;
b) оправки должны иметь четыре фиксированные линии r, расположенные равномерно через 90° (1; 2; 3 и 4), которые используются при проверке станков. Контрольные цилиндрические оправки изготавливаются на длину измерения l: 75 мм, 150 мм, 200 мм, 300 мм или 500 мм, которая обозначена метками на концах цилиндрической части оправки;
c) конические оправки с конусами Морзе и метрическими конусами малой конусности являются самозажимными (см. рисунок А.2, а)). Резьбовая часть оправок предназначена для гайки, служащей для извлечения оправки из конического отверстия элемента станка;
d) конические оправки с конусами большой конусности (см. рисунок А.2, b)) должны иметь резьбовое отверстие в торце оправки со стороны хвостовика для крепления оправки с помощью шомпола или захватной головки, используемой в устройстве автоматической сметы инструмента.
Во избежание повреждения оправок, в т.ч. при шлифовании цилиндрической части, они могут иметь на конце диаметральное занижение Р длиной 14 - 32 мм(см. рисунок А.2, d)).
Несколько типов контрольных оправок с коническим хвостовиком показано на рисунке А.3. Наружные размеры (диаметр и длина) и размеры отверстий (за исключением оправок с конусами Морзе № 0 и № 1) определены с таким расчетом, чтобы прогиб свободного конца цилиндрической части оправки под действием собственного веса и прогиб, вызванный измерительным усилием, были пренебрежимо малы.
В таблице А.3 приведены расчетные значения прогибов. Эти прогибы были рассчитаны для E = 206 кН/мм2, но для меньших значений модулей упругости (E = 176 - 186 кН/мм2) величина прогиба также пренебрежимо мала.
Для конусов 7/24 в таблице А.4 указана длина цилиндрической части оправки в зависимости от номера конуса.
Если для измерения применяются оправки с размерами, отличающимися от указанных на рисунке А.3, на них должна быть четко обозначена величина прогиба, которую следует учитывать при измерении.
Следует учитывать, что если масса оправки превышает 5 кг, это может вызывать прогиб шпинделя, в который она вставляется.
А.3.2 Точность
Контрольные оправки с коническим хвостовиком должны соответствовать требованиям, приведенным в таблицах А.3, А.4 и А.5.
Для обеспечения правильной посадки в шпинделе станка точность конического хвостовика оправки должна соответствовать точности калибра, применяемого при изготовлении шпинделя.
При изготовлении полых оправок концевые пробки следует крепить наглухо и жестко (например, прессовые посадки), чтобы не допустить последующего смещения или выпадения пробок.
Для проверки оправки ее следует устанавливать в центрах и измерять радиальное биение в нескольких сечениях, равномерно расположенных вдоль оси оправки, а также постоянство диаметра цилиндрической части в двух осевых плоскостях, соответствующих четырем отмеченным образующим. В таблице А.5 приведены величины допусков в зависимости от длины измерения.
Для уменьшения трения в точке контакта измерительного наконечника поверхность цилиндрической части оправки должна иметь низкую шероховатость (тонкая шлифовка).
А.3.3 Внимание!
Конический хвостовик оправки должен плотно входить в отверстие шпинделя, которое должно иметь высокую точность и качество поверхности.
Для измерения радиального биения шпинделя контрольную оправку следует устанавливать в отверстие шпинделя последовательно в четырех положениях через 90°, проводить четыре последовательных измерения и на основании их вычислять среднее значение биения.
Для проверки точности бокового положения оси шпинделя или ее параллельности измерения следует проводить последовательно по двум противоположным образующим на цилиндрической части оправки, поворачивая шпиндель с оправкой на 180°.
После установки оправки в шпиндель следует выждать некоторое время для рассеивания тепла от рук оператора, пока температура не стабилизируется.
В случае применения оправок с конусом Морзе № 0 и № 1 необходимо учитывать их собственный прогиб. Их следует использовать только при применении индикатора с ценой деления 0,001 мм и измерительным усилием, не превышающим 0,5 Н. Желательно устанавливать индикатор так, чтобы прогиб от измерительного усилия индикатора и прогиб оправки под действием собственного веса имели противоположные направления.

Рисунок А.3 - Оправки контрольные с коническим хвостовиком
Таблица А.3 - Контрольные оправки с коническим хвостовиком. Величина прогиба
|
Рабочая длина L |
Оправка без удлинителя Тип А Общий прогиб |
Оправка с удлинителем Тип С |
Примечания |
|||||||||
|
Общая масса, кг |
Прогиб от собственного веса* |
Дополнительный прогиб от силы, действующей на свободный конец |
Общий прогиб |
Общая масса, кг |
Прогиб от собственного веса* |
Дополнительный прогиб от силы, действующей на свободный конец |
Общий прогиб |
|||||
|
Р, г |
Прогиб |
Р, г |
Прогиб |
|||||||||
|
Морзе 0 |
75 |
0,11 |
0,00065 |
50 |
0,0009 |
0,0016 |
0,12 |
0,0009 |
50 |
0,0009 |
0,0018 |
Прогибы учитывать |
|
Морзе 1 |
75 |
0,13 |
0,0005 |
50 |
0,0007 |
0,0012 |
0,14 |
0,0007 |
50 |
0,0007 |
0,0014 |
|
|
Морзе 2 |
150 |
0,73 |
0,0015 |
100 |
0,0006 |
0,0021 |
0,79 |
0,0019 |
100 |
0,0006 |
0,0025 |
Прогибы не учитывать |
|
Морзе 3 |
200 |
0,96 |
0,0018 |
100 |
0,0007 |
0,0025 |
1,09 |
0,0022 |
100 |
0,0007 |
0,0029 |
|
|
Морзе 4 |
300 |
2,2 |
0,0033 |
100 |
0,0007 |
0,004 |
2,28 |
0,0039 |
100 |
0,0007 |
0,0046 |
|
|
Морзе 5 |
300 |
3 |
0,0026 |
100 |
0,0006 |
0,0032 |
3,14 |
0,0031 |
100 |
0,0006 |
0,0037 |
|
|
Морзе 6 |
500 |
10 |
0,0058 |
100 |
0,00035 |
0,0062 |
10,32 |
0,0066 |
100 |
0,00035 |
0,007 |
|
|
Метрическая 80 и более |
500 |
15 |
0,0035 |
100 |
0,00015 |
0,0037 |
15,24 |
0,0039 |
100 |
0,00015 |
0,0041 |
|
|
* Прогиб как разница естественных прогибов на двух концах рабочей длины l, показанной на рисунке А.2 |
||||||||||||
Таблица А.4 - Оправки контрольные с коническим хвостовиком. Цилиндрическая часть оправок с конусом хвостовика 7:24.
|
30 |
40 |
45 |
50 |
||
|
Короткая оправка |
Длинная оправка |
||||
|
Длина измерения, L |
200 мм |
300 мм |
300 мм |
300 мм |
500 мм |
|
Конус Морзе № оправок с подходящей цилиндрической частью |
3 |
4 и 5 |
4 и 5 |
4 и 5 |
6 |
Таблица А.5 - Оправки контрольные с коническим хвостовиком. Требования.
|
75 |
150 |
200 |
300 |
500 |
|
|
Общее биение в любой точке по всей длине |
0,002 |
0,002 |
0,003 |
0,003 |
0,003 |
|
Допуск на диаметр цилиндрической части |
0,002 |
0,002 |
0,003 |
0,003 |
0,003 |
|
Допуск конуса |
Точность измерительного прибора должна соответствовать точности конического хвостовика оправки. |
||||
Примечания к рисунку А.3
1. К каждой оправке должна прилагаться гайка для извлечения из конусного гнезда шпинделя.
2. Детальные сведения по конусным хвостовикам содержатся в соответствующих стандартах ИСО; размер D1 должен соответствовать этим стандартам. Оправка должна иметь на каждом конце шлифованные и притертые центры защищенного типа.
3. Элементы, показанные пунктирной линией, относятся к оправкам, изображенным на рисунке А.2; удлинение Р предусмотрено для удобства изготовления оправки.
А.4 Оправки контрольные центровые
А.4.1 Описание
В то время как контрольные оправки с коническим хвостовиком служат для материализации оси вращения, центровые оправки, устанавливаемые между центрами (см. рисунок А.4) предназначены для материализации прямой линии, проходящей через две точки. Ось такой оправки должна быть прямой, а наружная поверхность строго цилиндрической.
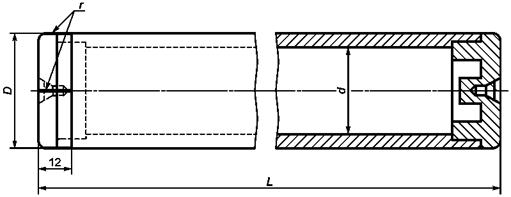
Рисунок А.4
На каждом конце оправки должны быть нанесены 4 метки r, расположенные в двух взаимно перпендикулярных осевых плоскостях, а центровые отверстия должны быть защищены от повреждений (иметь, например, предохранительные фаски).
Такие оправки обычно изготавливают из горячетянутых бесшовных стальных труб. В концах этих труб по прессовой посадке вставляют пробки со шлифованными и притертыми центровыми отверстиями, необходимыми для обработки и аттестации самих оправок. Эти пробки должны быть жестко и надежно закреплены так, чтобы исключить возможность последующего смещения или выпадения. Наружную поверхность трубы шлифуют до получения требуемой цилиндричности и низкой шероховатости поверхности. Такой способ обработки требует достаточной толщины стенок, какой обычно не имеют обыкновенные трубы. Поэтому используют трубы высокого давления. Перед финишной обработкой металл должен пройти стабилизацию. Цилиндрическая часть оправки должна быть закалена и для повышения износоустойчивости покрыта твердым хромом.
А.4.2 Точность
Самой важной проблемой центровых оправок является достижение необходимой точности при их изготовлении. При необходимости измерения геометрических параметров станков с точностью до 0,01 мм/300 мм цилиндрическая оправка должна иметь отклонение от прямолинейности не более 0,003 мм на той же длине.
Оправки длиной более 300 мм изготавливают из трубы толщиной стенок, обеспечивающей уменьшение массы без снижения жесткости.
Изготовление оправок длиной более 1600 мм связано с определенными трудностями, а их большая масса затрудняет их использование.
Для проверки более длинных деталей и станков вместо методов с использованием контрольных оправок следует применять другие методы измерения, например с использованием оптических приборов, натянутой струны и микроскопа и др.
В таблице А.6 приведены данные по четырем типам оправок, позволяющим проводить большинство измерений станков.
Таблица А.6 - Оправки контрольные цилиндрические
|
Наружный диаметр D, мм |
Внутренний диаметр d, мм |
Масса без заглушек, кг |
Естественный прогиб*, мм |
Допуск |
Получение шероховатости поверхности |
||
|
на диаметр, мм |
на биение, мм |
||||||
|
150 £ L £ 300 |
40 |
0 |
1,5 - 3 |
0,00002 - 0,00004 |
0,003 |
0,003 |
Тонкое шлифование |
|
301 £ L £ 500 |
60 |
50 |
2,7 - 4,5 |
0,0001 - 0,0007 |
0,003 |
0,003 |
|
|
501 £ L £ 1000 |
80 |
61 |
8,3 - 16,5 |
0,0005 - 0,008 |
0,004 |
0,007 |
|
|
1001 £ L £ 1600 |
125 |
105 |
28,2 - 45 |
0,003 - 0,019 |
0,005 |
0,010 |
|
|
* E = 206 кН/мм2. |
|||||||
Оправки аттестуют путем установки в центрах измерения радиального биения и постоянства диаметра в двух осевых плоскостях, расположенных под углом 90° через определенные промежутки по длине, например, через каждые 50 или 100 мм. Эти условные плоскости следует проводить через четыре образующих, которые были отмечены на наружной цилиндрической поверхности оправки.
А.4.3 Внимание
При проверке параллельности отсчеты следует производить вдоль двух линий r с поворотом на 180° вокруг продольной оси с последующей переустановкой оправки вокруг поперечной оси на 180°. На основе четырех измерений следует вычислить среднее арифметическое.
Основные типы поверочных угольников:
1) Угольник, имеющий опорную поверхность и перпендикулярную к ней измерительную поверхность с ребром жесткости или без него (см. рисунок А.5, а));
2) Цилиндрический угольник, представляющий цилиндр, ось наружной поверхности которого перпендикулярна торцевой плоскости (см. рисунки А.5, b) и А.5, с));
3) Рамочный угольник с ребрами жесткости или без них (см. рисунок А.5, d)).

Рисунок А.5 - Основные типы угольников
А.5.1 Описание
Размеры поверочных угольников обычно не превышают 500 - 600 мм. Для контроля перпендикулярности деталей большей длины рекомендуется пользоваться оптическими методами измерения, что более практично и надежно.
Поверочные угольники изготавливают из стали, чугуна или других материалов с последующей закалкой и стабилизацией.
А.5.2 Точность
Поверочные угольники должны удовлетворять следующим основным требованиям.
А.5.21 Допуск плоскостности и прямолинейности
Допуск плоскостности угольников с двумя поверхностями или допуск прямолинейности для цилиндрических угольников
![]()
где L - рабочая длина, мм.
А.5.22 Допуск перпендикулярности
Допуск перпендикулярности должен составлять не более 0,005 мм на любом участке длиной 300 мм. Отклонения угла от 90° допускаются в любом направлении.
Для угольников, показанных на рисунке А.5, а), это требование относится к перпендикулярности обеих поверхностей - длинной стороны относительно его основания.
А.5.23 Шероховатость рабочих поверхностей
Для получения соответствующей шероховатости рабочих поверхностей финишную обработку их следует производить тонким шлифованием, доводкой или точной шабровкой.
А.5.24 Допуск жесткости для угольников с двумя поверхностями
При нагрузке 2.5 Н на конце менее жесткой из двух поверхностей угольника в направлении, параллельном второй поверхности (см. рисунок А.6), прогиб не должен превышать
![]()
где L - рабочая длина менее жесткой поверхности угольника, мм.

Рисунок А.6
А.5.3 Внимание!
Допуски перпендикулярности металлорежущих станков, для измерения которой применяются угольники, обычно находятся в пределах 0,03 мм/1000 мм - 0,05 мм/1000 мм. При более жестких допусках следует или учитывать погрешности самого угольника или пользоваться другими методами измерения, обеспечивающими более высокую точность.
Для измерения используются уровни двух типов: спиртовые уровни (см. рисунок А.7) и электронные уровни (см. рисунок А.8).
Оба типа уровней выполняют две основные функции:
a) определение угла наклона относительно горизонтальной плоскости (абсолютные измерения);
b) измерение небольших изменений угла или наклона (относительные измерения).
Выбор чувствительности и типа применяемого уровня определяется точностью выполняемого измерения.
А.6.1 Пузырьковые уровни
А.6.11 Описание
Для считывания показаний уровень может оснащаться микрометрическим винтом или градуированной шкалой на капсуле уровня. В первом случае показания считывают по величине перемещения микрометрического винта, а ампула уровня используется как нуль-индикатор, во втором случае показания считываются непосредственно по шкале ампулы.
Для установки уровня в нулевое положение некоторые уровни оснащаются регулировочным винтом.
Цена деления уровня п показывает изменение наклона уровня, которое вызывает смещение пузырька на одно деление, выраженное в мм на мм (или в угловых секундах).
А.6.12 Точность
При проверке станков рекомендуется использовать уровни с предельной погрешностью измерения от 0,005 мм/1000 мм до 0,01 мм/1000 мм и ценой деления не более 0,05 мм/1000 мм.
Плоскостность основания должна соответствовать следующим допускам:
0,004 мм при длине основания L £ 250 мм;
0,006 мм при длине основания от 250 мм < L £ 500 мм.
При использовании уровня со сплошным плоским основанием важно, чтобы оно не было выпуклым.
А.6.13 Внимание!
Измерения с применением уровня должны выполняться по возможности в короткий срок и должны быть повторены в обратном направлении, чтобы учесть возможные колебания температуры между начальным и конечным снятием показаний.
Стеклянные ампулы уровней со временем деформируются или смещаются относительно корпуса уровня, поэтому пузырьковые уровни следует регулярно подвергать проверке или калибровке. Дата каждой проверки или калибровки должна заноситься в соответствующий документ.
А.6.2 Электронные уровни
А.6.21 Описание и точность
Электронные уровни по сравнению с пузырьковыми уровнями имеют большую чувствительность, более высокое быстродействие, менее подвержены воздействию температурных колебаний и могут подключаться к устройствам автоматической обработки информации.
А.6.22 Внимание!
Чувствительность электронных уровней со временем может меняться, поэтому эти уровни следует периодически проверять и калибровать, используя, например синусную линейку. Следует также учитывать, что некоторые электронные уровни подвержены вредному воздействию магнитного поля от таких устройств, как, например, магнитные патроны или индикаторы с магнитными стойками.
Перед началом измерений следует убедиться, что измеряемая поверхность установлена горизонтально в соответствии с требованиями производителя. Для увеличения точности измерения следует проводить два измерения с поворотом уровня на 180° вокруг вертикальной оси. Результатом измерения является среднеарифметическое значение двух измерений.
При проверке топологии (прямолинейности или плоскостности поверхности) следует учитывать расстояние L между опорными точками уровня (см. рисунки А.7 и А.8) и считывать показания, передвигая уровень на шаг L, всякий раз убеждаясь, что задняя опорная точка заняла то место, которое занимала передняя опорная точка при предыдущем считывании.

Рисунок А.7 - Регулируемый пузырьковый уровень

Рисунок А.8 - Электронный уровень
А.7 Датчики линейного перемещения
В качестве примеров приведены два типа наиболее часто применяемых датчиков линейного перемещения: механические индикаторы с круговой шкалой и электронные измерительные системы.
А.7.1 Механические индикаторы с круговой шкалой (см. рисунки А.9 и А.10)

Рисунок А.9 - Индикатор часового типа осевого действия

Рисунок А.10 - Индикатор рычажно-зубчатый бокового действия
Детальное описание индикаторов дается в стандарте ИСО 463. Обычные измерения могут производиться индикаторами с ценой деления 0,01 мм, а более точные (например, для контроля биения шпинделя станка) - индикаторами с ценой деления 0,001 мм.
Основные характеристики механических индикаторов с круговой шкалой:
a) предельно допустимое значение погрешности измерения на различных участках шкалы при прямом и обратном перемещениях измерительного наконечника;
b) наибольшая величина гистерезиса (вариации показаний при подходах к одной и той же точке с двух сторон);
c) наибольшая величина измерительного усилия в начале и конце перемещения измерительного наконечника в прямом и обратном направлении;
d) наибольшая величина вариации измерительного усилия при прямом и обратном перемещении измерительного наконечника в любой точке диапазона измерений);
e) наибольшая величина размаха показаний при многократных двухсторонних подходах к одной и той же точке в диапазоне измерений.
Для точных измерений рекомендуется использовать индикаторы с коротким ходом измерительного наконечника, малым гистерезисом и небольшим усилием измерения.
А.7.2 Электронные измерительные системы
Электронные измерительные системы состоят из связанной с усилителем измерительной головки (датчика) и устройства индикации. Устройство индикации предназначено для преобразования электрического сигнала датчика и отображения величины линейных перемещений его измерительного наконечника на дисплее. В зависимости от конструкции различают датчики с измерительным наконечником осевого действия или наконечником бокового действия (см. рисунки А.11 и А.12).
Рисунок А.11 - Датчик с измерительным наконечником осевого действия

Рисунок А.12 - Датчик с измерительным наконечником бокового действия
А.7.3 Внимание!
Стойки для крепления индикаторов и электронных датчиков должны обладать достаточной жесткостью для предотвращения ошибок при измерении.
Для исключения погрешностей при измерении ось измерительного наконечника индикатора или электронного датчика осевого действия должна располагаться по нормали к измеряемой поверхности, а наконечник бокового действия - по касательной к измеряемой поверхности.
А.8.1 Описание
Размеры поверочных плит находятся в диапазоне от 160 мм ´ 100 мм до 2500 мм ´ 1600 мм. Чугунные плиты размером менее 400 мм ´ 250 мм должны быть снабжены ручками для переноса (см. рисунок А.13). Чугунные плиты размером более 400 мм ´ 250 мм должны быть снабжены съемными ручками. Гранитные плиты не имеют ручек (см. рисунок А.14).

Рисунок А.13 - Типовая стальная или чугунная плита

Рисунок А.14 - Типовая гранитная плита
А.8.2 Внимание!
Основания поверочных плит размерами до 1000 мм ´ 630 мм должны быть снабжены тремя регулируемыми базовыми опорами, при этом плиты размерами 400 мм ´ 250 мм и длиннее для предотвращения опрокидывания должны быть снабжены дополнительными опорами (опорами безопасности) в той части плиты, где установлена одна базовая опора. Плиты размерами свыше 1000 мм ´ 630 мм должны иметь пять или более регулируемых опор (см. рисунок А.15).
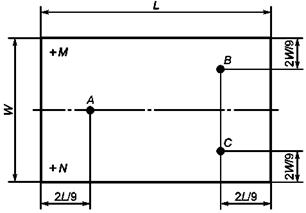
А, В, С - базовые опоры поверочной плиты,
обеспечивающие минимальный прогиб под собственным весом;
М, N - опоры безопасности
Рисунок А.15 - Размещение опор больших поверочных плит
А.9 Микроскопы и натянутая струна (см. рисунок А.16)
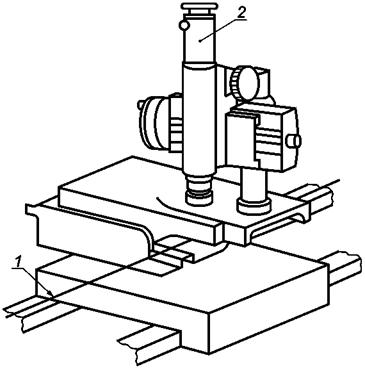
1 - натянутая струна; 2 - микроскоп
Рисунок А.16 - Микроскоп с натянутой струной
А.9.1 Описание
Это средство измерения представляет собой микроскоп с перекрестием визирных линий. Положение микроскопа регулируется посредством снабженного шкалой устройства микроподачи. По этой шкале определяют положение микроскопа относительно натянутой струны.
А.9.2 Точность
Микроскоп следует установить на перемещаемом элементе станка (например, столе) горизонтально посредством уровня, встроенного в корпус микроскопа. Струна должна быть закреплена на станине станка так, чтобы в крайних положениях перемещаемого элемента ее изображение совпадало с перекрестием визирных нитей микроскопа.
А.9.3 Внимание!
Следует соблюдать осторожность при работе со струной, которая должна иметь достаточное натяжение и не иметь перегибов и перекручивания в соответствии с рекомендациями изготовителя. Диаметр струны должен быть как можно меньшим, в любом случае не более 0,1 мм. Станины длиной до 20 м можно измерять без специальных мер предосторожности. Для станин длиной более 20 м следует применять специальные меры предосторожности - демпфирование колебаний струны.
А.10 Трубы визирные измерительные
А.10.1 Описание
Труба визирная измерительная (рисунок А.17) с принадлежностями предназначена для измерения отклонений от прямолинейности, параллельности и перпендикулярности поверхностей изделий и соосности отверстий объектов протяженностью до 30 м. Благодаря оптической системе изображение горизонтальной и вертикальной пересекающихся линий измерительной марки проектируется на сетку окуляр-микроскопа, с помощью которого регистрируют смещение изображения марки в окуляре прибора.
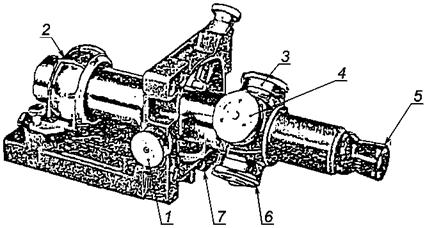
1 - регулятор боковой настройки; 2 - сферическая цапфа; 3 и 6
- микрометрический лимб;
4 - настройка на фокус; 5 - окуляр; 7 - регулятор
вертикальной настойки
Рисунок А.17 - Труба визирная измерительная, установленная на горизонтальном основании
А.10.2 Точность
Вертикальное и горизонтальное смещение точки пересечения визирных нитей трубы относительно центра визирной марки измеряют напрямую в миллиметрах, используя микрометрические лимбы (рисунок А.18). Градуированный фокусирующий лимб изменяя расположение фокусирующих линз прибора, позволяет сфокусироваться на марку, расположенную на любом расстоянии. Фокусировка перекрестья визирных нитей прибора обеспечивается регулировкой его окуляра. Корпус визирной трубы, как правило, следует устанавливать на горизонтальном основании (рисунок А.17) посредством сферического шарнира, обеспечивающего возможность боковой и вертикальной регулировки линии визирования. Отклонение от прямолинейности измеряют путем перемещения визирной марки вдоль линии визирования (рисунок А.19). Дополнительные принадлежности (уровни и оптические угольники) расширяют технические возможности прибора и позволяют измерять отклонения от параллельности и перпендикулярности.
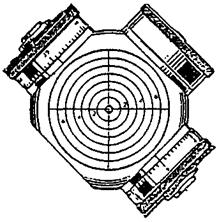
Рисунок А.18 - Вид перекрестья визирной марки и микрометрических лимбов

1 - одинаковые высоты; 2 - линия визирования; 3 - отклонение
Рисунок А.19 - Контроль прямолинейности с применением измерительной визирной трубы
А.10.3 Внимание!
При использовании для измерения визирной трубы следует соблюдать следующие меры, обеспечивающие точность измерения:
a) измерение следует проводить в условиях, исключающих температурные колебания, которые могут вызвать излишнюю рефракцию (искривление светового луча);
b) обеспечивать чистоту базовой поверхности магнитной стойки визирной марки;
c) перед началом измерения убедиться в правильном восприятии знаков полученных отклонений по микрометрическому лимбу, т.е. исключение путаницы между +ve и -ve. Рекомендуем следовать правилу «LURD» (см. рисунок А.20), т.е. по первым буквам английских слов: «left (влево)», «up (вверх)», «right (вправо)», «down (вниз)»;

Рисунок А.20 - Правило «LURD»
d) обеспечивать резкость изображения перекрестия марки и измерительной сетки;
e) обеспечивать жесткое крепление прибора.
А.11 Автоколлиматоры (см. рисунок А.21)

Рисунок А.21 - Автоколлиматор
А.11.1 Описание
Изображение светлого перекрестия визирных линий на черном фоне, подсвеченное лампой с конденсором, посредством наклонного полупрозрачного зеркала направляется через объектив вдоль оси автоколлиматора на отражающее зеркало, расположенное на измеряемом объекте перпендикулярно к оптической оси прибора.
Отраженные от этого зеркала лучи возвращаются в объектив, проходят через полупрозрачное зеркало, формируют изображение перекрестия визирных линий в плоскости измерительной сетки автоколлиматора. Полученное отраженное изображение наблюдают одновременно с самим перекрестием через окуляр с небольшим увеличением. При помощи окулярного микроскопа измеряют смещение изображения перекрестия относительно самого перекрестия. Это смещение пропорционально углу между нормалью к отражающей поверхности на измеряемом элементе и оптической осью автоколлиматора.
А.11.2 Точность
При цене деления шкалы барабана окуляр - микрометр 1/2 с и при хорошей отражающей способности зеркала на контролируемой поверхности погрешность измерения не превышает 1/4 с.
А.11.3 Внимание!
Во время измерений корпус автоколлиматора должен быть жестко и надежно установлен на линии, вдоль которой будут выполняться измерения. Любые изменения углового положения станка в пространстве под действием перемещающихся масс или других факторов во время измерения будут искажать их результаты.
Важно исключить вибрации и быстрые изменения температуры.
А.12 Поворачиваемый оптический угольник (см. 5.324)
А.12.1 Описание
Поворачиваемый оптический угольник используют совместно с визирной трубой и тремя базовыми визирными марками, задающими положение эталонной (базовой) плоскости, необходимой для измерения плоскостности поверхности (см. рисунок А.22). Визирную трубу устанавливают на стойке, несущей поворотный оптический узел с пентапризмой. Стойка имеет регулируемые опоры, позволяющие совмещать плоскость поворота линии визирования с центрами базовых марок.

1, 2, 3 - А, В, С - базовые визирные марки; 4 -
переставляемая четвертая визирная марка (измерительная);
5 - вращающийся оптический угольник
Рисунок А.22 - Установка поворачиваемого оптического угольника
А.12.2 Точность
Визирные марки фокусируют, как описано в А.10, и микрометрический лимб на поворотном оптическом узле измеряет их вертикальное смещение относительно перекрестья нитей.
А.12.3 Внимание!
При использовании для измерения поворачиваемого оптического угольника следует соблюдать следующие меры, обеспечивающие точность измерения:
a) измерение следует проводить в условиях, исключающих температурные колебания, которые могут вызвать излишнюю рефракцию (искривление светового пучка);
b) обеспечивать чистоту базовой поверхности магнитной стойки визирной марки;
c) перед началом измерений необходимо убедиться в правильности восприятия знаков полученных отклонений по микрометрическому лимбу, т.е. исключение путаницы между +ve и -ve. Рекомендуем следовать правилу «LURD» (см. рисунок А.20), т.е. по первым буквам английских слов: «влево», «вверх», «вправо», «вниз»;
d) обеспечивать резкость изображения перекрестья марки и измерительной сетки;
e) обеспечивать жесткое крепление прибора.
А.13.1 Описание
Развитие лазерной интерферометрии обеспечило станкостроение высокоточным средством измерения, которое можно использовать в качестве эталона для контроля станков всех типов и размеров. Таким средством измерения является интерферометр со стабилизированным гелий-неоновым лазером. В настоящее время он является общепринятым средством для линейных и угловых измерений.
А.13.2 Точность
Погрешность интерферометра определяется длиной волны лазера и составляет менее половины миллионной части от длины измеряемого перемещения.
С помощью лазерного интерферометра можно проводить измерения в направлении пяти из шести степеней свободы: линейное позиционирование, горизонтальную прямолинейность, вертикальную прямолинейность, тангаж и рыскание по направлению движения, а также перпендикулярность между осями. Все шесть степеней свободы одинаково важны, поскольку для погрешности позиционирования, являющейся результатом совместного влияния угловых смещений или непрямолинейности перемещений, потенциально могут превосходить погрешности собственно линейного позиционирования по координатной оси.
Другие источники погрешностей, которые следует учитывать до начала измерений:
a) погрешности, вызванные окружающей средой.
При проведении линейных измерений необходимо знать, что абсолютная точность лазерного интерферометра напрямую определяется состоянием окружающей среды, а на деле тем, насколько она стабильна. Погрешность приблизительно в одну миллионную часть измеряемой длины будет возникать при каждом из следующих факторов: изменении температуры окружающей среды на 1 °С, изменении абсолютного давления на 2,5 мм ртутного столба, изменении относительной влажности на 30 %. Эти погрешности могут быть частично преодолены при помощи компенсации вручную либо при помощи одного из автоматических компенсаторов, которые можно подсоединять к отсчетному устройству лазерного интерферометра.
Однако самым важным является поддержание стабильных условий в период испытаний;
b) температура самого станка.
Другим значительным источником погрешности при интерферометрической оценке точности станка является влияние температуры самого станка. Для станков, в которых используется стальной ходовой винт для перемещения элементов станка, коэффициент линейного расширения которого составляет 0,0000108, при длине ходового винта 1000 мм увеличение температуры на 1 °С приведет к изменению длины ходового винта на 0,0108 мм, что повлияет на точность перемещения;
c) погрешность «мертвой зоны».
Погрешность «мертвой зоны» - это погрешность, вызванная изменением условий окружающей среды во время проведения измерений и обусловлена наличием некомпенсируемой длины хода лазерного луча, которая возникает при атмосферных условиях в зоне распространения лазерного луча (вызывает изменение длины волны лазерного луча), а также при колебании температуры элементов, на которых закреплены интерферометр и ретроотражатель (приводит к увеличению или уменьшению расстояния между интерферометром и ретроотражателем (см. рисунок А.23).

1 - источник лазерного излучения; 2 - интерферометр; 3
- нулевая точка; 4 - «мертвая зона» L1;
5 - длина измерения L2; 6 - ретроотражатель
Рисунок А.23 - Структура устройства, обеспечивающего минимизацию
погрешности «мертвой зоны»
«Мертвая зона» измерительной трассы лазера - расстояние между оптическим интерферометром и положением ретроотражателя, соответствующим началу счета интерференционных полос (нулевой точкой) (L1). Т.к. измеряемый отрезок длины L2 определяется по смещениям интерференционных полос, произошедшим после «обнуления», то компенсация изменения длины волны лазерного излучателя, вызванного нестабильностью окружающих условий, возможна только на отрезке L2. Однако даже при неподвижных относительно друг друга интерферометре и ретроотражателе происходят смещения интерференционных полос (и соответственно их счет), вызванные изменением длины волны на всей трассе (L1 + L2). Таким образом, наличие «мертвой зоны» приводит к некомпенсированной погрешности, причем ее величина пропорциональна длине этой зоны. Поэтому интерферометр необходимо устанавливать как можно ближе к точке начала отсчета (нулевой точке);
d) косинусная погрешность.
Отклонение траектории луча лазера от оси перемещения элемента станка приводит к погрешности между измеренным расстоянием и фактической длиной перемещения. Это отклонение называется косинусной погрешностью, потому что величина этой погрешности пропорциональна косинусу угла отклонения между лучом и перемещением.
При рассогласовании системы лазерного измерения с осью перемещения элемента станка косинусная погрешность вызовет уменьшение измеренного расстояния от его фактической величины (см. рисунок А.24).
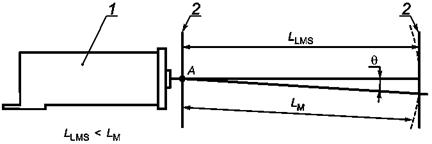
1 - лазерный интерферометр; 2 - отражатель (рефлектор) с плоским зеркалом
Рисунок А.24 - Косинусная погрешность
Расстояние, измеренное системой лазерного интерферометра, обозначено LLMS, фактическое расстояние перемещения станка LM. Вычерчивая дугу радиуса LLMS с центром в точке А, увидим, что LLMS короче LM.
Единственный способ исключения косинусной погрешности заключается в тщательной установке прибора перед выполнением измерений;
е) погрешности от поперечного смещения (несоблюдения принципа Аббе).
Если линия измерения смещена в поперечном направлении относительно траектории проверяемой точки перемещаемого элемента, то любое угловое смещение перемещаемого элемента приведет к дополнительной погрешности (см. рисунок А.25). Эта погрешность является следствием нарушения «принципа Аббе».

1 - линия измерения; 2 - траектория вершины режущего
инструмента; 3 - фактическое расстояние;
4 - измеренное расстояние; 5 - погрешность; 6 - величина
смещения; 7 - угловая погрешность
Рисунок А.25 - Погрешности от поперечного смещения (несоблюдения принципа Аббе)
При оценке погрешности, вызванной поворотом перемещаемого элемента, следует помнить, что на каждую угловую секунду поворота элемента приходится погрешность около 5 мкм на 1 м величины поперечного смещения траектории точки от линии измерения. Например, при величине смещения 200 мм поворот на 2 угловых секунды приводит к погрешности измерения перемещения 2 мкм:
![]()
А.13.3 Внимание!
При наладке системы лазерного измерения при испытании станка следует руководствоваться тремя основными правилами:
a) выбрать правильную наладку для измерения желаемых параметров;
b) сократить до минимума влияние источников потенциальных погрешностей (погрешности, вызванные окружающей средой, температурой самого станка, погрешностью «мертвой зоны» и т.п.);
c) обеспечить максимальное приближение условий измерения к условиям работы элементов станка. Каждая отдельная наладка при измерении должна быть тщательно проанализирована, имея в виду, что выявленные погрешности станка в конечном итоге приведут к погрешностям обрабатываемой на станке детали. Измерения должны максимально имитировать относительные перемещения режущего инструмента и обрабатываемой детали. Всегда следует устанавливать один элемент оптического измерительного прибора на позиции режущего инструмента, а другой - на позиции обрабатываемой детали.
Лазерный интерферометр следует располагать так, чтобы осуществлять максимальное число измерений без его перестановки. Несмотря на чрезвычайно высокую точность измерений, получаемых с помощью лазерных систем, необходимо иметь в виду, что их достоверность зависит от тщательности настройки средств измерения перед измерением и исключения возможных погрешностей.
Приложение ДА
(справочное)
Схема измерения углового зазора к пункту 6.32
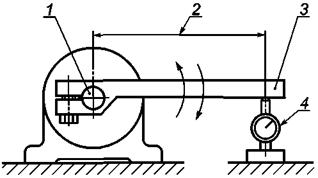
1 - проверяемый элемент; 2 - заданное расстояние; 3 - брусок; 4 - индикатор
Рисунок ДА.1
Приложение ДБ
(справочное)
Таблица ДБ.1
|
Обозначение и наименование межгосударственного стандарта |
Пункт настоящего стандарта |
|
ГОСТ 4.446-86 Система показателей качества продукции. Средства измерения и контроля линейных и угловых размеров в машиностроении. Номенклатура показателей |
|
|
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность |
|
|
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений |
|
|
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм |
|
|
ГОСТ 8.114-74 Государственная система обеспечения единства измерений. Длинномеры вертикальные оптические. Методы и средства поверки |
|
|
ГОСТ 8.211-84 Государственная система обеспечения единства измерений. Микрометры окулярные винтовые. Методы и средства поверки |
|
|
ГОСТ 8.224-76 Государственная система обеспечения единства измерений. Длинномеры пневматические высокого давления ротаметрического типа. Методы и средства поверки |
|
|
ГОСТ 8.236-77 Государственная система обеспечения единства измерений. Ножи измерительные. Методы и средства поверки |
|
|
ГОСТ 8.341-79 Государственная система обеспечения единства измерений. Длинномеры пневматические низкого давления. Методы и средства поверки |
|
|
ГОСТ 8.345-79 Государственная система обеспечения единства измерений. Бруски контрольные. Методы и средства поверки |
5.212.11 и по всему стандарту |
|
ГОСТ 8.353-96 Государственная система обеспечения единства измерений. Меры длины штриховые эталонные 1-го разряда (образцовые) и рабочие класса точности 0 длиной до 1 м. Методика поверки |
|
|
ГОСТ 8.359-79 Государственная система обеспечения единства измерений. Скобы с отсчетным устройством. Методы и средства поверки |
|
|
ГОСТ 8.367-79 Государственная система обеспечения единства измерений. Меры длины концевые плоскопараллельные образцовые 1-го и 2-го разрядов и рабочие классов точности 00 и 0 длиной до 1000 мм. Методы и средства поверки |
5.212.11 и по всему стандарту |
|
ГОСТ 8.411-81 Государственная система обеспечения единства измерений. Микрометры рычажные. Методика поверки |
|
|
ГОСТ 8.481-82 Государственная система обеспечения единства измерений. Кругломеры. Методы и средства поверки |
|
|
ГОСТ 8.491-83 Государственная система обеспечения единства измерений. Преобразователи электроконтактные для контроля линейных размеров. Методы и средства поверки |
|
|
ГОСТ 8.528-85 Государственная система обеспечения единства измерений. Меры длины штриховые образцовые 2-го разряда и рабочие класса точности 5. Методика поверки |
|
|
ГОСТ 10-88 Нутромеры микрометрические. Технические условия |
|
|
ГОСТ 164-90 Штангенрейсмасы. Технические условия |
|
|
ГОСТ 427-75 Линейки измерительные металлические. Технические условия |
|
|
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия |
|
|
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия |
|
|
ГОСТ 2386-73 Ампулы уровней. Технические условия |
|
|
ГОСТ 2875-88 Меры плоского угла призматические. Общие технические условия |
|
|
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия |
|
|
ГОСТ 3899-81 Преобразователи электроконтактные для контроля линейных размеров. Технические условия |
|
|
ГОСТ 4046-80 Линейки синусные. Технические условия |
|
|
ГОСТ 4119-76 Наборы принадлежностей к плоскопараллельным концевым мерам длины. Технические условия |
5.212.11 и по всему стандарту |
|
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия |
|
|
ГОСТ 5378-88 Угломеры с нониусом. Технические условия |
|
|
ГОСТ 5584-75 Индикаторы рычажно-зубчатые с ценой деления 0,01 мм. Технические условия |
|
|
ГОСТ 6507-90 Микрометры. Технические условия |
|
|
ГОСТ 7013-67 Ножи измерительные |
|
|
ГОСТ 8026-92 Линейки поверочные. Технические условия |
|
|
ГОСТ 9038-90 Меры длины концевые плоскопараллельные Технические условия |
5.212.11 и по всему стандарту |
|
ГОСТ 9392-89 Уровни рамные и брусковые. Технические условия |
|
|
ГОСТ 9696-82 Индикаторы многооборотные с ценой деления 0,001 и 0,002 мм. Технические условия |
|
|
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия |
|
|
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия |
|
|
ГОСТ 10908-75 Квадранты механические с уровнем. Технические условия |
|
|
ГОСТ 11007-66 Наконечники измерительные к приборам для линейных измерений. Технические условия |
|
|
ГОСТ 11196-74 Уровни с микрометрической подачей ампулы. Технические условия |
|
|
ГОСТ 12069-90 Меры длины штриховые брусковые. Технические условия |
|
|
ГОСТ 12441-66 Длинномеры горизонтальные. Методы и средства поверки |
|
|
ГОСТ 15593-70 Индикаторы часового типа. Головки и преобразователи измерительные. Присоединительные размеры |
|
|
ГОСТ 17353-89 Приборы для измерений отклонений формы и расположения поверхностей вращения. Типы. Общие технические требования |
|
|
ГОСТ 18833-73 Головки измерительные рычажно-зубчатые. Технические условия |
|
|
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров |
|
|
ГОСТ 22601-77 Бруски контрольные. Технические условия |
5.212.11 и по всему стандарту |
|
ГОСТ 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения |
|
|
ГОСТ 24314-80 Приборы электронные измерительные. Термины и определения, способы выражения погрешностей и общие условия испытаний |
|
|
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения |
|
|
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования |
|
|
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия |
|
|
ГОСТ 25889.2-83 Станки металлорежущие. Методы проверки параллельности двух плоских поверхностей образца-изделия |
|
|
ГОСТ 25889.3-83 Станки металлорежущие. Методы проверки перпендикулярности двух плоских поверхностей образца-изделия |
|
|
ГОСТ 25889.4-86 Станки металлорежущие. Методы проверки постоянства диаметров образца-изделия |
|
|
ГОСТ 26189-84 Станки металлорежущие. Метод комплексной проверки параллельности и прямолинейности двух плоских поверхностей образца-изделия |
|
|
ГОСТ 26190-84 Станки металлорежущие. Методы проверки постоянства размеров цилиндрических образцов-изделий в пределах одной партии |
|
|
ГОСТ 26542-85 Станки металлорежущие. Методы проверки торцового биения поверхностей образца-изделия |
|
|
ГОСТ 27843-2006 (ИСО 230-2:1997) Испытания станков. Определение точности и повторяемости позиционирования осей с числовым программным управлением |
|
|
ГОСТ 28187-89 Основные нормы взаимозаменяемости. Отклонения формы и расположения поверхностей. Общие требования к методам измерений |
|
|
ГОСТ Р 51101-97 Станки металлообрабатывающие и деревообрабатывающие. Методы контроля требований безопасности |
Библиография
|
[1] |
ISO 230-2:1997 (ИСО 230-2:1997) |
Test code for machine tools. Part 2. Determination of accuracy and repeatability of positioning numerically controlled axes (Испытания станков. Часть 2. Определение точности и повторяемости позиционирования осей с числовым программным управлением) |
|
[2] |
ISO 286-1:1988 (ИСО 286-1:1988) |
ISO system of limits and fits. Part 1. Bases of tolerances, deviations and fits (Допуски и посадки по системе ИСО. Часть 1. Основные допуски, отклонения и посадки) |
|
[3] |
ISO 296:1991 (ИСО 296:1991) |
Machine tools. Self-holding tapers for tool shanks (Станки. Самозажимные конусы хвостовиков инструментов) |
|
[4] |
ISO 297:1988 (ИСО 297:1988) |
7/24 tapers for tool shanks for manual changing (Хвостовики инструментов с конусностью 1:24 для смены вручную) |
|
[5] |
ISO 463:2006 (ИСО 463:2006) |
Geometrical Product Specifications (GPS). Dimensional measuring equipment. Design and metrological characteristics of mechanical dial gauges (Геометрические характеристики изделий (GPS). Приборы для измерения размеров. Конструкция и метрологические характеристики механических приборов с круговой шкалой) |
|
[6] |
ISO 841:2001 (ИСО 841:2001) |
Industrial automation systems and integration. Numerical control of machines. Coordinate system and motion nomenclature (Система промышленной автоматизации и интеграции. Числовое программное управление станками. Системы координат и обозначение перемещений) |
|
[7] |
ISO 1101:2004 (ИСО 1101:2004) |
Geometrical Product Specifications (GPS). Geometrical tolerancing. Tolerances of form, orientation, location and run-out (Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски на форму, ориентацию, расположение и биение) |
|
[8] |
ISO 3650:1998 (ИСО 3650:1998) |
Geometrical Product Specifications (GPS). Length standards. Gauge blocks (Геометрические характеристики изделий (GPS). Эталоны длин. Эталонные блоки) |
|
[9] |
ISO 7388-1:1983 (ИСО 7388-1:1983) |
Tool shanks with 7/24 taper for automatic tool changers. Part 1. Shanks Nos. 40, 45 and 50. Dimensions (Хвостовики инструментов с конусностью 7:24 для устройств автоматической смены инструмента. Часть 1. Хвостовики NN 40, 45, 50. Размеры) |
|
[10] |
ISO 7388-2:1984 (ИСО 7388-2:1984) |
Tool shanks with 7/24 taper for automatic tool changers. Part 2. Retention knobs for shanks Nos. 40, 45 and 50. Dimensions and mechanical characteristics (Хвостовики инструментов с конусностью 1:24 для устройств автоматической смены инструмента. Часть 2. Головки захватные с хвостовиками NN 40, 45, 50. Размеры и механические характеристики) |
|
OCT 4074-78 |
Линейки параллельные |
|
Ключевые слова: методы контроля, геометрическая точность, средства измерения, схема измерения, отклонение, допуск