 | Информационная система | |
ГОСТ 27266-87
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА МОЛИБДЕНОВАЯ
ДЛЯ ИСТОЧНИКОВ СВЕТА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОВОЛОКА МОЛИБДЕНОВАЯ ДЛЯ ИСТОЧНИКОВ Технические условия Molybdenum wire for light sources. |
ГОСТ |
Дата введения 01.01.89
Настоящий стандарт распространяется на молибденовую проволоку, изготовленную методом порошковой металлургии, предназначенную для производства источников света.
Показатели технического уровня, установленные настоящим стандартом, предусмотрены для высшей категории качества продукции.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока должна изготовляться из молибдена марок МЧ, МК и МРН.
1.2. Основные параметры и размеры
1.2.1. Сортамент проволоки - по ГОСТ 18905.
1.2.2. Тип, группа и диапазон диаметров выпускаемой проволоки приведены в табл. 1.
Таблица 1
|
Назначение |
Тип |
Группа |
Диапазон диаметров проволоки, мкм |
Точность изготовления |
|
|
МЧ |
Керн для изготовления моноспиралей из вольфрамовой проволоки, крючки, поддержки и другие детали ламп |
А |
30 - 2500 |
Повышенная, нормальная |
|
|
К |
Б |
15 - 400 |
|||
|
Керн спирализуемый для изготовления биспиралей из вольфрама |
КС |
А |
45 - 300 |
Повышенная |
|
|
Вспомогательные спирали |
ВС |
А |
45 - 120 |
Повышенная |
|
|
МК |
Вводы, поддержки, траверсы мощных и некоторых специальных ламп накаливания, катоды газоразрядных приборов и др. |
- |
А |
200 - 2500 |
Нормальная |
|
МРН |
Вводы, керн при спирализации вольфрама и его сплавов, траверсы |
- |
А |
600 - 2500 |
Нормальная |
1.2.3. Коды ОКП приведены в приложении 1.
Примеры условного обозначения в технической документации:
Проволока молибденовая марки МЧ, типа К, используемая в качестве керна для изготовления моноспиралей из вольфрама, нормальной точности, группы А, диаметром 100 мкм:
Проволока МЧ-К-Н-А-100 ГОСТ 27266-87
Проволока молибденовая марки МЧ, типа КС, спирализуемая, используемая для изготовления биспиралей из вольфрама, повышенной точности, группы А, диаметром 100 мкм:
Проволока МЧ-КС-П-А-100 ГОСТ 27266-87
Проволока молибденовая марки МЧ, типа ВС, используемая для изготовления вспомогательных спиралей, повышенной точности, группы А, диаметром 120 мкм:
Проволока МЧ-ВС-П-А-120 ГОСТ 27266-87
Проволока молибденовая марки МК, нормальной точности, группы А, диаметром 200 мкм:
Проволока МК-Н-А-200 ГОСТ 27266-87
Проволока молибденовая марки МРН, нормальной точности, группы А, диаметром 600 мкм:
Проволока МРН-Н-А-600 ГОСТ 27266-87
при заказе:
Проволока молибденовая марки МЧ, типа К, используемая в качестве керна для изготовления моноспиралей из вольфрама, нормальной точности, группы А, диаметром 100 мкм:
18 5211 2018
Проволока молибденовая марки МЧ, типа К, используемая в качестве керна для изготовления моноспиралей из вольфрама, нормальной точности, группы Б, диаметром 100 мкм:
18 5221 2018
1.3. Характеристика
1.3.1. Химический состав проволоки должен соответствовать приведенному в табл. 2.
Таблица 2
|
Массовая доля молибдена, %, не менее |
Массовая доля присадки, % |
Массовая доля суммы примесей, %, не более |
|
|
МЧ |
99,96 |
- |
0,04 |
|
МК |
99,92 |
Кремний 0,019 - 0,04 |
0,04 |
|
МРН |
99,92 |
- |
0,08 |
Примечание. В сумму примесей входят элементы: кальций, магний, кремний, никель, железо, алюминий, если они не являются присадками.
1.3.2.1. Цвет проволоки группы А диаметром 400 мкм и менее должен быть от черного до темно-серого, диаметром более 400 мкм - от черного до светло-серого.
1.3.2.2. На поверхности проволоки группы Б не допускаются следы смазки, окисления и другие загрязнения.
1.3.2.3. Проволока должна быть без заусенцев, расслоений, трещин.
На проволоке диаметром 500 мкм и более допускаются заусенцы и риски, не выводящие проволоку за предельные отклонения по диаметру.
1.3.3. Механические свойства проволоки при испытании на растяжение должны соответствовать требованиям, приведенным в табл. 3.
Таблица 3
|
Группа |
Диаметр проволоки, мкм |
Условный предел прочности, мН/мг/200 мм (гс/мг/200 мм), не менее |
Временное сопротивление разрыву, МПа (кгс/мм2), не менее |
|
|
МК |
А |
От 200 до 500 |
588,0 (60,0) |
1186,0 (121,0) |
|
МЧ-К |
А, Б |
От 15 до 70 |
833,0 (85,0) |
1695,0 (173,0) |
|
» 71 » 90 |
784,0 (80,0) |
1597,0 (163,0) |
||
|
» 91 » 200 |
686,0 (70,0) |
1392,0 (142,0) |
||
|
МЧ-КС, |
А |
От 45 до 70 |
735,0 (75,0) |
1490,0 (152,0) |
|
МЧ-ВС |
» 71 » 90 |
686,0 (70,0) |
1392,0 (142,0) |
|
|
» 91 » 200 |
588,0 (60,0) |
1186,0 (121,0) |
1.3.4. Проволока марок МЧ-КС и МЧ-ВС не должна обрываться при спирализации в условиях, приведенных в приложении 2.
1.3.5. Проволока марки МК должна иметь структуру, подобную приведенной на черт. 1 - 4 приложения 3 после отжига при температуре, указанной в табл. 4.
Таблица 4
|
Температура, °C |
||
|
номинальная |
предельные отклонения |
|
|
От 200 до 800 включ. |
1550 |
±50 |
|
» 820 » 1000 » |
1500 |
±50 |
|
» 1050 » 1250 » |
1450 |
±50 |
|
» 1300 » 1500 » |
1350 |
±50 |
Свободная высота борта катушки после намотки проволоки должна быть не менее 2 мм.
Верхний конец проволоки должен быть завязан петлей или закреплен на борту катушки полиэтиленовой лентой с липким слоем по ГОСТ 20477.
Проволока диаметром более 400 мкм должна быть намотана в бухты. Каждая бухта проволоки должна быть перевязана в трех - четырех местах медной проволокой по НТД.
Проволока в бухтах не должна свиваться в восьмерку.
1.3.7. На катушке или бухте должен быть один отрезок проволоки длиной, приведенной в табл. 5.
Таблица 5
|
Длина проволоки, м, не менее, для групп |
||
|
А |
Б |
|
|
От 15 до 50 включ. |
500 |
300 |
|
» 51 » 100 » |
300 |
300 |
|
» 105 » 200 » |
200 |
150 |
|
» 210 » 300 » |
100 |
100 |
|
» 310 » 400 » |
50 |
50 |
|
» 410 » 1000 » |
20 |
- |
|
» 1050 » 1500 » |
5 |
- |
|
» 1600 » 2500 » |
2 |
- |
Примечания:
1. Для проволоки марки МК длина отрезка допускается в два раза меньше.
2. Для проволоки группы А диаметром от 30 до 50 мкм допускается 10 % катушек в партии с длиной отрезка в два раза меньше.
Овальность проволоки диаметром 400 мкм и менее обеспечивается технологией изготовления.
1.3.9. Проволока не должна быть хрупкой.
1.3.10. Проволока диаметром менее 200 мкм не должна иметь перегибов.
1.4. Маркировка
1.4.1. Каждая катушка, бухта или связка бухт проволоки должна иметь этикетку, на которой указывают:
наименование предприятия-изготовителя;
условное обозначение проволоки в технической документации;
номер партии;
для проволоки диаметром до 400 мкм включительно - номинальный диаметр и массу отрезков проволоки длиной 200 мм, отобранных с двух концов катушки; для проволоки диаметром более 400 мкм - диаметр проволоки;
длину проволоки на катушке или массу бухты или связки бухт;
дату изготовления;
штамп технического контроля.
1.4.2. На ящике с катушками проволоки одного диаметра, типа, группы и точности изготовления должна быть закреплена сопроводительная этикетка с указанием:
наименования предприятия-изготовителя;
номера партии;
условного обозначения в технической документации;
количества катушек или бухт и общей длины или массы проволоки;
даты изготовления;
штампа технического контроля.
1.4.3. Транспортная маркировка груза и манипуляционные знаки: «Хрупкое. Осторожно», «Беречь от влаги» должны соответствовать ГОСТ 14192.
1.5. Упаковка
1.5.1. Поверхность проволоки группы Б должна быть закрыта полоской тонкого специального пергамина по НТД.
1.5.2. Катушки с проволокой групп А и Б вкладывают в коробки из картона по ГОСТ 7933, каждую катушку группы Б предварительно вкладывают в пакет из полиэтиленовой пленки по ГОСТ 10354, который запаивают контактным методом. Бухты заворачивают в двухслойную упаковочную бумагу по ГОСТ 8828 или парафинированную бумагу по ГОСТ 9569.
В одной упаковке допускается не более двух партий проволоки одного назначения.
1.5.3. Коробки с катушками, бухты или связки бухт упаковывают в дощатые ящики типа III-1 по ГОСТ 2991 или ящики из листовых древесных материалов типа 4 по ГОСТ 5959, выложенные внутри двухслойной упаковочной бумагой по ГОСТ 8828 или парафинированной бумагой по ГОСТ 9569, уплотнив гофрированным картоном по ГОСТ 7376. Масса брутто ящика должна быть не более 20 кг.
1.5.4. Укрупнение грузовых мест в транспортные пакеты при механизированной погрузке должно проводиться в соответствии с правилами перевозки грузов, действующими на соответствующем виде транспорта. Основные параметры и размеры пакетов - в соответствии с ГОСТ 24597.
2. ПРИЕМКА
2.1. Для проверки соответствия качества проволоки требованиям настоящего стандарта проводят приемосдаточные испытания каждой партии.
Партия должна состоять из проволоки одной марки молибдена, одного типа, одной точности изготовления, одной группы, одного диаметра, изготовленной из одной партии молибденового порошка, одновременно перемешанного в смесителе, и сопровождаться одним документом о качестве, содержащим:
наименование предприятия-изготовителя;
условное обозначение в технической документации;
количество катушек или бухт и общую длину (массу) проволоки;
номер партии;
2.2. Для проверки проволоки на соответствие требованиям пп. 1.2.1, 1.3.2, 1.3.6, 1.3.7, 1.3.10 проводят сплошной контроль.
Для проверки проволоки на соответствие требованиям пп. 1.3.1, 1.3.3, 1.3.4, 1.3.5, 1.3.9 проводят выборочный контроль.
Отбор катушек или бухт проволоки в выборку осуществляют методом наибольшей объективности по ГОСТ 18321. При выборочном контроле планы контроля соответствуют ГОСТ 18242*.
________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Объем выборки катушек или бухт и приемочное число в зависимости от объема партии приведены в табл. 6.
Таблица 6
|
Номер пункта |
Объем партии катушек или бухт, шт. |
Объем выборки или бухт |
Приемочное число, шт. |
|||
|
технических требований |
методов испытаний |
шт. |
% |
|||
|
1. Контроль химического состава |
2 - 500 |
3 |
- |
0 |
||
|
2. Контроль диаметра проволоки |
2 - 500 |
- |
100 |
0 |
||
|
3. Проверка качества поверхности проволоки |
3.3, |
2 - 500 |
- |
100 |
0 |
|
|
4. Испытание на растяжение, проверка хрупкости |
3.5, |
2 - 15 |
2 |
- |
0 |
|
|
16 - 50 |
8 |
- |
1 |
|||
|
5. Проверка спирализуемости |
51 - 90 |
13 |
- |
1 |
||
|
91 - 150 |
20 |
- |
2 |
|||
|
6. Проверка структуры |
151 - 280 |
32 |
- |
3 |
||
|
281 - 500 |
50 |
- |
5 |
|||
|
7. Проверка овальности |
- |
- |
- |
- |
||
|
8. Проверка качества намотки |
2 - 500 |
- |
100 |
0 |
||
|
9. Измерение длины отрезка |
2 - 500 |
- |
100 |
0 |
||
2.3. Приемку проволоки по пунктам 4, 5, 6 табл. 6 осуществляют по каждому показателю в отдельности.
Допускается у изготовителя:
проводить проверку химического состава на партии порошка или штабиках;
проверку микроструктуры проволоки марки МК проводить на проволоке, изготовленной из одной партии порошка на типопредставителе в каждом из диапазонов: 200 - 400, 420 - 600, 620 - 800, 820 - 1100, 1150 - 1500 мкм. Под типопредставителем понимают проволоку диаметра наибольшего объема катушек или бухт контролируемого диапазона.
2.4. Для проверки на отсутствие расслоя и трещин проволоки марки МК, применяемой для вводов, отбирают три катушки или бухты от партии.
2.5. Овальность проволоки диаметром более 400 мкм проверяется периодически по требованию потребителя.
2.6. Партию принимают, если количество дефектных катушек или бухт в выборке не превышает приведенное в табл. 6. Если количество дефектных катушек или бухт в выборке превышает приведенное в табл. 6, партию бракуют.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Химический состав проволоки предприятие-изготовитель проверяет на каждой партии порошка или сваренных штабиков по ГОСТ 14316.
Массовую долю молибдена определяют по разности 100 % и суммы определяемых примесей и присадок.
Потребитель проверяет химический состав на образцах проволоки, отобранной от партии.
Отбор проб проводят в соответствии с приложением 4.
3.2. Диаметр проволоки 400 мкм и менее определяют по методу, приведенному в приложении 5.
Диаметр проволоки более 400 мкм измеряют на трех витках бухты в двух взаимно перпендикулярных направлениях одного сечения проволоки.
Для проволоки диаметром свыше 400 до 500 мкм измерения проводят рычажным микрометром с ценой деления 0,002 мм по ГОСТ 4381, свыше 500 мкм - с ценой деления 0,01 мм по ГОСТ 6507.
Допускается измерение диаметра другими методами или средствами, погрешность измерения которыми не превышает требования ГОСТ 8.051.
Овальность характеризуется полуразностью диаметров проволоки, измеренных в одном сечении в двух взаимно перпендикулярных направлениях.
3.3. Отсутствие поверхностных дефектов (заусенцы, риски, расслоения, трещины), цвет проволоки, отсутствие следов смазки, окисления проверяют визуальным осмотром верхнего слоя проволоки на катушках или бухтах. Допускается проверка качества поверхности проволоки диаметром менее 100 мкм при увеличении не менее 12,5´, диаметром свыше 100 до 400 мкм - при увеличении не более 6´.
Для проволоки марки МК, применяемой для вводов, отсутствие расслоений и трещин проверяют методом, приведенным в приложении 6; допускается проверка на отсутствие расслоя металлографическим методом по методике, утвержденной в установленном порядке.
3.5. Механические свойства проволоки контролируют методом, приведенным в приложении 7.
3.6. Отсутствие хрупкости проволоки выявляют в процессе намотки на катушки или бухты.
3.7. Проверку проволоки марок МЧ-КС и МЧ-ВС на спирализуемость проводят по методу, приведенному в приложении 2.
3.8. Проверку структуры проволоки марки МК после отжига проводят по методу, приведенному в приложении 3.
3.9. Качество намотки проволоки на катушки проверяют визуально в процессе перемотки. Свободную высоту борта катушки измеряют металлической измерительной линейкой по ГОСТ 427.
Форму бухт проверяют визуально.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование проволоки должно осуществляться транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
4.2. Хранение проволоки - по группе 1 условий хранения по ГОСТ 15150.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие молибденовой проволоки требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения, транспортирования.
5.2. Гарантийный срок хранения для проволоки группы А - 12 месяцев, группы Б - 3 месяца с момента изготовления продукции.
ПРИЛОЖЕНИЕ 1
Обязательное
Таблица 7
|
Марка молибдена |
Тип |
Точность изготовления |
Группа |
Диаметр, мкм |
Коды ОКП |
|
МЧ |
К |
Н |
А |
30 - 2500 |
18 5211 2010 - 18 5211 2054 |
|
МЧ |
К |
П |
А |
30 - 2500 |
18 5212 9010 - 18 5212 9054 |
|
МЧ |
К |
Н |
Б |
15 - 400 |
18 5221 2010 - 18 5221 2027 |
|
МЧ |
К |
П |
Б |
15 - 400 |
18 5222 9010 - 18 5222 9027 |
|
МЧ |
КС |
П |
А |
45 - 300 |
18 5211 3012 - 18 5211 3027 |
|
МЧ |
ВС |
П |
А |
45 - 120 |
18 5211 8012 - 18 5211 8018 |
|
МК |
- |
Н |
А |
200 - 2500 |
18 5192 7026 - 18 5192 7054 |
|
МРН |
- |
Н |
А |
600 - 2500 |
18 5193 5039 - 18 5193 5054 |
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД КОНТРОЛЯ МОЛИБДЕНОВОЙ ПРОВОЛОКИ НА
СПИРАЛИЗУЕМОСТЬ
1. Сущность метода
Метод заключается в навивании проволоки на керн при определенных значениях скорости, фактора керна и натяжения и определения способности проволоки выдерживать без обрывов определенные режимы.
2. Оборудование и контрольно-измерительные приборы
Спирализационные машины типов Б-282-03 и Б-282-05 или любые другие, обеспечивающие навивание проволоки на керн в условиях, приведенных в табл. 8, 9.
Машины для намотки проволоки с катушки на шпули, обеспечивающие равномерную раскладку по всей ширине шпули.
Тахометры контактные типов ТМ, ТВ, ТЧ, обеспечивающие измерение скорости спирализации в пределах от 60 до 4000 мин-1 по ГОСТ 21339.
Граммометры 4-го класса точности часового типа Г1-15, Г10-50, Г25-150, Г50-300 или другие приспособления, обеспечивающие измерение натяжения с требуемой точностью.
3. Отбор проб
3.1. Образцы для испытания отбирают от каждой катушки или бухты выборки проволоки.
Ориентировочную длину образца для проволоки диаметром до 120 мкм (L), мм, вычисляют по формуле
|
L = pdvt, |
(1) |
где d - сумма диаметров керна и проволоки, мм;
V - скорость спирализации, мин-1;
t - время спирализации, мин.
Ориентировочную длину для проволоки диаметром более 120 мкм (L1), мм, вычисляют по формуле
|
L1 = pdnl, |
(2) |
где d - сумма диаметров керна и проволоки, мм;
n - число витков на 1 мм спирали;
l - длина навиваемой спирали, мм.
3.2. Отбор проб образцов проволоки проводят способами, обеспечивающими отсутствие расслоений у мест среза, видимых невооруженным глазом.
3.3. Образцы проволоки должны быть намотаны на шпули. Допускается испытание проволоки диаметром 251 - 300 мкм непосредственно с производственных катушек.
4. Подготовка к испытанию
4.1. Режим испытания проволоки определяют в соответствии с табл. 8.
Таблица 8
Режим испытания молибденовой проволоки
|
Диаметр проволоки, мкм |
|||
|
св. 45 до 120 включ. |
св. 121 до 300 включ. |
св. 45 до 120 включ. |
|
|
МЧ-КС |
МЧ-ВС |
||
|
Фактор керна, не менее |
3 |
3 |
2* |
|
Скорость спирализации, мин-1 |
1500 |
1000 |
3000 |
|
Время спирализации, мин |
15 |
- |
15 |
|
Длина образца спирали, мм |
- |
100 |
- |
|
Тип спирализационной машины |
Б-282-03, |
Б-282-05 |
Б-282-03 |
|
Б-282-05 |
|||
|
Шаг спирали |
От одного до двух диаметров проволоки |
||
_________
* Требование факультативно до 01.01.90.
Примечание. Проволока марки МЧ-ВС составляет 10 % продукции МЧ-КС в диапазоне диаметров 45 - 120 мкм.
4.2. Тип спирализационной машины устанавливают в соответствии с режимом испытания.
4.3. Шпули или катушки с образцами проволоки закрепляют в головку спирализационной машины.
4.4. Машину заправляют молибденовым или стальным керном соответствующего диаметра.
4.5. Натяжение спирализуемой проволоки устанавливают в соответствии с табл. 9.
Таблица 9
Определение величины натяжения проволоки при спирализации
|
Величина натяжения, мН (гс) |
Диаметр, мкм |
Величина натяжения, мН (гс) |
|
|
От 45 до 60 включ. |
392,0 - 648,0 |
Св. 80 до 100 включ. |
990,0 - 1314,0 |
|
(40 - 66) |
(101 - 134) |
||
|
Св. 60 » 66 » |
657,0 - 784,0 |
» 100 » 200 » |
1324,0 - 1961,0 |
|
(67 - 80) |
(135 - 200) |
||
|
» 66 » 80 » |
794,0 - 980,0 |
||
|
(81 - 100) |
4.6. Величина натяжения проволоки диаметром более 200 мкм не регламентируется.
4.7. Проводят контрольный пуск машины и проверяют скорость спирализации.
5. Проведение испытания
5.1. Испытание образцов проволоки осуществляют в соответствии с режимом, приведенным в табл. 8, 9.
5.2. Керн подают с натяжением, которое обеспечивает его равномерное перемещение и исключает вытягивание и обрывы.
5.3. Навивка спирали должна быть равномерной, без пропусков.
6. Обработка результатов испытаний
Катушка проволоки считается годной, если при спирализации проволоки диаметром от 45 до 120 мкм в течение 15 мин и диаметром от 121 до 300 мкм на спирали длиной 100 мм не произошло обрывов.
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОД ВЫЯВЛЕНИЯ МИКРОСТРУКТУРЫ ПРОВОЛОКИ МАРКИ МК
1. Сущность метода
1.1. Метод заключается в выявлении микроструктуры проволоки марки МК после ее отжига по определенному режиму и химическим травлением.
1.2. Оценку микроструктуры проводят визуальным сравнением с контрольными изображениями микроструктуры.
1.3. По визуальной оценке делают заключение о пригодности проволоки марки МК для изготовления подогревателей, катодов, вводов и других деталей источников света.
2. Отбор образцов
Для проволоки диаметром от 200 до 400 мкм отрезают с конца проволоки на катушке участок с перегибами, вызванными креплением петлей.
Для проволоки диаметром более 400 мкм отрезают от конца проволоки в бухте участок величиной 50 мм. Отбирают образцы для проверки и контрольные образцы длиной 30 - 60 мм.
Примечание. Контрольным считают образец проволоки, многократно (не менее трех раз) проверенный и имеющий после отжига по определенному режиму микроструктуру, характерную для качественного металла.
3. Оборудование, материалы, реактивы
Электропечь сопротивления водородная, обеспечивающая плавный подъем температуры до 2000 °C.
Микроскоп металлографический, обеспечивающий увеличение до 600´.
Пирометр визуальный с исчезающей нитью ОППИР-017 или другого типа, обеспечивающий измерение температуры с погрешностью ±50 °C.
Часы песочные на 1, 3 и 5 мин.
Проволока вольфрамовая диаметром 0,5 - 1,5 мм по ГОСТ 19671.
Проволока вольфрамовая диаметром 0,05 - 0,1 мм для закрепления образцов по ГОСТ 19671.
Шкурка шлифовальная бумажная водостойкая по ГОСТ 10054.
Калия гидрат окиси технический по ГОСТ 9285.
Натр едкий технический по ГОСТ 2263.
Калий железосинеродистый по ГОСТ 4206.
Хрома окись по ГОСТ 3776.
Паста ГОИ.
Водород технический марки А по ГОСТ 3022.
Войлок тонкошерстный для электрооборудования по ГОСТ 11025.
Ткани хлопчатобумажные бязевой группы по ГОСТ 29298.
Спирт этиловый ректификованный технический по ГОСТ 18300.
Реактив Мураками; готовят смешиванием 5 см3 20 %-ного раствора железосинеродистого калия и 25 см3 20 %-ного раствора едкого натра.
Бумага фильтровальная лабораторная по ГОСТ 12026.
Протакрил (медицинский), бутакрил или другая быстрополимеризующаяся пластмасса.
Вода дистиллированная по ГОСТ 6709.
Обойма цилиндрическая из любого материала диаметром от 15 до 30 мм, высота обоймы 10 мм.
Кружка фарфоровая вместимостью 1000 см3 по ГОСТ 9147.
Мензурка вместимостью 1000 см3 по ГОСТ 1770.
4. Подготовка образцов и метод выявления их микроструктуры
4.1. Образцы проволоки соответствующего диаметра связать в пучки не менее чем по 10 шт.
4.2. Очистить поверхность образцов проволоки от технологической смазки способом, приведенным в приложении 6 настоящего стандарта.
4.3. Поместить испытуемый и контрольный образцы в печь с вольфрамовым муфелем. Образцы должны быть расположены в средней части муфеля.
4.4. Отжечь испытуемый и контрольный образцы проволоки по режимам, приведенным в табл. 10.
Таблица 10
|
Температура, °C |
Режим отжига |
||||
|
Продолжительность стадии отжига, мин |
Точка росы водорода, °C, не выше |
||||
|
Подъем |
Выдержка |
Охлаждение |
|||
|
200 - 800 |
1500 - 1550 |
2 - 3 |
6 |
5 |
-20 |
|
820 - 1000 |
1450 - 1500 |
||||
|
1050 - 1250 |
1400 - 1450 |
||||
|
1300 - 1500 |
1300 - 1350 |
||||
4.5. Отобрать от средней части отожженных образцов проволоки отрезки от 10 до 15 мм. Количество отобранных для изготовления микрошлифов образцов должно быть не менее 5 шт. для проволоки диаметром 200 - 400 мкм и 3 шт. - для проволоки диаметром 400 - 1500 мкм.
4.6. Смонтировать продольные микрошлифы образцов проволоки в пластмассе или любым другим способом, обеспечивающим прочное их закрепление в цилиндрической обойме.
4.7. Отшлифовать на абразивных шкурках с постепенно уменьшающейся зернистостью от М40 до М14 с применением на последней операции хромовой полировочной пасты (ГОИ). Шлифовку на всех шкурках проводить в одном направлении.
4.8. Провести обработку шлифов методом травящей полировки. Полировку проводить на войлоке с использованием свежеприготовленной суспензии, состоящей из 30 - 50 г окиси хрома, 30 - 50 г железосинеродистого калия, 4 - 10 см3 50 %-ного раствора едкого натра (калия) и 1000 см3 дистиллированной воды.
4.10. Поверхность шлифа промыть в проточной воде, досуха просушить фильтровальной бумагой.
Примечание. Границы зерен в шлифе должны быть четко выявленными. В случае растравления границ зерен микрошлифы переделать согласно пп. 4.8, 4.9.
4.11. Допускается проводить изготовление шлифов любым другим способом, обеспечивающим качественное выявление структуры.
5. Методы оценки качества микроструктуры
5.1. Провести осмотр микроструктуры образцов под микроскопом при увеличении 100 - 200´, предварительно протерев шлиф хлопчатобумажной тканью, смоченной в спирте.
5.2. Сравнить микроструктуру испытуемых образцов с контрольным образцом и с контрольными изображениями.
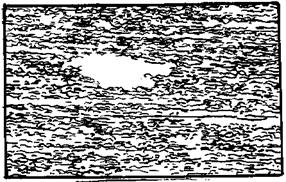
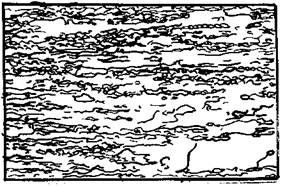
5.3. Структура молибденовой проволоки марки МК, отожженной по режимам табл. 10, должна быть характерна для металла в стадии первичной рекристаллизации и соответствовать приведенной на черт. 1 - 4. Проволока, структура которой соответствует черт. 5 и 6, считается некачественной.
5.4. При получении неудовлетворительных результатов по микроструктуре в каком-либо диапазоне диаметров проволока считается некачественной в данном диапазоне диаметров.
МИКРОСТРУКТУРА ПРОВОЛОКИ, ХАРАКТЕРНАЯ ДЛЯ МЕТАЛЛА В
СТАДИИ ПЕРВИЧНОЙ РЕКРИСТАЛЛИЗАЦИИ, СООТВЕТСТВУЮЩАЯ
ТЕХНИЧЕСКОМУ ТРЕБОВАНИЮ (УВЕЛИЧЕНИЕ 200´)
Проволока диаметром от 200 до 800 мкм
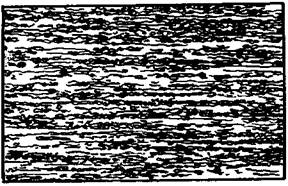
Черт. 1
Проволока диаметром от 820 до 1000 мкм
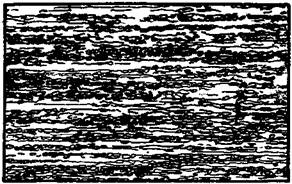
Черт. 2
Проволока диаметром от 1050 до 1250 мкм
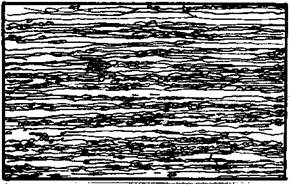
Черт. 3
Проволока диаметром от 1300 до 1500 мкм
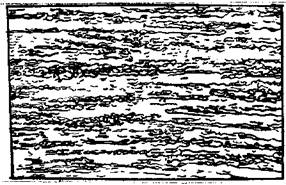
Черт. 4
МИКРОСТРУКТУРА ПРОВОЛОКИ, ХАРАКТЕРНАЯ ДЛЯ
МЕТАЛЛА
В НАЧАЛЬНОЙ СТАДИИ СОБИРАТЕЛЬНОЙ РЕКРИСТАЛЛИЗАЦИИ,
НЕ СООТВЕТСТВУЮЩАЯ ТЕХНИЧЕСКОМУ ТРЕБОВАНИЮ
(УВЕЛИЧЕНИЕ 200´)
Проволока диаметром от 200 до 1500 мкм
Черт. 5
Черт. 6
ПРИЛОЖЕНИЕ 4
Обязательное
МЕТОД ОТБОРА ПРОБ НА ХИМИЧЕСКИЙ АНАЛИЗ ОТ ПОРОШКА,
ШТАБИКОВ И ПРОВОЛОКИ
1. Сущность метода
Метод заключается в отборе проб от порошка, штабиков или проволоки для проведения химического анализа на содержание присадок и примесей.
2. Отбор образцов
Для контрольной проверки химического состава от каждой партии отбирают 0,3 кг порошка, один штабик или три катушки проволоки. Длина образца проволоки диаметром менее 300 мкм должна быть 3 - 5 м, более 300 мкм - 0,5 - 1 м.
3. Оборудование, материалы, реактивы
Станок сверлильный настольный модели НС-12А или С25, 2А-106П или другого любого типа со скоростью не более 280 мин-1.
Лист нестандартных размеров с загнутыми краями из нержавеющей стали по ГОСТ 5632.
Выпрямитель типа ВСА-5А или другого типа, обеспечивающий электролитическое травление поверхности.
Катод в виде плоской пластины - сталь нержавеющая по ГОСТ 5632.
Пинцет из нержавеющей стали по ГОСТ 5632.
Стакан фарфоровый или кружка по ГОСТ 9147.
Ареометр общего назначения стеклянный для измерения плотности жидкостей от 700 до 2000 кг/м3 по ГОСТ 18481.
Воронка стеклянная по ГОСТ 25336.
Щуп пробоотборочный из стали по ГОСТ 5632.
Мензурка мерная по ГОСТ 1770.
Лупа по ГОСТ 25706 складная с увеличением 10´.
Очки защитные по ГОСТ 12.4.013*.
_________
* На территории Российской Федерации действует ГОСТ Р 12.4.013-97 (здесь и далее).
Кусачки торцовые по ГОСТ 28037.
Ткань хлопчатобумажная бязевой группы по ГОСТ 29298.
Шкаф сушильный лабораторный по ГОСТ 23308.
Натр едкий технический по ГОСТ 2263 или калия гидрат окиси технический по ГОСТ 9285.
Амперметр М-4200 по ГОСТ 8711.
Секундомер.
Термометр по ГОСТ 28498.
Милливольтметр пирометрический по ГОСТ 9736 с термопарой платина-платинородий до 1300 °С.
Кислота соляная синтетическая техническая по ГОСТ 857.
Спирт этиловый ректификованный технический по ГОСТ 18300.
Вода дистиллированная по ГОСТ 6709.
Перчатки резиновые технические по ГОСТ 20010.
Бумага фильтровальная лабораторная по ГОСТ 12026.
Пакеты нестандартных размеров из пленки полиэтиленовой по ГОСТ 10354.
Вата медицинская гигроскопическая по ГОСТ 5556.
4. Подготовка образцов для подбора проб
4.1. Перед взятием пробы от штабика на анализ инструмент (сверло), поверхность штабика и лист, в который собирают стружку, тщательно протирают спиртом.
4.2. При отборе пробы проволоки на анализ ее поверхность тщательно очищают от графитовой смазки.
4.3. Для очистки поверхности проволоки применяют электролитическое травление.
В качестве электролита используют 25 %-ный водный раствор едкого натра. Плотность электролита должна быть 1250 - 1360 кг/м3. Температура электролита - комнатная.
4.4. Электролит после фильтрации заливают в фарфоровый стакан. На дно стакана помещают катод. Объем электролита составляет 3/4 объема стакана.
4.5. Образцы проволоки диаметром менее 300 мкм сворачивают в виде компактной бухты, затем зажимают в пинцет для проведения операции травления. Проволоку диаметром более 300 мкм нарезают на кусочки длиной не более уровня электролита в стакане.
4.6. Очистку поверхности проволоки осуществляют по режиму: сила тока - 10 - 13 А, время травления - 10 - 30 с.
При наличии установки электролитического травления типа В-030-02 допускается проводить очистку поверхности молибденовой проволоки по методу, приведенному в ГОСТ 19671.
4.7. После операции травления проволоки в растворе щелочи для нейтрализации натрия образцы проволоки опускают в стакан с 5 %-ным раствором соляной кислоты, выдерживают в течение 1 мин, затем тщательно промывают в проточной воде и высушивают в сушильном шкафу в течение 10 мин при температуре 100 °C - 150 °С.
4.8. Чистоту поверхности проволоки определяют визуально с помощью лупы при увеличении 10´. Поверхность проволоки должна быть светло-серой с металлическим блеском.
4.9. В случае отсутствия условий для электролитического травления очистку поверхности проводят следующим образом: образцы проволоки кипятят в 20 %-ном растворе едкого натра в течение 15 мин, промывают в воде, высушивают, затем отжигают в атмосфере влажного водорода (не менее +10 °C) при температуре 1100 °C - 1200 °C в течение 15 мин.
5. Отбор проб
5.1. Отбор проб от партии порошка проводят не менее чем в трех точках по ГОСТ 23148. Подготовку проб для анализа проводят по ГОСТ 23148, затем из общей пробы отбирают лабораторную пробу массой не менее 10 г порошка для химического анализа.
5.2. Стружку на анализ отбирают на сверлильном станке в 4 - 5 точках по длине штабика. Стружку собирают на лист, при этом необходимо следить, чтобы на образец и лист не попадало масло или охлаждающая эмульсия. Не допускается взамен металлического листа использовать бумагу или дерево.
5.3. Ширина взятия стружки должна быть 2 - 3 мм, толщина - не более 0,5 мм, скорость подачи резка - 0,15 - 0,20 мм/мин. При сверлении стружка не должна окисляться.
5.4. Лист со стружкой механически встряхивают, затем из общей пробы отбирают лабораторную пробу массой не менее 10 г для химического анализа.
5.5. Проволоку после очистки поверхности протирают бязевой салфеткой, смоченной в спирте, и нарезают мелкими кусочками 3 - 4 мм на металлический лист. От трех катушек нарезают не менее 30 г.
5.6. Пробу перемешивают механическим встряхиванием листа и отбирают не менее 10 г для анализа.
5.7. Пробу упаковывают в полиэтиленовый пакет и передают в лабораторию с сопроводительным документом, в котором должны быть указаны: номер партии, марка продукции, наименование или вид анализа, дата изготовления, фамилия упаковщика.
6. Требования безопасности
Требования безопасности - по ГОСТ 14316.
ПРИЛОЖЕНИЕ 5
Обязательное
МЕТОД КОНТРОЛЯ ДИАМЕТРА МОЛИБДЕНОВОЙ ПРОВОЛОКИ
ВЗВЕШИВАНИЕМ
1. Сущность метода
Метод заключается во взвешивании отрезка проволоки диаметром 15 - 400 мкм, длиной 200 мм на торсионных весах с последующим расчетом диаметра.
2. Оборудование, приспособления и инструменты
Приспособление для отбора мерного отрезка проволоки. Диск шаблона должен быть изготовлен из стали марки Р18 по ГОСТ 19265 или стали У8, У10 по ГОСТ 1435. Твердость HRC ³ 62. Диаметр диска (63,70 - 0,01) мм. Толщина диска (2,5 ± 0,5) мм. Шероховатость поверхности по ГОСТ 2789 рабочей части диска Ra не должна превышать 0,16 мкм.
Диск шаблона контролируется по мере необходимости, но не реже одного раза в квартал любым инструментом, обеспечивающим заданную точность. Диск подлежит замене при износе его диаметра до 63,67 мм.
Допускается отбор проволоки с помощью других приспособлений, обеспечивающих требуемую точность.
Кусачки торцовые по ГОСТ 28037 или ножницы для резки проволоки.
Пинцет.
Весы торсионные с грузоподъемностью, приведенной в табл. 11, или другого типа, обеспечивающие требуемую точность взвешивания.
3. Подготовка образцов
3.1. Длина образцов проволоки для взвешивания на торсионных весах должна быть равной (200 ± 0,1) мм.
3.2. Образцы проволоки не должны иметь поверхностных дефектов (перегибов, отслоений и др.), видимых невооруженным глазом.
3.3. Отрезать от конца проволоки на катушке участок с перегибами, вызванными креплением проволоки петлей. Закрепить его конец в неподвижном зажиме приспособления.
3.4. Обмотать проволоку один раз вокруг шаблона приспособления, придерживая проволоку в натянутом состоянии, не допуская провисания. Разрезать проволоку ножницами или кусачками.
3.5. Образец проволоки перед взвешиванием свернуть в виде компактной бухточки (жгута) с петлей, необходимой для подвешивания ее на крючки весов или приемное устройство.
3.6. Подготовку весов к измерению проводят по ГОСТ 13718.
4. Проведение испытания
4.1. Взвешивание образца проволоки проводят на торсионных весах в соответствии с табл. 11.
Таблица 11
|
Грузоподъемность весов, мг |
Цена деления, мг |
|
|
До 1 |
От 1,0 - 2,5 |
0,005 |
|
От 1 до 5 включ. |
5,0 |
0,01 |
|
Св. 5 » 10 » |
10,0 |
0,02 |
|
» 10 » 20 » |
25,0 |
0,05 |
|
» 20 » 50 » |
50,0 |
0,1 |
|
» 50 » 100 » |
100,0 |
0,2 |
|
» 100 » 250 » |
250,0 |
0,5 |
|
» 250 и более |
500,0 |
1,0 |
4.2. Определение массы проволоки проводят отбором и взвешиванием отрезков с обоих концов катушки, при этом значение каждого измерения должно быть в пределах допускаемого отклонения на диаметр, приведенный по ГОСТ 18905.
4.2.1. Контролируемый образец проволоки подвешивают пинцетом на крючок весов или приемное устройство. Образец не должен касаться стенок корпуса весов.
4.2.2. Стрелку весов устанавливают с помощью ручки на той цифре шкалы, которая должна примерно соответствовать данной массе отрезка.
4.2.3. Механизм весов освобождают от арретира.
4.2.4. Массу отрезка уравновешивают.
4.2.5. Полученное значение массы образца записывают.
4.2.6. Арретир устанавливают в исходное положение и закрывают.
Арретир освобождают только в случае, если стрелка весов установлена на соответствующей данной массе цифре шкалы; при несоблюдении этого возможна поломка весов.
4.3. Образец проволоки снимают с крючка.
4.4. Записывают на этикетке среднеарифметическое значение массы отрезков проволоки.
5. Обработка результатов
По полученной действительной массе отрезка устанавливают диаметр проволоки, пользуясь таблицами перевода с массы на диаметр по ГОСТ 18905, или рассчитывают диаметр (D), мкм, проволоки по формуле
|
|
(3) |

где m - масса отрезка проволоки, мг;
l - длина отрезка проволоки, равная 200 мм;
g - плотность проволоки, г/см3.
ПРИЛОЖЕНИЕ 6
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ РАССЛОЕНИЯ И ТРЕЩИН В ПРОВОЛОКЕ МАРКИ МК
1. Сущность метода
1.1. Метод заключается в выявлении расслоения и трещин на поверхности очищенной от аквадага молибденовой проволоки марки МК.
1.2. Контроль поверхности образца проволоки проводят осмотром при увеличении:
12,5´ - для проволоки диаметром от 200 до 600 мкм;
6´ » » » » 600 » 1500 мкм;
2. Оборудование, материалы и реактивы
Ареометр общего назначения стеклянный для измерения плотности жидкостей от 700 до 2000 кг/м3 по ГОСТ 18481.
Воронка стеклянная по ГОСТ 25336.
Мензурка мерная по ГОСТ 1770.
Лупа по ГОСТ 25706 складная с увеличением 2,5´, 6´ и 12´.
Очки защитные по ГОСТ 12.4.013.
Круги отрезные абразивные по ГОСТ 21963.
Ткани хлопчатобумажные бязевые группы по ГОСТ 29298.
Шкаф сушильный лабораторный.
Натр едкий технический по ГОСТ 2263 или калия гидрат окиси технический по ГОСТ 9285.
Спирт этиловый ректификованный технический по ГОСТ 18300.
Вода дистиллированная по ГОСТ 6709.
Перчатки резиновые технические по ГОСТ 20010.
Секундомер.
Термометр ртутный стеклянный по ГОСТ 28498.
Бумага фильтровальная лабораторная по ГОСТ 12026.
Вата медицинская гигроскопическая по ГОСТ 5556.
3. Отбор образцов
3.1. Для проволоки диаметром от 200 до 400 мкм отрезать с конца проволоки на катушке участок с перегибами, вызванными креплением петлей.
Для проволоки диаметром более 400 мкм отрезать от конца проволоки в бухте участок величиной 50 мм.
Образцы проволоки диаметром от 200 до 400 мкм в количестве 2 шт. отрезать длиной 150 - 200 мм от концов каждой катушки; образцы проволоки диаметром более 400 мкм в количестве 2 шт. отрезать длиной 100 - 150 мм от концов каждой бухты.
3.2. При отборе образцов проволоки на расслой ее поверхность очищают от графитовой смазки.
3.3. Проводят очистку поверхности проволоки: образцы проволоки кипятят в 20 %-ном растворе едкого натра в течение 15 мин, промывают в воде, высушивают, затем отжигают в атмосфере влажного водорода (не менее +10 °C) при температуре 1100 °C - 1200 °C в течение 15 мин.
3.4. Поверхность проволоки должна быть светло-серой.
4. Оценка качества поверхности проволоки
4.1. Провести осмотр поверхности образцов проволоки по длине под лупой, предварительно протерев образец хлопчатобумажной тканью, смоченной в спирте.
4.2. Наличие продольных темных линий на концах образца длиной не более 3 мм не является признаком расслоя.
4.3. Продольные линии, аналогичные трещинам напряжения по ГОСТ 21014 с суммарной протяженностью более 15 % от общей длины образца, следует считать расслоем или трещиной.
4.4. При получении неудовлетворительных результатов по оценке расслоя в каком-либо диапазоне диаметров испытание повторяют на удвоенном количестве образцов, отобранных от этих же катушек или бухт.
5. Требования безопасности
5.1. Хранение реактивов и прочих исходных материалов должно соответствовать требованиям нормативно-технической документации, регламентирующей их хранение.
5.2. Пыль сухих щелочей, окислов и металлов раздражающе действует на дыхательные пути и слизистую оболочку глаз и носа. Согласно ГОСТ 12.1.005 минеральные кислоты и щелочи относятся ко второму классу опасности. Предельно допустимые концентрации этих веществ в воздухе рабочей зоны должны соответствовать требованиям ГОСТ 12.1.005.
5.3. Утилизацию и обезвреживание отходов от производства анализов необходимо проводить в соответствии с технической документацией, утвержденной в установленном порядке.
ПРИЛОЖЕНИЕ 7
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МОЛИБДЕНОВОЙ ПРОВОЛОКИ
1. Сущность метода
Метод заключается в определении условного предела прочности и временного сопротивления разрыву образца в условиях статического нагружения.
2. Подготовка образцов
Испытание на растяжение проводят непосредственно с катушек или бухт проволоки на трех образцах с расчетной длиной 100 или 200 мм; для проволоки диаметром от 200 до 400 мкм отрезают с конца проволоки на катушке участок с перегибами, вызванными креплением петлей; для проволоки диаметром более 400 мкм отрезают от конца проволоки в бухте участок величиной 50 мм.
3. Оборудование
Машины разрывные и универсальные для статических испытаний металлов:
нагрузка от 0,98 до 4903,32 Н (от 0,1 до 500 кгс), соответствующая техническим требованиям по ГОСТ 28840;
скорость перемещения подвижного захвата (13 - 16) · 10-4 м/с.
Линейка металлическая по ГОСТ 427.
Кусачки торцовые по ГОСТ 28037 или ножницы для резки проволоки.
4. Проведение испытания
4.1. Проволоку закрепляют в зажимах машины и подвергают растяжению под действием плавно возрастающей нагрузки до разрушения.
При проведении испытаний необходимо следить за соосностью образца в зажимах.
4.2. При испытании не следует применять часть силоизмерительной шкалы, которая соответствует нагрузкам менее 20 % от максимальной в соответствии с ГОСТ 28840.
4.3. При разрыве образца в захвате испытание считают недействительным.
5. Обработка результатов
5.1. Условный предел прочности (sусл), мН/мг/200 мм (гс/мг/200 мм), и временное сопротивление разрыву (sв), МПа (кгс/мм2), вычисляют по формулам:
|
|
(4) |
|
|
(5) |
где P - наибольшая нагрузка, соответствующая моменту разрыва образца, г;
m - масса отрезка проволоки длиной 200 мм до испытаний, мг;
F - площадь поперечного сечения проволоки до разрыва, мм2.
5.2. За показатель условного предела прочности и временного сопротивления разрыву принимают среднеарифметическое значение трех испытаний. Округление результатов проводят в соответствии с ГОСТ 1497.
5.3. Если среднеарифметическое значение трех показаний условного предела прочности ниже значения, приведенного в табл. 3, проводят повторные испытания на удвоенном количестве образцов проволоки данной катушки или бухты. Проволока считается годной, если при повторных испытаниях среднеарифметическое значение условного предела прочности не менее значения, приведенного в табл. 3.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением № 1115 от 31.03.87
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
Приложение 6 |
Приложение 3 |
||
|
Приложение 5 |
|||
|
Приложение 4 |
|||
|
Приложение 5 |
|||
|
Приложение 7 |
|||
|
Приложение 5 |
|||
|
Приложение 3 |
|||
|
Приложение 3 |
Приложение 5 |
||
|
Приложение 3 |
|||
|
Приложение 4 |
Приложение 6 |
||
|
Приложение 2 |
|||
|
Приложение 6 |
|||
|
Приложение 4 |
|||
|
Приложение 4 |
|||
|
Приложение 4 |
|||
|
Приложение 7 |
|||
|
Приложение 4 |
|||
|
Приложение 3 |
5. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ПЕРЕИЗДАНИЕ. Сентябрь 2004 г.