 | Информационная система | |
ГОСТ 19671-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА ВОЛЬФРАМОВАЯ
ДЛЯ ИСТОЧНИКОВ СВЕТА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОВОЛОКА ВОЛЬФРАМОВАЯ Технические условия Tungsten wire for light sources. Specifications |
ГОСТ |
Дата введения 01.01.93
Настоящий стандарт распространяется на вольфрамовую тянутую проволоку группы А (черная) марок ВА, ВМ, ВРН, ВТ-7, ВТ-10, ВТ-15, изготовленную методом порошковой металлургии и предназначенную для производства источников света.
Требования настоящего стандарта являются обязательными.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Проволока вольфрамовая для источников света (далее - проволока) должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Сортамент проволоки - по ГОСТ 18903.
1.2.2. Коды ОКП приведены в приложении 1.
1.2.3. Условное обозначение проволоки в технической документации и при заказе должно соответствовать следующей схеме:
1 - 2 - 3 - 4 - 5 - 6 ГОСТ 19671-91,
где 1 - марка проволоки;
2 - точность изготовления проволоки;
3 - тип ламп, в которых проволока применяется: ЛН - лампа накаливания, ГЗЛ - газоразрядные лампы, ЛЛ - люминесцентные лампы;
4 - фактор керна;
5 - диаметр проволоки;
6 - ЗДХ (для проволоки, предназначенной для длительного хранения).
Примеры условных обозначений:
Проволока марки ВА, повышенной точности изготовления, предназначенная для спирализации с фактором керна 1,5, диаметром 26,5 мкм для ламп накаливания:
ВА-П-ЛН-1,5 - 26,5 ГОСТ 19671-91
Проволока марки ВА, повышенной точности изготовления, предназначенная для спирализации с фактором керна 1,5, диаметром 26,5 мкм для газоразрядных ламп и предназначенная для длительного хранения:
ВА-П-ГЗЛ-1,5 - 26,5-ЗДХ ГОСТ 19671-91
1.3. Характеристики
1.3.1. Химический состав проволоки должен соответствовать нормам, приведенным в табл. 1.
Таблица 1
|
Массовая доля вольфрама, %, не менее |
Массовая доля оксида тория, % |
Массовая доля примесей, %, не более |
Массовая доля присадок*, % |
|||||
|
в сумме |
в том числе |
алюминия |
кремния |
|||||
|
железа |
кальция |
молибдена |
||||||
|
ВА |
99,95 |
- |
- |
0,005 |
0,005 |
0,03 |
0,001 - 0,004 |
0,001 - 0,006 |
|
ВРН |
99,90 |
- |
- |
0,01 |
0,02 |
0,04 |
0,001 - 0,01 |
0,001 - 0,01 |
|
ВМ |
99,70 |
0,17 - 0,25 |
0,05 |
- |
- |
- |
- |
- |
|
ВТ-7 |
98,96 |
0,70 - 0,99 |
0,05 |
- |
- |
- |
- |
- |
|
ВТ-10 |
98,46 |
1,00 - 1,49 |
0,05 |
- |
- |
- |
- |
- |
|
ВТ-15 |
97,95 |
1,50 - 2,00 |
0,05 |
- |
- |
- |
- |
- |
________
* В состав присадок входит также калий.
1.3.2. Проволока должна быть без заусенцев, расслоений, трещин, перегибов и местных утолщений.
На проволоке диаметром свыше 500 мкм допускаются риски и заусенцы, не выводящие проволоку за предельные отклонения по диаметру.
1.3.3. Цвет проволоки должен быть от черного до серого.
На поверхности проволоки диаметром более 500 мкм допускаются цвета побежалости от фиолетового до темно-синего.
1.3.4. Конец проволоки длиной от 500 до 700 мм, свободно спущенный с катушки, не должен свиваться в кольцо диаметром менее приведенного в табл. 2.
1.3.5. На катушке или бухте должен быть один отрезок проволоки длиной, приведенной в табл. 3.
Таблица 2
|
Диаметр кольца, мм, не менее |
|
|
От 10,0 до 17,5 включ. |
3 |
|
Св. 17,5 » 30,0 » |
5 |
|
» 30,0 » 60,0 » |
10 |
|
» 60,0 » 200,0 » |
20 |
Таблица 3
|
Длина отрезка проволоки, м, не менее, для марок |
Масса отрезка, кг, не менее, для марок |
||
|
ВА, ВРН |
ВМ, ВТ-7, ВТ-10, ВТ-15 |
ВА, ВРН, ВМ, ВТ-7, ВТ-10, ВТ-15 |
|
|
От 10,0 до 18,0 включ. |
500 |
- |
- |
|
Св. 18,0 » 25,0 » |
500 |
250 |
- |
|
» 25,0 » 46,0 » |
400 |
400 |
- |
|
» 46,0 » 79,0 » |
300 |
150 |
- |
|
» 79,0 » 130,0 » |
250 |
120 |
- |
|
» 130,0 » 200,0 » |
100 |
100 |
- |
|
» 200,0 » 300,0 » |
100 |
50 |
- |
|
» 300,0 » 355,0 » |
30 |
30 |
- |
|
» 355,0 » 500,0 » |
30 |
30 |
0,057 - 0,113 |
|
» 500,0 » 700,0 » |
15 |
15 |
0,057 - 0,113 |
|
» 700,0 » 1040,0 » |
7 |
7 |
0,052 - 0,111 |
|
» 1040,0 » 1500,0 » |
5 |
5 |
0,082 - 0,170 |
Примечания:
1. Массу отрезка (т), кг, вычисляют по формуле
т = m1 l,
где т1 - масса 1 м отрезка проволоки, кг;
l - длина отрезка проволоки, м.
2. Допускаются по согласованию изготовителя с потребителем катушки, бухты с другой минимальной длиной отрезка проволоки.
Максимальная длина отрезка не должна превышать 20000 м для проволоки диаметром менее 50 мкм.
1.3.6. Механические свойства проволоки марки ВА должны соответствовать требованиям, приведенным в табл. 4.
Таблица 4
|
Условный предел прочности гс/мг/200 мм |
Временное сопротивление разрыву, Н/мм2 (кгс/мм2) |
|
|
От 17,5 до 25,5 включ. |
70 - 110 |
2671 - 4165 (270 - 425) |
|
Св. 25,5 » 50,0 » |
60 - 105 |
2156 - 4108 (220 - 410) |
|
» 50,0 » 77,0 » |
55 - 100 |
2058 - 3773 (210 - 385) |
|
» 77,0 » 128,0 » |
50 - 95 |
1871 - 3577 (191 - 365) |
|
» 128,0 » 250,0 » |
50 - 90 |
1871 - 3430 (191 - 350) |
1.3.7. Проволока марки ВА, предназначенная для спирализации на керн диаметром, равным или менее двух диаметров проволоки (фактор керна 2 и менее), не должна обрываться и расслаиваться при спирализации в условиях, приведенных в приложении 2.
1.3.8. Проволока марок ВА, ВМ, ВТ-7, ВТ-10, ВТ-15, предназначенная для спирализации на керн диаметром более двух диаметров проволоки (фактор керна более 2), не должна обрываться и расслаиваться при спирализации в условиях, приведенных в приложении 2.
1.3.9. Проволока марки ВА диаметром от 20 до 700 мкм, предназначенная для изготовления ламп накаливания и газоразрядных ламп, после вторичной рекристаллизации должна иметь структуру, подобную типовым структурам, приведенным в приложении 3.
1.3.10. Проволока марки ВА не должна иметь крупнокристаллическую структуру после отжига при температуре, приведенной в табл. 5.
Таблица 5
|
Температура отжига, °C |
||
|
Номин. |
Пред. откл. |
|
|
От 20 до 79 включ. |
1850 |
-50 |
|
Св. 79 » 178 » |
1800 |
-50 |
|
» 178 » 285 » |
1750 |
-50 |
|
» 285 » 495 » |
1650 |
-50 |
|
» 495 » 1100 » |
1600 |
-50 |
|
» 1100 » 1500 » |
1550 |
-50 |
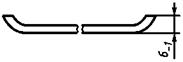
1.3.12. Проволока диаметром менее 400 мкм должна быть намотана на катушки без узлов и петель. Намотка должна быть плотной и равномерной по ширине катушки и обеспечивать свободное сматывание проволоки с вращающейся катушки. Свободная высота борта катушки после намотки проволоки должна быть не менее 2 мм. Верхний конец проволоки должен быть завязан петлей или закреплен на борту катушки полиэтиленовой лентой с липким слоем по ГОСТ 20477.
Проволока диаметром 400 мкм и более должна быть намотана в бухты. Каждая бухта должна быть перевязана в трех - четырех местах шпагатом по ГОСТ 17308. Допускается бухты перевязывать любым другим материалом, не нарушающим упаковку и не ухудшающим качество проволоки.
Проволока в бухтах не должна свиваться в восьмерку.
1.3.14. Требования безопасности при транспортировании, хранении и работе с проволокой с присадкой окиси тория должны соответствовать нормам радиационной безопасности (НРБ-76/87/), основным санитарным правилам работы с радиоактивными веществами и другими источниками излучений (ОСП-72/87) и правилам безопасности при транспортировании радиоактивных веществ (ПБТРВ-73).
Мощность дозы излучения на поверхности транспортных упаковок с грузом проволоки с присадкой окиси тория должна быть не более 3 мкЗв/ч (0,3 мбэр/ч).
На наружной поверхности таких упаковок не допускается нефиксированное радиоактивное загрязнение.
1.4.1. Каждая катушка, бухта должна иметь этикетку, на которой указывают:
1) наименование и товарный знак предприятия-изготовителя;
2) условное обозначение проволоки;
3) номер партии;
4) для проволоки диаметром до 355 мкм включительно - номинальный диаметр и массу отрезков проволоки длиной 200 мм, отобранных с двух концов катушки;
для проволоки диаметром более 355 мкм - номинальный диаметр;
5) условный предел прочности для проволоки марки ВА;
6) длину проволоки на катушке или массу бухты;
7) для проволоки марок ВМ, ВТ-7, ВТ-10, ВТ-15 - класс опасности груза 7 и знак радиационной опасности в соответствии с ГОСТ 17925;
8) дату изготовления;
9) штамп технического контроля.
1.4.2. На транспортную тару наклеивают этикетку, на которой указывают:
1) наименование и товарный знак предприятия-изготовителя;
2) условное обозначение продукции;
3) номера партий;
4) количество катушек, бухт;
5) общую длину или массу проволоки;
6) дату изготовления;
7) штамп технического контроля.
1.4.3. На внутренней поверхности крышки транспортной тары с проволокой марок ВМ, ВТ-7, ВТ-10, ВТ-15 наносится знак радиационной опасности в соответствии с ГОСТ 17925.
1.4.4. Транспортная маркировка груза и манипуляционные знаки «Хрупкое. Осторожно», «Беречь от влаги» должны соответствовать ГОСТ 14192.
1.5.1. Каждую катушку с проволокой вкладывают в коробку из картона марки В или Г по ГОСТ 7933.
1.5.2. Каждая катушка, бухта проволоки, предназначенная для длительного хранения, должна быть упакована в пакет из полиэтиленовой пленки по ГОСТ 10354, в который вложен силикагель по ГОСТ 3956. Шов пакета должен быть заварен. Каждый пакет с катушкой вкладывают в коробку из картона марки В или Г по ГОСТ 7933.
1.5.3. Коробки с катушками, бухты упаковывают в дощатые ящики типа III-1 по ГОСТ 2991 или ящики из листовых древесных материалов типа 4 по ГОСТ 5959, выложенные внутри двухслойной упаковочной бумагой по ГОСТ 8828 или парафинированной бумагой по ГОСТ 9569, уплотнив гофрированным картоном по ГОСТ 7376. Масса брутто должна быть не более 20 кг.
1.5.4. Укрупнение грузовых мест в транспортные пакеты при механизированной погрузке должно проводиться в соответствии с требованиями ГОСТ 26663. Основные параметры и размеры пакетов - в соответствии с ГОСТ 24597.
1.5.5. Допускается по согласованию с потребителем проводить упаковку готовой продукции в другую тару, не уступающую по своим показателям упаковке, приведенной в пп. 1.5.1 - 1.5.3, и обеспечивающую сохранность продукции.
2. ПРИЕМКА
2.1. Для проверки соответствия качества проволоки требованиям настоящего стандарта проводят приемосдаточные испытания каждой партии.
Партией считают проволоку одной марки, одного диаметра, одного фактора керна, одной точности изготовления, изготовленную из одной партии вольфрамового порошка, одновременно перемешанного в смесителе, полученную по одному технологическому режиму и одновременно предъявленную для контроля.
Партия должна быть оформлена одним документом о качестве, содержащим:
наименование и товарный знак предприятия-изготовителя;
номинальный диаметр проволоки;
количество катушек или бухт и общую длину проволоки;
номер партии и номер партии порошка;
массы брутто и нетто партии;
обозначение настоящего стандарта.
2.2. Для проверки проволоки на соответствие требованиям пп. 1.2.1; 1.3.3; 1.3.5; 1.3.12; 1.4; 1.5 проводят сплошной контроль при приемочном числе, равном 0.
Для проверки проволоки на соответствие требованиям пп. 1.3.1; 1.3.2; 1.3.4; 1.3.6; 1.3.11; 1.3.13 проводят выборочный контроль. При выборочном контроле планы контроля соответствуют ГОСТ 18242* и приведенным в табл. 6.
_________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Таблица 6
|
Номер пункта |
Объем партии катушек или бухт, шт. |
Объем выборки катушек или бухт |
Приемочное число, шт. |
|
|||
|
технических требований |
методов испытаний |
шт. |
% |
|
|||
|
1. Ползучесть |
1 - 1200 |
2 |
- |
0 |
|
||
|
2. Химический состав |
1 - 3 |
100 |
|
||||
|
3. Механические свойства |
- |
0 |
|
||||
|
4 - 1200 |
3 |
- |
0 |
||||
|
4. Способность к очистке от аквадага |
|
||||||
|
5. Отсутствие расслоения проволоки при металлографическом контроле |
1 - 5 |
- |
100 |
0 |
|
||
|
6 - 150 |
5 |
- |
0 |
|
|||
|
6. Структура после рекристаллизации |
151 - 500 |
20 |
- |
1 |
|
||
|
501 - 1200 |
32 |
- |
2 |
|
|||
|
7. Диаметр кольца |
|
||||||
|
8. Отсутствие заусенцев, расслоений, трещин, перегибов и местных утолщений |
1 - 3 |
- |
100 |
0 |
|
||
|
4 - 90 |
3 |
- |
0 |
|
|||
|
91 - 280 |
13 |
- |
1 |
|
|||
|
9. Спирализуемость |
281 - 500 |
20 |
- |
1 |
|
||
|
501 - 1200 |
32 |
- |
3 |
|
|||
Тип плана контроля - одноступенчатый;
вид контроля - нормальный;
уровень контроля по показателям 3, 4 табл. 6 - S-1;
по показателям 5 - 9 табл. 6 - 1;
приемочный уровень дефектности по показателям 3, 4, 7 - 9 табл. 6 - 4 %; по показателям 5, 6 табл. 6 - 2,5 %.
2.3. Допускается у изготовителя проводить:
1) проверку химического состава на полуфабрикате (штабике). Объем выборки при контроле - один штабик от партии порошка;
2) проверку структуры на проволоке, изготовленной из одной партии порошка, на типопредставителе проволоки в каждом из диапазонов диаметром: 700 - 620; 600 - 520; 500 - 410; 400 - 370; 360 - 285; 280 - 245; 240 - 205; 200 - 142; 140 - 122; 120 - 102; 100 - 82; 80 - 71; 70 - 51; 50 - 40; 39,5 - 30,5; 30 - 20 мкм.
Примечание. Типопредставитель - проволока диаметра наибольшего объема производства катушек, бухт в контролируемом диапазоне диаметров.
2.4. Партию бракуют, если количество дефектных катушек или бухт в выборке превышает приемочное число.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Диаметр проволоки 355 мкм и менее определяют по методике приложения 4.
Определение диаметра проволоки от 355 до 500 мкм проводится измерением в трех точках бухты в двух взаимно перпендикулярных направлениях одного сечения проволоки микрометром MP (0 - 25) мм, кл. 2 ГОСТ 4381, свыше 500 мкм - микрометром МК (0 - 25) мм, кл. 2 ГОСТ 6507.
Допускается применение других методов измерения, обеспечивающих точность измерения не ниже приведенной в приложении 4.
Примечание. При разногласиях в определении диаметра проволоки 355 мкм и менее определение проводят по методу, приведенному в приложении 4.
3.2. Проверка химического состава
3.2.1. Отбор и подготовку проб проводят по приложению 5.
3.2.2. Массовую долю примесей и присадок, кроме оксида тория (IV), определяют по ГОСТ 14339.5.
3.2.3. Массовую долю оксида тория (IV) определяют по методике приложения 6.
3.2.4. Массовую долю вольфрама определяют по разности 100 % и суммы массовых долей примесей, присадок и оксида тория (IV).
3.3. Отсутствие заусенцев, трещин и расслоений на проволоке проверяют осмотром верхнего слоя проволоки на катушке или бухте при увеличении не более 25´ для проволоки диаметром от 10 до 205 мкм и при увеличении не более 12,5´ для проволоки диаметром от 205 до 1500 мкм.
Проверку проволоки диаметром до 70 мкм на отсутствие расслоений проводят металлографическим методом по методике приложения 7. Допускается указанным методом проводить проверку проволоки диаметром от 70 до 700 мкм.
Проверку проволоки диаметром свыше 300 мкм на отсутствие расслоений на дефектоскопах вихретокового типа осуществлять с 1 января 1995 г.
Отсутствие перегибов и местных утолщений на проволоке проверяют органолептически протягиванием 1 - 2 м проволоки через сжатые пальцы.
3.4. Цвет проволоки проверяют визуально осмотром верхнего слоя проволоки на катушке, в бухте.
3.5. Диаметр кольца, образованного свободно спущенной с катушки проволоки, проверяют измерительной металлической линейкой по ГОСТ 427.
3.6. Длину отрезка проволоки проверяют в процессе перемотки счетчиком метража. Массу отрезка проволоки проверяют с помощью весов для статического взвешивания.
3.7. Механические свойства проволоки определяют по методике приложения 8.
3.8. Проверку проволоки марок ВА, ВМ, ВТ-7, ВТ-10, ВТ-15 на спирализуемость проводят по методике приложения 2.
3.9. Проверку структуры проволоки марки ВА после вторичной рекристаллизации и после отжига проводят по методике приложения 3.
3.10. Проверку проволоки марки ВА на ползучесть проводят по методике приложения 9.
3.11. Качество намотки проволоки на катушке, бухте проверяют визуально осмотром верхнего ряда и в процессе перемотки. Свободную высоту борта катушки проверяют измерительной металлической линейкой по ГОСТ 427.
3.12. Проверку проволоки на очищаемость от аквадага проводят по методике приложения 10.
3.13. Маркировку и упаковку проверяют визуально. Массу брутто проверяют с помощью весов для статического взвешивания.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование проволоки должно осуществляться транспортом всех видов в крытых грузовых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
4.2. Хранение проволоки на складах изготовителя и потребителя - по условиям хранения 1 по ГОСТ 15150.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие вольфрамовой проволоки требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и применения.
5.2. Гарантийный срок хранения проволоки - 12 мес. со дня изготовления. По истечении гарантийного срока допускается применение проволоки в производстве после проверки на соответствие техническим требованиям.
5.3. Гарантийный срок хранения для проволоки, изготовленной по согласованной между потребителем и изготовителем спецификации, - три года со дня изготовления. Требование факультативно до 01.01.96.
ПРИЛОЖЕНИЕ 1
Обязательное
КОДЫ ОКП
Таблица 7
|
Наименование продукции |
Марка |
Диаметр, мкм |
Код ОКП |
|
Проволока весовая |
ВТ-15 |
400 - 510 |
18 5391 1027 |
|
ВТ-15 |
520 - 880 |
18 5391 1031 |
|
|
ВТ-15 |
900 - 1500 |
18 5391 1036 |
|
|
ВА |
400 - 510 |
18 5391 3027 |
|
|
ВА |
520 - 880 |
18 5391 3031 |
|
|
ВА |
900 - 1500 |
18 5391 3036 |
|
|
ВРН |
800 - 880 |
18 5391 5031 |
|
|
ВРН |
900 - 1500 |
18 5391 5036 |
|
|
ВТ-10 |
400 - 510 |
18 5391 9027 |
|
|
ВТ-10 |
520 - 880 |
18 5391 9031 |
|
|
ВТ-10 |
900 - 1500 |
18 5391 9036 |
|
|
ВТ-7 |
400 - 510 |
18 5392 6027 |
|
|
ВТ-7 |
520 - 880 |
18 5392 6031 |
|
|
ВТ-7 |
900 - 1500 |
18 5392 6036 |
|
|
ВМ |
400 - 510 |
18 5395 3027 |
|
|
ВМ |
520 - 880 |
18 5395 3031 |
|
|
ВМ |
900 - 1500 |
18 5395 3036 |
|
|
Проволока нитевая |
ВТ-15 |
150 - 180 |
18 5411 1026 |
|
ВТ-15 |
181 - 280 |
18 5411 1029 |
|
|
ВТ-15 |
281 - 390 |
18 4111 1033 |
|
|
ВА |
10 - 20 |
18 5411 3006 |
|
|
ВА |
20,5 - 30,5 |
18 5411 3009 |
|
|
ВА |
31 - 46 |
18 5411 3014 |
|
|
ВА |
47 - 70 |
18 5411 3018 |
|
|
ВА |
71 - 112 |
18 5411 3022 |
|
|
ВА |
113 - 180 |
18 5411 3026 |
|
|
ВА |
181 - 280 |
18 5411 3029 |
|
|
ВА |
281 - 390 |
18 5411 3033 |
|
|
ВТ-10 |
25,0 - 30,5 |
18 5411 9009 |
|
|
ВТ-10 |
31 - 46 |
18 5411 9014 |
|
|
ВТ-10 |
47 - 70 |
18 5411 9018 |
|
|
ВТ-10 |
71 - 112 |
18 5411 9022 |
|
|
ВТ-10 |
113 - 180 |
18 5411 9026 |
|
|
ВТ-10 |
181 - 280 |
18 5411 9029 |
|
|
ВТ-10 |
281 - 390 |
18 5411 9033 |
|
|
ВТ-7 |
20 |
18 5412 6006 |
|
|
ВТ-7 |
20,5 - 30,5 |
18 5412 6009 |
|
|
ВТ-7 |
31 - 46 |
18 5412 6014 |
|
|
ВТ-7 |
47 - 70 |
18 5412 6018 |
|
|
ВТ-7 |
71 - 112 |
18 5412 6022 |
|
|
ВТ-7 |
113 - 180 |
18 5412 6026 |
|
|
ВТ-7 |
181 - 280 |
18 5412 6029 |
|
|
ВТ-7 |
281 - 390 |
18 5412 6033 |
|
|
ВМ |
15 - 20 |
18 5415 3006 |
|
|
ВМ |
20,5 - 30,5 |
18 5415 3009 |
|
|
ВМ |
31 - 46 |
18 5415 3014 |
|
|
ВМ |
47 - 70 |
18 5415 3018 |
|
|
ВМ |
71 - 112 |
18 5415 3022 |
|
|
ВМ |
113 - 180 |
18 5415 3026 |
|
|
ВМ |
181 - 280 |
18 5415 3029 |
|
|
ВМ |
281 - 390 |
18 5415 3033 |
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ СПИРАЛИЗУЕМОСТИ ПРОВОЛОКИ
1. Оборудование и контрольно-измерительные приборы
При проведении контроля применяют:
1) спирализационные машины типов: Б-282-03, Б-282-05, Б-282-06, СГ-2, СГ-3, СГТК-2, СГТК-3;
2) машины для перемотки проволоки с катушки на шпули типа Е-02602;
3) тахометр часовой с диапазоном измерения от 50 до 1000 об/мин, кл. 1,0 по ГОСТ 21339;
4) тахометр часовой с диапазоном измерения от 1000 до 10000 об/мин, кл. 1,0 по ГОСТ 21339;
5) тахометр электронный 2ТЭ30, предел измерения от 100 до 30000 об/мин, предел допускаемой основной погрешности ±1 %;
6) граммометр часовой Г, 1,0 - 1,5, кл. 4;
7) граммометр часовой Г, 10 - 50, кл. 4;
8) граммометр часовой Г, 25 - 150, кл. 4;
9) граммометр часовой Г, 50 - 300, кл. 4;
10) микроскоп МБС-2;
11) секундомер;
12) кусачки торцевые по ГОСТ 28037;
13) ножницы ручные для резки металла по ГОСТ 7210.
Примечание. Допускается применение оборудования и контрольно-измерительных приборов, технические и метрологические характеристики которых не ниже приведенных в стандарте.
2. Отбор образцов
2.1. Отрезать от каждой катушки (бухты) ножницами для проволоки диаметром 100 мкм и менее, кусачками для проволоки более 100 мкм отрезок проволоки (далее - образец).
2.2. Длину образца (L), мм, для проволоки диаметром 198 мкм и менее вычисляют по формуле
|
L = pdvt, |
(1) |
где d - сумма диаметров керна и проволоки, мм;
v - скорость спирализации, об/мин;
t - время спирализации, мин.
Длину образца (L), мм, для проволоки диаметром более 198 мкм вычисляют по формуле
|
L = pdnl. |
(2) |
где d - сумма диаметров керна и проволоки, мм;
n - число витков на 1 мм спирали;
l - длина навиваемой спирали, мм.
2.3. Образцы проволоки должны быть намотаны на шпули. Допускается испытание проволоки диаметром более 400 мкм непосредственно с производственных бухт, а проволоки диаметром от 251 до 400 мкм непосредственно с производственных катушек.
3. Подготовка к испытанию
3.1. Режим испытания проволоки определяют по табл. 8 - 10.
Таблица 8
Условия спирализации проволоки на керн (фактор керна 2 и менее)
|
Фактор керна |
Скорость спирализации, об/мин |
Время спирализации, мин |
Способ нагревания |
Температура нагрева (по цвету) |
Способ контроля температуры проволоки |
Увеличение при просмотре спирали |
Ориентировочная длина навиваемой спирали, мм |
Тип спирализационной машины |
|
|
От 19 до 30 включ. |
2 |
1500 |
15 |
Косвенный |
Начало вишневого |
Визуально - по цвету нагревателя |
70 - 100´ |
- |
Б-282-03 СГ-2СГ-3 |
|
Св. 30 до 60 включ. |
1,5 |
3000 |
|||||||
|
Св. 60 до 100 включ. |
2000 |
Пропусканием тока через проволоку |
Вишневый |
Косвенно - по силе тока или по цвету проволоки |
50´ |
Б-282-06 |
|||
|
СГТК-2 |
|||||||||
|
Св. 100 до 200 включ. |
1 |
СГТК-3 |
|||||||
|
Б-282-05 |
|||||||||
|
Св. 200 до 500 включ. |
2 |
1000 |
- |
20´ |
100 |
СГТК-3 |
Таблица 9
Условия спирализации проволоки на керн (фактор керна более 2)
|
Диаметр проволоки, мкм |
Фактор керна |
Скорость спирализации, об/мин |
Время спирализации, мин |
Способ нагревания |
Температура нагрева (по цвету) |
Способ контроля температуры проволоки |
Увеличение при просмотре спирали |
Ориентировочная длина навиваемой спирали, мм |
Тип спирализационной машины |
|
|
Марка ВА |
||||||||||
|
От 10 до 14 включ. |
2,5 |
1000 |
15 |
Косвенный |
Начало вишневого |
Визуально - по цвету нагревателя |
70 - 100´ |
- |
Б-282-03 СГ-2 |
|
|
Св. 14 » 30 » |
3000 |
|||||||||
|
» 30 » 60 » |
3 |
4000 |
СГ-3 |
|||||||
|
» 60 » 198 » |
2000 |
Пропусканием тока через проволоку |
Вишневый |
Косвенно - по силе тока или по цвету проволоки |
50´ |
Б-282-05 Б-282-06 |
||||
|
» 198 » 500 » |
1000 |
- |
Светло-вишневый |
20´ |
100 |
СГТК-2 |
||||
|
» 500 » 900 » |
240 |
СГТК-3 |
||||||||
|
» 900 |
60 |
10´ |
50 |
СГТК-3 |
||||||
Таблица 10
Условия спирализации на керн (фактор керна более 2)
|
Фактор керна |
Скорость спирализации, об/мин |
Время спирализации, мин |
Способ нагревания |
Температура нагрева нагревателя (по цвету) |
Способ контроля температуры проволоки |
Ориентировочная длина навиваемой спирали, мм, при факторе керна 4 |
Увеличение при просмотре спирали |
Тип спирализационной машины |
|
|
Марка ВМ |
|||||||||
|
От 18,5 до 24,5 |
2,5 |
1000 |
15 |
Косвенный |
Начало вишневого |
Визуально - по цвету нагревателя |
70 - 100´ |
Б-282-05 |
|
|
» 25 » 30 включ. |
3000 |
||||||||
|
Св. 30 » 60 » |
3 |
4000 |
Вишневый |
50´ |
|||||
|
» 60 » 160 » |
2000 |
||||||||
|
» 160 » 500 » |
4 |
60 |
- |
Без нагрева |
- |
- |
150 - 200 |
20´ |
- |
|
Марки ВТ-7, ВТ-10 |
|||||||||
|
Менее 150 |
4 |
1000 |
15 |
Косвенный |
Начало вишневого |
Визуально |
20´ |
Б-282-05 |
|
|
Марки ВТ-7, ВТ-10, ВТ-15 |
|||||||||
|
От 150 до 500 |
4 |
60 |
- |
Без нагрева |
- |
- |
150 - 200 |
20´ |
- |
1. Допускается применение других типов машин, обеспечивающих условия спирализации.
2. Величина фактора керна и скорости спирализации могут изменяться с погрешностью ±10 %.
3. Шаг спирали - от 1 до 2 диаметров проволоки.
4. Температура нагревателя оценивается при остановленной головке машины.
5. Допускается контроль на спирализуемость для проволоки марки ВА диаметром от 24,5 до 70 мкм проводить на машинах высокоскоростной спирализации со скоростью 18000 и более об/мин и временем спирализации 4 - 5 мин.
3.2. Шпули с образцами проволоки закрепляют в головке спирализационной машины, а бухты - на мотовиле.
3.3. Машину заправляют молибденовым или вольфрамовым керном соответствующего диаметра.
3.4. Натяжение спирализуемой проволоки устанавливают в соответствии с табл. 11.
Таблица 11
|
Величина натяжения, гс (Н) |
|
|
До 18 |
6 - 15 (59 - 147) |
|
Св. 18 до 32 включ. |
16 - 20 (157 - 196) |
|
» 32 » 41 » |
30 - 50 (294 - 490) |
|
» 41 » 52 » |
60 - 80 (588 - 784) |
|
» 52 » 60 » |
80 - 100 (784 - 981) |
|
» 60 » 66 » |
100 - 120 (981 - 1350) |
|
» 66 » 80 » |
120 - 150 (1350 - 1497) |
|
» 80 » 100 » |
160 - 200 (1570 - 1960) |
|
» 100 » 200 » |
300 (2943) |
Примечания:
1. Натяжение проволоки диаметром более 200 мкм не регламентируется.
2. Для проволоки марок ВТ-7, ВТ-10 и ВТ-15 диаметром от 150 до 500 мкм натяжение спирализуемой проволоки должно быть от 150 до 200 гс.
3.5. Проводят контрольный пуск машины и проверяют тахометром скорость спирализации.
4. Проведение испытания и оценка результатов
4.1. Керн подают с натяжением, которое обеспечивает его равномерное перемещение и исключает проскальзывание относительно тянущего ролика, вытягивание и обрывы.
4.2. Расстояние нихромового нагревателя от керна должно быть от 2 до 3 мм.
4.3. Навивка спирали должна быть равномерной в пределах допуска, приведенного в примечании 3 к табл. 8 - 10 без пропусков.
4.4. Проводят осмотр спирали под микроскопом. Наличие обрывов, расслоений, трещин, заусенцев не допускается.
Допускается наличие заусенцев на спирали, для проволоки диаметром свыше 500 мкм.
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ СТРУКТУРЫ ПРОВОЛОКИ
Метод предназначен для проволоки диаметром от 20 до 700 мкм.
1. Оборудование, реактивы, материалы
При подготовке образцов, выявлению их структуры и оценке качества структуры применяют:
1) электропечь сопротивления водородную с вольфрамовым муфелем, обеспечивающую плавный подъем температуры до 2600 °C;
2) электропечь сопротивления водородную, обеспечивающую плавный подъем температуры до 1900 °C;
3) микроскоп металлографический, обеспечивающий увеличение до 600´;
4) шкаф сушильный лабораторный СНОЛ-3,5.3,5.3,5/3М;
5) пирометр визуальный с исчезающей нитью, диапазон измерения от 800 °C до 3000 °C, класс точности 2 по ГОСТ 8335;
6) весы для статического взвешивания по ГОСТ 29329, наибольший предел взвешивания - 1 кг, предел допускаемой погрешности ± 1,5e, где e - цена поверочного деления;
7) секундомер;
8) кусачки торцевые по ГОСТ 28037;
9) ножницы ручные для резки металла по ГОСТ 7210;
10) калия гидрат окиси технический твердый по ГОСТ 9285;
11) натрия гидроокись по ГОСТ 4328;
12) калий железосинеродистый по ГОСТ 4206;
13) хрома (VI) окись по ГОСТ 3776;
14) водород технический марки А по ГОСТ 3022;
15) спирт этиловый ректификованный технический по ГОСТ 18300;
16) воду дистиллированную по ГОСТ 6709;
17) пасту ГОИ с величиной зерна от 4 до 7 мкм;
18) шкурку шлифовальную бумажную водостойкую 16-М14 по ГОСТ 10054;
19) войлок тонкошерстный для электрооборудования по ГОСТ 11025;
20) бумагу фильтровальную лабораторную по ГОСТ 12026;
21) ткань хлопчатобумажную бязевой группы по ГОСТ 29298;
22) бутакрил;
23) клей БФ-2;
24) проволоку вольфрамовую для источников света ВА по настоящему стандарту диаметром от 700 до 1500 мкм, от 50 до 100 мкм по ГОСТ 19671;
25) вату хлопково-вискозную для оптической промышленности.
Примечание. Допускается применение оборудования, материалов и реактивов, технические характеристики которых не ниже приведенных в стандарте.
2. Отбор образцов
2.1. Отбор образцов проводят на расстоянии от 1000 до 1500 мм от конца проволоки.
2.3. Один контрольный образец отбирают от катушки (бухты) проволоки любого диаметра, структура которой многократно (не менее трех раз) проверена и соответствует техническим требованиям настоящего стандарта. Рекомендуемый диаметр для контрольного образца - 120 мкм. Размеры контрольного образца приведены в п. 2.2.
3. Подготовка образцов и выявление их структуры
3.1. Подготовка образцов к отжигу
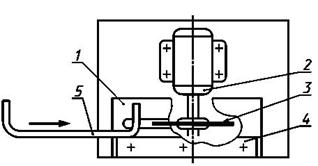
3.1.1. Образцы диаметром 100 мкм и менее наматывают на оправку в соответствии с черт. 1. Допускается наматывать на оправку образцы проволоки диаметром до 200 мкм.
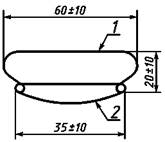
1 - оправка, материал: проволока вольфрамовая марки ВА диаметром от 700 до 1500 мкм; 2 - образец
Черт. 1
3.1.2. Образцы диаметром более 100 мкм связывают в пучок не менее чем по 10 шт. Для связывания образцов используют вольфрамовую проволоку марки ВА диаметром от 50 до 100 мкм.
3.1.3. Очищают поверхность образцов от технологической смазки в следующем порядке:
1) кипятят в растворе гидрата окиси калия с массовой долей 20 % или в растворе гидроокиси натрия с массовой долей 20 % в течение 30 мин;
2) промывают струей горячей и холодной воды;
3) сушат в сушильном шкафу при температуре от 100 °C до 150 °C в течение 10 - 15 мин;
4) отжигают в водородной печи электросопротивления при температуре от 1100 °C до 1150 °C в течение 10 - 15 мин в атмосфере водорода с точкой росы не ниже 10 °C.
3.2.2. Травитель Мураками состоит из равных объемов железосинеродистого калия с массовой долей 10 % и гидроокиси натрия с массовой долей 10 %. Срок хранения травителя Мураками - 8 ч.
Примечание. Допускается применение других растворов, обеспечивающих качество полировки и травления.
3.3.1. Поверхность каждого образца, очищенную по п. 3.1, перед отжигом протирают хлопчатобумажной тканью, смоченной в спирте.
3.3.2. Испытуемые и контрольный образцы отжигают в водородной печи электросопротивления по режимам, приведенным в табл. 12. Контроль температуры отжига осуществляется пирометром.
Таблица 12
|
Режим отжига |
Продолжительность стадий отжига, мин |
Точка росы водорода, °C, не более |
||||
|
Номер |
Температура, °С |
Подъем температуры |
Выдержка при температуре |
Охлаждение |
||
|
От 20 до 700 |
1 |
2550 - 2600 |
3 |
5 |
5 |
-30 |
|
От 20 до 79 включ. |
2 |
1800 - 1850 |
||||
|
Св. 79 » 178 » |
1750 - 1800 |
|||||
|
» 178 » 285 » |
1700 - 1750 |
|||||
|
» 285 » 495 » |
1600 - 1650 |
|||||
|
» 495 » 700 » |
1550 - 1600 |
|||||
3.4. Монтаж и изготовление шлифов
3.4.1. Резкой отбирают из средней части каждого образца отрезки проволоки длиной от 10 до 12 мм. Количество отобранных образцов должно быть не менее 10 шт. для проволоки диаметром от 20 до 200 мкм и не менее 4 шт. для проволоки диаметром от 200 до 700 мкм.
3.4.2. Образцы монтируют в шлиф (продольный) в бутакриле для проволоки диаметром 50 мкм и более и с помощью клея БФ-2 для проволоки диаметром менее 50 мкм. Допускается применение других материалов, обеспечивающих прочное закрепление проволоки в шлифе.
3.5. Метод выявления структуры проволоки
менее 50 мкм М28 - М14;
50 - 300 мкм М63 - М14;
300 - 700 мкм М16 - М14.
Шлифовку на всех шкурках проводят в одном направлении. Шлифование на шкурке М14 проводят с применением пасты ГОИ.
3.5.2. Обрабатывают шлифы методом травящей полировки с помощью суспензии, приготовленной по п. 3.2.1. Полировку проводят на войлоке. Обработку шлифов методом травящей полировки проводят до исчезновения рисок. Контроль качества полировки проводят под микроскопом при увеличении 100´.
3.5.3. Для окончательного выявления структуры протравливают шлифы в реактиве Мураками. Травление проводят протиранием поверхности шлифа ватой, смоченной в реактиве Мураками.
3.5.4. Поверхность шлифов промывают в проточной воде, досуха просушивают фильтровальной бумагой.
3.5.5. Контроль качества травления проводят осмотром шлифа под микроскопом при увеличении 100´. Границы зерен в шлифе должны быть четко выявлены. В случае растравления границ зерен повторяют обработку шлифов по пп. 3.5.1 - 3.5.4.
4. Оценка качества структуры
4.1. Проводят осмотр структуры контрольных образцов по пп. 4.2, 4.3, 4.5. Если структура контрольных образцов не соответствует техническим требованиям, испытание повторяют по пп. 3.3, 3.4, 3.5.
4.2. Если структура контрольных образцов соответствует техническим требованиям, проводят осмотр структуры образцов по всей поверхности шлифа под микроскопом при увеличении, приведенном на черт. 2 - 54, предварительно протерев шлиф хлопчатобумажной тканью, смоченной в спирте.
4.3. Сравнивают структуру образцов с контрольными изображениями на черт. 2 - 54.
4.4. Проволока, отожженная по режиму 2 табл. 12, должна иметь структуру, характерную для металла в стадии первичной рекристаллизации, соответствующую черт. 2 - 5. Проволока, структура которой соответствует черт. 6 - 9, считается некачественной.
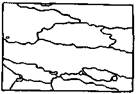
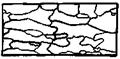
4.5. Проволока, отожженная по режиму 1 к табл. 12, должна иметь структуру, характерную для металла в рекристаллизованном состоянии, состоящую из длинных кристаллов с извилистыми границами, имеющими малый угол наклона к оси проволоки, и быть подобной структуре, приведенной на черт. 10 - 17, 25 - 29, 32 - 35, 38 - 42, 45 - 50 для любых типов ламп и черт. 18 - 20 для газоразрядных ламп.
Проволока, структура которой соответствует черт. 21 - 24, 30 - 31, 36 - 37, 43 - 44, 51 - 54, считается некачественной. Если структура проволоки, соответствующая черт. 54, встречается более чем на двух участках, то такая проволока считается некачественной.
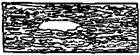
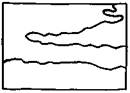
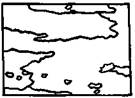
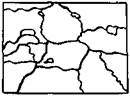
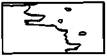
Микроструктура проволоки, характерная для металла в
стадии первичной
рекристаллизации
Соответствующая техническим требованиям
Проволока диаметром от 20 до 110 мкм включительно
Увеличение 300´
![]()
Черт. 2
Проволока диаметром свыше 110 до 180 мкм включительно
Увеличение 300´

Черт. 3
Проволока диаметром свыше 180 до 500 мкм включительно
Увеличение 200´

Черт. 4
Проволока диаметром свыше 500 до 700 мкм включительно
Увеличение 200´

Черт. 5
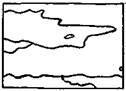
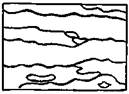
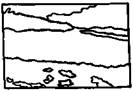
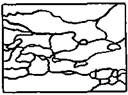
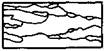
Микроструктура проволоки, характерная для
металла в начальной стадии
собирательной рекристаллизации
Не соответствующая техническим требованиям
Проволока диаметром от 20 до 110 мкм включительно
Увеличение 300´
![]()
Черт. 6
Проволока диаметром свыше 110 до 180 мкм включительно
Увеличение 300´
Черт. 7
Проволока диаметром свыше 180 до 500 мкм включительно
Увеличение 200´

Черт. 8
Проволока диаметром свыше 500 до 700 мкм включительно
Увеличение 200´

Черт. 9
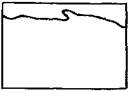
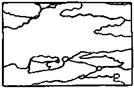
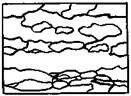
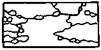
Микроструктура проволоки, характерная для металла в
рекристаллизованном
состоянии
Соответствующая техническим требованиям
Проволока диаметром от 400 до 700 мкм
Увеличение 170 - 200´
Черт. 10
Черт. 11
Черт. 12
Черт. 13
Черт. 14
Черт. 15
Черт. 16
Черт. 17
Черт. 18
Черт. 19

Черт. 20
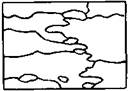
Не соответствующая техническим требованиям
Черт. 21
Черт. 22
Черт. 23
Черт. 24
Соответствующая техническим требованиям
Проволока диаметром от 200 до 390 мкм
Увеличение 200´
Черт. 25
Черт. 26
Черт. 27
Черт. 28
Черт. 29
Не соответствующая техническим требованиям
Черт. 30
Черт. 31
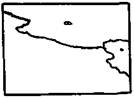
Соответствующая техническим требованиям
Проволока диаметром от 80 до 195 мкм
Увеличение 200´
![]()
Черт. 32
![]()
Черт. 33
![]()
Черт. 34
![]()
Черт. 35
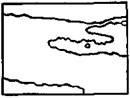
Не соответствующая техническим требованиям
![]()
Черт. 36
![]()
Черт. 37
Соответствующая техническим требованиям
Проволока диаметром от 45 до 79 мкм
Увеличение 200´
![]()
Черт. 38
![]()
Черт. 39
![]()
Черт. 40
![]()
Черт. 41
![]()
Черт. 42
Не соответствующая техническим требованиям
![]()
Черт. 43
![]()
Черт. 44
Соответствующая техническим требованиям
Проволока диаметром от 20 до 45 мкм
Увеличение 360 - 450´
![]()
Черт. 45
![]()
Черт. 46
![]()
Черт. 47
![]()
Черт. 48
![]()
Черт. 49
![]()
Черт. 50
Не соответствующая техническим требованиям
![]()
Черт. 51
![]()
Черт. 52
![]()
Черт. 53
![]()
Черт. 54
ПРИЛОЖЕНИЕ 4
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ДИАМЕТРА ПРОВОЛОКИ
Метод предназначен для проволоки диаметром 355 мкм и менее.
1. Средства измерений, вспомогательные устройства и инструменты
При выполнении измерений применяют:
1) приспособление для отбора мерного отрезка проволоки (черт. 55);

1
- диск шаблона, материал: сталь Р18 по ГОСТ 19265,
У8, У10 по ГОСТ
1435, твердость HRC ³
62,
шероховатость поверхности рабочей части шаблона - не более 0,16 мкм по ГОСТ 2789,
толщина шаблона
- (2,5 ± 0,5) мм. Диск шаблона контролируется по мере необходимости, но не реже
4 раз в год любым
инструментом, обеспечивающим заданную точность. Шаблон подлежит замене при
износе его до
диаметра 63,64 мм; 2 - стойка; 3 - основание; 4 - стойка
крепежного устройства; 5 - защелка
Черт. 55
2) ножницы ручные для резки металла по ГОСТ 7210;
3) пинцет по ГОСТ 21241;
4) весы торсионные ВТ-200, наибольший предел взвешивания - 200 мг, погрешность взвешивания ± 0,2 мг;
5) весы торсионные ВТ-1000, наибольший предел взвешивания - 1000 мг, погрешность взвешивания ± 1,0 мг;
6) микровесы М150Р фирмы «Sartorius», диапазон взвешивания 15/30/60/150 мг, точность измерения 2/5/10/20 мг.
Допускается применение средств измерений, вспомогательных устройств и инструмента, технические и метрологические характеристики которых не ниже приведенных в стандарте.
2. Отбор образцов
2.1. Отбирают не менее двух отрезков проволоки (образцов) длиной (200 ± 0,4) мм с обоих концов каждой катушки:
1) отрезают от конца проволоки на катушке участок с перегибами, вызванными креплением проволоки петлей;
2) обматывают проволоку один раз вокруг шаблона приспособления (черт. 55), придерживая проволоку в натянутом состоянии, не допуская провисания, закрепляют ее в зажимах приспособления и разрезают ножницами.
3. Выполнение измерений
3.1. Для взвешивания образец пинцетом подвешивают на крючок весов или приемное устройство. Образец не должен касаться стенок корпуса весов.
3.2. Взвешивают образцы на весах в соответствии с табл. 13. Значение каждого измерения должно быть в пределах допускаемого отклонения массы, приведенной в приложениях 2 и 2а ГОСТ 18903.
Таблица 13
|
Тип весов |
|
|
До 30 |
Микровесы М150Р |
|
Св. 30 до 200 включ. |
ВТ-200 |
|
» 200 » 355 » |
ВТ-1000 |
4. Обработка результатов
4.1. Рассчитывают для каждой катушки среднеарифметическое значение массы двух образцов.
4.2. По среднеарифметическому значению массы определяют диаметр проволоки по приложениям 2 и 2а ГОСТ 18903 или вычисляют диаметр проволоки (D), мкм, по формуле
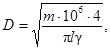
где m - масса образца, мг;
l - длина отрезка проволоки, мм;
g - плотность проволоки, г/см3.
ПРИЛОЖЕНИЕ 5
Обязательное
МЕТОД ОТБОРА ПРОБ ДЛЯ ХИМИЧЕСКОГО АНАЛИЗА ОТ ПОРОШКА,
ШТАБИКОВ И ПРОВОЛОКИ
1. Отбор образцов
Для контрольной проверки химического состава от каждой партии отбирают 300 г порошка, один штабик или три катушки проволоки.
Длина образца проволоки диаметром менее 300 мкм должна быть от 3 до 5 м, проволоки диаметром 300 мкм и более - от 0,5 до 1,0 м.
2. Оборудование, материалы и реактивы
При отборе проб на химический анализ применяют:
1) станок сверлильный настольный НС-12А с частотой вращения не более 280 мин-1;
2) выпрямитель ВСА-5А;
3) шкаф сушильный СНОЛ-3,5.3,5.3,5/3М;
4) катод в виде плоской пластины из нержавеющей стали по ГОСТ 5632;
5) весы лабораторные, наибольший предел взвешивания 500 г, класс точности 2 по ГОСТ 24104*;
________
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001 (здесь и далее).
6) линейку измерительную металлическую 1000д по ГОСТ 427;
7) амперметр, 0 - 50 А, класс точности 1,5 по ГОСТ 8711;
8) милливольтметр М-64, кл. 1,5 по ГОСТ 9736 с термоэлектрическим преобразователем ВР 300 °C - 1800 °C град. ХА, погрешность по ГОСТ 3044**;
________
** На территории Российской Федерации действует ГОСТ Р 8.585-2001 (здесь и далее).
9) секундомер;
10) ареометр АЭ-1, 1100 - 1400 кг/м3, допускаемая погрешность ± 10 кг/м3, цена деления 10 кг/м3 по ГОСТ 18481;
11) щуп пробоотборный из стали по ГОСТ 5632;
12) лупу ЛТ-1-10´ по ГОСТ 25706;
13) лист из нержавеющей стали по ГОСТ 5632 нестандартных размеров с загнутыми краями;
14) кусачки торцевые по ГОСТ 28037;
15) пинцет по ГОСТ 21241;
16) стакан фарфоровый по ГОСТ 9147;
17) воронку стеклянную по ГОСТ 25336;
18) мензурку мерную по ГОСТ 1770;
19) очки защитные по ГОСТ 12.4.013***;
________
*** На территории Российской Федерации действует ГОСТ Р 12.4.013-97.
20) перчатки резиновые технические по ГОСТ 20010;
21) ткань хлопчатобумажную бязевой группы по ГОСТ 29298;
22) бумагу фильтровальную лабораторную по ГОСТ 12026;
23) пакеты нестандартных размеров из пленки полиэтиленовой по ГОСТ 10354;
24) вату медицинскую гигроскопическую по ГОСТ 5556;
25) кислоту соляную синтетическую техническую по ГОСТ 857;
26) спирт этиловый ректификованный технический по ГОСТ 18300;
27) натр едкий технический по ГОСТ 2263 или калия гидрат окиси технический по ГОСТ 9285;
28) воду дистиллированную по ГОСТ 6709.
Допускается применение других средств измерения с метрологическими характеристиками и оборудования с техническими характеристиками не хуже, а также реактивов по качеству не ниже указанных.
3. Подготовка образцов для отбора проб
3.1. Перед взятием пробы на анализ от штабика инструмент (сверло), поверхность штабика и лист, на который собирают стружку, тщательно протирают спиртом.
3.2. При отборе проволоки на анализ ее поверхность тщательно очищают от графитовой смазки.
3.2.1. Для очистки поверхности проволоки применяют электролитическое травление.
В качестве электролита используют раствор едкого натра с массовой долей 25 %. Плотность электролита должна быть от 1250 до 1360 кг/м3. Температура электролита - комнатная.
Электролит после фильтрации заливают в фарфоровый стакан. На дно стакана помещают катод. Объем электролита должен составлять 3/4 объема стакана.
3.2.2. Образцы проволоки диаметром менее 300 мкм сворачивают в виде компактной бухты, затем зажимают в пинцет для проведения операции травления. Проволоку диаметром 300 мкм и более нарезают кусочками длиной не выше уровня электролита в стакане.
3.2.3. Очистку поверхности проволоки осуществляют по режиму:
сила тока, А ………………………………………………….. 10 - 13
время травления, с ………………………………………….. 10 - 30
При наличии установки электролитического травления типа В-030-02 допускается проводить очистку поверхности проволоки по методу, приведенному в приложении 10.
3.2.4. После травления в растворе щелочи образцы проволоки для нейтрализации опускают в стакан с раствором соляной кислоты с массовой долей 5 %, выдерживают в течение 1 мин, затем тщательно промывают в проточной воде и высушивают в сушильном шкафу в течение 10 мин при температуре от 100 °C до 150 °С.
3.2.5. Чистоту поверхности проволоки определяют визуально с помощью лупы при увеличении 10´. Поверхность проволоки должна быть светло-серой с металлическим блеском.
3.2.6. В случае отсутствия условий для электролитического травления очистку поверхности проволоки проводят следующим образом: образцы проволоки кипятят в растворе едкого натра с массовой долей 20 % в течение 15 мин, промывают в воде, высушивают, затем отжигают в атмосфере влажного водорода при температуре от 1100 °C до 1200 °C в течение 15 мин.
4. Отбор проб
4.1. Отбор проб от партии порошка проводят не менее чем в трех бочках по ГОСТ 23148. Подготовку проб для анализа проводят по ГОСТ 23148, затем из общей пробы отбирают лабораторную пробу массой не менее 10 г порошка для химического анализа.
4.2. Стружку на анализ отбирают на сверлильном станке в 4 - 5 точках по длине штабика. Стружку собирают на лист, при этом необходимо следить, чтобы на образец и лист не попадало масло или охлаждающая эмульсия. Не допускается взамен металлического листа использовать бумагу или дерево.
4.2.1. Ширина взятия стружки должна быть от 2 до 3 мм, толщина - не более 0,5 мм, скорость подачи резца - от 0,15 до 0,20 мм/мин. При сверлении стружка не должна окисляться.
4.2.2. Лист со стружкой встряхивают, затем из общей пробы отбирают лабораторную пробу массой не менее 10 г для химического анализа.
4.3. Проволоку после очистки поверхности протирают бязевой салфеткой, смоченной в спирте, и нарезают мелкими кусочками по 3 - 4 мм на металлический лист. От трех катушек нарезают не менее 30 г.
4.3.1. Пробу перемешивают встряхиванием листа и отбирают не менее 10 г для анализа.
4.4. Пробу упаковывают в полиэтиленовый пакет и передают в лабораторию на анализ с сопроводительным листом, в котором должны быть указаны:
1) номер партии;
2) марка продукции;
3) наименование или вид анализа;
4) дата изготовления;
5) фамилия упаковщика.
5. Требования безопасности
Требования безопасности - по ГОСТ 29103.
ПРИЛОЖЕНИЕ 6
Обязательное
МЕТОД ГРАВИМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ ОКСИДА ТОРИЯ (IV)
Метод предназначен для вольфрамовой проволоки марок ВМ, ВТ-7, ВТ-10, ВТ-15.
Погрешность метода 0,1 % при массовой доле тория (IV) от 0,17 % до 2,00 %.
1. Оборудование, реактивы, материалы
При определении содержания оксида тория (IV) применяют:
1) шкаф сушильный СНОЛ-3,5.3,5.3,5/3М;
2) печь муфельную МП-24;
3) электроплитку ЭПК по ГОСТ 14919;
4) переносной потенциометр ПП-63, кл. 0,05 по ГОСТ 9245 с контрольным термоэлектрическим преобразователем град. ХА 0 °C - 1100 °С, погрешность по ГОСТ 3044;
5) термометр жидкостный стеклянный, диапазон измерения 0 °C - 360 °C; цена деления 1 °C по ГОСТ 28498;
6) весы лабораторные, наибольший предел взвешивания 200 г, класс точности 2 по ГОСТ 24104;
7) чашку из платины по ГОСТ 6563 вместимостью 100 см3;
8) воронку из полиэтилена по ГОСТ 16337 диаметром 70 мм;
9) стакан из полиэтилена по ГОСТ 16337 вместимостью 250 см3;
10) колбу КН-1-250-24/29 ТХС по ГОСТ 25336;
11) мензурку-50 по ГОСТ 1770;
12) эксикатор 2-190 по ГОСТ 25336;
13) стаканчик СВ-34/12 по ГОСТ 25336;
14) тигель фарфоровый по ГОСТ 9147;
15) кислоту фтористоводородную х. ч. по ГОСТ 10484;
16) кислоту азотную х. ч. по ГОСТ 4461;
17) аммиак водный ч. д. а. по ГОСТ 3760;
18) натрия гидроокись х. ч. по ГОСТ 4328;
19) воду дистиллированную по ГОСТ 6709;
20) бумагу фильтровальную марки ФС по ГОСТ 12026.
Допускается применение других реактивов, материалов и оборудования, по качеству, классу точности и метрологическим характеристикам не уступающих указанным.
2. Подготовка к анализу
При подготовке к проведению анализа следует:
1) нарезанную мелкими кусочками проволоку или стружку прокипятить в 100 дм3 раствора гидроокиси натрия с массовой долей 20 % в течение 15 - 20 мин;
2) щелочь слить и образцы промыть три - четыре раза дистиллированной водой декантацией;
3) высушить образцы в сушильном шкафу при температуре (60 ± 10) °C в течение 30 мин, после чего охладить до температуры (25 ± 5) °C;
4) хранить подготовленные образцы в стеклянных стаканчиках.
3. Проведение анализа
3.1. Взвешивают на весах навеску образца с точностью до четвертого знака. Массу навески, в зависимости от массовой доли оксида тория (IV) в сплаве, определяют по табл. 14.
Таблица 14
|
Масса навески, г |
|
|
0,17 - 0,99 |
2 ± 0,0001 |
|
1,00 - 2,00 |
1 ± 0,0001 |
3.2. Навеску переносят в платиновую чашку, в которую наливают 30 см3 фтористоводородной кислоты, осторожно, по каплям прибавляют 10 - 15 капель азотной кислоты и оставляют при температуре (20 ± 5) °C до полного растворения вольфрама и прекращения выделения окислов азота. После чего в чашку приливают 30 см3 воды температурой от 70 °C до 90 °C и выдерживают раствор в течение 1 ч при температуре (20 ± 5) °С.
3.3. Фильтруют раствор через двойной фильтр. Осадок на фильтре промывают три-четыре раза водой температурой от 70 °C до 90 °С.
3.4. Влажный фильтр переносят в фарфоровый тигель, подсушивают на электроплитке в течение 20 - 30 мин и прокаливают в муфельной печи при температуре от 750 °C до 800 °C в течение 1,5 ч. Затем тигель помещают в эксикатор, охлаждают до температуры (20 ± 5) °C и осадок взвешивают на весах с точностью до четвертого десятичного знака.
3.5. Одновременно проводят холостой опыт по всем стадиям анализа.
4. Обработка результатов
4.1. Массовую долю оксида тория (IV) (М) в процентах вычисляют по формуле
![]()
где m - масса оксида тория (IV), г;
m1 - масса осадка холостого опыта, г;
m2 - масса навески, г.
4.2. За результат анализа принимают среднеарифметическое результатов трех параллельных определений.
ПРИЛОЖЕНИЕ 7
Обязательное
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ РАССЛОЯ В
ПРОВОЛОКЕ ПОСЛЕ РЕКРИСТАЛЛИЗАЦИИ
Метод распространяется на проволоку, предназначенную для ламп накаливания.
1. Оборудование, реактивы, материалы
Оборудование, реактивы, материалы - по разд. 1 приложения 3.
2. Отбор образцов
Отбор образцов - в соответствии с пп. 2.1, 2.2 приложения 3.
3. Подготовка образцов и выявление их микроструктуры
3.1. Подготовка образцов к отжигу и приготовление растворов - в соответствии с пп. 3.1, 3.2 приложения 3.
3.2. Отжиг образцов проводят в соответствии с п. 3.3 при условиях, приведенных в табл. 15.
Таблица 15
|
Продолжительность стадий отжига, мин |
Точка росы водорода, °C, не выше |
|||
|
Подъем температуры |
Выдержка при температуре |
Охлаждение |
||
|
2550 - 2600 |
3 |
5 |
5 |
-30 |
3.3. Монтаж и изготовление шлифов проводят в соответствии с п. 3.4 приложения 3, при этом количество отобранных образцов должно быть не менее 10 шт. для проволоки любого диаметра.
3.4. Метод выявления микроструктуры проволоки - в соответствии с п. 3.5 приложения 3.
4. Оценка проволоки на наличие расслоя
4.1. Проводят осмотр микроструктуры проволоки при увеличении 200´, предварительно протирая шлиф хлопчатобумажной тканью, смоченной в спирте.
4.2. Продольные темные линии и линии (типа пунктирных), подобные приведенным на черт. 56 - 63, относятся к расслою. Не допускается наличие расслоя более чем на двух проволоках в плоскости шлифа.
Наличие продольных темных линий на концах шлифа, длиной не более двух диаметров проволоки, не является расслоем.
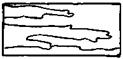
Допустимый расслой
Черт. 56
Черт. 57
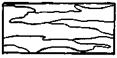
Недопустимый расслой

Черт. 58
Черт. 59
Черт. 60
Черт. 61
Черт. 62
Черт. 63
ПРИЛОЖЕНИЕ 8
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОВОЛОКИ
Метод предназначен для проволоки марки ВА диаметром от 17,5 до 250 мкм.
1. Оборудование, инструмент
При определении механических свойств применяют:
1) машины разрывные и универсальные для статических испытаний металлов грузоподъемностью от 0,1 до 500 кгс, соответствующие требованиям ГОСТ 28840;
2) ножницы ручные для резки металла по ГОСТ 7210;
3) кусачки торцевые по ГОСТ 28037;
4) пинцет по ГОСТ 21241.
Допускается применение оборудования, инструмента и приспособлений, технические и метрологические характеристики которых не ниже приведенных в стандарте.
2. Отбор образцов
2.1. Отбор образцов проводят на расстоянии от 1000 до 1500 мм от конца проволоки.
2.2. Отрезают от каждой катушки ножницами для проволоки диаметром 100 мкм и менее, кусачками - для проволоки более 100 мкм три отрезка проволоки длиной от 350 до 400 мм.
3. Проведение испытания
3.1. Проволоку закрепляют в зажимах машины и подвергают растяжению под действием плавно возрастающей нагрузки до разрушения. Скорость перемещения подвижного захвата - от 80 до 100 мм/мин.
3.2. При испытании не допускается применять часть силоизмерительной шкалы, которая соответствует нагрузкам менее 20 % от максимальной.
3.3. При разрыве образца в захватах испытательной машины результаты испытаний не учитывают.
4. Обработка результатов
4.1. Условный предел прочности (sусл), мН/мг/200 мм (гс/мг/200 мм), и временное сопротивление разрыву (sв), МПа (кгс/мм2), вычисляют по формулам:
![]()
![]()
где P - наибольшая нагрузка, соответствующая моменту разрыва образца, г;
m - масса отрезка проволоки длиной 200 мм до испытаний, мг;
F - площадь поперечного сечения проволоки до разрыва, мм2.
Значения массы проволоки длиной 200 мм приведены в приложениях 2 и 2а ГОСТ 18903.
4.2. Если для трех образцов абсолютное расхождение значений sусл превышает 5 гс/мг/200 мм, то проводят повторное испытание на удвоенном количестве образцов.
Если при повторных испытаниях абсолютное расхождение превышает 5 гс/мг/200 мм, то проволока считается не соответствующей стандарту.
4.3. За показатель условного предела прочности и временного сопротивления разрыву принимают среднеарифметическое значение трех испытаний.
ПРИЛОЖЕНИЕ 9
Обязательное
МЕТОД КОНТРОЛЯ ПРОВОЛОКИ НА ПОЛЗУЧЕСТЬ
Метод предназначен для проволоки марки ВА диаметром более 700 мкм, для изготовления тела накала с рабочей температурой 2500 °С. Контроль на ползучесть проводят на проволоке диаметром 1250 мкм.
1. Оборудование, приспособления, инструмент, материалы, реактивы
При контроле проволоки применяют:
1) установку для испытания на ползучесть проволоки 9075-ДП-0,03/3100, время нагрева образца до (2600 ± 50) °C - не более 10 мин;
2) пирометр визуальный с исчезающей нитью, предел измерения от 800 °C до 5000 °C, класс точности 2 по ГОСТ 8335;
3) секундомер;
4) линейку измерительную металлическую 1000д по ГОСТ 427;
5) приспособление для изгиба образцов (черт. 64);
6) приспособление для резки концевой части образца (черт. 65);
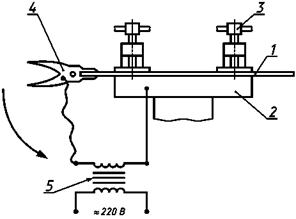
1 - образец проволоки; 2 - токопроводящий стол; 3
- винт прижима; 4 - пассатижи;
5 - понижающий трансформатор
Черт. 64
Приспособление для резки концевой части образцов
1
- стол; 2 - электродвигатель мощностью 300 Вт;
3 - отрезной диск на специальной бакелитовой основе (электрокорунд
белый);
4 - упор; 5 - образец проволоки
Черт. 65
7) кусачки торцевые по ГОСТ 28037;
8) ткань хлопчатобумажную бязевой группы по ГОСТ 29298;
9) спирт этиловый ректификованный технический по ГОСТ 18300.
Допускается применение реактивов, материалов и оборудования, по качеству, техническим и метрологическим характеристикам не уступающих указанным.
2. Отбор и подготовка образцов
2.1. От проволоки диаметром 1250 мкм отбирают кусачками на расстоянии 500 мм от конца проволоки два отрезка длиной от 500 до 550 мм.
2.2. Готовят образцы, форма и размеры которых указаны на черт. 66. Загиб концов образца проводят в горячем состоянии при температуре не выше начала видимого свечения на приспособлении по черт. 64. Концы образцов отрезают на приспособлении по черт. 65.
2.3. Поверхность образцов должна быть без заусенцев, трещин и расслоений, видимых невооруженным глазом.
2.4. Очищают поверхность образцов от технологической смазки в соответствии с п. 3.1.3 приложения 3.
Черт. 66
3. Проведение испытаний и обработка результатов
3.1. Поверхность каждого образца протирают хлопчатобумажной тканью, смоченной в спирте.
3.2. Закрепляют образец в зажимах установки.
3.3. Испытание образца проводят при давлении в камере не более 5 · 10-4 мм рт. ст. (0,067 Па) и при растягивающем усилии (2,1 ± 0,08) кгс (20,58 ± 0,78) Н. Растягивающее усилие создается грузом и весом нижнего контакта установки.
3.4. Образец нагревают в течение 5 - 10 мин до температуры (2600 ± 50) °С. Контроль температуры проводится пирометром.
3.5. После нагрева образца фиксируют на измерительной линейке начальное положение указателя отсчета деформации образца.
3.6. Образец выдерживают при заданной температуре 4 ч.
3.7. В конце выдержки фиксируют на измерительной линейке конечное положение отсчета деформации образца.
3.8. Абсолютную величину остаточного удлинения образца определяют по разности конечного и начального показаний на измерительной линейке.
3.9. После окончания испытания образец извлекают из камеры установки.
3.11. Выявить микроструктуру проволоки по разд. 3 приложения 3.
3.12. Проволока считается выдержавшей испытание, если значение остаточного удлинения образца не превышает 3 мм, а структура проволоки при увеличении от 170 до 200´ соответствует черт. 67, 68.
Если значение остаточного удлинения хотя бы одного образца превышает 3 мм или структура проволоки при увеличении от 170 до 200´ соответствует черт. 69, то проволока непригодна для использования ее в качестве тела накала с рабочей температурой 2500 °С.
Черт. 67
Черт. 68
Черт. 69
ПРИЛОЖЕНИЕ 10
Обязательное
МЕТОД ПРОВЕРКИ ПРОВОЛОКИ НА СПОСОБНОСТЬ К ОЧИСТКЕ
ЕЕ ПОВЕРХНОСТИ ОТ АКВАДАГА
Очистку проволоки диаметром до 300 мкм от аквадага проводят электролитическим методом при перемотке ее с одной катушки на другую. Проволоку диаметром более 300 мкм очищают от аквадага в кипящем расплаве гидрата окиси калия или едкого натра.
1. Очистка проволоки диаметром до 300 мкм
1.1. Оборудование, реактивы и материалы
При очистке проволоки диаметром до 300 мкм применяют:
1) установку электролитического травления Б-030-02;
2) ареометр АОН-1, диапазон измерения от 700 до 1840 кг/м3; допускаемая погрешность 1 кг/м3 по ГОСТ 18481;
3) весы для статического взвешивания, наибольший предел взвешивания 10 кг, предел допускаемой погрешности ±1e, где e - цена поверочного деления по ГОСТ 29329;
4) пирометр визуальный с исчезающей нитью, диапазон измерений 800 °C - 3000 °C, класс точности 2 по ГОСТ 8335;
5) линейку измерительную металлическую 300 по ГОСТ 427;
6) счетчик метража СД-35;
7) лупу ЛП-1-10´ по ГОСТ 25706;
8) ножницы для резки металла по ГОСТ 7210;
9) воронку В-100-150ХС по ГОСТ 25336;
10) мензурку 250 по ГОСТ 1770;
11) калия гидрат окиси технический по ГОСТ 9285 или натр едкий технический по ГОСТ 2263;
12) кислоту соляную синтетическую техническую по ГОСТ 857, раствор с массовой долей от 3 % до 5 %;
13) спирт этиловый ректификованный технический по ГОСТ 18300;
14) воду дистиллированную по ГОСТ 6709;
15) бумагу фильтровальную марки Ф по ГОСТ 12026;
16) вату медицинскую гигроскопическую по ГОСТ 5556.
Допускается применение других реактивов, материалов и оборудования, по качеству, классу точности и метрологическим характеристикам не уступающих указанным.
1.2. Отбор образцов
От каждой катушки отрезают ножницами отрезок проволоки длиной, указанной в табл. 16. Длину отрезка проволоки отмеряют счетчиком метража.
Таблица 16
|
Длина отрезка проволоки, м, не менее |
|
|
До 100 включ. |
100 |
|
Св. 100 до 300 |
20 |
1.3. Проведение испытания
1.3.1. Готовят раствор гидрата окиси калия или едкого натра из расчета от 250 до 300 г щелочи на 1 дм3 раствора, охлаждают его до температуры (20 ± 5) °C и фильтруют через вату или фильтровальную бумагу. Плотность раствора должна быть от 1,25 до 1,35 г/см3.
1.3.2. Заливают раствор электролита в бачок установки Б-030-02. В установку заправляют отрезок проволоки и проводят травление по режиму, приведенному в табл. 17, и в соответствии с нормативно-технической документацией на установку.
Таблица 17
|
Уменьшение диаметра проволоки после очистки, %, по массе отрезка длиной 200 мм |
Сила тока, А |
Скорость прохождения проволоки через электролит, м/мин |
|
|
От 20,0 до 30,0 включ. |
1,5 - 3,0 |
1,0 - 1,5 |
40 |
|
Св. 30,0 » 40,0 » |
1,5 - 2,5 |
40 |
|
|
» 40,0 » 50,0 » |
2,5 - 4,0 |
40 |
|
|
» 50,0 » 60,0 » |
4,0 - 6,0 |
40 |
|
|
» 60,0 » 70,0 » |
6,0 - 8,0 |
40 |
|
|
» 70,0 » 80,0 » |
8,0 - 10,0 |
40 |
|
|
» 80,0 » 90,0 » |
10,0 - 12,0 |
40 |
|
|
» 90,0 » 100,0 » |
12,0 - 14,0 |
20 |
|
|
» 100,0 » 125,0 » |
14,0 - 16,0 |
20 |
|
|
» 125,0 » 150,0 » |
16,0 - 18,0 |
20 |
|
|
» 150,0 » 175,0 » |
18,0 - 20,0 |
20 |
|
|
» 175,0 » 200,0 » |
1,0 - 2,5 |
20,0 - 22,0 |
20 |
|
» 200,0 » 225,0 » |
22,0 - 24,0 |
15 |
|
|
» 225,0 » 250,0 » |
24,0 - 26,0 |
15 |
|
|
» 250,0 » 275,0 » |
26,0 - 28,0 |
10 |
|
|
» 275,0 » 300,0 » |
28,0 - 30,0 |
10 |
Примечание. Допускается отклонение скорости прохождения проволоки через электролит в пределах ±10 %.
1.3.3. В случае отсутствия установки электролитического травления проводят следующую проверку на очищаемость.
Образцы проволоки диаметром менее 200 мкм кипятят в растворе щелочи с массовой долей 20 % в течение 15 мин, тщательно промывают водой, высушивают и отжигают в атмосфере влажного водорода с точкой росы от 10 °C до 20 °C при температуре 1100 °С - 1200 °С.
Образцы проволоки диаметром 200 мкм и выше отжигают в атмосфере влажного водорода с точкой росы от 10 °C до 20 °C при температуре 1100 °С - 1200 °С.
2. Очистка проволоки диаметром от 300 до 1500 мкм
2.1. Оборудование, реактивы
При очистке проволоки диаметром от 300 до 1500 мкм применяют:
1) шкаф вытяжной 2 ШНЖ размером 1090´2800 мм;
2) ванну из стали 30´13 по ГОСТ 5632 размером 300´250´350 мм;
3) лупу ЛП-1-10´ по ГОСТ 25706;
4) кусачки торцевые по ГОСТ 28037;
5) пинцет по ГОСТ 21241;
6) калия гидрат окиси технический по ГОСТ 9285 или натр едкий технический по ГОСТ 2263.
2.2. Отбор образцов
2.2.1. Длина отрезка проволоки, отрезаемого при помощи кусачек от катушки или бухты, указана в табл. 18.
Таблица 18
|
Длина отрезка проволоки, м, не менее |
|
|
Св. 300 до 500 включ. |
2 |
|
» 500 » 1500 |
1 |
2.2.2. Отрезок проволоки разрезают на образцы длиной от 150 до 200 мм.
2.3. Проведение испытания
2.3.1. Ванну, наполненную гидратом окиси калия или едким натром, помещают над газовой горелкой, установленной в вытяжном шкафу.
2.3.2. Зажигают газовую горелку и нагревают щелочь до кипения.
2.3.3. Образцы проволоки опускают в ванну с кипящей щелочью и проводят травление в течение 10 - 15 мин.
2.3.4. Протравленные образцы при помощи пинцета извлекают из ванны, промывают водой и просушивают.
3. Обработка результатов
Проводят осмотр проволоки под лупой ЛП-1-10´. Очищенная проволока должна быть светло-серого цвета без следов загрязнения.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 26.08.91 № 1389
3. ВЗАМЕН ГОСТ 19671-81
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Приложение 5 |
|
|
Приложение 4 |
|
|
Приложение 4 |
|
|
Приложение 3 |
|
|
Приложение 6 |
|
|
Приложение 3 |
|
|
Приложение 3 |
|
|
Приложение 6 |
|
|
Приложение 6 |
|
|
Приложение 5 |
|
|
Приложение 6 |
|
|
Приложение 5 |
|
|
Приложение 3 |
|
|
Приложение 6 |
|
|
Приложение 3 |
|
|
Приложение 6 |
|
|
Приложение 6 |
|
|
Приложение 4 |
|
|
Приложение 5 |
|
|
Приложение 2 |
|
|
Приложение 5 |
|
|
Приложение 6 |
|
|
Приложение 8 |
|
|
Приложение 5 |
|
5. ПЕРЕИЗДАНИЕ. Сентябрь 2004 г.