 | Информационная система | |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРИСПОСОБЛЕНИЯ
К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ. Основные параметры и размеры Attachments for metall-cutting machine tools. Mandrels with split
collets for |
ГОСТ |
Дата введения 01.01.86
1. Настоящий стандарт распространяется на оправки с разрезными цангами, позволяющие за счет деформации обеспечивать переналадку на большой диапазон диаметров технологической базы, которые предназначены для установки заготовок типа колец, втулок, гильз с цилиндрическим базовым отверстием при точной обработке их на металлорежущих станках.
2. Оправки должны изготовляться трех типов:
I - центровые с ручным зажимом;
II - шпиндельные с пневматическим зажимом;
III - фланцевые с пневматическим зажимом, устанавливаемые на фланцевые концы шпинделей станков, по ГОСТ 12593 и ГОСТ 12595.
3. Основные параметры и размеры оправок должны соответствовать указанным на черт. 1, 2 и 3 и в табл. 1, 2 и 3.
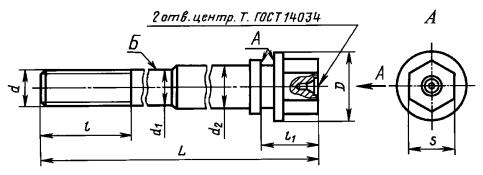
Тип 1
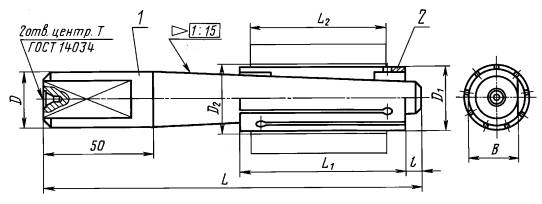
Примечание. Чертеж не определяет конструкцию оправок.
Размеры, мм
|
D (поле допуска е9) |
L |
D1 (поле допуска f7) |
L1 |
l |
В |
Разжим цанги без заготовки, не более |
Осевое перемещение цанги, не более |
Размеры устанавливаемых заготовок |
Масса, кг, не более |
||||
|
D2 |
L2 |
||||||||||||
|
наим. |
наиб. |
наим. |
наиб. |
||||||||||
|
7112-1451 |
14,10 |
155 |
15,80 |
70 |
5 |
12,0 |
2,2 |
33,0 |
16 |
18,00 |
14 |
56 |
0,235 |
|
7112-1452 |
15,77 |
17,78 |
13,5 |
2,3 |
34,5 |
18 |
20,08 |
0,291 |
|||||
|
7112-1453 |
17,53 |
165 |
19,78 |
80 |
15,0 |
20 |
22,08 |
16 |
63 |
0,387 |
|||
|
7112-1454 |
19,23 |
21,75 |
16,5 |
22 |
24,05 |
0,462 |
|||||||
|
7112-1455 |
20,90 |
23,75 |
18,0 |
24 |
26,05 |
0,546 |
|||||||
|
7112-1456 |
22,63 |
25,75 |
19,5 |
26 |
28,05 |
0,635 |
|||||||
|
7112-1457 |
24,30 |
175 |
27,72 |
90 |
21,0 |
28 |
30,02 |
18 |
71 |
0,789 |
|||
|
7112-1458 |
27,07 |
195 |
29,72 |
10 |
23,5 |
3,0 |
45,0 |
30 |
32,72 |
1,049 |
|||
|
7112-1459 |
28,87 |
205 |
31,72 |
100 |
25,0 |
32 |
34,72 |
20 |
80 |
1,258 |
|||
|
7112-1461 |
30,50 |
33,70 |
26,5 |
34 |
36,70 |
1,404 |
|||||||
|
7112-1462 |
32,17 |
35,70 |
27,5 |
36 |
38,50 |
1,560 |
|||||||
|
7112-1463 |
33,90 |
215 |
37,70 |
110 |
29,0 |
38 |
40,70 |
22 |
85 |
1,835 |
|||
|
7112-1464 |
36,57 |
230 |
39,66 |
31,5 |
4,0 |
60,0 |
40 |
43,66 |
2,224 |
||||
|
7112-1465 |
38,30 |
41,66 |
33,0 |
42 |
45,66 |
2,439 |
|||||||
|
7112-1466 |
40,90 |
44,66 |
35,5 |
45 |
48,66 |
2,776 |
|||||||
|
7112-1467 |
43,40 |
240 |
47,60 |
120 |
37,5 |
48 |
51,60 |
24 |
95 |
3,291 |
|||
|
7112-1468 |
45,03 |
49,60 |
39,0 |
50 |
53,60 |
3,550 |
|||||||
|
7112-1469 |
48,67 |
255 |
52,60 |
42,0 |
5,0 |
75,0 |
53 |
57,60 |
95 |
4,307 |
|||
|
7112-1471 |
51,43 |
260 |
55,55 |
125 |
44,5 |
56 |
60,55 |
25 |
100 |
4,914 |
|||
|
7112-1472 |
54,63 |
265 |
59,55 |
130 |
47,0 |
60 |
64,55 |
26 |
105 |
5,691 |
|||
|
7112-1473 |
57,27 |
62,55 |
49,5 |
63 |
67,55 |
6,265 |
|||||||
|
7112-1474 |
60,60 |
275 |
66,50 |
140 |
52,5 |
67 |
71,50 |
28 |
110 |
7,298 |
|||
|
7112-1475 |
65,03 |
300 |
70,50 |
150 |
56,5 |
6,0 |
90,0 |
71 |
76,50 |
30 |
120 |
9,086 |
|
|
7112-1476 |
68,47 |
74,50 |
59,5 |
75 |
80,50 |
10,075 |
|||||||
|
7112-1477 |
72,83 |
310 |
79,45 |
160 |
63,5 |
80 |
85,45 |
32 |
130 |
11,793 |
|||
|
7112-1478 |
77,10 |
84,45 |
67,5 |
85 |
90,45 |
13,224 |
|||||||
|
7112-1479 |
82,27 |
340 |
89,40 |
170 |
15 |
72,0 |
7,0 |
105,0 |
90 |
96,40 |
34 |
135 |
16,396 |
|
7112-1481 |
86,63 |
94,40 |
76,0 |
95 |
101,40 |
18,137 |
|||||||
|
7112-1482 |
91,90 |
365 |
99,35 |
180 |
80,0 |
8,0 |
120,0 |
100 |
107,35 |
36 |
145 |
21,805 |
|
Пример условного обозначения оправки типа I, диаметром D = 14,10 мм:
Оправка 7112-1451-I ГОСТ 31.1066.02-85
Тип II
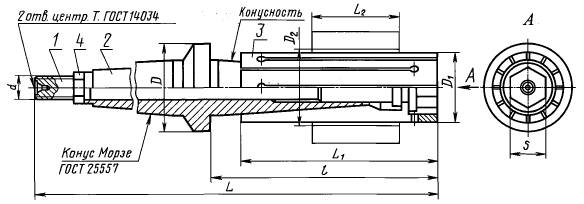
1 - тяга; 2 - корпус; 3 - цанга; 4 - гайка по ГОСТ 5916
Примечание. Чертеж не определяет конструкцию оправок.
Размеры, мм
|
D (поле допуска h7) |
d (поле допуска g6) |
L |
D1 (поле допуска f7) |
L |
l |
Конус Морзе |
Конусность (пред. откл. ± 3´) |
S |
Разжим цанги без заготовки, не более |
Осевое перемещение цанги, не более |
Размеры устанавливаемых заготовок |
Масса, кг, не более |
||||
|
D2 |
L2 |
|||||||||||||||
|
наим. |
наиб. |
наим. |
наиб. |
|||||||||||||
|
7112-1483 |
44 |
М12 |
268 |
31,72 |
100 |
117,0 |
4 |
1:7 |
17 |
2,3 |
16 |
32 |
34,02 |
20 |
80 |
1,149 |
|
7112-1484 |
46 |
269 |
33,70 |
117,7 |
34 |
36,00 |
1,221 |
|||||||||
|
7112-1485 |
52 |
294 |
35,70 |
118,0 |
5 |
1:6 |
2,5 |
15 |
36 |
38,20 |
1,995 |
|||||
|
7112-1486 |
54 |
307 |
37,70 |
110 |
129,8 |
2,8 |
17 |
38 |
40,50 |
22 |
85 |
2,314 |
||||
|
7112-1487 |
56 |
39,70 |
40 |
42,50 |
2,372 |
|||||||||||
|
7112-1488 |
58 |
М14 |
314 |
41,70 |
131,0 |
19 |
3,3 |
20 |
42 |
45,00 |
2,495 |
|||||
|
7112-1489 |
60 |
316 |
44,70 |
1:5 |
3,4 |
17 |
45 |
48,06 |
2,742 |
|||||||
|
7112-1491 |
62 |
332 |
47,60 |
120 |
145,0 |
4,0 |
20 |
48 |
51,60 |
24 |
95 |
3,011 |
||||
|
7112-1492 |
64 |
49,60 |
50 |
53,60 |
3,133 |
|||||||||||
|
7112-1493 |
70 |
М16 |
387 |
52,60 |
6 |
53 |
56,60 |
5,246 |
||||||||
|
7112-1494 |
71 |
390 |
55,55 |
125 |
150,0 |
22 |
4,6 |
23 |
56 |
60,15 |
25 |
100 |
5,951 |
|||
|
7112-1495 |
74 |
М20 |
413 |
59,55 |
130 |
160,0 |
5,0 |
25 |
60 |
64,55 |
26 |
105 |
6,551 |
|||
|
7112-1496 |
75 |
62,50 |
24 |
63 |
67,55 |
6,801 |
||||||||||
|
7112-1497 |
77 |
424 |
66,50 |
140 |
170,0 |
67 |
71,50 |
28 |
110 |
7,324 |
||||||
|
7112-1498 |
83 |
М24 |
450 |
70,50 |
150 |
182,0 |
1:4 |
6,0 |
24 |
71 |
76,50 |
30 |
120 |
7,967 |
||
|
7112-1499 |
85 |
74,50 |
27 |
75 |
80,50 |
8,548 |
||||||||||
|
7112-1501 |
90 |
462 |
79,45 |
160 |
192,0 |
80 |
85,45 |
32 |
130 |
9,386 |
||||||
|
7112-1502 |
95 |
463 |
84,45 |
30 |
85 |
90,45 |
10,324 |
|||||||||
|
7112-1503 |
100 |
479 |
89,40 |
170 |
206,0 |
7,0 |
28 |
90 |
96,40 |
34 |
135 |
11,454 |
||||
|
7112-1504 |
105 |
М30 |
495 |
94,40 |
36 |
95 |
101,40 |
12,458 |
||||||||
|
7112-1505 |
110 |
510 |
99,35 |
180 |
220,0 |
8,0 |
32 |
100 |
107,35 |
36 |
145 |
13,784 |
||||
Пример условного обозначения оправки типа II, диаметром D = 44 мм:
Оправка 7112-1483-II ГОСТ 31.1066.02-85
Тип III
1 - корпус; 2 - тяга; 3 - цанга; 4 - вал; 5 - винт по ГОСТ 17773
Примечание. Чертеж не определяет конструкцию оправок.
Размеры, мм
|
Условный размер конца шпинделя |
D |
d (пред. откл. ± 0,004 - 0,006) |
L |
D1 (поле допуска f7) |
D3 |
D4 |
d1 (поле допуска h7) |
d2 (поле допуска Н6) |
d3 (поле допуска Н12) |
L1 |
l |
S |
Конусность |
Разжим цанги без заготовки, не более |
Осевое перемещение цанги, не более |
Размеры устанавливаемых заготовок |
Масса, кг, не более |
|
||||
|
пред. откл. ± 0,2 |
||||||||||||||||||||||
|
D2 |
L2 |
|
||||||||||||||||||||
|
наим. |
наиб. |
наим. |
наиб. |
|||||||||||||||||||
|
7112-1506 |
5 |
133 |
82,563 |
218 |
49,60 |
78 |
104,8 |
45,4 |
М10 |
10,5 |
120 |
148 |
19 |
1:5 |
4,0 |
20 |
50 |
53,60 |
24 |
95 |
4,955 |
|
|
7112-1507 |
52,60 |
48,0 |
53 |
56,60 |
5,141 |
|
||||||||||||||||
|
7112-1508 |
223 |
55,55 |
50,8 |
125 |
153 |
22 |
4,6 |
23 |
56 |
60,15 |
25 |
100 |
5,373 |
|
||||||||
|
7112-1509 |
233 |
59,55 |
55,0 |
130 |
163 |
5,0 |
25 |
60 |
64,55 |
26 |
105 |
5,844 |
|
|||||||||
|
7112-1511 |
62,55 |
57,6 |
24 |
63 |
67,55 |
6,168 |
|
|||||||||||||||
|
7112-1512 |
243 |
66,50 |
61,0 |
140 |
173 |
67 |
71,50 |
28 |
110 |
6,698 |
|
|||||||||||
|
7112-1513 |
252 |
70,50 |
65,4 |
150 |
182 |
1:4 |
6,0 |
24 |
71 |
76,50 |
30 |
120 |
7,102 |
|
||||||||
|
7112-1514 |
74,50 |
68,8 |
27 |
75 |
80,50 |
7,958 |
|
|||||||||||||||
|
7112-1515 |
6 |
165 |
106,375 |
272 |
79,45 |
110 |
133,4 |
73,2 |
М12 |
13 |
160 |
192 |
80 |
85,45 |
32 |
130 |
10,275 |
|
||||
|
7112-1516 |
84,45 |
77,5 |
30 |
85 |
90,45 |
11,018 |
|
|||||||||||||||
|
7112-1517 |
286 |
89,40 |
82,7 |
170 |
206 |
7,0 |
28 |
90 |
96,40 |
34 |
135 |
12,140 |
|
|||||||||
|
7112-1518 |
94,40 |
87,0 |
36 |
95 |
101,40 |
13,046 |
|
|||||||||||||||
|
7112-1519 |
300 |
99,35 |
92,3 |
180 |
220 |
8,0 |
32 |
100 |
107,35 |
36 |
145 |
14,385 |
|
|||||||||
Пример условного обозначения оправки типа III, диаметром D = 133 мм, длиной L = 218 мм:
Оправка 7112-1506-III ГОСТ 31.1066.02-85
(Измененная редакция, Изм. № 2).
4. Оправки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
5. Устанавливать заготовку следует симметрично относительно торцов цанги.
6. Конструкция и основные размеры деталей оправок приведены в приложении 1.
7. Достигаемая степень точности обработки заготовок по форме и расположению поверхностей указана в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ ОПРАВОК С РАЗРЕЗНЫМИ ЦАНГАМИ ДЛЯ ТОЧНЫХ РАБОТ
1. Конструкция и основные размеры деталей для оправок типа I
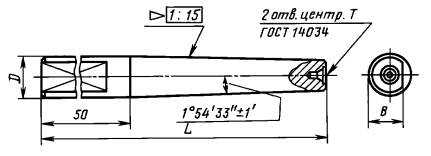
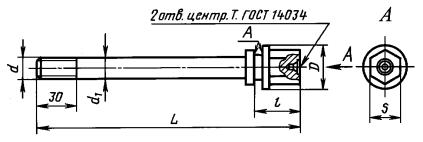
1.1. Конструкция и основные размеры вала
1.1.1. Конструкция и основные размеры вала должны соответствовать указанным на черт. 1 и в табл. 1.
Размеры, мм
|
D (поле допуска е9) |
L |
В |
Масса, кг, не более |
|
|
7112-1451 |
14,10 |
155 |
12 |
0,184 |
|
7112-1452 |
15,77 |
13 |
0,229 |
|
|
7112-1453 |
17,53 |
165 |
15 |
0,303 |
|
7112-1454 |
19,23 |
16 |
0,365 |
|
|
7112-1455 |
20,90 |
18 |
0,432 |
|
|
7112-1456 |
22,63 |
19 |
0,505 |
|
|
7112-1457 |
24,30 |
175 |
21 |
0,620 |
|
7112-1458 |
27,07 |
195 |
23 |
0,859 |
|
7112-1459 |
28,87 |
205 |
25 |
1,027 |
|
7112-1461 |
30,50 |
26 |
1,144 |
|
|
7112-1462 |
32,17 |
27 |
1,270 |
|
|
7112-1463 |
33,90 |
215 |
29 |
1,480 |
|
7112-1464 |
36,57 |
230 |
31 |
1,840 |
|
7112-1465 |
38,30 |
33 |
2,020 |
|
|
7112-1466 |
40,90 |
35 |
2,310 |
|
|
7112-1467 |
43,40 |
240 |
37 |
2,710 |
|
7112-1468 |
45,03 |
39 |
2,920 |
|
|
7112-1469 |
48,67 |
255 |
42 |
3,610 |
|
7112-1471 |
51,43 |
260 |
44 |
4,130 |
|
7112-1472 |
54,63 |
265 |
47 |
4,750 |
|
7112-1473 |
57,27 |
49 |
5,210 |
|
|
7112-1474 |
60,60 |
275 |
52 |
6,060 |
|
7112-1475 |
65,03 |
300 |
56 |
7,610 |
|
7112-1476 |
68,47 |
59 |
8,440 |
|
|
7112-1477 |
72,83 |
310 |
63 |
9,860 |
|
7112-1478 |
77,10 |
67 |
11,050 |
|
|
7112-1479 |
82,27 |
340 |
72 |
13,800 |
|
7112-1481 |
86,63 |
76 |
15,270 |
|
|
7112-1482 |
91,90 |
365 |
80 |
18,490 |
1.1.2. Материал - сталь марки 18ХГТ по ГОСТ 4543; допускается применять сталь марки 20Х по ГОСТ 4543.
1.1.3. Цементировать h1,2 ... 1,5 мм, твердость 57 ... 63 HRCЭ.
1.1.4. Допуски круглости и профиля продольного сечения вала - по 2-й степени точности ГОСТ 24643, а радиального биения конуса относительно оси - по 1-й степени точности ГОСТ 24643, кроме цилиндрической поверхности и центровых отверстий.
1.1.5. Неуказанные предельные отклонения: h14, ![]()
1.1.6. Покрытие - Хим. Окс. прм по ГОСТ 9.306.
(Измененная редакция, Изм. № 1).
1.2. Конструкция и основные размеры цанг
1.2.1. Конструкция и основные размеры цанг должны соответствовать указанным на черт. 2 и в табл. 2.
Размеры, мм
|
D (поле допуска f7) |
d (поле допуска Н9) |
d1 |
L |
L1 |
l (поле допуска d9) |
Количество прорезей |
Масса, кг, не более |
|
|
7112-1451 |
15,80 |
11,3 |
12,3 |
70 |
12,0 |
7,8 |
6 |
0,051 |
|
7112-1452 |
17,78 |
12,9 |
14,0 |
13,0 |
9,0 |
0,062 |
||
|
7112-1453 |
19,78 |
14,6 |
15,8 |
80 |
14,0 |
10,0 |
0,084 |
|
|
7112-1454 |
21,75 |
16,4 |
17,5 |
12,5 |
8,0 |
8 |
0,097 |
|
|
7112-1455 |
23,75 |
18,0 |
19,2 |
13,5 |
8,8 |
0,114 |
||
|
7112-1456 |
25,75 |
19,7 |
20,9 |
14,0 |
9,6 |
0,130 |
||
|
7112-1457 |
27,72 |
21,3 |
22,6 |
90 |
15,0 |
10,4 |
0,169 |
|
|
7112-1458 |
29,72 |
23,0 |
24,4 |
16,0 |
11,2 |
0,190 |
||
|
7112-1459 |
31,72 |
24,9 |
26,1 |
100 |
14,5 |
9,4 |
10 |
0,231 |
|
7112-1461 |
33,70 |
26,5 |
27,8 |
15,0 |
10,0 |
0,260 |
||
|
7112-1462 |
35,70 |
28,1 |
29,5 |
16,0 |
10,6 |
0,290 |
||
|
7112-1463 |
37,70 |
29,8 |
31,2 |
110 |
16,5 |
11,2 |
0,355 |
|
|
7112-1464 |
39,66 |
31,4 |
32,9 |
17,5 |
11,8 |
0,384 |
||
|
7112-1465 |
41,66 |
33,1 |
34,6 |
18,0 |
12,4 |
0,419 |
||
|
7112-1466 |
44,66 |
35,8 |
37,2 |
16,5 |
11,0 |
12 |
0,466 |
|
|
7112-1467 |
47,60 |
38,2 |
39,7 |
120 |
18,0 |
11,8 |
0,581 |
|
|
7112-1468 |
49,60 |
39,8 |
41,4 |
18,5 |
12,3 |
0,630 |
||
|
7112-1469 |
52,60 |
42,4 |
44,0 |
19,0 |
13,0 |
0,697 |
||
|
7112-1471 |
55,55 |
45,1 |
46,8 |
125 |
20,0 |
11,8 |
14 |
0,784 |
|
7112-1472 |
59,55 |
48,3 |
50,5 |
130 |
12,7 |
0,941 |
||
|
7112-1473 |
62,55 |
50,9 |
52,6 |
20,5 |
13,4 |
1,025 |
||
|
7112-1474 |
66,50 |
54,3 |
56,0 |
140 |
19,5 |
12,4 |
16 |
1,238 |
|
7112-1475 |
70,50 |
57,7 |
59,4 |
150 |
20,0 |
12,9 |
1,476 |
|
|
7112-1476 |
74,50 |
61,1 |
62,5 |
20,5 |
13,7 |
1,635 |
||
|
7112-1477 |
79,45 |
65,5 |
67,2 |
160 |
20,0 |
13,0 |
18 |
1,933 |
|
7112-1478 |
84,45 |
69,7 |
71,5 |
21,0 |
13,8 |
2,174 |
||
|
7112-1479 |
89,40 |
73,8 |
75,7 |
170 |
22,0 |
14,7 |
2,596 |
|
|
7112-1481 |
94,40 |
78,1 |
80,0 |
23,0 |
15,6 |
2,867 |
||
|
7112-1482 |
99,35 |
82,4 |
84,3 |
180 |
22,5 |
14,5 |
20 |
3,315 |
1.2.2. Материал - сталь марки 60С2ХФА по ГОСТ 14959; допускается применять сталь марок: 60С2А, 60С2ХА по ГОСТ 14959.
1.2.3. Твердость 41,5 ... 45,5 HRCЭ.
1.2.4. Допуски круглости поверхностей наружной цилиндрической диаметром D и внутренней конической - по 2-й степени точности ГОСТ 24643.
1.2.5. Допуски профиля продольного сечения поверхностей наружной цилиндрической диаметром D и внутренней конической - по 3-й степени точности ГОСТ 24643.
1.2.6. Допуск радиального биения наружной цилиндрической поверхности диаметром D относительной оси конической внутренней поверхности - по 2-й степени точности ГОСТ 24643.
1.2.7. Предельные отклонения угла конуса при вершине конической поверхности, а также допуски форм и расположения поверхностей проверять до прорезки перемычек.
1.2.8. Неуказанные предельные отклонения: Н14, h14, ![]()
1.2.9. Покрытие - Хим. Окс. прм по ГОСТ 9.306, кроме поверхностей наружной цилиндрической диаметром D и внутренней конической.
(Измененная редакция, Изм. № 1).
2. Конструкция и основные размеры деталей для оправок типа II
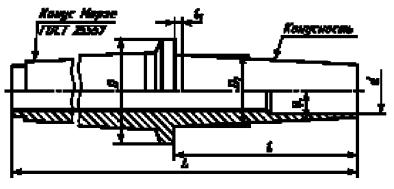
2.1. Конструкция и основные размеры тяги
2.1.1. Конструкция и основные размеры тяги должны соответствовать указанным на черт. 3 и в табл. 3.
Размеры, мм
D |
d (поле допуска g6) |
d1 |
d2 (поле допуска g7) |
L |
l |
l1 |
S |
Масса, кг, не более |
|
|
7112-1483 |
24 |
М12 |
12 |
14 |
268 |
35 |
19,0 |
17 |
0,319 |
|
7112-1484 |
269 |
20,0 |
0,321 |
||||||
|
7112-1485 |
294 |
21,0 |
0,353 |
||||||
|
7112-1486 |
307 |
22,0 |
0,357 |
||||||
|
7112-1487 |
23,0 |
0,359 |
|||||||
|
7112-1488 |
32 |
М14 |
14 |
16 |
314 |
40 |
24,0 |
19 |
0,440 |
|
7112-1489 |
316 |
23,0 |
0,516 |
||||||
|
7112-1491 |
332 |
24,5 |
0,520 |
||||||
|
7112-1492 |
25,0 |
||||||||
|
7112-1493 |
40 |
М16 |
16 |
22 |
387 |
45 |
0,681 |
||
|
7112-1494 |
390 |
26,0 |
22 |
0,943 |
|||||
|
7112-1495 |
45 |
М20 |
20 |
24 |
413 |
55 |
1,108 |
||
|
7112-1496 |
27,0 |
24 |
1,295 |
||||||
|
7112-1497 |
424 |
1,336 |
|||||||
|
7112-1498 |
50 |
М24 |
24 |
28 |
450 |
65 |
28,0 |
1,373 |
|
|
7112-1499 |
27 |
1,669 |
|||||||
|
7112-1501 |
462 |
1,724 |
|||||||
|
7112-1502 |
463 |
30,0 |
30 |
2,076 |
|||||
|
7112-1503 |
479 |
31,0 |
2,159 |
||||||
|
7112-1504 |
60 |
м30 |
30 |
32 |
495 |
80 |
32,0 |
36 |
2,952 |
|
7112-1505 |
510 |
33,0 |
3,057 |
2.1.2. Материал - сталь марки 40Х по ГОСТ 4543; допускается применять сталь марки 20Х по ГОСТ 4543.
2.1.3. Поверхности торцев А и диаметра d2 цементировать h1,2 ... 1,5, твердость 57 ... 63 HRCЭ. Твердость поверхности шестигранника 41 ... 45 HRCЭ.
2.1.4. Допуск круглости диаметра d - по 3-й степени точности ГОСТ 24643.
2.1.5. Неуказанные предельные отклонения размеров: Н14, h14, ![]()
2.1.6. Резьба метрическая - по ГОСТ 24705, поле допуска резьбы - по ГОСТ 16093.
2.1.7. Сбеги, проточки, фаски под резьбу - по ГОСТ 10549.
2.1.8. Покрытие поверхности В - Хим. Окс. прм по ГОСТ 9.306.
(Измененная редакция, Изм. № 1).
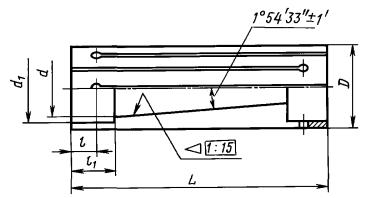
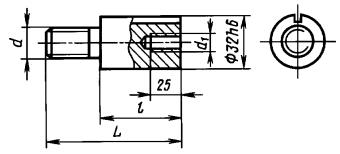
2.2. Конструкция и основные размеры корпуса
2.2.1. Конструкция и основные размеры корпуса должны соответствовать указанным на черт. 4 и в табл. 4.
Размеры, мм
|
D |
D1 |
d (поле допуска Н7) |
L |
l |
l1 |
Конус Морзе |
Конусность |
α (пред. откл. ± 1,5') |
Масса, кг, не более |
|
|
(поле допуска h7) |
||||||||||
|
7112-1483 |
44 |
28,1 |
14 |
199 |
78 |
3 |
4 |
1:7 |
4°5'8" |
0,642 |
|
7112-1484 |
46 |
29,9 |
0,693 |
|||||||
|
7112-1485 |
52 |
32,0 |
223 |
77 |
5 |
1:6 |
4°45'49" |
1,406 |
||
|
7112-1486 |
54 |
34,0 |
232 |
85 |
1,661 |
|||||
|
7112-1487 |
56 |
35,7 |
231 |
84 |
1,682 |
|||||
|
7112-1488 |
58 |
37,6 |
16 |
232 |
1,696 |
|||||
|
7112-1489 |
60 |
40,4 |
236 |
86 |
5 |
1:5 |
5°42'38" |
1,817 |
||
|
7112-1491 |
62 |
43,7 |
246 |
95 |
1,979 |
|||||
|
7112-1492 |
64 |
45,4 |
94 |
2,065 |
||||||
|
7112-1493 |
70 |
48,0 |
22 |
296 |
3,955 |
|||||
|
7112-1494 |
71 |
50,8 |
299 |
97 |
6 |
4,335 |
||||
|
7112-1495 |
74 |
55,0 |
24 |
306 |
103 |
4,625 |
||||
|
7112-1496 |
75 |
57,6 |
305 |
102 |
4,609 |
|||||
|
7112-1497 |
77 |
61,0 |
314 |
110 |
4,888 |
|||||
|
7112-1498 |
83 |
65,4 |
28 |
327 |
119 |
8 |
1:4 |
7°7'30" |
5,282 |
|
|
7112-1499 |
85 |
68,8 |
330 |
122 |
5,395 |
|||||
|
7112-1501 |
90 |
73,2 |
342 |
132 |
5,910 |
|||||
|
7112-1502 |
95 |
77,5 |
340 |
129 |
6,261 |
|||||
|
7112-1503 |
100 |
82,7 |
351 |
138 |
6,926 |
|||||
|
7112-1504 |
105 |
87,0 |
32 |
137 |
6,891 |
|||||
|
7112-1505 |
110 |
92,3 |
360 |
145 |
7,693 |
|||||
2.2.2. Материал - сталь марки 18ХГТ по ГОСТ 4543; допускается применять сталь марки 20Х по ГОСТ 4543.
2.2.3. Цементировать h1,2 ... 1,5, кроме внутренних поверхностей; твердость 57 ... 63 HRCЭ.
2.2.4. Допуски круглости профиля продольного сечения конусов - по 2-й степени точности ГОСТ 24643.
2.2.5. Допуск радиального биения поверхности метрического конуса относительно поверхности конуса Морзе - по 2-й степени точности ГОСТ 24643.
2.2.6. Покрытие - Хим. Окс. прм по ГОСТ 9.306, кроме конических поверхностей и поверхности диаметра d.
(Измененная редакция, Изм. № 1).
2.3. Конструкция и основные размеры цанги
2.3.1. Конструкция и основные размеры цанги должны соответствовать указанным на черт. 5 и в табл. 5.
Размеры, мм
|
D (поле допуска f7) |
d (поле допуска Н9) |
L |
l (поле допуска d9) |
l1 |
Количество прорезей |
Конусность |
α (пред. откл. ± 1,5') |
Масса, кг, не более |
|
|
7112-1483 |
31,72 |
26,1 |
100 |
9,4 |
19,0 |
10 |
1:7 |
4°5'8" |
0,196 |
|
7112-1484 |
33,70 |
27,8 |
10,0 |
20,0 |
0,215 |
||||
|
7112-1485 |
35,70 |
29,5 |
10,6 |
21,0 |
1:6 |
4°45'49" |
0,246 |
||
|
7112-1486 |
37,70 |
31,2 |
110 |
11,2 |
22,0 |
0,296 |
|||
|
7112-1487 |
39,66 |
32,9 |
11,8 |
23,0 |
0,331 |
||||
|
7112-1488 |
41,66 |
34,6 |
12,4 |
24,0 |
0,359 |
||||
|
7112-1489 |
44,66 |
37,2 |
11,0 |
23,0 |
12 |
1:5 |
5°42'38" |
0,407 |
|
|
7112-1491 |
47,60 |
39,7 |
120 |
11,8 |
24,5 |
0,512 |
|||
|
7112-1492 |
49,60 |
41,4 |
12,3 |
25,0 |
0,548 |
||||
|
7112-1493 |
52,60 |
44,0 |
13,0 |
0,610 |
|||||
|
7112-1494 |
55,55 |
46,8 |
125 |
11,8 |
26,0 |
14 |
0,673 |
||
|
7112-1495 |
59,55 |
50,5 |
130 |
12,7 |
0,818 |
||||
|
7112-1496 |
62,55 |
52,6 |
13,4 |
27,0 |
0,897 |
||||
|
7112-1497 |
66,50 |
56,0 |
140 |
12,4 |
16 |
1,100 |
|||
|
7112-1498 |
70,50 |
59,4 |
150 |
12,9 |
28,0 |
1:4 |
7°7'30" |
1,312 |
|
|
7112-1499 |
74,50 |
62,5 |
13,7 |
1,484 |
|||||
|
7112-1501 |
79,45 |
67,2 |
160 |
13,0 |
18 |
1,752 |
|||
|
7112-1502 |
84,45 |
71,5 |
13,8 |
30,0 |
1,987 |
||||
|
7112-1503 |
89,40 |
75,7 |
170 |
14,7 |
31,0 |
2,369 |
|||
|
7112-1504 |
94,40 |
80,0 |
15,6 |
32,0 |
2,615 |
||||
|
7112-1505 |
99,35 |
84,3 |
180 |
14,5 |
33,0 |
20 |
3,034 |
2.3.2. Материал - сталь марки 60С2ХФА по ГОСТ 14959; допускается применять сталь марок 60С2А, 60С2ХА по ГОСТ 14959.
2.3.3. Твердость 41,5 ... 45,5 HRCЭ.
2.3.4. Допуски круглости наружной цилиндрической поверхности диаметром D и конической поверхности - по 2-й степени точности ГОСТ 24643.
2.3.5. Допуски профиля продольного сечения наружной цилиндрической поверхности диаметром D и конической поверхности - по 3-й степени точности ГОСТ 24643.
2.3.6. Допуск радиального биения наружной цилиндрической поверхности диаметром D относительно оси конической поверхности - по 2-й степени точности ГОСТ 24643.
2.3.7. Предельные отклонения угла конуса при вершине конической поверхности, а также допуски форм и расположения поверхностей проверять до прорезки перемычек.
2.3.8. Неуказанные предельные отклонения размеров: h14, ![]()
3. Конструкция и основные размеры деталей для оправок типа III
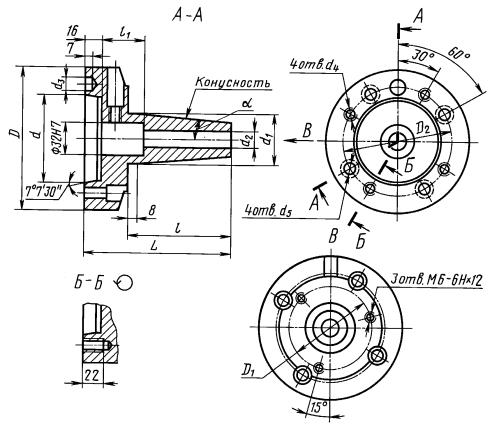
3.1. Конструкция и основные размеры корпуса
3.1.1. Конструкция и основные размеры должны соответствовать указанным на черт. 5 и в табл. 6.
Размеры, мм
|
Условный размер конца шпинделя |
D |
D1 (пред. откл. ± 0,2) |
D2 (пред. откл. ± 0,2) |
d (пред. откл. +0,004 -0,006) |
d1 (поле допуска h7) |
d2 (поле допуска Н9) |
d3 |
d4 (поле допуска Н6) |
d5 |
L |
l |
l1 |
Конусность |
α (пред. откл. ± 1,5') |
Масса, кг, не более |
|
|
7112-1506 |
5 |
133 |
78 |
104,8 |
82,563 |
45,4 |
16 |
16,5 |
М10 |
10,5 |
137 |
97 |
40 |
1:5 |
5°42'38" |
3,817 |
|
7112-1507 |
48,0 |
3,935 |
||||||||||||||
|
7112-1508 |
50,8 |
138 |
98 |
4,060 |
||||||||||||
|
7112-1509 |
55,0 |
146 |
106 |
4,354 |
||||||||||||
|
7112-1511 |
57,6 |
20 |
145 |
105 |
4,415 |
|||||||||||
|
7112-1512 |
61,0 |
153 |
113 |
4,691 |
||||||||||||
|
7112-1513 |
65,4 |
159 |
119 |
1:4 |
7°7'30" |
4,880 |
||||||||||
|
7112-1514 |
68,8 |
162 |
122 |
5,493 |
||||||||||||
|
7112-1515 |
6 |
165 |
110 |
133,4 |
106,375 |
73,2 |
19,5 |
М12 |
13 |
172 |
132 |
50 |
7,403 |
|||
|
7112-1516 |
77,5 |
169 |
129 |
7,806 |
||||||||||||
|
7112-1517 |
82,7 |
178 |
138 |
8,494 |
||||||||||||
|
7112-1518 |
87,0 |
177 |
137 |
8,938 |
||||||||||||
|
7112-1519 |
92,3 |
185 |
145 |
9,750 |
3.1.2. Материал - сталь марки 18ХГТ по ГОСТ 4543; допускается применять сталь марки 20Х по ГОСТ 4543.
3.1.3. Цементировать поверхность Г h1,2 ... 1,5, твердость 56 ... 63 HRCЭ; твердость остальных поверхностей 41 ... 45 HRCЭ.
3.1.4. Допуск круглости наружной конической поверхности - по 2-й степени точности ГОСТ 24643.
3.1.5. Допуск профиля продольного сечения наружной конической поверхности - по 2-й степени точности ГОСТ 24643.
3.1.6. Допуск радиального биения поверхности отверстия диаметром Æ 32Н7 относительно установочных поверхностей корпуса - по 4-й степени точности ГОСТ 24643.
3.1.7. Неуказанные предельные отклонения размеров: Н14, р14, ![]()
3.1.8. Резьба метрическая - по ГОСТ 24705, поле допуска резьбы - по ГОСТ 16093.
3.1.9. Фаски под резьбу - по ГОСТ 10549.
3.1.10. Покрытие - Хим. Окc. прм по ГОСТ 9.306, кроме сопрягаемых поверхностей.
(Измененная редакция, Изм. № 1).
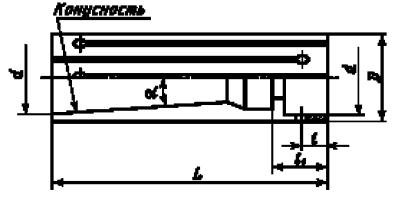
3.2. Конструкция и основные размеры тяги
3.2.1. Конструкция и основные размеры тяги должны соответствовать указанным на черт. 7 и в табл. 7.
Размеры, мм
|
D |
d (поле допуска 6g) |
d1 (поле допуска е9) |
L |
l |
S |
Масса, кг, не более |
|
|
7112-1506 |
30 |
М16 |
16 |
159 |
25 |
19 |
0,290 |
|
7112-1507 |
|||||||
|
7112-1508 |
35 |
164 |
26 |
22 |
0,340 |
||
|
7112-1509 |
174 |
0,372 |
|||||
|
7112-1511 |
45 |
М20 |
20 |
27 |
24 |
0,556 |
|
|
7112-1512 |
184 |
0,607 |
|||||
|
7112-1513 |
193 |
28 |
0,610 |
||||
|
7112-1514 |
50 |
27 |
0,681 |
||||
|
7112-1515 |
|||||||
|
7112-1516 |
55 |
30 |
30 |
0,804 |
|||
|
7112-1517 |
207 |
31 |
0,856 |
||||
|
7112-1518 |
60 |
32 |
36 |
1,072 |
|||
|
7112-1519 |
221 |
33 |
1,180 |
3.2.2. Материал - сталь марки 40Х по ГОСТ 4543; допускается применять сталь марки 20Х по ГОСТ 4543.
3.2.3. Поверхности торцев А цементировать h1,2 ... 1,5, твердость 57 ... 63 HRCЭ. Твердость поверхности шестигранника 41 ... 45 HRCЭ.
3.2.4. Неуказанные предельные отклонения размеров: Н14, h14, ![]()
3.2.5. Резьба метрическая - по ГОСТ 24705, поле допуска резьбы - по ГОСТ 16093.
3.2.6. Сбеги, проточки, фаски под резьбу - по ГОСТ 10549.
3.3. Конструкция и основные размеры цанги
3.3.1. Конструкция и основные размеры цанги должны соответствовать указанным на черт. 5 и в табл. 8.
Размеры, мм
|
D (поле допуска f7) |
d (поле допуска Н9) |
L |
l (поле допуска d9) |
l1 |
Количество прорезей |
Конусность |
А (пред. откл. ± 1,5) |
Масса, кг, не более |
|
|
7112-1506 |
49,60 |
41,4 |
120 |
12,3 |
25 |
12 |
1:5 |
5°42'38" |
0,548 |
|
7112-1507 |
52,60 |
44,0 |
13,0 |
0,610 |
|||||
|
7112-1508 |
55,55 |
46,8 |
125 |
11,8 |
26 |
14 |
0,673 |
||
|
7112-1509 |
59,55 |
50,5 |
130 |
12,7 |
0,818 |
||||
|
7112-1511 |
62,55 |
52,6 |
13,4 |
27 |
0,897 |
||||
|
7112-1512 |
66,50 |
56,0 |
140 |
12,4 |
16 |
1,100 |
|||
|
7112-1513 |
70,50 |
59,4 |
150 |
12,9 |
28 |
1:4 |
7°7'30" |
1,312 |
|
|
7112-1514 |
74,50 |
62,5 |
13,7 |
1,484 |
|||||
|
7112-1515 |
79,45 |
67,2 |
160 |
13,0 |
18 |
1,752 |
|||
|
7112-1516 |
84,45 |
71,5 |
13,8 |
30 |
1,987 |
||||
|
7112-1517 |
89,40 |
75,7 |
170 |
14,7 |
31 |
2,369 |
|||
|
7112-1518 |
94,40 |
80,0 |
15,6 |
32 |
2,615 |
||||
|
7112-1519 |
99,35 |
84,3 |
180 |
14,5 |
33 |
20 |
3,034 |
3.3.2. Материал - сталь марки 60С2ХФА по ГОСТ 14959; допускается применять сталь марок 60С2А, 60С2ХАпо ГОСТ 14959.
3.3.3. Твердость 41,5 ... 45,5 HRCЭ.
3.3.4. Допуски круглости наружной цилиндрической поверхности диаметром D и конической поверхности - по 2-й степени точности ГОСТ 24643.
3.3.5. Допуски профиля продольного сечения наружной цилиндрической поверхности диаметром D и конической поверхности - по 3-й степени точности ГОСТ 24643.
3.3.6. Допуск радиального биения наружной цилиндрической поверхности диаметром D относительно оси конической поверхности - по 2-й степени точности ГОСТ 24643.
3.3.7. Предельные отклонения угла конуса при вершине конической поверхности, а также предельные отклонения форм и расположения поверхностей проверять до прорезки перемычек.
3.3.8. Неуказанные предельные отклонения размеров: h14, ![]()
3.3.9. Покрытие - Хим. Окc. прм по ГОСТ 9.306, кроме поверхностей наружной цилиндрической диаметром D и конической.
(Измененная редакция, Изм. № 1).
3.4. Конструкция и размеры вала
3.4.1. Конструкция и размеры вала должны соответствовать указанным на черт. 8 и в табл. 9.
Размеры, мм
|
d (поле допуска g6) |
d1 (поле допуска Н6) |
L |
l |
Масса, кг, не более |
|
|
7112-1506 - 7112-1509 |
М16 |
М16 |
86 |
40 |
0,300 |
|
7112-1511 - 7112-1519 |
М20 |
М20 |
106 |
50 |
0,421 |
3.4.2. Материал - сталь марки 40Х по ГОСТ 4543, допускается применять сталь марки 20Х по ГОСТ 4543.
3.4.3. Твердость поверхностей диаметром Æ 32h6 и шпоночного паза 40 HRCЭ.
3.4.4. Неуказанные предельные отклонения размеров: h14, ![]()
3.4.5. Резьба метрическая - по ГОСТ 24705, поле допуска резьбы - по ГОСТ 16093.
3.4.6. Сбеги, проточки, фаски под резьбу - по ГОСТ 10549.
ПРИЛОЖЕНИЕ 2
Справочное
ДОСТИГАЕМАЯ СТЕПЕНЬ ТОЧНОСТИ ОБРАБОТКИ ЗАГОТОВОК ПО ФОРМЕ И РАСПОЛОЖЕНИЮ ПОВЕРХНОСТЕЙ
|
Допуск заготовки после обработки |
Вид механической обработки |
||
|
Вид допуска |
Степень точности по ГОСТ 24643 |
||
|
I |
Допуск круглости наружного диаметра |
2 - 4 |
Точение |
|
1 - 4 |
Шлифование |
||
|
II, III |
3 - 5 |
Точение |
|
|
2 - 5 |
Шлифование |
||
|
I |
Допуск соосности наружного диаметра относительно базового отверстия |
3 - 6 |
Точение |
|
2 - 5 |
Шлифование |
||
|
II, III |
4 - 7 |
Точение |
|
|
2 - 6 |
Шлифование |
||
|
I |
Допуск радиального биения наружной поверхности относительно оси базового отверстия |
3 - 6 |
Точение |
|
2 - 5 |
Шлифование |
||
|
II, III |
4 - 7 |
Точение |
|
|
2 - 6 |
Шлифование |
||
|
I |
Допуск полного торцового биения относительно оси базового отверстия |
4 - 7 |
Точение |
|
3 - 7 |
Шлифование |
||
|
II, III |
4 - 7 |
Точение |
|
|
3 - 7 |
Шлифование |
||
Примечания:
1. Допуски определены с вероятностью 0,9 и надежностью 0,9.
2. Достигаемая точность обработки зависит от состояния баз заготовок.
3. Под достигаемой точностью обработки заготовки понимается наиболее вероятный результат, получаемый на станках токарно-винторезных и токарных по ГОСТ 18097, круглошлифовальных по ГОСТ 11654 повышенной и высокой точности.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 2).
1. РАЗРАБОТАН И ВНЕСЕН Министерством высшего и среднего специального образования СССР Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.06.85 № 1814
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
|
Приложение 1, приложение 2 |
|
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 05.06.90 № 1400
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в августе 1987 г., июне 1990 г. (ИУС 12-87, 9-90)
СОДЕРЖАНИЕ
|
Приложение 2. Достигаемая степень точности обработки заготовок по форме и расположению поверхностей. 16 |