 | Информационная система | |
ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
СТАНДАРТ ОАО «РЖД»
ОБЩИЕ ТРЕБОВАНИЯ
К СВАРОЧНЫМ
И НАПЛАВОЧНЫМ РАБОТАМ
ПРИ РЕМОНТЕ
ПОДВИЖНОГО СОСТАВА
СТО РЖД 13.003-2012
Утвержден
Распоряжением ОАО «РЖД»
от 03.12.2012 № 2437р
Екатеринбург
ИД «Урал Юр Издат»
2013
ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
РАСПОРЯЖЕНИЕ
от 3 декабря 2012 г. № 2437р
ОБ
УТВЕРЖДЕНИИ
СТАНДАРТА ОАО «РЖД»
«ОБЩИЕ ТРЕБОВАНИЯ
К СВАРОЧНЫМ И НАПЛАВОЧНЫМ РАБОТАМ
ПРИ РЕМОНТЕ ПОДВИЖНОГО СОСТАВА»
В целях повышения качества и установления единых требований к сварочным и наплавочным работам при ремонте железнодорожного подвижного состава с учетом современных требований национальных стандартов в области управления качеством сварки:
1. Утвердить и ввести в действие с 1 января 2013 г. стандарт СТО РЖД 13.003-2012 «Общие требования к сварочным и наплавочным работам при ремонте подвижного состава».
2. Главным инженерам департаментов и управлений, дирекций, железных дорог и других филиалов, иных структурных подразделений ОАО «РЖД» обеспечить соблюдение требований стандарта, утвержденного настоящим распоряжением, и в срок до 1 апреля 2013 г. организовать корректировку технологической документации на ремонт подвижного состава в соответствии с требованиями стандарта.
Старший вице-президент ОАО «РЖД»
В.А. Галанович
СТО РЖД 13.003-2012
СТАНДАРТ ОАО «РЖД»
ОБЩИЕ
ТРЕБОВАНИЯ
К СВАРОЧНЫМ И НАПЛАВОЧНЫМ РАБОТАМ
ПРИ РЕМОНТЕ ПОДВИЖНОГО СОСТАВА
Дата введения - 2013-01-01
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский институт железнодорожного транспорта» (ОАО «ВНИИЖТ»)
2 ВНЕСЕН Дирекцией по ремонту тягового подвижного состава - филиалом ОАО «РЖД»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Распоряжением ОАО «РЖД» № 2437р от 03.12.2012 г.
ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает общие требования к сварочным и наплавочным работам при всех видах ремонта сварных металлоконструкций и деталей подвижного состава, эксплуатируемого на железных дорогах колеи 1520 мм.
Настоящий стандарт предназначен для применения подразделениями аппарата управления ОАО «РЖД», филиалами ОАО «РЖД» и иными структурными подразделениями ОАО «РЖД».
Применение настоящего стандарта сторонними организациями оговаривается в договорах (соглашениях) с ОАО «РЖД».
Действие стандарта не распространяется на сварочные и наплавочные работы при ремонте котлов цистерн и контейнеров, предназначенных для перевозки опасных грузов, надзор за которыми осуществляет Федеральная служба по экологическому, технологическому и атомному надзору.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 3.1109-82 Единая система технологической документации. Термины и определения основных понятий
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции
ГОСТ 9.010-80 Единая система защиты от коррозии и старения. Воздух сжатый для распыления лакокрасочных материалов. Технические требования и методы контроля
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.008-75 Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 12.3.039-85 Система стандартов безопасности труда. Плазменная обработка металлов. Требования безопасности
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 12.4.103-83 Система стандартов безопасности труда. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация
ГОСТ 12.4.123-83 Система стандартов безопасности труда. Средства коллективной защиты от инфракрасных излучений. Общие технические требования
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 95-77 Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия
ГОСТ 304-82 Генераторы сварочные. Общие технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 859-2001 Медь. Марки
ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов на Рр ≤ 19,6 МПа (200 кгс/см2). Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1173-2006 Фольга, ленты, листы и плиты медные. Технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1535-2006 Прутки медные. Технические условия
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2310-77 Молотки слесарные стальные. Технические условия
ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод определения твердости по Виккерсу
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 3242-19 Соединения сварные. Методы контроля качества
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4728-2010 Заготовки осевые для подвижного состава железных дорог колеи 1520 мм. Технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5017-2006 Бронзы оловянные, обрабатываемые давлением. Марки
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5542-87 Газы горючие природные для промышленного и коммунально-бытового назначения. Технические условия
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6102-94 Ткани асбестовые. Общие технические требования
ГОСТ 6713-91 Прокат низколегированный конструкционный для мостостроения. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия
ГОСТ 7211-86 Зубила слесарные. Технические условия
ГОСТ 7212-74 Крейцмейсели слесарные. Технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия
ГОСТ 9356-75 Рукава резиновые для газовой сварки и резки металлов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10025-78 Прутки оловянно-фосфористой бронзы. Технические условия
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 10796-74 Резаки ручные воздушно-дуговые. Типы и основные параметры
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11401-75 Инструмент кузнечный для ручных и молотовых работ. Кувалды кузнечные тупоносые. Конструкция и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11964-81 Дробь чугунная и стальная техническая. Общие технические условия
ГОСТ 11969-93 Сварные швы. Положения при сварке. Определения и обозначения углов наклона и поворота
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15040-77 Трубы из бескислородной меди. Технические условия
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 15860-84 Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа. Технические условия
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры.
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 17433-80 Промышленная чистота. Сжатый воздух. Классы загрязненности
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 19141-94 Вращатели сварочные вертикальные. Типы, основные параметры и размеры
ГОСТ 19143-94 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 19250-73 Флюсы паяльные. Классификация
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19738-74 Припои серебряные. Марки
ГОСТ 20448-90 Газы углеводородные сжиженные топливные для коммунально-бытового потребления. Технические условия
ГОСТ 21104-75 Контроль неразрушающий. Феррозондовый метод
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые 8 изделиях. Технические условия
ГОСТ 22161-76 Машины, механизмы, паровые котлы, сосуды и аппараты судовые. Нормы и правила гидравлических и воздушных испытаний
ГОСТ 22917-78 Соединители кабеля для дуговой сварки. Технические условия
ГОСТ 23137-78 Припои медно-цинковые. Марки
ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридногалогенидные. Технические условия
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23792-79 Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 26056-84 Роботы промышленные для дуговой сварки. Общие технические условия
ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
ГОСТ 26182-84 Контроль неразрушающий. Люминесцентный метод течеискания
ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 28076-89 Газотермические напыление. Термины и определения
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 29091-91 Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 30261-96 Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ Р 12.4.230.1-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ Р 12.4.238-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия
ГОСТ Р 12.4.251-2009 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Фильтры противогазовые и комбинированные. Общие технические требования. Методы испытаний. Маркировка
ГОСТ Р 50379-92 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения
ГОСТ Р 50402-92 Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний
ГОСТ Р 51752-2001 Чистота промышленная. Обеспечение и контроль при разработке, производстве и эксплуатации продукции
ГОСТ Р 52381-2005 Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52400-2005 Резервуары воздушные для тормозов вагонов железных дорог. Общие технические условия
ГОСТ Р 53341-2009 Эксплуатация, техническое обслуживание и ремонт железнодорожного подвижного состава. Термины и определения
ГОСТ Р 53525-2009 Координация в сварке. Задачи и обязанности
ГОСТ Р 53526-2009 Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р 53690-2009 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 857-2-2009 Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения
ГОСТ Р ИСО 3834-2-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству
ГОСТ Р ИСО 3834-3-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству
ГОСТ Р ИСО 4063-2010 Сварка и родственные процессы. Перечень и условные обозначения процессов
ГОСТ Р ИСО 8206-2009 Приемочные испытания машин для кислородной резки. Воспроизводимая точность. Эксплуатационные характеристики
ГОСТ Р ИСО 15607-2009 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1-2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка.
ГОСТ Р ИСО 15609-2-2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р МЭК 60245-6-97 Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки
ГОСТ Р МЭК 60974-1-2004 Источники питания для дуговой сварки. Требования безопасности
СП 7.13130.2009 Свод правил. Отопление, вентиляция и кондиционирование. Противопожарные требования
СП 12.13130.2009 Свод правил. Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности
СП 52.13330.2011 Свод правил. Естественное и искусственное освещение
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю “Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящем стандарте применены термины по ГОСТ 3.1109, ГОСТ 18322, ГОСТ 28076, ГОСТ 30242, ГОСТ Р 53341, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 857-2, ГОСТ Р ИСО 17659, а также следующие термины с соответствующими определениями:
3.1 сварочные работы: Вид технологических операций по соединению сваркой элементов металлических конструкций и заварке в них дефектов.
3.2 наплавочные работы: Вид технологических операций по созданию сваркой слоя металла на детали.
3.3 соединение (сваркой): Создание сваркой непрерывной связи двух или более деталей.
[ГОСТ Р ИСО 857-1-2009, статья 3.1.4]
3.4 наплавка (сваркой): Создание сваркой слоя металла на детали для получения желаемых свойств или размеров.
[ГОСТ Р ИСО 857-1-2009, статья 3.1.3]
3.5 сварка металлов: Технологический процесс соединения металла(ов) при таком нагреве и/или давлении, в результате которого получается непрерывность структуры соединяемого(ых) металла(ов).
Примечания
1 Может использоваться или не использоваться присадочный металл, температура плавления которого того же порядка, что и у основного металла(ов); результатом сварки является сварное соединение.
2 Это определение включает в себя также наплавку,
[ГОСТ Р ИСО 857-1-2009, статья 3.1]
3.6 основной материал (металл): Материал (металл) подвергающихся сварке соединяемых частей или наплавке на него слоя металла.
3.7 координация в сварке и наплавке: Управление всеми относящимися к сварке и наплавке действиями при ремонте изделий. Управление осуществляет координатор сварки.
3.8 координатор сварки: Лицо, ответственное и компетентное для выполнения координации в сварке.
[ГОСТ Р 53525-2009, статья 3.3]
3.9 сварщик: Лицо, которое вручную осуществляет подачу электрода и его перемещение, а также удерживает электрододержатель или сварочную горелку.
[ГОСТ Р 53690-2009, статья 3.1.1]
3.10 сварочный оператор: Лицо, которое выполняет полностью механизированную или автоматическую сварку.
[ГОСТ Р 53526-2009, статья 3.10]
3.11 сварочные материалы: Все материалы, такие как присадочные материалы, газ, флюс или паста, расходуемые в процессе сварки и способствующие формированию сварного шва.
[ГОСТ Р ИСО 857-1-2009, статья 5.5.6]
3.12 дефекты эксплуатационные: Нарушение сплошности детали или конструкции или отклонение от установленной геометрии.
3.13 дефект сварки: Нарушение сплошности сварного шва или отклонение от установленной геометрии. Дефектами являются, например, трещины, неполное проплавление, пористость, шлаковые включения.
Примечание - ГОСТ 30242 содержит полные перечни дефектов.
[ГОСТ Р ИСО 15607-2009, статья 3.22]
3.14 резка термическая: Технологический процесс обработки металла посредством концентрированного нагрева, создаваемого различными источниками теплоты.
3.15 технологический процесс: Часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Примечания
1 Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки.
2 К предметам труда относятся заготовки и изделия.
[ГОСТ 3.1109-82, статья 1]
3.16 процедура сварки: Установленный порядок действия для выполнения сварного шва, включая указания на процесс(ы) сварки, основные и сварочные материалы, подготовку под сварку, предварительный нагрев (при необходимости), метод и управление сваркой, термическую обработку после сварки (при необходимости) и необходимое оборудование.
[ГОСТ Р ИСО 15607-2009, статья 3.1]
3.17 аттестация процедуры сварки: Подтверждение соответствия качества сварных соединений (наплавок), выполненных по технологическому процессу ремонтного предприятия, конструкторской и нормативной документации на ремонтируемое изделие и настоящему стандарту.
3.18 конструкции сварные несущие железнодорожного подвижного состава: Конструкции, обеспечивающие восприятие тяговой и грузовой нагрузки вагона, локомотива, моторвагонного и специального железнодорожного подвижного состава.
Примечание - сварные несущие конструкции включают:
- рамы тележек, надрессорные (люлечные) брусья и поддоны, траверсы, подвески и опоры тяговых двигателей и тягового привода, подвески подвагонных генераторов и редукторно-карданных приводов, корпусы редукторов;
- несущие элементы рам кузова (хребтовые, продольные боковые, основные поперечные и шкворневые балки, стяжные ящики);
- основные элементы каркаса цельнонесущих кузовов (для пассажирских вагонов только нижняя продольная обвязка и противоударные концевые стойки);
- несущие элементы тормозной рычажной передачи и рессорного подвешивания;
- элементы опор кузова на тележки и опор главных трансформаторов;
- главные тормозные воздушные резервуары.
3.19 охрана окружающей среды: Деятельность органов государственной власти Российской Федерации, органов государственной власти субъектов Российской Федерации, органов местного самоуправления, общественных и иных некоммерческих объединений, юридических и физических лиц, направленная на сохранение и восстановление природной среды, рациональное использование и воспроизводство природных ресурсов, предотвращение негативного воздействия хозяйственной и иной деятельности на окружающую среду и ликвидацию ее последствий.
3.20 охрана атмосферного воздуха: Система мер, осуществляемых органами государственной власти Российской Федерации, органами государственной власти субъектов Российской Федерации, органами местного самоуправления, юридическими и физическими лицами в целях улучшения качества атмосферного воздуха и предотвращения его вредного воздействия на здоровье человека и окружающую среду.
3.21 вредное (загрязняющее) вещество: Химическое или биологическое вещество либо смесь таких веществ, которые содержатся в атмосферном воздухе и которые в определенных концентрациях оказывают вредное воздействие на здоровье человека и окружающую среду.
4 ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
4.1.1 В настоящем стандарте приведены условные цифровые обозначения, установленные ГОСТ Р ИСО 4063, для следующих процессов сварки и пайки:
111 - дуговая сварка плавящимся покрытым электродом;
114 - дуговая сварка порошковой проволокой без газовой защиты;
121 - дуговая сварка под флюсом проволочным электродом;
13 - дуговая сварка в защитном газе плавящимся электродом;
131 - дуговая сварка плавящимся электродом в инертном газе;
141 - дуговая сварка в инертном газе вольфрамовым электродом;
151 - плазменная сварка в инертном газе;
3 - газовая сварка;
311 - ацетиленокислородная сварка;
91 - высокотемпературная пайка;
94 - низкотемпературная пайка;
971 - газопламенная пайкосварка.
4.1.2 Для процессов, не включенных в ГОСТ Р ИСО 4063, применены следующие сокращения;
ИМС - индукционно-металлургический способ наплавки;
ГПН - газопорошковая наплавка;
ГПНО - газопламенное напыление с оплавлением;
ППН - плазменная порошковая наплавка;
ЭДМ - электродуговая металлизация;
ЭКНП - электроконтактная наварка проволокой.
5 ОБЩИЕ ТРЕБОВАНИЯ
5.1 Требования к сварочному производству
5.1.1 Предприятие, организующее сварочное производство по ремонту железнодорожного подвижного состава, должно иметь документальные подтверждения своей способности выполнять требования настоящего стандарта и нормативной документации на ремонт соответствующих видов подвижного состава в части обеспечения качества используемых сварочных процессов, касающиеся:
- наличия отапливаемых производственных помещений (при выполнении сварочных работ на открытом воздухе следует учитывать требования 5.1.12);
- состава технологического и подъемно-транспортного оборудования, средств механизации, оснастки, контрольно-измерительной аппаратуры;
- энергообеспечения;
- укомплектованности аттестованными сварщиками, персоналом по контролю и испытаниям, специалистами по разработке технологических процессов и надзору за их выполнением;
- функционирования системы координации сварочно-технических и связанных со сваркой видов деятельности, влияющих на качество сварочных работ в соответствии ГОСТ Р 53525.
5.1.2 Сварочное производство ремонтного завода должно соответствовать требованиям ГОСТ Р ИСО 3834-2. Сварочное производство при выполнении неплановых видов ремонта, а также сварочное производство ремонтного депо должны соответствовать требованиям ГОСТ Р ИСО 3834-3.
5.1.3 Координацию сварочных работ должен осуществлять координатор сварки, назначаемый распорядительным документом руководителя ремонтного предприятия.
Координатор сварки должен иметь высшее или среднее техническое профессиональное образование в области сварочного производства и стаж работы по ремонту сваркой подвижного состава не менее двух лет; или высшее техническое образование и стаж работы по ремонту сваркой подвижного состава не менее трех лет.
Координатор сварки несет ответственность за соответствие квалификации сварщика и рода выполняемых им работ.
Он обязан знать положения настоящего стандарта и требования действующей нормативной документации по ремонту подвижного состава сваркой.
5.1.4 Сварочные и наплавочные работы должны выполняться сварщиками и операторами соответствующей квалификации. Сварщики должны быть аттестованы по правилам подготовки и аттестации сварщиков [1], операторы - по ГОСТ Р 53526.
5.1.5 Для сварщиков всех видов сварки следует устанавливать нумерацию клейм единого образца. Нумерация для каждого депо или завода порядковая по количеству сварщиков на предприятии, при этом номера, содержащие цифры 1 и 4, применять запрещается. Присвоенный сварщику номер следует указывать на клейме арабской цифрой высотой 5 мм, ниже этой цифры следует помещать сокращенное обозначение депо или завода буквами высотой от 2,5 до 3 мм. Клеймо необходимо размещать в квадрате размером 12×12 мм или 14×14 мм. Регистрацию номеров клейм сварщиков должно осуществлять непосредственно ремонтное предприятие.
На деталях и конструкциях подвижного состава, отремонтированных сваркой или наплавкой, должны быть поставлены клейма в местах, предусмотренных нормативной документацией на ремонт.
5.1.6 На ремонт сваркой и наплавкой конкретных деталей и узлов (или их групп) ремонтное предприятие разрабатывает технологические процессы в соответствии с требованиями действующей нормативной документации, настоящего стандарта и ГОСТ Р ИСО 15609-1, ГОСТ Р ИСО 15609-2.
Технологические процессы должны быть подписаны координатором сварки и утверждены главным инженером ремонтного предприятия.
5.1.7 Применяемые ремонтным предприятием процедуры сварки (наплавки) должны быть аттестованы в соответствии с ГОСТ Р ИСО 15607.
5.1.8 Основные материалы, используемые при ремонте, должны иметь сертификаты. Основные материалы следует хранить в условиях, ограждающих их от коррозии, загрязнения и механических повреждений.
5.1.9 Сварочные материалы выдают в производство по результатам входного контроля, которым проверяют соответствие данных сертификата требованиям нормативной документации, сохранность упаковки и отсутствие повреждений самих материалов. Упаковка, маркировка и этикетка должны соответствовать ГОСТ Р ЕН 13479 (раздел 8). Использование сварочных материалов без сертификатов не допускается.
Входной контроль сварочных материалов осуществляют ОТК на заводе или уполномоченное лицо в депо.
Сварочные материалы должны храниться на поддонах в закрытых помещениях при температуре не ниже 15 °С с относительной влажностью не более 70 % без нарушения упаковки предприятия-изготовителя.
Перед применением покрытые электроды, порошковую проволоку и флюсы следует прокалить. Режимы прокалки должны соответствовать требованиям нормативной документации на Конкретные материалы.
Перед применением стальную сварочную проволоку сплошного сечения, имеющую следы масла, грязи, ржавчины и технологической смазки, следует очистить. Герметично упакованная сварочная проволока, поставляемая в проволочных кассетах, не требует дополнительной подготовки.
5.1.10 Сварочное и наплавочное оборудование на ремонтных предприятиях следует размещать в производственных помещениях, отвечающих своду правил СП 52.13330.2011, санитарным правилам [2], правилам технической эксплуатации электроустановок потребителей [3], правилам устройства электроустановок [4], межотраслевым правилам по охране труда при электро- и газосварочных работах [5], межотраслевым правилам по охране труда при производстве ацетилена, кислорода, процесса напыления и газопламенной обработке металлов [6].
5.1.11 Сварочные и наплавочные работы следует производить в помещениях, чистота которых по ГОСТ Р 51752 соответствует нормам промышленной чистоты для групп однородной продукции: стальных и чугунных деталей; деталей из цветных металлов и сплавов. Температура внутри производственных помещений должна быть не ниже 5 °С.
5.1.12 При выполнении сварочных работ на открытом воздухе следует выполнять следующие требования:
- сварщик и место сварки должны быть защищены от ветра и осадков;
- непосредственно перед сваркой место сварки должны быть очищено от влаги;
- сварку необходимо выполнять непосредственно после устранения дефекта.
При выполнении сварочных работ при температуре ниже 5 °С следует выполнять следующие требования:
- непосредственно перед сваркой детали должны быть очищены от льда и снега;
- править узлы и детали вагонов можно только с предварительным подогревом участка правки до температуры (225 ± 25) °С;
- сварку электродами с фтористо-кальциевым покрытием следует выполнять на постоянном токе обратной полярности предельно короткой дугой на максимальных паспортных режимах;
- прихватки следует выполнять двумя валиками, накладываемыми один на другой в виде двухслойного шва (второй валик служит в качестве отжигающего и должен быть уже (от 15 до 20 мм) и короче (от 3 до 6 мм) первого, и не выходить на основной металл);
- непосредственно у рабочего места рекомендуется располагать устройства для обогрева рук;
- для работы при температуре ниже минус 30 °С сварщикам целесообразно под основной костюм спецодежды поддевать жилет с искусственным подогревом;
- периоды работы на открытом воздухе следует чередовать с периодами отдыха сварщиков в отапливаемом помещении.
5.1.13 Электрические проводки установок и аппаратов, предназначенных для электродуговой сварки, должны быть выполнены проводами с медными жилами по правилам устройства электроустановок [4] (пункт 7.6.49).
5.1.14 При выполнении сварочных работ на подвижном составе обратный провод от источника питания присоединяют на минимальном расстоянии от места сварки. Место присоединения обратного провода к детали во всех случаях должно быть предварительно зачищено до чистого металла, а сам провод надежно и плотно присоединен при помощи зажима или другого специального приспособления заводского изготовления. Подвод сварочного тока осуществляют по двухпроводной сварочной цепи. Для обеспечения устойчивого режима сварки сечение сварочных проводов следует выбирать с учетом величины силы сварочного тока.
Для проверки возбуждения дуги или установленного режима сварки (наплавки) следует использовать инвентарные пластаны из материала близкого по химическому составу, что и свариваемые детали. Размеры пластин должны быть выбраны по ГОСТ 25616 (таблицы 1 - 2).
5.1.15 При выполнении сварочных работ на подвижном составе запрещается;
- проводить сварочные работы на подвижном составе, находящемся на приемоотправочных и сортировочных путях станций, кроме специализированных путей, оборудованных для проведения сварочных работ;
- использовать рельсы в качестве обратного провода;
- проверять возбуждение дуги касанием электрода или электрододержателя к любой части вагона, локомотива, моторвагонного подвижного состава;
- замыкать сварочную цепь через детали буксового узла, автосцепку, редукторы и другие разъемные соединения.
- выполнять сварочные работы на корпусах редукторов подвагонных генераторов или букс с роликовыми подшипниками без демонтажа ремонтируемых сборочных единиц;
- допускать к выполнению сварочных работ сварщиков своевременно не аттестованных или не имеющих соответствующей квалификации.
5.1.16 Порядок эксплуатации, технического обслуживания и ремонта сварочно-наплавочного оборудования в соответствии с руководящим документом [7].
5.1.17 Сварочно-наплавочное оборудование для ремонта подвижного состава железных дорог должно соответствовать требованиям 5.7.
5.1.18 Для повышения качества сварочно-наплавочных работ и роста производительности труда при ремонте подвижного состава рекомендуется применять прогрессивные ресурсосберегающие технологии ремонта с использованием автоматических и механизированных процессов.
5.2 Ремонт стальных сварных конструкций и деталей
5.2.1 Эксплуатационные дефекты, устраняемые сваркой или наплавкой
Ремонту сваркой (наплавкой) подлежат сборочные единицы и детали с выявленными дефектами:
- трещинами в сварных соединениях;
- трещинами в основном металле и изломами отдельных элементов;
- пробоинами, забоинами, и другими механическими повреждениями;
- износами сопрягаемых поверхностей;
- коррозионными повреждениями.
5.2.2 Подготовка деталей и сборочных единиц к сварке и наплавке
5.2.2.1 Места, подлежащие сварке или наплавке, должны быть очищены от грязи, краски, ржавчины, окалины до чистого металла.
5.2.2.2 Для разделки кромок под заварку трещин, удаления некондиционных деталей или их элементов и выполнения скосов кромок под приварку новых элементов следует использовать:
- на деталях из углеродистых и низколегированных сталей: кислородную, электродуговую (специальными электродами), воздушно-плазменную резку или механические способы;
- на деталях из коррозионно-стойких сталей: электродуговую, плазменную резку с последующей зачисткой поверхности разделки механическим способом до чистого металла.
Поверхности разделок под сварку, выполненных кислородной, электродуговой, воздушно-плазменной резкой, должны быть очищены от грата, шлака, натеков и капель металла.
Допускается воздушно-дуговая резка (строжка) с последующей механической обработкой поверхности разделки до чистого металла.
5.2.2.3 При термических способах резки используют следующие материалы:
а) при кислородной резке:
1) кислород технический первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583;
2) технический растворенный ацетилен марки Б по ГОСТ 5457;
3) пропан технический по ГОСТ 20448;
4) природный газ по ГОСТ 5542;
5) керосин осветительный.
б) при электродуговой резке покрытыми электродами: электроды марки ОЗР-1 по техническим условиям [8] или другие с аналогичными основными характеристиками;
в) при воздушно-дуговой резке:
1) сжатый воздух;
2) омедненные угольные электроды марки ВДК по техническим условиям [9] или другие с аналогичными основными характеристиками.
5.2.2.4 Варианты форм разделки трещин механическим и термическим способами приведены на рисунке 1. Трещины должны быть разделаны на глубину их залегания по всей длине. Перед разделкой концы трещины должны быть рассверлены с последующим зенкованием. Концы разделки должны иметь плавный выход на поверхность. Стенки разделки несквозных трещин должны иметь плавный переход к основанию.
5.2.2.5 Не подлежащие сварке кромки элементов несущих конструкций, должны быть скругленными, не иметь выступов и неровностей.
5.2.2.6 Металлоконструкции в местах, подлежащих ремонту, а также металлический прокат для изготовления отдельных элементов металлоконструкций, имеющий деформации (прогибы, вмятины, искривления и др.), предельные отклонения которого превышают допустимые стандартами на соответствующие виды металлопроката, должны быть предварительно выправлены. Правку следует выполнять на прессах, вальцах или устройствах, обеспечивающих плавное приложение нагрузок. Отдельные неровности и искривления на листах толщиной до 3 мм допускается править вручную на ровных чугунных плитах или столах из твердых пород дерева.
При правке не допускаются трещины и надрывы. При горячей правке не допускаются пережоги металла. Допускается правка металла при местном нагреве отдельных участков. Температурный режим горячей правки и метод контроля температуры должны быть указаны в технологическом процессе ремонтного предприятия.
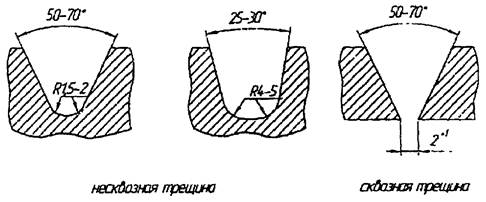
Рисунок 1 - Формы разделки трещин
5.2.2.1 Вырывы, надрывы и другие дефекты, появившиеся в результате обработки, необходимо устранить, соблюдая плавность перехода от обработанного места к необработанному.
5.2.2.8 Вновь устанавливаемые элементы металлоконструкций (вставки, накладки) и выводные планки должны быть изготовлены из сталей марок, предусмотренных конструкторской документацией на изделие.
Кромки накладок и вставок, вырезанных термической резкой, должны был. зачищены от грата шлака.
5.2.2.9 Конструктивные элементы и размеры подготовленных кромок ремонтируемых и свариваемых новых деталей и элементов конструкций, размеры и допускаемые отклонения выполненных швов должны соответствовать:
- при ручной дуговой сварке: ГОСТ 5264 для стыковых соединений и соединений, выполненных под прямым углом, ГОСТ 11534 для соединений, выполненных под острым и тупым углом;
- при дуговой сварке в защитных газах: ГОСТ 14771 для стыковых соединений и соединений, выполненных под прямым углом, ГОСТ 23518 для соединений, выполненных под острым и тупым углом;
- при дуговой сварке под флюсом: ГОСТ 8713 для стыковых соединений и соединений, выполненных под прямым углом, ГОСТ 11533 для соединений, выполненных под острым и тупым углом.
5.2.2.10 В местах, подлежащих сварке, после разделки трещин и подготовки кромок обязательна зачистка основного металла на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок. Края подготавливаемых накладок, косынок, вставок и выводных планок также должны быть зачищены до чистого металла.
5.2.2.11 Прихватки под сварку следует выполнять с использованием сварочных материалов, аналогичных применяемым при сварке конструкций. Поперечные размеры прихватки должны составлять от 15 % до 30 % площади поперечного сечения (от 40 % до 60 % величины катета) сварного шва. Рекомендуемая длина прихватки должна составлять 3 - 4 толщины соединяемых элементов, но не более 100 мм. Рекомендуемое расстояние между прихватками должно составлять 30 - 40 толщин соединяемых элементов, но не более 500 мм. При малых размерах привариваемых элементов размеры прихваток и расстояние между ними может быть уменьшено. Прихватки должны быть очищены от шлака и брызг.
5.2.2.12 Разделка под заварку трещин и сборка под приварку новых элементов должны быть проверены контролером или мастером.
5.2.3 Ремонт сварных конструкций из углеродистых и низколегированных сталей
5.2.3.1 В зависимости от размеров, места расположения и повторяемости эксплуатационных дефектов применяют следующие способы сварки и наплавки плавлением:
- ручную дуговую плавящимся покрытым электродом (111);
- дуговую в защитном газе плавящимся электродом (13);
- дуговую под флюсом проволочным электродом (121);
- газовую (3).
5.2.3.2 Материалы для дуговой сварки и наплавки конструкций из углеродистых и низколегированных сталей приведены в таблице 1.
5.2.3.3 Рекомендуемые режимы дуговой сварки (наплавки) конструкций из углеродистых и низколегированных сталей приведены в таблице 2.
5.2.3.4 Ремонт сваркой и наплавкой следует производить, по возможности, в нижнем положении. В вертикальном, горизонтальном и потолочном положении допускается сварка покрытыми электродами диаметром не более 4,0 мм и сварка в защитных газах проволокой диаметром не более 1,4 мм на токе обратной полярности. При этом сварочный ток должен быть на (15 ± 5) % меньше, чем при сварке в нижнем положении. Сварку следует выполнять предельно короткой дугой.
|
Марка стали |
Флюс по ГОСТ 9087 |
Сварочная проволока по ГОСТ 2246 |
Защитный газ |
|||
|
Для сварки под флюсом |
Для сварки в защитных газах |
|||||
|
09Г2 09ПД 09Г2С 10ХНДП |
АН-348-А ОСЦ-45 |
Св-08ГА Св-10ГА Св-10Г2 Св-10НМА |
СВ-08Г2С |
Двуокись углерода по ГОСТ 8050, смесь 80 % аргона газообразного высшего сорта по ГОСТ 10157 и 20 % двуокиси углерода по ГОСТ 8050 |
Э50А |
|
|
20ФЛ 20ГЛ 20Г1ФЛ |
||||||
|
12Г2ФД |
[10] |
АН-348-А АН-47 |
||||
|
10Г2Б 10Г2БД 10ХСНД 15ХСНД |
||||||
|
Ст3сп |
|
|
Э42А, 346 |
|||
|
15 20 |
АН-348-Л |
СВ-08ГА |
||||
|
15Л 20Л |
ОСЦ-45 |
СВ-08А |
||||
|
16Д |
|
|
||||
|
Примечание - для сварки несущих конструкций на стали марки Ст3сп применяют электроды типа Э42А или 350А. |
||||||
Рекомендуемые режимы дуговой сварки конструкций из углеродистых и низколегированных сталей (положение сварки - нижнее)
|
Параметры сварного соединения, мм |
Способ сварки |
Диаметр электрода (проволоки), мм |
Сила сварочного тока, А |
Напряжение на дуге, В |
Вылет электрода, мм |
Удельный расход защитного газа, л/мин |
Скорость сварки, м/ч |
|
|
Толщина металла, глубина разделки |
Катет углового шва, мм |
|||||||
|
1,0 - 2,0 |
2,0 - 3,0 |
(111) |
2,0 |
40 - 80 |
- |
- |
- |
- |
|
2,0 - 3,0 |
2,0 - 3,0 |
2,5 |
50 - 100 |
|||||
|
3,0 - 4,0 |
3,0 - 4,0 |
3,0 |
80 - 130 |
|||||
|
4,0 - 5,0 |
4,0 - 5,0 |
4,0 |
130 - 220 |
|||||
|
Св. 5,0 |
Св. 4,0 |
5,0 |
180 - 260 |
|||||
|
1,0 - 1,5 |
2,0 - 3,0 |
(113) в двуокиси углерода |
0,8 |
70 - 120 |
18 - 21 |
8 - 10 |
8 - 10 |
|
|
1,5 - 3,0 |
3,0 - 4,0 |
1,0 |
100 - 180 |
18 - 24 |
10 - 12 |
8 - 10 |
||
|
3,0 - 4,0 |
3,5 - 5,0 |
1,2 |
140 - 250 |
20 - 26 |
12 - 18 |
10 - 12 |
||
|
3,5 - 5,0 |
4,0 - 5,0 |
1,4 |
180 - 310 |
22 - 28 |
18 - 23 |
12 - 16 |
||
|
Св. 4,0 |
Св. 4,0 |
1,6 |
200 - 360 |
26 - 33 |
23 - 28 |
16 - 18 |
||
|
1,0 - 2,5 |
2,0 - 3,0 |
(13) в смеси 80 % аргона и 20 % двуокиси углерода (импульсной дугой) |
1,0 |
50 - 80 |
18 - 21 |
10 - 12 |
10 - 12 |
|
|
2,5 - 4,0 |
3,0 - 40 |
1,2 |
0 - 120 |
19 - 23 |
12 - 18 |
12 - 14 |
||
|
Св. 4,0 |
Св. 4,0 |
(13) в смеси 80 % аргона и 20 % двуокиси углерода (струйный процесс) |
1,2 |
260 - 300 |
28 - 31 |
18 - 20 |
15 - 18 |
- |
|
1,6 |
300 - 360 |
31 - 32 |
20 - 25 |
18 - 20 |
||||
|
2,5 - 3,0 Односторонний шов |
- |
(121) |
2,0 |
300 - 320 |
28 - 30 |
25 - 30 |
- |
40 - 42 |
|
8,0 Двусторонний шов |
4,0 |
550 - 600 |
30 - 32 |
30 - 35 |
34 - 36 |
|||
|
10,0 Двусторонний шов |
4,0 |
650 - 700 |
32 - 34 |
35 - 40 |
30 - 32 |
|||
5.2.3.8 Для обеспечения полного проплавления по толщине детали заварку сквозных трещин и изломов следует по возможности производить на съемной подкладке с последующей расчисткой корня от шлака и натеков металла и наложением подварочного шва. Допускается заварку сквозных трещин и изломов выполнять на остающейся подкладке.
5.2.3.9 Места заварки сквозных трещин и изломов, в которых подварка корня или установка остающейся подкладки невозможна, подлежат усилению накладками.
5.2.3.10 Усиливающие накладки должны быть изготовлены из сталей класса прочности не ниже предусмотренного конструкторской документацией на ремонтируемую деталь. Толщина односторонней накладки должна быть 0,8 - 1,0 толщины детали, двусторонней - не менее 0,5 толщины. При приварке двухсторонних накладок необходимо, чтобы противоположные швы были смещены относительно друг друга не менее чем на 30 мм. Накладки могут быть плоскими, угловыми или повторять профиль восстанавливаемого элемента.
5.2.3.11 Накладка должна перекрывать заваренную трещину не менее чем на 50 мм в каждую сторону.
5.2.3.12 Поверхность сварных швов перед установкой накладок следует зачистить до уровня основного металла. Зазоры в нахлесточных соединениях не должны превышать значений, допустимых ГОСТ 5264 - для ручной дуговой сварки, ГОСТ 14771 - для дуговой сварки в защитном газе.
5.2.3.13 Накладки должны быть приварены по контуру сплошным угловым швом с катетом, равным 0,7 - 0,8 толщины накладки. Допускается комбинация приварки по контуру с дуговой точечной сваркой.
5.2.3.14 Исправление сквозных механических повреждений и ремонт вваркой вставок следует производить с учетом требований 5.2.3.7 и 5.2.3.8.
5.2.3.15 Места механического и коррозионного износов конструкций из углеродистых и низколегированных сталей восстанавливают наплавкой.
5.2.3.16 Механические свойства металла сварных соединений, определенные при испытаниях образцов по ГОСТ 6996, должны соответствовать следующим значениям:
- временное сопротивление металла сварного соединения и предел текучести металла шва - не ниже требований, предъявляемых к основному металлу;
- относительное удлинение металла шва стыковых соединений из сталей с пределом текучести до 345 МПа должно быть не ниже 18 %, из сталей с пределом текучести от 375 до 390 МПа - не ниже 16 %;
- угол статического изгиба сварного соединения с поперечным стыком должен быть не менее 120°;
- ударная вязкость на образцах KCU должна быть не менее 29 Дж/см2 (3 кгс м/см2) при температуре испытаний: минус 60 °С для исполнения УХЛ и минус 60 °С для исполнения У;
- твердость металла шва и зоны термического влияния должна быть не более 350 HV10 по ГОСТ 2999.
5.2.3.17 Механические свойства металла сварных соединений котлов цистерн, имеющих избыточное давление газовой среды в котле при транспортировке или погрузке-выгрузке более 0,07 МПа при температуре до 50 °С, должны соответствовать правилам устройства и безопасной эксплуатации сосудов, работающих под давлением [11].
5.2.3.18 Механические свойства металла сварных соединений резервуаров воздушных для тормозов вагонов должны соответствовать требованиям ГОСТ Р 52400.
5.2.3.19 Газовую сварку следует применять для ремонта сборочных единиц с тонкостенными элементами из углеродистых сталей в случаях, когда применение дуговых способов сварки затруднено.
Для газовой сварки использовать:
- сварочную проволоку марок Св-08А, Св-08ГА по ГОСТ 2246;
- технический растворенный ацетилен марки Б по ГОСТ 5457;
- кислород технический первого и второго сорта (с объемной долей кислорода не менее 99,5 %) по ГОСТ 5583.
Сварку выполняют нормальным пламенем с углом наклона горелки к поверхности изделия от 10° до 20° для указанных в таблице 3 диапазона толщин и рекомендуемых режимов газовой сварки. При сварке более толстого металла угол наклона должен быть увеличен.
Рекомендуемые режимы газовой сварки углеродистых сталей
|
Толщина металла, мм |
Диаметр присадочной проволоки, мм |
№ наконечника |
Давление ацетилена, кгс/см2 |
Расход ацетилена, л/ч |
Давление кислорода, кгс/см2 |
Расход кислорода, л/ч |
|
0,5 - 1,0 |
2,0 |
1 |
0,7 |
75 |
3,0 - 4,0 |
85 |
|
1,0 - 2,0 |
2,0 - 2,5 |
2 - 3 |
150 - 200 |
165 - 220 |
5.2.4 Ремонт сварных конструкций из коррозионно-стойких, разнородных и двухслойных сталей
5.2.4.1 Для ремонта сварных конструкций из коррозионно-стойких сталей применяют следующие способы сварки (наплавки):
- дуговую плавящимся покрытым электродом (111);
- дуговую в защитном газе плавящимся электродом (13);
- дуговую под флюсом проволочным электродом (121);
- дуговую в инертном газе неплавящимся электродом (141);
- плазменную в инертном газе вольфрамовым электродом (161)
5.2.4.2 Материалы для дуговой и плазменной сварки (наплавки) конструкций из коррозионно-стойких сталей марок 07Х14Г18Д, 08X13М, а также марок 08X18Н10Т, 12Х18Н10Т, 12Х18Н9, 08Х22Н6Т, 08X21Н6М2Т, 10Х17Н13М2Т, 10Х14Г14Н4Т, 10Х14Г14Н3, 08Х18Г8Н2Т, 10Х13Г18Д, 06ХН28МДТ по ГОСТ 5632 приведены в таблице 4.
5.2.4.3 Для сварки конструкций из разнородных сталей, марки которых указаны в 5.2.4.2 и таблице 1, необходимо применять электроды и проволоки, приведенные в таблице 4.
5.2.4.4 Сварку плавящимся электродом следует выполнять постоянным током обратной полярности, сварку неплавящимся электродом (аргонодуговую и плазменную) - постоянным током прямой полярности.
5.2.4.5 При сварке разнородных сталей следует ограничивать долю участия в сварном шве низколегированного и углеродистого металла с целью предотвращения образования закалочных структур.
5.2.4.6 Для обеспечения требуемой коррозионной стойкости и предупреждения образования горячих трещин сварку коррозионно-стойких сталей следует выполнять на режимах с минимальной погонной энергией, узкими валиками без поперечных колебаний конца электрода, с обязательным охлаждением перед наложением очередного валика многослойного шва.
Слой шва, поверхность которого при эксплуатации подвергается воздействию агрессивной среды, выполняют в последнюю очередь.
5.2.4.7 Рекомендуемые режимы сварки конструкций коррозионно-стойких и разнородных сталей приведены в таблице 5 (сварка плавящимся электродом) и таблице 6 (сварка вольфрамовым электродом).
5.2.4.8 При исправлении сквозных трещин и вварке вставок форма разделки кромок должна соответствовать типу соединения С7 по ГОСТ 16098. Допускаются типы соединений С4, С6 и С17 по ГОСТ 16098. Схемы заварки сквозных дефектов представлены на рисунке 2.
Материалы для сварки (наплавки) конструкций из коррозионно-стойких и разнородных сталей
|
Свариваемые стали |
Сварка плавящийся электродом |
Сварка вольфрамовым электродом |
||||||
|
Флюс по ГОСТ 9087 |
Сварочная проволока по ГОСТ 2246 |
Защитный газ (варианты) |
Электрод покрытий, тип по ГОСТ 9467, ГОСТ 10052, рекомендуемая марка |
Присадочная проволока по ГОСТ 2246 |
Марка электрода по ГОСТ 23949 |
Защитный (плазмообразующий) газ |
||
|
под флюсом |
В защитном газе |
|||||||
|
Коррозионно-стойкие стали, указанные в 5.2.4.2 |
АН-26С |
Св-06Х19Н9Т Св-05Х20Н9ФБС Cв-07X18Н9TЮ Св-08Х20Н9Г7Т |
Св-04Х19Н11М3 Св-06Х19Н9Т Св-06Х20Н11М3ТБ Cв-07X18H9TЮ Св-08Х20Н9Г7Т Св-05Х20Н9ФБС |
Смесь: аргон + (1 - 5) % двуокиси углерода Смесь аргон + (1 - 3) % кислорода Двуокись углерода по ГОСТ 8050 |
Э-04Х20Н9 (ОЗЛ-36) Э-07X19Н10Г2М2Б (НЖ-13) Э-08Х20Н9Г2Б (ПЛ-11, ОЗЛ-7) Э-08Х19Н10Г2Б (ЦТ-15) Э-08Х17Н8M2 (НИАТ-1) |
Cв-06X19B9T Св-07Х18Н9ТЮ Св-08Х20Н9Г7Т |
ЭВЛ |
Аргон газообразный высшего сорта по ГОСТ 10157 |
|
Коррозионно-стойкие стали, указанные в 5.2.4.2 с углеродистыми и низколегированными сталями, указанными в таблице 1 |
Cв-06X25H12TЮ Cв-07X25H13 Св-07Х25Н12Г2Т Св-08Х23Н13БТЮ |
Св-06Х23Н12ТЮ Св-07Х25Н12Г2Т Св-08Х25Н13БТЮ Cв-10X16H25AM6 |
Э-10Х25Н13Г2 (ОЗЛ-6, ЗИО-8) Э-11Х13Н25М6АГ2 (ЭА-395/9, НИАТ-5) |
- |
||||
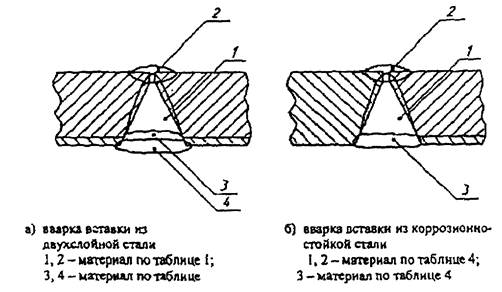
Рисунок 2 - Форма разделки кромок
и схемы заварки сквозных дефектов.
5.2.4.9 Технологию ремонта сваркой и наплавкой котлов цистерн из двухслойных сталей по ГОСТ 10885 следует назначать в зависимости от характера и места расположения дефекта с учетом требований 5.2.4.9 - 5.2.4.11.
5.2.4.10 Исправление несквозных трещин, механических и коррозионных повреждений в основном слое из низколегированной или углеродистой стали производят с использованием сварочных материалов, приведенных в таблице 1.
5.2.4.11 Несквозные дефекты со стороны плакирующего слоя (трещины, отсутствие или отслоение плакирующего слоя, механические повреждения) исправляют сваркой и наплавкой в два слоя:
- переходный слой с использованием сварочных материалов, приведенных в таблице 4 и соответствующих сварке разнородных сталей;
- коррозионно-стойкий слой с использованием материалов, приведенных в таблице 4 и соответствующих сварке коррозионно-стойких сталей.
Рекомендуемые
режимы дуговой сварки
плавящимся электродом
конструкций из коррозионно-стойких и разнородных сталей
|
Толщина металла (глубина разделки), мм |
Катет углового шва, мм |
Способ сварки |
Диаметр электрода (проволоки), мм |
Сила сварочного тока, А |
Напряжение на дуге, В |
Вылет электрода, мм |
Удельный расход защитного газа, л/мин |
Скорость сварки, м/ч |
|
1,0 - 2,0 |
2,0 - 3,0 |
(111) |
2,0 |
40 - 55 |
- |
- |
- |
- |
|
2,0 - 3,0 |
2,0 - 3,0 |
2,5 |
55 - 65 |
|||||
|
3,0 - 4,0 |
3,0 - 4,0 |
3,0 |
80 - 100 |
|||||
|
4,0 - 5,0 |
4,0 - 5,0 |
4,0 |
120 - 150 |
|||||
|
Св. 5,0 |
Св. 5,0 |
5,0 |
150 - 180 |
|||||
|
1,0 - 2,5 |
2,0 - 3,0 |
(13) в смеси аргона и от 1 % до 5 % двуокиси углерода или от 1 % до 3 % кислорода |
1,0 |
60 - 230 |
18 - 31 |
10 - 12 |
10 - 12 |
|
|
2,5 - 4,0 |
3,0 - 4,0 |
1,2 |
80 - 260 |
20 - 32 |
12 - 15 |
12 - 14 |
||
|
3,5 - 5,0 |
4,0 - 5,0 |
1,4 |
100 - 280 |
22 - 33 |
15 - 18 |
14 - 16 |
||
|
Св. 4,0 |
Св. 4,0 |
1,6 |
130 - 300 |
24 - 34 |
18 - 23 |
16 - 20 |
||
|
1,0 - 2,5 |
2,0 - 3,0 |
(13) в двуокиси углерода |
1,0 |
80 - 160 |
18 - 24 |
10 - 12 |
8 - 10 |
|
|
2,5 - 4,0 |
3,0 - 4,0 |
1,2 |
120 - 200 |
21 - 26 |
15 - 20 |
10 - 12 |
||
|
3,5 - 5,0 |
4,0 - 5,0 |
1,4 |
200 - 280 |
22 - 30 |
20 - 25 |
12 - 16 |
||
|
Св. 4,0 |
Св. 4,0 |
1,6 |
220 - 320 |
24 - 34 |
20 - 25 |
16 - 18 |
||
|
2,5 - 3,0 Односторонний шов |
- |
(121) |
2 |
280 - 300 |
28 - 30 |
25 - 30 |
- |
40 - 45 |
|
8,0 Двусторонний шов |
3,0 |
400 - 460 |
31 - 33 |
30 - 35 |
30 - 40 |
|||
|
10,0 Двусторонний шов |
3,0 |
420 - 480 |
32 - 35 |
30 - 35 |
28 - 35 |
Рекомендуемые
режимы сварки
конструкций из коррозионно-стойких сталей вольфрамовых электродом
|
Способ сварки |
Толщина металла, мм |
Диаметр электрода, мм |
Диаметр сопла, мм |
Диаметр присадочной проволоки, мм |
Сила сварочного тока, А |
Расход газа, л/мин |
|
|
Защитный |
Плазмообразующий |
||||||
|
(141) |
1,0 |
2,0 - 3,0 |
- |
1,0 - 1,2 |
30 - 45 |
6,0 - 8,0 |
- |
|
1,5 |
1,0 - 1,6 |
45 - 80 |
|||||
|
2,0 |
60 - 100 |
||||||
|
3,0 |
3,0 |
1,6 |
90 - 130 |
8,0 - 10,0 |
|||
|
3,5 |
3,0 - 4,0 |
90 - 220 |
|||||
|
(151) |
1,0 |
2,0 |
2,0 |
1,0 - 1,2 |
50 - 55 |
3,0 - 3,5 |
0,7 |
|
1,5 |
1,0 - 1,6 |
60 - 65 |
0,8 |
||||
|
2,0 |
1,2 - 1,6 |
65 - 70 |
3,5 - 4,0 |
||||
|
3,0 |
2,0 - 3,0 |
1,6 |
80 - 100 |
4,0 - 4,5 |
1,0 |
||
|
4,0 |
3,0 |
3,0 |
100 - 140 |
4,0 - 5,0 |
1,2 |
||
|
5,0 |
170 - 180 |
5,0 - 7,0 |
1,4 |
||||
|
Примечание - Допускается сварка соединений с отбортовкой кромок и нахлестанных соединений без присадочной проволоки. |
|||||||
5.2.5 Ремонт деталей, изготовленных прокаткой, ковкой и штамповкой
5.2.5.1 При ремонте деталей изготовленных обработкой давлением из сталей, марки которых указаны в таблице 7, следует применять следующие способы сварки и наплавки:
- дуговую сварку плавящимся покрытым электродом (111);
- дуговую сварку в защитном газе плавящимся электродом (13);
- дуговую сварку под флюсом проволочным электродом (121);
- электроконтактную наварку проволокой (ЭКНП).
Способ сварки или наплавки следует выбирать в зависимости от наличия технологической документации, технической оснащенности предприятия, объемов работ.
5.2.5.2 Сварочные материалы и температура предварительного подогрева, применяемые при сварке и наплавке, в зависимости от марки стали и требований к наплавленному металлу по износостойкости, указаны в таблице 7.
5.2.5.3 Для восстановления изношенных деталей подвижного состава из сталей марок 38XH3MA по ГОСТ 4543, 45Х14Н14В2М по ГОСТ 5632, применяют технологию ГПН, ГПНО и ЭДМ в соответствии с 5.6.3.
5.2.5.4 Подготовку поверхностей деталей проводят в соответствии с 5.2.2.
Подготовку поверхности деталей типа «вал» под наплавку производят токарной обработкой для придания изношенной поверхности цилиндрической формы.
5.2.5.5 Детали, имеющие твердость поверхностного слоя более 35 HRC, перед наплавкой должны быть подвергнуты отжигу или механической обработке на глубину не менее 0,5 мм для удаления металла, имеющего наклеп.
5.2.5.6 Режимы дуговой наплавки приведены в таблице 8.
Сварочные материалы и температура предварительного подогрева для деталей, изготовленных прокаткой, ковкой и штамповкой
|
Марки стали |
Температура подогрева перед наплавкой, °С |
Сварочные (наплавочные) материалы для способов, обозначенных по ГОСТ Р ИСО 4063 |
|||
|
Электроды для 111 |
Проволока и флюс для 121 |
Марка проволоки для (13) в среде CO7 |
|||
|
Марка проволока |
Марка флюса |
||||
|
Ст3 по ГОСТ 380 |
Не требуется |
Тип Э42А, Э50А ГОСТ 9467, ГОСТ 9466 ____________ ЭЖТ-1 по ТУ 1272-252-01124323-2008 [12] |
Св-08А, Св-08ГА, Св- 08Г2С ГОСТ 2246 ________________ Св-08ХГ2СМФ, Св-10ХГ2СМФ по ТУ 0805-001-18486807-99 [13], ПП-АН180МН по ТУ 127400-002-70182818-05 [14] |
АН-348-А, АН-348-AM ГОСТ 9087 |
Св-08Г2С _________ Св-10ХГ2СМФ [13] ПП-АН180МН [14] |
|
Ст5 по ГОСТ 380 09Г2, 09Г2Д по ГОСТ 19281 |
____________ ЭЖТ-1 [12] |
||||
|
12ХН3А по ГОСТ 4543; 35, 40, 45 по ГОСТ 1050; 40X, 45Х, 38ХС, 20ХН3А, 30ХГСА, 30ХН3А, 30ХНМА по ГОСТ 4543 ОС по ГОСТ 4728 |
от 250 до 300 |
||||
|
ОС по ГОСТ 4728 |
|
|
Св-08Г2С, Св-10Г2 |
АН-348-AM |
- |
|
Примечание - В числителе приведен» сварочные материалы для восстановления геометрических характеристик детали бее требований к износостойкости, в знаменателе - сварочные материалы для восстановления геометрических характеристик детали с увеличенной износостойкостью. |
|||||
Рекомендуемые режимы наплавки стальных деталей
|
Способ наплавки |
Сварочный материал |
Положение наплавки |
Параметры режима наплавки |
||||
|
Марка |
Диаметр, мм |
Сила сварочного тока, А |
Напряжение, В |
Вылет электрода, мм |
Расход защитного газа, л/мин |
||
|
в защитном газе (двуокись углерода) |
ПП-АН180МН |
2,0 |
нижнее |
330 - 380 |
27 - 28 |
25 - 30 |
14 - 16 |
|
горизонтальное вертикальное |
250 - 280 |
26 - 27 |
25 - 30 |
8 - 10 |
|||
|
Св-10ХГ2СМФ, СБ-08Г2С |
1,6 |
нижнее |
320 - 360 |
31 - 33 |
20 - 25 |
18 - 20 |
|
|
горизонтальное вертикальное |
250 - 270 |
27 - 30 |
25 - 30 |
16 - 18 |
|||
|
1,2 |
нижнее |
180 - 250 |
22 - 26 |
12 - 18 |
10 - 12 |
||
|
горизонтальное вертикальное |
140 - 210 |
20 - 24 |
12 - 18 |
10 - 12 |
|||
|
Под флюсом |
Св-10ХГ2СМФ, ПП-АН180МН, Св-08ГА, Св-08Г2С |
2,0 |
нижнее |
300 - 350 |
30 - 32 |
25 - 30 |
- |
|
горизонтальное вертикальное |
280 - 320 |
30 - 32 |
25 - 30 |
- |
|||
|
Покрытыми электродами |
ЭЖТ-1 |
4,0 |
нижнее |
180 - 220 |
- |
- |
- |
|
5,0 |
260 - 280 |
||||||
5.2.6 Ремонт литых деталей
5.2.6.1 Подготовку литых деталей к ремонту сваркой и наплавкой следует проводить в соответствии с 5.2.2.1 - 5.2.2.12.
5.2.6.2 Заварку трещин и приварку отколовшихся элементов следует выполнять ручной дуговой сваркой покрытыми электродами (111) или механизированной сваркой в защитном газе (13) с использованием сварочных материалов, режимов сварки и соблюдением технических требований, изложенных в 5.2.3.
5.2.6.3 Заварку трещин производят с предварительным подогревом до следующих температур:
- от 200 °С до 250 °С - для стали марок 15Л, 20Л, 25Л, 20ФЛ, 20ГЛ, 20Г1ФЛ по ГОСТ 977;
- от 250 °С до 300 °С - для стали марок 32Х06Л, 30ГСЛ, 30Л, 35Л по ГОСТ 977.
Места заварки трещин необходимо зачистить до уровня поверхности основного металла.
5.2.6.4 Для восстановления изношенных поверхностей литых стальных деталей следует применять электродуговую наплавку.
При ремонте могут быть использованы следующие способы электродуговой наплавки:
- в защитных газах (13);
- под флюсом проволочным электродом (121);
- ручная плавящимся покрытым электродом (111).
5.2.6.5 В зависимости от требований к механическим свойствам наплавленного металла необходимо применять сварочные материалы в соответствии с таблицей 9.
5.2.6.6 Рекомендуемые режимы наплавки стальных литых деталей указаны в таблице 8.
Наплавку деталей из стали марок 32Х06Л, 30ГСЛ, 30Л, 35Л по ГОСТ 977 проводить с предварительным подогревом до температуры от 250 °С до 300 °С.
Материалы для наплавки стальных литых деталей
|
Марка стали по ГОСТ 977 |
Требования к металлу наплавки |
Материалы |
||||
|
Флюс по ГОСТ 9087 |
Проволока для наплавки под флюсом |
Проволока для наплавки в защитных газах |
Защитный газ |
Электроды |
||
|
15Л 20Л 25Л 20ГЛ 20Г1ФЛ 20ФЛ 30Л 35Л 30ГСЛ 32Х06Л 25ЛК20 |
С восстановлением механических свойств основного металла |
АН-348-А |
Св-08А, Св-08ГА |
Св-08Г2С |
Двуокись углерода по ГОСТ 8050, смесь 80 % аргона газообразного высшего сорта по ГОСТ 10157 и 20 % двуокиси углерода по ГОСТ 8050 |
Тип Э50А |
|
С увеличенной износостойкостью (твердость от 240 до 300 НВ) |
Св-10ХГ2СМФ [13] ПП-АН180МН [14] |
Св-10ХГ2СМФ [13] ПП-АН180МН [14] |
ЭЖТ-1 [12] |
|||
5.3 Ремонт чугунных деталей
5.3.1 Способы сварки (наплавки)
Для ремонта чугунных деталей применяют следующие способы сварки (наплавки):
- газовую (3);
- пайкосварку (971);
- ручную дуговую плавящимся покрытым электродом (111);
- дуговую порошковой проволокой без газовой защиты (114);
- дуговую в защитном газе плавящимся электродом (13).
5.3.2 Материалы
5.3.2.1 Сварке (наплавке) подлежат детали из серых чугунов (с пластинчатой формой графита) всех марок по ГОСТ 1412 (группа 71 по докладу [15]) и высокопрочных чугунов (с шаровидным или вермикулярным графитом) всех марок по ГОСТ 7293 (группа 72 по докладу [15]).
5.3.2.2 Ремонту сваркой (наплавкой) подлежат чугунные детали с выявленными при дефектации:
- трещинами в основном металле и изломами отдельных элементов;
- пробоинами, забоинами, и другими механическими повреждениями;
- износами сопрягаемых поверхностей.
5.3.3 Газовая сварка
5.3.3.1 Технологический процесс газовой сварки чугунов должен обеспечивать равнопрочность сварного соединения и основного металла, отсутствие трещин, пор, хрупких структур в металле шва и зоне термического влияния. Допускается ухудшение до 25 % механических свойств сварных соединений в сравнении с механическими свойствами основного металла.
5.3.3.2 При подготовке деталей с трещинами под сварку концы трещин следует рассверливать с последующим зенкованием.
Выявление траектории трещин проводить неразрушающими методами контроля (капиллярным по ГОСТ 18442, феррозондовым по ГОСТ 21104, магнитопорошковым по ГОСТ 21105). Допускается выявление траектории трещин проводить нагревом металла в зоне дефекта газовой горелкой до температуры от 120 °С до 150 °С. Не допускается нагрев более 200 °С, приводящий к появлению трещин от перепада температур.
5.3.3.3 Разделку трещин, раковин, отбитых частей и других дефектов следует производить механическим или термическим способами. При термическом способе разделки дефектов перерыв перед сваркой не допускается.
5.3.3.4 При разделе дефектов под сварку на деталях с толщиной стенки более 4 мм скос кромок необходимо делать односторонний (V-образный), с углом раскрытия от 70° до 80°.
5.3.3.5 При газовой сварке толстостенных деталей и деталей расположенных в жестком контуре следует применять предварительный местный или полный подогрев до температуры от 300 °С до 400 °С. При заварке дефектов в деталях менее 50 мм следует применять подогрев до температуры от 150 °С до 200 °С.
5.3.3.6 При заварке дефектов в деталях сложной конфигурации и деталях с толщиной стенки более 50 мм следует применять горячую газовую сварку с общим предварительным или сопутствующим (действующем при сварке) подогревом при температуре от 500 °С до 700 °С.
5.3.3.7 При необходимости, для предупреждения вытекания жидкого металла сварочной ванны и придания необходимой формы шву, следует применять формовку свариваемого участка угольными или графитовыми пластинами, плитками из огнеупорных материалов, огнеупорной формовочной смесью, состав которой должен соответствовать ГОСТ 30430 (пункт 5.1.2).
5.3.3.8 Для газовой сварки серого чугуна необходимо использовать чугунные прутки диаметром от 6 до 12 мм, приведенные в таблицах 10 и 11.
Состав низколегированных чугунных присадочных прутков для сварки
В процентах
|
Марка прутка |
Массовая доля элементов |
||||||||||
|
С |
Si |
Mn |
S |
Р |
Cr |
Ni |
Ti |
Cu |
Sn |
||
|
Не более |
|||||||||||
|
I |
3,3 - 3,5 |
3,4 - 3,7 |
0,5 - 0,7 |
0,04 |
0,15 |
0,10 |
0,1 |
0,10 |
- |
0,3 - 0,5 |
|
|
II |
0,5 - 3,7 |
0,6 |
2,0 - 2,5 |
- |
|||||||
Состав чугунных присадочных прутков для сварки
В процентах
|
Марка прутка |
Массовая доля элементов |
||||||
|
С |
Si |
S |
Р |
Mn |
Сr |
Ni |
|
|
А |
3,0 - 3,5 |
3,0 - 3,4 |
0,08 |
0,2 - 0,4 |
0,5 - 0,8 |
0,05 |
0,3 |
|
Б |
3,5 - 4,0 |
0,3 - 0,5 |
|||||
5.3.3.9 Для газовой сварки высокопрочного чугуна следует использовать прутки с химическим составом, приведенным в таблице 12.
Таблица 12
Химический состав прутков
В процентах
|
Массовая доля элементов |
|||||||||
|
С |
Mn |
Si |
S |
Р |
Сr |
Ni |
Мо |
Mg |
РЗМ* |
|
3,4 - 3,8 |
≤ 0,45 |
1,8 - 2,6 |
≤ 0,015 |
≤ 0,03 |
≤ 0,1 |
0,9 - 1,4 |
0,3 - 0,6 |
0,05 - 0,10 |
0,1 - 0,2 |
|
______________ *РЗМ - группа редкоземельных металлов. |
|||||||||
5.3.3.10 В качестве присадочного материала разрешается использовать прутки, изготовленные из отбракованных чугунных деталей того же состава, что и восстанавливаемые детали.
5.3.3.11 В зависимости от площади устраняемого дефекта следует применять наконечник горелки и пруток в соответствии с данными таблицы 13.
Таблица 13
Номер наконечника горелки и диаметр прутков
|
Технические характеристики |
Площадь дефекта, см2 |
|||
|
до 5 |
от 5 до 20 |
от 20 до 30 |
более 30 |
|
|
Номер наконечника грелки |
5 |
6 |
6 |
7 |
|
Диаметр присадочного прутка, мм |
6 |
6 - 8 |
8 - 10 |
12 |
5.3.3.12 Газовую сварку чугуна производят ацетилено-кислородным пламенем. Разрешается применять газы-заменители ацетилена.
Применяемые газы должны удовлетворять требованиям:
- кислород технический первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583;
- технический растворенный ацетилен марки Б по ГОСТ 5457;
- пропан технический по ГОСТ 20448.
5.3.3.13 При газовой сварке чугуна необходимо применять порошковые флюсы, указанные в таблице 14, для защиты кромок металла от окисления и удаления из расплавленного металла оксидов и неметаллических включений.
Таблица 14
Порошковые флюсы для сварки чугуна
В процентах
|
Номер флюса |
Состав |
Массовая доля компонентов |
|
1 |
Плавленая бура |
100 |
|
2 |
Прокаленная бура |
|
|
3 |
Техническая бура |
|
|
4 |
Прокаленная бура |
56 |
|
|
Углекислый натрий |
22 |
|
|
Углекислый калий |
22 |
|
5 |
Техническая бура |
50 |
|
|
Двууглекислый натрий |
50 |
|
6 |
Плавленая бура |
23 |
|
|
Углекислый натрий |
27 |
|
|
Натриевая селитра (азотно-кислый натрий) |
50 |
|
7 |
Прокаленная бура |
50 |
|
|
Натриевая селитра |
50 |
|
|
Керосин (сверх 100 %) |
4 |
5.3.3.14 В случае выявления трещины на кромке канавки под сварку допускается ее устранение выплавкой газовым резаком с последующей заваркой образовавшейся канавки и продолжением работ по заварке первоначально подготовленной разделки.
5.3.3.15 Сварку чугуна следует выполнять в нижнем положении с предварительным равномерным подогревом кромок дефекта до расплавления и одновременным нанесением флюса присадочным прутком. Сварку выполнять отдельными сварочными ваннами длиной от 20 до 50 мм, заполняя разделку расплавленным прутком. Неметаллические включения удалять из сварочной ванны с помощью флюсования жидкого металла и интенсивного его перемешивания присадочным прутком.
5.3.2.16 Для исключения перегрева сварочной ванны (пузырения) во время сварки следует корректировать мощность пламени горелки.
5.3.3.17 После завершения сварки необходимо горелку медленно отводить от поверхности сварочной ванны на расстояние от 50 до 100 мм и наплавленный металл выдерживать под воздействием пламени от 0,5 до 1,5 мин.
5.3.3.18 Непосредственно после сварки восстановленную деталь следует поместить в разогретый горн или печь для последующего охлаждения или охлаждать, закрыв асбестовым полотном по ГОСТ 6102.
5.3.3.19 Восстановленные детали следует подвергать отжигу по режиму: нагрев со скоростью не более 100 °С/ч до температуры от 850 °С до 900 °С, выдержка в течение от 0,5 до 1,5 ч и охлаждение с печью до 200 °С. Скорость охлаждения в интервале температур от 650 °С до 200 °С должна быть не более 40 °С/ч. Охлаждение ниже 200 °С допускается выполнять на воздухе в защищенном от сквозняков месте.
5.3.3.20 Сварку крупногабаритных деталей из чугуна, подогрев которых затруднен, разрешается выполнять без предварительного подогрева с присадкой (например, проволока марки МН25, марки ПАНЧ-11), обеспечивающей получение в металле шва пластичного сплава.
5.3.3.21 Режимы газовой сварки чугуна приведены в таблице 15.
Таблица 15
Рекомендуемые режимы газовой сварки чугуна
|
Толщина металла, мм |
Диаметр присадочной проволоки, мм |
№ наконечника |
Давление ацетилена, кгс/см2 |
Расход ацетилена, л/ч |
Давление кислорода, кгс/см2 |
Расход кислорода, л/ч |
|
6 |
3 - 4 |
5 |
0,7 |
450 - 600 |
3,0 - 4,0 |
500 - 660 |
|
9 |
4 - 5 |
6 |
675 - 900 |
750 - 1000 |
||
|
12 |
6 - 8 |
7 |
900 - 1200 |
1000 - 1300 |
5.3.4 Газопламенная пайкосварка
5.3.4.1 Технологический процесс пайкосварки чугуна должен обеспечивать устранение мелких дефектов, обнаруженных на последних стадиях механической обработки (при незначительных припусках на обработку) без расплавления основного металла.
5.3.4.2 Профили разделки несквозного и сквозного дефектов под газопламенную пайкосварку, представленные на рисунке 3, следует выполнять механической обработкой. Заварку сквозного дефекта следует осуществлять на остающейся подкладке. На поверхности кромок не допускается грязь и окалина. Следы жиров удалять ацетоном по ГОСТ 2768, бензином по ГОСТ 1012.

Рисунок 3 - Профили разделки дефекта под пайкосварку
5.3.4.3 При пайкосварке чугуна чугунными присадочными прутками, указанными в таблице 16, следует применять местный предварительный подогрев зоны дефекта до температуры от 800 °С до 900 °С. После подачи в разделку флюса (состав флюсов приведен в таблице 17) следует расплавлять и вводить в сварочную ванну присадочные прутки, покрытые соответствующим флюсом.
Состав присадочных чугунных прутков для низкотемпературной пайкосварки
В процентах
|
Марка прутка |
Массовая доля элементов |
|||||||
|
С |
Si |
Mn |
Р |
Ni |
Ti |
Cu |
S |
|
|
НЧ-2 |
3,0 - 3,5 |
3,5 - 4,0 |
0,6 - 0,7 |
0,2 - 0,4 |
0,4 - 0,6 |
0,15 - 0,20 |
0,1 |
≤ 0,05 |
|
УНЧ-2 |
3,4 - 3,7 |
3,5 - 3,8 |
||||||
Флюсы для пайкосварки чугуна чугунными прутками
В процентах
|
Марка флюса |
Состав флюса |
Массовая доля компонента |
|
ФСЧ-1 |
Плавленая бура |
23 |
|
|
Кальцинированная сода |
27 |
|
|
Натриевая селитра |
50 |
|
ФСЧ-2 |
Плавленая бура |
18 |
|
|
Кальцинированная сода |
25 |
|
|
Натриевая селитра |
56,5 |
|
|
Углекислый литий |
0,5 |
|
МАФ-1 |
Плавленая бура |
33 |
|
|
Кальцинированная сода |
12 |
|
|
Натриевая селитра |
27 |
|
|
Оксид кобальта |
7 |
|
|
Фтористый натрий |
12,5 |
|
|
Фторцирконистый калий |
8,5 |
5.3.4.4 При пайкосварке чугуна латунными припоями следует применять поверхностно-активные флюсы, указанные в таблице 18.
Флюсы для низкотемпературной пайкосварки чугуна латунными припоями
В процентах
|
Марка флюса |
Массовая доля компонентов во флюсе |
Марки припоя |
|
|
|
углекислого лития; |
25 |
Л63, |
|
ФПСН-1 |
кальцинированной соды; |
25 |
ЛОК 59-1-0,3 |
|
|
борной кислоты |
50 |
|
|
|
углекислого лития; |
22,5 |
ЛОМНА 49-0,5-10-4-0,4 |
|
|
кальцинированной соды; |
22,5 |
|
|
ФПСН-2 |
борной кислоты; |
45 |
|
|
|
солевой плавленой лигатуры |
10 |
|
|
|
(72,5 NaCl и 27,5 NaF) |
|
|
Местный предварительный подогрев кромок разделки дефекта производить до температуры от 700 °С до 750 °С.
5.3.4.5 В качестве припоев следует использовать проволоку или прутки из латуни марок Л63 и ЛОК 59-1-0,3 по ГОСТ 16130, или припой ДОМНА 49-0,5-10-4-0,4 по техническим условиям [16] (см. таблицу 19).
5.3.4.6 Режимы пайкосварки следует назначать согласно таблицы 15.
5.3.4.7 По окончании пайкосварки наплавленный металл при температуре от 600 °С до 700 °С проковать.
Латунные припои для низкотемпературной пайкосварки чугуна
|
Марки припоя |
Массовая доля элементов*,% |
Температура плавления, ºС |
Твердость шва по Бринеллю |
Цвет |
|||||
|
Cu |
Sn |
Si |
Mn |
Ni |
Al |
||||
|
Л63 |
62 - 65 |
- |
- |
- |
- |
- |
906 |
150 - 160 |
Желтый |
|
ЛОК 59-1-0,3 |
58 - 60 |
0,7 - 1,1 |
0,2 - 0,4 |
- |
905 |
80 - 100 |
Желтый |
||
|
ЛОМНА 49-0,5-10-4-0,4 |
48 - 50 |
0,9 - 1,0 |
- |
9,5 - 10,5 |
3,5 - 4,5 |
0,2 - 0,6 |
835 |
180 - 200 |
Белый |
|
____________ * - Остальное цинк (Zn) |
|||||||||
5.3.5 Дуговая сварка
5.3.5.1 Дуговую сварку чугунных деталей (способы 13, 111, 114) выполняют по ГОСТ 30430.
5.4 Ремонт сварных конструкций и деталей из алюминия и алюминиевых сплавов
5.4.1 Материалы
5.4.1.1 Ремонту сваркой и наплавкой подлежат:
- сварные узлы и детали, изготовленные из деформируемых сплавов по ГОСТ 4784, не упрочняемые термообработкой;
- детали из деформируемых сплавов по ГОСТ 4784, упрочняемые термообработкой;
-детали из литейных сплавов по ГОСТ 1583.
5.4.1.2 Марки и система группирования свариваемых, деформируемых алюминиевых сплавов, применяемых для изготовления деталей и конструкций подвижного состава, указаны в таблице 20, литых алюминиевых сплавов - в таблице 21.
Марки деформируемых алюминиевых сплавов по ГОСТ 4784
|
Марка сплава |
Группа |
Подгруппа |
Система легирования |
|
ИСО/ТО 15608 [15] |
|||
|
АДО |
21 |
- |
Al |
|
АД1 |
|||
|
АМц |
22 |
22.1 |
Аl - Mn |
|
АМцС |
|||
|
Амг3 |
22.3 |
Al - Mg - Mn |
|
|
АМг5 |
22.4 |
||
|
АМг6 |
|||
|
АД31 |
23 |
23.1 |
Al - Mg - Si |
|
АД33 |
24 |
- |
Al - Mg - Si - Cu |
|
Примечание - сплавы марок АД31, АД33 термически упрочняемые. |
|||
Марки термически упрочняемых литейных алюминиевых сплавов по ГОСТ 1583
|
Марка сплава |
Группа |
Подгруппа |
Система легирования |
|
ИСО/ТО 15608 [15] |
|||
|
АК12 (АЛ2) |
24 |
24.1 |
Al - Si |
|
АК9ч (АЛ4) |
24.2 |
Al - Si - Mg |
|
|
АК7 |
|||
|
АК7ч (АЛ9) |
|||
|
АК5М (АЛ5) |
25 |
- |
Al - Si - Cu |
|
АМ5 (АЛ19) |
26 |
- |
A1 - Cu |
5.4.1.3 Основными видами эксплуатационных дефектов на деталях из алюминиевых сплавов являются трещины, механические повреждения и износы поверхностей.
5.4.1.4 Механические свойства металла сварных соединений, определенных при испытаниях образцов по ГОСТ 6996, должны удовлетворять следующим требованиям:
- временное сопротивление разрыву металла сварного соединения должно быть не менее 0,9σв (временного сопротивления основного металла);
- предел текучести металла шва должен быть не менее 0,9σ02 (предела текучести основного металла);
- относительное удлинение металла шва стыковых соединений Δ5 должно быть не менее 10 %;
- угол статического изгиба сварного соединения с поперечным стыком должен быть; для марок АДО, АД1, АМц, АМцС - не менее 120°; для марки АМг3 - не менее 60°; для марок АМг5 и АМг6 - не менее 45°;
- ударная вязкость сварных соединений, определенная на образцах KCU, при температуре испытания 20 °С должна быть не менее 32 Дж/см2 (3,2 кгс·м/см2);
- ударная вязкость сварных соединений, определенная на образцах КCU, при температуре испытания минус 60 °С должна быть не менее 12 Дж/см2 (1,2 кгс м/см2).
5.4.2 Способы сварки (наплавки) и сварочные материалы
В зависимости от химического состава алюминиевого сплава, толщины металла, степени ответственности конструкции и объемов ремонта следует применять следующие способы сварки:
- дуговую вольфрамовым электродом в инертном газе (141);
- дуговую плавящимся электродом в инертном газе (131);
- дуговую плавящимся покрытым электродом (111);
- дуговую по слою (под слоем) флюса (121);
- ацетиленокислородную (311).
5.4.2.2 Марки сварочной (присадочной) проволоки по ГОСТ 7871, приведенные в таблице 22, для сварки алюминия и его сплавов следует выбирать в строгом соответствии с химическим составом основного материала. Стержни покрытых электродов должны быть изготовлены из проволоки, по химическому составу соответствующей свариваемому сплаву.
5.4.2.3 Для сварки неплавящимся электродом в защитных инертных газах необходимо применять вольфрамовые электроды по ГОСТ 23949.
5.4.2.4 Для дуговой сварки следует применять инертные газы:
- аргон газообразный высшего сорта по ГОСТ 10157;
- гелий газообразный высокой чистоты по техническим условиям [17].
5.4.2.5 Газы, применяемые для газовой сварки и наплавки алюминия и его сплавов, должны удовлетворять требованиям:
- кислород технический первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583;
- технический растворенный ацетилен марки Б по ГОСТ 5457.
5.4.2.6 Для сварки алюминия и его сплавов следует применять флюсы, состав которых указан в таблице 23:
- для газовой сварки следует применять флюс АФ-4А;
- для сварки технического алюминия по слою флюса следует применять флюс АН-А1;
- для сварки по слою флюса технического алюминия и сплава АМц следует применять флюс АН-4А или флюс УФОК-А1.
Сварочные материалы для дуговой сварки (наплавки) алюминия и его сплавов
|
Марка сплава |
Проволока по ГОСТ 7871 |
Сварочные материалы и способы сварки |
||||
|
311 |
121 |
141 |
131 |
111 |
||
|
АДО |
СвА97, СвА99 |
Флюс АФ-4А |
Флюс АН-4А, УФОК-А1, сварочная проволока в соответствии с свариваемым сплавом |
Вольфрамовые электроды ГОСТ 23949; аргон газообразный высшего сорта по ГОСТ 10157; гелий газообразный высокой чистоты ТУ 0271-135-31323949-2005, переменный ток, присадочная проволока в соответствии с свариваемым сплавом |
Сварочная проволока в соответствии с свариваемым сплавом; аргон ГОСТ 10151; полярность обратная |
Металлические стержни электродов из проволок в соответствии с свариваемым сплавом, покрытые флюсом АФ-4А |
|
АД1 |
СвА85Т, СвА5 |
|||||
|
АМц |
СвАМц |
|||||
|
АМцС |
||||||
|
АМ5 (АЛ19) |
СвАМг3, |
Не применяется |
ОЗА-2 |
|||
|
СвАМг5 |
||||||
|
АК7ч (АЛ9) |
Св1201 |
ОЗАНА-2 |
||||
|
АК9ч (АЛ4) |
СвАК5 |
|
||||
|
АД31 |
СвАК10 |
Не применяется |
Не применяется |
|||
|
АД33 |
|
|||||
|
AК12 (АЛ2) |
СвАК10 |
|||||
|
АК5М (АЛ5) |
СвАК5 |
|||||
|
АМг3 |
Св1201 |
|||||
|
АМг5 |
СвАК5 |
|||||
|
АМг6 |
СвАМг3, СвАМг5 |
|||||
|
АК7 |
СвАМг5, СвАМг6 |
Флюс АФ-4А |
||||
|
Примечания 1 Прихватку и сварку плавящимися электродами производят на постоянном токе обратной полярности. 2 Сварку ручную дуговую плавящимся покрытым электродом (111) сплавов АДО, АД1 выполнять электродами ОЗА-1, ОЗАНА-2. 3 Сварку дуговую по слою флюса (121) сплавов АДО, АД1 выполнять с применением флюса АН-А1. |
||||||
Флюсы для сварки алюминия и его сплавов
В процентах
|
Химическая формула компонентов флюса |
Массовый состав флюсов для марок |
|||
|
АФ-4А |
АН-А1 |
АН-4А |
УФОК-А1 |
|
|
NaCl |
28 |
20 |
- |
30 |
|
KCl |
50 |
50 |
50 |
40 |
|
LiCl |
14 |
- |
20 |
- |
|
NaF |
8 |
- |
- |
- |
|
Na3AlF6 |
- |
30 |
30 |
30 |
5.4.3 Подготовка материалов
5.4.3.1 С целью удаления тугоплавкой оксидной пленки и предупреждения возникновения в швах сварных соединений дефектов перед сваркой в обязательном порядке следует выполнять:
- химическую очистку сварочной проволоки, малогабаритных заготовок и деталей;
- механическую очистку и последующее обезжиривание свариваемых кромок крупных деталей.
5.4.3.2 Перед травлением деталей и сварочной проволоки необходимо удалить с них краску, жировые пятна и другие загрязнения чистой обтирочной ветошью, смоченной одним из следующих растворителей: бензином по ГОСТ 1012, уайт-спиритом по ГОСТ 3134, ацетоном по ГОСТ 2768.
5.4.3.3 Механическую очистку подлежащих сварке деталей следует выполнять щетками с ворсом из корозионно-стойкой стали (диаметр ворса не более 0,1 мм, длина ворса не менее 10,0 мм). Щетки должны быть чистыми и обезжиренными. Зачищать поверхности под сварку абразивами, пескоструйной и дробеструйной обработкой, шлифовальной шкуркой не допускается из-за недостаточной чистоты подготовленной заказанными способами поверхности. Кромки и прилегающие к ним поверхности должны быть зачищены с двух сторон на ширину не менее 20 мм.
5.4.3.4 Химическую очистку поверхности сварочной проволоки, прутков, деталей следует осуществлять следующим образом:
- обезжиривание и травление в 5 %-ном водном растворе едкого натрия (NaOH) при температуре от 60 °С до 80 °С в течение 2 мин;
- промывание в теплой проточной воде при температуре 45 °С;
- осветление в водном растворе азотной кислоты (HNO3) концентрации от 15 % до 18 % при температуре (62,5 ± 2,5) °С в течение от 2 до 5 мин;
- промывание в проточной холодной воде;
- сушка до полного удаления влаги.
5.4.3.5 Для снижения пористости и количества оксидных включений в швах сварочную проволоку после химического травления следует подвергать электрохимическому полированию (травлению) в трехкомпонентном фосфорнокислом электролите, состав которого указан в таблице 24.
Электрохимическое полирование производить при температуре от 65 °С до 75 °С и анодной плотности тока от 25 до 50 А/дм2 в течение от 5 до 10 мин.
Состав электролита для электрохимического полирования алюминия и его сплавов
В процентах
|
Компонент электролита |
Химическая формула |
Массовая доля компонента в электролите |
|
Фосфорная кислота |
H3PO4 |
40 - 50 |
|
Серная кислота |
Н2SO4 |
35 - 40 |
|
Хромовый ангидрид |
СrО3 |
5 - 6 |
|
Вода |
Н2O |
10 - 14 |
5.4.3.6 Запрещается применять для сварки проволоку, хранившуюся на воздухе после химической обработки более 10 ч или в герметически закрывающихся сосудах и ящиках более 36 ч.
Если сварочная проволока, подготовленная травлением, не использована в течение указанного времени, то она должна быть повторно подготовлена без предварительного обезжиривания.
5.4.3.7 Перед непосредственным проведением сварочных операций для более полного удаления оксидной пленки свариваемые кромки и прилегающие к ним поверхности на участках шириной не менее ширины шва с обеих сторон следует подвергнуть местной зачистке шабером с последующим обезжириванием. Обезжиривание бензином по ГОСТ 1012, уайт-спиритом по ГОСТ 3134, ацетоном по ГОСТ 2768 производят протирочным материалом из хлопчатобумажной ткани, не оставляющей ворса.
5.4.3.8 Зачистку ранее химически травленой поверхности кромок рекомендуется производить шабером (до блеска). При этом промежуток времени от конца химического травления до зачистки не регламентируется, но сварку следует провести не позднее 16 ч с момента зачистки.
5.4.3.9 Удаление швов с дефектами, разделку трещин, подготовку кромок на узлах и деталях из алюминия и алюминиевых сплавов следует выполнять механическим способом.
5.4.3.10 Сборка деталей под сварку в инертных газах должна соответствовать требованиям ГОСТ 14806 - для стыковых сварных соединений и соединений, выполненных под прямым углом, ГОСТ 27580 - для сварных соединений, выполненных под острым и тупым углом.
5.4.3.11 Прихватки под сварку покрытыми электродами следует выполнять электродами той же марки, которыми производится сварка. Шлак удаляют промывкой швов прихваток горячей водой и очисткой щетками, требования к которым указаны в 5.4.3.3.
5.4.3.12 Прихватки сборочных единиц из алюминиевых сплавов следует выполнять с использованием сварочных материалов согласно таблице 22.
5.4.3.13 Рекомендуемые размеры катета прихваток должны составлять 0,4 - 0,6 размера катета шва, но не более 6 мм.
5.4.3.14 При выполнении протяженных швов расстояние между прихватками должно быть в 30 - 40 раз больше толщины прихватываемого элемента, но не более 200 мм; длина каждой прихватки должна быть в 4 - 5 раз больше толщины прихватываемого элемента, но не более 100 мм. Прихватки должны быть очищены от шлака и брызг.
5.4.3.15 Если прихватки являются составляющими сварного соединения, к ним предъявляются те же требования, что к сварному соединению. При последующей сварке они должны быть полностью переплавлены. Удаление прихваток следует выполнять механическим способом.
5.4.3.16 Перед сваркой изделия необходимо подогревать до температуры от 100 °С до 350 °С в зависимости от толщины и марки сплава в соответствии с таблицей 25. При сварке по слою флюса подогрев не требуется.
Максимальная температура подогрева алюминия и его сплавов
|
Марка сплава |
Толщина металла, мм |
Температура подогрева, °С |
Продолжительность нагрева, мин |
|
АДО, АД1 |
Любая |
350 |
60 |
|
АМц |
Любая |
250 |
60 |
|
АМг3, АМг5, АМг6 |
≤ 12 |
100 |
30 |
|
> 12 |
150 |
10 |
|
|
АД31, АД33 |
≤ 12 |
180 |
60 |
|
> 12 |
200 |
30 |
5.4.4 Режимы сварки
5.4.4.1 Газовую сварку (311) следует применять только при ремонте деталей, выполненных методом литья.
5.4.4.2 Газовую сварку необходимо выполнять ацетилено-кислородным пламенем при отношении ацетилена к кислороду 0,9, используя присадочный пруток или проволоку.
5.4.4.3 Удельный расход ацетилена на 1 мм толщины металла должен соответствовать 75 л/ч, а кислорода от 80 до 85 л/ч.
5.4.4.4 Диаметр присадочной проволоки при газовой сварке, в зависимости от толщины свариваемых деталей, ориентировочно должен составлять, мм:
|
от 1,0 до 1,5 |
при толщине деталей |
до 2 мм; |
|
|
от 1,5 до 3,0 |
« |
от 2 до 5 мм; |
|
|
от 3,0 до 4,0 |
« |
св. 5 мм. |
|
5.4.4.5 Ручную дуговую сварку покрытыми электродами (111), из-за невозможности удаления затекающего в зазоры шлака, вызывающего коррозию соединения, допускается применять для неответственных конструкций с толщиной металла более 4 мм. Режимы сварки покрытыми электродами указаны в таблице 26.
Рекомендуемые режимы ручной дуговой сварки покрытыми электродами алюминия
|
Форма подготовленных кромок |
Тип соединения |
Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
Без скоса кромок |
Двухсторонний |
6,0 |
5,0 |
280 - 300 |
|
8,0 |
6,0 |
300 - 320 |
||
|
20,0 |
8,0 |
450 - 550 |
||
|
25,0 |
8,0 |
500 - 550 |
5.4.4.6 При механизированной сварке по слою флюса (121) проката из алюминиевых сплавов марок АДО и АД1 толщиной от 10 до 30 мм следует применять формирующие подкладки.
5.4.4.7 Сварку в защитных (инертных) газах и их смесях (131, 141) следует применять для выполнения ответственных соединений. Сварочные материалы указаны в таблице 22.
5.4.4.8 Рекомендуемые режимы сварки вольфрамовым электродом и плавящимся электродом в среде аргона приведены в таблицах 27 и 28 соответственно.
Рекомендуемые режимы ручной сварки вольфрамовым электродом в инертных газах
|
Условное обозначение шва по ГОСТ 14806 |
Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Диаметр присадочной проволоки, мм |
Расход аргона, л/мин |
Сила сварочного тока, А |
Число проходов |
|
С1 |
1,5 |
1,0 |
1,0 |
5 - 6 |
60 - 90 |
1 |
|
С5 |
2,0 |
3,0; 4,0 |
2,0 - 2,5 |
5 - 6 |
80 - 100 |
1 |
|
3,0 - 4,0 |
4,0 |
3,0 |
7 - 8 |
150 - 170 |
1 |
|
|
0,5 - 12,0 |
4,0; 5,0 |
3,0 |
7 - 8 |
180 - 260 |
1 - 4 |
|
|
Т1, Т3 |
1,5 - 20,0 |
5,0 |
4,0 |
8 - 10 |
180 - 260 |
1 - 5 |
|
Н1, Н2 |
1,5 - 20,0 |
4,0; 5,0 |
3,0 - 5,0 |
8 - 10 |
140 - 150 |
1 - 5 |
|
10 - 12 |
180 - 220 |
Рекомендуемые режимы механизированной сварки плавящимся электродом в инертных газах
|
Условное обозначение шва по ГОСТ 14806 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Сила сварочного тока, А |
Скорость подачи проволоки, м/ч |
Напряжение на дуге, в |
Расход аргона, л/мин |
Количество проходов |
|
С5 |
4,0 |
1,2 - 1,4 |
120 - 160 |
150 - 170 |
25 |
10 - 12 |
1 |
|
6,0 |
1,4 - 1,6 |
220 - 260 |
200 - 220 |
25 |
12 - 14 |
1 |
|
|
Т3 |
10,0 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
1 проход с каждой стороны |
|
H1, Н2 |
20,0 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
14 - 16 |
6 |
|
Примечания 1 Сварку стыкового соединения выполнять на подкладке во избежание прожогов. 2 Катет шва таврового соединения от 3 до 6 мм. |
|||||||
5.4.4.9 При сварке вольфрамовым электродом рекомендуется выдерживать следующие параметры, мм:
5.4.4.10 При сварке плавящимся электродом рекомендуется выдерживать следующие параметры, мм:
диаметр электродной проволоки от 1 до 3;
диаметр сопел горелок от 18 до 22;
выпуск плавящегося электрода от 7 до 20;
вылет электрода от 8 до 30;
длина дуги от 2 до 6.
5.4.5 Техника сварки
5.4.5.1 Газовую сварку (311) выполняют «левым» способом по ГОСТ Р ИСО 857-1. Присадочную проволоку должна находиться перед пламенем, которое направляют на свариваемые кромки. Конец присадочной проволоки должен находиться в восстановительной зоне.
5.4.5.2 Сваркой вольфрамовым электродом (141) выполняют стыковые, угловые, тавровые, нахлесточные соединения, а также соединения с отбортовкой кромок.
5.4.5.3 Конструкции толщиной до 10 мм следует сваривать «углом вперед», более 10 мм - «углом назад». Угол между присадочной проволокой и горелкой должен составлять 90°. Проволоку необходимо подавать короткими возвратно-поступательными движениями. Поперечные колебания электрода не допускаются.
5.4.5.4 Изделия толщиной до 4 мм включительно сваривают способом 141 за один проход на стальной подкладке. При толщине изделия от 4 до 6 мм сварку выполняют с двух сторон, при толщине от 6 до 12 мм подготавливают кромки с разделкой по ГОСТ 14806.
5.4.5.5 Время подачи защитного газа до возбуждения дуги при способе 141, 131 зависит от длины шлангов подачи газа в горелку и составляет от 1 до 5 с. Время подачи защитного газа после окончания сварки зависит от величины силы сварочного тока и составляет, с:
6 при 50 А;
13 при 300 А.
Для уменьшения окисления металла шва необходимо выдерживать минимальные размеры сварочной ванны.
5.4.5.6 Дугу при механизированной сварке плавящимся электродом, способ 131, следует зажигать на выводных планках. Допускается зажигать дугу касанием проволочного электрода об изделие.
5.4.5.7 Сварку (131) стыковых соединений без разделки кромок в нижнем и вертикальном положениях следует выполнять без поперечных колебаний электрода. При наличии разделки кромок первый шов выполняют без поперечных колебаний, а последующие - с амплитудой до 5 мм.
5.4.5.8 При сварке (131) угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки должен составлять от 30° до 45°. Угловой шов, выполняемый на вертикальной плоскости, накладывают снизу вверх «углом вперед». Однопроходную сварку необходимо выполнять с поперечными перемещениями конца электрода относительно соединяемых кромок. При толщине металла более 6 мм угловые швы на вертикальной плоскости следует делать многопроходными за счет последовательного наложения узких швов, аналогично следует сваривать стыковые горизонтальные швы.
5.4.5.9 При сварке алюминия и его сплавов, при необходимости, следует применять подкладки, изготовленные из меди, нержавеющей стали, графита или керамики.
5.4.5.10 При сварке толстостенных деталей, толщиной более 4 мм, для предотвращения образования пор в шве из-за быстрого остывания сварочной ванны, следует применять шаговую сварку с возвратно-поступательным перемещением горелки. Каждый шаг вперед на расстояние от 3 до 6 мм сопровождают перемещением горелки назад на расстояние от 1,5 до 3 мм.
5.4.5.11 Для уменьшения деформаций при сварке длинномерных конструкций (при длине шва более 500 мм) следует применять обратноступенчатую сварку.
5.4.5.12 Для заварки кратера при сварке плавящимся электродом в защитных газах следует сварочный цикл заканчивать плавный снижением скорости подачи проволочного электрода.
5.5 Ремонт деталей из меди и медных сплавов
5.5.1 Материалы
5.5.1.1 Сварке и наплавке подлежат детали и узлы подвижного состава (электрооборудование, тепловые и холодильные установки, топливные системы) из меди и медных сплавов, марки которых приведены в таблице 29.
Медь и медные сплавы
|
Материал |
Химический состав и марки |
Группа |
Подгруппа |
Система легирования |
Марки материалов |
|
ИСО/ТО 15608 [15] |
|||||
|
Медь |
31 |
- |
Медь |
М06, М1, М1р, М2, М2р, М3, М3р |
|
|
Латунь |
32 |
32.1 |
Сплав меди и цинка, двойной сплав |
Л60, Л63, Л68 |
|
|
32.2 |
Сплав меди и цинка, многокомпонентный сплав |
ЛС59-1 |
|||
|
Бронза |
33 |
- |
Сплав меди и олова |
БрОФ6,5-0,4 БрОЦ4-3 БрОЦС4-4-4 |
|
При - ремонте следует применять листовые медные материалы по ГОСТ 1173, медные трубы по ГОСТ 15040.
5.5.1.2 Основными дефектами, образующимися в процессе эксплуатации деталей из меди и медных сплавов, являются:
- трещины в сварных соединениях;
- трещины, пробоины, изломы отдельных элементов и другие механические повреждения основного металла;
- электродуговые и электроэрозионные разрушения токопроводящих элементов;
- износ сопрягаемых поверхностей.
5.5.2 Сварочные материалы
5.5.2.1 Электроды плавящиеся покрытые должны соответствовать указанным в таблице 30.
Электроды для ручной дуговой сварки меди и медных сплавов
|
Марка электрода |
Положение сварки |
Диаметр, мм |
Рекомендуемая сила тока при сварке в нижнем положении, А |
Электропроводимость металла шва, % |
Основное назначение |
|
Комсомолец-100 |
Нижнее, наклонное |
3,0 |
90 - 110 |
Не более 20 |
Сварка и наплавка изделий из технической меди |
|
4,0 |
120 - 140 |
||||
|
5,0 |
170 - 190 |
||||
|
АНЦ/ОЗМ-2 |
4,0 |
220 - 290 |
Не менее 60 |
Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01 % кислорода |
|
|
5,0 |
350 - 400 |
||||
|
6,0 |
420 - 500 |
||||
|
АНЦ/ОЗМ-3 |
4,0 |
220 - 300 |
|||
|
5,0 |
350 - 400 |
||||
|
6,0 |
420 - 520 |
||||
|
АНЦ/ОЗМ-4 |
4,0 |
220 - 300 |
Не менее 50 |
||
|
5,0 |
350 - 400 |
||||
|
6,0 |
450 - 520 |
||||
|
АНЦ-3 |
Нижнее |
4,0 |
340 - 400 |
30 - 60 |
Сварка изделий из технической меди и хромовой бронзы толщиной более 15 мм |
|
5,0 |
425 - 500 |
||||
|
6,0 |
510 - 600 |
||||
|
ОЗБ-2М |
Любое кроме потолочного |
3,0 |
100 - 120 |
- |
Сварка и наплавка оловяннофосфористых бронз и латуни, заварка дефектов литья |
|
4,0 |
140 - 160 |
||||
|
ЛКЗ-АБ (АМц 9-2) |
Нижнее |
4,0 |
180 - 210 |
- |
Сварка и заварка дефектов латуни, литых и термически упрочняемых бронз |
|
5,0 |
220 - 240 |
||||
|
6,0 |
250 - 270 |
||||
|
ЖЗ-АБ (АНМцЖ8-3-4-1) |
Нижнее |
5,0 |
220 - 240 |
- |
|
|
6,0 |
250 - 270 |
5.5.2.2 Газы сварочные защитные:
- аргон газообразный высшего сорта по ГОСТ 10157;
- азот газообразный особой чистоты по ГОСТ 9293;
- гелий газообразный высокой чистоты (сжатый) [17];
- смеси гелия, азота с аргоном (содержащие от 50 % до 80 % аргона).
5.5.2.3 Газы горючие (в сочетании с кислородом техническим первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583):
- пропан технический по ГОСТ 20448;
- технический растворенный ацетилен марки Б по ГОСТ 5457.
5.5.2.4 Электроды сварочные неплавящиеся вольфрамовые по ГОСТ 23949.
Рабочий конец вольфрамового электрода должен быть заточен на конус с притуплением от 0,5 до 0,8 мм.
Длина затачиваемого конца должна быть от 2 до 3 диаметров электрода.
5.5.2.5 Флюсы сварочные для газовой сварки должны соответствовать указаны в таблице 31.
Состав флюсов для газовой сварки меди и латуни
В процентах
|
Компоненты флюсов |
Массовая доля компонента для номеров флюса |
|||||||
|
Наименование |
Химическая формула |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Борная кислота |
Н3ВО3 |
100 |
|
50 |
25 |
35 |
- |
10 |
|
Бура безводная |
Nа2В4O7 |
- |
100 |
50 |
75 |
50 |
56 |
70 |
|
Бифосфат натрия |
Na2НРО4 |
- |
- |
- |
15 |
- |
- |
|
|
Поташ безводный |
K2СО3 |
- |
22 |
|||||
|
Хлористый натрий |
NaCl |
12 |
20 |
|||||
5.5.2.6 Проволока и прутки сварочные из меди и сплавов на медной основе по ГОСТ 16130. Допускается применять присадочные прутки из меди по ГОСТ 1535, из оловянно-фосфористой бронзы по ГОСТ 10025.
5.5.3 Общие требования к сварке меди и медных сплавов
5.5.3.1 Подготовка деталей под сварку и наплавку включает разделку кромок и очистку поверхностей деталей непосредственно перед сваркой.
5.5.3.2 Подготовку кромок под сварку следует производить механическим способом. Наличие заусенцев после механической обработки не допускается. Сварку деталей толщиной до 5 мм допускается производить без разделки кромок. При толщинах свариваемых деталей от 5 до 10 мм необходимо производить V-образную разделку под углом от 60° до 70°, при больших толщинах - Х-образную разделку, с притуплением кромок до 5 мм. Зазор между свариваемыми кромками при сварке деталей толщиной до 20 мм не должен превышать 5 мм, при сварке деталей больших толщин - 8 мм.
5.5.3.3 Поверхность основных и присадочных материалов непосредственно перед сваркой подвергают очистке от загрязнений и оксидной пленки. Очистку следует производить механическим или химическим способом.
Механическую очистку производят шабером, щеткой, требования к которой указаны в 5.4.3.3, до металлического блеска с последующим обезжириванием. Обезжиривание бензином по ГОСТ 1012, уайт-спиритом по ГОСТ 3134, ацетоном по ГОСТ 2768 производят протирочным материалом из хлопчатобумажной ткани, не оставляющей ворса.
Химическую очистку (травление) производят в растворах, составы которых приведены в таблице 32, с последующей промывкой в холодной воде, затем рекомендуется пассивирование в водном растворе хромового ангидрида (100 г/л) и серной кислоты (2 мг/л) при температуре от 15 °С до 20 °С, после чего снова промывка в проточной воде. После промывки присадочные материалы сушат горячим воздухом.
Следует очищать поверхности деталей, удаленные не менее чем на 20 мм от свариваемых кромок.
Состав растворов для травления сварочных материалов
|
Компоненты раствора |
Содержание компонентов в 1 л раствора, мл |
||
|
Наименование |
Химическая формула |
Раствор 1 |
Раствор 2 |
|
Азотная кислота |
HNO3 |
75 |
- |
|
Серная кислота |
Н2SO4 |
100 |
100 - 120 |
|
Соляная кислота |
HCl |
1 |
- |
|
Дистиллированная вода |
Н2O |
остальное |
остальное |
|
Хромовый ангидрид |
CrО3 |
- |
20 |
5.5.3.4 Сварные соединения труб из меди с трубами из меди, с арматурой из латуни и бронзы следует выполнять по ГОСТ 16038.
5.5.3.5 Сварные-контактные соединения электрических проводников из меди следует выполнять по ГОСТ 23792.
5.5.3.6 Сварку следует вести в жестком или скользящем закреплении, или по прихваткам. Прихватка должна обеспечивать провар корня стыкового и углового соединения.
Сборочно-сварочная оснастка должна быть рассчитана на сварку и наплавку в нижнем положении. Сварку вести в нижнем или близком к нему положении.
Прихватки должны соответствовать требованиям 5.2.2.11.
Прихватки не вырубают и во время сварки полностью переваривают сварным швом. Перед сваркой прихватки следует очистить способами, указанными в 5.5.3.3.
Начинать сварку на прихватке не допускается.
5.5.3.7 Сварку дуговыми способами вести напроход, короткой дугой при быстром поступательном движении.
Сварку деталей из меди с толщиной стенки более 5 мм и из латуни - более 12 мм производить с предварительным подогревом до температуры от 200 °С до 500 °С в зависимости от толщины свариваемого изделия и способа сварки.
При сварке элементов изделий, существенно отличающихся по толщине, более толстый металл необходимо подогревать до более высокой температуры.
В качестве источника тепла при подогреве использовать газокислородное пламя или печь.
5.5.3.8 При сварке многослойных швов выполнение каждого последующего прохода следует производить после тщательной механической зачистки шва предыдущего прохода в соответствии с требованиями 5.5.3.3. После зачистки следует провести обезжиривание сварного соединения. Применение абразивных инструментов из-за недостаточной чистоты зачищенной поверхности не допускается. Во избежание появления пор в швах сварное соединение должно быть выполнено с наименьшим числом проходов. Сварку производить по возможности без перерыва, с перекрытием ранее наложенных швов не менее чем на 1/3 ширины шва. При перекрытии шва обеспечивать расплавление кромок.
5.5.3.9 Сварку стыковых и угловых соединений толщиной до 6 мм производят без поперечных колебаний, при большей толщине - с небольшими поперечными колебаниями электрода (горелки). При сварке деталей разной толщины угол наклона электрода (горелки) выбирают таким, чтобы большая часть дуги переходила на более толстую деталь.
5.5.3.10 Сварные швы должны быть, по возможности, стыковыми двусторонними или односторонними со сквозным проплавлением свариваемых кромок. Сварной шов должен иметь плавный переход к основному металлу. Резкие переходы в сварных швах не допускаются. Швы по ширине должны перекрывать разделку от 1 до 2 мм на сторону, выпуклость швов должна быть от 2 до 5 мм в зависимости от толщины свариваемых соединений.
5.5.3.11 Угловые и тавровые соединения следует заваривать при положении в лодочку в соответствии с ГОСТ 11969 (пункт 3).
5.5.3.12 Сварку следует начинать и заканчивать на выводных планках, которые должны быть установлены в одной плоскости со свариваемыми деталями и плотно без зазоров прокаты к их кромкам. Допуски на точность установки выводных планок такие же, как и при сборке элементов под сварку. В целях предотвращения вытекания жидкого металла при сварке в начале и конце шва, при отсутствии выводных планок следует устанавливать графитовые пластины.
5.5.3.13 Следует избегать обрыва дуги. Участок шва с кратером, образовавшимся при случайном обрыве дуги, необходимо удалить механическим способом, обезжирить в соответствии с 5.5.3.3, а затем продолжить сварку.
5.5.3.14 Во избежание прожогов при сварке стыковых соединений рекомендуется применять съемные подкладки - медные водоохлаждаемые, флюсовые, графитовые.
5.5.3.15 Изделия из латуни с толщиной стенки более 3 мм рекомендуется после сварки подвергать термообработке - нагреву до температуры от 750 °С до 800 °С с медленным охлаждением.
Детали из оловянно-цинковой бронзы после сварки рекомендуется подвергать отжигу при температуре 650 °С с последующим охлаждением в воде.
5.5.3.16 В целях предотвращения приваривания брызг электродного металла к свариваемым деталям на них рекомендуется наносить защитное покрытие, в состав которого входят компоненты, следующего массового содержания в покрытии, %:
30 криолит (Na3AlF6);
10 жидкое натриевое стекло с модулем от 2,6 до 3,0;
60 вода дистиллированная.
Изготовленное в виде смеси покрытие следует хранить в герметичной таре и непосредственно перед нанесением тщательно перемешать. Покрытие наносят на поверхность деталей кистью или пульверизатором, на холодную поверхность - в один слой, на подогретую - в два слоя. Время высыхания покрытия от 8 до 12 мин.
Удаление покрытия с металла производят после сварки без предварительного подогрева - мокрой ветошью или металлической щеткой или с применением предварительного подогрева - металлической щеткой.
5.5.4 Ручная дуговая сварка покрытым электродом
5.5.4.1 При выборе типа покрытых электродов для сварки меди и медных сплавов следует руководствоваться данными таблицы 30.
5.5.4.2 Сварку выполняют на постоянном токе обратной полярности.
5.5.4.3 Для обеспечения глубокого провара при отсутствии разделки кромок сварку ведут короткой дугой.
При заварке дефектных участков шириной более 15 мм валики наплавляют с поперечными колебаниями и кратковременной задержкой дуги на боковых кромках основного металла.
5.5.5 Сварка неплавящимся вольфрамовым электродом
5.5.5.1 Сварку следует вести на постоянном токе прямой полярности или переменным током.
5.5.5.2 Рекомендуемые режимы ручной аргонодуговой сварки стыковых соединений меди указаны в таблице 33.
Режимы ручной аргонодуговой сварки стыковых соединений меди неплавящимся электродом
|
Толщина, мм |
Разделка кромок |
Число проходов |
Проходы |
Диаметр присадочного прутка, мм |
Сила сварочного тока, А |
Расход аргона, л/мин |
|
1,0 |
Без скоса кромок |
1 |
- |
1,2 |
40 - 100 |
4 - 5 |
|
1,5 |
1 |
2,0 |
50 - 120 |
4 - 5 |
||
|
2,0 |
1 |
2,0 |
110 - 140 |
4 - 5 |
||
|
3,0 |
1 |
3,0 |
170 - 220 |
5 - 6 |
||
|
4,0 |
2 |
3,0 |
200 - 250 |
5 - 6 |
||
|
5,0 |
Со скосом кромок |
2 |
1 |
4,0 |
300 - 350 |
5 - 6 |
|
|
- |
1 |
3,0 |
300 - 350 |
6 - 7 |
|
|
6,0 |
2 |
4,0 |
300 - 350 |
6 - 7 |
||
|
|
подварочный шов |
4,0 |
300 - 350 |
6 - 7 |
||
|
|
4 |
1 |
3,0 |
300 - 350 |
7 - 8 |
|
|
|
2 |
5,0 |
300 - 350 |
7 - 8 |
||
|
10,0 |
3 |
6,0 |
300 - 400 |
7 - 8 |
||
|
|
подварочный шов |
3,0 |
300 - 350 |
7 - 8 |
||
|
|
5 |
1 |
3,0 |
250 - 350 |
8 - 10 |
|
|
|
2 |
5,0 |
300 - 400 |
8 - 10 |
||
|
12,0 |
3 |
6,0 |
350 - 450 |
8 - 10 |
||
|
|
4 |
6,0 |
350 - 450 |
8 - 10 |
||
|
|
подварочный шов |
3,0 |
300 - 350 |
8 - 10 |
||
|
|
6 |
1,2 |
3,0 |
300 - 400 |
10 - 12 |
|
|
20 |
3,4 |
5,0 |
300 - 450 |
10 - 12 |
||
|
|
5,6 |
6,0 |
300 - 350 |
10 - 12 |
||
|
|
8 |
1,2 |
3,0 |
300 - 400 |
12 - 14 |
|
|
25 |
3,4 |
5,0 |
350 - 450 |
12 - 14 |
||
|
|
5,6 |
6,0 |
400 - 550 |
12 - 14 |
||
|
|
7,8 |
6,0 |
450 - 600 |
12 - 14 |
5.5.5.3 Для сварки меди необходимо применять проволоки из меди марок M1, М2 и сплавов марок МНЖКТ 5-1-0,2-0,2 и БрКМц-3-1 по ГОСТ 16130. Для сварки латуни в качестве присадки рекомендуется использовать металл того же состава или из сплавов марок БрКМц-3-1, БрОЦ-4-3 по ГОСТ 16130. В случае отсутствия специальных требований допускается применение проволоки марки МНЖКТ 5-1,0-0,2-0,2 по ГОСТ 16130. При сварке цинковых латуней, если требуется иметь максимальное содержание цинка в металле шва, следует применять проволоку марки Ж-62-0,5 по ГОСТ 16130.
5.5.5.4 Сварку выполняют «углом вперед» с наклоном оси мундштука горелки к изделию от 60° до 80°. Угол между осью мундштука горелки и присадочной проволокой должен составлять от 80° до 90°.
5.5.5.5 В качестве защитных газов следует применять газы, указанные в 5.5.2.2.
5.5.5.6 В качестве присадочных материалов рекомендуется применять проволоку и прутки, указанные в 5.5.2.6.
5.5.6 Газовая сварка
5.5.6.1 Сварку следует выполнять ацетилено-кислородным нормальным пламенем с отношением кислорода и ацетилена от 1,05 до 1,10 для меди и от 1,3 до 1,4 для латуни. Для уменьшения теплоотвода сварку выполняют на теплоизоляционной подкладке, например, из асбестовой ткани по ГОСТ 6102, кремнеземной или огнеупорной ткани.
5.5.6.2 Сварку следует проводить восстановительной зоной пламени, выдерживая расстояние от конца ядра до поверхности сварочной ванны в пределах от 3 до 6 мм. В процессе сварки нагретый металл должен быть все время защищен пламенем. Сварку рекомендуется выполнять «левым» способом. Сварку ведут с максимальной скоростью без перерывов и за один проход. Кромки и присадочную проволоку следует расплавлять одновременно: кромки до густого состояния, присадочную проволоку - до жидкого. По окончании сварки пламя необходимо поддерживать над металлом сварочной ванны, постепенно удаляя горелку, до полного его затвердевания.
5.5.6.3 При сварке меди рекомендуется свариваемые изделия устанавливать под углом до 10° к горизонтальной плоскости. Сварку ведут на подъем. Угол наклона мундштука горелки к свариваемому изделию задают от 40° до 50°, а присадочной проволоки - от 30° до 40°.
При сварке вертикальных швов угол наклона мундштука горелки должен составлять 30°. Сварку следует вести снизу вверх.
5.5.6.4 При газовой сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатой сваркой.
5.5.6.5 При газовой сварке меди, бронзовых и латунных деталей следует применять предварительный подогрев от 350 °С до 400 °С с сопутствующим подогревом, обеспечивающим постоянную температуру детали. Детали сложной формы с тонкими стенками перед нагревом необходимо заполнить сухим горячим песком. Допускается сварка мелких деталей без подогрева.
При толщине изделия более 10 мм сварку производят двумя горелками: одна - служит для подогрева, второй - выполняют сварку. При двусторонней сварке двумя горелками дополнительный подогрев не требуется.
5.5.6.6 При сварке изделия из чистой меди толщиной до 4 мм следует применять проволоку марок М1 или М2 по ГОСТ 16130 или прутки из меди марок М1 или М2 ГОСТ 1535. При больших толщинах меди для сварки рекомендуется применять присадочную проволоку, легированную до 0,2 % фосфором и до 0,3 % кремнием. Состав присадочной проволоки для сварки медных сплавов должен совпадать с составом основного металла. Допускается в качестве присадочного металла при сварке латуни применять проволоку марки ЛК62-0,5 или самофлюсующийся сплав марки ЛКБО62-0,2-0,04-0,5 по ГОСТ 16130, при сварке бронз - проволоку из сплава марки БрОФ6,5-0,4 по ГОСТ 5017 и БрОФ6,5-0,15 по ГОСТ 16130, а также прутки по ГОСТ 10025.
5.5.6.7 В качестве флюса следует применять обезвоженную буру (Na2В4О7), которую в виде пасты наносят на сварочные прутки и свариваемые кромки, а также флюсы, состав которых указан в таблице 31. Флюсы наносить на зачищенные и обезжиренные свариваемые кромки от 10 до 12 мм на сторону, Дополнительно их можно вносить с помощью присадочного металла, на который наносить покрытие из компонентов флюса и жидкого натриевого стекла с добавками древесного угля (от 10 % до 20 %). Во время сварки в ванну следует непрерывно вводить флюс.
5.5.6.8 Режим сварки в зависимости от толщины свариваемого металла необходимо назначать согласно данным, указанным в таблице 34.
Таблица 34
Рекомендуемые режимы газовой сварки меди и медных сплавов
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер наконечника горелки |
Расход ацетилена, л/ч |
|
2 |
2 |
2 |
300 - 400 |
|
4 |
4 |
3 |
300 - 500 |
|
6 |
5 |
3 |
750 - 1200 |
|
8 |
6 |
5 |
750 - 1200 |
|
10 |
6 |
6 |
1700 - 2500 |
|
12 |
8 |
6 |
1700 - 2500 |
|
14 |
8 |
6 |
1700 - 2500 |
|
16 |
10 |
7 |
1700 - 2500 |
|
18 |
12 |
7 |
1700 - 2500 |
|
20 |
12 |
7 |
1700 - 2500 |
5.5.6.9 Сварку бронзы следует вести восстановительным пламенем с обязательным применением флюса. Ядро пламени не должно касаться основного металла и прутка. Температуру детали в процессе сварки необходимо поддерживать постоянной.
5.6 Ремонт деталей пайкой и нанесением покрытий
5.6.1 Индукционная наплавка
5.6.1.1 Для восстановления формы и упрочнения поверхностей стальных деталей подвижного состава разрешается применять ИМС в соответствии с требованиями инструкции [18].
5.6.1.2 Для поверхностей деталей, подвергаемых ИМС, следует предусматривать следующие операции:
- удаление поверхностных дефектов (заусенцев, раковин, вмятин) и загрязнений с зачисткой наплавляемой поверхности до чистого металла механическими способами с применением армированных абразивных кругов, стальных щеток и других инструментов;
- нанесение на наплавляемую поверхность наплавочной шихты заданной толщины;
- проведение наплавки.
Допускается газопламенная очистка поверхности. Остатки оксидов и сгоревшей краски после газопламенной очистки полностью удаляют.
5.6.1.3 Наплавочная шихта для ИМС должна представлять собой механическую смесь неизносостойких или износостойких сплавов по техническим условиям предприятий-изготовителей и соответствующих флюсов.
ИМС наплавляют слои металла толщиной до 1,5 мм для получения на всей поверхности детали или ее части упрочненного слоя с требуемой износостойкостью.
При износе поверхностного слоя детали на глубину более 1,5 мм выполняют предварительную наплавку его электродуговым способом с последующей механической обработкой поверхности и упрочнением поверхностного слоя ИМС.
5.6.1.4 При ширине наплавляемой поверхности больше ширины индуктора ее необходимо наплавлять за два и более проходов с перекрытием ранее наплавленного слоя на 5 мм.
5.6.1.5 Электродуговая наплавка по упрочненным ИМС слоям не допускается.
5.6.1.6 Наплавочные работы следует выполнять с применением специализированных генераторов и промышленных высокочастотных установок мощностью от 60 до 160 кВт, частотой тока от 66 до 440 кГц.
5.6.2 Пайка
5.6.2.1 При ремонте подвижного состава разрешается пайка меди и ее сплавов, углеродистых и легированных сталей, алюминия и его сплавов всеми промышленными способами пайки, классификация которых приведена в ГОСТ 17349.
5.6.2.2 При разработке процесса пайки следует предусматривать:
- подготовку деталей;
- сборку деталей с фиксацией требуемого зазора;
- флюсование соединяемых поверхностей и нанесение припоя;
- непосредственно пайку;
- обработку соединения после пайки;
- контроль паянных соединений.
Механическую очистку производят шабером, наждачной бумагой, стальной нержавеющей щеткой до чистого металла. При необходимости проводят травление и обезжиривание.
Травление сталей следует производить водным раствором соляной, или серной, или ортофосфорной кислоты с концентрацией от 10 % до 20 % при температуре от 30 °С до 50 °С в течение от 10 до 20 мин. Для травления алюминия и его сплавов применяют растворы едкого натра от 50 до 160 г/л, меди и ее сплавов - смесь азотной 180 r/л и соляной 10 г/л кислот.
После травления детали необходимо многократно промыть в воде и обезжирить. Обезжиривание производить бензином по ГОСТ 1012, уайт-спиритом по ГОСТ 3134, ацетоном по ГОСТ 2768 или другими химическими растворителями и щелочными растворами, используя протирочный материал из хлопчатобумажной ткани, не оставляющей ворса.
Детали перед пайкой необходимо надежно зафиксировать. При назначение сборочного зазора необходимо учитывать его изменение при нагреве.
Основные типы паяных соединений, конструктивные элементы паяных швов и величины сборочных зазоров при различных сочетаниях «паяемый металл - припой» по ГОСТ 19249.
5.6.2.3 Классификация и обозначения припоев по ГОСТ 19248.
Рекомендации по выбору припоя в зависимости от способа пайки и вида паяемого материала указаны в таблице 35.
Таблица 35
Выбор припоя в зависимости от способа пайки
|
Паяемые металлы |
Способы пайки и состав припоев |
|
|
Газопламенный |
Паяльником |
|
|
Медь и ее сплавы |
Оловянно-свинцовые |
Оловянно-свинцовые, медно-цинковые, медно-фосфористые |
|
Углеродистые и легированные стали |
Оловянно-свинцовые, на основе цинка, кадмия, висмута |
Оловянно-свинцовые, медь, медно-цинковые, серебряные, никелевые |
|
Алюминий и его сплавы |
На цинковых, оловянных и кадмиевых основах |
На цинковых и алюминиевых основах |
Марки, область применения и сортамент припоев оловянно-свинцовых по ГОСТ 21931.
Марки, область применения припоев серебряных по ГОСТ 19738. Марки и область применения припоев медно-цинковых по ГОСТ 23137.
В качестве припоев для пайки соединений из меди и латуни применять припои марок, указанных в таблице 36.
Таблица 36
Медно-фосфористые припои
|
Марка |
Сортамент |
Температура сплавления, °С |
|
ПМФ-9 |
Пруток |
800 |
|
ПМФ-7 |
- |
850 |
|
ПФОЦ-3-2 |
- |
890 |
|
Примечания 1 Припои обладают самофлюсующимися свойствами. 2 Применять в ответственных соединениях не допускается из-за охрупчивания шва. |
||
5.6.2.4 Классификация флюсов паяльных по ГОСТ 19250.
Пайку рекомендуется производить с использованием флюсов, состав и область применения которых указаны в таблице 37.
Таблица 37
Флюсы паяльные
|
Компоненты флюса |
Состав флюса, % |
Рекомендуемая область применения |
Примечания |
|
Канифоль |
100 |
Для пайки электро-технических и радиотехнических приборов и устройств |
Не содержат кислоты, промывка не требуется |
|
Канифоль |
40 |
||
|
Бензин |
50 |
||
|
Керосин |
10 |
||
|
Канифоль |
97 |
||
|
Анилин солянокислый |
2 |
||
|
Глицерин |
1 |
||
|
Канифоль |
26 |
Для пайки меди и ее сплавов, чугуна, стали, и оцинкованного железа |
|
|
Аммоний хлористый |
3 |
||
|
Цинк хлористый (раствор) |
71 |
||
|
Триэтаноламин |
82 |
Для пайки алюминия и его сплавов |
|
|
Цинк борфтористый |
10 |
||
|
Аммоний борфтористый |
8 |
||
|
Цинк хлористый |
25 |
Для пайки углеродистых и коррозионно-стойких сталей, меди и ее сплавов |
Активный |
|
Кислота соляная |
25 |
||
|
Вода |
50 |
||
|
Бура |
100 |
Для пайки углеродистых сталей, меди и их сплавов с медно-цинковыми припоями |
Для пайки высокотемпературными припоями |
При низкотемпературной пайке применяют канифоль сосновую, которая имеет температуру плавления от 70 °С до 100 °С или ее раствор в спирте или органических растворителях, а также хлористый цинк, соляную кислоту, хлористый аммоний.
При высокотемпературной пайке используют прокаленную буру в виде порошка или пасты, замешанной на ацетоне с добавками вазелина в сочетании с медными, серебряными и железными припоями.
Для прокалки наполняют фарфоровый или шамотный тигель бурой (1/3 по высоте) и помещают в печь, нагретую до температуры от 400 °С до 500 °С. Бура считается прокаленной только после выпучивания и последующего оседания на дно тигля.
Марки и область применения флюсов паяльных высокотемпературных фторборатно- и боридно-галогенидных по ГОСТ 23178.
При использовании активных паяльных флюсов необходимо удалять их остатки из-за высокого коррозионного воздействия на основной металл и шов тщательной промывкой в воде или растворителях.
Алюминий и его сплавы следует паять с применением реактивных флюсов на основе хлористых солей цинка, олова, аммония и фтористых солей натрия, калия, лития, а также органических флюсов на основе фторборатов кадмия, цинка, аммония. Пайку алюминия допускается выполнять без флюса.
Порошковые флюсы следует хранить в герметичной таре.
5.6.2.5 При газопламенном способе пайки следует использовать:
- пропан технический по ГОСТ 20448;
- природный газ по ГОСТ 5542;
- кислород технический первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583;
- технический растворенный ацетилен марки Б по ГОСТ 5457.
Газы следует хранить и транспортировать в баллонах, удовлетворяющих требованиям ГОСТ 15860 для пропана, ГОСТ 949 для ацетилена и кислорода.
5.6.2.6 Оборудование для газопламенной пайки должно соответствовать требованиям 5.7.3.
5.6.2.7 При пайке электрифицированными способами следует использовать электропаяльники по ГОСТ 7219, паяльные станции, паяльные ванны, электропечи.
5.6.3 Газопламенное и плазменное нанесение покрытий, электродуговая металлизация
5.6.3.1 Газопламенному и плазменному нанесению покрытий, ЭДМ подлежат стальные детали подвижного состава цилиндрической, плоской и сложной геометрической формы. Детали, имеющие широкие поля допусков сопряжения, допускается восстанавливать и упрочнять способом ГПН и ГПНО без последующей механической обработки, если после обработки указанными способами упрочненная деталь имеет ровную поверхность.
5.6.3.2 Восстановлению подлежат детали, имеющие равномерный или местный износ, а также детали с задирами, смятием, рисками или вырывами металла.
5.6.3.3 Технология газопламенного и плазменного нанесения покрытий должна предусматривать:
- подготовку детали;
- подготовку напыляемого материала;
- нанесение покрытия;
- оплавление покрытия (при ГПН и ГПНО);
- механическую обработку (при необходимости),
5.6.3.4 Подготовка деталей к газопламенному и плазменному нанесению покрытий должна включать в себя:
- механическую обработку поверхности для устранения дефектов и придания изношенной поверхности правильной геометрической формы, и для активации и формирования шероховатости поверхности струйно-абразивной обработкой или зачисткой ручным шлифовальным инструментом;
- обезжиривание для удаления масел и жировых загрязнений, которое осуществляют моющими средствами, щелочными растворами и различными эмульсиями по ГОСТ 9.402 с последующей промывкой деталей водой и сушкой в сушильных шкафах при температуре от 60 °С до 150 °С или обдувкой сжатым воздухом по ГОСТ 9.010.
Детали с твердостью поверхности более 35 HRC по ГОСТ 9013 перед механической или струйно-абразивной обработкой необходимо подвергать отжигу.
Струйно-абразивную обработку допускается производить сжатым воздухом 5 класса чистоты по ГОСТ 17433. Расстояние от среза сопла пистолета до поверхности детали должно составлять от 100 до 150 мм. Угол наклона сопла к поверхности детали от 60° до 90°. В качестве материалов для струйно-абразивной обработки следует использовать электрокорунд с зернистостью F24, F30 по ГОСТ Р 52381 или металлическая дробь ДЧК, ДСК номер 01, 02, 03, 05 по ГОСТ 11964. Металлический абразив не должен иметь следов ржавчины. Металлическая дробь без следов грязи и масла рекомендуется для обработки материалов с твердостью до 50 HRC.
Перерыв между операциями активации поверхности и нанесения покрытия должен быть не более 2 ч.
5.6.3.5 Материал покрытая детали при ГПН, ППН и ГПНО выбирают с учетом условий ее работы и необходимой твердости по техническим условиям [19].
5.6.3.6 Влажность порошка для нанесения покрытия определяют визуально перед наплавкой. Наличие на внутренних станках банки с порошком росы, корки слипшегося порошка на поверхности или комков порошковых частиц в массе порошка, а также изменение его цвета с серого на темно-серый или черный свидетельствуют о повышенной влажности наплавочного материала. В этом случае порошок следует просушить при температуре от 120 °С до 150 °С в течение от 1 до 2 ч.
5.6.3.7 Нанесение материала покрытия осуществляют с применением технологического оборудования, требования к которому указаны в 5.7.
5.6.3.8 Газопламенное напыление порошковых материалов производят с применением стандартных и специальных горелок для газопламенной обработки.
5.6.3.9 В качестве рабочих газов при напылении следует применять:
- кислород технический первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583;
- технический растворенный ацетилен марки Б по ГОСТ 5457 или пропан технический по ГОСТ 20448;
В качестве транспортирующего газа следует использовать воздух по ГОСТ 17433 или аргон газообразный высшего и первого сорта по ГОСТ 10157.
5.6.3.10 При ППН в качестве плазмообразующих газов следует применять аргон газообразный высшего сорта по ГОСТ 10157, азот газообразный особой чистоты по ГОСТ 9293 или их смеси.
5.6.3.11 Напыление производят на стационарных плазменных установках.
5.6.3.12 ЭДМ производят проволочными материалами диаметром до 2,0 мм марок Нп-50, Нп-65Г, Нп-30ХГСА, Нп-Х20Н80Т, Нп-Х15Н69 по ГОСТ 10543; Св-08Г2С, Св-06Х19Н9Т по ГОСТ 2246.
5.6.3.13 При нанесении покрытия способом ЭДМ необходимо использовать сжатый воздух 5 класса чистоты по ГОСТ 17433.
5.6.3.14 Для ЭДМ следует использовать стационарные и ручные металлизаторы.
5.6.3.15 Для питания электрической дуги ЭДМ требуется применять источник питания постоянного тока с жесткой вольт-амперной характеристикой и номинальной силой сварочного тока 500 А.
5.6.3.16 При восстановлении деталей газопламенным, плазменным способами, или ЭДМ для обеспечения их требуемой формы и размеров следует применять резцы или фрезы с пластинами из твердого сплава при твердости покрытия до 40 HRC. При большей твердости допускается только шлифовка карборундовым или алмазным инструментом при обильном охлаждении.
5.6.3.17 Газопламенные и плазменные способы, ЭДМ рекомендуется применять там, где требуется нанесение тонкого (до 3 мм) износостойкого и коррозионно-стойкого слоя металла.
Если восстанавливаемая деталь имеет износ более 3 мм, но в допустимых технической документацией пределах, то первый слой металла следует наносить электродуговой наплавкой с использованием соответствующих наплавочных материалов. Завершающую операцию упрочнения следует проводить одним из вышеуказанных способов.
5.7 Оборудование для сварки (наплавки)
5.7.1 Источники питания дуги
5.7.1.1 Электродуговое сварочно-наплавочное оборудование, используемое при ремонте подвижного состава, следует укомплектовывать источниками питания - сварочными выпрямителями, удовлетворяющими требованиям ГОСТ 13821, В качестве источников питания разрешено применение генераторов сварочных по ГОСТ 304 или преобразователей сварочных по ГОСТ 7237.
5.7.1.2 Для сварочных и наплавочных работ при ремонте подвижного состава в отсутствии централизованного электроснабжения следует применять агрегаты сварочные с двигателями внутреннего сгорания, отвечающие требованиям ГОСТ 2402.
5.7.1.3 Сварочные трансформаторы не следует применять для сварки (наплавки) ответственных узлов и деталей подвижною состава (несущих сварных конструкций), в остальных случаях применения они должны отвечать требованиям ГОСТ 95.
5.7.1.4 При механизированной сварке (наплавке) под флюсом допускается применение в качестве источников питания однофазных трансформаторов, технические характеристики которых соответствуют требованиям ГОСТ 7012.
5.7.1.5 Источники питания для дуговой сварки должны удовлетворять требованиям ГОСТ Р МЭК 60974-1. Они должны иметь защиту от поражения электрическим током, быть оснащенными защитой от перегрева, иметь ограничение по напряжению в сварочной цепи и, при необходимости, например при работе сварщика в металлических резервуарах или цистернах, быть снабжены устройствами, снижающими уровень опасности поражения электрическим током. Источники питания для дуговой сварки должны удовлетворять механическим требованиям, предусмотренным вышеуказанным стандартом.
5.7.1.6 Оценка показателей сварочных свойств источников питания для дуговой сварки (наплавки) плавящимся покрытым электродом и дуговой сварки (наплавки) в защитном газе плавящимся электродом, испытанных в соответствии с ГОСТ 25616, должна составлять не менее 4 баллов.
5.7.2 Оборудование для дуговой сварки
5.7.2.1 При частично механизированной дуговой сварке и наплавке проволоками сплошного сечения или порошковыми проволоками основное технологическое оборудование должно обеспечивать стабильную подачу электродной проволоки в зону сварки со скоростью ее плавления и поддержание на заданном уровне параметров режима сварки в соответствии с ГОСТ 18130.
5.7.2.2 При полностью механизированной дуговой сварке (наплавке), наряду со стабильной подачей проволочного электрода, должна быть обеспечена стабильная скорость сварки за счет выполнения требований к оборудованию по ГОСТ 8213.
5.7.2.3 Детали с кольцевыми швами сваривают на специализированном оборудовании, которое должно соответствовать ГОСТ 30261. Детали с поверхностями тел вращения наплавляют на специализированном оборудовании, которое должно соответствовать ГОСТ 30260.
5.7.2.4 Для повышения эффективности сварочных и наплавочных работ при ремонте подвижного состава с применением механизированных технологических процессов сварочные полуавтоматы рекомендуется объединять совместно с колоннами, изготовленными по требованиям ГОСТ 26408.
5.7.2.5 При ремонте подвижного состава с восстановлением сварочно-наплавочными технологиями массовых деталей тележек вагонов, а также других массовых деталей допускается применение роботов промышленных для дуговой сварки, отвечающих требованиям ГОСТ 26056.
5.7.3 Оборудование для газовой и плазменной сварки, резки
5.7.3.1 Раскрой металла, подготовку кромок заготовок свариваемых деталей выполнять на переносных и стационарных машинах, использующих следующие способы резки:
- кислородные;
- плазменные;
- лазерные.
Основные параметры переносных и стационарных машин должны соответствовать ГОСТ Р ИСО 8026.
5.7.3.2 Баллоны для хранения и транспортировки кислорода, горючих газов, защитных газов и их смесей должны быть по ГОСТ 949.
5.7.3.3 При литании постов и установок газовой сварки, пайки, наплавки, нагрева и других процессов газопламенной обработки следует применять, газовые редукторы, отвечающие требованиям ГОСТ 13861.
5.7.3.4 Горелки ручные для пайки твердыми и мягкими припоями, подогрева, в которых используется горючий газ и всасываемый из атмосферы воздух (горелки инжекторного типа), должны соответствовать ГОСТ 29091.
5.7.3.5 Резаки инжекторные для ручной кислородной резки должны соответствовать типам, основным параметрам, установленным в ГОСТ 5191.
5.7.3.6 Устройства предохранительные в оборудовании для газопламенной обработки должны соответствовать ГОСТ Р 50402.
5.7.3.7 Рукава для газовой сварки, резки, пайки, наплавки, подогрева и других процессов газопламенной обработки должны быть по ГОСТ 9356.
5.7.3.8 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов необходимо контролировать измерением допустимых скоростей внешней утечки газа по ГОСТ Р 50379.
5.7.3.9 Типы и основные параметры аппаратуры для ручной, механизированной и автоматической плазменно-дуговой резки металлов, применяемой при ремонте подвижного состава, должны соответствовать ГОСТ 12221.
5.7.3.10 Типы и основные параметры резаков ручных воздушно-дуговых должны соответствовать ГОСТ 10796.
5.7.4 Механическое оборудование
5.7.4.1 Механическое оборудование, предназначенное для ремонта колесных пар вагонов и центров колесных пар локомотивов с вращением цилиндрических деталей, должно отвечать требованиям ГОСТ 28920.
5.7.4.2 Механическое оборудование, предназначенное для ремонта деталей подвижного состава больших габаритов и массы с поворотом вокруг горизонтальной оси в удобное для сварки (наплавки) положение, должно отвечать требованиям ГОСТ 30295.
5.7.4.3 Механическое оборудование, предназначенное для вращения при автоматической, механизированной и ручной сварке (наплавке) деталей и узлов подвижного состава должно соответствовать требованиям ГОСТ 19141, ГОСТ 19143.
5.7.4.4 Механическое оборудование, в виде вращателей сварочных горизонтальных двухстоечных, предназначенное для сварки (наплавки) деталей и узлов подвижного состава, должно удовлетворять требованиям ГОСТ 19140.
5.7.4.5 Применяемое при ремонте подвижного состава механическое сварочное оборудование должно быть проверено согласно требованиям ГОСТ 28944 для подтверждения основных функциональных характеристик и показателей надежности. Периодичность проверки устанавливает рабочая методика испытаний оборудования конкретного назначения.
5.7.4.6 Для уменьшения деформаций свариваемых деталей следует применять кондукторы, стапели и другие специальные технологические приспособления.
5.7.5 Сварочный инструмент и аксессуары
5.7.5.1 Кабели для электродуговой сварки должны соответствовать ГОСТ Р МЭК 60245-6.
5.7.5.2 Соединители кабеля сварочного должны соответствовать ГОСТ 22917.
5.7.5.3 Электрододержатели сварочные должны соответствовать ГОСТ 14651.
5.7.5.4 Горелки ручные для аргоно-дуговой сварки вольфрамовыми электродами в инертных газах должны отвечать требованиям ГОСТ 5.917.
5.7.5.5 Барабаны и катушки для сварочной проволоки должны соответствовать ГОСТ 25445.
5.7.5.6 Щитки и маски для зашиты электросварщика должны отвечать требованиям ГОСТ Р 12.4.238.
6 КОНТРОЛЬ КАЧЕСТВА
6.1 Контроль качества сварочных и наплавочных работ осуществляют систематически в течение всего производственного цикла, на всех этапах ремонта. Организацию работ по контролю качества осуществляет координатор сварки.
6.2 Контролю при ремонте подвижного состава сваркой и наплавкой подлежат:
- наличие документации на технологический процесс ремонта сваркой и наплавкой;
- квалификационный уровень сварщиков, его соответствие роду выполняемых работ и условиям аттестации;
- наличие сертификатов на сварочные и наплавочные материалы и их соответствие требованиям нормативной документации на конкретный материал;
- техническое состояние оборудования, его комплектность, наличие эксплуатационной документации, своевременность метрологической поверки электроизмерительных приборов, средств технического оснащения;
- качество разделки дефектов и подготовки деталей под сварку или наплавку;
- режимы прокаливания сварочных материалов;
- соответствие режимов сварки и наплавки требованиям технологического процесса;
- наличие на деталях и конструкциях клейм сварщика;
- качество выполненных сварочных и наплавочных работ.
6.3 При контроле следует использовать классификацию, обозначения и определения (описания) дефектов соединений при сварке металлов плавлением по ГОСТ 30242.
Объем контроля качества сварных соединений по группам дефектов согласно ГОСТ 30242. Контролю подлежат, в зависимости от ответственности изделий в эксплуатации, участки от 10 % до 100 % общей длины сварных швов.
6.4 Контроль сварных соединений осуществляют, в зависимости от характеристик дефектов и области применения соединения, согласно ГОСТ 3242 одним или несколькими методами:
- визуальным осмотром и измерением;
- испытанием непроницаемости и герметичности;
- определением механических свойств сварных соединений;
- радиографическим методом;
- ультразвуковой дефектоскопией;
- магнитопорошковым методом;
- феррозондовым методом;
- вихретоковым методом;
- металлографическим анализом;
- капиллярным методом;
- определением коррозионной стойкости сварного соединения;
- спектральным анализом.
Выбор методов контроля следует определять по степени ответственности в эксплуатации сварной конструкции.
6.5 Осмотру с целью выявления внешних дефектов подвергают все сварные швы независимо от применения других методов контроля. Перед визуальным осмотром сварные швы и прилегающие к нему поверхности должны быть очищены от шлака, брызг и других загрязнений, затрудняющих осмотр, на ширину не менее 20 мм по обе стороны шва. Осмотр сварных швов производят по всей их протяженности с двух сторон, за исключением мест, недоступных для осмотра. Наличие дефектов проверяют невооруженным глазом или с применением лупы с не менее чем четырехкратным увеличением.
Контроль сварных швов, недоступных для осмотра после окончательной сварки конструкции, следует выполнять до установки деталей, закрывающих эти швы.
6.6 При контроле швов измерением должно быть установлено соответствие размеров сварных швов требованиям чертежа. Проверку соответствия требованиям чертежа размеров сварного шва, и отклонений размеров выявляемых дефектов от допустимых следует выполнять измерительным инструментом с погрешностью измерения не более ±0,1 мм или специальными шаблонами.
В угловых швах катет шва следует определять как катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть шва. При ремонте сваркой отклонение в размерах швов в сторону увеличения или в сторону уменьшения должно быть не более, чем установлено для сварных соединений в соответствии с 5.2.2.9.
6.7 Контроль качества наплавки и обработки наплавленной поверхности проводят внешним осмотром и измерениями контролируемых размеров и твердости поверхности средствами измерения согласно нормативным документам и технической документации на конкретный технологический процесс.
6.8 Гидравлическому испытанию подвергают замкнутые системы (сосуды, резервуары, трубопроводы, гидравлические системы и т.п.), работающие под давлением. Гидравлические испытания швов сварных соединений проводят согласно ГОСТ 22161.
6.9 Контролю наливом воды подвергаются открытые изделия-баки, емкости, цистерны. Контроль проводят при температуре воздуха не менее 0 °С и воды не менее 5 °С согласно ГОСТ 22161.
6.10 Метод испытания керосином (капиллярные методы по ГОСТ 18442, ГОСТ 26182) применяют в порядке исключения для контроля герметичности сварных соединений резервуаров, цистерн и других изделий.
6.11 Контроль сварных соединений радиографическим методом проводят согласно ГОСТ 7512.
6.12 Контроль сварных соединений магнитными методами проводят согласно ГОСТ 21104, ГОСТ 21105, ГОСТ 25225.
6.13 Контроль сварных соединений ультразвуковыми методами проводят согласно ГОСТ 14782.
6.14 При всех видах ремонта в сварных швах и наплавленном слое не допускается наличие следующих дефектов:
- трещин, несплавлений по кромкам, наплывов, прожогов, незаплавленных кратеров, свищей;
- подрезов в сварных соединениях тележек и других несущих сварных конструкциях подвижного состава;
- подрезов на остальных узлах более 10 % толщины металла или свыше 0,5 мм;
- непроваров в стыковых, поперечных и косых швах по отношению к действующей силе;
- непроваров в стыковых соединениях с продольно действующими усилиями или в соединениях таврового и углового типов со скосом кромок, при невозможности подварки этих швов, размерами более 15 % толщины наиболее тонкого элемента, но не более 2 мм;
- единичных пор или шлаковых включений диаметром более 1,0 мм для металла толщиной до 20 мм и более 5 % толщины для металла толщиной более 20 мм, в количестве более двух дефектов на участке шва длиной 200 мм при расстоянии между дефектами менее 50 мм в стыковых и угловых швах, работающих на растяжение или на отрыв;
- единичных пор или шлаковых включений диаметром свыше 2 мм в количестве более шести на участке шва длиной 400 мм, при расстоянии между дефектами не менее 10 мм в стыковых и угловых швах, работающих на сжатие;
- поверхностных пор и шлаковых включений, сгруппированных на длине более 10 мм с расстоянием между дефектными участками менее 500 мм;
- единичных пор или шлаковых включений диаметром свыше 1,5 мм в наплавленном слое;
- местных занижений поверхности (черноты) в местах наплавки после механической обработки общей площадью более 15 % площади наплавки при условии, что их глубина не выводит геометрические размеры за допустимые пределы;
- вмятин на поверхности шва, возникающих при удалении с него шлаковой корки механизированным инструментом или зубилом с радиусом рабочей кромки менее 2 мм;
- ожогов от замыкания электродом на поверхности деталей;
- волнистости шва более 1,5 мм или наличия резких переходов от одного сечения шва к другому;
- смещения оси шва при выполнении корневых швов и валиков при однопроходной сварке более чем на 1,5 мм относительно оси симметрии сварного соединения.
6.15 Исправление дефектных мест в сварных швах проводят повторной заваркой дефектного участка. Заварка допускается лишь после удаления дефектного участка шва и подготовки мест под сварку. При заварке исправляемого участка должны быть выполнены требования, установленные для сварки этого шва.
Исправление участков шва с единичными недопустимыми порами или шлаковыми включениями допускается выполнять рассверловкой или вырубкой дефектов. Если в каком-либо из вырубленных или рассверленных мест обнаружатся дефекты, то около этих мест дополнительно следует рассверлить дефектный участок или сделать по две вырубки на каждое рассверленное или вырубленное место. При обнаружении в дополнительных вырубках или рассверленных отверстиях дефектов шов или дефектный участок шва должен быть полностью удален, а место, где он находится, повторно заварено и проверено. Все рассверленные или вырубленные углубления должны быть заварены.
Участки сварных швов с внутренними дефектами, выявленными неразрушающими методами контроля, должны быть удалены, а места, где они находились, вновь заварены и подвергнуты повторному контролю.
Подрезы должны быть устранены зачисткой и заваркой, или аргонодуговой обработкой. Исправление только зачисткой разрешается, если глубина подреза не превышает 8 % толщины металла, но не более 1,0 мм для толщины от 6 мм до 20 мм и не более 1,5 мм для больших толщин. На металле толщиной менее 6 мм исправление подрезов допускается выполнять заваркой или оплавлением с последующей зачисткой.
Ожоги от замыкания электродов на деталях толщиной более 5 мм должны быть удалены зачисткой механическим способом на глубину не менее 0,3 мм от поверхности.
6.16 При наплавке деталей способами ИМС, ГПН, ППН и нанесении покрытий способами ГПНО, ЭДМ не допускаются следующие дефекты:
- волнистость и наплывы высотой более 1 мм и шагом волны более 10 мм;
- трещины и поры;
- растрескивание и отслоение нанесенного слоя.
6.17 Устранение дефектов в слое, нанесенном способами ИМС, ГПН, ППН, ГПНО, ЭДМ, производят полным удалением всего слоя механической обработкой и повторным нанесением покрытия. Допускается производить удаление нанесенного слоя с деталей (кроме деталей, изготовленных из сталей указанных в 5.2.5.3) термическими способами с последующей наплавкой.
6.18 В паяных соединениях не допускаются следующие дефекты по ГОСТ 24715, ГОСТ 26126:
- непропаи;
- трещины;
- поры;
- раковины;
- шлаковые включения.
6.19 На ремонтных заводах приемку готовой продукции производят контролеры отдела технического контроля завода, в депо - приемщики локомотивов, вагонов, мастера цехов.
7 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
7.1 Требования безопасности при сварочных и наплавочных работах
7.1.1 Ремонт подвижного состава сваркой и наплавкой следует производить с соблюдением требований межотраслевых правил по охране труда при электро- и газосварочных работах [5], межотраслевых правил по охране труда при производстве ацетилена, кислорода, процесса напыления и газопламенной обработке металлов [6], правил пожарной безопасности [20].
Для безопасной эксплуатации оборудования следует соблюдать требования электробезопасности по ГОСТ 12.2.007.0; требования к механическому оборудованию по ГОСТ 21694.
Для обеспечения безопасности производственных процессов следует соблюдать требования к газопламенной обработке металлов по ГОСТ 12.3.036, к плазменной обработке металлов по ГОСТ 12.3.039.
7.1.2 Санитарно-гигиенические условия на участках дуговой сварки и термической резки в части требований к производственным помещениям, оборудованию, приспособлениям, отоплению, вентиляции и освещению должны удовлетворять санитарным правилам при сварке, наплавке и резке металлов [21].
7.1.3 При выполнении сварочных и наплавочных работ при ремонте железнодорожного подвижного состава на работников возможно воздействие опасных и вредных производственных факторов, установленных межотраслевыми правилами по охране труда при электро- и газосварочных работах [5], межотраслевыми правилами по охране труда при производстве ацетилена, кислорода, процесса напыления и газопламенной обработки металлов [6].
Для защиты работников от опасных и вредных производственных факторов необходимо применять средства коллективной и индивидуальной защиты.
Средства индивидуальной защиты выдавать работникам в соответствии с типовыми нормами [22].
7.1.4 Для защиты глаз и лица от излучения сварочной дуги сварщик должен использовать шлем-маску или щиток по ГОСТ Р 12.4.238 со светофильтрами разной прозрачности в зависимости от величины сварочного тока.
Для предохранения тела от ожогов каплями расплавленного металла или воздействия лучей сварочной дуги применяют спецодежду с огнестойкой пропиткой, руки сварщика должны быть защищены специальными рукавицами.
Средства индивидуальной защиты сварщика должны отвечать ГОСТ 12.4.103.
7.1.5 Для предупреждения воздействия лучей дуги на персонал других рабочих мест сварочные посты должны быть ограждены светонепроницаемыми ширмами, щитками высотой не менее 2 м, которые окрашиваются в светлые цвета (серый, голубой, желтый) с добавлением в краску оксида цинка с целью уменьшения отражения ультрафиолетовых лучей дуги в соответствии с ГОСТ 12.4.123.
7.1.6 Для снижения запыленности и загазованности помещений необходимо применять общеобменную вентиляцию согласно ГОСТ 12.4.021.
7.1.7 Для удаления токсичных сварочных аэрозолей непосредственно у места их образования необходимо применять местную вентиляцию и адсорбционное улавливание вредных газов. В качестве местной вентиляции необходимо использовать переносные пылегазоприемники, имеющие адсорбционную очистку, или встроенные в сварочное оборудование вытяжные устройства. Воздух от вытяжных устройств сварочного оборудования направлять на газоочистку.
7.1.8 Оценку состояния воздуха рабочей зоны в помещениях следует проводить согласно ГОСТ 12.1.007. Санитарный контроль содержания вредных веществ в воздухе рабочей зоны проводят периодически согласно графику контроля воздушной среды в цехах предприятий, согласованному с органами санитарного надзора.
7.1.9 К работе на сварочном оборудовании допускаются лица, которые прошли медицинский осмотр, инструктажи по охране труда, предварительное специальное обучение и проверку знаний по охране труда и пожарно-техническому минимуму, изучили инструкции по работе на сварочном оборудовании, имеющие группу по электробезопасности не ниже II и имеющие соответствующие удостоверения.
7.1.10 Проверку знаний по охране труда сварщиков следует проводить ежегодно.
Инструкции по охране труда для сварщиков следует пересматривать не реже одного раза в пять лет.
7.1.11 Освещенность рабочего места при проведении сварочных (наплавочных) работ, а также при контроле качества сварных соединений (наплавленного металла) должна соответствовать требованиям межотраслевых правил по охране труда при электро- и газосварочных работах (приложение 11) [5].
7.1.12 Сварочные посты должны быть оборудованы столами и сидениями для сварщиков, а также подъемными устройствами для перемещения деталей, масса которых превышает 20 кг.
7.1.13 Запрещается проводить сварку сосудов, находящихся под давлением газа, пара, воздуха или жидкости.
7.1.14 Очистку сварного шва от шлака сварщик должен производить в защитных очках по ГОСТ Р 12.4.230.1.
7.1.15 При сборке и просеивании флюса сварщик должен надеть респиратор типа ЩБ-1 «Лепесток» по ГОСТ 12.4.028 и рукавицы по ГОСТ 12.4.103. Просеивать флюс в открытых ситах запрещается.
7.1.16 Места проведения сварочных и наплавочных работ должны быть оборудованы в соответствии с требованиями правил пожарной безопасности [20] и оснащены первичными средствами пожаротушения согласно нормам оснащения объектов и подвижного состава первичными средствами пожаротушения [23].
7.1.17 В целях предотвращения несчастных случаев, снижения травматизма и профессиональных заболеваний, устранения опасности для жизни, вреда для здоровья людей, опасности возникновения пожаров или аварий производственные помещения ремонтных предприятий и места проведения сварочных и наплавочных работ должны быть оборудованы аварийной сигнализацией, знаками безопасности и сигнальной разметкой в соответствии с требованиями ГОСТ Р 12.4.026.
7.2 Требования безопасности при подготовке деталей к сварочным и наплавочным работам
7.2.1 При разделке трещин, удалении шлаковых включений, подготовке под сварку, а также при производстве поверхностного наклепа сварных швов и околошовной зоны необходимо соблюдать требования межотраслевых правил по охране труда при электро- и газосварочных работах [5].
7.2.2 Электрифицированный ручной инструмент (электродрели, шлифовальные машинки и т.п.) должен удовлетворять требованиям ГОСТ 12.2.007.0.
7.2.3 Пневматические молотки должны быть снабжены приспособлениями, не допускающими вылета бойка.
7.2.4 Зубило должно быть длиной не менее 150 мм, а оттянутая часть зубила - от 60 до 70 мм.
7.2.5 При работе зубилом, крейцмейселем и другим инструментом рабочий должен использовать защитные очки по ГОСТ Р 12.4.230.1. Места проведения работ должны быть ограждены защитными ширмами высотой не менее 2 м.
7.2.6 Ударный инструмент (зубила по ГОСТ 7211, крейцмейсели по ГОСТ 7212) не должен иметь отколов, трещин, заусенцев и наклепа. Слесарные молотки по ГОСТ 2310 и кувалды по ГОСТ 11401 должны иметь слегка выпуклую, без трещин и наклепа поверхность бойка, и быть надежно укреплены на ручках путем расклинивания металлическими клиньями.
7.3 Требования электробезопасности
7.3.1. Эксплуатация электросварочного оборудования должна отвечать требованиям правил технической эксплуатации электроустановок потребителей [3], а также требованиям при выполнении электросварочных работ согласно ГОСТ 12.3.003.
7.3.2 Корпуса и кожухи сварочных машин, а также шкафы и аппаратные ящики сварочного оборудования должен быть надежно заземлены. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода или его ограничения. Запрещается использовать для заземления проводники, не предназначенные для этого, а также присоединять заземление с помощью скручивания проводников. Заземление осуществляют через специальный болт, который должен быть на корпусе установки.
7.3.3 Сварочные провода должны иметь исправную изоляцию. При сварочных и наплавочных работах следует использовать электродержатели в соответствии с 5.7.5.3.
7.3.4 Во всех случаях повреждения сварочного оборудования необходимо немедленно выключить напряжение.
7.3.5 Конструкции и расположение сварочного оборудования, ограждения и блокировки должны обеспечивать невозможность механического повреждения оборудования, а также случайного прикосновения персонала к вращающимся частям или элементам, находящимся под напряжением.
7.3.6 Размещение оборудования сварочных установок, его узлов, механизмов и органов управления должно обеспечивать свободный, удобный и безопасный доступ к ним и возможность быстрого выключения оборудования.
7.3.7 Для определения величины сварочного тока источник ручной дуговой сварки должен иметь контрольный измерительный прибор (амперметр) или шкалу измерения на регуляторе согласно конструкции источника.
7.3.8 Не разрешается размещать сварочные посты в пожаро- и взрывоопасных помещениях.
7.3.9 Осматривать и чистить сварочные установки и ее пусковую аппаратуру необходимо не рейсе одного раза в месяц с записью в журнале осмотра.
7.3.10 Сопротивление изоляции обмоток относительно корпуса, сопротивление изоляции между первичной цепью и корпусом, между вторичной цепью и корпусом и между первичной и вторичной цепями трансформатора должны соответствовать требованиям ГОСТ 95, преобразователя тока - ГОСТ 7232. Сопротивление изоляции измеряют не реже одного раза в шесть месяцев с записью в журнале измерения сопротивления изоляции.
7.3.11 Соединение отдельных элементов, которые применяются как обратный провод, следует выполнять болтами, струбцинами заводского изготовления.
7.3.12 Передвижные источники сварочного тока на время их передвижения должны быть отключены от электрической сети.
7.3.13 При уходе с рабочего места сварщик должен отключить сварочный аппарат.
7.3.14 Ремонт сварочных установок следует выполнять только после отключения напряжения. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал с группой по электробезопасности не ниже III.
7.4 Требования безопасности при работе в резервуарах
7.4.1 При работе внутри металлического резервуара (котла цистерны, бака из-под нефтепродуктов и т.п.) в целях обеспечения изоляции тела от соприкосновения со стенками, сварщик должен использовать сухую обувь, сухие брезентовые рукавицы и диэлектрический резиновый коврик.
7.4.2 Работы внутри металлического резервуара, бака из-под нефтепродуктов проводят после удаления из них газов и паров вредных веществ, остатков нефтепродуктов и горючих веществ, а котла цистерны дополнительно промывки, пропарки и дегазации, проведения анализа воздушной среды внутри котла газоанализатором и оформления руководителем работ наряда-допуска на проведение работ повышенной опасности.
7.4.3 Для работы в котлах цистерн назначают не менее трех работников, которые должны быть проинструктированы о порядке проведения работ и возможных опасностях. Один работник выполняет электросварочные работы внутри котла, второй - подстраховывает первого с помощью спасательного каната, третий - следит за работой первого работника и оказывает ему помощь при передаче необходимого инструмента и материалов. Работник, который находится внутри котла, должен быть обеспечен предохранительным поясом с канатом, конец которого должен находиться у наблюдающего работника. Предохранительный пояс должен иметь паспорт и бирку с отметкой о дате следующего испытания.
Наблюдатели не имеют права отходить от люка резервуара, пока там находится работник.
7.4.4 Запрещается одновременно выполнять электросварочные и газорезательные работы внутри резервуара или колодца.
7.4.5 Для работы в котлах цистерн для защиты органов дыхания сварщиков следует применять изолирующие противогазоаэрозольные устройства подачи очищенного воздуха, отвечающие требованиям ГОСТ Р 12.4.251.
7.5 Газосварочные, газорезательные работы
7.5.1 При выполнении газосварочных работ необходимо соблюдать требования, предусмотренные межотраслевыми правилами по охране труда при электро- и газосварочных работах [5], межотраслевыми правилами по охране труда при производстве ацетилена, кислорода, процесса напыления и газопламенной обработки металлов [6], правилами устройства и безопасной эксплуатации сосудов, работающих под давлением [11], правилами пожарной безопасности [20], санитарными правилами при сварке, наплавке и резке металлов [21].
7.5.2 При эксплуатации газового оборудования необходимо соблюдать требования предусмотренные межотраслевыми правилами по охране труда при электро- и газосварочных работах [5], межотраслевыми правилами по охране труда при производстве ацетилена, кислорода, процесса напыления и газопламенной обработки металлов [6].
7.5.3 Газосварщик или газорезчик должен работать в защитных очках, имея при себе набор необходимых ключей и ведро с водой.
7.5.4 При воспламенении шлангов, особенно кислородного, запрещается перегибать шланг, а следует закрыть доступ газа из водяного затвора и баллона.
7.5.5 При работе с керосинорезом необходимо систематически следить за давлением в кислородном баллоне и в бачке с керосином по показаниям манометров. Давление кислорода на входе в керосинорез должно быть от 0,40 до 0,70 МПа, давление воздуха в бачке должно быть от 0,15 до 0,30 МПа.
Все соединения и каналы керосинорезов, включая их устройства, должны быть герметичными при давлении на входе в керосинорез равном 1,5 наибольшего рабочего, но не менее 0,29 МПа (3 кгс/см2) (ГОСТ 12.2.008, пункт 3.3).
Бачок для керосина должен быть оснащен манометром, а также предохранительным клапаном, не допускающим повышения давления в бачке более 0,49 МПа (5 кгс/см2).
7.5.6 При загорании газа в местах утечки его из вентиля баллона, шлангов или газопровода следует тушить пламя песком или огнетушителем, преграждая доступ воздуха к огню. Тушить пламя водой запрещается. Струю огнетушителя следует направлять вдоль пламени, а не навстречу ему.
Дня тушения загоревшегося газа использовать углекислотные или порошковые огнетушители.
7.5.7 Складские помещения для хранения баллонов с кислородом и горючими газами должны быть оборудованы принудительной приточно-вытяжной вентиляцией и освещением во взрывобезопасном исполнении в соответствии с требованиями межотраслевых правил по охране труда при электро- и газосварочных работах [5], межотраслевых правилами по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов [6]. Противопожарные требования должны соответствовать своду правил СП 7.13130.2009. Категории помещений по взрывопожарной и пожарной опасности должны быть определены по своду правил СП 12.13130.2009
7.6 Требования безопасности при работе на высоте
7.6.1 Электросварочные работы на высоте свыше 1,3 м необходимо проводить только на огражденных подмостках. Рабочее место должно быть обеспечено настилами, подмостками, изготовленными по типовым проектам.
7.6.2 Запрещается использовать для выполнения работ на высоте ненадежные случайные опоры.
7.6.3 При работе на высоте необходимо пользоваться специальной сумкой для электродов и металлическим огнеупорным ящиком для сбора огарков.
7.6.4 Не разрешается проводить сварочные работы на высоте во время дождя или снега, при силе ветра свыше 15 м/с.
7.7 Требования к охране окружающей среды
7.7.1 При ремонте сваркой и наплавкой применять переносное пылегазозащитное оборудование, удовлетворяющее требованиям ГОСТ 17.2.3.02, а также устройства улавливания вредных газов.
7.7.2 При использовании веды для очистки деталей и пола помещений загрязненную сточную воду направлять в систему оборотного водоснабжения.
7.7.3 Утилизацию промышленных отходов, образующихся при эксплуатации газоочистного оборудования, собирать в герметичные контейнеры и передавать для утилизации специализированным организациям, имеющим лицензию по обращению и перевозке отходов.
7.7.4 При проектировании, строительстве новых, реконструкции действующих подразделений необходимо проводить экологическую экспертизу в соответствии с Федеральным законом [24] и санитарно-гигиеническую экспертизу в порядке, установленном санитарными правилами [2].
7.7.5 Новая техника российского производства и импортное оборудование должны иметь экологический раздел в паспорте, новые сварочные и наплавочные технологии должны пройти экспертизу экологическую и по промышленной безопасности и отвечать требованиям Федерального закона [25].
8 ГАРАНТИЯ РЕМОНТНОГО ПРЕДПРИЯТИЯ
Ремонтное предприятие должно гарантировать соответствие организации работ по ремонту сваркой и наплавкой деталей и узлов подвижного состава требованиям настоящего стандарта.
Предприятие, производящие ремонт, несет ответственность за качественный ремонт сваркой и наплавкой деталей и узлов подвижного состава, их исправную работу до следующего планового ремонта при соблюдении правил эксплуатации подвижного состава.
БИБЛИОГРАФИЯ
|
[1] Правила |
Правила подготовки и аттестации сварщиков на федеральном железнодорожном транспорте. Утверждены 30.07.2002 г. |
|
[2] Санитарные правила |
Гигиенические требования к проектированию вновь строящихся и реконструированных промышленных предприятий. Утверждены Главным государственным санитарным врачом Российской Федерации 22.04.2003 г. |
|
[3] Правила
технической эксплуатации электроустановок потребителей. |
|
|
[4] Правила
устройства электроустановок. |
|
|
Межотраслевые правила по охране труда при электро- и газосварочных работах. Утверждены Постановлением Министерства труда и социального развития РФ от 9 октября 2001 г. № 72 |
|
|
Межотраслевые правила по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов. Утверждены Постановлением Министерства труда и социального развития РФ от 14 февраля 2002 г. № 11. |
|
|
[7] РД 32 ЦВ 004-90 |
Техническое обслуживание сварочного оборудования на вагоноремонтных предприятиях железных дорог МПС. Утверждена МПС СССР 16 - 17 января 1990 г. |
|
[8] ТУ 14-4-321-73 |
Электроды марки ОЗР-1 |
|
[9] ТУ 16-757.034-86 |
Электроды угольные для воздушно-дуговой резки и сварки металлов. |
|
[10] ТУ 14-1-539-99 |
Прокат фасонный из низколегированной стали для вагоностроения |
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Утверждены Постановлением Госгортехнадзора России от 11.06.2003 г. № 91 |
|
|
[12] ТУ 1272-252-01124323-2008 |
Электроды покрытые металлические для ручной дуговой наплавки марки ЭЖТ-1 |
|
[13] ТУ 0805-001-18486807-99 |
Проволока стальная сварочная марок СВ-08ХГ2СМФ и СВ-10ХГ2СМФ |
|
[14] ТУ 127400-002-70182818-05 |
Порошковая проволока для механизированной наплавки марки ПП-АН180МН |
|
[15] Технический доклад ИСО/ТО 15608-2000 |
Сварка. Система группирования металлических материалов (ISO/TR 15608:2000 Welding - Guidelines for a metallic materials grouping system) |
|
[16] ТУ 48-21-305-82 |
Прутки из сплава ЛОМНА 49-0,5-10-4-0,4 |
|
[17] ТУ 0271-135-31323949-2005 |
Гелий газообразный (сжатый) марок А и Б |
|
[18] ЦТ-ЦВ-ЦЛ-590 |
Инструкция по восстановлению и упрочнению индукционно-металлургическим способом деталей узлов трения подвижного состава |
|
[19] ТУ 1970-001-05815273-2007 |
Смеси порошковые марок Т-Термо и T-Экзо для напыления и наплавки |
|
Правила пожарной безопасности в Российской Федерации. Утверждены приказом МЧС РФ от 18 июня 2003 г. № 313 |
|
|
[21] СП 1009-73 |
Санитарные правила при сварке, наплавке и резке металлов. Утверждены Минздравом СССР от 05.03.73 г. № 1009-73 |
|
[22] Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Приказ Минздравсоцразвития России от 22.10.08 № 582н. Минюст России 12.11.08 № 12624. |
|
|
[23] Нормы оснащения объектов и подвижного состава первичными средствами пожаротушения. Распоряжение ОАО «РЖД» от 17 декабря 2010 г. № 2624р. |
|
|
[24] Федеральный закон от 23 ноября 1995 г. № 174-ФЗ «Об экологической экспертизе» |
|
|
[25] Федеральный закон от 4 мая 1999 г. № 96-ФЗ «Об охране атмосферного воздуха» |
|
СОДЕРЖАНИЕ