 | Информационная система | |
Всероссийский
научно-исследовательский и проектно-конструкторский
институт нефтяного машиностроения
ОАО "ВНИИНЕФТЕМАШ"
|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
|
|
|
|
Госгортехнадзор
России |
Зам.
генерального директора |
|
В.А. Баранов |
В.Н. Ермолаев |
|
Зам.
начальника Управления по |
18 мая 2001 г. |
ПОДОГРЕВАТЕЛИ ПАРОВОДЯНЫЕ И ВОДОВОДЯНЫЕ
ДЛЯ ТЕПЛОВЫХ СЕТЕЙ СИСТЕМ ОТОПЛЕНИЯ
И ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ.
ТЕХНИЧЕСКИЕ
УСЛОВИЯ
ТУ 3113-028-00220302-01
(Взамен ТУ 26-02-1163-95)
Срок действия установлен с 01.07.2001 г.
до 01.12.2016 г.
(Изменения № 1 и № 2 аннулированы. Изм. № 3)
(Измененная редакция. Изм. № 3)
Руководитель разработки, к.т.н.
Зав. лабораторией № 15Л1
______________ В.Л. Головачев
18 мая 2001 г.
2001
Постановка аппаратов на производство должна осуществляться в соответствии с РД 09-167-97 и ГОСТ Р 15.201 при авторском надзоре ОАО "ВНИИНЕФТЕМАШ". Изготовление аппаратов по настоящим техническим условиям допускается при наличии разрешения Ростехнадзора на применение аппаратов с указанием в разрешении номера настоящих технических условий.
Настоящие технические условия распространяются на подогреватели пароводяные и водоводяные (далее - аппараты), применяемые для подогрева воды в системах отопления и горячего водоснабжения жилых, общественных и промышленных зданий и изготавливаемые для внутрироссийских поставок.
Технические условия не распространяются на аппараты для атомных электростанций.
Аппараты могут эксплуатироваться в условиях макроклиматических районов с умеренным и тропическим климатом. Климатическое исполнение "У" и "Т", категории размещения изделия 3, 4 (размещение в закрытых помещениях) по ГОСТ 15150.
Аппараты рассчитаны на установку в географических районах сейсмичностью до 7 баллов по принятой в РФ 12-ти бальной шкале.
Возможность эксплуатации в районах с сейсмичностью 7 и более баллов определяется расчетом на сейсмичность по СНиП II-7 с учетом конкретного типоразмера.
Пример условного обозначения теплообменного аппарата при заказе:
Подогреватель пароводяной (ПП), с диаметром кожуха 630 мм, с теплообменными трубами длиной 3 м, 2-х ходовой по трубному пространству, с деталями для крепления тепловой изоляции (И), климатического исполнения (У):
Подогреватель 630 ПП-3-2-И-У ТУ 3113-028-00220302-01
То же, с диаметром кожуха 325 мм, 4-х ходовой по трубному пространству, без деталей для крепления тепловой изоляции, климатического исполнения (Т):
Подогреватель 325 ПП-3-4-Т ТУ 3113-028-00220302-01
Подогреватель водоводяной с неподвижными трубными решетками (ПВН), с диаметром кожуха 168 мм, с теплообменными трубами длиной 4 м, односекционный, климатического исполнения (У):
Подогреватель 168 ПВН-4-1-У ТУ 3113-028-00220302-01
Подогреватель водоводяной с компенсатором на кожухе (ПВК), диаметром кожуха 273 мм, с теплообменными трубами длиной 2 м, количество секций подогревателя - 4, климатического исполнения (Т):
Подогреватель 273 ПВК-2-4-Т ТУ 3113-028-00220302-01
Выбор геометрических характеристик аппарата по настоящим техническим условиям должен определяться на основании теплового и гидравлического расчета, а также анализа на вибрацию труб в трубном пучке, выполняемых на основании технологических данных, приведенных в листе технических характеристик на кожухотрубчатый теплообменник в приложении С к ГОСТ 31842-2012 (ISO 16812:2007).
Выбор материального исполнения должен основываться на материалах, стойких в коррозионном отношении для сред при данных условиях эксплуатации.
Заказ стандартного аппарата по ТУ 3113-028-00220302-01 осуществляется на основании данных, приведенных в листе технических характеристик на кожухотрубчатый теплообменник, в приложении С к ГОСТ 31842-2012 (ISO 16812:2007) с указанием в нем условного обозначения аппарата.
ОАО "ВНИИНЕФТЕМАШ" осуществляет авторский надзор при изготовлении кожухотрубчатых теплообменных аппаратов, обеспечивает технический уровень, конкурентоспособность и гарантирует безопасность конструкции при условии соблюдения требований, изложенных в настоящих технических условиях.
(Измененная редакция. Изм. № 3, № 5)
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Аппараты и трубные пучки должны соответствовать требованиям настоящих технических условий, технического регламента Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", технического регламента Таможенного союза ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением", ГОСТ 31842, ГОСТ Р 52630, ПБ 03-576-03 и комплекту конструкторской документации, утвержденной в установленном порядке.
(Измененная редакция. Изм. № 3, № 5)
1.2. Основные параметры и размеры
1.2.1. Основные параметры аппаратов должны соответствовать указанным в табл. 1.
Основные параметры пароводяных и водоводяных подогревателей
|
Наименование параметров |
Значения параметров для подогревателей |
|||
|
Пароводяных (ПП) |
Водоводяных (ПВН, ПВК) |
|||
|
Поверхность теплообмена, м2 |
8,7 - 124,3 |
0,5 - 24,1 |
||
|
Диаметр кожуха, мм |
наружный |
325 - 820 |
76 - 325 |
|
|
внутренний |
500 - 800 |
- |
||
|
Температура греющей и нагреваемой сред, °С |
0 - 300 |
0 - 200 |
||
|
Условное давление, МПа, не более, в кожухе/в трубах |
1,6/1,6 |
1,0/1,0 |
||
|
Длина теплообменных труб, мм |
2000 |
3000 |
2000; 4000 |
|
|
Наружный диаметр и толщина стенки теплообменных труб, мм |
20×2 |
|||
|
Число ходов по трубам |
2 |
2; 4 |
1 |
|
|
Схема размещения труб в трубных решетках и перегородках |
По вершинам равносторонних треугольников |
|||
1.2.2. Основные размеры и составные элементы аппаратов должны соответствовать:
- для подогревателей пароводяных черт. 1 и табл. 2;
- для подогревателей водоводяных черт. 2, 3 и табл. 3.
1.2.3. Поверхность теплообмена по наружному диаметру труб и площадь проходных сечений по трубному пространству аппаратов должны соответствовать табл. 4 для подогревателей пароводяных и табл. 5 для подогревателей водоводяных.
1.2.4. Масса аппаратов должна соответствовать табл. 6 для подогревателей пароводяных и табл. 7 для подогревателей водоводяных.
1.2.5. Расположение отверстий в опорах под фундаментные болты должно соответствовать указанному на черт. 4 и в табл. 8. Опоры для подогревателей пароводяных должны соответствовать ОСТ 26-2091.
(Измененная редакция. Изм. № 3)
1.2.6. Размещение отверстий под трубы в трубных решетках и перегородках аппаратов должно соответствовать черт. 5 и табл. 9 для подогревателей пароводяных и черт. 6, табл. 10 для подогревателей водоводяных.
1.2.7. Значение предельного расчетного давления для аппаратов в зависимости от температуры среды должно соответствовать приложению 1.
1.2.8. Материалы, применяемые для изготовления аппаратов:
- кожух, камера - Ст3сп ГОСТ 14637, сталь 20 ГОСТ 8731 гр. В, сталь 16ГС ГОСТ 5520;
- фланцы аппаратные и фланцы штуцеров - сталь 20 ГОСТ 8479 гр. IV КП. 215, Ст3сп ГОСТ 8479 гр. IV КП. 195, сталь 16ГС ГОСТ 8479 гр. IV КП. 245;
- трубные решетки - сталь 16ГС ГОСТ 5520, ГОСТ 8479 гр. IV КП. 245;
- трубы теплообменные Ø 20×2 мм - латунь ЛОМш 70-1-0,05 ГОСТ 21646.
Допускается по согласованию с заказчиком применять трубы из сталей марок 10, 20 ГОСТ 550 гр. А, ГОСТ 8733, гр. В.
Допускается изготавливать сборочные единицы из материалов других марок, предусмотренных ГОСТ Р 52630, по механическим свойствам и коррозионной стойкости не уступающих материалам, указанным выше.
Пределы применения материалов, технические требования к материалам должны соответствовать ГОСТ Р 52630.
Все материалы, применяемые для изготовления аппаратов, должны иметь сертификаты.
(Новая редакция. Изм. № 3)

1 - камера распределительная, 2 - кожух, 3 - труба
теплообменная,
4 - крышка кожуха, 5 - крышка плавающей головки, 6 - опора,
7 - воздушник Ду 15 мм, 8 - дренаж Ду 15 мм, 9 - для манометра Ду 10 мм
Черт. 1
Подогреватель пароводяной
(Измененная редакция. Изм. № 3)
Примечание к черт. 1 - 3. Чертежи конструкцию подогревателей не определяют.
Основные размеры пароводяных подогревателей
Размеры в мм
|
Диаметр кожуха |
Длина труб |
Число ходов по трубам |
L ± 10 |
l0 ± 10 |
l1 ± 3 |
l2 ± 5 |
l3 ± 3 |
h ± 5 |
h1 ± 5 |
h2 ± 5 |
h3 ± 5 |
Dy1 |
Dy2 |
Dy3 |
C |
A ± 10 |
A1 ± 10 |
|
|
Наружный |
Внутренний |
|||||||||||||||||
|
2000 |
2 |
2820 |
1100 |
|
|
|
|
|
|
|
|
|
|
|
1300 |
|||
|
325 |
- |
3000 |
3820 |
2000 |
222 |
300 |
250 |
290 |
293 |
293 |
340 |
100 |
50 |
100 |
250 |
556 |
2300 |
|
|
4 |
||||||||||||||||||
|
2000 |
2 |
2910 |
1100 |
250 |
298 |
|
|
|
370 |
|
|
125 |
292 |
1300 |
||||
|
426 |
- |
3000 |
3910 |
2000 |
256 |
300 |
351 |
413 |
348 |
150 |
50 |
562 |
2300 |
|||||
|
4 |
285 |
385 |
100 |
300 |
||||||||||||||
|
|
|
2000 |
2 |
3025 |
1000 |
250 |
325 |
|
|
|
417 |
|
|
150 |
330 |
1300 |
||
|
480 |
- |
3000 |
4025 |
2000 |
315 |
300 |
426 |
440 |
375 |
150 |
50 |
605 |
2300 |
|||||
|
4 |
4000 |
300 |
405 |
100 |
325 |
|||||||||||||
|
|
|
2000 |
2 |
3065 |
1000 |
250 |
367 |
|
|
|
440 |
200 |
355 |
1300 |
||||
|
530 |
500 |
3000 |
4035 |
2000 |
330 |
300 |
336 |
471 |
477 |
420 |
200 |
80 |
150 |
607 |
2300 |
|||
|
4 |
4020 |
324 |
415 |
125 |
345 |
|||||||||||||
|
|
|
2000 |
2 |
3060 |
1000 |
250 |
392 |
|
|
|
516 |
250 |
200 |
440 |
1300 |
|||
|
630 |
600 |
3000 |
4060 |
2000 |
296 |
300 |
525 |
526 |
500 |
200 |
80 |
665 |
2300 |
|||||
|
4 |
4030 |
362 |
480 |
250 |
150 |
405 |
||||||||||||
|
|
|
2000 |
2 |
3165 |
950 |
250 |
468 |
|
|
|
560 |
300 |
250 |
460 |
1100 |
|||
|
720 |
700 |
3000 |
4165 |
1900 |
328 |
442 |
570 |
570 |
556 |
250 |
125 |
745 |
2100 |
|||||
|
4 |
4140 |
415 |
555 |
200 |
465 |
|||||||||||||
|
|
|
2000 |
2 |
3305 |
850 |
402 |
300 |
492 |
|
|
|
605 |
350 |
300 |
510 |
1100 |
||
|
820 |
800 |
3000 |
4285 |
1800 |
408 |
467 |
612 |
620 |
606 |
300 |
125 |
250 |
800 |
2100 |
||||
|
4 |
4260 |
450 |
600 |
200 |
515 |
|||||||||||||

1 - камера, 2 - кожух, 3 - компенсатор, 4 - труба
теплообменная,
5 - бобышка Ду 10 мм для терморегулятора, 6 - спускной штуцер Ду 20 мм
Черт. 2
Подогреватель водоводяной, односекционный

Черт. 3
Подогреватель водоводяной, многосекционный
Основные размеры водоводяных подогревателей
размеры в мм
|
Диаметр кожуха наружный |
L |
L1 |
l ± 5 |
Н |
h ± 5 |
Dy |
Dy1 |
|
76 |
2000 |
2300 |
200 |
200 |
100 |
50 |
50 |
|
4000 |
4300 |
||||||
|
114 |
2000 |
2424 |
300 |
150 |
80 |
80 |
|
|
4000 |
4424 |
||||||
|
168 |
2000 |
2724 |
400 |
200 |
125 |
125 |
|
|
4000 |
4724 |
||||||
|
219 |
2000 |
2832 |
500 |
250 |
150 |
150 |
|
|
4000 |
4832 |
||||||
|
273 |
2000 |
3038 |
600 |
300 |
200 |
200 |
|
|
4000 |
5038 |
||||||
|
325 |
2000 |
3232 |
700 |
350 |
250 |
250 |
|
|
4000 |
5232 |
Поверхности теплообмена и площади проходных сечений пароводяных подогревателей
размеры в мм
|
Диаметр кожуха |
Сортамент труб |
Длина теплообменных труб |
Число ходов по трубам |
Поверхность теплообмена, м2 ± 2 % |
Число теплообменных труб |
Площадь проходного сечения одного хода по трубам, м2 102 ± 2 % |
|
|
Наружный |
Внутренний |
||||||
|
325 |
- |
20×2 |
2000 |
2 |
8,7 |
70 |
0,7 |
|
3000 |
13,1 |
||||||
|
4 |
11,3 |
60 |
0,3 |
||||
|
426 |
- |
2000 |
2 |
16,1 |
128 |
1,2 |
|
|
3000 |
24,1 |
||||||
|
4 |
21,8 |
116 |
0,58 |
||||
|
480 |
- |
2000 |
2 |
23,3 |
186 |
1,87 |
|
|
3000 |
35,0 |
||||||
|
4 |
32,4 |
172 |
0,86 |
||||
|
530 |
500 |
2000 |
2 |
29,6 |
236 |
2,37 |
|
|
3000 |
44,4 |
||||||
|
4 |
41,4 |
220 |
1,1 |
||||
|
630 |
600 |
2000 |
2 |
45,2 |
360 |
3,61 |
|
|
3000 |
67,8 |
||||||
|
4 |
64,0 |
340 |
1,72 |
||||
|
720 |
700 |
2000 |
2 |
61,2 |
488 |
4,9 |
|
|
3000 |
91,9 |
||||||
|
4 |
87,7 |
466 |
2,3 |
||||
|
820 |
800 |
2000 |
2 |
82,8 |
660 |
6,6 |
|
|
3000 |
124,3 |
||||||
|
4 |
119,0 |
632 |
3,1 |
||||
Поверхности теплообмена и площади проходных сечений водоводяных подогревателей
размеры в мм
|
Диаметр кожуха наружный |
Сортамент труб |
Длина теплообменных труб |
Поверхность теплообмена, м2 ± 2 % |
Число теплообменных труб |
Площадь проходного сечения одного хода по трубам, м2·102 ± 2 % |
Площадь проходного сечения по межтрубному пространству м2·102 ± 2 % |
|
76 |
20×2 |
2000 |
0,5 |
4 |
0,08 |
0,20 |
|
4000 |
1,0 |
|||||
|
114 |
2000 |
1,0 |
8 |
0,16 |
0,57 |
|
|
4000 |
2,0 |
|||||
|
168 |
2000 |
2,7 |
22 |
0,44 |
1,12 |
|
|
4000 |
5,5 |
|||||
|
219 |
2000 |
5,2 |
42 |
0,84 |
1,92 |
|
|
4000 |
10,5 |
|||||
|
273 |
2000 |
8,0 |
64 |
1,29 |
3,00 |
|
|
4000 |
16,0 |
|||||
|
325 |
2000 |
12,0 |
96 |
1,93 |
4,28 |
|
|
4000 |
24,1 |
Масса пароводяных подогревателей
размеры в мм
|
Диаметр кожуха |
Длина теплообменных труб |
Масса аппаратов, кг, при числе ходов по трубам |
||
|
Наружный |
Внутренний |
2 |
4 |
|
|
325 |
- |
2000 |
675 |
- |
|
3000 |
800 |
775 |
||
|
426 |
- |
2000 |
935 |
- |
|
3000 |
1110 |
1070 |
||
|
480 |
- |
2000 |
1175 |
- |
|
3000 |
1410 |
1360 |
||
|
530 |
500 |
2000 |
1555 |
- |
|
3000 |
1845 |
1790 |
||
|
630 |
600 |
2000 |
2000 |
- |
|
3000 |
2480 |
2420 |
||
|
720 |
700 |
2000 |
2700 |
- |
|
3000 |
3310 |
3230 |
||
|
820 |
800 |
2000 |
3360 |
- |
|
3000 |
4125 |
4030 |
||
Масса водоводяных подогревателей
размеры в мм
|
Диаметр кожуха наружный |
Длина теплообменных труб |
Масса, кг |
||
|
секции |
камеры |
калача |
||
|
76 |
2000 |
32,5 |
6,2 |
8,2 |
|
4000 |
53,6 |
|||
|
114 |
2000 |
56,5 |
11,9 |
19,8 |
|
4000 |
95,0 |
|||
|
168 |
2000 |
116,9 |
18,1 |
36,2 |
|
4000 |
202,2 |
|||
|
219 |
2000 |
193,7 |
27,3 |
72,6 |
|
4000 |
342,0 |
|||
|
273 |
2000 |
283,7 |
35,0 |
108,6 |
|
4000 |
506,3 |
|||
|
325 |
2000 |
402,7 |
40,0 |
137,5 |
|
4000 |
723,3 |
|||
Расположение отверстий в опорах под фундаментные болты.
Для кожухов диаметром 325 - 720 мм

Диаметр кожухов диаметром 800 мм
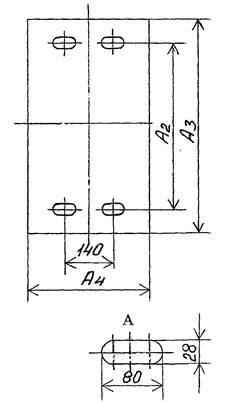
Черт. 4
Примечание:
Для опор аппаратов диаметром 800 мм паз в опорной плите принимается 80×30 мм.
размеры в мм
|
Диаметр кожуха |
А2 |
А3 |
А4 |
|
|
наружный |
внутренний |
|||
|
325 |
- |
330 |
400 |
180 |
|
426 |
450 |
|||
|
480 |
350 |
470 |
||
|
530 |
500 |
380 |
500 |
|
|
630 |
600 |
450 |
600 |
|
|
720 |
700 |
470 |
670 |
|
|
820 |
800 |
500 |
740 |
250 |


Черт. 6
Число отверстий под трубы в решетках и перегородках пароводяных подогревателей
размеры в мм
|
Диаметр кожуха |
l |
D0 |
Число отверстий под трубы в решетках и перегородках, не менее, при числе ходов по трубам |
||
|
наружный |
внутренний |
2 |
4 |
||
|
325 |
- |
58 |
270 |
70 |
60 |
|
426 |
- |
368 |
128 |
116 |
|
|
480 |
- |
418 |
186 |
172 |
|
|
530 |
500 |
462 |
236 |
220 |
|
|
630 |
600 |
563 |
360 |
340 |
|
|
720 |
700 |
106 |
660 |
488 |
466 |
|
820 |
800 |
756 |
660 |
632 |
|
Число отверстий под трубы в решетках и перегородках водоводяных подогревателей
размеры в мм
|
Диаметр кожуха наружный |
D0 |
Число отверстий под трубы в решетках |
|
76 |
55 |
4 |
|
114 |
93 |
8 |
|
168 |
143 |
22 |
|
219 |
194 |
42 |
|
273 |
237 |
64 |
|
325 |
295 |
96 |
1.3. Требования к проектированию и конструкции
(Новая редакция раздела 1.3. Изм. № 3)
1.3.1 Проектирование и конструкция аппаратов должны соответствовать требованиям раздела 5 ГОСТ 31842, ГОСТ Р 52630, технических регламентов Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением".
(Новая редакция. Изм. № 5)
1.3.2 Назначенный срок службы аппаратов:
- для подогревателя пароводяного "ПП" - 20 лет;
- для подогревателей водоводяных "ПВН" и "ПВК" - 12 лет.
Для аппаратов, отработавших назначенный срок службы, он может быть продлен в установленном порядке по результатам технического диагностирования и определения остаточного ресурса.
Срок службы трубных пучков для аппаратов "ПП" должен определяться техническими службами эксплуатирующих предприятий, исходя из реальных условий эксплуатации.
(Новая редакция. Изм. № 4)
1.3.3 При проведении расчета аппарата на прочность следует учитывать нагрузки на штуцера от внешних сил и моментов, действующих от трубопроводной обвязки. Величины внешних нагрузок должны быть представлены заказчиком.
1.3.4 Аппараты и трубные пучки должны быть герметичными. Класс герметичности - 5 по ОСТ 26.260.14. По требованию потребителя - 4 по ОСТ 26.260.14.
1.3.5 Расчетное число циклов нагружения завесь период работы аппаратов должно быть не более 1000.
1.3.6 В зависимости от расчетного давления, температуры стенки и характера среды аппараты подразделяют на группы, определяющие объем контроля сварных соединений. Группа сосудов - по ГОСТ Р 52630.
1.3.7 Фланцы на аппаратах должны быть выполнены с уплотнительной поверхностью "выступ-впадина" на Ру 1,6 МПа для подогревателей пароводяных и на Ру 1,0 МПа для подогревателей водоводяных по ГОСТ 28759.2.
Фланцы на штуцерах должны быть выполнены по ГОСТ 12820 с уплотнительной поверхностью "выступ-впадина" по ГОСТ 12815.
1.3.8 Толщины основных элементов аппарата определяют расчетом на прочность и должны быть не менее приведенных в разделе 5 ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.3.9 Расстояние между поперечными перегородками трубного пучка следует устанавливать в соответствии с результатами теплотехнического, гидравлического и прочностного расчетов с учетом требований, изложенных в ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.3.10 Диаметры поперечных перегородок трубного пучка должны соответствовать значениям, приведенным в таблице 4 ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.3.11 Противоударная защита трубного пучка от воздействия потока на входе в аппарат должна быть обеспечена установкой противоударной пластины либо стержневых элементов и требования к ней должны соответствовать пункту 5.4 ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.3.12 Для аппаратов типа ПП с номинальным диаметром 800 мм для монтажа и демонтажа трубного пучка должны быть предусмотрены полосы скольжения для свободного перемещения трубного пучка в корпусе аппарата, если иное не определено заказчиком. При использовании полос скольжения следует выполнять требования, изложенные в пункте 5.6 ГОСТ 31842-2012 (ISO 16812:2007).
В трубных решетках аппаратов типа ПП следует предусмотреть рым-болты для вытягивания трубного пучка или на неподвижной трубной решетке аппаратов по наружной кольцевой поверхности должна быть выполнена проточка для крепления приспособлений к пучку при его извлечении из корпуса.
(Измененная редакция. Изм. № 5)
1.3.13 Конструкции крышек плавающих головок в аппаратах типа ПП должны соответствовать требованиям пункта 5.7 ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.4 Требования к материалам
(Новая редакция раздела 1.4. Изм. № 3, № 5)
1.4.1 При выборе материалов для изготовления теплообменных аппаратов следует учитывать расчетные давления, температуру стенок, химический состав и характер сред, наличие коррозионных компонентов, климатическую температуру, технологические свойства и коррозионную стойкость материалов.
1.4.2 Требования к основным материалам, их пределы применения, назначение, условия применения, виды испытаний должны соответствовать ГОСТ Р 52630 (раздел 5), ГОСТ 31842, ПБ 03-576-03, техническим регламентам Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением".
Аппараты изготавливаются из материалов и полуфабрикатов, предусмотренных проектной документацией и обеспечивающих соответствие аппаратов требованиям безопасности на протяжении всего срока службы.
1.4.3 Качество и характеристики материалов должны подтверждаться предприятием-поставщиком в соответствующих сертификатах. Материалы и полуфабрикаты должны иметь предусмотренную договором маркировку (без повреждений), обеспечивающую возможность их идентификации с данными документации изготовителя материалов и полуфабрикатов.
1.5 Требования к изготовлению
(Новая редакция раздела 1.5. Изм. № 3)
1.5.1 Изготовление аппаратов должно соответствовать требованиям раздела 7 ГОСТ 31842, раздела 6 ГОСТ Р 52630, ПБ 03-576-03, технических регламентов Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением", а также требованиям настоящих технических условий.
(Новая редакция. Изм. № 5)
1.5.2 При установке штуцеров должны соблюдаться требования ГОСТ Р 52630, при этом отклонение по высоте по ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.5.3 Узел соединения трубной решетки с концевой обечайкой для аппаратов типа ПВН, ПВК должен соответствовать требованиям ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.5.4 Трубные решетки должны изготавливаться, как правило, без сварных швов. Допускается изготовление трубных решеток сварными из частей с учетом требований раздела 5 ГОСТ 31842-2012 (ISO 16812:2007), ГОСТ Р 52630.
(Измененная редакция. Изм. № 5)
1.5.5 Трубная решетка, как правило, должна выполняться из поковки. Поковка из углеродистой или низколегированной стали должна быть проконтролирована ультразвуковым методом в объеме 100 %. Методика контроля и оценка качества должны соответствовать требованиям ОСТ 26-11-09. Листовая сталь должна подвергаться контролю ультразвуковым методом согласно требованиям ГОСТ Р 52630 в объеме 100 % с оценкой металла по 1-у классу сплошности ГОСТ 22727.
(Измененная редакция. Изм. № 5)
1.5.6 Требования к сварке, сварочным материалам и сварным соединениям должны удовлетворять требованиям ГОСТ 31842-2012 (ISO 16812:2007), ГОСТ Р 52630, ПБ 03-576-03 и настоящих технических условий.
(Измененная редакция. Изм. № 5)
1.5.7 Технология сварки аппаратов 3, 4 групп должна быть аттестована в соответствии с РД 03-615-03.
1.5.8 Сварка корпусов и приварка к ним деталей аппаратов, а также сварка внутренних устройств аппаратов 3, 4 групп, должна производиться сварщиками, аттестованными в соответствии с "Правилами аттестации сварщиков и специалистов сварочного производства" ПБ 03-273-99 и имеющими удостоверение установленной формы.
Сварщики могут производить сварочные работы тех видов, которые указаны в их удостоверении.
1.5.9 Механические свойства сварных соединений должны быть не ниже норм, указанных в таблице 14 ГОСТ Р 52630.
1.5.10 Крепление латунных труб в трубных решетках должно производиться развальцовкой, крепление стальных труб - сваркой с развальцовкой, либо развальцовкой с ограничением крутящего момента с учетом требований ГОСТ 31842-2012 (ISO 16812:2007), ОСТ 26-02-1015, ОСТ 26-17-01 и СТО 00220368-014. Тип соединения труб с трубными решетками и класс точности соединения выбираются по ОСТ 26-02-1015. При отсутствии указания тип соединения труб с трубными решетками выбирает предприятие-изготовитель.
(Измененная редакция. Изм. № 5)
1.5.11 Последовательность сварки и развальцовки труб должна исключать появление остаточных напряжений и искривлений трубных решеток, приводящих к разгерметизации фланцевых разъемов.
1.5.12 Аттестация технологии развальцовки труб в трубных решетках должна производиться в соответствии с СТО 00220368-018.
1.5.13 Требования к днищам должны удовлетворять требованиям ГОСТ Р 52630, ПБ 03-576 и настоящим техническим условиям.
(Измененная редакция. Изм. № 5)
1.5.14 Аппараты типа ПП должны быть установлены на седловые опоры. Угол охвата седловой опорой аппарата должен быть не менее 120°.
При наличии температурных расширений в продольном направлении в аппаратах следует выполнять жесткой лишь одну седловую опору, остальные опоры - свободными с указанием об этом в технической документации.
1.5.15 Материал элементов опор, привариваемых непосредственно к корпусу аппарата, должен быть тот же, что и материал корпуса, или удовлетворять требованиям, предъявляемым к материалу корпуса.
1.5.16 Технические требования к фланцам аппаратов и фланцам арматуры должны соответствовать ГОСТ Р 52630 и настоящим техническим условиям.
(Измененная редакция. Изм. № 5)
1.5.17 Прокладки для корпусных фланцев должны изготавливаться из паронита по ГОСТ 28759.6 или ГОСТ 15180 с пределами применения по ГОСТ 481. Прокладки для фланцев штуцеров должны изготавливаться из паронита по ГОСТ 15180 с пределами применения по ГОСТ 481.
1.5.18 Крепежные детали фланцевых соединений должны соответствовать ОСТ 26-2040 - ОСТ 26-2042. Технические требования для болтов, шпилек, гаек и шайб для фланцевых соединений должны соответствовать СТП 26.260.2043.
1.5.19 Все трубы должны быть бесшовными и не должны иметь поперечных сварных швов.
1.5.20 Требования к термообработке должны соответствовать ГОСТ Р 52630, ГОСТ 31842-2012 (ISO 16812:2007), ПБ 03-576-03 и конструкторской документации.
(Измененная редакция. Изм. № 5)
1.5.21 Крышка плавающей головки в аппаратах типа ПП после сварки и исправления дефектов сварки подлежит термической обработке.
1.5.22 Предельные отклонения геометрических размеров, а также поля допусков деталей и привалочных поверхностей аппаратов должны соответствовать требованиям п. 7.6 и 7.7 ГОСТ 31842-2012 (ISO 16812:2007).
(Измененная редакция. Изм. № 5)
1.5.23 Размещение деталей для крепления теплоизоляции должно производиться в соответствии с ГОСТ 17314.
1.5.24 На аппаратах должны предусматриваться элементы для строповки. Строповые устройства должны соответствовать требованиям ГОСТ 31842-2012 (ISO 16812:2007), ГОСТ 13716.
(Измененная редакция. Изм. № 5)
1.5.25 Гидравлическое испытание на прочность и герметичность следует проводить в соответствии с требованиями ГОСТ 31842-2012 (ISO 16812:2007), ГОСТ Р 52630, ПБ 03-576-03.
(Измененная редакция. Изм. № 5)
1.5.26 Допускается проводить гидравлическое испытание по технологии, принятой на предприятии-изготовителе, обеспечивающей выявление возможных дефектов при испытании на прочность и герметичность элементов (деталей) и сборочных узлов аппарата.
1.6 Комплектность
(Новая редакция раздела 1.6. Изм. № 3)
1.6.1 Комплектность аппарата.
1.6.1.1 В комплект поставки аппарата входит:
- аппарат в собранном виде, шт. - 1;
- ответные фланцы для штуцеров с рабочими прокладками и крепежными деталями, не требующими замены при монтаже, комплект - 1;
- запасные прокладки к ответным фланцам, комплект - 1.
1.6.1.2 К аппарату должна быть приложена следующая товаросопроводительная документация:
- паспорт, составленный в соответствии с требованиями ПБ 03-576-03;
- руководство по эксплуатации (АТК-РЭ) - 1 экземпляр;
- обоснование безопасности - 1 экземпляр;
- упаковочные листы (на каждое отправляемое место) - 2 экземпляра;
- комплектовочная ведомость - 1 экземпляр;
- документы, подтверждающие соответствие аппарата требованиям технических регламентов Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением";
- свидетельство о консервации.
(Новая редакция. Изм. № 4, № 5)
1.6.2 Комплектность трубного пучка для аппаратов типа ПП.
1.6.2.1 В комплект поставки трубного пучка входит:
- трубный пучок в собранном виде, шт. - 1.
1.6.2.2 К трубному пучку (при его самостоятельной поставке) должна быть приложена следующая товаросопроводительная документация:
- удостоверение о качестве, экз. - 1;
- упаковочные листы, экз. (на каждое отправляемое место) - 2.
Удостоверение о качестве должно содержать:
- чертеж общего вида с технической характеристикой, техническими требованиями;
- сведения о применяемых материалах;
- расчет на прочность;
- данные о гидравлическом испытании.
По требованию заказчика изготовитель должен обеспечить поставку следующих узлов:
- испытательного приспособления, включающего испытательное кольцо и сальник для каждого аппарата с плавающей головкой. По конструкции они должны соответствовать рисунку 9 ГОСТ 31842-2012 (ISO 16812:2007) или другому НД;
- дополнительных запасных комплектов прокладок на каждую позицию.
(Измененная редакция. Изм. № 5)
1.7 Маркировка
(Новая редакция раздела 1.7. Изм. № 3, № 5)
Маркировка аппаратов должна соответствовать требованиям ГОСТ 31842, ГОСТ Р 52630, технических регламентов Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением" и конструкторской документации, утвержденной в установленном порядке; маркировка трубных пучков - документации предприятия-изготовителя.
Аппараты, соответствующие требованиям безопасности и прошедшие процедуру подтверждения соответствия, должны иметь маркировку знаком обращения продукции на рынке государств - членов Таможенного союза, который свидетельствует о соответствии оборудования требованиям всех распространяющихся на него технических регламентов Таможенного союза - ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением".
Аппарат должен иметь хорошо различимую четкую и нестираемую идентификационную надпись, содержащую:
- наименование изготовителя и (или) его товарный знак;
- наименование и (или) обозначение аппарата (тип, марка, модель (при наличии));
- заводской номер;
- месяц и год изготовления.
Если эти сведения невозможно нанести непосредственно на аппараты, то они могут быть указаны только в руководстве по эксплуатации.
На листах, плитах, трубах и поковках, используемых для изготовления аппаратов, должна сохраняться маркировка изготовителя, причем при раскрое полуфабрикатов на части идентичная маркировка должна наноситься на каждую из частей.
Транспортная маркировка аппаратов и трубных пучков (при их самостоятельной поставке) должна соответствовать ГОСТ 14192. Содержание маркировки, место нанесения, способ выполнения - по технической документации предприятия-изготовителя.
1.8 Консервация и окраска
(Новая редакция раздела 1.8. Изм. № 3)
1.8.1 Консервации и окраске подлежат аппараты, принятые отделом технического контроля.
1.8.2 Консервация и окраска должна соответствовать требованиям ГОСТ Р 52630.
(Измененная редакция. Изм. № 5)
1.8.3 Все обработанные неокрашенные поверхности аппаратов должны быть законсервированы по технологии предприятия-изготовителя с учетом условий транспортирования и хранения по ГОСТ 9.014 для группы II-4.
1.8.4 Внутренние поверхности аппаратов должны подвергаться процессу консервации, совмещенному с гидроиспытаниями согласно программе и методике испытаний, согласно нормативно-технической документации, утвержденной в установленном порядке.
Допускается консервация внутренних поверхностей другими методами по ГОСТ 9.014.
1.8.5 Подготовка поверхностей под окраску должна производиться по технологии предприятия-изготовителя с учетом требований ГОСТ 9.402.
1.8.6 На наружную поверхность аппаратов должно быть нанесено покрытие:
- грунт ГФ-021 по ГОСТ 25129 или ФЛ-03К по ГОСТ 9109 в один слой;
- эмаль серая марки ХВ-110 по ТУ 10-1301 или эмаль серая марки ПФ-115 по ГОСТ 6465 в два слоя.
Окрашенные поверхности должны соответствовать VI классу покрытия по ГОСТ 9.032. Группа условий эксплуатации УI по ГОСТ 9.104.
Допускается покрытие наружных поверхностей теплоизолируемых аппаратов производить нанесением грунта ГФ-021 ГОСТ 25129 или ФЛ-03К ГОСТ 9109 в два слоя.
Окрашенные поверхности должны соответствовать VI классу покрытия по ГОСТ 9.032. Группа условий эксплуатации "УI" или "TI" по ГОСТ 9.104.
Допускается применение других систем покрытий и лакокрасочных материалов, применяемых в зависимости от условий эксплуатации, категории размещения, транспортирования, хранения, монтажа и других условий.
1.8.7 Аппараты до покраски должны быть освобождены от жидкости, используемой для очистки или испытаний, а также посторонних материалов с последующей продувкой сжатым воздухом.
1.8.8 Все отверстия в аппаратах должны быть соответствующим образом заглушены, чтобы предотвратить их повреждение и возможное проникновение воды или других посторонних материалов.
1.8.9 Все уплотнительные поверхности фланцев должны быть покрыты легко удаляемой, предохраняющей от коррозии смазкой, и должны быть соответствующим образом защищены надежными заглушками.
1.8.10 Открытые резьбовые части болтов должны быть защищены легко удаляемой смазкой для предотвращения коррозии во время испытаний, отгрузки и хранения. Технологические отверстия должны быть заглушены консистентной смазкой.
1.9 Упаковка
(Новая редакция раздела 1.8. Изм. № 3)
1.9.1 Аппараты транспортируются без упаковки на подкладных брусьях с креплением согласно погрузочному чертежу.
1.9.2 Требования к упаковке должны соответствовать ГОСТ Р 52630.
(Измененная редакция. Изм. № 5)
1.9.3 Трубный пучок (при его самостоятельной поставке) транспортируется в упаковке, которая должна обеспечивать его сохранность от повреждений при транспортировании, погрузочных и разгрузочных работах. Торцы трубных решеток на время транспортировки и хранения закрываются деревянными щитами или металлическими листами.
1.9.4 Сопроводительная документация должна быть упакована в соответствии с ГОСТ Р 52630 и помещена:
- для аппаратов - в верхний штуцер распределительной камеры аппарата или в специальный карман на упаковке;
- для трубных пучков - за деревянным (металлическим) щитом трубной решетки или в специальный карман на упаковке или в ящик ЗИП.
Место нахождения документации должно быть обозначено надписью "Техдокументация здесь".
Допускается по согласованию с потребителем отправка документации почтой в течение 2-х недель после отгрузки аппаратов.
1.9.5 Запасные прокладки следует завернуть в водонепроницаемую бумагу по ГОСТ 8828, а затем упаковать в ящики с пометкой "Запасные прокладки". Типы и размеры ящиков, технические требования к ним должны соответствовать ГОСТ 5959.
По согласованию с заказчиком допускается транспортировать запасные прокладки другими способами, гарантирующими их сохранность.
При поставке на экспорт ящики должны соответствовать ГОСТ 24634.
1.9.6 Запасные прокладки перед упаковкой должны подвергаться консервации в соответствии с ГОСТ 9.014 для группы изделий 1 - 2, вариант временной защиты ВЗ-4, вариант внутренней упаковки для микроклиматических районов с умеренным климатом ВУ-1, с тропическим климатом ВУ-4.
1.9.7 Отдельно отправляемые сборочные единицы, детали, запасные части должны быть упакованы в ящики или собраны в пакеты (стопы) отдельным грузовым местом.
1.9.8 Запасные части и крепежные детали при отправке их в ящиках должны быть законсервированы по технологии предприятия-изготовителя, а шпильки (болты) фланцевых соединений дополнительно упакованы в водонепроницаемую бумагу по ГОСТ 8828. Детали в ящике должны быть закреплены.
1.9.9 Фланцевые соединения штуцеров и муфты должны быть закрыты металлическими или деревянными заглушками на транспортных прокладках (допускается применять заглушки из других материалов). Перед пуском аппаратов в эксплуатацию транспортные прокладки подлежат замене на рабочие.
1.9.10 Каждое грузовое место должно иметь свой упаковочный лист, который размещается в специальном кармане и крепится около маркировки груза.
Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с технической документацией упаковывают в первое грузовое место.
2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ЭКОЛОГИИ
(Новая редакция раздела 2. Изм. № 3)
2.1 Аппараты должны соответствовать требованиям "Технического регламента Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", технического регламента Таможенного союза ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением", "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением" (ПБ 03-576-03), ГОСТ Р 52630, ГОСТ 12.2.003, "Руководства по эксплуатации" (АТК-РЭ) ОАО "ВНИИНЕФТЕМАШ", требованиям, изложенным в настоящих технических условиях и других нормативно-технических документах, регламентирующих безопасность эксплуатации теплообменной аппаратуры.
(Измененная редакция. Изм. № 5)
2.2 В соответствии с технологическим регламентом, на аппаратах или технологической линии должны быть предусмотрены защитные устройства КИПиА для предотвращения повышения давления или температуры в аппаратах выше разрешенных технической характеристикой. Предохранительные устройства должны устанавливаться на патрубках или трубопроводах, непосредственно присоединенных к сосуду, и соответствовать требованиям ПБ 03-576-03. В случае необходимости установки предохранительного устройства на самом аппарате это следует оговорить при заказе.
Расчет пропускной способности предохранительного клапана должен производиться по ГОСТ 12.2.085 с учетом конкретных условий эксплуатации аппарата.
Выбор предохранительного клапана осуществляет заказчик, исходя из конкретных условий эксплуатации аппарата.
2.3 Аппараты не являются экологически опасными, источниками опасных и вредных производственных факторов, предусмотренных ГОСТ 12.0.003 (шума, вибрации и загазованности), в зоне их обслуживания при соблюдении требований и правил монтажа и эксплуатации.
3 ПРАВИЛА ПРИЕМКИ
(Новая редакция раздела 3. Изм. № 3)
3.1 Правила приемки должны соответствовать требованиям ГОСТ 15.309, ГОСТ Р 52630 и настоящих технических условий.
(Измененная редакция. Изм. № 5)
3.2 Приемка и контроль качества аппарата (сборочных единиц и деталей, материалов, комплектующих изделий и отдельных операций) должны осуществляться ОТК предприятия-изготовителя на соответствие требованиям настоящих технических условий, ГОСТ Р 52630, ПБ 03-576-03 и конструкторской документации, утвержденной в установленном порядке.
(Измененная редакция. Изм. № 5)
3.2.1 К изготовлению и сборке должны допускаться материалы и детали, качество которых отвечает требованиям технической документации и которые приняты ОТК предприятия-изготовителя.
3.2.2 В процессе изготовления и приемки деталей, сборочных единиц и аппарата в целом должны проводиться следующие виды контроля:
- входной;
3.2.2.1 Входному контролю должны подвергаться материалы и покупные изделия. Входной контроль должен проводиться в соответствии с ГОСТ 24297.
3.2.2.2 Операционному контролю должны подвергаться сборочные единицы и детали аппарата в процессе их изготовления на предприятии-изготовителе, качество которых подтверждается путем соответствия требованиям технических условий, ГОСТ Р 52630, ПБ 03-576-03 и конструкторской документации, утвержденной в установленном порядке.
(Измененная редакция. Изм. № 5)
3.2.2.3 При операционном контроле должны проверяться:
- качество и соответствие материалов требованиям конструкторской документации;
- шероховатость механически обработанных поверхностей;
- размеры деталей и сборочных единиц;
- качество резьбы;
- качество сварных соединений;
- масса аппарата;
- режимы термообработки;
- качество подготовки поверхностей.
3.3 Для контроля качества и приемки изготовленной продукции аппараты должны подвергаться следующим видам испытаний:
- приемо-сдаточным;
- периодическим;
- сертификационным.
3.4 Испытания на предприятии-изготовителе проводятся заводской комиссией, назначенной приказом по заводу, с привлечением при необходимости представителей Ростехнадзора, заказчика, потребителя, разработчика и других заинтересованных лиц.
3.5 Объем испытаний включает проверку:
- габаритных и присоединительных размеров;
- прочности и герметичности;
- соответствия примененных материалов предусмотренным материалам в спецификации рабочей документации;
- качества сварных соединений;
- качества поверхности;
- качества покрытия;
- комплектности изделия;
- комплектности сопроводительной документации;
- маркировки;
- консервации;
- упаковки.
3.6 При периодических и сертификационных испытаниях дополнительно проводится проверка:
- стабильности технологического процесса;
- показателей надежности;
3.7 Приемо-сдаточным испытаниям на предприятии-изготовителе должен подвергаться каждый аппарат.
3.8 Периодическим испытаниям на предприятии-изготовителе должен подвергаться один аппарат не реже одного раза в пять лет, прошедший приемо-сдаточные испытания и принятый ОТК предприятия-изготовителя.
Допускается не проводить периодические испытания в тех случаях, когда требования стандартов проверяют при приемо-сдаточных испытаниях, объем которых достаточен для контроля качества и приемки продукции, а также если не требуется периодическое подтверждение качества изготовленной продукции.
3.9 Сертификационные испытания проводятся во время проведения процедуры сертификации продукции в объеме согласно п. 3.5 и 3.6, если нет иных утвержденных программ испытаний.
3.10 Испытание аппаратов следует проводить на испытательном оборудовании, аттестованном в установленном порядке, укомплектованном средствами защиты и приборами, имеющем эксплуатационную документацию и паспорт.
Испытание аппаратов должен проводить обученный и аттестованный персонал по утвержденной технологии в соответствии с программами и методиками (технологическим процессом) на испытания.
3.11 Аппараты считаются выдержавшими испытания, если полностью подтверждено соответствие аппаратов требованиям настоящих технических условий и комплекту конструкторской документации.
3.12 Если при испытаниях выявлены несоответствия аппаратов требованиям настоящих технических условий хотя бы по одному пункту, а также в случае обнаружения дефектов, аппараты должны быть возвращены в производство для устранения дефектов. После устранения дефектов, а также причин их вызывающих, аппараты повторно подвергаются испытанию в полном объеме.
При положительных результатах повторных испытаний аппарат считается принятым.
Если при повторных испытаниях вновь будет обнаружено несоответствие аппарата хотя бы по одному из проверяемых параметров, то он подлежит окончательной отбраковке.
3.13 Результаты испытаний оформляют в соответствии с требованиями ГОСТ 15.309 и отражают в сопроводительной документации на продукцию.
3.14 Подтверждение показателей надежности (эксплуатационной работоспособности) аппарата производится сбором отзывов с мест эксплуатации.
4 МЕТОДЫ КОНТРОЛЯ
(Новая редакция раздела 4. Изм. № 3)
4.1 Методы и объем контроля качества изготовления аппаратов должны соответствовать требованиям ГОСТ Р 52630, ПБ 03-576-03 и рабочей конструкторской документации.
(Измененная редакция. Изм. № 5)
4.2 Технический контроль качества изготовления аппаратов должен осуществляться следующими методами:
- материалов - проверкой сертификатов предприятий-поставщиков или результатов химических анализов и механических испытаний, проводимых предприятием-изготовителем на соответствие требованиям технической документации, ГОСТ Р 52630.
Материалы, качество которых не подтверждено сертификатами или отсутствуют данные на отдельные виды испытаний, должны быть подвергнуты необходимым испытаниям и приняты ОТК до запуска материала в производство;
- термообработки - проверкой на соответствие требованиям ГОСТ Р 52630, ПБ 03-576-03;
- размеров (присоединительных и габаритных) - измерением стандартизованным инструментом и калибрами. Число измерений каждого размера должно быть не менее двух. Измерения должны производить не менее двух человек.
Внутренний диаметр аппарата должен определяться путем замера длины окружности по наружной поверхности обечайки и вычисления по формуле:
Двн = L/π - 2S, мм, где:
L - длина окружности наружной поверхности обечайки, мм,
S - номинальная толщина стенки, мм.
Средства измерения и контроля, применяемые при контроле и испытаниях, должны отвечать требованиям ГОСТ Р 52630, ПБ 03-576-03 и должны быть поверены, а испытательное оборудование аттестовано в установленном порядке, укомплектовано средствами защиты и приборами и должно иметь эксплуатационную документацию и паспорт;
- массы - взвешиванием на соответствие требованиям конструкторской документации. Допускается определение массы производить расчетом по номинальным размерам деталей аппарата;
- прочности и герметичности - гидравлическим испытанием. Требования при проведении гидравлических испытаний должны соответствовать ГОСТ 31842-2012 (ISO 16812:2007), ГОСТ Р 52630, ПБ 03-576-03;
- качества сварных соединений - проверкой на соответствие требованиям ПБ 03-576-03, ГОСТ Р 52630 и настоящих технических условий.
Объем и методы контроля качества сварных соединений должны быть указаны в конструкторской документации.
Визуальный контроль и измерения должны проводиться в соответствии с требованиями РД 03-606 "Инструкция по визуальному и измерительному контролю".
Контроль механических свойств сварных соединений, виды испытаний и количество образцов должны соответствовать п. 8.3 ГОСТ Р 52630.
Металлографические макро- и микро исследования должны проводиться в соответствии с РД 24.200.04-90 на одном образце от каждого контрольного сварного соединения.
Стилоскопирование сварных швов должно проводиться для установления марочного соответствия примененных сварочных материалов требованиям проекта и инструкций по сварке, РД 26.260.15-2001 или настоящих технических условий.
Для выявления внутренних дефектов сварные соединения должны подлежать контролю ультразвуковой дефектоскопией или радиографическим методом.
Ультразвуковая дефектоскопия сварных соединений должна проводиться в соответствии с ГОСТ 14782, СТО 00220256-005.
Радиографический контроль сварных соединений должен проводиться в соответствии с ГОСТ 7512, ОСТ 26-11-03.
Метод контроля качества стыковых и угловых сварных соединений должен определяться согласно ОСТ 26-2079.
При невозможности осуществления контроля сварных соединений радиографическим или ультразвуковым методом из-за их недоступности контроль качества этих сварных соединений должен проводиться по РД 26-11-01-85 в объеме 100 %.
Цветная дефектоскопия сварных соединений должна проводиться в соответствии с ОСТ 26-5. Объем контроля определяется в соответствии с требованиями РД 26-11-01-85 или требованиями конструкторской документации;
- качества поверхностей деталей, сборочных единиц и элементов аппарата визуальным осмотром;
- качества механически обработанных поверхностей - визуально, внешним осмотром на соответствие требованиям конструкторской документации и сравнением с образцами шероховатости по ГОСТ 9378;
- качества уплотнительных поверхностей фланцев - визуальным осмотром на отсутствие трещин, вмятин, пор;
- качества поверхности аппарата под нанесение защитного противокоррозионного покрытия - проверкой на соответствие требованиям ГОСТ 9.402.
- качество резьбы - визуальным осмотром и измерением, резьбовыми шаблонами, калибрами и другими средствами измерения на отсутствие задиров, заусенцев, царапин, срывов. Гайка должна навертываться на всю резьбу шпильки или винта вручную, с небольшим усилием. Торцы гаек фланцевых соединений должны плотно прилегать к опорной поверхности;
- качества окраски - визуальным осмотром, методом сравнения с эталоном по ГОСТ 9.407;
- комплектности изделия - визуально по комплектовочной ведомости, прилагаемой к паспорту аппарата;
- комплектности сопроводительной документации - наличием паспорта и упаковочного листа;
- маркировки, консервации, упаковки - визуальным осмотром. Маркировка, консервация и упаковка должны производиться в соответствии с требованиями настоящих технических условий и конструкторской документации.
(Измененная редакция. Изм. № 5)
4.3 Контроль стабильности технологического процесса производится проверкой полноты и качества выполнения всех технологических операций.
4.4 Контроль показателей надежности производится сбором отзывов с мест эксплуатации. При отсутствии отзывов надежность аппарата определяется справкой ОТК об отсутствии рекламаций с мест эксплуатации.
Требования пункта 1.3.2 контролю на заводе-изготовителе не подлежат. Требования данного пункта обеспечиваются за счет прибавки на коррозию при расчете элементов аппарата на прочность и контролируются в процессе эксплуатации.
(Измененная редакция. Изм. № 5)
5 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
(Новая редакция раздела 5. Изм. № 3)
5.1 Транспортирование и хранение аппаратов и трубных пучков (при их самостоятельной поставке) производят в соответствии с требованиями ГОСТ Р 52630, при этом должна обеспечиваться сохранность от механических повреждений штуцеров, опор и других узлов аппаратов.
При хранении должны быть созданы условия, обеспечивающие сохранность аппаратов и передачу их на монтаж без дополнительных работ по очистке, ревизии и ремонту.
(Измененная редакция. Изм. № 5)
5.2 Аппараты и трубные пучки (при их самостоятельной поставке) транспортируются железнодорожным, морским, речным и автомобильным транспортом на открытых платформах в соответствии с "Правилами перевозки грузов" и "Техническими условиями погрузки и крепления грузов", действующими на каждом виде транспорта.
5.3 Погрузка аппаратов на подвижном железнодорожном составе должна соответствовать требованиям МПС, а крепление - по документации предприятия-изготовителя.
5.4 Условия транспортирования аппарата в части воздействия климатических факторов должны соответствовать группе 9 (ОЖ1) по ГОСТ 15150.
5.5 Условия транспортирования аппарата в части воздействия механических факторов должны соответствовать жестким условиям (Ж) по ГОСТ 23170.
5.6 Условия хранения аппарата в части воздействия климатических факторов должны соответствовать группе 6 (ОЖ2) по ГОСТ 15150. При хранении аппаратов должны быть соблюдены следующие условия:
- защита от механических повреждений, деформаций и атмосферных осадков;
- установка на подкладки, исключающие непосредственное соприкосновение с землей.
5.7 При выполнении погрузочно-разгрузочных работ должны выполняться требования ГОСТ 12.3.009.
5.8 Транспортирование и хранение аппаратов, поставляемых на экспорт, должны осуществляться в соответствии с контрактом (договором).
6 УКАЗАНИЯ ПО МОНТАЖУ И ЭКСПЛУАТАЦИИ
(Новая редакция раздела 6. Изм. № 3)
6.1 Указания по установке и монтажу
6.1.1 Монтаж и установка аппаратов должны осуществляться на подготовленную бетонную площадку или металлоконструкцию, при этом должна быть обеспечена возможность свободного скольжения подвижной опоры при температурных расширениях и сжатиях аппаратов. Монтаж должен производиться специализированными организациями, располагающими техническими средствами, необходимыми для качественного выполнения работ.
6.1.2 Перед монтажом и установкой аппараты должны быть подвергнуты наружному осмотру без разборки, при этом проверяются:
- комплектность - по комплектовочной ведомости;
- соответствие аппаратов требованиям настоящих технических условий, рабочим чертежам, ГОСТ Р 52630, ПБ 03-576-03;
- отсутствие повреждений, поломок и других видимых дефектов;
- наличие ответных фланцев, рабочих прокладок и крепежных деталей;
- наличие окраски, маркировки и консервации согласно требованиям настоящих технических условий;
- наличие отметок (знаков), указывающих положение центра масс аппарата;
- наличие на аппаратах отличительной окраски строповых устройств или мест расположения строп;
- наличие накладок под площадки обслуживания и деталей для крепления теплоизоляции.
(Измененная редакция. Изм. № 5)
6.1.3 Монтаж аппаратов должен производиться по проекту производства монтажных работ с учетом конкретных условий монтажа, требований "Руководства по эксплуатации", ГОСТ 24444 и настоящих технических условий.
6.1.4 Запрещается производить монтаж аппаратов в случае их несоответствия паспортам предприятия-изготовителя, а также требованиям действующей нормативно-технической документации и настоящих технических условий.
6.1.5 При установке аппаратов в проектное положение должен обеспечиваться их уклон 0,002 - 0,003 в сторону штуцера, расположенного в нижней части корпуса для аппаратов типа ПВН, ПВК и в сторону распределительной камеры для аппаратов типа ПП.
6.1.6 После окончания установочных и монтажных работ для аппаратов, подведомственных Ростехнадзору, должно быть составлено удостоверение о качестве монтажа, проведена регистрация аппарата и получено разрешение на ввод в эксплуатацию в органах Ростехнадзора в соответствии с требованиями раздела 6 ПБ 03-576-03.
6.2 Указания по эксплуатации
6.2.1 Эксплуатация аппаратов должна осуществляться в соответствии с Техническими регламентами Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением", технологическим регламентом, "Руководством по эксплуатации" (АТК-РЭ) и с параметрами, не превышающими указанные в паспорте аппарата.
(Измененная редакция. Изм. № 5)
6.2.2 Пуск, остановка и испытания на герметичность в зимнее время аппаратов, установленных на открытом воздухе или в неотапливаемом помещении, должны производиться в соответствии с "Регламентом" (Приложение М ГОСТ Р 52630).
6.2.3 При эксплуатации аппаратов должны выполняться требования безопасности, указанные в разделе 2 настоящих технических условий.
6.2.4 Предприятие-потребитель аппаратов обязано с учетом требований "Руководства по эксплуатации" (АТК-РЭ), приложенного к паспорту аппарата, действующих Правил и Норм, составить свою инструкцию по эксплуатации и технике безопасности для данного аппарата, принимая во внимание особенности своего производства и технологического режима.
6.2.5 При выполнении теплоизоляции аппаратов должны предусматриваться меры защиты от попадания в нее горючих продуктов.
Температура наружной поверхности аппаратов или кожухов теплоизоляционных покрытий в местах, доступных для обслуживающего персонала, должна быть не более плюс 60 °С.
6.2.6 Аппараты на месте монтажа должны быть заземлены в соответствии с ГОСТ 12.2.007.0.
Заземление должно быть выполнено в соответствии с требованиями "Правил устройства электроустановок (ПУЭ)".
Присоединение заземляющих проводников к аппаратам должно быть выполнено сваркой, место заземления должно быть зачищено до металлического блеска, а после сварки окрашено для защиты от коррозии.
6.2.7 Молниезащита аппаратов должна выполняться в соответствии с "Инструкцией по устройству молниезащиты зданий, сооружений и промышленных коммуникаций" СО 153-34.21.122.
6.2.8 Воздух рабочей зоны при эксплуатации аппаратов не должен содержать вредных веществ, превышающих предельно допустимые концентрации, установленные ГОСТ 12.1.005 для веществ с классом опасности по ГОСТ 12.1.007.
6.2.9 К обслуживанию аппаратов допускается персонал, обученный и аттестованный в установленном порядке.
(Измененная редакция. Изм. № 4)
6.2.10 Методы и средства противоаварийной автоматической защиты должны определяться проектной документацией с учетом особенностей технологического процесса.
6.2.11 Запрещается эксплуатация с неисправными противоаварийными устройствами.
6.2.12 Состояние средств противоаварийной защиты должно периодически контролироваться. Периодичность и методы контроля определяются проектной документацией.
6.2.13 Порядок и сроки проверки исправности действия предохранительных клапанов в зависимости от условий технологического процесса должны быть указаны в "Инструкции по эксплуатации предохранительных устройств", утвержденной владельцем аппарата в установленном порядке, с учетом требований раздела 2 ГОСТ 12.2.085 и раздела 5 ПБ 03-576-03.
6.2.14 Порядок и сроки проверки исправности манометров обслуживающим персоналом в процессе эксплуатации должны определяться "Инструкцией по режиму работы и безопасному обслуживанию аппаратов", утвержденной руководством организации-владельца аппаратов.
6.2.15 Указатели уровня должны быть снабжены арматурой для их отключения от аппарата и продувки с отводом рабочей среды в безопасное место.
6.2.16 Аппараты должны подвергаться техническому освидетельствованию после монтажа до пуска в работу, периодически в процессе эксплуатации и в необходимых случаях - внеочередному освидетельствованию. Объем, методы и периодичность технического освидетельствования аппаратов должны соответствовать требованиям раздела 6 ПБ 03-576-03 и быть указаны в руководстве по эксплуатации.
6.2.17 Порядок контроля за степенью коррозионного износа аппаратов с использованием неразрушающих методов, способы, периодичность и места проведения контрольных замеров должны определяться в производственной инструкции с учетом конкретных условий эксплуатации.
6.2.18 После отработки назначенного срока службы дальнейшая эксплуатация аппаратов возможна только после проведения технического диагностирования и определения остаточного ресурса.
6.2.19 Аппараты перед отправкой на утилизацию (на вторичную переработку) освободить от рабочих сред по технологии владельца аппаратов, обеспечивающей безопасное ведение работ, а также осуществить разборку и разделку аппаратов с сортировкой металла по типам и маркам.
Утилизация аппарата, отработавшего свой срок, производится в сроки и способом, принятым на предприятии-потребителе аппарата, в соответствии с требованием ГОСТ 30167.
7 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
(Новая редакция раздела 7. Изм. № 3)
7.1 Предприятие-изготовитель должно гарантировать соответствие аппаратов и трубных пучков требованиям настоящих технических условий, технических регламентов Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" и ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением", ГОСТ Р 52630, ГОСТ 31842 при соблюдении потребителем условий монтажа, эксплуатации, транспортирования и хранения.
(Измененная редакция. Изм. № 5)
7.2 Гарантийный срок эксплуатации - 18 месяцев со дня ввода аппаратов в эксплуатацию, но не более 24 месяцев после отгрузки с предприятия-изготовителя.
7.3 Гарантийный срок консервации - 2 года.
7.4 Гарантийный срок эксплуатации аппаратов, поставляемых на экспорт, устанавливается 12 месяцев со дня пуска в эксплуатацию, но не более 24 месяцев с даты проследования через государственную границу РФ, если иное не оговорено в контракте.
Ссылочные нормативно-технические документы
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
1.7.2 |
|||
|
1.1, 1.2.8, 1.3.1, 1.3.6, 1.4.2, 1.5.1, 1.5.2, 1.5.4, 1.5.6, 1.5.9, 1.5.10, 1.5.13, 1.5.16, 1.5.20, 1.5.21, 1.5.22, 1.5.25, 1.8.2, 1.9.2, 1.9.4, 3.1, 3.2, 3.2.2.2, 4.1, 4.2, 5.1, 6.1.2, 7.1 |
|||
|
Введение, 1.1, 1.3.1, 1.3.8 - 1.3.13, 1.4.2, 1.5.1, 1.5.4, 1.5.6, 1.5.10, 1.5.20, 1.5.22, 1.5.24, 1.5.25, 1.6.2.2, 4.2, 7.1 |
|||
|
|
|||
|
1.5.8, 1.1, 1.4.2, 1.5.1, 1.5.6, 1.5.13, 1.5.20, 1.5.25, 1.6.1.2, 2.1, 2.2, 3.1, 3.2, 3.2.2.2, 4.1, 4.2, 6.1.2, 6.1.6, 6.2.13, 6.2.16 |
|||
|
ТУ 10-1301-83 |
|||
|
ОСТ 26-11-03-84 |
|||
|
ОСТ 26-17-01-83 |
|||
|
СТО 00220368-018-2010 |
|||
|
СТО 00220256-005-2005 |
|||
Окончание
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Технический регламент Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования" |
|
|
Технический регламент Таможенного союза ТР ТС 032/2013 "О безопасности оборудования, работающего под избыточным давлением" |
|
|
"Правила устройства электроустановок" (ПУЭ) |
|
|
"Правила перевозки грузов", изд. «Транспорт», Москва, 1977 г. "Сборник правил перевозки грузов на железнодорожном транспорте". Книга 1, МПС РФ, Москва, 2001 г. |
|
|
"Технические условия погрузки и крепления грузов", изд. "Транспорт", Москва, 1988 г. |
(Измененная редакция. Изм. № 4, № 5)
Приложение 1
Предельные расчетные давления для подогревателей пароводяных и водоводяных
Таблица 1
Предельное расчетное давление для подогревателей пароводяных
|
Давление условное, Ру, МПа |
Предельное расчетное давление, МПа, при температуре среды, °С, не более |
|||
|
До 100 |
200 |
250 |
300 |
|
|
1,6 |
1,60 |
1,49 |
1,40 |
1,20 |
Таблица 2
Предельное расчетное давление для подогревателей водоводяных
|
Давление условное, Ру, МПа |
Предельное расчетное давление, МПа, при температуре среды, °С, не более |
|
|
До 100 |
200 |
|
|
1,6 |
1,00 |
0,93 |
(Измененная редакция. Изм. № 4, № 5)
СОДЕРЖАНИЕ