 | Информационная система | |
ОТРАСЛЕВОЙ СТАНДАРТ
СОСУДЫ И АППАРАТЫ ИЗ ДВУХСЛОЙНЫХ СТАЛЕЙ.
СВАРКА И НАПЛАВКА
ОСТ 26.260.480-2003
|
ФЕДЕРАЛЬНЫЙ (Госгортехнадзор России) 105066, г. Москва, ул. А. Лукьянова, 4, корп. 8 Факс: 261-60-43 E-mail: gosnadzor@gosnadzor.ru
26.06.2003 № 12-06/583 На № 20/55-723 от 21.05.2003 г. |
Заместителю генерального директора «ВНИИПТхимнефтеаппаратуры» |
Рассмотрев представленные материалы, Управление по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России согласовывает разработанный ОАО «ВНИИПТхимнефтеаппаратуры» совместно ОАО «ВНИИнефтемаш» ОСТ 26.260.480-2003 «Сосуды и аппараты из двухслойной стали. Сварка и наплавка».
Начальник управления B.C. Котельников
Исп. Шельпяков А.А. т. 267-32-34
Предисловие
1 РАЗРАБОТАН открытым акционерным обществом «Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения» (ОАО «ВНИИПТхимнефтеаппаратуры») и открытым акционерным обществом «Всероссийский научно-исследовательский институт нефтяного машиностроения» (ОАО «ВНИИНЕФТЕМАШ»), с участием специалистов ОАО «Волгограднефтемаш» (Э.Б. Хрищанович, В.А. Лещенко, В.Ф. Комиссарова) и АООТ «ВНИИнефтехим» (В.М. Седов)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ техническим комитетом по стандартизации 260 «Оборудование химическое и нефтегазоперерабатывающее» Листом Утверждения от 09.04.2003 г.
4 СОГЛАСОВАН Госгортехнадзором России письмом № 12.06/583 от 26.06.2003
|
УТВЕРЖДАЮ |
|
Председатель ТК 260 |
|
В.А. Заваров |
|
«___» __________ 2003 г. |
ЛИСТ УТВЕРЖДЕНИЯ
ОСТ 26.260.480-2003
СОСУДЫ И АППАРАТЫ ИЗ ДВУХСЛОЙНЫХ СТАЛЕЙ.
СВАРКА И НАПЛАВКА
|
ОАО «ВНИИПТхимнефтеаппаратуры»: |
||
|
Генеральный директор, к.т.н. |
В.А. Панов |
|
|
Заместитель генерального |
||
|
директора по НИР, к.т.н. |
В.Л. Мирочник |
|
|
Заведующий отделом стандартизации |
Ю.В. Сафрыгин |
|
|
Заведующий отделом сварки, к.т.н. |
А.И. Потапов |
|
|
Руководитель разработки, |
||
|
ведущий научный сотрудник, к.т.н. |
В.А. Крошкин |
|
|
Разработчики: |
||
|
Заведующий лабораторией |
В.И. Курило |
|
|
Старший научный сотрудник |
В.К. Красильников |
|
|
Инженер-технолог I кат. |
Т.И. Меняйлова |
|
|
ОАО «ВНИИнефтемаш»: |
||
|
Генеральный директор, д.т.н. |
Н.П. Уманчик |
|
|
Заместитель генерального директора, к.т.н. |
В.Н. Ермолаев |
|
|
Разработчики: |
||
|
Заведующий отделом металловедения и сварки, к.т.н. |
А.Н. Бочаров |
|
|
Заведующий лабораторией сварки, к.т.н. |
Н.М. Королев |
|
|
СОГЛАСОВАНО |
||
|
Заместитель генерального директора по научно-производственной работе ОАО «НИИхиммаш», к.т.н. |
В.В. Раков |
|
ОТРАСЛЕВОЙ СТАНДАРТ
СОСУДЫ И
АППАРАТЫ ИЗ ДВУХСЛОЙНЫХ СТАЛЕЙ.
СВАРКА И НАПЛАВКА
Дата введения: 2003-06-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий отраслевой стандарт распространяется на ручную дуговую, автоматическую дуговую под флюсом, дуговую в защитных газах и электрошлаковую сварку двухслойных коррозионно-стойких сталей и коррозионно-стойкую наплавку при изготовлении сосудов и аппаратов для нефтеперерабатывающей, химической, газовой и других смежных отраслей промышленности.
ОСТ отражает также особенности заготовительных, сборочных операций, послесварочной термообработки деталей и аппаратов из двухслойных сталей.
Отраслевой стандарт не распространяется:
а) на сварку расчетных соединений двухслойного проката с углеродистыми, низколегированными или высоколегированными коррозионно-стойкими сталями аустенитными сварочными материалами;
б) на конструктивное оформление и приварку всех видов коррозионно-стойкой футеровки (листовая и полосовая облицовка, рубашки и др.), кроме гильзования штуцеров;
в) на сварку соединений трубопроводов из бесшовных двухслойных труб с внутренним коррозионно-стойким плакирующим слоем.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты, правила и другие нормативные документы:
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3836-83 Сталь электротехническая нелегированная тонколистовая и ленты. Технические условия.
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и технические требования
ГОСТ 6032-2003 Стали и сплавы коррозионно- стойкие. Методы испытания на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия
ГОСТ 22762-77 Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ОСТ 26-02-1015-85 Крепление труб в трубных решетках
ОСТ 26-5-99 Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла
СТО 00220368-010-2007 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля
ОСТ 26.260.3-2001 Сварка в химическом машиностроении. Основные положения
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
СТО 00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля
РД 24.200.04-90 Швы сварных соединений. Металлографический метод контроля основного металла и сварных соединений химнефтеаппаратуры
РД 24.942.02-90 Электрошлаковая сварка химнефтеаппаратуры из низколегированных и теплоустойчивых сталей
РД 26-11-01-85 Инструкция по контролю сварных соединений недоступных для проведения радиографического и ультразвукового контроля
РД 26-11-08-86 Соединения сварные. Механические испытания
РД 26-17-049-85 Организация хранения, подготовки и контроля сварочных материалов
СТО 00220368-012-2008 Сварка сосудов, аппаратов и трубопроводов из углеродистых и низколегированных сталей
РД 26.260.15-2001 Стилоскопирование основных и сварочных материалов и готовой продукции
РД 26.260.225-2001 Корпуса цилиндрических сосудов и аппаратов. Технология, методы обеспечения качества
РТМ 26-44-82 Термическая обработка нефтехимической аппаратуры и ее элементов с Изменением № 1
РТМ 26-49-71 Обечайки одношовные цилиндрической аппаратуры. Типовые технологические процессы
РТМ 26-50-71 Обечайки двухшовные цилиндрической аппаратуры. Типовые технологические процессы
РТМ 26-51-71 Корпуса цилиндрической аппаратуры. Типовые технологические процессы
РТМ 26-52-71 Днища элептические цилиндрической аппаратуры. Типовые технологические процессы
РТМ 26-53-71 Штуцера и люки цилиндрической аппаратуры. Типовые технологические процессы
РТМ 26-54-71 Опоры вертикальные сосудов и аппаратов. Типовые технологические процессы
РТМ 26-55-71 Опоры горизонтальные сосудов и аппаратов. Типовые технологические процессы
РТМ 26-56-71 Кольца укрепляющие цилиндрической аппаратуры. Типовые технологические процессы
РТМ 26-160-73 Определение рациональных границ применения развальцовки труб стандартных кожухотрубчатых теплообменников
РТМ 26-320-79 Сварка дуговая автоматическая, ручная и электрошлаковая газонефтехимической аппаратуры из теплоустойчивых хромомолибденовых низколегированных сталей типа 12ХМ
СТО 00220368-011-2007 Сварка разнородных соединений сосудов, аппаратов и трубопроводов из углеродистых, низколегированных, теплоустойчивых, высоколегированных сталей и сплавов на железоникелевой и никелевой основах
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-606-03 Инструкция по визуальному и измерительному контролю
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
ТУ 14-1-2219-77 Проволока стальная сварочная марок Св-10НЮ и Св-10Х2М
ТУ 14-1-2571-78 Проволока сварочная из стали марок Св-01Х23Н28М3Д3Т и Св-03Х23Н28М3Д3Т
ТУ 14-1-2795-79 Проволока стальная сварочная из коррозионно-стойких аустенитных марок Св-01Х18Н10 (ЭП550) и Св-01Х17Н14М2 (ЭП551)
ТУ 14-1-3648-83 Проволока сварочная из стали марки Св-08Г2СНТЮР
ТУ 14-1-4968-91 Проволока сварочная из сплава марок Св-08Х25Н9М7 (ЭП673), Св-08Х25Н60М10 (ЭП606), Св-08Х25Н25М3 (ЭП622), Св-36НГМТ (ЭП803)
ТУ 14-1-4981-91 Проволока стальная сварочная марок Св-06Х21Н7БТ (ЭП500), Св-08Х25Н20С3Р1 (ЭП532), Св-08Х15Н23В7Г7М2 (ЭП88), Св-08Х20Н9С2БТЮ (ЭП156), Св-01Х19Н18Г10АМЧ (ЭП690)
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У
ТУ 14-4-807-77 Электроды марки В-56У
ТУ 14-4-1276-76 Электроды марки ОЗЛ-37-2
ТУ 14-168-23-78 Электроды марки АНЖР-3У
ТУ 48-21-284-73 Проволока сварочная для автоматической сварки коррозионно-стойкого слоя сплава НМЖМц-28-2,5-1,5
ТУ 14-4-568-74 Электроды марки АНЖР-1
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 2).
(Измененная редакция, Изм. № 3).
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 Настоящий ОСТ разработан в соответствии с ГОСТ Р 52630-2006, ПБ 03-584, с учетом действующих «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576) и является частью комплекса отраслевой нормативно-технической документации на сосуды и аппараты сварные стальные. ОСТ содержит необходимые сведения для разработки и составления технологических инструкций и единичных технологических процессов на сварку двухслойных сталей толщиной до 220 мм с плакирующим слоем из хромистых, хромоникелевых, хромоникельмолибденовых и хромоникельмолибденомедистых сталей и коррозионностойкую наплавку деталей и узлов, эксплуатируемых при температурах от минус 70 до 600 °С.
Автоматическую сварку под флюсом и термическую обработку стыковых соединений аппаратов из двухслойной стали толщиной более 220 мм, а электрошлаковую - более 160 мм следует производить по специальной технологической документации, согласованной с ОАО «ВНИИПТхимнефтеаппаратуры».
(Измененная редакция, Изм. № 2).
(Измененная редакция, Изм. № 3).
3.2 Руководствуясь требованиями Правил РД 03-615, настоящий ОСТ можно использовать при разработке программы и проведении исследовательской и производственной аттестации технологии сварки (наплавки) при изготовлении сосудов и аппаратов из двухслойной стали.
(Измененная редакция, Изм. № 2).
3.3 Настоящий ОСТ разработан в соответствии с требованиями нормативно-технической документации ЕСТПП в отрасли. Степень детализации технологических процессов сварки сосудов и аппаратов из двухслойных сталей устанавливается в зависимости от типа и характера производства сосудов и аппаратов. Разработка оптимального единичного рабочего технологического процесса сварки по данным настоящего ОСТ производится в результате всесторонней оценки технологичности конструкции изделий из двухслойных сталей и технологичности конструкции их сварных соединений.
3.4 В основных разделах ОСТ приведены типовые технологические операции: заготовительные, сварки, наплавки и термообработки сварных соединений из двухслойных сталей.
3.5 Элементы унификации типовых представителей сварных соединений и сборочных единиц для условий индивидуального и мелкосерийного производства, принятые в настоящем ОСТ, даны в Приложении А.
3.6 Единичные рабочие технологические процессы сварки, разрабатываемые с использованием данного ОСТ, должны выполняться на стандартных формах единой системы технологической документации (ЕСТД).
3.7 На рис. 3.1 приведено принятое в данном ОСТ название частей сварного соединения двухслойных сталей.
Под слоем сварного шва понимается металл, наплавленный сварочными материалами одной марки в виде одного или ряда параллельных валиков, полностью заполняющих разделку кромок по ее ширине. Слой может быть однопроходным или многопроходным (по высоте). В данном случае толщина слоя соответствует толщине одного валика.
В ОСТ приняты следующие обозначения способов сварки: РДС - ручная дуговая сварка, АДС - автоматическая сварка под флюсом, ЭШС - электрошлаковая сварка.
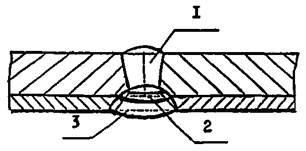
1 - основной слой; 2 - переходный слой; 3 - плакирующий слой.
Рисунок 3.1 - Схема сварного соединения двухслойной стали
3.8. Для выполнения сварки и наплавки должны применяться сварочное оборудование и измерительная аппаратура, позволяющие обеспечить заданные настоящим ОСТ режимы и надежность работы. Основные типы оборудования для сварки и наплавки, выпускаемого отечественной промышленностью, и их технические характеристики приведены в СТО 00220368-012, СТО 00220368-017 и РТМ 26-53.
(Измененная редакция, Изм. № 2).
3.9. Колебания напряжения питающей сети, к которой подключено сварочное оборудование, допускается в пределах ±5 % от номинального значения.
3.10 Все сварочные работы при изготовлении сосудов и аппаратов из двухслойных сталей должны производиться при температуре окружающего воздуха не ниже 0 °С. Сварку при более низких температурах разрешается производить при условии соблюдения требований, указанных в ГОСТ Р 52630-2006. В монтажных условиях допускается производить сварку при температуре окружающей среды до минус 15 °С. В этом случае необходим местный подогрев со стороны основного слоя до температуры 100 °С на расстоянии 150 мм от края разделки. Эта температура суммируется с температурой подогрева, требуемой для сварки двухслойной стали, в нормальных температурных условиях.
(Измененная редакция, Изм. № 3).
3.11 Все сварные швы на двухслойных сталях подлежат клеймению, позволяющему установить фамилию сварщика, выполняющего эти швы. При этом клейма всех сварщиков ставятся с наружной стороны через дробь (в числителе - клеймо наружной стороны шва, в знаменателе - внутренней стороны) и располагаются в ряд по направлению от шва в последовательности, соответствующей порядку наложения швов и слоев шва.
Примечание - Вместо клеймения сварных швов допускается нанесение маркировки другим способом, например, гравировкой или несмываемой краской, обеспечивающим ее сохранность на весь период эксплуатации изделия, в соответствии с ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
3.12 К сварке сосудов и аппаратов из двухслойных сталей допускаются сварщики 1-го уровня аттестованные в соответствии с Правилами ПБ 03-273.
3.13 К руководству сварочными работами и контролю за соблюдением технологии и качества сварки допускаются специалисты II - IV уровней (ИТР, производственные и контрольные мастера), изучившие настоящий РД, чертежи технологические процессы сборки и сварки конструкций из двухслойной стали.
3.14 Перед началом сварки промышленных изделий надлежит по рекомендованным режимам произвести сварку и испытания контрольных пластин. В зависимости от конкретных производственных условий допускается корректировка отдельных параметров режима сварки.
3.15 Настоящий ОСТ разработан с учетом работ, проведенных ОАО «ВНИИПТхимнефтеаппаратуры», ОАО «ВНИИнефтемаш», ОАО «НИИхиммаш», АООТ «ВНИИнефтехим», а также производственного опыта ОАО «Волгограднефтемаш», ОАО «Петрозаводскмаш», ОАО «ЭМК-АТОММАШ», изготавливающих аппараты из двухслойных сталей.
4 ТРЕБОВАНИЯ К ОСНОВНЫМ МАТЕРИАЛАМ
4.1 Требования к основным материалам, виды их испытаний и условия применения должны удовлетворять требованиям ГОСТ Р 52630-2006, ГОСТ 10885, ГОСТ 19281 и техническим условиям, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
4.2 Двухслойный прокат для изготовления сосудов и аппаратов поставляется отечественными и зарубежными предприятиями в термически обработанном состоянии - нормализация или нормализация с высоким отпуском (при эксплуатации выше 350 °С). Широко применяемые импортные марки двухслойных сталей, их химический состав и соответствующие им отечественные аналоги приведены в таблицах 4.1 - 4.3. Применение импортных двухслойных сталей требует согласование со специализированной научно-исследовательской организацией и Госгортехнадзором России.
4.3 В сертификате на двухслойную сталь должны быть указаны: вид и режимы термической обработки, результаты испытаний коррозионностойкого слоя и другие требования ГОСТ 10885.
Примечание - Двухслойная сталь, предназначенная для эксплуатации при температурах свыше 350 °С в средах с требованием стойкости против МКК, должна содержать в плакирующим слоем из аустенитной стали не более 0,08 % углерода.
4.4 Листы из двухслойных сталей толщиной более 25 мм, предназначенные для аппаратов, работающих под давлением более 4 МПа (40 кгс/см2), должны заказываться по ГОСТ 10885 с учетом требований, соответствующих 1-му классу сплошности сцепления слоев.
Примечания:
1 Применение двухслойных сталей других классов сплошности допускается по согласованию со специализированной научно-исследовательской организацией.
2 В готовых изделиях допускаются расслоения, превышающие допустимые по 1 классу, при условии согласования со специализированной научно-исследовательской организацией.
4.5 В сертификате на поковки должны быть отражены требования и виды испытаний по ГОСТ 8479, группа IV.
4.6 В сертификате на трубы приводятся технические требования и виды испытаний в соответствии со стандартами, по которым эти трубы поставляются.
4.7 На заводе-изготовителе аппаратов двухслойная сталь, трубы и поковки до запуска в производство должны быть приняты ОТК.
4.8 При приемке проверяются:
а) соответствие сертификата условиям заказа и требованиям стандартов или технических условий на их поставку;
б) соответствие маркировки листов, поковок и труб данным сертификата;
в) качество поверхности листового проката, поковок и труб, которое должно удовлетворять требованиям стандартов или технических условий на их поставку.
4.9 В случае отсутствия в сопроводительных сертификатах на материалы отдельных показателей характеристик, регламентированных требованиями ГОСТ и технических условий, предприятие-изготовитель до запуска в производство должен провести дополнительные испытания материалов в соответствии с требованиями ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
Таблица 4.1 - Широко применяемые импортные марки двухслойных сталей и соответствующие им отечественные аналоги
|
США, По ASTM |
ФРГ, по DIN |
Франция, по NF |
Отечественные аналоги |
|
Основной слой |
|||
|
А516 Gr60 |
НН (1.0425) DIN 17155 |
A42 NFA36-205 |
Ст.3сп, 20К |
|
А516 Gr70 |
StE355(1.1106) DIN 17102 |
E355 NFA36-201 |
16ГС, 09Г2С |
|
А387 Gr12 А387 Gr11 |
13CrМо44 (1.7335) DIN 17155 |
15CD4.05 NFA36-206 |
12ХМ |
|
Плакирующий слой |
|||
|
А240 Тр405 |
X6Gr13 (1.4000) DIN 17440 |
Z6C13 NFA36-572 |
08X13 |
|
А240 Тр321 |
X6CrNiTi1810 (1.4541) DIN 17440 |
Z6CNT18-11 NFA36-209 |
08Х18Н10Т |
|
A240 Tp316Ti |
X6CrNiMoTi 17122 (1.4571) DIN 17440 |
Z8CNDT17-12 NFA36-209 |
08Х17Н13М2Т ГОСТ 7450 |
Таблица 4.2 - Химический состав основного слоя импортных двухслойных сталей
|
Марка стали |
Химический состав, % |
|||||
|
C, не более |
Mn |
Si |
S, не более |
Р, не более |
Прочие элементы |
|
|
ASTM A516 Gr60 |
0,25 |
0,60 - 0,90 |
£ 0,40 |
0,040 |
0,035 |
- |
|
НН (1.0425) DIN 17155 |
0,20 |
0,50 - 1,30 |
£ 0,35 |
0,030 |
0,035 |
Cr £ 0,25; Ni £ 0,30; Al £ 0,02 |
|
A42 NFA36-205 |
0,18 |
£ 0,50 |
£ 0,35 |
0,040 |
0,040 |
Cr £ 0,50 |
|
ASTM A516 Gr70 |
0,30 |
0,85 - 1,20 |
£ 0,40 |
0,040 |
0,035 |
- |
|
StE355 (1.1106) DIN 17102 |
0,18 |
0,90 - 1,65 |
0,10 - 0,50 |
0,015 |
0,025 |
∑Ti, V, Nb £ 0,12 |
|
E355N FA36-201 |
0,18 |
£ 1,50 |
£ 0,50 |
0,030 |
0,030 |
Nb,V по требованию |
|
ASTM A387 Gr12/Gr11 |
0,17 |
0,40 - 0,65 |
0,15 - 0,40 |
0,040 |
0,035 |
Cr = 1,0/Cr = 1,25; Мо = 0,45 - 0,60 |
|
13CrMo44 (1.7335) DIN 17155 |
0,08 - 0,18 |
0,40 - 1,00 |
0,10 - 0,35 |
0,030 |
0,035 |
Cr = 0,70 - 1,10; Мо = 0,40 - 0,60 |
|
15CD4.05 NFA36-206 |
0,18 |
0,40 - 0,80 |
0,15 - 0,35 |
0,030 |
0,030 |
Cr = 0,80 - 1,20; Мо = 0,40 - 0,60 |
Таблица 4.3 - Химический состав плакирующего слоя импортных двухслойных сталей
|
Химический состав, % |
Твердость, НВ, не более |
|||||||||
|
C, не более |
Mn, не более |
Si, не более |
Cr |
Ni |
S, не более |
P, не более |
Мо |
Прочие элементы |
||
|
ASTM A240 Тр405 |
0,08 |
1,00 |
1,00 |
11,5 - 14,5 |
£ 0,60 |
0,030 |
0,040 |
- |
Аl = 0,10 - 0,30 |
183 |
|
X6Gr13 (1.4000) DIN 17440 |
0,08 |
1,00 |
1,00 |
12,0 - 14,0 |
- |
0,030 |
0,045 |
- |
- |
185 |
|
Z6C13 NFA36-572 |
0,08 |
1,00 |
1,00 |
11,5 - 13,5 |
- |
0,030 |
0,040 |
- |
- |
- |
|
ASTM A240 Тр321 |
0,08 |
2,00 |
0,75 |
17,0 - 19,0 |
9,0 - 12,0 |
0,030 |
0,045 |
- |
Ti = 5(C + N) £ 0,70 |
217 |
|
Х6CrNiTi1810 (1.4541) DIN 17440 |
0,08 |
2,00 |
1,00 |
17,0 - 19,0 |
9,0 - 12,0 |
0,030 |
0,045 |
- |
Ti = 5C £ 0,80 |
- |
|
Z6CNT18-11 NFA36-209 |
0,08 |
2,00 |
1,00 |
17,0 - 19,0 |
10,0 - 12,0 |
0,030 |
0,040 |
- |
Ti = 5C £ 0,60 |
- |
|
ASTM A240 Tp316Ti |
0,08 |
2,00 |
0,75 |
16,0 - 18,0 |
10,0 - 14,0 |
0,030 |
0,045 |
2,00 - 3,00 |
Ti = 5(C + N) £ 0,70 |
217 |
|
X6CrNiMoTi 17122 (1.4571) DIN 17440 |
0,08 |
2,00 |
1,00 |
16,5 - 18,5 |
10,5 - 13,5 |
0,030 |
0,045 |
2,00 - 2,50 |
Ti = 5C £ 0,80 |
- |
|
Z8CNDT17-12 NFA36-209 |
0,10 |
2,00 |
1,00 |
16,0 - 18,0 |
11,0 - 13,0 |
0,030 |
0,040 |
2,00 - 2,50 |
Ti = 5C £ 0,60 |
- |
5 УКАЗАНИЯ ПО ЗАГОТОВИТЕЛЬНЫМ РАБОТАМ
5.1 Общие положения
5.1.1 Хранение двухслойных листов в целях защиты от атмосферных осадков и загрязнений окалиной и ржавчиной рекомендуется проводить в закрытых складских помещениях, а в случае отсутствия таковых допускается хранение листов на открытых площадках при условии их укрытия брезентом, слоем рубероида или толя.
5.1.2 Все заготовительные операции на двухслойной стали, выполняемые методом холодной или горячей обработки, производятся в основном теми же способами и на том же оборудовании, что и для углеродистых конструкционных сталей.
5.1.3 При выполнении заготовительных работ должны быть применены специальные меры предосторожности против механических повреждений плакирующего слоя и его загрязнения окалиной и ржавчиной от углеродистой стали. С этой целью заготовительные операции и межоперационную транспортировку двухслойной стали, рекомендуется выполнять при расположении листов плакирующим слоем кверху во избежание ее повреждений и загрязнений. В тех случаях, когда по технологическим условиям коррозионностойкая сторона располагается снизу, она должна быть защищена деревянными или алюминиевыми подкладками.
5.1.4 Механизированная правка двухслойной стали на листоправильных вальцах должна производиться плакирующим слоем кверху, причем верхние валки должны быть очищены от ржавчины.
5.1.5 Ручная правка двухслойных листов стальными кувалдами может производиться только со стороны основного металла, плакирующий слой при этом должен быть защищен снизу подкладками из алюминиевых или медных листов. Правка листов со стороны плакирующего слоя должна производиться только медными кувалдами или киянками.
5.1.6 Листы перед разметкой должны быть очищены от окалины, ржавчины и загрязнений.
5.1.7 В целях предохранения плакирующего слоя от повреждений при последующих заготовительных операциях разметка двухслойных листов в основном (кроме разметки под огневую резку) должна производиться со стороны плакирующего слоя.
5.1.8 В тех случаях, когда по условиям последующей обработки (например, кислородной резки) разметка производится со стороны основного слоя, двухслойные листы рекомендуется укладывать плакирующим слоем на деревянные или алюминиевые подкладки.
Оставление следов разметочных рисок и кернов на плакирующем слое готовых деталей не допускается, поэтому риски должны наноситься с особой осторожностью с расчетом их удаления при последующей обработке (резке, сверлении и т.д.).
5.1.9 Маркировка заготовок со стороны плакирующего слоя должна выполняться способами, не вызывающими его повреждение, например, краской.
5.1.10 Резка двухслойной стали может производиться как механическим, так и термическим способом (газопламенной или плазменной резкой). Механическая резка предпочтительнее в тех случаях, когда необходимо более точное соблюдение размеров и чистоты кромок.
5.1.11 Механическая резка двухслойной стали на гильотинных или пресс-ножницах с целью получения качественного реза и устранения возможности отрыва плакирующего слоя от основного металла должна производиться плакированной стороной кверху. Заусенец, образованный на металле основного слоя, должен быть удален путем зачистки. Механическая резка двухслойной стали на гильотинных и пресс-ножницах допускается плакированной стороной вниз при условии удовлетворительных результатов испытаний на сопротивление срезу между основным и плакирующим слоями.
5.1.12 Перед резкой рекомендуется очистить ножи от ржавчины и загрязнений; крепятся листы зажимами с применением медных или алюминиевых прокладок.
5.1.13 При газопламенной или плазменной резке двухслойной стали применение автоматизированных методов резки предпочтительнее в сравнении с ручной, так как обеспечивается более точное соблюдение размеров и чистоты кромок.
Резка сталей 12МХ, 12ХМ, 15ХМ производится с подогревом 200 - 250 °С, а стали 15Х5М - 300 - 350 °С.
(Измененная редакция, Изм. № 1).
5.1.14 Газопламенная резка двухслойной стали производится со стороны углеродистого металла с использованием наконечника на один номер больше и снижением скорости резки на 10 - 15 % по сравнению с резкой углеродистой стали той же толщины. При газопламенной резке двухслойных листов толщиной более 25 мм со стороны основного слоя возможно образование «выхватов» и «карманов» между основными и плакирующими слоями. При резке под углом получается более качественный рез на основной детали, а указанные дефекты образуются лишь в обрези.
5.1.15 В случае необходимости разделительной резки со стороны плакирующего слоя следует применять плазменную или кислородно-флюсовую резку. При использовании газопламенной резки в плакирующем слое предварительно прорубается канавка, а затем через нее производится вырезка углеродистого слоя обычным способом.
При резке со стороны плакирующего слоя его поверхность должна быть тщательно предохранена асбестовыми листами, нанесением защитного покрытия или другим способом от брызг расплавленного металла.
5.1.16 Воздушно-дуговая резка (графитовым или угольным электродом) допускается для двухслойных сталей, при условии обязательной последующей обработки всей поверхности реза шлифовальным кругом на глубину не менее 1 мм от максимальной впадины (следа) реза.
5.1.17 При газопламенной или плазменной вырезке отверстий под арматуру в собранных корпусах со стороны углеродистого металла надлежит принять тщательные меры к предохранению внутренней плакировки сосуда от выдуваемого шлака и брызг металла.
Допускается подготовка кромок газовой или плазменной резкой со стороны основного слоя из углеродистой, низколегированной кремнемарганцовистой стали с последующей зачисткой шлифмашинкой до чистого металла, из теплоустойчивых сталей - на глубину не менее 1,0 мм от самой глубокой впадины.
Шероховатость поверхности после механической обработки должна быть не более Rz80 ГОСТ 2789.
(Измененная редакция, Изм. № 1).
5.1.19 При механической обработке кромок на кромкострогальных и других станках должны быть приняты соответствующие меры предосторожности против механических повреждений и загрязнений плакирующего слоя. При креплении листов рекомендуется применение медных или алюминиевых подкладок.
5.2 Рекомендации по гибке и калибровке обечаек из двухслойных сталей
5.2.1 Гибка (вальцовка) листов и калибровка обечаек из двухслойной стали может производиться как в холодном, так и в горячем состоянии.
5.2.2 Учитывая различия механических свойств основного и плакирующего слоев двухслойной стали, технологические операции гибки и калибровки должны производиться при соблюдении установленных режимов и условий, изложенных в настоящем разделе.
В основном эти условия и режимы связаны с пластическими свойствами двухслойных сталей и прочностью соединения между основным металлом и плакирующим слоем.
5.2.3 Гибку (вальцовку) рекомендуется производить на трехвалковой машине с приводными нижними валками, а калибровку на четырехвалковой машине. Верхний валок машины должен быть очищен от ржавчины и окалины вмятины сглажены.
5.2.4 Гибка (вальцовка) листов и калибровка обечаек в холодном состоянии производится при наличии необходимой мощности гибочной машины и соблюдении степени допустимой деформации x £ 3,5 %, рассчитанной по формуле:
![]() (1)
(1)
где x - величина деформации металла;
S - толщина листа, мм;
Rср - средний радиус обечайки, мм.
В случае превышения этой величины следует либо подвергать термической обработке готовые обечайки, либо изготовлять их горячим способом (нагрев листа до температуры около 1000 °С, окончание гибки не ниже 700 °С).
5.2.5 Для облегчения получения при калибровке заданной кривизны по контуру обечайки из двухслойной стали после сварки продольного шва, выпуклость сварного шва должна быть минимальным в соответствии со стандартом на геометрию шва.
(Измененная редакция, Изм. № 1).
5.2.6 Для повышения гарантии высокой точности при холодной гибке и калибровке обечайки из двухслойной стали, необходимо строго выдерживать правильный радиус изгиба, установленного расчетом.
5.2.7 Рекомендуется холодную вальцовку листов производить на подкладном листе без предварительной подгибки кромок. При этом толщина подкладного листа должна быть в 2 - 3 раза больше вальцуемого и подкладной лист должен быть согнут под радиус меньше вальцуемого.
5.2.8 Вальцовка листа под ЭШС производится с предварительной подгибкой кромок. При вальцовке листа обечаек диаметром £ 2000 мм, допускается производить перегиб кромок на меньший радиус - r (рис. 5.1) с получением прямого участка по всей длине, шириной не менее 200 мм на сторону. При этом при холодной вальцовке деформация на участке перегиба не должна превышать 3,5 %.

Рисунок 5.1 - Схема перегиба кромок при вальцовке обечайки под ЭШС.
5.2.9 Гибка листов из двухслойной стали и калибровка обечаек в горячем состоянии производится в следующих случаях:
- когда мощности оборудования не достаточно для изгиба листов требуемой толщины;
- когда максимальная степень деформации листа при гибке превышает 3,5 %, особенно при толщине изгибаемого листа приблизительно 50 мм и более;
- когда термообработка после сварки совмещается с нагревом под калибровку.
5.2.10 Операция гибки, вальцовки и калибровки в нагретом состоянии подразделяется на два вида:
а) горячая гибка и калибровка - предварительный нагрев листов или обечаек из двухслойной стали до температуры выше Ас3, соответствующей марки основного слоя;
б) теплая гибка и калибровка - предварительный нагрев листов или обечаек из двухслойной стали до температуры 690 - 710 °С.
5.2.11 Операция гибки (вальцовки) листов и калибровки обечаек из двухслойной стали в горячем или теплом состоянии производится с соблюдением режимов нагрева и остывании, согласно табл. 5.1.
5.2.12 При горячей гибке (вальцовке) сварных карт и калибровке обечаек, сваренных с применением ЭШС, допускается совмещать нормализацию сварной карты или обечайки с нагревом под гибку или калибровку.
Таблица 5.1 - Режимы нагрева при горячей и теплой гибке (вальцовке) и калибровке обечаек из двухслойных сталей
|
Наименование детали |
Наименование операции |
Режимы нагрева |
||||||
|
При горячей деформации |
При теплой деформации |
|||||||
|
Температура, °С |
Время выдержки при нагреве, мин |
Температура окончания, °С, не менее |
Температура, °С |
Время выдержки при нагреве, мин |
Температура окончания, °С, не менее |
|||
|
Углеродистые стали типа Ст.20 и низколегированные типа 09Г2С |
Лист, сварная карта, обечайка |
Гибка (вальцовка), калибровка обечайки |
930 - 950 |
1 мин на 1 мм толщины |
700 |
690 - 710 |
1,5 мин на 1 мм толщины, но не менее 30 мин |
500 |
|
Теплоустойчивые низколегированные стали типа 12ХМ |
950 - 1000 |
800 |
1,5 мин на 1 мм толщины, но не менее 60 мин |
|||||
|
Примечание - Теплая калибровка производится, как правило, при местной правке обечаек в зоне сварного шва. |
||||||||
5.2.13 При горячей гибке (вальцовке) сварных карт и калибровке обечаек, сваренных с применением ЭШС, допускается совмещать нормализацию сварной карты или обечайки с нагревом под гибку или калибровку.
5.2.14 Теплая гибка сварных карт или калибровка обечаек, заваренных ЭШС, выполняется после предварительной термообработки - нормализации.
5.2.15 При выполнении операций горячей гибки листов и калибровки обечаек необходимо производить обязательный контроль температуры и учитывать время охлаждения листа (обечайки) во время транспортировки и нахождении в листогибочной машине. На графике (рис. 5.2) приведены экспериментальные зависимости времени остывания обечаек от диаметра и толщины стенки.
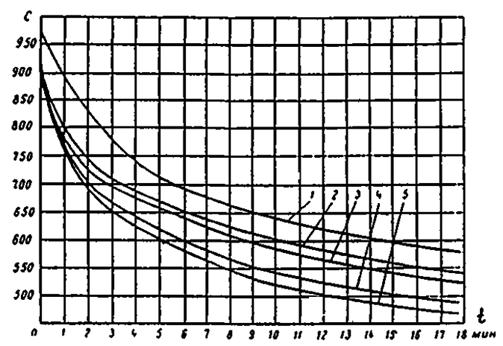
Обозначение: 1 - Æ 2800´70 мм; 2 - Æ 1000´60 мм; 3 - Æ 1000´50 мм; 4 - Æ 2200´60 мм; 5 - Æ 2400´50 мм.
Рисунок 5.2 Интенсивность остывания обечаек, в зависимости от диаметра и толщины
5.3. Рекомендации по горячей штамповке днищ и лепестков сферических днищ.
5.3.1 Нагрев для горячей штамповки днищ и других элементов аппаратов из двухслойных сталей производится как в газовых, так и в электропечах.
5.3.2 При горячей штамповке время нахождения заготовки в печи определяется технологическим процессом и зависит от габаритных размеров заготовки, но предпочтительно не более одной смены.
5.3.3 Горячая штамповка днищ и лепестков из двухслойных сталей толщиной до 85 мм с основным слоем из стали типа 20, 09Г2С и теплоустойчивой стали типа 12ХМ производится при следующих режимах нагрева: загрузка заготовок при температуре печи 1100 ± 40 °С, время нагрева и выдержка при этой температуре 1,5 - 2 мин на 1 мм толщины заготовки или пакета заготовок.
Отсчет времени выдержки заготовок производится при наборе (после загрузки заготовок) требуемой температуры в соответствии с записью диаграммы. Температура конца штамповки днищ из стали типа 20, 09Г2С не ниже 700 °С, а из теплоустойчивой стали типа 12ХМ не ниже 800 °С. Охлаждение на воздухе.
5.3.4 Горячая штамповка днищ и лепестков из двухслойных сталей толщиной не менее 90 мм с основным слоем из стали типа 20, 09Г2С и теплоустойчивой стали типа 12ХМ производится при следующих режимах нагрева: загрузка заготовок при температуре печи не менее 800 °С, выдержка при температуре печи 800 ± 30 °С 2 - 2,5 мин. на 1 мм толщины заготовок, подъем температуры до 925 °С ± 20 °С со скоростью 100 - 150 °С/ч, выдержка при этой температуре 1,5 - 2 мин. на 1 мм толщины. Отсчет времени выдержки заготовок производится при наборе (после загрузки заготовок) требуемой температуры в соответствии с записью диаграммы. Температура конца штамповки днищ из стали типа 20, 09Г2С не ниже 700 °С, а из теплоустойчивой стали типа 12ХМ не ниже 800 °С. Охлаждение на воздухе.
5.3.5 Термообработка после штамповки днищ производится по требованию чертежа или ОГМет завода-изготовителя в соответствии с п. 3.12.6 ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
Примечание - В отдельных случаях допускается совмещение нормализации с нагревом под штамповку днищ из двухслойной стали по режимам, согласованным с ОАО «ВНИИПТхимнефтеаппаратуры».
5.3.6 После операций гибки, вальцовки и штамповки свариваемые кромки на ширине не менее 50 мм контролируются УЗД на отсутствие отслоений плакирующего слоя с оценкой по 1 классу сплошности по ГОСТ 10885.
6 ОСОБЕННОСТИ СВАРКИ И НАПЛАВКИ ДВУХСЛОЙНЫХ СТАЛЕЙ
6.1 Особенности сварки и наплавки двухслойных сталей с основным слоем из углеродистых и низколегированных сталей
Если при сварке основного слоя происходит одновременное плавление металла плакирующего слоя, то возможно существенное понижение пластичности сварного соединения, повышение его твердости и даже образование трещин. Места оплавления плакирующего слоя удалить методом вышлифовки с последующим травлением 30 % раствором медного купороса, убедиться в полном удалении оплавленных участков. Места травления зачистить и протереть ветошью. Следы меди не допускаются.
(Измененная редакция, Изм. № 1).
6.1.2 Для сварки и наплавки конструкций из двухслойных сталей могут использоваться любые способы механизированной и ручной сварки применяемые на предприятиях и обеспечивающие требуемые свойства металла шва и сварных соединений.
6.1.3 Методы и режимы сварки металла основного слоя двухслойных сталей должны быть максимально приближены к аналогичным данным по сварке монометалла из тех же марок сталей. Требования к технологии сварки аппаратуры из углеродистых, низколегированных и теплоустойчивых сталей при автоматической сварке под флюсом, сварке в защитных газах и ручной дуговой сварке регламентированы СТО 00220368-012 и СТО 00220368-017.
(Измененная редакция, Изм. № 2).
6.1.4 Предварительный и сопутствующий подогрев устанавливается в зависимости от марки основного слоя двухслойной стали и толщины свариваемых деталей и сборочных узлов. В таблице 6.1 приведена температура предварительного и сопутствующего подогрева при сварке двухслойных сталей.
6.1.5 Наплавка коррозионно-стойкого слоя при изготовлении аппаратов из двухслойной стали, является частным случаем сварки изделий из разнородных сталей. При наплавке на конструкционную сталь высоколегированной стали необходимо использовать электродные материалы аустенитного класса с достаточным запасом аустенитности для предотвращения образования хрупких участков с мартенситной структурой в первом слое.
Таблица 6.1 - Минимальная температура предварительного и сопутствующего подогрева при сварке
|
Номинальная толщина двухслойной стали, мм |
Минимальная температура подогрева, °С |
|
|
Ст.3сп, 20К |
до 50 |
- |
|
св. 50 |
100 |
|
|
16ГС, 09Г2С, 09Г2, 15Г2СФ |
до 50 |
- |
|
св. 50 |
150 |
|
|
12МХ, 12ХМ, 15ХМ |
До 12 |
- |
|
14 - 25 |
150 |
|
|
св. 25 |
200 |
|
|
Примечание: Для углеродистых и низколегированных кремнемарганцовистых сталей температура подогрева указана для «жестких узлов» - вварка штуцеров, люков в корпус, днища и т.д.. |
||
(Измененная редакция, Изм. № 1).
Для приближенной оценки химсостава и свойств высоколегированной наплавки целесообразно использовать структурную диаграмму Шеффлера, позволяющую учитывать влияние того или иного элемента на образование структуры и химического состава шва: ферритообразующего элемента - хрома и аустенитообразующего - никеля. Эта диаграмма облегчает предварительный подбор необходимых присадочных материалов и выбор режимов сварки.
6.1.6 Значения предельных долей участия конструкционной стали в высоколегированном наплавленном металле, до которых сохраняются удовлетворительные эксплуатационные свойства, твердость и относительное удлинение аустенитного шва, выполненного различными сварочными материалами, приведены в таблице 6.2. Для удобства использования эти данные объединены в условные группы. Аустенитные присадочные материалы, обеспечивающие в шве с большими долями участия основного металла допустимые твердость (не более 220 НВ) и удлинение (не менее 18 %), могут использоваться для условий наплавки с меньшими долями участия основного металла.
Для наибольшего приближения свойств исходного высоколегированного присадочного металла к свойствам металла наплавки необходимо обеспечивать минимально возможную долю участия основной углеродистой (низколегированной) стали в шве.
6.1.7 При ручной дуговой однослойной наплавке высоколегированными электродами на малоуглеродистую (низколегированную) сталь на оптимальных режимах тока доля участия основного металла не превышает 25 - 30 %, во втором и последующих слоях доля участия основного металла (углеродистой стали) соответственно уменьшается.
6.1.8 Использование автомата, как для сварки основного, так и наплавки плакирующего слоев требует точной сборки и высокой культуры выполнения сварного соединения. Поэтому наиболее целесообразно при выполнении стыковых и угловых соединений двухслойной стали использовать автоматы для сварки основного слоя. Замена ручной наплавки плакирующего слоя на автоматическую должна быть всесторонне оценена на предприятии при разработке единичного конкретного технологического процесса.
Таблица 6.2 - Предельные доли участия основного металла конструкционной перлитной стали в высоколегированном металле наплавки
|
Условная группа |
Сварочная проволока |
Электроды |
||
|
Марка |
Тип по ГОСТ 10052 |
|||
|
30 |
А2 |
Св-08Х20Н9Г7Т Св-08Х21Н10Г6 Св-06Х25Н12ТЮ Св-08Х25Н13 Св-07Х25Н12Г2Т Св-08Х25Н13БТЮ Св-30Х25Н16Г7 |
ОЗЛ-6 ЦЛ-9 ЗиО-8 |
Э-10Х25Н13Г2 Э-10Х25Н13Г2Б Э-10Х25Н13Г2 |
|
45 |
A3 |
Св-10Х16Н25АМ6 Св-09Х16Н25М6АФ ЭП622 (08Х25Н25М3) ЭП582 (07Х15Н35Г7М6Б) ЭП690 (01Х19Н18Г10АМЧ) |
ЭА-395/9 АНЖР-3У АНВ-17 НИАТ-5 ЦТ-10 |
Э-11Х15Н25М6АГ2 Э-08Х24Н25М3Г2 Э-02Х19Н18Г5АМ3 Э-11Х15Н25М6АГ2 Э-11Х15Н25М6АГ2 |
|
60 |
А4 |
ЭП606 (09Х25Н60М10) ЭП607 (Х35Н40М4) ЭП673 (08Х25Н40М7) ЭП829 (08Х30Н40М6ТБ) ЭП775 (08Х15Н70Г5Б2Т) |
АНЖР-1 АНЖР-2 |
Э-08Х25Н60М10Г2 Э-06Х25Н40М7Г2 |
|
Примечания: 1. Предельно допустимые доли участия контролируются при отработке технологии сварки металлографическим методом и химическим анализом и обеспечиваются соблюдением установленных режимов. 2. Электроды марки АНЖР-3У поставляются по ТУ 14-168-23. |
||||
6.1.9 Механизированные методы сварки-наплавки характеризуются наличием ряда регулируемых параметров: сварочным током, напряжением дуги, плотностью и полярностью тока, скоростью сварки и другими, величина которых относительно стабильно сохраняется в процессе сварки.
Учитывая известные зависимости влияния изменения этих параметров на форму и доли участия основного металла в шве, устанавливаются оптимальные режимы сварки-наплавки, обеспечивающие минимальное проплавление и, как следствие, необходимую пластичность, твердость и коррозионную стойкость металла шва. При этом можно отметить, что на уменьшение доли участия основного металла в шве наиболее существенно влияют: использование прямой полярности при сварке под флюсом, увеличение скорости сварки и снижение сварочного тока.
6.1.10 Приведенные выше данные отражают основные особенности сварки и наплавки при изготовлении сосудов и аппаратов из двухслойных сталей. Технологический процесс сварки и наплавки с использованием рекомендаций настоящего ОСТ устанавливает способы и технические средства, являющиеся оптимальными сочетаниями основных норм, правил, требований, методов, регламентированных многочисленными стандартами всех категорий (ГОСТ, ОСТ, СТП, РД). Единичный рабочий технологический процесс сварки должен быть оптимальным, экономически обоснованным конструкторско-технологическим решением с учетом конкретных условий производства на предприятии.
6.1.11 В качестве основного способа сварки двухслойной стали, принята следующая схема последовательности:
- сварка основного слоя шва материалами, рекомендованными для стали этого слоя;
- выполнение переходного слоя шва;
- выполнение плакирующего слоя шва.
Возможно выполнение сварки другими способами, в которых совмещаются функции переходного и плакирующего швов за счет применения соответствующих сварочных материалов или сварки полностью аустенитными материалами и др.
Выпуклость переходного шва не должна располагаться выше линии раздела более чем на 1/3 толщины плакирующего слоя, см. рис. 6.2.

Рисунок 6.2 - Усиление переходного слоя шва двухслойной стали
(Измененная редакция, Изм. № 1).
6.1.13 К плакирующему слою шва предъявляются следующие требования:
- толщина этого слоя (с равноценной коррозионной стойкостью), включая его усиление, должна быть не меньше толщины плакирующего слоя свариваемого биметалла;
- при наличии в чертежах требования по ограничению ферритной фазы металл плакирующего слоя шва должен соответствовать этому требованию;
- для предотвращения склонности к МКК сварных швов соотношение титана и ниобия к углероду в них должно соответствовать следующим пределам: Ti/C ³ 7; Nb/C ³ 8;
Предусмотренные технологией сварочные материалы, режимы сварки и количество плакирующих слоев шва должно обеспечить необходимое содержание в плакирующем слое шва основных легирующих элементов - хрома, никеля, молибдена и др. в зависимости от марки стали.
6.1.14 При изготовлении аппаратов из двухслойных сталей усиление сварных швов, как правило, не снимается, а у деталей внутренних устройств делается местная выемка в местах прилегания к сварному шву.
6.1.15 В корпусах теплообменников и колонных аппаратов, когда необходима зачистка заподлицо внутренних швов, должна быть предусмотрена соответствующая технология сварки и наплавки, обеспечивающая коррозионную стойкость зачищенного шва. В этих случаях, последний плакирующий слой должен иметь минимально возможную величину усиления, удаление которого не уменьшает толщину коррозионностойкого плакирующего слоя шва ниже минимально допустимой величины, которая при отсутствии других указаний должна быть равной толщине плакирующего слоя двухслойной стали, а усиление переходного слоя не должно существенно превышать линию раздела основного и плакирующего слоев, согласно п. 6.1.12.
6.1.16 На штампуемых деталях усиление шва при необходимости должно быть выполнено после штамповки.
6.2 Особенности сварки и наплавки двухслойных сталей с основным слоем из низколегированных теплоустойчивых сталей типа 12ХМ
6.2.1 Особенности сварки и наплавки двухслойных сталей с основным слоем из низколегированных теплоустойчивых сталей включают требования подраздела 6.1 и дополнительные требования, изложенные в настоящем подразделе.
6.2.2 Выполнение прихваток, сварка основного и наплавка переходного слоев двухслойных сталей с основным слоем из низколегированных теплоустойчивых сталей, а также наплавка переходного слоя на детали из низколегированных теплоустойчивых сталей производится с предварительным и сопутствующим подогревом, согласно таблице 6.1.
Многослойная сварка, наплавка плакирующего (коррозионностойкого) слоя производится без подогрева, при этом каждый проход выполняется после остывания предыдущего до температуры не выше 100 °С.
6.2.3 Ширина зоны нагрева, прилегающая к шву, должна быть не менее двойной ширины сварного шва, но не менее 60 мм. Контроль подогрева осуществляется термометром термоцифровым (ТТЦ-1) или термокарандашом индикаторным по ТУ 6-10-1110.
6.2.4 Сварку с предварительным и сопутствующим подогревом следует производить без перерыва. При вынужденных перерывах в процессе сварки температура сварного соединения не должна уменьшаться ниже установленной более чем на 50 °С вплоть до возобновления сварки.
6.2.5 При автоматической сварке под флюсом и ручной дуговой сварке после каждого прохода производить выбивку шлака в горячем состоянии, при этом шов и прилегающую к нему зону основного металла подвергать тщательному визуальному осмотру с целью выявления трещин и других дефектов.
Выявленные при визуальном послойном контроле дефекты должны быть устранены до наложения последующих проходов.
6.2.6 Во время сварки и остывания соединения принять меры к тому, чтобы не было сквозняков. Для защиты сварщика от воздействия подогретого металла необходимо использовать войлок. Сварщика обеспечить суконной спецодеждой и валенками.
6.2.7 Для стыковых продольных и кольцевых швов соединений аппарата с толщиной стенки до 36 мм, угловых соединений до толщины 30 мм, наплавка патрубков, фланцев и трубных решеток время от момента окончания сварки до начала термообработки не ограничено. В остальных случаях время после окончания сварки до термообработки ограничивается 72 часами. В случае проведения термического отдыха сварных соединений непосредственно после сварки - время до термообработки не ограничивается. Режим термического отдыха: температура 300 - 350 °С; выдержка 2 - 3 часа.
6.2.8 Аргонодуговую сварку корня шва основного слоя стыковых соединений допускается выполнять без подогрева вне зависимости от марки стали и толщины свариваемых деталей.
6.2.9 Сварку двухслойных сталей толщиной до 12 мм допускается выполнять без предварительного и сопутствующего подогрева.
6.2.10 С целью повышения стойкости сварных соединений против холодных трещин допускается применение аргонодуговой сварки неплавящимся электродом проволокой марки Св-08А или Св-08Г2С для корневых швов основного слоя из теплоустойчивых сталей.
6.2.11 Сварка с подогревом ведется поочередно двумя сварщиками, которые меняются через 10 - 15 минут работы.
6.2.12 Сварка выполняется «ниточными» швами - малого сечения, с использованием режимов сварки, обеспечивающих малую погонную энергию сварки.
В процессе сварки все усадочные раковины (кратеры) должны быть заполнены или выведены на специально приваренные планки.
6.2.13 Выборка корня шва или дефектного места может производиться механическим способом или воздушно-дуговой строжкой (РВД) с подогревом, с последующей зачисткой шлифмашинкой до чистого металла на глубину не менее 1 мм не позднее 3-х часов после охлаждения.
6.2.14 При выборке металла шва РВД, как и при сварке, не допускается остывание зоны прилегающего металла до температуры ниже установленной на 50 °С. Работу выполняют два рубщика, которые меняются через 10 - 15 мин работы.
6.2.15 Предварительный и сопутствующий подогрев производится со стороны основного слоя газовыми горелками или другими средствами подогрева.
6.2.16 При подогреве необходимо обеспечить равномерную температуру на всем участке свариваемых кромок. Скорость нагрева не более 120 - 150 °С/ч.
6.2.17 После окончания сварки должно быть медленное остывание сварного соединения на спокойном воздухе (без сквозняков) или с теплоизоляцией (асбест, шлаковата).
6.2.18 При составлении технологического процесса, а также при проведении сварочных работ, следует особо обратить внимание на защиту сварщика от излучения тепла от нагретых изделий и наличие вентиляции при сварке внутри аппарата.
7 СВАРОЧНЫЕ МАТЕРИАЛЫ И МЕТОДЫ СВАРКИ И НАПЛАВКИ
7.1 Требования к сварочным материалам.
7.1.1 Сварочные материалы, применяемые при изготовлении сосудов, аппаратов и их элементов должны удовлетворять требованиям соответствующих стандартов или технических условий, что должно быть подтверждено сертификатом.
7.1.2 Поступающие на предприятие сварочные материалы должны быть приняты ОТК.
7.1.3 Электроды должны быть проконтролированы:
- на сварочно-технологические свойства, согласно ГОСТ 9466 - каждая партия электродов;
- на соответствие содержания легирующих элементов нормированному составу путем стилоскопирования наплавленного металла, выполненного легированными электродами (типа Э-09Х1М, Э-09Х1МФ, аустенитных и др.).
В случае несоответствия данных сертификата данным ярлыка и в других обоснованных случаях, завод-потребитель должен производить контрольную проверку качества электродов согласно требованиям стандартов или технических условий.
7.1.4 Каждая бухта (моток, катушка) легированной сварочной проволоки должна быть проконтролирована:
- на наличие основных легирующих элементов, регламентированных ГОСТ 2246 или технических условий, путем стилоскопирования;
- проверяется наличие сертификатов на поставляемую проволоку и соответствие их данным требованиям ГОСТ 2246 и технических условий;
- наличие бирок на мотках и соответствие их сертификатам;
- состояние поверхности проволоки в соответствии с ГОСТ 2246 или техническим условиям.
В случае несоответствия данных сертификата данным бирки или отсутствия сертификата завод-потребитель должен провести анализ химического состава сварочной проволоки, а при необходимости - испытание наплавленного металла или металла шва в соответствии с требованиями ГОСТ 2246 или технических условий.
7.1.5 При приемке флюса проверяется:
- наличие сертификата на поставленный флюс и соответствие его данных требованиям стандарта или технических условий;
- наличие ярлыков на мешках или другой таре и соответствие их данных сертификатам;
- сохранность упаковки.
В случае несоответствия данных сертификата данным ярлыков завод-потребитель должен проводить испытания сварочного флюса в соответствии с ГОСТ 9087.
7.1.6 Независимо от ярлыка на каждой упаковочной единице флюса, бюро внешней приемки ОТК дает заявку в ЦЗЛ для проверки флюса каждой поступающей партии флюса на соответствие требованиям ГОСТ 9087 по влажности и гранулометрическому составу.
7.1.7 При приемке защитного газа проверяется:
- наличие сертификата на поставляемый защитный газ;
- наличие ярлыков на баллонах и соответствие их данных сертификатам;
- чистота защитного газа по сертификатам.
Перед использованием каждого нового баллона производится пробная наплавка валика длиной 100 - 200 мм на пластину с последующим визуальным контролем на отсутствие недопустимых дефектов или на «технологическое пятно» путем расплавления пятна диаметром 15 - 20 мм.
7.1.8 Независимо от наличия сертификатов при входном контроле, перед запуском в производство сварочных материалов аустенитного класса с требованием стойкости против МКК, производится их испытание на стойкость против межкристаллитной коррозии (ГОСТ 6032, метод AM) наплавленного металла или плакирующего слоя сварного соединения, работающего при температуре свыше 350 °С согласно табл. 7.1, при ручной аргонодуговой сварке и наплавке испытание на МКК можно не производить при условии содержания в проволоке Ti ³ 8С и Nb ³ 10С. Условия выполнения наплавки на пластины коррозионно-стойкого слоя для испытания на МКК сварочных материалов приведены в табл. 7.1. Результаты испытаний считаются окончательными и вносятся в паспорт аппарата.
При эксплуатации аппаратов до 350 °С испытания на МКК наплавленного металла или плакирующего слоя сварного соединения производятся в соответствии с требованиями ГОСТ Р 52630-2006. Метод испытания по ГОСТ 6032 должен быть указан в проекте.
(Измененная редакция, Изм. № 3).
7.1.9 Подготовленные к сварке сварочные материалы следует хранить в сушильных шкафах при температуре 50 - 80 °С или в сухих отапливаемых помещениях при температуре не ниже 18 °С в условиях, предохраняющих их от загрязнения, ржавления, увлажнения и механических повреждений. Относительная влажность воздуха - не более 50 %. Организация хранения, подготовки и контроля сварочных материалов должна соответствовать требованиям РД 26-17-049.
Таблица 7.1 - Условия выполнения коррозионно-стойкой наплавки для испытания на МКК образцов с провоцирующим нагревом для аппаратов, работающих при температуре выше 350 °С.
|
Марка электродов и сварочной проволоки |
Диаметр электрода и проволоки, мм |
Марка стали пластин для наплавки |
Способ сварки |
Флюс |
Вид термообработки (провоцирующего нагрева) |
Размеры пластин, размеры наплавки, мм |
|
ОЗЛ-6, ЦЛ-9 - для переходного слоя; ЦЛ-11, ЦТ-15 - для плакирующего слоя |
3 - 5 |
Ст.3сп, 09Г2С, 16ГС |
Ручная дуговая |
- |
Высокий отпуск температура нагрева 640 - 660 °С. Время выдержки 20 час. Охлаждающая среда воздух. Темплеты проходят термообработку вместе с низколегированной основой. |
(40 - 60)´150´450. Ширина наплавки 100 ... 120. Длина наплавки 450. Высота наплавки разделительного слоя 3 ... 4, коррозионно-стойкого слоя 5 ... 7. |
|
Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ - для переходного слоя; Св-05Х20Н9ФБС, СВ-08Х25Н13БТЮ, СВ-07Х18Н9ТЮ - для плакирующего слоя |
3 - 5 |
Автоматическая под флюсом |
АН26С |
|||
|
Примечания: 1. В коррозионно-стойком слое соотношение в наплавленном металле титана и ниобия к углероду должно быть: Ti/С ³ 7, Nb/С ³ 8. 2. Время выдержки при термообработке образцов с наплавкой плакирующего слоя выбрано равным 20 часов с учетом максимального времени пребывания аппарата в интервале температур 450 - 700 °С при промежуточной и окончательной термообработках. 3. Проверяется каждая партия проволоки, флюса и электродов, применяемых для сварки коррозионно-стойкого слоя и наплавки внутренних поверхностей штуцеров, корпусных фланцев, трубных решеток. |
||||||
7.1.10 Использование электродов и флюсов в случае нарушения условий хранения, приведенных в п. 7.1.9, не допускается.
Применение этих материалов разрешается только после проведения повторной прокалки по режимам согласно паспортам, техническим условиям и другой нормативной документации и проверке сварочно-технологических свойств электродов по ГОСТ 9466 и флюсов по ГОСТ 9087.
7.1.11 Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть трещин, окалины, масел, следов коррозии и других загрязнений.
7.1.12 Очистку, прокалку, маркировку, упаковку, хранение и выдачу сварочных материалов следует организовать так, чтобы исключит возможность перепутывания различных марок и партий.
7.2 Сварочные материалы и методы сварки основного слоя.
7.2.1 Сварочные материалы должны обеспечивать механические свойства металла шва или наплавленного металла не ниже марки стали основного слоя согласно требованиям ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
7.2.2 Основные марки сварочных материалов для сварки основного слоя и условия их применения для каждой марки двухслойной стали приведены в таблицах 7.2 - 7.5. Условия применения сварных соединений, выполненных указанными сварочными материалами, должны также соответствовать условиям применения металла основного слоя двухслойных сталей, см. ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
7.2.3 Сварка основного слоя должна производится по технологическому процессу, составленному в соответствии с настоящим ОСТ.
7.2.4 Для основного слоя необходимо использовать методы и режимы ручной дуговой сварки, автоматической под флюсом, сварки в защитных газах и электрошлаковой сварки, подробно регламентированные СТО 00220368-012 , РД 24.942.02, разработанными ОАО «ВНИИПТхимнефтеаппаратуры». Порядок выполнения сварки швов основного слоя из теплоустойчивых сталей типа 12ХМ с предварительным и сопутствующим подогревом и последующей термической обработкой в соответствии с СТО 00220368-017.
(Измененная редакция, Изм. № 2).
7.3 Сварочные материалы и методы сварки плакирующего слоя.
7.3:1 Сварка коррозионно-стойкого плакирующего слоя стыковых и угловых соединений двухслойной стали, а также наплавка внутренних и привалочных поверхностей штуцеров и люков производится по технологическому процессу, составленному в соответствии с настоящим ОСТ.
7.3.2 Для сварки коррозионно-стойкого плакирующего слоя сварных конструкций из двухслойных сталей следует использовать сварочные материалы, указанные в табл. 7.6 - 7.8. При установлении оптимальных методов и режимов сварки плакирующего слоя надлежит всесторонне учитывать особенности образования коррозионно-стойкого шва, указанные в разделе 6.
Таблица 7.2 - Сварочные материалы для ручной дуговой сварки основного слоя двухслойных сталей
|
Тип электрода по ГОСТ 9467 |
Марка электрода по ГОСТ 9466 |
Условия применения |
|
|
Ст.3сп, 20К |
Э42 Э46 |
АНО-5, АНО-6 и др. АНО-3, АНО-4, МР-3 и др. |
От -15 до 425 °С |
|
Э42А Э46А Э50А |
УОНИ-13/45 и др. УОНИИ-13/55К, К-11 и др. УОНИ-13/55, АНО-27 и др. |
От -30 до 425 °С От -40 до 425 °С по табл. 3 |
|
|
16ГС, 15Г2СФ |
Э50А |
УОНИ-13/55, АНО-27 и др. |
От -40 до 475 °С |
|
09Г2С |
Э50А |
УОНИ-13/55, АНО-27 и др. |
От -60 до 475 °С, От -70 до 475 °С при условии нормализации сварных соединений |
|
09Г2С |
- |
АНО-25, ВП-4, ВП-6 и др. |
От -70 до 475 °С |
|
12МХ |
Э-09МХ Э-09Х1М |
ОЗС-11 и др. ТМЛ-1У, ТМЛ-2У и др. |
От 0 до 540 °С От 0 до 560 °С |
|
12ХМ, 15ХМ |
Э-09Х1МФ Э-09Х1М |
ЦЛ-39, ЦУ-2ХМ, ТМЛ-1У, ТМЛ-2У, ТМЛ-3У, ЦЛ-20 |
От 0 до 560 °С |
|
Примечание - Условия применения всех сварочных материалов дополнительно ограничиваются условиями применения свариваемых сталей по ГОСТ Р 52630-2006. |
|||
(Измененная редакция, Изм. № 3).
7.3.3 Сварка плакирующего слоя может выполняться методами ручной дуговой сварки, автоматической под флюсом и сварки в защитных газах в один или несколько слоев в зависимости от требований к коррозионной стойкости.
7.3.4 При наплавке переходного слоя сварных соединений двухслойной стали сварочными материалами условной группы А2 (см. табл. 6.2) должно быть обеспечено минимальное разбавление высоколегированного металла углеродистым (доля основного металла в шве не более 25 - 30 %). Это может быть достигнуто при наличии минимального проплавления углеродистого слоя.
Для удовлетворения этого требования применяется ручная дуговая сварка (наплавка), автоматическая сварка под флюсом разделительного слоя должна выполняться на постоянном токе прямой полярности или с применением ленточных электродов, сварка в аргоне или смесях газов на основе аргона (Ar + 10 - 20 % CО2, Аr + 5 - 25 % СO2 + 2 - 5 % О2).
7.3.5 Автоматическая сварка под флюсом на постоянном токе обратной полярности и сварка в СО2 переходного слоя может выполняться только проволоками условных групп A3, А4 (см. табл. 6.2).
Таблица 7.3 - Сварочные материалы для автоматической сварки под флюсом основного слоя двухслойных сталей
|
Марка стали основного слоя |
Марка проволоки по ГОСТ 2246 |
Марка флюса по ГОСТ Р 52222 |
Условия применения |
|
Ст.3сп, 2 |
Св-08, Св-08А |
АН-348А, ОСЦ-45, ОСЦ-45М, ФЦ-16 (ФЦ-16А) по ОСТ 24.948.02, АНЦ-1 по ТУ 108.2219 |
От минус 20 до 425 °С |
|
Св-08ГА, Св-10ГА |
От минус 30 до 425 °С, От минус 40 до 425 °С по табл. 3 ГОСТ Р 52630-2006 |
||
|
16ГС, 15Г2СФ |
Св-08ГА, Св-10ГА, Св-10НЮ по ТУ 14-1-2219 |
АН-22, АН-47, АН-348А, ОСЦ-45, ОСЦ-45М, АНЦ-1 |
От минус 40 до 475 °С |
|
09Г2С |
Св-08ГА, Св-08ГСМТ |
АН-22, АН-47, АН-43 |
От минус 60 до 475 °С при ограничении погонной энергии сварки 20 кДж/см |
|
09Г2С |
Св-10НМА, Св-10НЮ по ТУ 14-1-2219 |
АН-22, АН-47, АН-43 |
От минус 60 до 475 °С |
|
09Г2С |
СВ-08ГА, Св-08ГСМТ |
АН-22, АН-47, АН-43 |
От минус 70 до 475 °С при сочетании с проволоками Св-10НЮ и Св-10НМА, которыми завариваются поверхностные слои, или после нормализации сварных соединений |
|
09Г2С |
Св-10НЮ |
АН-22 |
От минус 70 до 475 °С при ограничении погонной энергии 20 кДж/см |
|
12МХ |
Св-08МХ, Св-08ХМ |
АН-22, АН-348А |
От 0 до 540 °С |
|
12ХМ, 15ХМ |
Св-08ХМ, Св-04Х2МА, Св-08Х2М, Св-10Х2М по ТУ 14-1-2219 |
АН-22, АН-348А, АН-43 |
От 0 до 560 °С |
|
Примечание - Для соединений эксплуатируемых при минус 70 °С допускается применение проволоки Св-08ГА в сочетании с проволоками Св-10НЮ или Св-10НМА, которыми завариваются поверхностные слои. |
|||
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
Таблица 7.4 - Сварочные материалы для сварки в защитных газах основного слоя двухслойных сталей
|
Марка стали основного слоя |
Марка проволоки, диаметр по ГОСТ 2246 |
Защитный газ |
Условия применения |
|
Ст.3сп, 20К, 16ГС, 15Г2СФ |
Св-08Г2С, Æ 0,8 - 2,0 мм |
Углекислый газ |
От минус 40 до 475 °С |
|
09Г2С |
Св-08Г2С, Æ 0,8 - 1,2 мм |
Углекислый газ |
От минус 60 до 475 °С |
|
09Г2С |
Св-08Г2С, Æ 0,8 - 2,0 мм |
Аргон, смеси газов: Ar + 10 - 50 % CO2; Аr + 2 - 5 % О2 |
От минус 70 до 475 °С |
|
09Г2С |
Св-08Г2СНТЮР, Æ 0,8 - 2,0 мм по ТУ 14-1-3648 |
Углекислый газ |
От минус 70 до 475 °С |
|
12МХ |
Св-08МХ, Св-08ХМ, Æ 0,8 - 2,0 мм |
Углекислый газ |
От 0 до 540 °С |
|
12ХМ, 15ХМ |
Св-08ХМ, Св-04Х2МА, Св-10ХГ2СМА, Св-08ХГСМА, Æ 0,8 - 2,0 мм |
Углекислый газ |
От 0 до 560 °С |
|
Примечания: 1. Допускается применять сварочные проволоки Св-08МХ и Св-08ХМ при содержании кремния не менее 0,22 %. 2. Для сварки в защитных газах применяется аргон по ГОСТ 10157 и углекислый газ по ГОСТ 8050. 3. Условия применения сварочных материалов определяются с учетом требований п. 2.8.1 ГОСТ Р 52630-2006. |
|||
(Измененная редакция, Изм. № 3).
7.3.6 Автоматическую сварку ленточным электродом рекомендуется использовать для наплавки внутренних и приваленных коррозионно-стойких поверхностей фланцев из углеродистых сталей и сварки плакирующего слоя стыковых соединений двухслойных сталей. При использовании этого метода и соблюдении оптимального режима наплавки можно обеспечить в первом слое долю основного металла до 10 %. Сварка производится на специальном оборудовании с использованием источника питания типа ВДУ-1202 и ему подобных с жесткой внешней характеристикой.
7.3.7 Сварка ленточным электродом выполняется с применением холоднокатанных лент, указанных в таблице 7.9. Химический состав сварочных лент приведен в таблице 7.10. При этом в зависимости от марки стали плакирующего слоя и выбранных сварочных материалов автоматическая сварка должна выполняться в один или несколько слоев постоянным током обратной полярности. В табл. 7.11 приведены ориентировочные режимы наплавки лентой шириной от 49,5 до 60 мм, толщиной 0,7 мм при вылете электрода от торца мундштука до наплавляемой поверхности 30+3 мм.
Таблица 7.5 - Сварочные материалы для электрошлаковой сварки основного слоя двухслойных сталей
|
Марка проволоки по ГОСТ 2246 |
Марка флюса по ГОСТ Р 52222 |
Условия применения |
|
|
Ст.3сп |
Св-08ГА |
АН-8, АН-22 |
По обязательному приложению 2 ГОСТ Р 52630-2006 при условии нормализации и высокого отпуска |
|
20К |
Св-10Г2, Св-08ГС, Св-10НЮ по ТУ 14-1-2219 |
||
|
15Г2СФ |
Св-10НМА, Св-10Г2, Св-08ГС, Св-08Г2С |
||
|
16ГС, 09Г2С |
Св-08Г2С, Св-08ГС, Св-08ГСМТ, Св-10НЮ |
||
|
12МХ, 12ХМ |
СВ-04Х2МА, Св-08XM, Св-10ХГ2СМА, Св-10Х2М по ТУ 14-1-2219 |
||
|
Примечания: 1. Применение проволоки марки Св-08ХМ допускается только с содержанием хрома не менее 1 % и молибдена не менее 0,5 %. 2. Для кольцевых швов сосудов из стали 12ХМ допускается производить только высокий отпуск без нормализации при условии выполнения многослойной ЭШС по технологии, согласованной со специализированной организацией. 3. Для кольцевых швов сосудов с толщиной до 100 мм, предназначенных для работы при температуре стенки не ниже минус 20 °С для стали марки 20К, не ниже минус 40 °С для сталей марок 16ГС, не ниже минус 60 °С для стали 09Г2С, допускается производить только высокий отпуск без нормализации при условии комбинированного способа - автоматической сварки под флюсом и ЭШС с регулированием термического цикла. |
|||
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
Таблица 7.6 - Электроды для РДС переходного и плакирующего слоев
|
Слой шва |
Электроды |
Примечание |
||
|
Тип электрода по ГОСТ 10052 |
Марка электрода по ГОСТ 9466 |
|||
|
08X13 |
Переходный и плакирующий |
Э-10Х25Н13Г2 |
ОЗЛ-6 |
Рекомендуемая марка |
|
Э-10Х25Н13Г2Б |
ЦЛ-9 |
Допускаемые марки |
||
|
Э-11Х15Н25М6АГ2 |
ЭА-395/9 |
|||
|
08Х24Н25М3Г2 |
АНЖР-3У по ТУ 14-168-23 |
|||
|
08Х22Н6Т 08Х18Н10Т 12Х18Н10Т 10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
Переходный |
Э-10Х25Н13Г2 |
ОЗЛ-6 |
Рекомендуемая марка |
|
Э-10Х25Н13Г2Б |
ЦЛ-9 |
Допускаемые марки |
||
|
Э-11Х15Н25М6АГ2 |
ЭА-395/9 |
|||
|
08Х24Н25М3Г2 |
АНЖР-3У по ТУ 14-168-23 |
|||
|
08Х22Н6Т 08Х18Н10Т 12Х18Н10Т |
Плакирующий |
Э-04Х20Н9 |
ОЗЛ-36 |
Без требования стойкости |
|
Э-07Х20Н9 |
ОЗЛ-8 |
Против МКК |
||
|
Э-08Х20Н9Г2Б |
ЦЛ-11 |
С требованием стойкости |
||
|
Э-08Х19Н10Г2Б |
ЦТ-15 |
против МКК |
||
|
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
Плакирующий |
Э-02Х20Н14Г2М2 |
ОЗЛ-20 |
Без требования стойкости Против МКК |
|
Э-07Х19Н1Ш3Г2Ф |
Э-400/10У |
С требованием стойкости против МКК |
||
|
Э-09Х19Н10Г2М2Б |
НЖ-13 |
|||
|
Э-02Х19Н18Г5АМ3 |
АНВ-17 |
|||
|
06ХН28МДТ |
Переходный |
Э-ОЗХ23Н27М3Д3Г2Б |
ОЗЛ-17У по ТУ 14-4-715 |
Рекомендуемая |
|
08Х24Н40М7Г2 |
АНЖР-2 |
Допускаемая |
||
|
Плакирующий |
Э-03Х23Н27М3Д3Г2Б |
ОЗЛ-17У |
Рекомендуемая |
|
|
Э-03Х24Н25М3АГ3Д |
АНВ-37 по ТУ ИЭС 376 |
Допускаемые |
||
|
04Х23Н26М3Д3Г2Б |
ОЗЛ-6 ОЗЛ-37-2 по ТУ 14-4-1276 |
|||
|
Примечания: 1. Типы электродов, приведенные без индекса «Э», ГОСТ 10052 не предусмотрены. 2. Допускается применение других марок указанных типов электродов. 3. Условия применения по температуре сварных соединений двухслойной стали в соответствии с Приложением 3 ГОСТ Р 52630-2006. Сварные соединения стойкие против МКК, плакирующий слой которых заварен электродами типа Э-08Х20Н9Г2Б, допускаются к эксплуатации при температурах до 450 °С. |
||||
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
7.3.8 Вместо отечественных сварочных материалов допускается применение их импортных аналогов, при условии согласования со специализированной научно-исследовательской организацией. В таблицах 7.12, 7.13 приведены некоторые марки импортных сварочных материалов - аналогов отечественных, применяемых для сварки (наплавки) двухслойных сталей.
Таблица 7.7 - Сварочные материалы для АДС, сварки в защитных газах переходного и плакирующего слоев в двухслойных сталей
|
Слой шва |
Рекомендуемые сварочные материалы |
Примечание |
||
|
Проволока сварочная по ГОСТ 2246 |
Защитная среда |
|||
|
08X13 |
Переходный и плакирующий |
СВ-07Х25Н12Г2Т |
Флюс АН-26С, АН-18 (прямая полярность), 48-ОФ-6 по ОСТ 5.9206, Аr, Аr + 20 % СO2, Аr + 25 % СО2 + 5 % О2 |
Рекомендуемые марки |
|
СВ-08Х20Н9Г7Т СВ-08Х25Н13БТЮ СВ-10Х16Н25АМ6 Св-06Х25Н12ТЮ |
Допускаемые марки |
|||
|
СВ-10Х16Н25АМ6 Св-08Х25Н40М7 по ТУ 14-1-4968 |
СО2 |
|||
|
08Х22Н6Т 08Х18Н10Т 12Х18Н10Т |
Переходный |
Св-07Х25Н12Г2Т |
Флюс АН-26С, АН-18 (прямая полярность), 48-ОФ-6 по ОСТ 5.9206 Аr, Аr + 20 % СО2, Аr + 25 % СО2 + 5 % О2 |
Рекомендуемые марки |
|
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т 06ХН28МДТ |
Св-08Х20Н9Г7Т Св-08Х25Н13БТЮ Св-10Х16Н25АМ6 Св-06Х25Н12ТЮ |
Допускаемые марки |
||
|
Св-10Х16Н25АМ6 Св-08Х25Н40М7 по ТУ 14-1-4968 |
СО2 |
|||
|
08Х22Н6Т 08Х18Н10Т 12Х18Н10Т |
Плакирующий |
Св-01Х19Н9 Св-04Х19Н9 Св-06Х19Н9Т |
Флюс АН-26С, АН-18 (прямая полярность), Аr, Аr + 20 % СО2, Аr + 25 % СО2 + 5 % О2 |
Без требования стойкости против МКК |
|
Св-05Х20Н9ФБС Св-08Х25Н13БТЮ Св-08Х19Н10Г2Б Св-07Х18Н9ТЮ |
С требованием стойкости против МКК |
|||
|
Св-08Х20Н9С2БТЮ по ТУ 14-1-4981 |
СО2 |
|||
|
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
Плакирующий |
Св-01Х17Н14М3 по ТУ 14-1-2795 Св-04Х19Н11М3 |
Флюс АН-26С, АН-18 (прямая полярность), Аr, Аr + 20 % СО2, Аr + 25 % СО2 + 5 % О2 |
Без требования стойкости против мкк |
|
Св-08Х19Н10М3Б Св-06Х20Н11М3ТБ |
Стойкие против МКК |
|||
|
06ХН28МДТ |
Переходный и плакирующий |
Св-01Х23Н28М3Д3Т Св-03ХН25МДТБ по ТУ 14-1-2571 |
Флюс АН-18 (прямая полярность), Ar |
С требованием стойкости против МКК |
|
Примечания: 1. Условия применения по температуре сварных соединений двухслойной стали в соответствии с Приложением 3 ГОСТ Р 52630-2006. 2. В таблице указаны максимально допустимые содержания СО2 и О2 в смесях газов. |
||||
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
Таблица 7.8 - Сварочные материалы для РДС, автоматической сварки под флюсом и аргонодуговой сварки плакирующего слоя из стали 03X18Н11 двухслойных сталей
|
Марка электрода по ГОСТ 9466 |
Марка проволоки по ГОСТ 2246 |
Марка флюса по ГОСТ Р 52222 |
Условия применения |
|
|
Э-02Х19Н9Б |
АНВ-13 |
Св-01Х19Н9 Св-01Х18Н10 по ТУ 14-1-2792 |
АН-18 |
До 450 °С с требованием стойкости против МКК |
|
Св-01Х18Н10 |
Аргон |
|||
|
Э-02Х21Н10Г2 |
ОЗЛ-22 АНВ-34 |
- |
- |
До 350 °С с требованием стойкости против МКК |
(Измененная редакция, Изм. № 1).
Таблица 7.9 - Ленты для автоматической наплавки под флюсом переходного и плакирующего слоев двухслойной стали
|
Марка стали плакирующего слоя |
Слой шва |
Рекомендуемые сварочные материалы |
Примечание |
|
|
Лента сварочная |
Флюс |
|||
|
08X13, 08Х22Н6Т, 08Х18Н10Т, 12Х18Н10Т, 03Х18Н11 10Х17Н13М2Т, 10X17H13M3T, 08Х17Н15М3Т |
Переходный |
Св-07Х25Н13, Св-10Х16Н25АМ6 по ТУ 14-1-3146, св. лента ЧС-85 по ТУ 14-1-3776 OK Band 309L (ESAB), Band 309L, Band 309LNb (ELGA), Sandvik 24.13.L, Sandvik 24.13.LNb (Sandvik), Soudotape 309L (Soudokay) |
ФЦ-18 по OCT 24.948.02, OK Flux 10.05 (ESAB), 10S, 10SW (Sandvik), Record INT 101, Record INT 109 (Soudokay) |
Без требования стойкости к МКК |
|
08X13 |
Плакирующий по аустенитному варианту |
|||
|
Плакирующий по ферритному варианту |
OK Band 430 (ESAB), Soudotape 430 (Soudokay) |
OK Flux 10.03 (ESAB), Record RT 152 (Soudokay) |
||
|
08Х22Н6Т, 08Х18Н10Т, 12Х18Н10Т |
Плакирующий |
Св-08Х19Н10Г2Б, ЭП 799 по ТУ 14-1-2750, OK Band 347 (ESAB), Band 347, Band 309LNb (ELGA), Sandvik 19.9.LNb, Sandvik 24.13.LNb (Sandvik), Soudotape 347 (Soudokay) |
ФЦ-18 по OCT 24.948.02, OK Flux 10.05 (ESAB), 10S, 10SW (Sandvik), Record INT 101, Record INT 109 (Soudokay) |
С требованием стойкости к МКК |
|
03Х18Н11 |
OK Band 308L (ESAB), Soudotape 308L (Soudokay) |
|||
|
10Х17Н13М2Т, 10X17H13M3T, 08X17Н15М3Т |
CB-04X19H11M3, св. лента ЧС-84 по ТУ 14-1-3777 OK Band 316L (ESAB), Sandvik 19.12.3.L (Sandvik), Soudotape 316L (Soudokay) |
|||
|
Примечания 1. Допускается применение других импортных сварочных материалов по СТП 26.260.486. 2. Лента Band 309L поставляется ЗАО НПФ «ИТС» по ТУ 1233-047-11143754-2011, лента Band 347 - по ТУ 1233-048-11143754-2011, лента Band 309LNb - по ТУ 1233-048-11143754-2011. |
||||
(Измененная редакция, Изм. № 1).
(Новая редакция, Изм. № 3).
Таблица 7.10. (Исключена, Изм. № 3).
Таблица 7.11 - Ориентировочные режимы автоматической наплавки под флюсом ленточным электродом (ток постоянный, полярность обратная)
|
Вылет электрода, мм |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Примечание |
|
|
60´0,7 |
30 |
8 - 10 |
30 - 32 |
800 - 850 |
Переходный слой |
|
60´0,7 |
30 |
8 - 10 |
30 - 32 |
850 - 900 |
Плакирующий слой |
|
49,5´0,7 |
30 |
8 - 10 |
30 - 32 |
650 - 700 |
Переходный слой |
|
49,5´0,7 |
30 |
8 - 10 |
30 - 32 |
650 - 750 |
Плакирующий слой |
Таблица 7.12 - Импортные марки сварочных электродов, соответствующие отечественным аналогам
|
БЕЛЕР, Австрия |
КОБЭ, Япония |
Тип электродов |
Отечественные аналоги |
|
|
ОК46.00 |
FOX EV-47 |
KOBE-6010 |
E7016-1 |
УОНИ-13/55К, К-11 (Э46А) |
|
ОК73.80 |
FOX EV 60 |
LB-52LT-18 |
E8018-G |
ВП-4, ВП-6, АНО-25 (Э50А) |
|
ОК48.80 ОК48.00 |
FOX EV 50 |
LB-52-18 |
E7018 |
УОНИ-13/55 и др. типа Э50А |
|
ОК76.18 |
FOX DCVS KB |
CMB-98 |
E8018-B2L |
ТМЛ-1У и др. типа Э-09Х1М |
|
ОК76.35 |
FOX CM5 KB |
CM-5 |
E502-16 |
ЦЛ-17 и др. типа Э-10Х5МФ |
|
ОК61.85 |
FOX SAS 2 |
NC-37 |
E347-15 |
ЦЛ-11 и др. типа Э-08Х20Н9Г2Б |
|
ЦТ-15 и др. типа Э-08Х19Н10Г2Б |
||||
|
ОК67.62 |
FOX CN 23/12-A |
NC-39L |
E309-26 |
ОЗЛ-6 и др. типа Э-10Х25Н13Г2 |
|
ОК63.85 |
FOX SAS 4 |
NC-318 |
E318 |
НЖ-13 и др. типа Э-09Х19Н10Г2М2Б |
|
ОК61.80 |
FOX SAS 2-A |
NC-37L |
E347-16 |
АНВ-13 и др. типа Э-02Х19Н9Г2Б |
|
ОК67.62 |
FOX CN 23/12-A |
NC-39L |
E309L-16 |
ОЗЛ-6 и др. типа Э-10Х25Н13Г2 |
|
ОК67.83 |
- |
NC-30 |
E310MoL-16 |
АНЖР-3 |
|
ОК69.33 |
FOX CN20/25M |
- |
E20.25.5LCu |
ОЗЛ-17У тип Э-ОЗХ23Н27М3Д3Г2Б АНВ-37 тип Э-03Х28Н29М3Д2Г3А |
(Измененная редакция, Изм. № 1).
Таблица 7.13 - Импортные марки сварочных проволок, защитных сред соответствующие отечественным аналогам
|
КОБЕ, Япония |
Отечественные аналоги |
||||
|
Сварочная проволока |
Флюс, защитный газ |
Сварочная проволока |
Флюс, защитный газ |
Сварочная проволока |
Флюс, защитный газ |
|
OK Autrod 12.20 |
OK Flux 10.71, OK Flux 10.62 |
US-36 |
G-50, MF-38 |
Св-08ГА, Св-10ГА |
АН-348А, АН-47 |
|
OK Autrod 12.51 |
CО2, Ar, Ar + CO2 |
MG-2, MGS-50, TGS-50 |
CО2, Ar, Ar + CO2 |
Св-08ГС, Св-08Г2С |
СО2, Ar, Ar + СО2 |
|
- |
- |
MG-CM |
CO2, Ar, Ar + CO2 |
Св-08МХ |
СО2, Ar, Ar + СO2 |
|
- |
- |
US-511 |
PF-200, MF-29 |
Св-08XM |
АН-348А, АН-47 |
|
OK Autrod 13.12 |
CО2, Ar, Ar + CO2 |
MGT-1CM |
CO2, Ar, Ar + CO2 |
Св-08ХГСМА |
СО2, Ar, Ar + СO2 |
|
OK Autrod 16.53 |
OK Flux 10.92 |
- |
- |
Св-07Х25Н13 |
АН-26С, АН-18 |
|
OK Tigrod 16.55 |
OK Flux 10.92 |
- |
- |
Св-10Х16Н25АМ6 |
|
|
OK Band 11.62 |
OK Flux 10.05, OK Flux 10.10, OK Flux 10.92 |
US-347 |
PFS-1 |
Св-08Х19Н10Г2Б |
|
|
OK Autrod 16.12 |
OK Flux 10.92 |
US-308L |
PFS-1 |
Св-01Х18Н10 |
|
|
OK Band 11.63, OK Band 309L, OK Band 11.65 |
OK Flux 10.05, OK Flux 10.10, OK Flux 10.92 |
- |
- |
Св-08Х18Н10М3Б |
|
(Новая редакция, Изм. № 1).
8 ТРЕБОВАНИЯ К ПОДГОТОВКЕ И СБОРКЕ ДЕТАЛЕЙ ПОД СВАРКУ
8.1 Рекомендуемые типы сварных соединений и конструктивные элементы подготовки кромок приведены в таблицах раздела 9. Допускается применение других типов сварных соединений по ГОСТ 16098 при условии корректировки режимов и технологии сварки, приведенных в ОСТ.
Применение типов сварных соединений, отличающихся от приведенных в настоящем ОСТ и ГОСТ 16098, допускается по согласованию с ОАО «ВНИИПТхимнефтеаппаратуры».
8.2 Подготовка деталей под сварку выполняется в соответствии с требованиями чертежей, ГОСТ Р 52630-2006, настоящего ОСТ и принятой на заводе технологией.
(Измененная редакция, Изм. № 3).
8.3 Разделка кромок под сварку производится механическим или термическим способом с последующей механической обработкой поверхностей реза, см. п. 5.1.18.
(Измененная редакция, Изм. № 1).
8.4 Свариваемые кромки и поверхность металла на ширине не менее 20 мм от кромки должны быть зачищены механическим способом до металлического блеска и обезжирены ацетоном, уайт-спиритом или другим растворителем с применением протирочных материалов.
8.5 Сборка деталей под сварку должна обеспечивать правильное фиксированное расположение деталей, а также свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
8.6 Допускаемые отклонения размеров конструктивных элементов приведены в таблицах раздела 9 и таблице 8.1.
Примечание - Размеры, не указанные в ОСТ, должны соответствовать требованиям ГОСТ 16098.
Таблица 8.1 - Зазоры при сборке патрубков с корпусом или днищем
Размеры, мм
|
30 - 50 |
50 - 80 |
80 - 120 |
120 - 180 |
180 - 250 |
250 - 315 |
315 - 400 |
400 - 500 |
500 - 630 |
630 - 800 |
|
|
Предельные откл. |
+2,5 |
+3,0 |
+3,5 |
+4,0 |
+4,6 |
+5,2 |
+5,7 |
+6,3 |
+7,0 |
+8,0 |
|
d |
3,0 |
2,0 |
1,0 |
|||||||
|
Максимально допустимый зазор |
1,5+1,2 |
1,5+1,5 |
1,5+1,7 |
1,5+2,0 |
1,5+2,3 |
1,0+2,6 |
1,0+2,8 |
1,0+3,0 |
0,5+3,2 |
0,5+4,0 |
|
Примечание - d = Дотв. - Днар. патр., где Дотв. - диаметр отверстия; Днар. патр. - наружный диаметр патрубка. При механической обработке кромок данное отклонение не учитывать. В таблице зазоры даны на неточность газовой резки. |
||||||||||
(Измененная редакция, Изм. № 1).
8.7 Допуск на смещение кромок продольных и кольцевых соединений двухслойных листов должен удовлетворять требованиям ГОСТ Р 52630-2006. В соединениях листов разной толщины номинальному их положению должно соответствовать совпадение поверхностей раздела слоев или совпадение внешних поверхностей плакирующего слоя. Проектированию и сборке сварных соединении, ориентированных на совпадение поверхностей раздела слоев, следует отдавать предпочтение во всех случаях, когда это возможно, для исполнения и контроля (например, в случае разделки кромок с частичным удалением плакирующего слоя).
Вопрос о расширении указанных допусков смещения кромок может ставиться лишь при гарантированном обеспечении прочности сосуда.
(Измененная редакция, Изм. № 3).
8.8 В сварных стыках между элементами разной толщины необходимо предусматривать плавный переход от одного элемента к другому с помощью постепенного утонения более толстого листа со стороны основного слоя в соответствии с ГОСТ 16098 или ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
8.9 Сборка конструкций из двухслойных сталей под сварку должна производиться по технологическому процессу, который может разрабатываться и выпускаться в виде самостоятельного документа или совместно с технологическим процессом на сварку. В технологическом процессе на сборку должен быть указан порядок сборки, способ крепления деталей, методы контроля сборки и другие необходимые технологические операции.
8.10 Сборочные операции при изготовлении аппаратуры из двухслойной стали не отличаются от аналогичных операций для углеродистой стали, за исключением мер предосторожности против повреждений плакирующего слоя.
8.11 Прихватка элементов изделий в процессе сборки должна выполняться квалифицированными сварщиками, допущенными к сварке двухслойных сталей.
8.12 Прихватка производится с применением сварочных материалов и режимов, установленных для сварки основных швов, причем особое внимание должно быть обращено на недопустимость повреждения плакирующего слоя.
8.13 С этой целью прихватку рекомендуется выполнять со стороны основного (углеродистого) слоя.
8.14 В отдельных случаях, обусловленных технологической целесообразностью (например, при сварке крупногабаритных карт, во избежание дополнительной кантовки), прихватку углеродистого металла разрешается выполнять в разделку со стороны плакирующего слоя, не затрагивая его.
8.15 Расположение, размер и количество прихваток указываются в единичном технологическом процессе и обуславливаются толщиной и размерами соединяемых деталей, см. п. 3.4.4 ОСТ 26.260.3.
8.16 Прихватки рекомендуется производить со стороны, противоположной выполнению первого прохода шва. Наложение прихваток на пересечении сварных швов не допускается.
8.17 Прихватку следует рассматривать как часть сварного шва. При ее выполнении не допускаются такие дефекты, как поры, наплывы, трещины и т.п. Дефектные прихватки должны удаляться.
8.18 В процессе сборки запрещается прихватка со стороны плакирующего слоя технологических сборочных планок и применение каких-либо временных сварочных операций. В виде исключения, на коррозионностойком слое допускается установка приварных технологических деталей с планками или подкладками из нержавеющей стали аналогичной марке плакирующего слоя (скобы при ЭШС, распорки для механической обработки цилиндрических деталей, транспортные жесткости в поставочных блоках негабаритных сосудов и т.п.). После удаления технологических деталей, места их приварки проконтролировать УЗД на предмет выявления возможных отслоений плакирующего слоя металла.
8.19 Количество технологических планок и прихваток при сборке кольцевых стыков аппаратов согласно техпроцессу.
(Новая редакция, Изм. № 1).
Таблица 8.2 (Исключена, Изм. № 1).
8.20 С целью защиты околошовной зоны со стороны плакирующего слоя от брызг расплавленного металла при полуавтоматической сварке в СО2 и ручной дуговой сварке рекомендуется прилегающие к шву участки на расстоянии не менее 100 мм с каждой стороны перед сваркой покрывать защитным покрытием. В качестве защитного покрытия рекомендуется использовать защитное аэрозольное средство «Дуга», поставляемое по ТУ 6-15-960, мел или каолин, разведенные на воде, асбест, либо другие покрытия, препятствующие налипанию брызг.
Раствор каолина наносится тонким слоем кистью на поверхность свариваемых деталей, отступая 2 - 3 мм от границы будущего усиления шва после чего производится сушка его на воздухе. Попадание каолина и асбеста в разделку сварного соединения не допускается. Удаление каолина производится водой после окончания сварки.
8.21 Качество сборки перед сваркой должно быть проверено и принято ОТК или производственным мастером.
(Измененная редакция, Изм. № 1).
9 ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО СВАРКЕ И НАПЛАВКЕ
9.1 Общие требования
9.1.1 Изготовление сосудов и аппаратов из двухслойных сталей производится с применением ручной дуговой сварки и наплавки, автоматической сварки и наплавки под флюсом, сварки и наплавки в защитных газах и электрошлаковой сварки. Взамен ЭШС допускается автоматическая вертикальная сварка с принудительным формированием шва.
9.1.2 Полуавтоматическая сварка в защитных газах может применяться взамен ручной дуговой сварки при сварке основного, переходного и плакирующего слоев.
9.1.3 При использовании для сварки основного слоя полуавтоматической сварки в СО2 рекомендуемые типы сварных соединений могут быть скорректированы в соответствии с ГОСТ 14771.
9.1.4 При использовании для сварки переходного слоя полуавтоматической сварки в СО2 применяются сварочные проволоки групп A3 и А4.
9.1.5 Аргонодуговая сварка неплавящимся электродом, а также автоматическая сварка под флюсом переходного слоя выполняются на постоянном токе прямой полярности, в остальных случаях применяется постоянный ток обратной полярности. Переменный ток может использоваться при электрошлаковой сварке или РДС, в зависимости от марки применяемых электродов.
9.1.6 Рекомендуемые режимы сварки в защитных газах приведены в таблицах 9.1, 9.2, АДС и ЭШС - в разделе 9 настоящего ОСТ на каждое сварное соединение, РДС - на упаковке электродов.
9.1.7 Зажигание дуги при сварке следует производить на кромках разделки или на ранее выполненной части шва.
9.1.8 Перед началом аргонодуговой сварки необходимо проверить качество газовой защиты на пластине.
9.1.9 При сварке двухслойной стали, перед заваркой основного и переходного слоев, свариваемые кромки рекомендуется протравить 30 % раствором медного купороса для определения толщины плакирующего слоя и отсутствия оплавленных участков (последний удалить шлифмашинкой). Перед началом сварки протереть места травления и зачистить шлифмашинкой до чистого металла.
9.1.10 Плакировка заваривается (наплавляется) не менее чем в два слоя (переходный и плакирующий).
9.1.11 Поверхностные швы при автоматической сварке должны выполняться на пониженных режимах с обеспечением геометрии сварного шва без последующей зачистки.
9.1.12 Поверхностные швы при ручной дуговой сварке должны перекрываться валиками шириной не более 10 мм с обеспечением геометрии сварного шва без последующей зачистки.
9.1.13 Контроль качества сварки осуществляется пооперационно в технологической последовательности сварного шва и включает:
Для основного слоя стали:
- визуальный контроль, измерения и ультразвуковую дефектоскопию (УЗД) или радиографический контроль;
- травление 30 % раствором медного купороса на предмет отсутствия оплавленных участков легированного слоя (см. п. 6.1.1).
Швы на теплоустойчивой стали дополнительно контролировать цветной дефектоскопией (ЦД), стилоскопированием на содержание Cr и Мо и замером твердости.
Для переходного слоя:
- визуальный контроль, измерения и стилоскопирование на содержание Cr и Мо, замер твердости.
Для плакирующего слоя:
- визуальный контроль, измерения, УЗД, стилоскопирование на содержание Cr, Мо, Ni, Nb, замер твердости и ЦД.
(Новая редакция, Изм. № 1).
9.1.14 Перед контролем каждый слой шва зачищается с обеспечением заданных настоящим ОСТ размеров и формы шва.
9.1.15 Обнаруженные при послойном контроле дефекты должны быть исправлены и повторно проконтролированы.
9.1.16 При выполнении стыковых соединений допускается не исправлять (доводить) сварные швы, если увеличение размеров валика (ширина, высота) составляет не более 30 % от предусмотренных стандартом размеров на конкретный вид сварки.
Таблица 9.1 - Ориентировочные режимы ручной аргонодуговой сварки неплавящимся электродом
|
Количество проходов |
Диаметр вольфрамового электрода, мм |
Диаметр присадочной проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
Расход аргона, л/мин |
|
|
Наплавка переходного и плакирующего слоя |
1 - 2 |
3,0 |
1,6 - 2,0 |
90 - 110 |
15 - 18 |
8 - 10 |
|
2,0 - 2,5 с трубной решеткой |
1 - 2 |
2,0 - 3,0 |
1,6 |
100 - 120 |
12 - 15 |
9 - 10 |
|
16 - 36 (корень шва) |
1 - 2 |
3,0 |
1,6 - 2,0 |
90 - 110 |
15 - 18 |
8 - 10 |
|
Примечание - Используются источники питания, применяемые для РДС, рекомендуется ВДУ-504 с балластным реостатом. |
||||||
Таблица 9.2 - Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов
|
Диаметр проволоки, мм |
Количество проходов |
Защитная среда |
Iсв, А |
Uд, В |
Расход защитного газа, л/мин |
|
|
А |
1,2 |
1 или 2 |
СO2 |
160 - 180 |
24 - 26 |
10 - 14 |
|
1,6 |
- « - |
- « - |
220 - 240 |
26 - 30 |
16 - 18 |
|
|
1,2 |
- « - |
Ar, Ar + СO2, Ar + СО2 + O2 |
220 - 240 |
22 - 26 |
10 - 14 |
|
|
1,6 |
- « - |
- « - |
280 - 300 |
24 - 28 |
16 - 18 |
9.1.17 Все выполненные сварные швы должны иметь плавный переход к основному металлу.
9.1.18 Руководство работами по сварке должно осуществляться инженерно-техническими работниками, изучившими настоящий ОСТ.
9.1.19 Приварка скоб для теплоизоляции из стали ВСт3пс к аппаратом из стали типа 12ХМ, смятых во время кантовки, производится с подогревом 200 - 250 °С электродами типа Э50А без последующей термообработки. Контроль качества сварного соединения включает: визуальный контроль, измерения и ЦД.
(Введен дополнительно редакция, Изм. № 1).
9.2 Сварка продольных стыков обечаек, плоских заготовок обечаек и днищ
9.2.1 Для сварки продольных стыков обечаек, плоских заготовок обечаек и днищ применяются следующие типы сварных соединений: С1; С2; С4; С7; С8; С9; С11; С19; С20; С21.
9.2.2 Для сварки продольных стыков обечаек диаметром 600 мм и более (кроме продольных стыков, выполняемых на монтаже), плоских заготовок обечаек и днищ, кольцевых стыков диаметром 1000 мм и более, толщиной 12 - 65 мм с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С1.
9.2.3 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С1 приведены в таблице 9.3.
9.2.4 Сварка стыковых соединений типа С1 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя ручной дуговой или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- автоматическая сварка под флюсом основного слоя с внутренней стороны (1 - 5 слои шва Б);
- удаление подварочного шва А ручной воздушно-дуговой строжкой (РВД), зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (шов В);
- автоматическая сварка под флюсом основного слоя с внутренней стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д).
Примечание - Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.2.5 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.2.6 Рекомендуемые режимы автоматической сварки стыковых соединений типа С1 приведены в таблицах 9.4, 9.5. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов приведены в табл. 9.2.
9.2.7 Для сварки продольных стыков обечаек диаметром 600 мм и более, плоских заготовок обечаек и днищ, кольцевых стыков диаметром 1000 мм и более, толщиной 12 - 65 мм без требований стойкости против МКК рекомендуются сварные соединения типа С2.
9.2.8 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С2 приведены в таблице 9.6.
9.2.9 Сварка стыковых соединений типа С2 выполняется в следующей - последовательности:
- предварительная подварка корня шва основного слоя РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (шов Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС переходного слоя (шов В);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Г).
Примечание - Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.2.10 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, швов В и Г - переходного слоя (для 08X13) или переходного и плакирующего слоев (для стали типа 12Х18Н10Т).
9.2.11 Рекомендуемые режимы автоматической сварки стыковых соединений типа С2 приведены в таблицах 9.7, 9.8. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов в табл. 9.2.
9.2.12 Для сварки продольных стыков обечаек диаметром 600 мм и более, кольцевых стыков обечаек диаметром 1000 мм и более, толщиной 20 - 70 мм с требованиями и без требований стойкости против МКК допускаются сварные соединения типа С4.
Таблица 9.3 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С1, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С1 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
a+3° |
L, не более |
||
|
8 - 10 |
27° |
26 |
||
|
12 - 16 |
31 |
|||
|
16 - 22 |
38 |
|||
|
22 - 26 |
44 |
|||
|
26 - 30 |
49 |
|||
|
30 - 32 |
55 |
|||
|
32 - 36 |
61 |
|||
|
36 - 40 |
66 |
|||
|
40 - 45 |
72 |
|||
|
45 - 48 |
76 |
|||
|
48 - 50 |
25° |
67 |
||
|
50 - 55 |
72 |
|||
|
55 - 60 |
78 |
|||
|
60 - 65 |
84 |
|||


Таблица 9.4 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С1 с толщиной стенки 12 - 65 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи сварочной проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87 |
21,5 |
32 - 34 |
480 - 520 |
|||
|
В |
1 - 2 |
87,5 |
21,5 |
36 - 38 |
640 - 680 |
||
|
Б |
7, 8, 9 и т.д. |
87,5 |
18 - 21,5 |
36 - 38 |
640 - 680 |
||
|
Г, Д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
|
|
Б |
5 |
1 |
52 |
29,5 |
30 - 32 |
300 - 320 |
Обратная |
|
2 - 3 |
62,5 |
25 |
30 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 550 |
|||
|
В |
1 - 2 |
81 - 87,5 |
16 - 18 |
34 - 36 |
650 - 750 |
||
|
Б |
7, 8, 9 и т.д. |
81 |
18 |
34 - 36 |
650 - 750 |
||
|
Г, Д |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 9.5 - Количество проходов швов Б, Г стыкового соединения типа С1
|
12 |
16 |
20 |
24 |
28 |
32 |
36 |
40 |
50 |
65 |
||
|
Шов Б |
Æ 4 мм |
2 |
3 |
4 |
6 |
7 |
8 |
10 |
11 |
16 |
24 |
|
Æ 5 мм |
1 |
2 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
18 |
|
|
Fн, мм2 |
41 |
73 |
132 |
188 |
279 |
360 |
483 |
625 |
842 |
1328 |
|
|
Шов Г, Д |
Æ 4 мм |
1 |
2 |
2 |
3 |
3 |
4 |
4 |
5 |
5 |
10 |
|
Æ 5 мм |
1 |
2 |
2 |
3 |
3 |
4 |
4 |
5 |
5 |
10 |
|
|
Fн, мм2 |
63 |
85 |
111 |
155 |
182 |
242 |
266 |
297 |
350 |
668 |
|
|
Примечание - Æ 4 мм, Æ 5 мм - диаметры сварочных проволок, Fн - площадь поперечного сечения наплавленного металла основного, переходного и плакирующего слоев. |
|||||||||||
Таблица 9.6 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С2, последовательность сварки
|
Конструктивные элементы |
||||||
|
Подготовленных кромок |
шва сварного соединения |
|||||
|
С2 |
|
|
||||
|
Размеры, мм |
||||||
|
S = S1 |
a+3° |
L, не более |
g |
|||
|
номинал. |
пред. откл. |
|||||
|
12 - 14 |
27° |
25 |
2,5 |
+1,0 -2,0 |
||
|
14 - 18 |
30 |
|||||
|
18 - 22 |
35 |
|||||
|
22 - 26 |
40 |
3,0 |
||||
|
26 - 30 |
44 |
|||||
|
30 - 32 |
50 |
±2,0 |
||||
|
32 - 36 |
55 |
|||||
|
36 - 44 |
61 |
|||||
|
44 - 53 |
25° |
66 |
||||
|
53 - 55 |
68 |
|||||
|
55 - 60 |
70 |
|||||
|
60 - 65 |
78 |
|||||

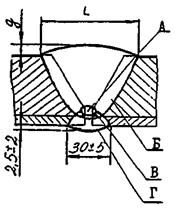
Таблица 9.7 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С2 с толщиной стенки 12 - 65 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи сварочной проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87 |
21 |
32 - 34 |
480 - 520 |
|||
|
В, Г |
1 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
|
|
Б |
7 и т.д. |
87,5 |
18 - 21,5 |
36 - 38 |
640 - 680 |
Обратная |
|
|
поверхностн. швы |
68,5 |
18 |
30 - 32 |
300 - 350 |
|||
|
Б |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 - 3 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 550 |
|||
|
В, Г |
1 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
|
|
Б |
7 и т.д. |
81 |
19,5 |
36 - 38 |
650 - 750 |
Обратная |
|
|
поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
Таблица 9.8 - Количество проходов швов Б, Г стыкового соединения типа С2
|
12 |
16 |
20 |
24 |
28 |
32 |
36 |
40 |
50 |
65 |
||
|
Шов Б |
Æ 4 мм |
3 |
5 |
6 |
9 |
10 |
14 |
14 |
17 |
21 |
31 |
|
Æ 5 мм |
3 |
4 |
5 |
6 |
8 |
10 |
11 |
13 |
16 |
23 |
|
|
Fн, мм2 |
104 |
145 |
226 |
299 |
422 |
527 |
670 |
836 |
1060 |
1668 |
|
|
Шов Г |
Æ 4 мм |
1 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
4 |
4 |
|
Æ 5 мм |
1 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
4 |
4 |
|
|
Fн, мм2 |
115 |
140 |
140 |
170 |
170 |
200 |
200 |
200 |
220 |
250 |
|
9.2.13 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С4 приведены в таблице 9.9.
9.2.14 Сварка стыковых соединений типа С4 выполняется в следующей последовательности:
- ручная аргонодуговая сварка корня шва основного слоя с наружной стороны (шов А);
- ручная аргонодуговая сварка корня шва основного слоя с внутренней стороны (шов Б). Зачистить выпуклость шва Б заподлицо с основным металлом и осуществить контроль;
- автоматическая сварка (шов В) под флюсом или РДС основного слоя с наружной стороны на высоту 30 - 40 мм;
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая сварка (шов В) под флюсом или РДС основного слоя с наружной стороны до полного заполнения;
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
(Измененная редакция, Изм. № 1).
9.2.15 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.2.16 Рекомендуемые режимы автоматической сварки стыковых соединений типа С4 приведены в таблицах 9.10, 9.11. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы ручной аргонодуговой сварки корня шва см. в табл. 9.1.
9.2.17 Для сварки кольцевых стыков обечаек диаметром 1000 мм и более и продольных стыков обечаек диаметром 600 мм и более, плоских заготовок обечаек и днищ из двухслойной стали Ст.3сп + НМЖМц28-2,5-1,5, толщиной 12 - 24 мм рекомендуются сварные соединения типа С7.
9.2.18 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С7 приведены в таблице 9.12.
9.2.19 Сварка стыковых соединений типа С7 выполняется в следующей последовательности:
- автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (шов Б);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов В);
Примечание - Перед выполнением шва «В» произвести зачистку шва «А» шлифмашинкой со стороны плакирующего слоя; шов В выполнять не менее, чем в два слоя по высоте.
9.2.20 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя. Шов В выполняется: при АДС с использованием сварочной проволоки марки НЖМцТА по ТУ 48-21-284, а при РДС - электродов марки В-56 У по ТУ 14-4-807.
Таблица 9.9 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С4, последовательность сварки
|
Конструктивные элементы |
||||||
|
подготовленных кромок |
шва сварного соединения |
|||||
|
С4 |
|
|
||||
|
Размеры, мм |
||||||
|
S = S1 |
a+3° |
L, не более |
g |
|||
|
номинал. |
пред. откл. |
|||||
|
20 - 24 |
30° |
38 |
2,5 |
+1,0 -2,0 |
||
|
24 - 28 |
42 |
±2,0 |
||||
|
28 - 30 |
45 |
|||||
|
30 - 34 |
53 |
|||||
|
34 - 38 |
59 |
|||||
|
38 - 45 |
66 |
|||||
|
45 - 50 |
74 |
|||||
|
50 - 55 |
25° |
69 |
||||
|
55 - 60 |
74 |
|||||
|
60 - 65 |
78 |
|||||
|
65 - 70 |
84 |
|||||
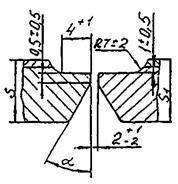
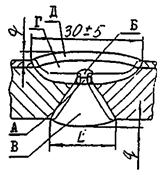
Таблица 9.10 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С4 с толщиной стенки 20 - 70 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи сварочной проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность |
|
|
В |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87,5 |
21 |
32 - 34 |
480 - 520 |
|||
|
Г |
1 - 2 |
89 |
16 |
30 - 32 |
320 - 360 |
Прямая |
|
|
В |
7 и т.д. |
87,5 |
21 |
36 - 38 |
480 - 520 |
Обратная |
|
|
Поверхностн. швы |
68,5 |
23 - 25 |
30 - 32 |
300 - 350 |
|||
|
Д |
1 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
|
|
В |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 - 3 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 550 |
|||
|
Г |
1 - 2 |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
|
|
В |
7, 8, 9 и т.д. |
81 |
19,5 |
36 - 38 |
650 - 750 |
Обратная |
|
|
Поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
|||
|
Д |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 9.11 - Количество проходов швов В, Г и Д стыкового соединения типа С4
|
20 |
24 |
28 |
32 |
36 |
40 |
45 |
50 |
60 |
70 |
||
|
Шов В |
Æ 4 мм |
6 |
9 |
11 |
12 |
15 |
17 |
21 |
24 |
25 |
36 |
|
Æ 5 мм |
5 |
6 |
7 |
9 |
12 |
13 |
16 |
18 |
21 |
26 |
|
|
Fн, мм2 |
228 |
310 |
443 |
527 |
710 |
833 |
1065 |
1270 |
1478 |
1974 |
|
|
Швы Г, Д |
Æ 4 мм |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
|
Æ 5 мм |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
|
|
Fн, мм2 |
110 |
130 |
130 |
145 |
145 |
145 |
145 |
180 |
200 |
220 |
|
Таблица 9.12 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С7, последовательность сварки
|
Конструктивные элементы |
|||
|
подготовленных кромок |
шва сварного соединения |
||
|
С7 |
|
|
|
|
Размеры, мм |
|||
|
S = S1 |
L, не более |
||
|
12 - 14 |
48 |
||
|
14 - 16 |
54 |
||
|
16 - 18 |
60 |
||
|
18 - 20 |
65 |
||
|
20 - 22 |
71 |
||
|
22 - 24 |
77 |
||
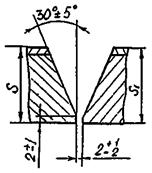
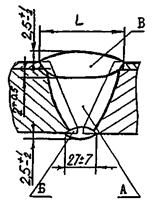
9.2.21 Рекомендуемые режимы автоматической сварки стыковых соединений типа С7 приведены в таблицах 9.13, 9.14. Режимы ручной дуговой сварки приведены на упаковке электродов.
Таблица 9.13 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С7 с толщиной стенки 12 - 24 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи сварочной проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
А |
4 |
1 |
49 |
34 |
30 |
300 - 350 |
Обратная |
|
2 |
62,5 |
32 |
30 |
400 - 450 |
|||
|
3, 4, 5 и т.д. |
74,5 - 81 |
28 |
32 - 34 |
500 - 520 |
|||
|
Б |
1 |
74,5 - 81 |
21,5 - 25 |
34 - 36 |
520 - 550 |
||
|
В |
1 - 2 |
68 |
25 |
30 - 32 |
400 - 450 |
Таблица 9.14 - Количество проходов швов А, В стыкового соединения типа С7
|
12 |
14 |
16 |
18 |
20 |
22 |
24 |
||
|
Шов А |
Кол-во проходов |
3 |
4 |
5 |
7 |
8 |
10 |
12 |
|
Fн, мм2 |
82 |
126 |
166 |
227 |
298 |
357 |
444 |
|
|
Швы В |
Кол-во проходов |
5 |
6 |
7 |
8 |
9 |
11 |
12 |
|
Fн, мм2 |
164 |
194 |
237 |
265 |
293 |
355 |
387 |
|
9.2.22 Для сварки кольцевых стыков обечаек диаметром менее 600 мм, продольных стыков обечаек и патрубков диаметром менее 400 мм, а также швов, доступных для сварки только с наружной стороны, с требованиями и без требований стойкости против МКК (кроме двухслойной стали с плакирующим слоем из монель-металла НМЖМц28-2,5-1,5) рекомендуется применять сварные соединения типа С8.
9.2.23 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С8 приведены в таблице 9.15.
9.2.24 Сварка стыковых соединений типа С8 выполняется в следующей последовательности:
- ручная аргонодуговая сварка или РДС плакирующего слоя с наружной стороны (шов А). Допускается внутренняя вогнутость шва не более 1 мм;
- ручная аргонодуговая сварка с наружной стороны разделительного слоя (шов Б);
- РДС или полуавтоматическая сварка в защитных газах с наружной стороны (шов В).
9.2.25 При выполнении шва А используются сварочные материалы, предназначенные для сварки плакирующего слоя, шва В - основного слоя. Шов Б выполняется с использованием присадки типа «Армко» марки 10895 по ГОСТ 3836.
Разделительный слой (шов Б) допускается выполнять РДС электродами марки Thermanit 625 и другими типа Е NiCrMo-3 по AWS А.11 (отечественные марки АНЖР-1 по ТУ 14-4-568) или аргонодуговой сваркой неплавящимся электродом с присадочной проволокой марки Thermanit 625 и другой типа ER NiCrMo-3 по AWS А.14 (отечественная марки Св-08Х25Н60М10 по ТУ 14-1-4968).
(Измененная редакция, Изм. № 2).
9.2.26 Ориентировочные режимы ручной аргонодуговой сварки см. в табл. 9.1. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах приведены в табл. 9.2.
Наплавку разделительного, первого и второго основных слоев выполнять валиками с поперечным сечением не более 15 мм2, а перекрытие валиков по ширине в каждом слое должно быть не менее 50 %.
(Измененная редакция, Изм. № 2).
Таблица 9.15 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С8, последовательность сварки
|
Конструктивные элементы |
||
|
подготовленных кромок |
шва сварного соединения |
|
|
С8 |
|
|
|
Размеры, мм |
||
|
S = S1 |
L, не более |
|
|
10 - 12 |
31 |
|
|
12 - 14 |
34 |
|
|
14 - 16 |
36 |
|
|
16 - 18 |
38 |
|
|
18 - 20 |
41 |
|

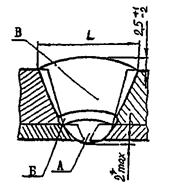
9.2.27 Для сварки шаровых днищ из биметалла марки Ст.3сп + НМЖМц28-2,5-1,5, толщиной 12 - 24 мм рекомендуются сварные соединения типа С9.
9.2.28 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С9 приведены в таблице 9.16.
9.2.29 Сварка стыковых соединений типа С9 выполняется в следующей последовательности:
- РДС основного слоя с внутренней стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и РДС основного слоя с наружной стороны (шов Б);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов В).
Примечание - Перед выполнением шва «В» произвести зачистку шва «А» шлифмашинкой со стороны плакирующего слоя; шов В выполнять не менее, чем в два слоя по высоте.
9.2.30 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя. Шов В выполняется сварочными материалами для сварки монель-металла (см. п. 9.3.20).
9.2.31 Рекомендуемые режимы автоматической сварки стыковых соединений типа С9 приведены в таблице 9.17. Режимы ручной дуговой сварки приведены на упаковке электродов.
Таблица 9.17 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С9 с толщиной стенки 12 - 24 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи сварочной проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
В |
4 |
1 - 2 |
68 |
25 |
30 - 32 |
400 - 450 |
Обратная |
9.2.32 Для сварки продольных стыков обечаек диаметром 600 мм и более, плоских заготовок обечаек и днищ, толщиной 36 - 160 мм с требованиями и без требований стойкости против MКK рекомендуются сварные соединения типа С11.
9.2.33 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С11 приведены в таблице 9.18.
9.2.34 Сварка стыковых соединений типа С11 выполняется в следующей последовательности:
- электрошлаковая сварка основного слоя (шов А) с последующей термообработкой, согласно таблице 9.1;
Таблица 9.16 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С9, последовательность сварки
|
Конструктивные элементы |
|||
|
Подготовленных кромок |
шва сварного соединения |
||
|
С9 |
|
|
|
|
Размеры, мм |
|||
|
S = S1 |
L, не более |
||
|
12 - 14 |
25 |
||
|
14 - 16 |
30 |
||
|
16 - 18 |
35 |
||
|
18 - 20 |
37 |
||
|
20 - 22 |
39 |
||
|
22 - 24 |
42 |
||


Таблица 9.18 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С11, последовательность сварки
|
Конструктивные элементы |
||||
|
Подготовленных кромок |
шва сварного соединения |
|||
|
С11 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
b |
L, не менее |
||
|
35 - 80 |
26+1 |
50 |
||
|
80 - 160 |
30+2 |
60 |
||
|
Примечание - Величина зазора b в верхней части стыка при длине его более 2000 мм должна быть увеличена на 2 - 3 мм на каждый метр длины стыка. |
||||
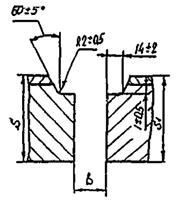
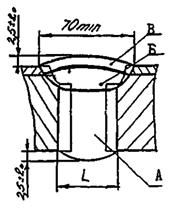
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Б);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов В)
9.2.35 При выполнении шва А используются сварочные материалы, предназначенные для сварки основного слоя, шва Б - переходного слоя, шва В - плакирующего слоя.
9.2.36 Режимы электрошлаковой сварки см. СТО 00220368-017. Рекомендуемые режимы автоматической сварки стыковых соединений типа С11 приведены в таблицах 9.19, 9.20. Режимы ручной дуговой сварки приведены на упаковке электродов.
(Измененная редакция, Изм. № 2).
Таблица 9.19 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С11 с толщиной стенки 36 - 160 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
Б, В |
4 |
1, 2, 3 и т.д. |
74,5 - 81 |
18 |
31 - 33 |
320 - 360 |
Прямая |
|
Б, В |
5 |
1, 2, 3 и т.д. |
57 |
16 |
31 - 33 |
320 - 360 |
Таблица 9.20 - Количество проходов швов Б, В стыкового соединения типа С11
|
36 |
40 |
45 |
48 |
50 |
53 |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
||
|
Швы Б, В |
Æ 4 мм |
8 - 10 |
15 - 18 |
|||||||||||
|
Æ 5 мм |
6 - 9 |
12 - 15 |
||||||||||||
9.2.37 Для сварки продольных стыков обечаек диаметром 600 мм и более плоских заготовок обечаек и днищ, толщиной 40 - 160 мм с требованиями и без требований стойкости против МКК допускаются сварные соединения типа С12. Основной слой выполняется комбинированным способом сварки (АДС + ЭШС).
9.2.38 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С12 приведены в таблице 9.21.
Таблица 9.21 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С12, последовательность сварки
|
Конструктивные элементы |
|||
|
подготовленных кромок шва |
шва сварного соединения |
||
|
С12 |
|
|
|
|
Размеры, мм |
|||
|
S = S1 |
b = 2R |
L, не менее |
|
|
40 - 80 |
26+1 |
50 |
|
|
80 - 160 |
30+2 |
60 |
|
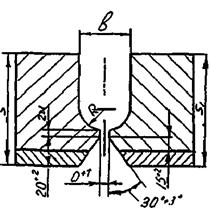
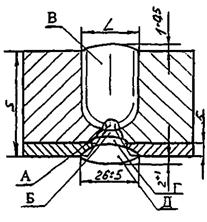
9.2.39 Сварка стыковых соединений типа С12 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- автоматическая сварка под флюсом основного слоя с внутренней стороны (2 - 3 слоя шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой;
- электрошлаковая сварка основного слоя (шов В);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
9.2.40 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.2.41 Режимы электрошлаковой сварки см. СТО 00220368-017. Рекомендуемые режимы автоматической сварки стыковых соединений типа С12 приведены в таблице 9.22. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки подварочных швов см. в табл. 9.2.
(Измененная редакция, Изм. № 2).
Таблица 9.22 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С12 с толщиной стенки 40 - 160 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
Б |
4 |
1 |
74,5 |
30 |
28 - 30 |
400 - 450 |
Обратная |
|
2, 3, 4 и т.д. |
87 |
23 |
32 |
550 - 600 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
9.2.42 Для сварки продольных стыков обечаек диаметром 600 мм и более, кольцевых стыков обечаек диаметром 1000 мм и более, толщиной 8 - 16 мм с требованиями и без требований стойкости против МКК допускаются сварные соединения типа С19.
9.2.43 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С19 приведены в таблице 9.23.
Таблица 9.23 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С19, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С19 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
L1, не менее |
L2, не менее |
L3, не менее |
|
|
8 |
12 |
21 |
23 |
|
|
10 |
24 |
25 |
||
|
12 |
25 |
|||
|
14 |
26 |
|||
|
16 |
28 |
|||
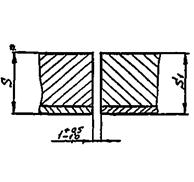

9.2.44 Сварка стыковых соединений типа С19 выполняется и следующей последовательности:
- ручная аргонодуговая сварка или РДС подваренного шва А с внутренней стороны (плакирующий слой);
- автоматическая сварка пол флюсом основного слоя с наружной стороны (шов Б);
- автоматическая сварка под флюсом плакирующего слоя (шов В).
9.2.45 При выполнении швов А и В используются сварочные материалы, предназначенные для сварки переходного слоя гр. А2, шва Б - переходного слоя гр. А4.
9.2.46 Рекомендуемые режимы автоматической сварки стыковых соединений типа С19 приведены в таблице 9.24. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы ручной аргонодуговой сварки подварочного шва см. в табл. 9.1.
Таблица 9.24 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С19 с толщиной стенки 10 - 16 мм (ток постоянный, полярность обратная при выполнении основного слоя: полярность прямая при наплавке разделительного и плакирующего слоев)
|
Обозначение шва |
Диаметр проволоки, мм |
Вылет электрода, мм |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
|
|
10 |
Б |
5 |
50 |
62,5 |
27,5 |
34 - 38 |
700 - 750 |
|
В |
3 |
35 |
81 |
23 |
34 - 38 |
550 - 600 |
|
|
12 |
Б |
5 |
50 |
68,5 |
27,5 |
36 - 40 |
750 - 800 |
|
В |
3 |
35 |
81 |
23 |
34 - 38 |
550 - 600 |
|
|
14 |
Б |
5 |
50 |
73,5 |
27,5 |
36 - 40 |
800 - 850 |
|
В |
3 |
35 |
81 |
23 |
34 - 38 |
550 - 600 |
|
|
16 |
Б |
5 |
50 |
81 |
27,5 |
38 - 42 |
850 - 900 |
|
В |
3 |
35 |
81 |
23 |
34 - 38 |
550 - 600 |
9.2.47 Для сварки продольных стыков обечаек диаметром 600 мм и более, кольцевых стыков обечаек диаметром 1000 мм и более, толщиной 18 - 85 мм с требованиями и без требований стойкости против МКК допускаются стыковые соединения типа С20.
9.2.48 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С20 приведены в таблице 9.25.
Таблица 9.25 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С20, последовательность сварки
|
Конструктивные элементы |
||||||||
|
подготовленных кромок |
шва сварного соединения |
|||||||
|
С20 |
|
|
||||||
|
Размеры, мм |
||||||||
|
S = S1 |
h ± 1 |
a ± 3° |
g |
g1 |
L, не более |
L1, не менее |
||
|
номинал. |
пред. откл. |
номинал. |
пред. откл. |
|||||
|
18 - 20 |
8 |
45 |
2 |
+2,0 -1,0 |
1,5 |
+2,0 -0,5 |
16 |
18 |
|
22 - 26 |
10 |
19 |
26 |
|||||
|
28 - 30 |
+2,5 -1,0 |
+2,5 -1,0 |
25 |
|||||
|
32 - 40 |
12 |
40 |
+3,0 -1,5 |
28 |
32 |
|||
|
45 - 50 |
15 |
46 |
38 |
|||||
|
53 - 85 |
18 |
35 |
+3,0 -1,0 |
54 |
48 |
|||
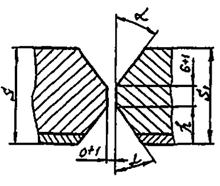
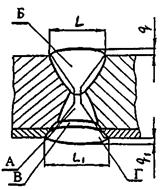
9.2.49 Сварка стыковых соединений типа С20 выполняется в следующей последовательности:
- автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны до уровня границы между плакирующим и основным слоями (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом основного слоя с наружной стороны (шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов В);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Г).
9.2.50 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя, шва Г - плакирующего слоя.
9.2.51 Рекомендуемые режимы автоматической сварки стыковых соединений типа С20 приведены в таблицах 9.26, 9.27. Режимы ручной дуговой сварки приведены на упаковке электродов.
Таблица 9.26 - Ориентировочные режимы автоматической сварки пол флюсом стыковых соединений типа С20 с толщиной стенки 18 - 85 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
А |
4 |
1 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
2 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
3, 4, 5 и т.д. |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
Б |
1, 2, 3 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Поверхностн. швы |
68,5 |
18 |
30 - 32 |
300 - 350 |
|||
|
в, г |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 350 |
Прямая |
|
|
А |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
3, 4, 5 и т.д. |
68,5 |
18 |
36 - 38 |
520 - 650 |
|||
|
Б |
1, 2, 3 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
|||
|
в, г |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 9.27 - Количество проходов швов А, Б, В и Г стыкового соединения типа С20
|
20 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
||
|
Шов А |
Æ 4 мм |
2 |
3 |
4 |
5 |
5 |
6 |
6 |
7 |
8 |
|
Fн, мм2 |
95 |
120 |
150 |
190 |
240 |
250 |
280 |
340 |
350 |
|
|
Шов Б |
Æ 4 мм |
20 |
23 |
26 |
29 |
20 |
26 |
29 |
33 |
36 |
|
Fн, мм2 |
450 |
520 |
610 |
700 |
820 |
1120 |
1267 |
1426 |
1600 |
|
|
Швы в, г |
Æ 4 мм |
4 |
5 |
6 |
7 |
7 |
8 |
8 |
8 |
8 |
|
Fн, мм2 |
120 |
190 |
260 |
336 |
336 |
372 |
372 |
372 |
372 |
|
9.2.52 Для сварки продольных стыков обечаек диаметром 600 мм и более, кольцевых стыков обечаек диаметром 1000 мм и более с толщиной стенки 10 - 20 мм с требованиями и без требований стойкости против МКК рекомендуются стыковые соединения типа С21.
9.2.53 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С21 приведены в таблице 9.28.
9.2.54 Сварка стыковых соединений типа С21 выполняется в следующей последовательности:
- автоматическая сварка под флюсом на флюсовой подушке или навесу основного слоя с внутренней стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом основного слоя с наружной стороны (шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов В);
- автоматическая наплавки под флюсом или РДС плакирующегося (шов Г);
9.2.55 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя, шва Г - плакирующего слоя.
9.2.56 Рекомендуемые режимы автоматической сварки стыковых соединений типа С21 приведены в таблице 9.29. Режимы ручной дуговой сварки приведены на упаковке электродов.
9.3 Сварка кольцевых стыков обечаек и днищ
9.3.1 Для сварки кольцевых стыков обечаек и днищ применяются следующие типы сварных соединений: С1; С2; С3; С4; С7; С8; С10; С14; С15; С19; С20; С21.
9.3.2 Рекомендации по сварке сварных соединений типа С1, С2, С4, С7, С8, С19, С20, С21 изложены в разделе 9.2.
9.3.3 Для сварки кольцевых стыков обечаек и днищ диаметром 1000 мм и более с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С3.
Таблица 9.28 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С21, последовательность сварки
|
Конструктивные элементы |
|||||||
|
подготовленных кромок |
шва сварного соединения |
||||||
|
С21 |
|
|
|||||
|
Размеры, мм |
|||||||
|
S = S1 |
b |
f + l |
g |
L, не менее |
L1, не менее |
||
|
номинал. |
пред. откл. |
||||||
|
1 |
2±2 |
9 |
1 |
+1,5 -0,5 |
24 |
30 |
|
|
12 |
|||||||
|
14 |
10 |
+2,0 -0,5 |
32 |
||||
|
16 |
|||||||
|
18 |
11 |
26 |
35 |
||||
|
20 |
|||||||
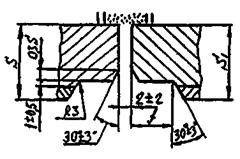
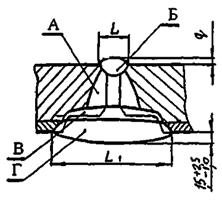
Таблица 9.29 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С21 с толщиной стенки 10 - 20 мм
|
Обозначение |
Диаметр проволоки, мм |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
10 |
А |
3 |
48 - 56 |
22 - 26 |
32 - 34 |
370 - 400 |
Обратная |
|
Б |
90 - 105 |
22 - 26 |
34 - 36 |
500 - 600 |
|||
|
В, Г |
95 - 100 |
20 |
36 - 38 |
300 - 350 |
Прямая |
||
|
12 |
А |
4 |
50 - 54 |
22 - 26 |
34 - 36 |
400 - 450 |
Обратная |
|
Б |
56 - 66 |
22 - 26 |
36 - 38 |
450 - 500 |
|||
|
в, г |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
||
|
14 |
А |
54 - 58 |
22 - 26 |
34 - 36 |
420 - 470 |
Обратная |
|
|
Б |
66 - 78 |
22 - 26 |
36 - 38 |
550 - 650 |
|||
|
В |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
||
|
16 |
А |
53 - 66 |
22 - 26 |
34 - 36 |
450 - 500 |
Обращая |
|
|
Б |
68 - 80 |
22 - 26 |
38 - 42 |
850 - 900 |
|||
|
в, г |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
||
|
18 |
А |
64 - 76 |
22 - 26 |
36 - 38 |
500 - 600 |
Обратная |
|
|
Б |
74 - 88 |
22 - 26 |
36 - 38 |
600 - 700 |
|||
|
в, г |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
||
|
20 |
А |
75 - 88 |
22 - 26 |
36 - 38 |
600 - 700 |
Обратная |
|
|
Б |
75 - 88 |
22 - 26 |
38 - 40 |
600 - 700 |
|||
|
в, г |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
9.3.4 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С3 приведены в таблице 9.30.
9.3.5 Сварка стыковых соединений типа С3 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС или полу автоматической сваркой в защитных газах со стороны плакирующего слоя (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
Таблица 9.30 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С3, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С3 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
a+3 |
L, не более |
||
|
20 - 24 |
30° |
35 |
||
|
24 - 28 |
40 |
|||
|
28 - 32 |
48 |
|||
|
32 - 36 |
53 |
|||
|
36 - 40 |
59 |
|||
|
40 - 45 |
65 |
|||
|
45 - 50 |
72 |
|||
|
50 - 55 |
25° |
67 |
||
|
55 - 60 |
72 |
|||
|
60 - 65 |
76 |
|||
|
65 - 70 |
82 |
|||

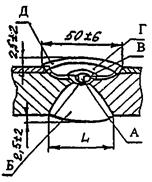
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание. Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.3.6 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.3.7 Рекомендуемые режимы автоматической сварки стыковых соединений типа С3 приведены в таблицах 9.31, 9.32. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов см. в табл. 9.2.
Таблица 9.31 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С3 с толщиной стенки 20 - 70 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87 |
21 |
32 - 34 |
480 - 520 |
|||
|
В |
1 - 2 |
87,5 |
21 |
32 - 34 |
480 - 520 |
||
|
Б |
7, 8, 9 и т.д. |
87,5 |
18 - 21,5 |
36 - 38 |
480 - 520 |
||
|
Поверхностн. швы |
68,5 |
23 - 25 |
30 - 32 |
300 - 350 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
|
|
Б |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 - 3 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 550 |
|||
|
В |
1 - 2 |
81 - 87,5 |
16 - 18 |
34 - 36 |
650 - 750 |
||
|
Б |
7, 8, 9 и т.д. |
81 |
19,5 |
36 - 38 |
650 - 750 |
||
|
Поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
|||
|
г, д |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 350 |
Прямая |
Таблица 9.32 - Количество проходов швов Б, Г и Д стыкового соединения типа С3
|
20 |
24 |
28 |
32 |
36 |
40 |
45 |
50 |
60 |
70 |
||
|
Шов Б |
Æ 4 мм |
5 |
6 |
8 |
9 |
12 |
14 |
17 |
20 |
24 |
32 |
|
Æ 5 мм |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
15 |
17 |
23 |
|
|
Fн, мм2 |
158 |
224 |
315 |
408 |
535 |
681 |
879 |
1072 |
1293 |
1762 |
|
|
Швы Г, Д |
Æ 4 мм |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
Æ 5 мм |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
|
Fн, мм2 |
115 |
140 |
140 |
170 |
170 |
170 |
170 |
200 |
200 |
200 |
|
9.3.8 Для сварки кольцевых стыков обечаек и днищ диаметром 1000 мм и более, толщиной 70 - 120 мм с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С10.
9.3.9 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С10 приведены в таблице 9.33.
9.3.10 Сварка стыковых соединений типа С10 выполняется в следующей последовательности:
- предварительная подварка корня шва РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- автоматическая сварка под флюсом основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- электрошлаковая сварка с регулируемым термическим циклом или автоматическая сварка под флюсом основного слоя с наружной стороны (шов Г);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Д);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Е);
Примечание. Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.3.11 При выполнении швов А, Б, В и Г используются сварочные материалы, предназначенные для сварки основного слоя, шва Д - переходного слоя, шва Е - плакирующего слоя.
9.3.12 Рекомендуемые режимы автоматической сварки стыковых соединений типа С10 приведены в таблицах 9.34, 9.35. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов см. в табл. 9.2. Режимы электрошлаковой сварки см. СТО 00220368-017.
(Измененная редакция, Изм. № 2).
Таблица 9.33 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С10, последовательность сварки
|
Конструктивные элементы |
|||
|
подготовленных кромок |
шва сварного соединения |
||
|
С10 |
|
|
|
|
Размеры, мм |
|||
|
S = S1 |
L, не более |
||
|
70 - 75 |
69 |
||
|
75 - 80 |
71 |
||
|
80 - 85 |
72 |
||
|
85 - 90 |
75 |
||
|
90 - 95 |
77 |
||
|
95 - 100 |
79 |
||
|
100 - 105 |
76 |
||
|
105 - 110 |
78 |
||
|
110 - 115 |
80 |
||
|
115 - 120 |
82 |
||
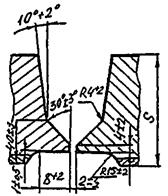
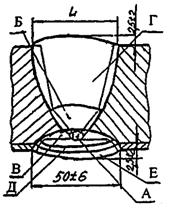
Таблица 9.34 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С10 с толщиной стенки 70 - 120 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
В |
1, 2, 3 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Г |
7, 8, 9 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Поверхностн. швы |
68,5 |
18 |
30 - 32 |
300 - 350 |
|||
|
Д, Е |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 350 |
Прямая |
|
|
Б |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 - 3 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 550 |
|||
|
В |
1, 2, 3 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Г |
7, 8, 9 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
|||
|
Д, Е |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 9.35 - Количество проходов швов Б, Г, Д, Е стыкового соединения типа С10
|
70 |
75 |
80 |
85 |
90 |
95 |
100 |
110 |
120 |
||
|
Швы Б, Г |
Æ 4 мм |
33 |
37 |
41 |
45 |
50 |
51 |
56 |
65 |
76 |
|
Æ 5 мм |
7 |
27 |
30 |
33 |
36 |
37 |
46 |
50 |
54 |
|
|
Fн, мм2 |
1794 |
2029 |
2276 |
2532 |
2812 |
2898 |
3178 |
3748 |
4413 |
|
|
Швы Д, Е |
Æ 4 мм |
8 |
8 |
8 |
8 |
8 |
9 |
9 |
9 |
9 |
|
Æ 5 мм |
8 |
8 |
8 |
8 |
8 |
9 |
9 |
9 |
9 |
|
|
Fн, мм2 |
537 |
537 |
537 |
537 |
537 |
608 |
608 |
608 |
608 |
|
9.3.13 Для сварки кольцевых стыков обечаек и днищ диаметром 1000 мм и более, сварки корпусного фланца с обечайкой и днищем, толщиной 60 - 220 мм с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С14.
9.3.14 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С14 приведены в таблице 9.36.
9.3.15 Сварка стыковых соединений типа С14 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечания:
1 Шов А допускается выполнять аргонодуговой сваркой без последующего его удаления.
2 Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.3.16 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.3.17 Рекомендуемые режимы автоматической сварки стыковых соединений типа С14 приведены в таблицах 9.37, 9.38. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов см. в табл. 9.2, ручной аргонодуговой сварки - в табл. 9.1.
9.3.18 Для сварки кольцевых стыков обечаек диаметром 1000 мм и более, сварки корпусного фланца с обечайкой и днищем, толщиной 60 - 120 мм с требованиями и без требований стойкости против МКК допускаются сварные соединения типа С15.
9.3.19 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С15 приведены в таблице 9.39.
Таблица 9.36 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С14, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С14 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
a |
L, не более |
||
|
60 - 70 |
4°+1° |
40 |
||
|
70 - 100 |
45 |
|||
|
100 - 120 |
48 |
|||
|
120 - 150 |
20°+30¢ |
42 |
||
|
150 - 180 |
45 |
|||
|
180 - 200 |
46 |
|||
|
200 - 220 |
48 |
|||
|
Примечание - В случае сборки корпуса с наплавленной поверхностью ширина шва с внутренней стороны не регламентируется. |
||||
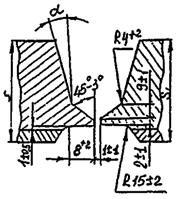
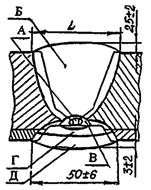
Таблица 9.37 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С14 с толщиной стенки 60 - 220 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 5 |
74,5 |
30 |
30 - 32 |
400 - 450 |
Обратная |
|
6 |
95 - 103 |
23 |
32 |
600 - 650 |
|||
|
В |
1, 2, 3 и т.д. |
87,5 |
16 |
32 - 34 |
450 - 500 |
||
|
Б |
7, 8, 9 и т.д. |
95 - 103 |
23 |
32 |
600 - 650 |
||
|
Поверхностн. 4 шва |
68,5 |
21,5 |
30 - 32 |
300 - 350 |
|||
|
г, д |
1, 2, 3 и т.д. |
87,5 |
16 |
31 - 33 |
320 - 360 |
Прямая |
Таблица 9.38 - Количество проходов швов Б, Г и Д стыкового соединения типа С14
|
60 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
220 |
||
|
Шов Б |
Æ 4 мм |
26 |
36 |
47 |
60 |
65 |
77 |
89 |
101 |
114 |
|
Fн, мм2 |
1170 |
1729 |
2283 |
2968 |
3215 |
3813 |
4439 |
5093 |
5769 |
|
|
Швы г, д |
Æ 4 мм |
7 |
8 |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
|
Fн, мм2 |
437 |
487 |
598 |
598 |
598 |
598 |
598 |
598 |
598 |
|
9.3.20 Сварка стыковых соединений типа С15 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя ручной аргонодуговой сваркой с внутренней и в доступных местах с наружной стороны (шов А);
- автоматическая сварка под флюсом основного слоя с наружной стороны (1 - 5 слои шва Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
Таблица 9.39 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа C15, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С15 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
a |
L, не более |
||
|
60 - 70 |
4°+1° |
40 |
||
|
70 - 100 |
45 |
|||
|
100 - 120 |
48 |
|||
|
120 - 150 |
20°+30¢ |
42 |
||
|
150 - 180 |
45 |
|||
|
180 - 200 |
46 |
|||
|
200 - 220 |
48 |
|||
|
Примечание - В случае сборки корпуса с наплавленной поверхностью ширина шва с внутренней стороны не регламентируется. |
||||
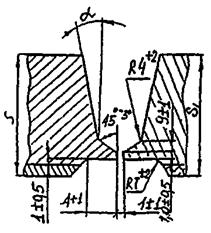
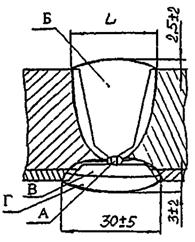
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Г);
Примечание. Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.3.21 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, шва Б - переходного слоя, шва Г - плакирующего слоя.
9.3.22 Рекомендуемые режимы автоматической сварки стыковых соединений типа С15 приведены в таблицах 9.40, 9.41. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы ручной аргонодуговой сварки подварочных швов см. в табл. 9.1.
Таблица 9.40 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С15 с толщиной стенки 60 - 220 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, Б |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 5 |
74,5 |
30 |
30 - 32 |
400 - 450 |
Обратная |
|
6 |
95 - 103 |
23 |
32 |
600 - 650 |
|||
|
В |
1, 2, 3 и т.д. |
87,5 |
16 |
31 - 33 |
320 - 360 |
Прямая |
|
|
Б |
7, 8, 9 и т.д. |
95 - 103 |
23 |
32 |
600 - 650 |
Обратная |
|
|
Поверхностн. 4 шва |
68,5 |
21,5 |
30 - 32 |
300 - 350 |
|||
|
Г |
1, 2, 3 и т.д. |
87,5 |
16 |
31 - 33 |
320 - 360 |
Прямая |
|
|
Б |
5 |
1 - 5 |
62,5 |
25 |
32 - 34 |
500 - 520 |
Обратная |
|
6 |
81 |
19,5 |
42 - 46 |
650 - 750 |
|||
|
В |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
|
|
Б |
7, 8, 9 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
Обратная |
|
|
Поверхностн. 4 шва |
62,5 - 68,0 |
21,5 - 23,0 |
34 - 36 |
500 - 550 |
|||
|
Г |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 7.41 - Количество проходов швов Б, В и Г стыкового соединения типа С15
|
60 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
220 |
||
|
Шов Б |
Æ 4 мм |
26 |
38 |
48 |
62 |
66 |
78 |
90 |
102 |
116 |
|
Fн, мм2 |
1220 |
1784 |
2343 |
3034 |
3270 |
3871 |
4499 |
5156 |
5843 |
|
|
Швы в, г |
Æ 4 мм |
5 |
6 |
7 |
7 |
7 |
7 |
7 |
7 |
7 |
|
Fн, мм2 |
309 |
351 |
445 |
445 |
445 |
445 |
445 |
445 |
445 |
|
9.4 Сварка корпусных фланцев с обечайками и днищами, приварка центральных штуцеров к днищам
9.4.1 Для сварки корпусных фланцев с обечайками и днищами, приварка центральных штуцеров к днищам применяются следующие типы сварных соединений: С5; С6; С13; С14; С15; С16; С17; С18.
9.4.2 Рекомендации по сварке сварных соединений типа С14, С15 изложены в разделе 9.3.
9.4.3 Для приварки штуцера к днищу, толщиной 70 - 160 мм с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С5.
9.4.4 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С5 приведены в таблице 9.42.
9.4.5 Сварка стыковых соединений типа С5 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- РДС основного слоя с наружной стороны (шов Б выполняется до высоты 30 - 40 мм);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и РДС основного слоя с внутренней стороны (шов В);
- РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- РДС переходного слоя (шов Г);
- РДС плакирующего слоя (шов Д).
9.4.6 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.4.7 Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов см. в табл. 9.2.
9.4.8 Для сварки корпусного фланца с обечайкой и днищем диаметром 1000 мм и более, приварки центрального штуцера к днищу, толщиной 70 - 160 мм с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С6.
9.4.9 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С6 приведены в таблице 9.43.
Таблица 9.42 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С5, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С5 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
a+3° |
L, не более |
||
|
70 - 75 |
25° |
58 |
||
|
75 - 80 |
66 |
|||
|
80 - 85 |
70 |
|||
|
85 - 90 |
76 |
|||
|
90 - 95 |
80 |
|||
|
95 - 100 |
85 |
|||
|
100 - 105 |
90 |
|||
|
105 - 110 |
95 |
|||
|
110 - 115 |
100 |
|||
|
115 - 120 |
105 |
|||
|
120 - 125 |
22° |
110 |
||
|
125 - 130 |
110 |
|||
|
130 - 135 |
115 |
|||
|
135 - 140 |
120 |
|||
|
140 - 145 |
125 |
|||
|
145 - 150 |
130 |
|||
|
150 - 155 |
135 |
|||
|
155 - 160 |
140 |
|||

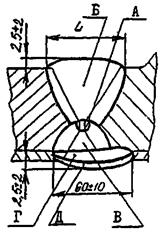
Таблица 9.43 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С6, последовательность сварки
|
Конструктивные элементы |
|||
|
подготовленных кромок |
шва сварного соединения |
||
|
С6 |
|
|
|
|
Размеры, мм |
|||
|
S = S1 |
L, не более |
||
|
70 - 75 |
67 |
||
|
75 - 80 |
69 |
||
|
80 - 85 |
71 |
||
|
85 - 90 |
73 |
||
|
90 - 95 |
76 |
||
|
95 - 100 |
78 |
||
|
100 - 105 |
80 |
||
|
105 - 110 |
83 |
||
|
110 - 115 |
84 |
||
|
115 - 120 |
87 |
||
|
120 - 125 |
88 |
||
|
125 - 130 |
90 |
||
|
130 - 135 |
93 |
||
|
135 - 140 |
95 |
||
|
140 - 145 |
97 |
||
|
145 - 150 |
99 |
||
|
150 - 155 |
101 |
||
|
155 - 160 |
103 |
||
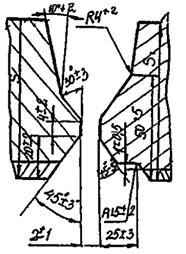
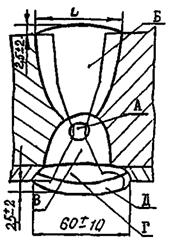
9.4.10 Сварка стыковых соединений типа С6 выполняется в следующей последовательности:
- предварительная подварка корня шва РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- АДС или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и АДС или РДС основного слоя с внутренней стороны (шов В);
- АДС или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- наплавка АДС или РДС переходного слоя (шов Г);
- наплавка АДС или РДС плакирующего слоя (шов Д);
Примечание - Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.4.11 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.4.12 Рекомендуемые режимы АДС стыковых соединений типа С6 приведены в таблицах 9.44, 9.45. Режимы РДС приведены на упаковке электродов. Режимы полуавтоматической сварки в защитных газах см. в табл. 9.2.
9.4.13 Для сварки корпусного фланца с обечайкой и днищем диаметром 1000 мм и более, приварки центрального штуцера к днищу, толщиной 30 - 70 мм с требованиями и без требований стойкости против МКК рекомендуются сварные соединения типа С13.
9.4.14 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С13 приведены в таблице 9.46.
9.4.15 Сварка стыковых соединений типа С13 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя ручной аргонодуговой сваркой, РДС или полуавтоматической сваркой в защитных газах с наружной стороны (шов А);
- АДС или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание:
1 - В случае выполнения шва «А» аргонодуговой сваркой выборку корня шва и зачистку допускается не производить.
2 - Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.4.16 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного, шва Д - плакирующего слоя.
Таблица 9.44 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С6 с толщиной стенки 70 - 160 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
В |
1, 2, 3 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Б |
7, 8, 9 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Поверхностн. швы |
68,5 |
18 |
30 - 32 |
300 - 350 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 350 |
Прямая |
|
|
Б |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 - 3 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 550 |
|||
|
В |
1, 2, 3 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Б |
7, 8, 9 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
|||
|
г, д |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 9.45 - Количество проходов швов Б, В, Г и Д стыкового соединения типа С6
|
70 |
75 |
80 |
85 |
90 |
100 |
110 |
120 |
140 |
160 |
||
|
Шов Б |
Æ 4 мм |
24 |
28 |
31 |
35 |
39 |
47 |
57 |
67 |
89 |
114 |
|
Æ 5 мм |
18 |
21 |
23 |
26 |
29 |
36 |
41 |
48 |
63 |
80 |
|
|
Fн, мм2 |
1273 |
1485 |
1708 |
1942 |
2186 |
2706 |
3269 |
3874 |
5213 |
6722 |
|
|
Шов В |
Æ 4 мм |
5 |
5 |
5 |
5 |
5 |
4 |
4 |
4 |
4 |
4 |
|
Æ 5 мм |
4 |
4 |
4 |
4 |
4 |
3 |
3 |
3 |
3 |
3 |
|
|
Fн, мм2 |
268 |
268 |
268 |
268 |
268 |
220 |
220 |
220 |
220 |
220 |
|
|
Швы Г, Д |
Æ 4 мм |
8 |
8 |
8 |
8 |
8 |
9 |
9 |
9 |
9 |
9 |
|
Æ 5 мм |
8 |
8 |
8 |
8 |
8 |
9 |
9 |
9 |
9 |
9 |
|
|
Fн, мм2 |
529 |
529 |
529 |
529 |
529 |
623 |
623 |
623 |
623 |
623 |
|
Таблица 9.46 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С13, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С13 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
a |
L, не более |
||
|
30 - 36 |
27° |
48 |
||
|
36 - 40 |
53 |
|||
|
40 - 45 |
50 |
|||
|
45 - 50 |
25° |
55 |
||
|
50 - 55 |
61 |
|||
|
55 - 60 |
64 |
|||
|
60 - 65 |
70 |
|||
|
65 - 70 |
75 |
|||
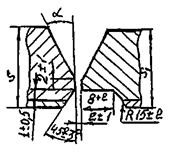
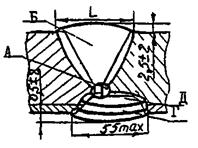
9.4.17 Рекомендуемые режимы автоматической сварки стыковых соединений типа С13 приведены в таблицах 9.47, 9.48. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы полуавтоматической сварки в защитных газах подварочных швов см. в табл. 9.2 ручной аргонодуговой сварки - в табл. 9.1.
Таблица 9.47 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С13 с толщиной стенки 30 - 70 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
В |
1, 2, 3 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Б |
7, 8, 9 и т.д. |
87,5 |
19,5 - 21 |
42 - 43 |
480 - 520 |
||
|
Поверхностн. швы |
68,5 |
18 |
30 - 32 |
300 - 350 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 350 |
Прямая |
|
|
Б |
5 |
1 |
52 |
29,5 |
30 - 32 |
400 - 450 |
Обратная |
|
2 - 3 |
62,5 |
25 |
32 - 34 |
500 - 520 |
|||
|
4 - 6 |
68,5 |
18 |
36 - 38 |
520 - 650 |
|||
|
В |
1, 2, 3 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Б |
7, 8, 9 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
||
|
Поверхностн. швы |
62,5 - 68 |
21,5 - 23 |
34 - 36 |
500 - 550 |
|||
|
г, д |
1, 2, 3 и т.д. |
57 |
16 |
31 - 34 |
320 - 360 |
Прямая |
Таблица 9.48 - Количество проходов швов Б, В стыкового соединения типа С13
|
30 |
35 |
40 |
45 |
50 |
55 |
60 |
65 |
70 |
||
|
Шов Б |
Æ 4 мм |
10 |
13 |
16 |
19 |
20 |
23 |
27 |
32 |
36 |
|
Æ 5 мм |
7 |
11 |
12 |
14 |
15 |
17 |
20 |
23 |
27 |
|
|
Fн, мм2 |
429 |
600 |
760 |
936 |
982 |
1206 |
1448 |
1718 |
2011 |
|
|
Шов В |
Æ 4 мм |
4 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
6 |
|
Æ 5 мм |
4 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
6 |
|
|
Fн, мм2 |
263 |
296 |
296 |
331 |
331 |
349 |
349 |
349 |
407 |
|
9.4.18 Для приварки к днищу толщиной 50 - 220 мм из монометалла (высоколегированная сталь) центрального монометаллического штуцера с наплавленной внутренней поверхностью, с требованиями и без требований стойкости против МКК рекомендуются стыковые соединения типа С16.
9.4.19 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С16 приведены в таблице 9.49.
9.4.20 Сварка стыковых соединений типа С16 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя ручной аргонодуговой сваркой или РДС с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
Примечание - В случае выполнения шва «А» аргонодуговой сваркой выборку корня шва и зачистку допускается не производить.
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание:
1 В случае выполнения шва «А» аргонодуговой сваркой выборку корня шва и зачистку допускается не производить.
2 Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.4.21 При выполнении швов А, Б, В и Г используются сварочные материалы, предназначенные для сварки переходного слоя, шва Д - плакирующего слоя.
9.4.22 Рекомендуемые режимы автоматической сварки стыковых соединений типа С16 приведены в таблицах 9.50, 9.51. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы ручной аргонодуговой сварки подваренных швов см. в табл. 9.1.
9.4.23 Для приварки центрального штуцера из монометалла с наплавленной внутренней поверхностью к днищу из монометалла с наплавкой или из двухслойной стали толщиной 50 - 220 мм с требованиями и без требований стойкости против МКК рекомендуются стыковые соединения типа С17.
9.4.24 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С17 приведены в таблице 9.52.
9.4.25 Сварка стыковых соединений типа С17 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя ручной аргонодуговой сваркой или РДС с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
Таблица 9.49 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С16, последовательность сварки
|
Конструктивные элементы |
|||||
|
подготовленных кромок |
шва сварного соединения |
||||
|
С16 |
|
|
|||
|
Размеры, мм |
|||||
|
S = S1 |
a |
b+2° |
L, не более |
||
|
50 - 55 |
4°+1° |
12° |
55 |
||
|
55 - 60 |
57 |
||||
|
60 - 70 |
59 |
||||
|
70 - 100 |
64 |
||||
|
100 - 110 |
67 |
||||
|
110 - 120 |
71 |
||||
|
120 - 130 |
20°+30¢ |
10° |
65 |
||
|
130 - 150 |
70 |
||||
|
150 - 170 |
75 |
||||
|
170 - 190 |
80 |
||||
|
190 - 200 |
83 |
||||
|
200 - 220 |
88 |
||||
|
Примечание - Допускается увеличение углов скоса кромок. |
|||||
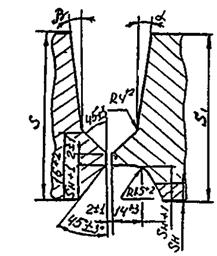
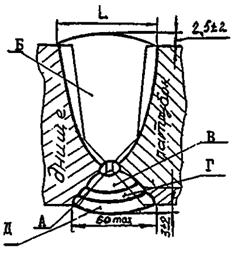
Таблица 9.50 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С16 с толщиной стенки 50 - 200 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
5 |
1 - 5 |
62,5 |
25 |
32 - 34 |
500 - 520 |
Обратная |
|
6, 8, 9 и т.д. |
81 |
19,5 |
42 - 46 |
650 - 750 |
|||
|
Поверхностн. 4 шва |
62,5 - 68,0 |
21,5 - 23,0 |
34 - 36 |
500 - 550 |
|||
|
4 |
1 - 5 |
74,5 |
30 |
28 - 30 |
400 - 450 |
||
|
6, 7, 8 и т.д. |
87 |
23 |
32 |
550 - 600 |
|||
|
Поверхностн. 4 шва |
67,5 |
21,5 |
30 - 32 |
300 - 350 |
|||
|
3 |
1 - 7 |
92 |
30 |
26 - 28 |
320 - 350 |
||
|
8, 9, 10 и т.д. |
121 |
23 |
28 |
400 - 450 |
Таблица 9.51 - Количество проходов шва Б стыкового соединения типа С16
|
50 |
60 |
70 |
80 |
100 |
140 |
180 |
220 |
||
|
Шов Б |
Æ 3 мм |
26 - 27 |
34 - 36 |
42 - 44 |
51 - 54 |
69 - 76 |
106 - 115 |
156 - 172 |
215 - 240 |
|
Æ 4 мм |
21 - 22 |
27 - 28 |
33 - 35 |
40 - 43 |
54 - 60 |
83 - 90 |
122 - 135 |
168 - 188 |
|
|
Fн, мм2 |
870 - 901 |
1153 - 1205 |
1451 - 1530 |
1802 - 1913 |
2450 - 2732 |
3820 - 4167 |
5702 - 6309 |
7908 - 8847 |
|
- удаление РВД подваренного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание:
1 В случае выполнения шва «А» аргонодуговой сваркой выборку корня шва и зачистку допускается не производить.
2 Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
Таблица 9.52 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С17, последовательность сварки
|
Конструктивные элементы |
|||||
|
подготовленных кромок |
шва сварного соединения |
||||
|
С17 |
|
|
|||
|
Размеры, мм |
|||||
|
S = S1 |
a |
b+2° |
L, не более |
||
|
50 - 55 |
4°+1° |
12° |
55 |
||
|
55 - 60 |
57 |
||||
|
60 - 70 |
59 |
||||
|
70 - 100 |
64 |
||||
|
100 - 110 |
67 |
||||
|
110 - 120 |
71 |
||||
|
120 - 130 |
20°+30¢ |
10° |
65 |
||
|
130 - 150 |
70 |
||||
|
150 - 170 |
75 |
||||
|
170 - 190 |
80 |
||||
|
190 - 200 |
83 |
||||
|
200 - 220 |
88 |
||||
|
Примечание - Допускается увеличение углов скоса кромок. |
|||||
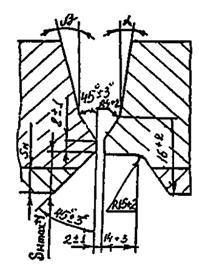
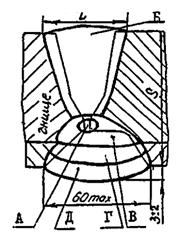
9.4.26 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.4.27 Рекомендуемые режимы автоматической сварки стыковых соединений типа С17 приведены в таблицах 9.53, 9.54. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы ручной аргонодуговой сварки подварочных швов см. в табл. 9.1.
Таблица 9.53 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С17 с толщиной стенки 50 - 220 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
Б |
4 |
1 - 5 |
74,5 |
30 |
28 - 30 |
400 - 450 |
Обратная |
|
6, 7, 8 и т.д. |
87 |
23 |
32 |
550 - 600 |
|||
|
Поверх. 4 шва |
67,5 |
21,5 |
30 - 32 |
300 - 350 |
|||
|
3 |
1 - 7 |
92 |
30 |
26 - 28 |
320 - 350 |
||
|
8, 9, 10 и т.д. |
121 |
23 |
28 |
400 - 450 |
Таблица 9.54 - Количество проходов шва Б стыкового соединения типа С17
|
50 |
60 |
70 |
80 |
100 |
140 |
180 |
220 |
||
|
Шов Б |
Æ 3 мм |
26 - 27 |
34 - 36 |
42 - 44 |
51 - 54 |
69 - 76 |
106 - 115 |
156 - 172 |
215 - 240 |
|
Æ 4 мм |
21 - 22 |
27 - 28 |
33 - 35 |
40 - 43 |
54 - 60 |
83 - 90 |
122 - 135 |
168 - 188 |
|
|
Fн, мм2 |
870 - 901 |
1153 - 1205 |
1451 - 1530 |
1802 - 1913 |
2450 - 2732 |
3820 - 4167 |
5702 - 6309 |
7908 - 8847 |
|
9.4.28 Для приварки штуцера из монометалла с наплавленной внутренней поверхностью к корпусу и днищу из монометалла с наплавкой или из двухслойной стали толщиной 50 - 100 мм с требованиями и без требований стойкости против МКК рекомендуются стыковые соединения типа С18.
9.4.29 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа С18 приведены в таблице 9.55.
Таблица 9.55 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа С18, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
С18 |
|
|
||
|
Размеры, мм |
||||
|
S = S1 |
h ± 1 |
L, не более |
||
|
50 - 55 |
18 |
54 |
||
|
55 - 60 |
20 |
58 |
||
|
60 - 65 |
22 |
61 |
||
|
65 - 70 |
23 |
65 |
||
|
70 - 75 |
25 |
68 |
||
|
75 - 80 |
27 |
71 |
||
|
80 - 85 |
28 |
76 |
||
|
85 - 90 |
30 |
79 |
||
|
90 - 95 |
32 |
82 |
||
|
95 - 100 |
33 |
86 |
||
|
Примечание - Размер «h» в отверстии согласовывать с тем же размером на патрубке. |
||||
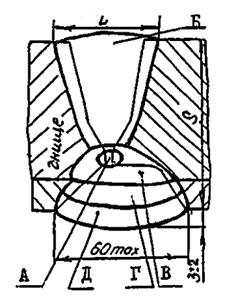
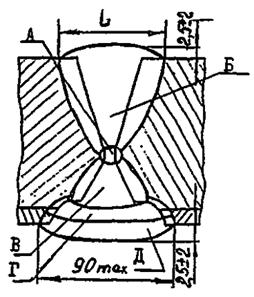
9.4.30 Сварка стыковых соединений типа С18 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя ручной аргонодуговой сваркой или РДС с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание:
1 В случае выполнения шва «А» аргонодуговой сваркой выборку корня шва и зачистку допускается не производить.
2 Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.4.31 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.4.32 Рекомендуемые режимы автоматической сварки стыковых соединений типа С18 приведены в таблице 9.56. Режимы ручной дуговой сварки приведены на упаковке электродов. Ориентировочные режимы ручной аргонодуговой сварки подварочных швов см. в таблице 9.1.
Таблица 9.56 - Ориентировочные режимы автоматической сварки под флюсом стыковых соединений типа С18 с толщиной стенки 50 - 100 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
Б |
4 |
1 - 5 |
74,5 |
30 |
28 - 30 |
400 - 450 |
Обратная |
|
6, 7, 8 и т.д. |
87 |
23 |
32 |
550 - 600 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
9.5 Приварка штуцеров, люков и др. арматуры к корпусу и днищу
9.5.1 Для приварки штуцера к корпусу или днищу, центрального штуцера к днищу толщиной 12 - 65 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т1.
9.5.2 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа Т1 приведены в таблице 9.57.
9.5.3 Сварка тавровых соединений типа Т1 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС с наружной стороны (шов А);
- автоматическая сварка под флюсом (для центрального штуцера) или РДС основного слоя с наружной стороны (шов Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и РДС основного слоя (шов В);
- РДС разделительного слоя (шов Г);
- РДС плакирующего слоя (шов Д).
9.5.4 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя и шва Г - плакирующего слоя.
9.5.5 Рекомендуемые режимы автоматической сварки тавровых соединений типа Т1 приведены в таблицах 9.58, 9.59. Режимы ручной дуговой сварки приведены на упаковке электродов.
9.5.6 Для приварки монометаллического патрубка из высоколегированной стали с толщиной стенки не менее 8 мм к корпусу или днищу, толщиной 14 - 60 мм с требованиями и без требований стойкости против МКК применяются тавровые сварные соединения типа Т2, Т3.
9.5.7 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа Т2, Т3 приведены в таблице 9.60.
9.5.8 Сварка тавровых соединений типа Т2, Т3 выполняется в следующей последовательности:
- предварительная подварка корня шва ручной аргонодуговой сваркой с наружной стороны (шов А);
- РДС основного слоя с наружной стороны (шов Б);
- ручная аргонодуговая сварка плакирующего слоя (шов В).
9.5.9 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки переходного слоя. Для обеспечения стойкости сварных соединений против МКК необходимо шов А выполнять с применением присадочной проволоки марки Св-08Х25Н13БТЮ или другой, обеспечивающей стойкость металла шва А против МКК. Шов В также выполнять с использованием этой проволоки или проволоки, предназначенной для сварки плакирующего слоя и обеспечивающей стойкость металла шва против МКК.
9.5.10 Рекомендуемые режимы ручной аргонодуговой сварки тавровых соединений типа Т2, Т3 приведены в таблице 9.1. Режимы ручной дуговой сварки приведены на упаковке электродов.
Таблица 9.57 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т1, последовательность сварки
|
Конструктивные элементы |
||||
|
подготовленных кромок |
шва сварного соединения |
|||
|
Т1 |
|
|
||
|
Размеры, мм |
||||
|
S |
h ± 1 |
L, не более |
||
|
12 - 20 |
20 |
25 + S1 |
||
|
20 - 28 |
25 |
|||
|
28 - 30 |
30 |
|||
|
30 - 38 |
35 |
30 + S1 |
||
|
38 - 40 |
38 |
|||
|
40 - 45 |
42 |
|||
|
45 - 50 |
48 |
|||
|
50 - 55 |
54 |
35 + S1 |
||
|
55 - 60 |
58 |
|||
|
60 - 65 |
60 |
|||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S1 определяется требованиями чертежа. |
||||
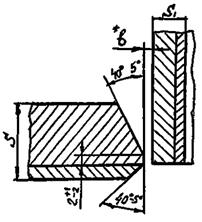
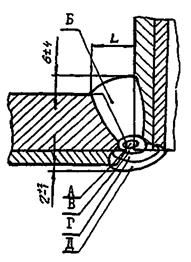
Таблица 9.58 - Ориентировочные режимы автоматической сварки под флюсом тавровых соединений типа T1 с толщиной стенки 12 - 65 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6, 7, 8 и т.д. |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
Поверхностные швы |
68,5 |
18 |
30 - 32 |
300 - 350 |
|||
|
Г, Д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 350 |
Прямая |
|
|
1, 2, 3 и т.д. |
68* |
25* |
30 - 32* |
400 - 450* |
Обратная* |
||
|
* - для наплавки переходного и плакирующего слоев в случае применения двухслойной стали марки Ст.3сп + НМЖМц28-2,5-1,5 |
|||||||
Таблица 9.59 - Количество проходов шва Б таврового соединения типа Т1
|
12 |
16 |
20 |
24 |
28 |
32 |
36 |
40 |
50 |
65 |
||
|
Шов Б |
Æ 4 мм |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
20 |
31 |
|
Fн, мм2 |
109 |
137 |
189 |
260 |
331 |
422 |
520 |
641 |
1011 |
1565 |
|
9.5.11 Для приварки штуцера с толщиной стенки патрубка не менее 10 мм к обечайкам толщиной 8 - 30 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т4. Не рекомендуется применять для биметалла с основным слоем из стали типа 12ХМ.
9.5.12 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа Т4 приведены в таблице 9.61.
Таблица 9.60 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т2 и Т3, последовательность сварки
|
Конструктивные элементы |
|||
|
подготовленных кромок |
шва сварного соединения |
||
|
Т2 |
|
|
|
|
Т3 |
|
|
|
|
Размеры, мм |
|||
|
S = S1 |
L, не более |
||
|
14 - 20 |
20 |
||
|
20 - 26 |
25 |
||
|
26 - 30 |
30 |
||
|
30 - 36 |
35 |
||
|
36 - 42 |
45 |
||
|
42 - 48 |
50 |
||
|
48 - 54 |
55 |
||
|
54 - 60 |
60 |
||
|
Примечание - b* - величина зазора - в соответствии с таблицей 8.1. |
|||
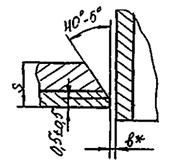
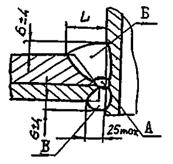


Таблица 9.61 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т4, последовательность сварки
|
Условное обозначение |
Конструктивные элементы |
||||
|
подготовленных кромок |
Шва сварного соединения |
||||
|
Т4 |
|
|
|||
|
Размеры, мм |
|||||
|
S |
S1 |
L |
L1 |
||
|
не более |
|||||
|
8 - 10 |
6 - 8 |
21 |
19 + S2 |
||
|
10 - 12 |
8 - 10 |
23 |
21 + S2 |
||
|
12 - 14 |
10 - 12 |
25 |
23 + S2 |
||
|
14 - 16 |
12 - 14 |
27 |
25 + S2 |
||
|
16 - 18 |
14 - 16 |
29 |
27 + S2 |
||
|
18 - 20 |
16 - 18 |
31 |
29 + S2 |
||
|
20 - 24 |
18 - 22 |
35 |
33 + S2 |
||
|
24 - 30 |
22 - 28 |
41 |
35 + S2 |
||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S2 определяется требованиями чертежа. |
|||||

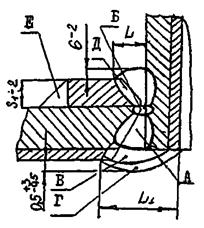
9.5.13 Сварка тавровых соединений типа Т4 выполняется в следующей последовательности:
- РДС основного слоя с внутренней стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и РДС основного слоя с наружной стороны (шов Б);
- РДС разделительного слоя (шов В);
- РДС плакирующего слоя (шов Г);
- РДС укрепкольца со штуцером (шов Д);
- РДС укрепкольца с обечайкой (шов Е).
Примечание - Перед установкой кольца укрепляющего из 2-х частей зачистить усиление шва «Б» заподлицо с основным металлом.
9.5.14 При выполнении швов А, Б, Д и Е используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя и шва Г - плакирующего слоя.
9.5.15 Рекомендуемые режимы ручной дуговой сварки приведены на упаковке электродов.
9.5.16 Для приварки штуцера с толщиной стенки патрубка не менее 10 мм к обечайкам толщиной 8 - 30 мм с требованиями и без требований стойкости против МКК допускаются тавровые сварные соединения типа Т5. Не рекомендуется применять для биметалла с основным слоем из стали типа 12ХМ.
9.5.17 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа Т5 приведены в таблице 9.62.
9.5.18 Сварка тавровых соединений типа Т5 выполняется в следующей последовательности:
- РДС основного слоя с наружной стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и РДС основного слоя с внутренней стороны (шов Б);
- РДС разделительного слоя (шов В);
- РДС плакирующего слоя (шов Г);
- РДС укрепкольца со штуцером (шов Д);
- РДС укрепкольца с обечайкой (шов Е).
Примечание - Перед установкой кольца укрепляющего из 2-х частей зачистить усиление шва «А» заподлицо с основным металлом.
9.5.19 При выполнении швов А, Б, Д и Е используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя и шва Г - плакирующего слоя.
9.5.20 Рекомендуемые режимы ручной дуговой сварки приведены на упаковке электродов.
9.5.21 Для приварки штуцера к днищам толщиной 50 - 160 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т6.
9.5.22 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа Т6 приведены в таблице 9.63.
Таблица 9.62 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т5, последовательность сварки
|
Конструктивные элементы |
|||||
|
подготовленных кромок |
шва сварного соединения |
||||
|
Т5 |
|
|
|||
|
Размеры, мм |
|||||
|
S |
S1 |
L1 |
L2 |
||
|
не более |
|||||
|
8 - 10 |
6 - 8 |
21 |
19 + S2 |
||
|
10 - 12 |
8 - 10 |
23 |
21 + S2 |
||
|
12 - 14 |
10 - 12 |
25 |
23 + S2 |
||
|
14 - 16 |
12 - 14 |
27 |
25 + S2 |
||
|
16 - 18 |
14 - 16 |
29 |
27 + S2 |
||
|
18 - 20 |
16 - 18 |
31 |
29 + S2 |
||
|
20 - 24 |
18 - 22 |
35 |
33 + S2 |
||
|
24 - 30 |
22 - 28 |
41 |
35 + S2 |
||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S2 определяется требованиями чертежа. |
|||||
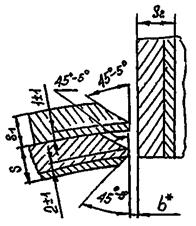
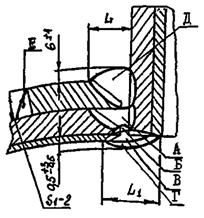
Таблица 9.63 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т6, последовательность сварки
|
Конструктивные элементы |
|||||
|
подготовленных кромок |
шва сварного соединения |
||||
|
Т6 |
|
|
|||
|
Размеры, мм |
|||||
|
S |
h ± 2 |
L |
L1 |
||
|
не более |
|||||
|
50 - 55 |
18 |
43 |
24 + S1 |
||
|
55 - 60 |
20 |
45 |
26 + S1 |
||
|
60 - 65 |
22 |
48 |
28 + S1 |
||
|
65 - 70 |
24 |
51 |
30 + S1 |
||
|
70 - 75 |
25 |
55 |
34 + S1 |
||
|
75 - 80 |
26 |
57 |
36 + S1 |
||
|
80 - 85 |
28 |
61 |
38 + S1 |
||
|
85 - 90 |
30 |
63 |
40 + S1 |
||
|
90 - 95 |
32 |
65 |
44 + S1 |
||
|
95 - 100 |
33 |
67 |
46 + S1 |
||
|
100 - 110 |
36 |
75 |
50 + S1 |
||
|
110 - 120 |
40 |
79 |
54 + S1 |
||
|
120 - 130 |
43 |
86 |
58 + S1 |
||
|
130 - 140 |
47 |
92 |
62 + S1 |
||
|
140 - 150 |
50 |
98 |
66 + S1 |
||
|
150 - 160 |
53 |
103 |
68 + S1 |
||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S1 определяется требованиями чертежа. |
|||||
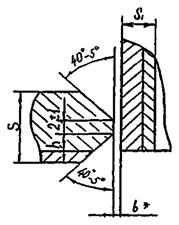
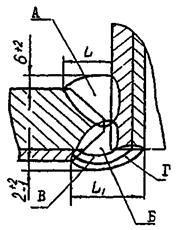
9.5.23 Сварка тавровых соединений типа Т6 выполняется в следующей последовательности:
- РДС основного слоя с наружной стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и РДС основного слоя с внутренней стороны (шов Б);
- РДС разделительного слоя (шов В);
- РДС плакирующего слоя (шов Г).
9.5.24 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя и шва Г - плакирующего слоя.
9.5.25 Рекомендуемые режимы ручной дуговой сварки приведены на упаковке электродов.
9.5.26 Для приварки штуцера к корпусу толщиной 50 - 160 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т7.
9.5.27 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов сварных соединений типа Т7 приведены в таблице 9.64.
9.5.28 Сварка тавровых соединений типа Т7 выполняется в следующей последовательности:
- РДС основного слоя с внутренней стороны (шов А);
- удаление РВД корня шва А, зачистка шлифмашинкой и РДС основного слоя с наружной стороны (шов Б);
- РДС разделительного слоя (шов В);
- РДС плакирующего слоя (шов Г).
9.5.29 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя и шва Г - плакирующего слоя.
9.5.30 Рекомендуемые режимы ручной дуговой сварки приведены на упаковке электродов.
9.5.31 Для приварки центрального штуцера к днищам толщиной 60 - 120 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т8.
9.5.32 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов тавровых сварных соединений типа Т8 приведены в таблице 9.65.
9.5.33 Сварка тавровых соединений типа Т8 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
Таблица 9.64 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т7, последовательность сварки
|
Конструктивные элементы |
|||||
|
подготовленных кромок |
шва сварного соединения |
||||
|
Т7 |
|
|
|||
|
Размеры, мм |
|||||
|
S |
h ± 2 |
L |
L1 |
||
|
не более |
|||||
|
50 - 55 |
18 |
24 |
42 + S1 |
||
|
55 - 60 |
20 |
26 |
44 + S1 |
||
|
60 - 65 |
22 |
28 |
47 + S1 |
||
|
65 - 70 |
24 |
32 |
50 + S1 |
||
|
70 - 75 |
25 |
34 |
54 + S1 |
||
|
75 - 80 |
26 |
36 |
56 + S1 |
||
|
80 - 85 |
28 |
38 |
58 + S1 |
||
|
85 - 90 |
30 |
42 |
60 + S1 |
||
|
90 - 95 |
32 |
44 |
64 + S1 |
||
|
95 - 100 |
33 |
46 |
66 + S1 |
||
|
100 - 110 |
36 |
50 |
74 + S1 |
||
|
110 - 120 |
40 |
54 |
80 + S1 |
||
|
120 - 130 |
43 |
58 |
87 + S1 |
||
|
130 - 140 |
47 |
62 |
94 + S1 |
||
|
140 - 150 |
50 |
66 |
98 + S1 |
||
|
150 - 160 |
53 |
68 |
102 + S1 |
||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S1 определяется требованиями чертежа. |
|||||
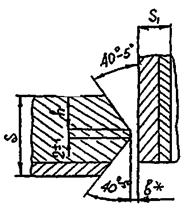
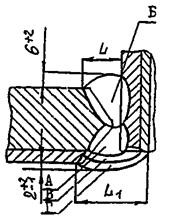
Таблица 9.65 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т8, последовательность сварки
|
Конструктивные элементы |
||
|
подготовленных кромок |
шва сварного соединения |
|
|
Т8 |
|
|
|
Размеры, мм |
||
|
S |
L, не более |
|
|
60 - 65 |
52 |
|
|
65 - 70 |
53 |
|
|
70 - 75 |
54 |
|
|
75 - 80 |
55 |
|
|
80 - 85 |
56 |
|
|
85 - 90 |
57 |
|
|
90 - 95 |
58 |
|
|
95 - 100 |
59 |
|
|
100 - 105 |
60 |
|
|
105 - 110 |
61 |
|
|
110 - 115 |
62 |
|
|
115 - 120 |
63 |
|
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S1 определяется требованиями чертежа. |
||
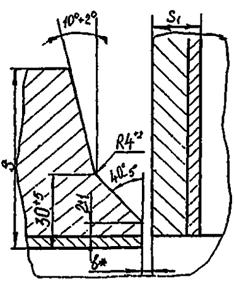
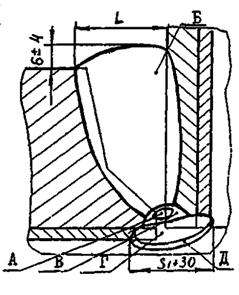
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание. Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.5.34 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.5.35 Рекомендуемые режимы автоматической сварки тавровых соединений типа Т8 приведены в таблицах 9.66, 9.67. Режимы ручной дуговой сварки приведены на упаковке электродов.
Таблица 9.66 - Ориентировочные режимы автоматической сварки под флюсом тавровых соединений типа Т8 с толщиной стенки 60 - 120 мм
|
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
В |
1 |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Б |
7, 8, 9 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Поверх. 4 шва |
68,5 |
18 |
31 - 33 |
300 - 350 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
Таблица 9.67 - Количество проходов шва Б таврового соединения типа Т8
|
60 |
65 |
70 |
75 |
80 |
85 |
90 |
100 |
110 |
120 |
||
|
Шов Б |
Æ 4 мм |
19 |
21 |
22 |
24 |
26 |
28 |
30 |
34 |
39 |
44 |
|
Fн, мм2 |
890 |
972 |
1070 |
1159 |
1249 |
1381 |
1458 |
1691 |
1956 |
2196 |
|
9.5.36 Для приварки центрального штуцера к днищам толщиной 80 - 220 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т9.
9.5.37 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов тавровых сварных соединений типа Т9 приведены в таблице 9.68.
Таблица 9.68 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т9, последовательность сварки
|
Конструктивные элементы |
|||
|
подготовленных кромок |
шва сварного соединения |
||
|
Т9 |
|
|
|
|
Размеры, мм |
|||
|
S |
L, не более |
||
|
80 - 100 |
55 |
||
|
100 - 120 |
60 |
||
|
120 - 140 |
65 |
||
|
140 - 160 |
70 |
||
|
160 - 180 |
75 |
||
|
180 - 220 |
80 |
||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S1 определяется требованиями чертежа. |
|||
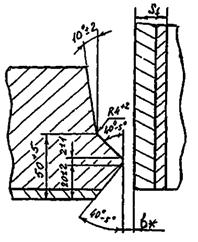
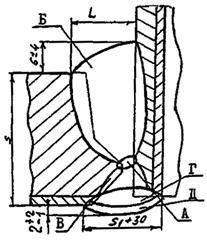
9.5.38 Сварка тавровых соединений типа Т9 выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС с наружной стороны (шов А);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (1 - 5 слои шва Б);
- удаление РБД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с внутренней стороны (шов В);
- автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (до заполнения оставшегося сечения разделки, шов Б);
- автоматическая наплавка под флюсом или РДС переходного слоя (шов Г);
- автоматическая наплавка под флюсом или РДС плакирующего слоя (шов Д);
Примечание. Шов В выполняется после заполнения разделки (шов Б) на высоту » 30 - 40 мм.
9.5.39 При выполнении швов А, Б и В используются сварочные материалы, предназначенные для сварки основного слоя, шва Г - переходного слоя, шва Д - плакирующего слоя.
9.5.40 Рекомендуемые режимы автоматической сварки тавровых соединений типа Т9 приведены в таблицах 9.69, 9.70. Режимы ручной дуговой сварки приведены на упаковке электродов.
Таблица 9.69 - Ориентировочные режимы автоматической сварки под флюсом тавровых соединений типа Т9 с толщиной стенки 80 - 220 мм
|
Обозначение шва |
Диаметр проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Полярность тока |
|
Б |
4 |
1 - 2 |
62,5 |
29,5 |
28 - 30 |
300 - 350 |
Обратная |
|
3 - 5 |
74 |
25 |
30 - 32 |
400 - 450 |
|||
|
6 |
87,5 |
21 |
41 - 43 |
480 - 520 |
|||
|
В |
1, 2, 3 и т.д. |
87,5 |
19,5 - 21 |
41 - 43 |
480 - 520 |
||
|
Поверх. 4 шва |
68,5 |
18 |
31 - 33 |
300 - 350 |
|||
|
г, д |
1, 2, 3 и т.д. |
89 |
16 |
31 - 33 |
320 - 360 |
Прямая |
Таблица 9.70 - Количество проходов шва Б и В таврового соединения типа Т9
|
85 |
100 |
110 |
120 |
130 |
140 |
160 |
180 |
200 |
120 |
||
|
Шов Б |
Æ 4 мм |
29 |
38 |
45 |
52 |
59 |
66 |
82 |
99 |
118 |
138 |
|
Fн, мм2 |
1591 |
2138 |
2535 |
2938 |
3376 |
3822 |
4806 |
5844 |
6968 |
8191 |
|
|
Шов В |
Æ 4 мм |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
Fн, мм2 |
196 |
172 |
172 |
172 |
172 |
172 |
172 |
172 |
172 |
172 |
|
9.5.41 Для приварки штуцера к днищу толщиной 10 - 60 мм с требованиями и без требований стойкости против МКК рекомендуются тавровые сварные соединения типа Т10.
9.5.42 Форма, конструктивные элементы разделки кромок под сварку, последовательность сварки и размеры выполняемых швов тавровых сварных соединений типа Т10 приведены в таблице 9.71.
9.5.43 Сварка тавровых соединений типа Т10 выполняется в следующей последовательности:
- РДС основного слоя с внутренней стороны (шов А);
- удаление РВД подварочного шва А, зачистка шлифмашинкой и автоматическая сварка под флюсом или РДС основного слоя с наружной стороны (шов Б);
- зачистка шлифмашинкой шва А с внутренней стороны и РДС переходного слоя (шов В);
- РДС плакирующего слоя (шов Г);
9.5.44 При выполнении швов А и Б используются сварочные материалы, предназначенные для сварки основного слоя, шва В - переходного слоя, шва Г - плакирующего слоя.
9.5.45 Рекомендуемые режимы ручной дуговой сварки приведены на упаковке электродов.
9.6 Технология сварки двухслойной стали с плакирующим слоем из стали марки 08X13 с применением ферритных сварочных материалов для сварки плакирующего слоя
9.6.1 Для сосудов и аппаратов из двухслойных сталей с плакирующим слоем из стали марки 08X13, наряду с аустенитным вариантом сварки плакирующего слоя, в отдельных случаях наплавку плакирующего слоя шва на предварительно наплавленный аустенитным сварочным материалом переходный слой шва, рекомендуется выполнять с использованием сварочных материалов ферритного класса. Необходимость применения ферритного варианта определяется разработчиком технического проекта.
9.6.2 Подготовка кромок под сварку, режимы сварки, способы сварки основного и плакирующего слоев, последовательность наложения швов в соответствии с приведенной выше технологией (см. разделы 8 и 9).
9.6.3 Сварка плакирующего слоя может выполняться с применением автоматической, РДС и аргонодуговой сварки, включая сварку плавящимся электродом в аргоне и смесях газов на основе аргона.
Таблица 9.71 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т10, последовательность сварки
|
Условное обозначение |
Конструктивные элементы |
||
|
подготовленных кромок |
шва сварного соединения |
||
|
Т10 |
|
|
|
|
Размеры, мм |
|||
|
S |
L, не более |
||
|
10 - 17 |
24 + S1 |
||
|
17 - 21 |
28 + S1 |
||
|
21 - 25 |
32 + S1 |
||
|
25 - 29 |
36 + S1 |
||
|
29 - 33 |
40 + S1 |
||
|
33 - 37 |
44 + S1 |
||
|
37 - 41 |
48 + S1 |
||
|
41 - 45 |
52 + S1 |
||
|
45 - 49 |
56 + S1 |
||
|
49 - 53 |
60 + S1 |
||
|
53 - 57 |
64 + S1 |
||
|
57 - 60 |
66 + S1 |
||
|
Примечания: 1. b* - величина зазора - в соответствии с таблицей 8.1. 2. Толщина стенки патрубка S1 определяется требованиями чертежа. |
|||
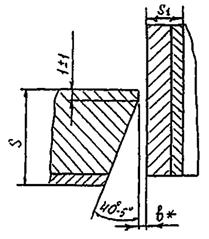
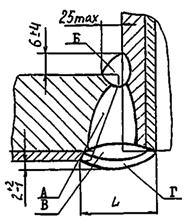
9.6.4 Автоматическая сварка производится на постоянном токе прямой полярности с максимально возможным ограничением погонной энергии.
9.6.5 Рекомендуемые сварочные материалы для наплавки переходного слоя шва приведены в таблицах 7.6 и 7.7.
9.6.6 Рекомендуемые ферритные сварочные материалы для наплавки плакирующего слоя шва:
- электроды марки ЦЛ-41, импортные электроды ОК 68.15 (Швеция) и другие типа AWS A5.4 E410L (Е410-15) при ручной дуговой сварке;
- сварочные проволоки марок Св-06Х14 и Св-08Х14ГНТ для автоматической сварки под флюсом АН-26С, АН-18 (при условии ограничения погонной энергии) или аргонодуговой сварки.
9.6.7 Сварка плакирующего слоя выполняется с подогревом 150 - 200 °С.
9.6.8 Твердость плакирующего слоя металла шва допускается не более 240 НВ. Необходимость и режимы термической обработки определяются металлом основного слоя и толщиной двухслойной стали согласно ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
9.6.9 В соответствии с требованиями Правил Госгортехнадзора России данная технология сварки плакирующего слоя должна пройти производственную аттестацию перед началом сварочных работ на предприятии-изготовителе.
9.6.10 Порядок аттестации предусмотрен РД 03-615.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 2).
9.6.11 Аттестация проводится путем выполнения и последующего проведения неразрушающего и разрушающего контроля сварных соединений.
9.6.12 Технологический процесс сварки считается аттестованным при положительных результатах проведения контроля и механических испытаний сварных образцов.
9.7 Крепление труб в трубной решетке аппарата
9.7.1 Крепление труб к трубной решетке теплообменных аппаратов производится комбинированным способом - обваркой с последующей развальцовкой без применения операций подрезки выступающих концов труб из трубной решетки, т.е. без технологического припуска.
9.7.2 Глубина разделки кромок отверстий трубной решетки под приварку труб не должна превышать 3 мм.
9.7.3 Для соединений труба - трубная решетка с диаметральным зазором более 0,4 мм произвести коническую развальцовку труб с целью минимизации диаметрального зазора.
9.7.4 Трубы в отверстиях трубной решетки следует устанавливать рядами снизу вверх. U-образные трубы вводятся одновременно в два отверстия трубной решетки.
В теплообменниках с двумя трубными решетками трубы вводятся сначала в одну трубную решетку, затем в другую только после этого устанавливается вылет концов труб.
9.7.5 Установка и фиксация вылета концов труб над поверхностью трубной решетки размером 2 ± 0,5 мм точечной прихваткой аргонодуговой сваркой с присадкой.
9.7.6 В случае если диаметральный зазор превысит 0,4 мм подвальцевать на конус выступающую над поверхностью часть трубы с целью минимизации диаметрального зазора, развальцовочной машиной с автоматическим ограничением крутящего момента.
9.7.7 Обварка труб в трубной решетке выполняется, как правило, в горизонтальном положении аппарата. Рекомендуется обварку труб производить в нижнем положении шва, т.е. в вертикальном положении аппарата.
9.7.8 Прихватка и обварка труб из стали 08X13 в трубной решетке выполняется ручной аргонодуговой сваркой неплавящимся электродом проволокой, предназначенной для сварки переходного слоя, диаметром 1,6 - 2,0 мм, труб из стали 08Х18Н10Т (12Х18Н10Т) - проволокой, предназначенной для сварки плакирующего слоя. Допускается применение РДС.
Примечание: При наличии сварочных головок и источников питания для обварки труб в трубной решетке рекомендуется применение автоматической аргонодуговой сварки неплавящимся электродом пульсирующим током.
9.7.9 С целью уменьшения деформаций трубных решеток обварку труб рекомендуется производить участками по 20 - 50 труб, в зависимости от диаметра трубной решетки, расположенными в разброс по поверхности трубной решетки, в последовательности от центра к краю трубной решетки с целью уменьшения ее деформации.
9.7.10 Подвальцовка труб в отверстиях трубной решетки после выполнения сварочных работ производится с отступлением от торца трубной решетки на 10 мм в соответствии с требованиями ОСТ 26-02-1015.
10 НАПЛАВКА ШТУЦЕРОВ, ЛЮКОВ, КОРПУСНЫХ ФЛАНЦЕВ И ТРУБНЫХ РЕШЕТОК, ГИЛЬЗОВАНИЕ ШТУЦЕРОВ
10.1 При изготовлении штуцеров Ду 50 - 600 мм, корпусных фланцев Ду 800 - 1400 мм и трубных решеток диаметром 800 - 1400 мм и толщиной стенки не менее 60 мм из монометалла (перлитная сталь), внутреннюю и уплотнительную поверхности необходимо наплавлять коррозионностойкими материалами.
10.2 В корпусах аппаратов из двухслойной стали, допускается установка штуцеров диаметром менее 250 мм из хромоникелевой аустенитной стали.
Для штуцеров, патрубки которых изготовлены из хромоникелевой аустенитной стали, применять фланцы из той же стали, если это предусмотрено в чертежах.
10.3 При установке штуцеров и люков из двухслойных сталей на сосуды и аппараты должна быть обеспечена наплавка торцов патрубков штуцеров, а также швов приварки штуцеров к корпусу от коррозионного воздействия среды
10.4 Наплавку рекомендуется выполнять автоматическим способом под флюсом с перекрытием предыдущего валика ~ 1/3 его ширины. Допускается применение других способов, применяемых для сварки двухслойных сталей, а для наплавки сплава монель-металла первый слой рекомендуется наплавлять электродами В-56У.
Примечание - Во избежание образования глубоких подрезов и залегания шлака между валиками необходимо сварочную проволоку располагать так, чтобы край проволоки касался края предыдущего валика.
10.5 Механизированную наплавку поверхностей фланцев, штуцеров и трубных решеток рекомендуется производить на установке, оснащенной сварочной головкой АД-231, с использованием серийного манипулятора мод. М211080. Ручную и полуавтоматическую наплавку следует выполнять на таком же манипуляторе, обеспечивающим жесткое крепление детали и ее вращение в горизонтальной и вертикальной плоскостях.
10.6 Детали перед наплавкой необходимо зачистить от ржавчины окалины, масла и других загрязнений.
10.7 Для предупреждения возможности перемешивания нержавеющего металла с углеродистым (при сварке кольцевого стыка фланца с обечайкой) внутреннюю поверхность фланца следует наплавлять, отступив от кромки фланца со стороны обечайки на 15 - 20 мм.
10.8 В ОСТ приведены рекомендации по технологии коррозионностойкой многопроходной не менее чем в два прохода (по высоте) наплавки плакирующего слоя с применением сварочных материалов одной марки типа Св-07Х25Н12Г2Т без требования стойкости против МКК и двух сварочных материалов типа Св-07Х25Н12Г2Т (переходный слой) и типа 05Х20Н9ФБС (плакирующий слой) с требованием стойкости против МКК. В обоих случаях наплавка выполняется не менее, чем в два слоя.
(Измененная редакция, Изм. № 1).
10.9 Рекомендуемые сварочные материалы, соответствующего типа, выбираются по таблицам 9.6 - 9.7.
10.10 Номинальная толщина наплавленного слоя при сварке на режимах, рекомендуемых в настоящем ОСТ, после механической обработки: при однородной (одной марки сварочной проволоки) наплавке без требования стойкости против МКК не менее 5 мм, с требованием - не менее 6 мм.
10.11 Наплавка плакирующего слоя на уплотнительную и внутреннюю поверхности фланца из стали типа 20 и 09Г2С производится без подогрева, а из стали типа 15ХМ - с предварительным и сопутствующим подогревом, согласно таблице 6.1.
10.12 Наплавка плакирующего слоя без требований стойкости против МКК уплотнительной поверхности фланцев Ду 250 - 1400 мм из стали типа 20, 09Г2С и 15ХМ производится в следующей последовательности:
- установка фланца на манипулятор, центровка и крепление;
- наплавка слоя на уплотнительную поверхность фланца высотой 8 ± 2 мм на режимах, согласно таблице 10.1;
- снять фланец с манипулятора, зачистить на наплавке места для замера твердости и стилоскопирования. Замерить твердость и определить наличие Cr и Мо, Ni и Nb;
- термообработка фланца после наплавки согласно таблицам 11.2, 11.3;
- произвести ЦД после окончательной механической обработки.
Примечание. При наплавке второго слоя на сталь 15XM температура подогрева допускается ниже на 100 °С от заданной, а при наплавке последующих слоев - без подогрева. Время после окончания наплавки до термообработки - не более 72 ч.
Таблица 10.1 - Ориентировочные режимы автоматической наплавки под флюсом уплотнительной и внутренней поверхностей фланцев Ду 250 - 1400 мм
|
Диаметр сварочной проволоки, мм |
Порядок наложения швов |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Сварочный ток, А |
Напряжение дуги, В |
Полярность тока |
|
|
Переходный и плакирующий слои |
4 |
1, 2, 3 и т.д. |
68,5 - 71,0 |
16 - 18 |
320 - 360 |
30 - 33 |
Прямая |
10.13 Наплавка плакирующего слоя без требований к МКК на внутреннюю поверхность фланцев диаметром 250 - 1400 мм производится в следующей последовательности:
- мехобработка фланца - проточка по внутреннему диаметру под наплавку;
- сборка (спаривание) двух фланцев на скрепляющих планках под наплавку по внутреннему диаметру;
- установка на манипулятор или кантователь собранных фланцев, центровка и крепление;
- наплавка плакирующего слоя на внутреннюю поверхность фланцев высотой 8 ± 2 мм на режимах, согласно таблице 10.1;
- снять фланец с манипулятора, зачистить на наплавке места для замера твердости и стилоскопирования. Замерить твердость и определить содержание Cr и Мо, Ni и Nb;
- термообработка фланца после наплавки на внутреннюю поверхность согласно таблицам 11.2 и 11.3;
- мехобработка наплавки уплотнительной и внутренней поверхности корпусных фланцев до номинальной толщины 5 мм;
- контроль наплавленной поверхности: УЗД, ЦД, замер твердости, стилоскопирование.
Примечание - При наплавке второго слоя на сталь 15XM температура подогрева допускается ниже на 100 °С от заданной, а при наплавке последующих слоев - без подогрева. Время после окончания наплавки до термообработки - не более 72 ч.
10.14 Последовательность выполнения операций наплавки переходного слоя на уплотнительную поверхность фланцев диаметром 250 - 1400 мм с требованием стойкости против МКК:
- установка фланца на манипулятор или кантователь, центровка и крепление;
- наплавка слоя на уплотнительную поверхность фланца высотой не менее 6 мм на режимах, согласно таблице 10.1;
- снять фланец с манипулятора, зачистить на наплавке места для замера твердости, стилосколирования. Замерить твердость и определить содержание Cr и Мо;
Примечание - При наплавке второго слоя на сталь 15XM температура подогрева допускается ниже на 100 °С от заданной, а при наплавке последующих слоев - без подогрева. Время после окончания наплавки до термообработки - не более 72 ч.
10.15 Последовательность выполнения операции наплавки переходного слоя на внутреннюю поверхность фланцев диаметром 250 - 1400 мм с требованием стойкости против МКК:
- мехобработка фланца - проточка по внутреннему диаметру под наплавку;
- сборка (спаривание) двух фланцев на скрепляющих планках пол наплавку по внутреннему диаметру;
- установка на манипулятор или кантователь, собранных фланцев, центровка и крепление;
- наплавка переходного слоя на внутреннюю поверхность фланцев высотой не менее 6 мм на режимах, согласно таблице 10.1;
- снять фланцы с манипулятора, зачистить на наплавке места для замера твердости, стилоскопирования. Замерить твердость, определить содержание Cr и Мо;
- термообработка фланца после наплавки на внутреннюю поверхность согласно таблицам 11.2 и 11.3;
- мехобработка переходного слоя наплавки уплотнительной и внутренней поверхностей фланцев до номинальной толщины 3 мм;
- контроль наплавленной поверхности: замер твердости.
Примечание - При наплавке второго слоя на сталь 15XM температура подогрева допускается ниже на 100 °С от заданной, а при наплавке последующих слоев - без подогрева. Время после окончания наплавки до термообработки - не более 72 ч.
10.12 - 10.15 (Измененная редакция, Изм. № 1).
10.16 Наплавка плакирующего слоя уплотнительной поверхности фланцев диаметром 250 - 1400 мм с требованием стойкости против МКК производится в следующей последовательности:
- установка фланца на манипулятор, центровка и крепление;
- наплавка слоя на уплотнительную поверхность фланца высотой не менее 6 мм на режимах, согласно таблице 10.1, без подогрева;
- снять фланец с манипулятора, зачистить на наплавке места для замера твердости и стилоскопирования. Замерить твердость и определить содержание хрома и никеля.
10.17 Наплавка плакирующего слоя внутренней поверхности фланцев диаметром 250 - 1400 мм с требованием стойкости против МКК производится в следующей последовательности:
- сборка (спаривание) двух фланцев на скрепляющих планках под наплавку по внутреннему диаметру;
- установка на манипулятор собранных фланцев, центровка и крепление;
- наплавка плакирующего слоя на внутреннюю поверхность фланцев высотой не менее 6 мм на режимах, согласно таблице 10.1, без подогрева;
- снять фланцы с манипулятора, зачистить на наплавке места для замера твердости и стилоскопирования. Замерить твердость и определить содержание хрома и никеля;
- мехобработка наплавки плакирующего слоя уплотнительной и внутренней поверхности корпусных фланцев до номинальной толщины не менее 3 мм при сохранении суммарной толщины не менее 6 мм;
- контроль наплавленной поверхности: УЗД, ЦД, замер твердости, стилоскопирование.
Наплавка ленточным электродом.
10.18 Для наплавки внутренних и уплотнительных (приваленных) поверхностей корпусных фланцев и трубных решеток ленточным электродом рекомендуется применять источники питания постоянного тока КИУ-1201 или ВДУ-1202.
10.19 Механизированную наплавку ленточным электродом рекомендуется производить на специализированной установке, состоящей из следующих основных узлов:
а) поворотной колонны мод. Т22301;
б) универсального сварочного манипулятора мод. M11050A;
в) сварочного автомата АД-231;
г) источника питания.
10.20 Для удержания флюса при наплавке внутренних и привалочных поверхностей рекомендуется применять технологическую обечайку и технологическое кольцо с винтовыми распорами диаметрами, соответствующими диаметрам наплавляемых деталей.
10.21 Подготовленные под наплавку детали необходимо установить на планшайбу манипулятора с помощью тельфера или крана, строго отцентрировать и жестко закрепить винтами. Центровку наплавляемой детали контролировать при вращающейся планшайбе с помощью сварочной головки. При наплавке внутренних и привалочных поверхностей в два и более проходов валики должны перекрываться от 10 до 15 мм.
10.22 Начало и конец наплавленного валика должны перекрываться от 50 до 60 мм.
10.23 При наплавке поверхности шириной не менее 60 мм рекомендуется ленту разворачивать на угол, соответствующий ширине наплавленного участка.
10.24 Наплавку рекомендуется выполнять на постоянном токе прямой полярности.
10.25 Начало и конец наплавки на расстоянии 50 - 60 мм рекомендуется производить на увеличенной скорости вращения манипулятора и уменьшенной подаче сварочной ленты (примерно Vпр = 45 - 55 м/ч, Vсв = 9 - 10 м/ч), а затем установить режимы, указанные в табл. 10.1.
10.26 Наплавку фланцев следует производить в такой последовательности:
а) на подготовленный под наплавку фланец произвести механизированную наплавку уплотнительной поверхности и последующую промежуточную механическую обработку;
б) произвести механизированную наплавку внутренней поверхности фланца и окончательную механическую обработку.
10.27 Наплавка трубных решеток производится автоматическим способом под флюсом проволочным или ленточным электродом на манипуляторе кольцевыми швами с последующей наплавкой участка (пятака) диаметром не более 200 мм ручной дуговой сваркой.
10.28 Наплавка трубных решеток из стали Ст.3 (09Г2С, 15XM) + 08Х18Н10Т (12Х18Н10Т) с требованием стойкости против МКК выполняется в следующей последовательности:
- спарить трубные решетки под наплавку, приварив 3 - 6 планок на ребрах РДС электродами УОНИ 13/55;
- установить спаренные решетки на манипулятор и наплавить АДС проволокой, предназначенной для сварки переходного слоя, Æ 4 мм (сварочный ток - 320 - 360 А, напряжение дуги 30 - 33 В, скорость сварки 16 м/час, скорость подачи проволоки 74 м/ч, полярность прямая) переходный слой номинальной толщиной 6 мм;
-наплавить центральный участок (пятак) Æ £ 200 мм электродами, предназначенными для сварки переходного слоя, Æ 4 - 5 мм (сварочный ток 140 - 160 А). Номинальная толщина наплавленного слоя 6 мм;
- зачистить под замер твердости и стилоскопирование участки 50´50 мм и 20´20 мм соответственно, произвести контроль ВО, замером твердости и стилоскопированием;
- перекантовать спаренные решетки и наплавить переходный слой второй решетки, повторив предыдущие операции;
- снять с манипулятора и термообработать по режиму высокого отпуска, см. таблицу 11.2 и 11.3;
- срезать планки с припуском 3 - 5 мм, разъединить трубные решетки и зачистить припуск заподлицо с основным металлом;
- произвести механическую обработку наплавленной трубной решетки до номинальной толщины наплавки - 3 мм;
- химическое травление наплавленного металла 30 %-ным раствором медного купороса для выявления границы наплавленного и основного металла;
- повторно спарить трубные решетки и наплавить плакирующий слой толщиной 6 мм АДС, «пятак» диаметром 200 мм - РДС, с использованием сварочных материалов, предназначенных для сварки плакирующего слоя, повторив выше приведенные операции наплавки переходного слоя, термообработки, механической обработки и контроля. Плакирующий слой дополнительно проконтролировать цветной дефектоскопией. Суммарная номинальная толщина наплавленного металла должна быть не менее 6 мм.
Примечание:
1. Наплавка переходного слоя трубных решеток из стали 15XM производится с подогревом согласно таблице 6.1. После наплавки первого слоя допускается снижение температуры до 100 °С. Плакирующий слой выполняется без подогрева. Время после окончания наплавки до термообработки не более 72 часов.
2. При наплавке трубных решеток с толщиной стенки более 100 мм их спаривания не требуется.
10.29 Наплавка трубных решеток для эксплуатации без требования стойкости против МКК производится полностью сварочными материалами, предназначенными для сварки переходного слоя.
Плакирование штуцеров гильзами из аустенитных сталей
10.30 Штуцера диаметром не более 100 мм рекомендуется изготавливать монометаллическими из той же стали, что и основной слой двухслойной стали, плакированными гильзами (втулками) из аустенитных сталей (тип Т11).
10.31 Вварка штуцеров из стали 16ГС (Ст.3сп), плакированных гильзой из стали 12Х18Н10Т (08Х18Н10Т), выполняется в следующей последовательности (см. табл. 10.2):
- аргонодуговая сварка неплавящимся электродом проволокой марки Св-08Г2С корня основного слоя шва соединения штуцера с корпусом аппарата с наружной стороны (шов А);
- ручная дуговая сварка электродами марки УОНИ-13/55 Æ 4 мм основного слоя с наружной стороны (шов Б);
- ручная дуговая сварка электродами марки УОНИ-13/55 Æ 4 мм основного слоя с внутренней стороны (шов В);
- ручная дуговая сварка электродами ОЗЛ-6 переходного слоя (шов Г);
- замерить твердость переходного слоя, провести стилоскопирование на содержание Cr и Мо;
- РДС электродами ЦЛ-11 плакирующего слоя (шов Д);
Таблица 10.2 - Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т11, последовательность сварки
|
Конструктивные элементы |
|||||
|
подготовленных кромок |
шва сварного соединения |
||||
|
Т11 |
|
|
|||
|
Размеры, мм |
|||||
|
S |
h ± 2 |
L |
L1 |
||
|
не более |
|||||
|
50 - 55 |
18 |
24 |
42 + S1 |
||
|
55 - 60 |
20 |
26 |
44 + S1 |
||
|
60 - 65 |
22 |
28 |
47 + S1 |
||
|
65 - 70 |
24 |
32 |
50 + S1 |
||
|
70 - 75 |
25 |
34 |
54 + S1 |
||
|
75 - 80 |
26 |
36 |
56 + S1 |
||
|
80 - 85 |
28 |
38 |
58 + S1 |
||
|
85 - 90 |
30 |
42 |
60 + S1 |
||
|
90 - 95 |
32 |
44 |
64 + S1 |
||
|
95 - 100 |
33 |
46 |
66 + S1 |
||
|
100 - 110 |
36 |
50 |
74 + S1 |
||
|
110 - 120 |
40 |
54 |
80 + S1 |
||
|
120 - 130 |
43 |
58 |
87 + S1 |
||
|
130 - 140 |
47 |
62 |
94 + S1 |
||
|
140 - 150 |
50 |
66 |
98 + S1 |
||
|
150 - 160 |
53 |
68 |
102 + S1 |
||
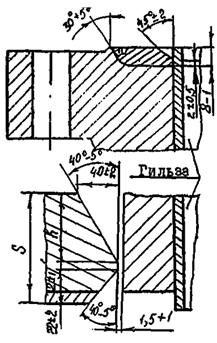
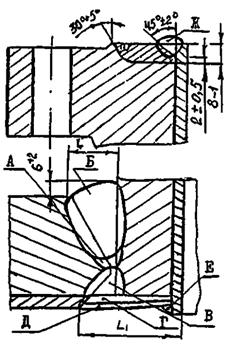
- провести стилоскопирование плакирующего слоя на содержание Cr и Мо;
- перед установкой гильзы швы Г и Д зачистить по внутренней поверхности штуцера заподлицо с основным металлом;
- установка гильзы с выпуском из штуцера во внутрь аппарата на величину ~ 3 - 6 мм, в зависимости от требований чертежа;
- РДС электродами ЦЛ-11 гильзы с плакирующим слоем шва вварки штуцера и зеркалом фланца (шов Е и Ж). При этом шов Ж выполняется до термообработки, а шов Е - после термообработки;
- механическая обработка шва со стороны зеркала фланца;
- провести стилоскопирование швов Е и Ж на содержание Cr и Мо, выполнить их ЦД;
Примечание - Термообработка (см. п. 11.2) производится после заварки шва Г.
10.32 Вварка штуцеров диаметром не более 100 мм из стали 15ХМ, плакированных гильзой из стали 12Х18Н10Т (08Х18Н10Т, 03Х18Н11), выполняется в следующей последовательности (см. табл. 10.2), с учетом требований п. 6.1.4:
- аргонодуговая сварка неплавящимся электродом проволокой Св-04Х2МА или Св-08ГА корня основного слоя шва соединения штуцера с корпусом аппарата с наружной стороны (шов А);
- РДС электродами марки ТМЛ-1У Æ 4 мм основного слоя с наружной стороны (шов Б);
- РДС электродами марки ТМЛ-1У Æ 4 мм основного слоя с внутренней стороны (шов В);
- РДС электродами ОЗЛ-6 переходного слоя (шов Г);
- замерить твердость переходного слоя, провести стилоскопирование на содержание Cr и Мо;
- РДС электродами ОЗЛ-6 плакирующего слоя (шов Д) аппаратов из стали 12ХМ + 08Х13, электродами ЦЛ-11 - аппаратов из стали 12XM + 08X18H10Т (12Х18Н10Т) и электродами АНВ-13 - аппаратов из стали 12ХМ + 03Х18Н11;
- провести стилоскопирование плакирующего слоя на Cr и Мо;
- местная термообработка - высокий отпуск (см. табл. 11.3) соединения штуцера с корпусом;
- перед установкой гильзы швы Г и Д зачистить по внутренней поверхности штуцера заподлицо с основным металлом;
- установка гильзы с выпуском из штуцера во внутрь аппарата на величину ~ 3 - 6 мм, в зависимости от требований чертежа;
- РДС электродами ЦЛ-11 (АНВ-13 - для 12ХМ + 03Х18Н11) гильзы с плакирующим слоем шва вварки штуцера и зеркалом фланца (шов Е и Ж);
- механическая обработка шва со стороны зеркала фланца;
- провести стилоскопирование швов Е и Ж на содержание Cr и Мо, выполнить их ЦД.
10.31, 10.32 (Измененная редакция, Изм. № 1).
Электрошлаковая наплавка
10.33 Электрошлаковая наплавка применяется для наплавки деталей с толщиной стенки свыше 25 мм, при этом ширина ленты не должна превышать толщины наплавляемой детали.
10.34 Для наплавки используются импортные ленты и флюсы приведенные в таблице 10.3.
Таблица 10.3 - Ленты и флюсы для электрошлаковой коррозионностойкой наплавки сталей и сплавов
|
Тип наплавляемого материала |
Кол-во слоев |
Марка флюса (тип по EN 760) |
Марка наплавочной ленты (тип по AWS) |
|
08X13 |
1 |
OK Flux 10.10, Record EST 122, 37S, 47S, 49S, Elgaflux 450, Elgaflux 480 и др. (SA-FB 2) |
Saudotape 430 и др. (EQ430) |
|
08X13, 08Х18Н10Т |
1 |
OK Band 309LNb ESW, Band 309L, Band 309LNb, Saudotape 21.11 LNb, Sandvik 21.11 LNb и др. (EQ309LNb) |
|
|
03Х18Н11 |
1 |
OK Band 309L ESW, Saudotape 22.11L, Sandvik 22.11.L и др. (EQ309L) |
|
|
10Х17Н13М2Т |
1 |
OK Flux 10.10, Record EST 122, 37S, 47S и др. (SA-FB 2) |
OK Band 309LMo ESW, Saudotape 21.13.3L, Sandvik 21.13.3.L и др. (EQ309LMo) |
|
ХН28МДТ |
1 |
OK Flux 10.11, Record EST 201, 59S и др. (SA-FB 2) |
Saudotape 20.25.5.LCu, Sandvik 20.25.5.LCu и др. (EQ385) |
|
ХН63МБ |
2 |
OK Band NiCr3, Saudotape NiCr3, Sanicro 72HP и др. (EQNiCr-3) |
|
|
ХН78Т |
2 |
OK Band NiCrMo3, Saudotape 625 и др. (EQNiCrMo-3) |
|
|
Примечания 1. При двухслойной электрошлаковой наплавке могут применяться те же ленты, что и при наплавке под флюсом. 2. Лента Band 309L поставляется ЗАО НПФ «ИТС» по ТУ 1233-047-11143754-2011, лента Band 309LNb - по ТУ 1233-049-11143754-2011. |
|||
10.35 При входном контроле наплавочные материалы должны подвергаться испытаниям на стойкость к МКК по ГОСТ 6032 и контролироваться на содержание в наплавленном металле ферритной фазы (должно быть 3 - 8 %).
10.36 Электрошлаковая наплавка может выполняться как в один слой, так и в два слоя. Ориентировочные режимы наплавки приведены в таблице 10.4.
Таблица 10.4 - Ориентировочные режимы наплавки электрошлаковой наплавки
|
Размер ленты, мм |
Род и полярность тока |
Сварочный ток, А |
Напряжение дуги, В |
Вылет электрода, мм |
Высота засыпки флюса, мм |
Скорость наплавки, м/ч |
|
60×0,5 |
постоянный, обратная |
1200 - 1250 |
24 - 25 |
30 - 35 |
30 - 35 |
10 - 12 |
|
Примечание - Толщина наплавляемого слоя 4,5 - 7 мм. |
||||||
10.37 Наплавку производить при положительных температурах воздуха. Процесс наплавки должен идти без перерыва. В случае перерыва температура наплавляемых деталей не должна опускаться ниже +5 °С.
10.38 Наплавка деталей производится с предварительным и сопутствующим подогревом до температуры 100 - 150 °С.
Температуру предварительного и сопутствующего подогрева контролировать контактным или инфракрасным пирометром со стороны, обратной нагреву, с обязательной записью в журнал регистрации температуры не менее 1 раза в полчаса или на самописец «Термодат 16М3».
10.39 В случае вынужденного перерыва кратер в наплавке и прилегающий к нему участок на расстоянии не менее 40 мм должны быть зачищены. Возбуждение дуги после перерыва следует производить на ранее наплавленном металле на расстоянии не менее 30 - 40 мм от кратера. Перекрытие валиков при наплавке 6 - 8 мм.
П.п. 10.33 - 10.39 (Введены дополнительно, Изм. № 3).
11 ТЕРМИЧЕСКАЯ ОБРАБОТКА
11.1 Необходимость и вид термической обработки изделий из двухслойных сталей устанавливается в каждом конкретном случае и указывается в технической документации.
11.2 Сварные аппараты и их узлы из двухслойных сталей с основным слоем из углеродистых и низколегированных сталей (Ст.3сп, 09Г2С и др.) термообрабатываются в соответствии с требованиями ГОСТ Р 52630-2006.
Сварные аппараты и их узлы из двухслойных сталей с основным слоем из теплоустойчивых сталей (12ХМ, 15ХМ) после сварки должны быть термообработаны независимо от толщины стенки и диаметра.
(Измененная редакция, Изм. № 3).
11.3 Конкретные технологические рекомендации и режимы термической обработки сосудов из двухслойных сталей различных марок приведены в РТМ 26-44 «Термическая обработка нефтехимической аппаратуры и ее элементов».
11.4 Рекомендуется в заказ на двухслойные листы вводить требования по ограничению химического состава плакирующего слоя в пределах ГОСТ 5632, обеспечивающие отсутствие склонности к МКК после отпуска при температуре 650 °С.
11.5 При термической обработке аппаратов из двухслойной стали и их узлов следует избегать многократного и излишнего нагрева и соблюдать меры предосторожности от механических повреждений и загрязнений ржавчиной поверхности коррозионностойкого слоя.
11.6 Термическую обработку сварных соединений производить после окончания сварки и устранения всех дефектов. Для повышения стойкости сварных соединений и наплавленных деталей против МКК наплавку плакирующего слоя на переходный рекомендуется выполнять после окончательной термообработки. Рекомендуемые режимы термической обработки сварных соединений отдельных узлов и аппарата в целом приведены в таблицах 11.1 - 11.4.
11.7 Для продольных и кольцевых стыковых соединений, выполненных РДС, АДС и сваркой в защитных газах, двухслойных сталей с основным слоем из теплоустойчивых сталей типа 12ХМ с толщиной стенки до 36 мм, угловых соединений - с толщиной стенки до 30 мм время от момента окончания сварки до начала термообработки не ограничено. При этом обеспечить замедленное остывание деталей и узлов с постепенным отбором горелок или уменьшением температуры подогрева. В остальных случаях время после окончания сварки и наплавки до термообработки ограничивается 72 часами.
Время от окончания ЭШС стали типа 12ХМ до начала термообработки не должно превышать 48 часов.
После приварки штуцеров к днищам аппарата рекомендуется произвести промежуточный отпуск сварного узла или отдых непосредственно после сварки.
Режим термического отдыха: температура 300 - 350 °С; выдержка 2 - 3 часа. После промежуточного отжига или термического отдыха - время до термообработки не ограничено.
11.8 Допускается местная термообработка сварных сосудов и аппаратов, при проведении которой должен обеспечиваться равномерный нагрев и охлаждение по всей длине шва и прилегающих к нему зон основного металла на ширину, в 2 - 3 раза превышающую ширину шва. При этом нагрев горелками вручную не допускается.
11.9 При термообработке в печах должна быть достигнута равномерная температура во всей печи и проведены мероприятия, предохраняющие изделие от местных перегревов и возникновения деформаций в результате неправильной установки и действия собственного веса изделия.
Таблица 11.1 - Рекомендуемые режимы термической обработки - нормализации сварных узлов и аппаратов из двухслойных с основным слоем из углеродистых и низколегированных сталей типа Ст.3, 09Г2С, 12ХМ
|
Режимы термообработки |
|||||
|
Температура загрузки, °С |
Скорость нагрева, °С/ч, не более |
Температура нагрева, °С |
Время выдержки |
Охлаждение |
|
|
Ст.3сп, 20К, 16ГС, 09Г2С, 15Г2СФ, 12МХ, 12ХМ, 15ХМ |
£ 900 |
£ 120 |
910 - 980 |
1,5 мин/мм |
на воздухе |
11.10 При проведении термообработки - одной садкой с деталями укладываются образцы - свидетели сварного соединения на подставках высотой не менее 500 мм и в зону, исключающую прямое попадание пламени горелки.
11.11. Свойства металла аппаратов и их элементов после всех циклов термической обработки должны соответствовать требованиям ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
Таблица 11.2 - Рекомендуемые режимы термической обработки сварных соединений узлов и аппаратов из биметалла с основным слоем из углеродистых и низколегированных сталей
|
Способ сварки |
Время до термообработки, не более |
Марка стали основного слоя |
Вид термообработки |
Температура посадки, °С, не выше |
Температура отпуска, °С |
Скорость нагрева, °С/ч, не более |
Время выдержки в зависимости от толщины |
Охлаждение |
Примечание |
||
|
До 50 мм |
Св. 50 до 220 мм |
||||||||||
|
Узлы сварные корпуса аппарата, наплавка патрубков и фланцев |
АДС, РДС, в защитных газах |
Не ограничено |
Ст.3сп, 20К |
Высокий отпуск |
350 |
600 - 630 |
200 |
2,5 мин на 1 мм толщины, но не менее 1 ч при толщине до 25 мм |
2 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
На воздухе, при местной термообработке под слоем асбеста |
Для сварных соединений в соответствии с ГОСТ Р 52630-2006 |
|
16ГС, 09Г2С, 09Г2, 15Г2СФ |
630 - 660 |
||||||||||
|
Ст.3сп, 20К |
Промежуточный отпуск |
510 - 550 |
2,0 мин на 1 мм толщины, но не менее 1 ч при толщине до 30 мм |
1,7 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
|||||||
|
16ГС, 09Г2С, 09Г2, 15Г2СФ |
560 - 600 |
||||||||||
(Измененная редакция, Изм. № 3).
Таблица 11.3 - Рекомендуемые режимы термической обработки сварных соединений и наплавленных деталей узлов и аппаратов из биметалла с основным слоем из теплоустойчивых сталей 12МХ, 12ХМ, 15ХМ
|
Наименование изделия или узла |
Способ сварки |
Время до термообработки, не более |
Вид термообработки |
Температура посадки, °С, не выше |
Температура отпуска, °С |
Скорость нагрева, °С/ч не более |
Время выдержки в зависимости от толщины |
Охлаждение |
Примечание |
|
|
Обечайки, сварка деталей S £ 36 мм |
АДС, РДС, в защитных газах |
- |
Высокий отпуск |
600 |
670 - 710 |
150 |
2,5 мин на 1 мм толщины, но не менее 1 ч при толщине до 25 мм |
2 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
На воздухе |
- |
|
Обечайки, сварка деталей S > 36 мм |
72 |
|||||||||
|
Приварка штуцеров к аппаратам с толщиной стенки более 30 мм |
72 |
Промежуточный отпуск |
350 |
600 - 640 |
150 |
2,0 мин на 1 мм толщины, но не менее 1 ч при толщине до 30 мм |
1,7 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
На воздухе, при местной термообработке под слоем асбеста |
Производится при невозможности проведения немедленного высокого отпуска |
|
|
Узлы и аппараты в сборе |
72 |
Высокий отпуск |
350 |
670 - 710 |
150 |
2,5 мин на 1 мм толщины, но не менее 1 ч при толщине до 25 мм |
2 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
В печи до 300 °С, скорость охлаждения не более 70 °С/ч |
Охлаждать на спокойном воздухе при температуре не менее 18 °С |
|
Таблица 11.4 - Рекомендуемые режимы объемного и местного высокого отпуска сварных деталей, узлов и аппаратов при температуре ниже минимально установленной в таблицах 11.2 и 11.3
|
Уменьшение температуры ниже минимально установленной в температуры, °С |
Минимальное время выдержки при пониженной температуре, ч |
|
на 30 |
2 |
|
на 55 |
4 |
|
на 85 (Примечание п. 2) |
10 |
|
на 110 (Примечание п. 2) |
20 |
|
Примечания: 1. В таблице приведено минимальное время выдержки для толщины не более 25 мм. Для толщины более 25 мм добавляется 15 мин на каждые 25 мм. 2. Снижение температуры на 85 и 110 °С не распространяется на теплоустойчивые стали. 3. Допуск на уменьшение температуры ±5 °С. |
|
12 МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
12.1 Контроль качества изготовления сосудов и аппаратов из двухслойных сталей выполняется в соответствии с требованиями ГОСТ Р 52630-2006, ГОСТ 10885, настоящего ОСТ и картой сварных соединений к каждому конкретному изделию.
(Измененная редакция, Изм. № 3).
12.2 В процессе производства аппаратов операционный контроль осуществляется на следующих этапах:
а) контроль качества основного металла, соответствие его свойств данным сертификатов и требованиям ГОСТ 10885;
б) контроль качества сварочных материалов (проволок, флюсов, электродов), их соответствие требованиям стандартов или технических условий и дополнительным технологическим требованиям, регламентированным в разд. 6 настоящего ОСТ;
в) контроль соблюдения требований настоящего ОСТ и РД 26-17-049 «Организация хранения, подготовки и контроля сварочных материалов»;
г) контроль состояния сварочного и вспомогательного оборудования;
д) проверка квалификации сварщиков согласно требованиям раздела 3 настоящего ОСТ;
е) операционный контроль заготовительных операций с учетом рекомендаций раздела 4 настоящего ОСТ;
ж) контроль правильности сборки и качества подготовки кромок согласно требованиям раздела 7 настоящего ОСТ;
з) контроль технологических режимов и последовательности сварочных работ, регламентированных разделами 9 и 10 настоящего ОСТ.
12.3 При производстве сварочных работ и контроле сварных соединений из двухслойных сталей, также наплавленных деталей, необходимо учитывать назначение сосудов и аппаратов (таблица 1, ГОСТ Р 52630-2006) с целью обеспечения гарантий их безопасной работы.
(Измененная редакция, Изм. № 3).
12.4 Контроль качества сварных соединений производится следующими методами:
а) внешним осмотром и измерениями (ГОСТ 3242, РД 34.10.130);
б) механическими испытаниями (ГОСТ 6996, РД 26-11-08);
в) испытаниями на стойкость против МКК (ГОСТ 6032);
г) металлографическими исследованиями (РД 24.20004);
д) стилоскопированием (РД 26.260.15);
е) определение a-фазы в металле плакирующего слоя шва (ГОСТ 9466);
ж) замером твердости металла шва (ГОСТ 22761, ГОСТ 22762, ГОСТ 18661-73);
з) ультразвуковой дефектоскопией (СТО 00220256-005, ГОСТ 14782, инструкция «Неразрушающий контроль. Ультразвуковая дефектоскопия наплавок. Технические требования и методика контроля» ОАО «ВНИИПТхимнефтеаппаратуры»);
и) радиографическим контролем (СТО 00220368-010, ГОСТ 7512);
к) цветной дефектоскопией (ОСТ 26-5);
л) гидравлическим испытанием (ПБ 03-576).
(Измененная редакция, Изм. № 2).
12.5 Визуальному и измерительному контролю подвергаются все сварные соединения для выявления наружных дефектов, недопустимых ГОСТ Р 52630-2006 (см. п. 3.1), а также указанных в п. 6.1.12 настоящего ОСТ. Обнаруженные дефекты сварных швов должны быть устранены.
(Измененная редакция, Изм. № 3).
12.6 Механические испытания проводятся на образцах, изготавливаемых из контрольных стыковых сварных соединений, заваренных при ручной сварке каждым сварщиком, выполняющим сварочные работы.
При автоматической, полуавтоматической или электрошлаковой сварки сосудов, необходимо сваривать одно контрольное соединение на каждый вид применяемого процесса.
(Новая редакция, Изм. № 1).
12.7 Объем механических испытаний определяется таблицей 18 ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
12.8 Механические свойства сварных соединений должны быть не ниже норм, указанных в табл. 16 ГОСТ Р 52630-2006, для сталей основного слоя биметаллов.
(Измененная редакция, Изм. № 3).
12.9 В случае получения неудовлетворительных результатов по какому-либо виду механических испытаний разрешается проведение повторных испытаний на образцах, вырезанных из того же контрольного соединения.
12.10 Повторные испытания проводятся на удвоенном количестве образцов лишь по тому виду механических испытаний, которые дали неудовлетворительные результаты.
В случае получения неудовлетворительных результатов при повторных испытаниях швы считаются непригодными.
12.11 Испытание сварных соединений на стойкость против межкристаллитной коррозии должно производиться при входном контроле сварочных материалов для сосудов, аппаратов и их элементов, изготовленных из двухслойной стали с коррозионностойким слоем из аустенитных и ферритных сталей при наличии соответствующего требования в технических условиях на изделие или в чертежах.
Стойкость сварных соединений против МКК оценивается на образцах, вырезанных из наплавленного металла, согласно требованиям п. 7.1.8 настоящего ОСТ. Форма, размеры и количество образцов должны соответствовать требованиям ГОСТ 6032. При изготовлении образцов основной слой должен быть полностью удален. Метод испытания должен быть указан в техническом проекте или в чертеже.
12.12 Металлографические исследования проводятся на шлифах, вырезанных из контрольных сварных соединений, для выявления макро- и микродефектов.
12.13 Качество сварного соединения по результатам металлографического исследования должно соответствовать требованиям ГОСТ Р 52630-2006.
Если при металлографическом исследовании в контрольном сварном соединении, проверенном УЗД или радиографическим контролем и признанном годным, будут обнаружены недопустимые внутренние дефекты, которые должны быть выявлены данным методом неразрушающего контроля, все производственные сварные соединения, контролируемые данным сварным соединением, подлежат 100 % проверке тем же методом дефектоскопии. При этом новая проверка качества всех производственных стыков должна осуществляться другим, более опытным и квалифицированным дефектоскопистом.
При получении неудовлетворительных результатов металлографического исследования допускается повторное испытание на удвоенном количестве образцов, вырезанных из того же контрольного сварного соединения.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
(Измененная редакция, Изм. № 3).
12.14 Содержание a-фазы в металле шва определяется при наличии указаний в проекте или технических условий на аппарат.
Определение содержания ферритной фазы должно производиться объемным магнитным методом согласно ГОСТ 9466. Содержание феррита определяется ферритометром, удовлетворяющим требованиям ГОСТ 26364. Допускается определять количество феррита альфафазометром пондеромоторного действия (магнитоотрывной метод), а при содержании его более 5 % - металлографическим методом.
12.15 Цветной дефектоскопией по ОСТ 26-5 контролируются швы сварных соединений приварки штуцеров и муфт Ду менее 100 мм недоступных для контроля рентгеном или УЗД наплавки решеток, патрубков, фланцев и других соединений, а также сварные швы основного слоя из теплоустойчивых сплавов, склонных к образованию трещин при сварке.
Контроль сварных швов укрепляющих колец должен осуществляться пневматическим испытанием при давлении 4 - 6 кгс/см2 с обмыливанием швов внутри и снаружи аппарата, цветной или магнитопорошковой дефектоскопией.
Объем контроля определяется в соответствии с требованиями ГОСТ Р 52630-2006, РД 26-11-01 или технической документации на аппарат.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
12.16 Ультразвуковой дефектоскопии или радиографическому контролю подвергаются сварные швы корпуса, днищ, а также вварки штуцеров Ду 100 мм и более в зависимости от группы аппарата по ГОСТ Р 52630-2006.
До запуска листов двухслойной стали в производство, а также после операций гибки, вальцовки, штамповки и термообработки, свариваемые кромки на ширине не менее 50 мм контролируются УЗД на отсутствие отслоений плакирующего слоя в соответствии с требованиями ГОСТ 10885. При ультразвуковом контроле двухслойных листов следует руководствоваться «Инструкцией по неразрушающим методам контроля биметаллических изделий», ОАО «НИИхиммаш».
(Измененная редакция, Изм. № 3).
12.17 Места сопряжений (пересечений) сварных соединений подлежат обязательному контролю просвечиванием или ультразвуковой дефектоскопией.
12.18 Сварные стыковые соединения «поковка-лист» подлежат 100 % контролю радиографической или ультразвуковой дефектоскопией.
12.19 Места просвечивания и ультразвукового контроля на сосуды и аппараты 3-ей группы и ниже по ГОСТ Р 52630-2006 устанавливаются ОТК предприятия-изготовителя.
(Измененная редакция, Изм. № 3).
12.20 Перед контролем соответствующие участки сварных соединений должны быть замаркированы с таким расчетом, чтобы их можно было обнаружить на картах контроля или рентгено- и гамма-снимках.
12.21 В процессе производства аппаратуры из двухслойной стали рекомендуется выборочное промежуточное технологическое радиографическое или ультразвуковое дефектоскопирование основных швов углеродистого слоя до начала наплавки переходного и плакирующего слоя, для заблаговременного выявления дефектов в основном слое шва до наплавки переходного и плакирующего слоя и значительно облегчить их исправление.
При проведении для одних и тех же аппаратов радиографической и ультразвуковой дефектоскопии допустимо проведение РГД до термообработки, УЗД после термообработки.
12.22 При невозможности осуществления радиографической или ультразвуковой дефектоскопии из-за недоступности отдельных сварных соединений, включая места пересечения, или при неэффективности РГД и УЗД контроль качества этих сварных соединений должен производиться другими методами в соответствии с РД 26-11-01.
12.23 Стилоскопированию подвергаются сварные швы на корпусе аппарата в соответствии с требованиями ГОСТ Р 52630-2006 и РД 26.260.15.
(Измененная редакция, Изм. № 3).
12.24 Измерению твердости должны подвергаться металл шва основного (теплоустойчивая сталь), переходного и плакирующего слоя сварных соединений согласно ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
12.25 Измерение твердости должно выполняться в процессе изготовления, на готовом изделии или контрольных образцах (если невозможно осуществить измерение на изделии). Твердость металла шва в разделительном и плакирующем слое не должна превышать 220 НВ, в основном слое из теплоустойчивой стали - 240 НВ.
12.26 На контрольных сварных соединениях твердость измеряется согласно рис. 12.1.
12.27 На готовом изделии для продольных и кольцевых швов обечаек и днищ диаметром 400 мм и более твердость измеряется с наружной стороны сварного шва (основного слоя) и с внутренней стороны (плакирующего слоя) не менее чем на трех участках, расположенных равномерно по периметру шва и не менее чем в трех точках поперек сварного шва. На сварных обечайках и днищах меньшего диаметра твердость контролируется только с наружной стороны, см. рис. 12.2.
12.28 Для кольцевых швов сварки обечаек патрубков с фланцами твердость контролируется с доступной стороны.
12.29 На швах приварки штуцеров и патрубков к корпусу контроль твердости выполняется в доступных местах, на образцах-свидетелях контроль твердости не производится.
12.30 Твердость основного слоя (теплоустойчивая сталь) швов варки патрубков и штуцеров не контролируется на изделии в связи с технической невозможностью, а контролируется в трех точках в поперечном сечении контрольных образцов.
Твердость плакирующего слоя контролируется минимум на трех участках, расположенных равномерно по периметру шва и в трех точках (в случае технической возможности) в поперечном сечении.
12.31 Контроль твердости швов приварки укрепляющих колец, опорных элементов и технологических креплений не выполняется.
12.32 Качество наплавленных трубных решеток контролируется визуально-измерительным методом, измерением твердости, стилоскопированием наплавленного металла, плакирующего слоя и ЦД плакирующего слоя.
12.33 Качество наплавленных поверхностей корпусных фланцев, крышек, штуцеров и др. деталей контролируется визуально-измерительным методом, измерением твердости, стилоскопированием наплавленного металла, плакирующего слоя, ЦД плакирующего слоя и УЗД.
12.32, 12.33. (Новая редакция, Изм. № 1).
12.34 Гидравлическое испытание выполняется в соответствии с требованиями ПБ 10-115.
12.35 Пооперационную приемку в процессе изготовления аппаратов из двухслойных сталей необходимо фиксировать специальными актами в рабочем технологическом паспорте на изготовление каждого конкретного изделия.
12.36 Результаты контрольных испытаний сварных соединений основных деталей сосудов и аппаратов, подведомственных Госгортехнадзору РФ, заносятся в паспорт аппарата.

1 - плакирующий слой;
2 - переходный слой;
3 - основной слой;
4 - подварочный шов основного слоя;
L - расстояние между центрами двух соседних отпечатков, равное четырем средним диаметрам отпечатка;
h - расстояние от центра отпечатка до края образца должно быть в 2,5 раза больше среднего диаметра отпечатка.
Рис. 12.1 - Схема измерения твердости на контрольных сварных соединениях
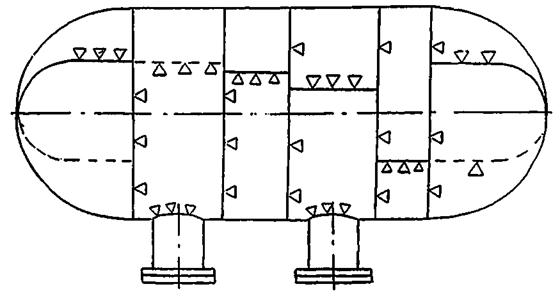
Ñ - точка (отпечаток) замера твердости. Расстояние между отпечатками не менее 100 мм.
Рисунок 12.2 - Схема замера твердости металла швов аппарата
13 ИСПРАВЛЕНИЕ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ
а) имеющие наружные и внутренние дефекты, наличие которых не допускается п. 3.11 ГОСТ Р 52630-2006;
б) твердость которых, превышает нормы, указанные в п. 12.25;
в) состав металла которых, определенный стилоскопированием не соответствует требованиям чертежа и ГОСТ Р 52630-2006.
(Измененная редакция, Изм. № 3).
13.2 Исправление дефектов сварного шва должно производиться по технологическому процессу, предприятием-изготовителем с учетом рекомендаций настоящего ОСТ.
13.3 Дефекты сварных соединений, выявленные в процессе сварки или после ее окончания, устранять в зависимости от вида дефекта путем подварки или удаления дефекта с последующей сваркой.
13.4 Выборка дефектного места шва производится механическим способом. Допускается удалять дефекты швов основного слоя воздушно-дуговой строжкой с последующей зачисткой до металлического блеска шлифовальной машинкой. Дефекты швов основного слоя из теплоустойчивой стали удаляются с предварительным подогревом, как и при сварке.
Примечание - Допускается удаление дефектов воздушно-дуговой строжкой со стороны плакирующего слоя.
13.5 Дефектные участки продольных и кольцевых швов, вызванные вынужденными остановками процесса сварки, непроварами и т.д. удаляются непосредственно после окончания сварочных работ.
13.6 Заварка дефектов сварных швов производится любым методом, рекомендованным настоящим ОСТ, соблюдая требования разделов 10 и 11 настоящего ОСТ.
13.7 Угол разделки подготовленного под заварку углубления должен быть таким, чтобы во всех местах был обеспечен провар. Поверхность подготовленного углубления не должна иметь острых углов и заусенцев.
(Новая редакция, Изм. № 1).
13.9 При наличии дефектов, требующих двусторонней вырубки, исправление дефектного участка следует проводить последовательно: вырубку и заварку сначала производят с одной стороны, затем с обратной.
13.10 Исправление дефектов в основном слое шва со стороны плакирующего слоя рекомендуется производить:
- в случае чрезмерного заполнения разделки (рис. 13.1, а) путем вырубки излишнего металла до границы раздела основного и плакирующего слоев;
- в случае смещения шва на одну сторону (рис. 13.1, б), образования подрезов и других дефектов путем вырубки дефектного места с последующей подваркой (при необходимости).
Швы, в которые попал металл плакирующего слоя, могут быть допущены к исправлению по вышеуказанной технологии, если доля легирующих элементов в нем будет очень мала (не более 0,3 % каждого элемента), в противном случае швы должны быть полностью удалены;
- в случае наличия трещин, свищей, пор, и прожогов путем вырубки дефектных мест и подварки шва до границы плакирующего слоя.

а

б
Рисунок 13.1 - Дефекты углеродистого слоя шва со стороны плакирующего слоя
13.11 Переходные слои швов с твердостью, которая превышает допустимую по ГОСТ Р 52630-2006, подлежат полному удалению.
(Измененная редакция, Изм. № 3).
13.12 Исправление дефектов в плакирующем слое шва может производиться:
- в случае местного смещения переходного или плакирующего слоя на одну из кромок (рис. 13.2, а) дефектный участок у противоположной кромки должен быть заварен;
- в случае наличия трещин, свищей, пор и других пороков дефектные места должны быть вырублены и заварены повторно;
- в случае ослабления шва (рис. 13.2, б) или недопустимых подрезов путем подварки дефектных мест.

а

б
Рисунок 13.2 - Дефекты высоколегированного плакирующего слоя
13.14 После заварки дефектных участков сварные соединения при необходимости термообработать (основной слой из теплоустойчивой стали, требующие термообработку по ГОСТ Р 52630-2006). В случае необходимости проведения термообработки до исправления дефектов, когда требуется немедленная термическая обработка после сварки, после исправления дефекта проводится повторная термообработка.
Примечание - При исправлении дефектов плакирующего слоя шва (наплавленного металла) на глубину, не превышающую толщину плакирующего слоя, термообработка не производится.
(Измененная редакция, Изм. № 3).
13.15 Дефекты основного слоя, обнаруженные после термообработки, устранить повторно и после исправления сварного шва повторно термообработать в соответствии с требованиями раздела 11 настоящего ОСТ. Допускается производить местную термическую обработку исправленных участков по согласованию с ОГС и ОГМет. завода.
13.16 Исправление дефектов сварных швов на предварительно термообработанных сварных соединениях деталей и узлов из стали 12ХМ (15ХМ), расположенных на глубине до 5 мм со стороны основного слоя выполняют сварочными материалами, предназначенными для стали 12ХМ (15ХМ), а со стороны плакирующего слоя - коррозионностойкими сварочными материалами, допускается производить без последующей термообработки.
(Новая редакция, Изм. № 1).
13.17 Заварка исправляемого участка сварного шва или наплавки должна производиться под наблюдением производственного мастера и представителя ОТК. Дефектные участки, протяженность которых превышает 30 % протяженности шва, должны исправляться под наблюдением производственного мастера, представителя ОТК и технолога по сварке.
13.18 Исправленные дефектные участки сварного шва и прилегающая к нему зона термического влияния должна быть проконтролированы в объеме 100 % способами, предусмотренными картами контроля сварных соединений.
13.19 В случае, если при контроле качества исправленного участка шва или наплавки в нем вновь будут обнаружены дефекты, превышающие допустимые по п.п. 3.11 ГОСТ Р 52630-2006, производится повторное исправление в таком же порядке, как и первое.
(Измененная редакция, Изм. № 3).
13.20 При обнаружении дефектов в шве после повторного исправления вопрос о возможности и способе исправления сварного шва или наплавки решается главным инженером или главным сварщиком предприятия совместно с начальником ОТК.
13.21 Наплавленные плакирующие поверхности деталей, имеющие недопустимые дефекты (отмеченные в п. 13.1), подлежат исправлению в порядке, указанном в п.п. 13.2 - 13.8 и 13.13 - 13.20 настоящего раздела.
13.22 Исправлению отслоений плакирующего слоя подлежат участки, выявленные в порядке, указанном в п. 12.16 настоящего ОСТ, размер которых превышает допустимый размер по ГОСТ 10885 с учетом требований, соответствующих первому классу сплошности сцепления слоев. Отслоенные участки удаляются механическим способом с последующей наплавкой с учетом рекомендаций раздела 10 настоящего ОСТ.
13.23. Все исправленные участки дефектных сварных швов подлежат приемке ОТК, о чем производится запись в журнале учета контроля качества сварных швов.
(Измененная редакция, Изм. № 1).
Приложение А
(рекомендуемое)
ТИПОВЫЕ ПРЕДСТАВИТЕЛИ СВАРНЫХ СОЕДИНЕНИЙ И СБОРОЧНЫХ ЕДИНИЦ (УЗЛОВ)
Термин «типовые представители сварных соединений и сборочных единиц (узлов)», как он принимается здесь, определяет вид и расположение соединения в сосуде, но не форму поперечного сечения подготовленных кромок и выполненного шва.
Типовые сварные соединения и сборочные единицы, установленные в настоящем разделе, предназначены для использования в других разделах настоящего ОСТ при регламентации особенностей сварки конструкций из двухслойных коррозионностойких сталей в условиях единичного и мелкосерийного производства.
Для стандартизации типовых технологических процессов сварки химнефтеаппаратуры из двухслойных сталей, отвечающих требованиям ЕСТПП и ЕСТД, при разработке единичных конкретных технологических процессов сварки возможные типовые соединения унифицированы и обозначены как соединения и сборочные единицы А, Б, В, Г.
На чертеже показана упрощенная схема расположения типовых сварных соединений и сборочных единиц на аппарате условной конструкции.
Соединение А. Продольные сварные соединения в пределах основной обечайки, соединительных камер, переходных частей люков, штуцеров; продольные соединения плоского днища, либо боковых листов сосуда с плоской боковой поверхностью; продольные соединения плоских заготовок днищ.
Соединение Б. Кольцевые сварные соединения в пределах основной обечайки, днищ с корпусом, соединительных камер, люков, штуцеров; кольцевые и меридиальные соединения, собираемые из лепестков днищ. Стыковые сварные соединения конических переходов и днищ с цилиндрическими обечайками должны рассматриваться как сварные соединения типа «Б» при условии, что угол (см. рис. А.1) не превышает 30°. Если указанный угол больше 30°, сварные соединения следует отнести к типу «В».
Соединение В. Сварные соединения фланцев; соединения трубных решеток или плоских днищ с основной обечайкой, штампованными днищами, переходными частями, штуцерами и соединительными камерами. Любое сварное соединение между одним боковым листом и другим боковым листом сосуда с плоской боковой поверхностью.
Соединение Г. Сварные соединения люков, штуцеров, соединительных камер с основными обечайками, сферами, переходными частями, днищами или сосудами с плоской боковой поверхностью.
Примеры дальнейшей унификации конструкций узлов и изделий, включающих приведенные выше типовые соединения при изготовлении типовой химнефтеаппаратуры из малоуглеродистых и низколегированных сталей и соответствующие им типовые технологические процессы, даны в РТМ 26-49 - РТМ 26-56 и РТМ 26-160, , РТМ 26-225, СТО 00220368-011.
(Измененная редакция, Изм. № 2).
В условиях существующего ограничения количества возможных сочетаний условий выполнения сварки химнефтеаппаратуры из двухслойных сталей (марки и толщины сталей основного и плакирующего слоя, марки присадочных материалов и методы сварки и наплавки, формы подготовки кромок под сварку и др.) перечень соответствующих типовых конструкций надлежит составлять по типу указанных выше руководящих технических материалов.

Рисунок А.1 - Расположение типовых сварных соединений и сборочных единиц А, Б, В, Г
ОАО «ВНИИПТхимнефтеаппаратуры»
|
Заместитель генерального директора к.т.н. |
В.Л. Мирочник |
|
Заведующий сектором № 55 |
В.И. Курило |
|
Старший научный сотрудник |
В.К. Красильников |
|
Заведующий отделом стандартизации |
Ю.В. Сафрыгин |
ОАО «ВНИИнефтемаш»
|
Первый заместитель генерального директора |
В.А. Емелькина |
|
Заведующий отделом металловедения и сварки, к.т.н. |
А.Н. Бочаров |
|
Заведующий лабораторией сварки, к.т.н. |
И.М. Королев |
Приложение Б
|
УТВЕРЖДАЮ Председатель ТК 260 «Оборудование химическое и нефтегазоперерабатывающее» В.А. Заваров «28» января 2003 г. |
Дата введения 2003-03-01
ЛИСТ УТВЕРЖДЕНИЯ
ТЕРМИЧЕСКАЯ
ОБРАБОТКА НЕФТЕХИМИЧЕСКОЙ АППАРАТУРЫ
И ЕЕ ЭЛЕМЕНТОВ
|
Генеральный директор ОАО «ВНИИПТхимнефтеаппаратуры |
В.А. Панов |
|
|
Заведующий отделом стандартизации и |
Ю.В. Сафрыгин |
|
|
Заведующий лабораторией № 55 |
В.И. Курило |
|
|
Руководитель разработки, ведущий научный сотрудник, к.т.н. |
В.А. Крошкин |
|
СОГЛАСОВАНО Заместитель генерального директора по научно-производственной деятельности ОАО «НИИХИММАШ» |
В.В. Раков |
ТЕРМИЧЕСКАЯ ОБРАБОТКА
НЕФТЕХИМИЧЕСКОЙ АППАРАТУРЫ
И ЕЕ ЭЛЕМЕНТОВ
Утверждено и введено в действие Техническим комитетом № 260 «Оборудование химическое и нефтегазоперерабатывающее» листом утверждения от «28» января 2003 г.
Дата введения 2003-03-01
После вводной части ввести новый раздел:
«НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионностойкая. Технические условия.
ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия.
РТМ 26-01-42-87 Руководящий документ по стандартизации. Термическая обработка коррозионностойких сталей и сплавов на железно-никелевой основе в химическом машиностроении.
РД 26-11-08-86 Соединения сварные. Механические испытания.
РД 26-17-086-88 Соединения сварные. Контроль качества термической обработки аппаратуры».
Вводная часть, подпункт 4.7.1., раздел 6. Исключить последние две цифры, указывающие год в обозначении стандарта ГОСТ Р 52630-2006;
Пункт 3.1 дополнить: «Режимы высокого отпуска приведены в таблицах 1 - 3»
Ввести после пункта 3.1 таблицы 1 - 3.
Таблица 1 - Рекомендуемые режимы высокого отпуска при объемной и местной термообработке сварных деталей, узлов и аппаратов.
|
Группа стали |
Марка стали |
Температура отпуска, °С |
Выдержка при температуре отпуска в зависимости от толщины |
||
|
до 50 мм |
от 51 до 220 мм |
||||
|
1 |
Углеродистые |
Вст.3, 15, 20, 20ЮЧ, 20К, 22К |
600 - 630 |
2,5 мин на 1 мм толщины, но не менее 1 ч при толщине до 25 мм |
2 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
|
2 |
Низколегированные |
16ГС, 09Г2С, 10Г2С1, 10Г2, 15Г2СФ, 14ХГС, 16ГНМА |
620 - 650 |
||
|
3 |
Теплоустойчивые |
12МХ, 12ХМ, 15ХМ, 20Х2М |
670 - 710 |
||
|
15Х5М |
740 - 760 |
||||
Таблица 2 - Рекомендуемые режимы промежуточного отпуска при объемной и местной термообработке деталей и узлов.
|
Группа стали |
Марка стали |
Температура отпуска, °С |
Выдержка при температуре отпуска в зависимости от толщины |
||
|
До 50 мм |
от 51 до 220 мм |
||||
|
1 |
Углеродистые |
Вст.3, 15, 20, 20ЮЧ, 20К, 22К |
510 - 550 |
2,0 мин на 1 мм толщины, но не менее 1 ч при толщине до 30 мм |
1,7 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
|
2 |
Низколегированные |
16ГС, 09Г2С, 10Г2С1, 10Г2, 15Г2СФ, 14ХГС, 16ГНМА |
560 - 600 |
||
|
3 |
Теплоустойчивые |
12МХ, 12ХМ, 15ХМ, 20Х2М |
600 - 640 |
||
|
15Х5М |
620 - 650 |
2,5 мин на 1 мм толщины, но не менее 2 ч |
2,1 ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм |
||
|
Примечание - Промежуточный отпуск назначается в случае сварки жестких узлов и исправлений дефектов с большим объемом наплавленного металла при разработке индивидуального технологического процесса. Эти детали и узлы в дальнейшем подлежат обязательному высокому отпуску. |
|||||
Таблица 3 - Рекомендуемые режимы объемного и местного высоко отпуска сварных узлов и аппаратов при температуре ниже минимально установленной в таблице 1
|
Уменьшение температуры ниже минимально установленной температуры, °С |
Минимальное время выдержки при пониженной температуре, ч |
|
на 30 |
2 |
|
на 55 |
4 |
|
на 85 |
10 |
|
на 110 |
20 |
|
Примечания - 1. В таблице приведено минимальное время выдержки для толщины не более 25 мм. Для толщины более 25 мм добавляется 15 мин на каждые 25 мм. 2. Снижение температуры на 85 и 110 °С не распространяется на теплоустойчивые стали. Допуск на температуру в таблице ±5 °С. 3. Применение режимов термообработки, приведенных в таблице 3, допускается в случае, если практически невозможно провести отпуск при температуре, указанной и таблице 1. |
|
Пункт 3.2. Исключить первые два предложения.
Пункт 3.5. Исключить.
Пункт 3.11. Исключить последние две цифры, указывающие год в обозначении РТМ 26-01-42;
Пункт 3.12. Исключить последние две цифры, указывающие год в обозначении стандарта ГОСТ 10885;
Таблица «Ориентировочные режимы термической обработки аппаратов и их элементов...». Исключить из режимов термической обработки температуру и время выдержки высокого отпуска (строки 1, 4, 6, 8, 9).
Примечания к таблице «Ориентировочные режимы термической обработки аппаратов и их элементов...». Ввести новый пункт:
«6 Режимы термической обработки: температура и время выдержки высокого отпуска приведены в таблицах 1 - 2».
Раздел 6. Заменить:
PТM 26-335-79 «Контроль качества термообработки аппаратуры на РД 26-17-086-88 «Соединения сварные. Контроль качества термической обработки аппаратуры»;
РТМ 26-336-79 «Механические испытания сварных соединений на РД 26-11-08-86 «Соединения сварные. Механические испытания».
ОАО «НИИхиммаш»
Зарегистрировано №
Заместитель генерального директора
по научно-производственной деятельности
ОАО «НИИхиммаш» В.В. Раков
|
Ключевые слова: сосуды и аппараты из двухслойных сталей, сварка, наплавка, термообработка, контроль качества, технология. |