 | Информационная система | |
Министерство топлива и энергетики Российской Федерации
Руководящий нормативный документ
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ
ИНСТРУКЦИЯ.
ТРАНСФОРМАТОРЫ НАПРЯЖЕНИЕМ 110 - 1150 кВ,
МОЩНОСТЬЮ 80 МВ×А И БОЛЕЕ.
КАПИТАЛЬНЫЙ РЕМОНТ
РДИ 34-38-058-91
РАЗРАБОТАНО ЦКБ Энергоремонта
ИСПОЛНИТЕЛИ Б.Г. КНЯЗЕВ, В.Л. РАСКИН, Л.Л. ФЕДОСОВ
СОГЛАСОВАНО с ПП «Мосэнергоремонт» 10.04.91 г. Главный инженер A.M. КУЗНЕЦОВ, ВНИИЭ 11.04.91 г. Заместитель инженера Л.Г. МАМИКОНЯНЦ, заводом РЭТО 15.04.91 г. Главный инженер Г.М. МИНАШКИН
УТВЕРЖДЕНО Главремтехэнерго 18.04.91 г. Главный инженер Г.А. УЛАНОВ
1. ВВЕДЕНИЕ
Настоящая Инструкция разработана для капитального ремонта силовых трансформаторов (автотрансформаторов и реакторов) общего назначения напряжением 110 - 1150 кВ, мощностью 80 МВ×А и более отечественного производства, выполняемого в условиях эксплуатации.
Инструкция разработана в соответствии с требованиями стандартов на ремонтную документацию, а также с учетом опыта эксплуатации и ремонта новых типов трансформаторов напряжением до 1150 кВ включительно и с учетом изменений руководящих документов.
Инструкция устанавливает требования к материалам, применяемым при ремонте и требования к ведению ремонта.
Инструкция предназначена для персонала электростанций, предприятий электрических сетей, ремонтных предприятий и организаций Минэнерго СССР, занимающегося эксплуатацией и ремонтом трансформаторов, а также для представителей заводов-изготовителей трансформаторов, участвующих в капитальном ремонте трансформаторов в условиях эксплуатации.
С выпуском настоящей Инструкции аннулируется «Руководство по капитальному ремонту трансформаторов напряжением 110 - 750 кВ, мощностью 80 МБ×А и более» (М.: СПО Союзтехэнерго, 1982).
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Последовательность проведения работ при капитальном ремонте трансформатора определяется сетевой моделью типового технологического процесса (рис. 1).
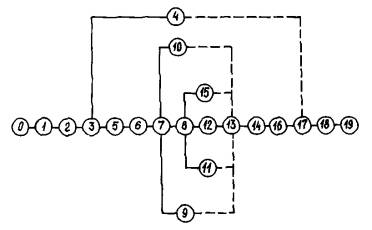
Рис. 1. Сетевая модель типового технологического процесса капитального ремонта трансформатора:
1 - подготовка к ремонту; 2 - отключение (отсоединение шин, опусков); 3 - демонтаж системы охлаждения; 4 - ремонт системы охлаждения; 5 - доставка трансформатора на ремонтную площадку; 6 - прогрев трансформатора; 7 - демонтаж вводов и арматуры; 8 - вскрытие трансформатора; 9 - ремонт и испытание вводов; 10 - ремонт арматуры; 11 - ремонт бака; 12 - ремонт и испытание активной части; 13 - сборка трансформатора; 14 - заливка трансформаторного масла; 15 - ремонт переключающего устройства; 16 - нагрев и испытание трансформатора; 17 - перемещение трансформатора на место установки; 18 - монтаж трансформатора на фундаменте; 19 - заключительные работы
Подготовка к ремонту трансформатора должна включать проверку комплектности технической документации, подготовку ремонтной площадки, проверку работоспособности технологического оборудования, оснастки и инструмента, а также наличия необходимых материалов.
2.2. В комплект технической документации на капитальный ремонт трансформатора должны входить:
техническая документация завода-изготовителя;
сетевой график;
акт о готовности железнодорожного пути;
маршрутный технологический процесс;
перечень технологического оборудования, оснастки и инструмента;
перечень материалов необходимых для ремонта.
2.3. Ремонтная площадка должна обеспечивать защиту активной части и вводов от пыли и влаги, а также размещение и связь между технологическими участками в соответствии со схемой, приведенной на рис. 2.
Ремонтная площадка должна иметь:
железнодорожный ввод не менее 20 м с якорем для закрепления полиспаста;
электросборку для одновременного подключения схемы сушки трансформатора, сварочного и паячного оборудования, другого электроинструмента;
подводку сжатого воздуха на 0,5 - 0,6 МПа (5 -6 кг/см2);
слесарные верстаки;
маслопровод, идущий от маслохозяйства;
эффективную вентиляционную систему; необходимые средства пожаротушения, плакаты.
2.4. Перед началом ремонта должно быть проверено оборудование на работоспособность и наличие материалов по соответствующим ведомостям оборудования и материалов технологического процесса.
2.5. В приложениях 1 и 2 даны перечни основного технологического оборудования и материалов, используемых при проведении капитального ремонта.
При определении номенклатуры и количества материалов для проведения капитального ремонта конкретного трансформатора необходимо пользоваться «Нормами расхода материалов для ремонта» НМ 34-38-103-88 (М.: СПО Союзтехэнерго, 1989).

Рис. 2. Схема связей между технологическими участками при капитальном ремонте:
1 - место установки трансформатора (демонтаж и монтаж); 2 - участок ремонта активной части; 3 - участок изготовления мелких деталей и узлов; 4 - участок ремонта системы охлаждения; 5 - участок ремонта арматуры и мелких узлов; 6 - участок ремонта и испытания вводов; 7 - участок ремонта бака и крышки; 8 - участок ремонта расширителя и выхлопной трубы; 9 - участок ремонта и испытания приборов защиты и контроля
Номенклатуру и количество технологического оборудования следует определять по технологическому процессу на ремонт трансформатора.
3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Настоящая Инструкция содержит основные требования «Правил техники безопасности при эксплуатации электроустановок» (М.: Энергоатомиздат, 1987).
Кроме того, в Инструкцию включены общие требования безопасности местных инструкций и руководящих документов Минэнерго СССР по охране труда, которыми необходимо руководствоваться при ремонте трансформаторов.
3.1. Требования к административно-техническому персоналу
3.1.1. Ответственный руководитель обязан:
осуществлять мероприятия по технике безопасности и производственной санитарии, обеспечивать исправное состояние и правильную эксплуатацию лесов, креплений, ограждений, чистоту площадок, рабочих мест, проходов;
производить надзор за правильным и безопасным использованием машин, механизмов, механизированного инструмента и оборудования;
оформлять допуск на право производства работ (наряд-допуск);
проводить инструктаж рабочих по технике безопасности на рабочих местах в процессе производства работ;
контролировать своевременную выдачу рабочим соответствующей спецодежды и защитных приспособлений согласно действующим нормам;
следить за своевременным и правильным использованием наглядных методов пропаганды техники безопасности (инструкции, памятки, плакаты, лозунги и т.п.);
своевременно расследовать несчастные случаи, связанные с производством, и составлять соответствующие акты, участвовать в разработке мероприятий по предотвращению производственного травматизма.
3.2. Требования к ремонтному персоналу
3.2.1. Ремонтный персонал обязан:
знать и выполнять требования инструкции по технике безопасности;
расписываться в журнале после прохождения инструктажа;
осматривать перед началом работы свое рабочее место;
сообщать руководителю работ об обнаруженной опасности на рабочем месте, неисправности механизмов или инструмента и до их устранения к работе не приступать.
3.3. Требования к помещениям и рабочим местам
3.3.1. Рабочие места, ремонтные площадки должны содержаться в чистоте и не загружаться посторонними предметами, отходами металла, изоляционными материалами и пр.
3.3.2. Механизмы, оборудование, инвентарь, инструмент и приспособления, находящиеся на ремонтной площадке, должны соответствовать характеру выполняемых работ.
3.3.3. На рабочей площадке должны быть установлены первичные средства пожаротушения, исправно работать освещение и вентиляция, вывешены плакаты по ПТЭ, ПТБ и др.
Плакаты и ограждения, установленные при подготовке рабочих мест, запрещается убирать или переставлять до полного окончания работы.
3.4. Требования к работам с грузоподъемными механизмами
3.4.1. К работе с грузоподъемными механизмами допускаются лица, прошедшие специальное обучение, проверку знаний и имеющие соответствующие удостоверения.
3.4.2. Рабочие, принимающие участие в работе с грузоподъемными механизмами подчиняются бригадиру, который является ответственным за соблюдение правил техники безопасности.
3.4.3. Все подъемные механизмы (краны, тали, блоки, лебедки и др.), а также съемные грузозахватные приспособления (цепи, канаты, тросы, стропы, траверсы и т.п.) должны содержаться и эксплуатироваться в соответствии с действующими «Правилами устройства и безопасной эксплуатации грузоподъемных кранов».
Все грузоподъемные машины, съемные грузозахватные приспособления, находящиеся в эксплуатации, должны быть снабжены надписями (таблицами, бирками) с указанием регистрационного номера, грузоподъемности и даты следующего испытания.
3.4.4. Стропы перед применением должны быть тщательно осмотрены. Отбраковка стальных канатов производится в зависимости от количества обрывов проволок, поверхностного износа и глубины коррозии проволок на длине одного шага каната.
3.4.5. Запрещается применять для захвата грузов стропы неизвестной грузоподъемности и проволоку. Съемные грузозахватные приспособления, забракованные и не имеющие бирок, не должны находиться в местах производства работ.
3.4.6. При применении нескольких строп точка приложения равнодействующей силы должна находиться на одной вертикали с центром тяжести груза. Натяжение строп должно быть одинаковым. На острые ребра груза под стропы необходимо подкладывать прокладки.
3.4.7. Крепление грузов следует производить таким образом, чтобы исключить возможность соскальзывания строп.
3.4.8. При производстве особо ответственных работ (подъем съемной части бака трансформатора, монтаж вводов и т.п.) обязательно присутствие руководителя ремонта.
3.4.9. При подъеме и транспортировке деталей и сборочных единиц запрещается:
поднимать груз с находящимися на нем людьми или незакрепленными предметами;
находиться или работать под грузом;
перемещать груз над людьми;
перемещать груз при недостаточном освещении пути на всех участках;
оставлять груз в подвешенном состоянии в течение длительного времени;
поднимать груз под углом по отношению к грузоподъемному механизму (оси подъема);
работать домкратами при стертой насечке на опорной поверхности головки или лапы.
3.4.10. Перед подъемом верхней части бака (колокола) трансформатора необходимо производить его пробный подъем на высоту 150 - 200 мм от первоначального положения. В этот период необходимо выявить недостатки стропки (перекосы, неравномерность натяжения строп) и проверить исправность тормозов и механизмов крана. При обнаружении недостатков стропки и неисправностей механизмов крана необходимо устранить их и повторить контрольный подъем.
3.4.11. При подъеме необходимо следить, чтобы выдерживался зазор между баком и активной частью трансформатора.
3.4.12. Удерживать колокол от раскачки при подъеме и транспортировании необходимо веревками, прикрепленными к нему с разных сторон.
3.4.13. Стропку колокола следует производить за четыре грузоподъемных приспособления с соблюдением допустимых углов наклона строп к вертикали, указанных в габаритном чертеже трансформатора.
3.5. Требования безопасности при работе на активной части
3.5.1. При работе на активной части и внутри трансформатора следует соблюдать осторожность, так как незначительные повреждения и загрязнения изоляционных деталей или попадание внутрь посторонних предметов могут стать причиной развития неполадок при работе трансформатора.
3.5.2. Работы должны выполняться квалифицированными и опытными специалистами.
3.5.3. Одежда работающих специалистов должна быть чистой, без металлических застежек, а обувь - без металлических гвоздей. Карманы спецодежды должны быть очищены от посторонних предметов.
3.5.4. Количество применяемого инструмента и приспособлений должно быть учтено и проверено до начала и после окончания работ на активной части.
3.6. Требования к инструменту и приспособлениям
3.6.1. Перед началом ремонтных работ весь инструмент должен быть проверен на соответствие требованиям Государственных стандартов.
3.6.2. Не допускается к работе инструмент с повреждениями (выбоины, сколы) рабочих зон, с заусенцами и острыми ребрами на затылочной части и боковых гранях.
3.6.3. При работе зубилом, зачистной машинкой работающий обязан для защиты глаз надевать защитные очки.
3.6.4. Напильники, ножовки, отвертки должны иметь прочно насаженные ручки с бандажными кольцами.
3.6.5. Гаечные ключи следует подбирать строго по размерам. Рабочие поверхности зева ключей не должны быть сбиты и скошены.
3.7. Требования безопасности при производстве сварочных работ
3.7.1. При производстве электросварочных работ следует соблюдать меры безопасности против:
поражения электрическим током;
поражения органов зрения и кожного покрова излучением электрической дуги;
отравления вредными газами, парами и пылевидными окислами металла, выделяющимися при сварке (аэрозолями);
ожогов искрами и брызгами расплавленного металла, а также при прикосновении к горячим поверхностям.
3.7.2. Спецодежда должна надежно защищать кожный покров от искр и раскаленного металла, для защиты глаз и лица следует применять щиток с защитными стеклами.
3.7.3. Вблизи производства сварочных работ должен быть оборудован пост пожаротушения.
3.8. Требования к электроинструменту и пневмоинструменту
3.8.1. Перед началом работ с электроинструментом следует проверить:
исправность привода;
целостность изоляции;
отсутствие излома жил электропривода;
исправность выключателя;
исправность заземления (сделать пробное включение).
3.8.2. При работе электроинструментом запрещается:
снимать защитный кожух;
держать за провод или рабочую часть инструмент, включенный в электросеть;
вставлять и вынимать рабочий орган до полного прекращения вращения двигателя;
удалять стружку руками;
работать на высоте с переносной лестницей (для этой цели должны сооружаться подмости или леса с ограждениями);
вносить внутрь металлических резервуаров (бак трансформатора) и в особо опасные помещения переносные трансформаторы и преобразователи частоты.
3.8.3. Требования к ручному светильнику следующие:
для переносных светильников должно применяться напряжение 36 В, а внутри оборудования (бак трансформатора, емкость для хранения масла и др.) - не выше 12 В;
светильники должны быть только заводского изготовления;
конструкция вилки не должна позволять включения ее в розетку электросети с напряжением более 36 В.
3.8.4. Работы с электроинструментом необходимо производить в резиновых перчатках, галошах или на резиновом коврике.
3.8.5. При работе с пневматическим инструментом необходимо соблюдать следующие требования:
работать следует только с использованием специальных защитных сетчатых очков;
шланги сжатого воздуха должны соответствовать рабочему давлению, прочно крепиться к инструменту с помощью ниппелей;
подачу воздуха следует осуществлять после установки инструмента в рабочее положение;
запрещается исправлять инструмент во время работы, касаться руками рабочей части;
при перерыве подачи воздуха или прекращении работы пневматический инструмент необходимо отключать от сети сжатого воздуха.
3.8.6. Запрещается оставлять без надзора механизированный инструмент с работающим двигателем, а также инструмент, присоединенный к электросети или сети сжатого воздуха. Не допускается во время работы натягивание и перегибание шлангов и кабелей питания инструмента. Не допускается пересечение их с канатами, электрическими кабелями и электросварочными проводами, находящимися под напряжением.
3.9. Требования к лестницам
3.9.1. Переносные лестницы должны иметь устройства, предотвращающие при работе возможность сдвига и опрокидывания. Нижние концы должны иметь оковки с острыми наконечниками или башмаки из резины или другого нескользящего материала. При необходимости верхние концы лестниц следует оборудовать специальными крюками.
Ступени деревянных лестниц должны быть врезаны в тетивы, которые через каждые 2 м должны скрепляться стяжными болтами.
3.9.2. Лестницы через каждые полгода необходимо испытывать статической нагрузкой 1200 H (120 кгс), приложенной к одной из ступеней в середине пролета.
3.9.3. При выполнении работ на лестницах необходимо соблюдать следующие требования:
не допускать подъем тяжестей, а также одновременный подъем и спуск по лестнице двух и более рабочих;
не выправлять положение лестницы толчками, находясь на ней;
в случае занятости обеих рук следует использовать предохранительный пояс, зацепив карабин за прочные конструкции;
запрещается выполнять работы с применением пневмоэлектроинструмента;
угол наклона лестницы к горизонту должен быть не менее 45° и не более 60°;
не допускать установку лестниц на посторонние предметы (ящики, бочки и т.п.).
3.10. Требования при производстве газопламенных работ
3.10.1. Использование сжиженных газов (пропан-бутановых смесей и др.) при газопламенной обработке материалов должно производиться в соответствии с требованиями действующих «Правил безопасности в газовом хозяйстве».
3.10.2. Перед началом газопламенных работ необходимо осмотреть рабочее место, убрать лишние предметы и легковоспламеняющиеся материалы.
3.10.3. Горелки, резаки, кислородные шланги, редукторы, вентили, водяные затворы и прочая аппаратура должна находиться в исправном состоянии.
3.10.4. Не допускается использование кислородных шлангов для подачи ацетилена и наоборот.
3.10.5. Длина рукавов не должна превышать 30 м.
3.10.6. Газоразборные посты должны быть размещены в закрываемых металлических вентилируемых шкафах с сигнально-предупредительными подписями:
на кислородных - «Кислород. Взрывоопасно»;
на ацетиленовых - «Ацетилен. Огнеопасно»;
других горючих газов - «Горючий газ. Огнеопасно».
3.10.7. При использовании газопламенных работ в замкнутых помещениях должна быть организована принудительная вентиляция рабочих мест.
3.10.8. При прекращении работы вентили на баллонах или газопроводах следует закрыть, выпустить газы из всех коммуникаций. Не допускается оставлять на баллонах маслянистую ветошь, так как загрязнение маслом баллонов может привести к их взрыву.
3.10.9. В рамповом помещении для баллонов с сжиженным газом должны быть предусмотрены огнетушители из расчета один огнетушитель на 10 баллонов. Снаружи, у входа, должны находиться ящик с песком, лопата и доска с противопожарным инвентарем.
3.11. Требования при производстве малярных работ
3.11.1. При производстве малярных работ в помещениях с применением пневматических аппаратов, а также быстросохнущих лакокрасочных материалов, содержащих летучие растворители, рабочие должны быть обеспечены противогазами и респираторами соответствующего типа и защитными очками.
3.11.2. Приготовлять составы для окраски и выполнять малярные работы в помещениях с применением составов, выделяющих вредные для здоровья людей летучие пары, необходимо при наличии вентиляции. При этом содержание газов, паров, пыли в рабочей зоне не должно превышать предельно допустимые концентрации вредных веществ.
3.11.3. Окраска внутренних поверхностей закрытых емкостей (резервуары и др.) должна производиться при освещении переносными светильниками на напряжение не более 12 В во взрывобезопасном исполнении.
3.11.4. В зоне применения нитрокрасок и других составов, образующих опасные летучие пары, запрещается курить, производить работы, связанные с использованием огня, а также вызывающие искрообразование.
3.11.5. Хранить лакокрасочные материалы и растворители допускается только в специально предназначенных для этих целей огнестойких зданиях.
3.12. Требования при работе с нефтепродуктами
3.12.1. Подготовка узлов трансформаторов к монтажу, очистка и промывка уайт-спиритом, бензином, керосином и другими очистителями должна производиться в помещениях, оборудованных вентиляцией. При выполнении указанных работ рабочие должны обеспечиваться средствами индивидуальной защиты органов дыхания и зрения (респираторами, противогазами).
3.12.2. Хранить бензин, керосин и др. следует в герметически закрытой таре (бочках, канистрах и пр.). Переносить разрешается только в алюминиевых, пластмассовых или оцинкованных сосудах с крышками.
3.12.3. При производстве работ запрещается:
работать в радиусе 25 м с открытым огнем, выполнять сварочные и другие работы, сопровождающиеся образованием искр;
курить;
работать в обуви, имеющей стальные гвозди или подковки; применять металлические лестницы и подмости.
3.12.4. При работе с трансформаторным маслом должны выполняться следующие требования:
стационарные маслопроводы в нерабочем состоянии должны быть полностью заполнены маслом;
подача масла к оборудованию и слив из него должны осуществляться по маслопроводам, предварительно очищенным прокачкой горячего масла;
размещение маслоочистительной аппаратуры должно позволять обслуживающему персоналу свободный обход аппаратов со всех сторон;
расстояние от аппаратов до стен и других машин должно быть с трех сторон не менее 0,75 м, а со стороны управления - не менее 1,5 м;
в помещении маслоочистительных аппаратов должны быть вывешены инструкции о режиме их работы.
3.12.5. Помещения очистки масла, ремонта и сушки трансформаторов должны систематически убираться от легковоспламеняющихся материалов (использованной ветоши, стружки, бумаги и т.п.).
3.13. Требования безопасности и противопожарные мероприятия при сборке трансформатора
3.13.1. На проведение сварочных и паечных работ на маслонаполненном оборудовании или вблизи него производитель работ должен получить письменное разрешение пожарной охраны и обеспечить выполнение соответствующих противопожарных мероприятий.
3.13.2. Для выполнения работ внутри бака трансформатора допускаются только специально подготовленные рабочие и инженерно-технические работники. Одежда должна быть удобной для передвижения и защищать тело от перегрева и загрязнения маслом. Во избежание ушибов, порезов и ссадин работать внутри трансформатора необходимо в защитной каске, рукавицах и резиновых сапогах.
3.13.3. Для контроля за состоянием и действиями людей внутри трансформатора должен быть выделен наблюдающий, который обязан находиться возле входного люка на баке и постоянно поддерживать связь с работающими внутри людьми.
3.13.4. Освещение внутри трансформатора должно обеспечиваться переносными лампами на напряжение не более 12 В. Лампа должна иметь защитную сетку.
3.13.5. Аппаратура для проведения сварочных и паечных работ должна иметь надежную изоляцию и заземление.
3.13.6. При пайке отводов, шин во избежание воспламенения наложенной на них изоляции, последнюю необходимо покрывать асбестовым полотном или асбестовым шнуром на длине 100 мм толщиной не менее 30 мм. Для стекания расплавленного припоя необходимо установить защитный короб из картона и асбестового листа, который следует поддерживать во влажном состоянии.
3.13.7. Не допускается, во избежание ожогов парами воды, производить охлаждение деталей при пайке прямым смачиванием водой.
3.13.8. При производстве сварочных работ на трансформаторе с маслом необходимо, чтобы уровень масла в трансформаторе был выше места сварки на 200 - 250 мм. При сварке для уменьшения или устранения течи масла допускается создавать разряжение в надмасляном пространстве трансформатора. Не допускается производить сварку на трансформаторе без масла.
3.13.9. Запрещается производить сварочные работы на активной части трансформатора и на расстоянии менее 5 м от разгерметизированного трансформатора.
3.13.10. Сварочные работы в емкостях и узлах, в которых ранее было масло (расширителе, выхлопной трубе, термосифонном фильтре), необходимо производить при усиленной циркуляции воздуха через их внутренние полости. Перед сваркой промасленные поверхности необходимо обезжирить.
3.13.11. При выполнении сварочных работ на высоте (на лесах и технологических площадках) необходимо принять меры против загорания настилов и попадания расплавленного металла на находящихся внизу людей.
3.13.12. При производстве газосварочных работ запрещается разводить открытый огонь в пределах 10 м от кислородных и ацетиленовых баллонов; необходимо принять меры, исключающие контакт кислорода с маслом.
3.14. Требования безопасности при испытаниях трансформатора
3.14.1. Испытания должны производиться в соответствии с «Правилами техники безопасности при эксплуатации электроустановок потребителей» (М.: Энергоиздат, 1982), «Правилами техники безопасности при эксплуатации электроустановок» (М.: Энергоатомиздат, 1986), а также правилами техники безопасности, действующими на объекте.
3.14.2. Персонал, выполняющий работы по испытаниям трансформатора, должен быть годен по состоянию здоровья для работы в действующих электроустановках, знать правила по технике безопасности, иметь квалификационную группу и именное удостоверение по технике безопасности.
3.14.3. Руководитель бригады наладчиков обязан пройти общий инструктаж со стороны ответственного представителя эксплуатации, а затем провести вводный инструктаж для всего персонала бригады и индивидуальный производственный инструктаж на рабочем месте.
Факт проведения инструктажа зарегистрировать в журнале.
3.14.4. Для производства работ необходимо применять передвижные специально оборудованные испытательные установки (электролаборатории) или временные испытательные установки, собираемые на месте для проведения каждого испытания.
3.14.5. Передвижные испытательные установки необходимо оборудовать постоянными ограждениями, сигнализацией, блокировкой и другими приспособлениями, обеспечивающими производство работ в соответствии с правилами техники безопасности.
3.14.6. Допуск людей к месту проведения испытания должен быть ограничен, посторонние люди должны быть выведены из опасной зоны.
3.14.7. Не допускается производить испытания оборудования при наличии видимых дефектов и неудовлетворительных результатах предыдущих испытаний.
При испытаниях должны применяться только исправное оборудование и приборы.
3.14.8. Испытание трансформатора и комплектующих узлов выполнять только с разрешения руководителя работ по ремонту.
4. ПРИЕМКА В РЕМОНТ ТРАНСФОРМАТОРА И ХРАНЕНИЕ РЕМОНТНОГО ФОНДА
4.1. Трансформатор сдавать в ремонт полностью в рабочем состоянии со всей технической, ремонтной и эксплуатационной документацией, а также с комплектом необходимых для ремонта запасных частей, деталей, материалов, инвентарной оснастки и оборудования для выполнения ремонта.
4.2. Запасные вводы хранить: сухие - в заводской упаковке, в сухом помещении; маслонаполненные - в отапливаемом помещении на специальных подставках в вертикальном положении заполненными сухим маслом.
4.3. Запасные охладители хранить в деревянной упаковке в сухом помещении, залитыми сухим маслом и герметично закрытыми.
4.4. Запасные маслонасосы системы охлаждения трансформатора хранить в заводской упаковке залитыми сухим маслом и герметично закрытыми.
4.5. Запасные вентиляторы системы охлаждения хранить в сухом помещении в заводской упаковке.
5. ДЕМОНТАЖ ТРАНСФОРМАТОРА НА ФУНДАМЕНТЕ, ПРЕДРЕМОНТНЫЕ ИСПЫТАНИЯ, ПЕРЕМЕЩЕНИЕ ТРАНСФОРМАТОРА НА МЕСТО РЕМОНТА
5.1. Отсоединить шины и спуски от отводов, силовые и контрольные кабели от двигателей и приборов, заземление трансформатора. Произвести частичный демонтаж противопожарной системы.
5.2. Произвести внешний осмотр трансформатора, выявить дефекты, имеющиеся места течей отметить мелом или керном. Составить ведомость дефектации.
5.3. Перекрыть вентили и задвижки между охладителями и баком трансформатора.
Слить масло из маслопроводов, отсоединить маслопроводы от трансформатора и установить на фланцах маслопроводов, задвижек и вентилей бака заглушки с маслоспускными пробками. Заполнить маслом все маслопроводы и охладители.
5.4. Очистить наружные поверхности контактных зажимов вводов от загрязнений.
5.5. Объем предремонтных испытаний должен состоять из: измерения сопротивления изоляции мегаомметром R60 и R15; измерения tgd изоляции обмоток; измерения сопротивления обмоток постоянному току; физико-химического анализа масла.
5.6. Произвести на всех рельсах разметку мест их сопряжения с катками кареток трансформатора, приподнять домкратами трансформатор со стороны расширителя, убрать с рельсов подкладки, обеспечивающие наклон трансформатора по оси расположения газового реле. Осмотреть каретки и катки, смазать оси катков. Опустить трансформатор на рельсы проверить надежность закрепления кареток к дну бака.
5.7. Закрепить блоки полиспаста за якорь и специальную конструкцию на трансформаторе для перемещения его по поперечной оси. Постепенно разматывая трос с барабана лебедки, пропустить его через оттяжной блок, зарядить полиспаст, закрепить конец троса за ушко в блоке и выбрать слабину в полиспасте. Тщательно проверить состояние кареток и путей перекатки.
5.8. Проверить стыки на крестовинах рельсовых путей, установить на стыках крестовин рельсовых путей вставки и закрепить их.
5.9. Перемещение трансформатора с фундамента на ремонтную площадку осуществлять следующим образом:
переместить трансформатор с фундамента на поворотную крестовину;
приподнять трансформатор на 150 мм, повернуть каретки на 90°, опустить трансформатор, закрепить каретки, переставить вставки в крестовинах, переставить полиспаст;
переместить трансформатор на 40 - 50 м и переставить полиспаст.
Операции поворота катков и перекатки по продольной и поперечной осям повторять по всему пути перекатки. Перекатывать трансформатор плавно, без рывков, со скоростью не превышающей 8 м/мин.
Тяговое усилие должно быть направлено по направлению оси рельсовых путей.
Примечания: 1. Подъем трансформатора с помощью гидродомкратов осуществлять плавно, контролируя по манометрам, установленным на этих домкратах, равномерность нагрузки на домкраты. Гидродомкраты устанавливать только в местах, указанных в технической документации трансформатора. Установленные гидродомкраты должны иметь предохранительные гайки на головках поршней. Соединительные шланги должны быть предварительно проверены и испытаны и не иметь перегибов.
2. Трансформаторы с навесными охладителями к месту ремонта следует перемещать с охладителями.
3. Трансформаторы с выносными охладителями к месту ремонта перемещать без охладителей.
4. В отдельных случаях допускается перемещать трансформатор в частично демонтированном виде.
5. Охладители к месту ремонта перемещать герметично закрытыми и заполненными сухим маслом.
6. РАЗБОРКА ТРАНСФОРМАТОРА
6.1. Произвести частичный слив масла из трансформатора (по уровень верхнего ярма магнитопровода).
6.2. Прогреть трансформатор до температуры 60 - 70 °С одним из методов нагрева, указанных в «РД 16363-87. Трансформаторы силовые. Транспортирование, разгрузка, хранение, монтаж и ввод в эксплуатацию» (М.: СПО Союзтехэнерго, 1987).
Примечания: 1. Допускается производить разборку трансформатора на открытом воздухе в сухую и ясную погоду при относительной влажности воздуха до 85 % (приложение 3).
2. Температура активной части в процессе всего периода разгерметизации должна превышать температуру точки росы окружающего воздуха не менее чем на 5 °С и во всех случаях должна быть не ниже +10 °С.
3. Продолжительность работ, связанных с разгерметизацией бака, проводимых при соблюдении п. 2 не должна превышать значений указанных в «Нормах испытания электрооборудования» (M.: Атомиздат, 1978).
4. Началом вскрытия активной части трансформатора считается начало слива масла, а концом - начало вакуумирования.
5. В период осмотра и ремонта активной части, а также после ремонта до полной герметизации в целях предохранения активной части от увлажнения рекомендуется применять внутри бака продувку сухим подогретым воздухом.
6. Кратковременное вскрытие какой-либо заглушки до установки термометра для измерения температуры (при вынужденном прогреве) не учитывается при определении продолжительности пребывания активной части на воздухе.
6.3. Осмотреть трансформатор о замеченных дефектах сделать запись в ведомости дефектации.
6.4. Ознакомиться по габаритному чертежу трансформатора со схемами стропки вводов, бака и других узлов трансформатора.
6.5. Провести частичный слив масла с подсосом воздуха через технологический воздухоосушитель ниже фланца ввода.
6.6. Демонтировать газоотводные трубы, вентили, задвижки, расширитель, выхлопную трубу и клапаны с помощью ключей гаечных ГОСТ 2839-80, установить заглушки.
6.7. Установить и подключить установку «Суховей» для подачи подогретого и осушенного воздуха в бак трансформатора.
6.8. Демонтировать вводы:
у протяжных вводов отвернуть наконечник и ввернуть в наконечник отвода рым-болт, закрепить тросик за рым-болт для поддержания отвода при снятии ввода;
у вводов зажимного исполнения отсоединить внутри бака отвод обмотки от ввода;
все отводы подвязать к конструкциям активной части и произвести подчистку контактных соединений ввода с обмоткой напильником 2820-0021 ГОСТ 1465-80;
снятые изоляционные детали хранить в масле, исключив при этом возможные механические повреждения;
демонтаж герметичных вводов ГБМТ (с баками давления) производить вместе с баками давления, предохраняя соединительную трубку от повреждений и резких изгибов (радиус изгиба должен быть не менее 90 мм).
Во избежание повреждения фарфоровых покрышек вентиль между бачком давления и вводом должен быть открыт.
6.9. Слить масло в систему маслохозяйства.
6.10. Снять трансформаторы тока с бакелитовыми цилиндрами (предварительно проверить зазоры между цилиндрами и активной частью, которые должны быть не менее 30 мм).
6.11. Узлы, имеющие наклонную ось, (трансформаторы тока, вводы и пр.) демонтировать с трансформатора с чередованием горизонтальных и вертикальных перемещений.
6.12. Снять вводы НН (низкого напряжения), отсоединив гибкие соединения через специальные люки, а также коробки вводов. Вводы, устанавливаемые в обойме, снимать вместе с обоймой.
6.13. Ввинтить до упора домкратные винты для фиксации переключающего устройства погружного типа, отсоединить крепление переключающего устройства к баку трансформатора.
6.14. Маркировать отводы, отсоединить их от переключателей напряжения и закрепить за активную часть. Проверить зазоры между деталями активной части (ярмовыми балками, активной сталью, отводами, креплениями и др.) и баком. Отсоединить внутри бака заземляющие шинки, распорные болты, расцепить валы переключающего устройства, предварительно нанеся риски на муфты сцепления, разобрать систему направленного движения масла (при наличии), отсоединить переключающее устройство.
6.15. Развинтить разъем бака, отпуская равномерно болты по периметру (развинчивание начинать с середины боковых сторон).
6.16. Выполнить стропку верхней части бака (колокола).
6.17. Поднять верхнюю часть бака на высоту 250 - 300 мм от разъема и выдержать для проверки отсутствия мест касания активной части, перекосов, неравномерности натяжения, исправности тормозов и других механизмов крана. Поднять верхнюю часть бака и установить на ремонтной площадке на деревянные брусья.
6.18. Установить вокруг активной части сборно-разборные стеллажи с перилами на уровне верхнего ярма магнитопровода.
7. РЕМОНТ АКТИВНОЙ ЧАСТИ ТРАНСФОРМАТОРА
7.1. Ремонт магнитопровода
7.1.1. Осмотреть ярмовые балки и прессующие винты. В случае значительной деформации консолей их необходимо демонтировать, отрихтовать, подварить, тщательно очистить, обезжирить и окрасить.
7.1.2. Проверить состояние прессовки магнитопровода. При удовлетворительной прессовке лезвие ножа не должно входить между пластинами от усилия руки.
7.1.3. Внешним осмотром выявить места перегревов, забоин и шлакообразований, состояние изоляции и схемы заземления магнитопровода.
Признаками местных перегревов служат цвета побежалости (изменение нормального цвета стали на желтый, фиолетовый, синий). Шлакообразования имеют вид черной спекшейся массы.
7.1.4. Восстановить в доступных местах разрушенную межлистовую изоляцию конденсаторной бумагой или путем пропитки бакелитовым лаком с помощью кисточки. Выправить забоины и удалить шлакообразования.
7.1.5. Проверить чистоту вентиляционных каналов в магнитной системе. Промыть струей горячего трансформаторного масла.
7.1.6. При шпилечной стяжке (рис. 3) измерить мегаомметром 3 сопротивление изоляции стяжных шпилек 2 верхнего и нижнего ярм относительно магнитной системы.

Рис. 3. Измерение изоляции прессующих устройств магнитопровода шпиличной конструкции:
1 - магнитопровод; 2 - стяжная шпилька; 3 - мегаомметр
Если сопротивление изоляции шпильки значительно ниже остальных или равно нулю, необходимо отвинтить гайки, извлечь шпильку из ярмового отверстия вместе с изолирующей бумажно-бакелитовой трубкой и осмотреть ее. Если трубка и шпилька имеют признаки перегрева (обугливание изоляция, наличие цветов побежалости, оплавление) и при осмотре отверстия в ярме обнаружено замыкание кромок пластин, то верхнее ярмо следует разобрать и при необходимости пластины переизолировать. Поврежденные бумажно-бакелитовые трубки следует заменить.
7.1.7. Шпильки, укомплектованные трубками, электрокартонными и стальными шайбами, вставить в отверстия ярм, навинтить гайки и равномерно затянуть с двух сторон.
7.1.8. Отделить заземляющую шинку.
Проверить сопротивление изоляции ярмовых балок относительно магнитной системы.
Если показатель качества изоляции соответствует нормам испытания, то заземляющую шинку установить на место.
Подпрессовать магнитопровод и для предотвращения ослабления гаек стяжных шпилек предохранить их от самоотвинчивания стопорными пластинами или кернением.
7.1.9. При обнаружении замыкания между заземленными частями конструкции магнигопровода при снятых шинках заземления устранить их путем создания зазора (не менее 8 мм по маслу) или прокладывания электрокартона толщиной более 3 мм в месте касания. При этом должны быть приняты меры, исключающие продавливание электрокартона. Электрокартонные прокладки надежно закрепить.
7.1.10. У магнитных систем бесшпилечной конструкции (рис. 4) ярма следует подпрессовывать подтяжкой гаек на внешних шпильках и полубандажах 1. Мегаомметром 8 необходимо проверить качество изоляции полубандажей 1 и подъемных пластин 3, расположенных вдоль стержней по отношению к активной стали.
Примечание. Значение сопротивления изоляции стяжных шпилек, полубандажей, ярм магнитопроводов и пр., измеренного мегаомметром на напряжение 2500 В при t = 10 °С не нормируется, но должно быть не менее 100 МОм.
7.2. Ремонт обмоток и изоляции
7.2.1. Осмотреть доступные части изоляции обмоток на отсутствие мест касания междуфазной изоляции с обмоткой и отводами (расстояние от междуфазной изоляции до прессующих колец и других заземленных частей должно быть не менее 30 мм). Осмотреть места касания, установить наличие следов электрических разрядов. Осмотреть крепление экранирующих витков. Проверить с помощью отвеса ОТ 50-1 ГОСТ 7948-80 вертикальность столбов прокладок (отклонения допустимы в пределах ±5 мм от вертикальной оси прокладок). При отклонениях выше допустимых, их необходимо устранить.
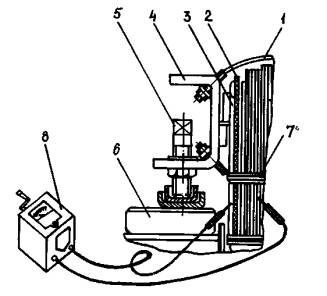
Рис. 4. Измерение изоляции прессующих устройств магнитопровода бесшпиличной конструкции:
1 - полубандаж; 2 - электрокартонная прокладка; 3 - подъемная пластина; 4 - ярмовая балка; 5 - прессующий винт; 6 - прессующее кольцо; 7 - стеклобандаж; 8 - мегаомметр
7.2.2. Определить механическую прочность изоляции следующим образом: отобрать 1 - 2 образца витковой и главной изоляции. Расщепить полосы из электрокартона на слои не более 0,5 мм по толщине, завернуть в фильтровальную бумагу и выдержать образцы в течение 8 - 10 ч при относительной влажности 70 - 80 %.
По условной балльной классификации, установленной практической эксплуатации:
1-й класс - изоляция эластичная; при полном сгибе вдвое изоляция не ломается;
2-й класс - изоляция твердая; при полном сгибе вдвое образуются трещины;
3-й класс - изоляция хрупкая; при полном сгибе изоляция ломается;
4-й класс - изоляция ветхая; при сгибе до прямого угла изоляция ломается.
При 4-м классе изоляции обмоток для обеспечения надежной работы трансформатора принять меры по замене изоляции обмоток.
7.2.3. Спрессовать обмотки гидравлическими домкратами.
7.2.3.1. Провести подготовительные работы:
установить требуемое количество рабочих цилиндров на каждое прессующее кольцо, располагая их около прессующих винтов по окружности;
собрать схему гидравлической опрессовки, закачать в систему масло и выпустить воздух. Во избежание перекосов гидравлических домкратов необходимо следить, чтобы поверхности поршней и корпусов домкратов соприкасались с опорными поверхностями прессующих колец по всей плоскости;
создать в системе с помощью насоса давление равное расчетному (приложение 4). Расчет усилия и значения давления по манометру при опрессовке обмоток трансформатора производить согласно местной инструкции по запрессовке.
7.2.3.2. Опрессовку обмоток проводить одновременно на трех стержнях, при этом следует спрессовывать однотипные обмотки, одного класса напряжения.
Примечания: 1. Когда опрессовка обмоток одновременно на трех стержнях невозможна из-за отсутствия оснастки, допускается выполнять опрессовку обмоток поочередно на отдельных стержнях в указанной последовательности: крайний стержень; второй крайний стержень; средний стержень.
2. В однофазном трансформаторе в первую очередь следует спрессовывать обмотку на главном стержне, а затем на вспомогательном.
3. Если на заводском чертеже нет специальных указаний об очередности опрессовки обмоток на стержне, то необходимо соблюдать следующую очередность: первыми спрессовывать обмотки, имеющие большее (общее на всю обмотку) усилие опрессовки; последними - обмотки с наименьшим (общим на всю обмотку) усилием опрессовки. Если две или несколько обмоток на одном стержне магнитопровода должны иметь одинаковое усилие опрессовки, то в первую очередь спрессовывать обмотку, которая расположена первой от стержня.
7.2.3.3. Первый способ опрессовки обмоток заключается в следующем:
отвинтить контргайки на нажимных винтах, определить очередность опрессовки обмоток;
установить гидравлические домкраты на прессующие кольца, количество их должно быть равным количеству нажимных винтов;
расположить домкраты на прессующем кольце в непосредственной близости от нажимных винтов, как указано на рис. 5;
выбрать зазор между поршнем гидравлического домкрата и ярмовой балкой с помощью изоляционных прокладок;
определить по заводскому чертежу значение усилия опрессовки обмотки на один винт, установить соответствующее выбранному усилию давление масла в гидравлической системе (см. приложение 2);
спрессовать обмотки с заданным по чертежу усилием, выдержать неизменным давление 2 - 3 мин;
довернуть ключом нажимные винты до упора в прессующее кольцо;
завинтить контргайки;
сбросить давление в системе гидравлических домкратов до нуля. Переставить домкраты к другим обмоткам;
выполнить опрессовку других обмоток, соблюдая последовательность, указанную выше. Контроль усилий опрессовки осуществлять по показанию манометра в процессе опрессовки.
Примечания: 1. Если высота выхода поршня гидравлического домкрата не позволяет спрессовать обмотку за один прием (высота усадки обмотки больше, чем допустимая высота выхода поршня), то опрессовку следует выполнить в два или несколько приемов.
2. Установку гидравлических домкратов и доворачивание винтов стандартными рожковыми ключами выполнять с временных стеллажей.
7.2.3.4. Второй способ опрессовки обмоток заключается в следующем:
установить по заводскому чертежу значение усилия опрессовки обмотки на один винт, по приложению 4. Определить соответствующие выбранному усилию давление масла в гидравлической системе;
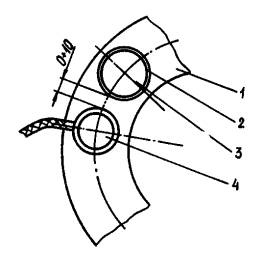
Рис. 5. Схема установки домкрата:
1 - прессующее кольцо; 2 - подкладка нажимного винта; 3 - ось нажимного винта; 4 - гидродомкрат
определить очередность опрессовки обмоток. Установить на прессующее кольцо обмотки два гидравлических домкрата (по одному с двух диаметрально противоположных сторон);
расположить гидравлические домкраты на прессующем кольце в непосредственной близости от нажимных винтов, как указано на рис. 5;
отвинтить контргайки на нажимных винтах;
выбрать прокладками зазор между поршнем гидравлического домкрата и консолью, как указано на рис. 6. При выборе зазора использовать специальную прокладку с выдвижным штоком для осаживания обмоток (рис. 6);
спрессовать обмотки с усилием, заданным в чертеже на один нажимной винт. При опрессовке следить, чтобы усадка обмотки в зоне установки гидравлического домкрата за один прием опрессовки не превышала 10 мм. Значение усадки определить по количеству оборотов освободившегося от нагрузки нажимного винта (при доворачивании его до упора), умноженному на шаг резьбы винта;
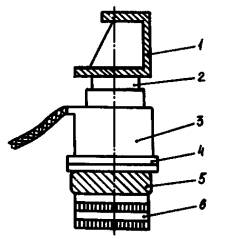
Рис. 6. Схема опрессовки обмотки гидродомкратами:
1 - консоль; 2 - специальная прокладка; 3 - гидравлический домкрат; 4 - прокладка из электрокартона; 5 - прессующее кольцо; 6 - обмотка
|
а) |
б) |
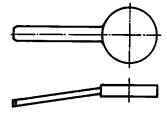
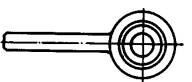
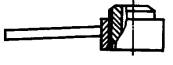
Рис. 7. Прокладки для опрессовки обмоток:
а - цельная; б - с подвижным штоком
при достижении заданного давления выдержать его 2 - 3 мин. Довернуть ключом режимные винты (два на фазу, возле которых установлены гидравлические домкраты) до упора в прессующее кольцо;
сбросить давление в системе гидравлических домкратов до нуля. Переставить гидравлические домкраты к другим двум диаметрально противоположным винтам;
поочередной перестановкой гидравлических домкратов выполнить опрессовку обмотки в зоне других нажимных винтов этой обмотки соблюдая последовательность операций, указанную в п. 7.2.3.4.
Примечания: 1. Если при опрессовке усадка обмотки в зоне установки гидравлического домкрата превышает 10 мм, опрессовку обмоток до получения заданного усилия выполнить в два или несколько приемов. При выполнении опрессовки соблюдать последовательность работ, но при этом усилие, создаваемое гидравлическим домкратом, ограничить до значения, которое обеспечит усадку обмотки в зоне установки гидравлических домкратов до 10 мм.
2. Установка гидравлических домкратов и доворачивание нажимных винтов при выполнении опрессовки обмоток вторым способом выполняются с приставных лестниц при производстве работ внутри бака трансформатора и со стеллажей при установке гидравлических домкратов через открытые люки.
3. Опрессовку обмоток гидравлическими домкратами производить от обмотки с большими усилиями к обмотке с меньшими усилиями опрессовки.
4. Для предотвращения разрывов шлангов при работе необходимо следить, чтобы радиус изгиба шлангов высокого давления был не менее 90 мм.
5. При опрессовке обмоток руководствоваться указаниями чертежей в отношении допусков на осевые отклонения размеров обмоток.
6. Перед опрессовкой обмоток убедиться в целостности и прочности поддомкратных прокладок.
7.2.4. Проверить целостность креплений отводов. Поврежденные детали заменить новыми, предварительно просушенными не менее 48 ч при температуре 100 - 105 °С при остаточном давлении 667 Па (5 мм рт. ст.) и пропитанными маслом под вакуумом при температуре 50 °С.
Проверить состояние паек контактных соединений. При обнаружении потемнения изоляции в местах паек необходимо изоляцию срезать на конус (длина конуса должна составлять не менее десятикратной толщины изоляции) проверить состояние пайки. При необходимости соединение перепаять, изолировать место пайки новой изоляцией (бумагой, лакотканью).
Проверить затяжку гаек крепления и при необходимости затянуть крепеж несущей отводы конструкции и разъемные соединения на отводах. После затяжки крепежа гайки и болты предохранить от самоотвинчивания.
Проверить расстояния между отводами и от отводов до заземленных частей в соответствии с чертежами. При обнаружении несоответствий чертежу дефекты необходимо устранить.
7.2.5. Проверить соответствие схемы заземления чертежу, а также состояние заземляющих шинок и качество их установки. При наличии подгаров шинок, установить причину и устранить подгары. Шинки с надрывами должны быть заменены шинками, пролуженными оловянистым припоем и имеющими такое же сечение. Все шинки заземления заизолировать предварительно просушенной лакотканью и одним слоем киперной ленты вполуперекрытие.
Примечание. Шинки заземления прессующих колец не укорачивать.
7.2.6. Проверить отсутствие замыканий между прессующими кольцами (при раздельной прессовке), а также между прессующими кольцами и активной сталью, отсутствие касаний краев изоляционных цилиндров и реек прессующих колец, проверить правильность и надежность установки заземлений.
7.2.7. Осмотреть состояние бакелитовых цилиндров. Проверить надежность их крепления.
В случае обнаружения на торце цилиндра небольших расслоений или трещин, ликвидировать их с помощью шпатлевки КФ-003.
При наличии значительных дефектов цилиндры следует заменить.
7.2.8. Проверить состояние экранов вводов и боковых ярем, крепление реек изоляционных барьеров и экранов. Ослабленные крепления подтянуть (при необходимости просверлить в экранах новые отверстия и закрепить экраны).
7.3. Ремонт переключающих устройств
7.3.1. Ремонт переключающих устройств с ПБВ (переключение без возбуждения) (рис. 8) производится следующим образом.
7.3.1.1. При разборке трансформатора переключатель отсоединись от привода, освобождая верхнюю муфту, соединяющую вал привода 3 со штангой привода 4.
7.3.1.2. После обеспечения доступа к переключателю проверить состояние контактных колец 12 и контактного стержня 10. Шлам или пленку, образовавшуюся на контактах, удалять с помощью ветоши, смоченной в бензине. Небольшие оплавления зачистить мелкой шлифовальной шкуркой. Зачистку производить осторожно, так как контакты имеют никелевое покрытие толщиной около 20 мкм. При обнаружении оплавлений выяснить причину их появления и устранить ее.
Если переключатель не заменяется, контакты развернуть так, чтобы поврежденные части не контактировали.
Нажатием руки проверить упругость пружин контактных колец 12 (величину контактного нажатия следует измерить динамометром). Усилие, развиваемое контактными пружинами, должно быть в пределах 20 - 50 Н (2 - 5 кгс).
7.3.1.3. Очистить от шлама кистью и чистой ветошью, смоченной в масле, изоляционные диски 9, втулки, цилиндры 7, 8 и 13.
7.3.1.4. Проверить надежность крепления переключателя к деревянным стойкам 6 и стоек к ярмовым балкам 5.
7.3.1.5. Произвести прогонку устройства с первого до последнего положения и обратно 5 - 10 раз для снятия окислов с контактов переключателя.
7.3.1.6. После окончания работ и заливки трансформатора маслом проверить герметичность уплотнения привода с крышкой (стенкой) бака.
В случае течи масла заменить сальниковую набивку в верхнем фланце привода и (или) резиновую прокладку под фланцем.
7.3.2. Ремонт переключающих устройств с РПН (регулирование под нагрузкой) (рис. 9) производится следующим образом.

Рис. 8. Схема установки переключающего устройства ПБВ:
1 - колпак привода; 2 - крышка бака; 3 - вал привода; 4 - штанга привода; 5 - ярмовая балка; 6 - стойка; 7 - длинный бумажно-бакелитовый цилиндр; 8 - защитный бумажно-бакелитовый цилиндр; 9 - гетинаксовый диск; 10 - контактный стержень; 11 - кабель; 12 - контактные кольца; 13 - короткий цилиндр
7.3.2.1. После отключения трансформатора до слива масла необходимо осмотреть части переключающего устройства: (крышку) контактор 4, газоотводящую систему контактора с газовым реле и расширителем, маслоуказатель контактора и маслорасширителя (с целью определения течей масла), целостность диафрагмы (мембраны) защитного устройства бака контактора. В случае обнаружения неисправностей выяснить причину течей или изменения уровня масла и отметить мелом места течей для устранения их в процессе ремонта. Проверить цвет силикагеля в воздухоосушителе контактора (при наличии осушителя) и при необходимости заменить силикагель.
7.3.2.2. Произвести прогонку устройства от начального до конечного положения и обратно 6 - 10 раз для снятия окислов с контактов. Для устройств SАV, SCV, SDV дополнительно сделать 100 переключений:
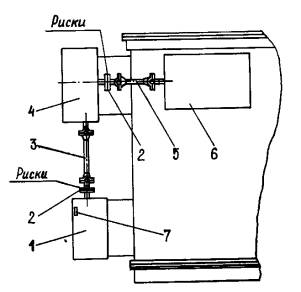
Рис. 9. Схема установки переключающего устройства РПН:
1 - привод; 2 - нониусная муфта; 3 - вертикальный карданный вал; 4 - контактор; 5 - горизонтальный вал; 6 - избиратель
с предизбирателем G19 или реверсором W19 на положениях 11-8-11;
с предизбирателем G23 или реверсором W23 на положениях 13-10-13;
с предизбирателем G27 или реверсором W27 на положениях 15-12-15.
7.3.2.3. Взять пробу масла из бака контактора для определения качества его. Масло подлежит замене, если параметры его не соответствует указанным в табл. 1.
Параметры трансформаторного масла
|
Пробивное напряжение масла по ГОСТ 6581-75, кВ, не менее |
Влагосодержание, г/т, по ГОСТ 7822-75, не более |
||
|
в контакторе |
для заливки |
||
|
РНТ, РНО |
22 |
30 |
- |
|
РНОА на 35 кВ |
30 |
|
- |
|
110 кВ |
35 |
50 |
25 |
|
220 - 330 кВ |
40 |
|
- |
|
PC |
25 |
|
- |
|
SАV, SCV, SDV |
30 |
50 |
- |
Масло заменяется также после 50000 переключений в устройствах PC, SAV, SCV, 25000 переключений в устройствах РНО и РНОА или после 4-х лет работы для устройств SAV,SCV, SDV.
7.3.2.4. Слить масло из бака контактора, предварительно открыв пробку для выпуска воздуха из бака или предохранитель от избыточного давления, и снять круговую диаграмму последовательности действия элементов переключающего устройства в обоих направлениях переключения при полном обороте вертикального карданного вала 3 привода 1 во всех положениях переключающего устройства. По этой диаграмме определить состояние элементов устройства для предварительного выяснения объема его ремонта.
7.3.2.5. Провести ремонт контактора, зафиксировав положение избирателей по указателю датчика положения 7 (рис. 10). Переключающие устройства SАV, SCV, SDV установить в положение 4. Извлечь вынимаемые части и блоки сопротивлений, предварительно застопорив механизм переключения и отметив включенные и выключенные контакты.
7.3.2.6. Очистить детали контактора от грязи. Проверить надежность (затяжку, контровку) резьбовых соединений, состояние изоляции контактной системы (отсутствие трещин, сколов, расслоений), состояние пружин (целостность, отсутствие изломов), отсутствие изломов и обрывов гибких связей.
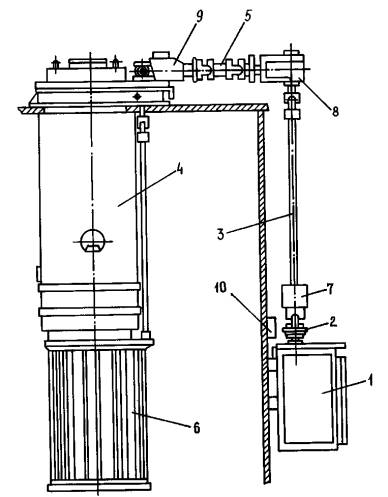
Рис. 10. Схема установки переключающего устройства РПН погружного типа:
1 - привод; 2 - нониусная муфта; 3 - вертикальный вал; 4 - контактор; 5 - горизонтальный карданный вал; 6 - избиратель; 7 - датчик положения; 8 - угловой редуктор; 9 - поворотный редуктор; 10 - датчик температуры
7.3.2.7. Проверить состояние контактов. Замену контактов производить в следующих случаях. Если подвижные дугогасительные контакты устройств РНО (Т)-13, PHO(T)-21, PHO-17, РНО(Т)-20, РНО(Т)-23, РНТ-24 и неподвижные устройств РНО(Т)-13, РНО(Т)-21 обгорели до толщины 7 мм, а неподвижные дугогасительные контакты устройств PHO-17, РНО-20, РНО(Т)-23, РНТ-24 до толщины 24 мм, они подлежат замене.
В устройствах РНОА вспомогательные и дугогасительные контакты заменить, если зазор между главными контактами в момент соприкосновения вспомогательных менее 1 мм. Зазор измеряется после выведения контактора из статического положения («замка») для двух плеч, вывод сделать по наименьшему зазору.
В устройствах PC произвести регулирование провалов и ремонт контактов (разрешается производить только один раз, а необходимость замены определяется минимально допустимой толщиной главных контактов: медная часть - 1,5 мм, металлокерамика - 1 мм).
В устройствах SАV, SCV, SDV замену дугогасительных контактов произвести тогда, когда вольфрамовая контактная накладка будет иметь толщину менее 1 м.
Во всех остальных случаях провести ремонт контактов, заключающийся в запиливании главных контактов с целью получения определенного соотношения медной и металлокерамической части (для ПУ типа PC) или в зачистке контактов с целью удаления заусениц, подгаров, оплавлений.
7.3.2.8. Измерить усилие нажатия в контактах, которое не должно превышать:
для дугогасительных контактов ПУ типа РНО (РНТ) - 50 - 60 Н (5 - 6 кГс) [при этом разница в давлениях между спаренными контактами одной фазы не должна превышать 3 Н (0,3 кГс)];
для контактов контактора ПУ типа РНОА:
главных - 180 - 240 Н (18 - 54 кГс),
вспомогательных - 180 - 220 Н (18 - 22 кГс),
дугогасящих - 80 - 100 Н (8 - 10 кГс),
для контактов контактора типа PC:
главных - 350 - 420 Н (35 - 42 кГс),
вспомогательных - 90 - 130 Н (9 - 13 кГс);
для главных контактов ПУ типа SАV, SCV, SDV - 26 - 38 Н (2,6 - 3,8 кГс).
7.3.2.9. Проверить исправность токоограничивающих сопротивлений путем измерения их значения и сравнения с паспортными данными.
7.3.2.10. Дважды промыть вынимаемую часть и корпус контактора чистым сухим трансформаторным маслом (Uпр = 50 кВ) (желательно подогретым до 50 - 60 °С) и установить ее и блок сопротивлений (PC, SАV, SCV, SDV) на место.
Залить бак контактора чистым сухим трансформаторным маслом с параметрами, указанными в табл. 1, через расширитель (РНОА) или маслопровод для защитного реле (PC) до появления масла из пробки для выпуска воздуха.
7.3.2.11. Ремонт избирателей и предизбирателей проводить после подъема колокола бака, при этом необходимо снять горизонтальный карданный вал 5 и отсоединить отводы, соединяющие контактор с трансформатором. В устройствах погружного типа снять переходной фланец, или, если устройство смонтировано без него, отсоединить через люк отводы трансформатора для обеспечения возможности подъема колокола (отводы замаркировать).
7.3.2.12. Ремонт избирателей 6 состоит в осмотре всех их элементов: механической передачи, пружин контактов, изоляционных деталей, токоподводов на отсутствие поломок, обрывов, сколов, трещин и прочих неисправностей, могущих вызвать нарушение работы избирателей. Проверить визуально надежность резьбовых соединений (затяжку, контровку), состояние контактных поверхностей (отсутствие следов нагрева).
Измерить с помощью динамометра усилие контактных пружин. Оно должно быть в пределах:
в избирателе и предизбирателе ПУ типа PC: на ток 200 А - 40 - 60 Н (4 - 6 кГс), 400 А - 55 - 75 Н (5,5 - 7,5 кГс), 600 A - 90 - 110 H (9 - 11 кГс типа РНО СРНТ) - 50 - 60 Н (5 - 6 кГс);
в ПУ типа SAV, SCV, 5DV: избиратель - 60 - 90 Н (6 - 9 кГс) предизбиратель - 40 - 65 Н (4 - 6,5 кГс).
После доступа к активной части измерить давление главных контактов контактора устройств РНО (РНТ), которое должно быть 80 - 100 Н (8 - 10 кГс).
7.3.2.13. После сборки трансформатора и присоединения ПУ к трансформатору и приводу произвести прокрутку ПУ вручную по всему диапазону на отсутствие заеданий и снять осциллограмму действия контактов
Полученные данные сравнить с данными в паспорте ПУ.
7.3.2.14. Сушку ПУ перед опусканием в бак производить в случае пребывания на воздухе более 100 ч для ПУ типа SАV, SCV, SDV, более 8 - 24 ч (в зависимости от влажности) для ПУ типа РНОА, для остальных ПУ - более времени, оговоренного для активной части трансформатора.
7.3.2.15. Проверить работу системы автоматического управления работой переключающих устройств, дистанционного управления приводом.
7.3.3. Ремонт привода переключающих устройств с РПН производить в следующей последовательности:
осмотреть и проверить надежность (затяжку, контровку) всех крепежных соединений;
проверить наличие смазки в колпачковых масленках, установленных на подшипниках валов привода и между трущимися частями механизма и редуктора. В случае необходимости смазать эти части смазкой, указанной в эксплуатационной документации на привод;
осмотреть контакты пускателей, реле и других приборов, целость сигнальных ламп;
проверить правильность остановки привода на выбранном положении и, в случае отклонения от нормы, отрегулировать торможение в соответствии с эксплуатационной документацией на привод;
проверить работу крайних электрических и механических блокировок;
проверить работу дистанционного указателя положений и при необходимости отрегулировать согласно эксплуатационной документации на привод;
проверить сопротивление изоляции электрических цепей. Оно должно быть не менее 0,5 МОм при измерении мегаомметром на напряжение 2500 В ТУ 25-04-2131-76;
проверить состояние блокировки при ручном приводе. При установленной рукоятке ручного привода пуск электродвигателя должен быть невозможен;
проверить действия нагревателей, командных кнопок при закрытой крышке.
8. СБОРКА ТРАНСФОРМАТОРА
8.1. Установить съемную часть бака на поддон бака. При установке пользоваться направляющими оправками, располагающимися по всему периметру разъема. Завинтить болты разъема, затягивая болты равномерно и одновременно с двух диаметрально противоположных сторон. Затяжку можно считать оконченной, если прокладка зажата до 2/3 первоначальной толщины. Установить распорные устройства в соответствии с требованиями технической документации.
8.2. Собрать установку трансформатора тока с бакелитовыми цилиндрами и установить на бак, соблюдая угол наклона и правильность расположения выводной коробки относительно выреза в цилиндре. После чего завинтить несколько направляющих шпилек во фланец бака.
8.3. Установить маслонаполненные вводы:
при установке вводов 500 - 1150 кВ закрепить на вводе трансформатор тока и бакелитовый цилиндр, предварительно проверить правильность расположения выреза в бакелитовом цилиндре относительно отвода. Подсоединить отвод к вводу внутри бака, предварительно надев экран на контактную шпильку и пропустив в экран через боковое отверстие отвод. Установить окончательно ввод, завинтить болты разъема, закрепить экран гайкой к вводу, надеть на контактную шпильку ввода наконечник отвода и закрепить его гайками, используя специальный набор ключей;
при установке маслонаполненных протяжных вводов ввернуть рым-болт с тросиком в наконечник отвода, пропустить тросик через токоведущую трубу ввода и отводной блок, устанавливаемый на крюке крана. При установке вводов постепенно с помощью прикрепленного к наконечнику отвода тросика протягивать отвод через токоведущую трубу ввода. После установки ввода закрепить наконечник отвода за головку ввода и навернуть выводной наконечник ввода;
при установке герметичных вводов баки давления устанавливать совместно с вводами. При этом необходимо проверить и довести до норм давление масла во вводах;
при установке немаслонаполненных (сухих) вводов установить коробки вводов. Укомплектовать разъемные вводы. Установить вводы, подсоединить отводы и проверить правильность установки вводов.
8.4. По окончании сборки трансформатора необходимо произвести отбор и определение влагосодержания твердой изоляции по ГОСТ 1594-69.
8.5. При обнаружении повышенного влагосодержания произвести подсушку или сушку активной части в собственном баке в соответствии с разд. 9.
Примечания: 1. При отсутствии макетов изоляции образцы отобрать из главной изоляции по согласованию с заводом-изготовителем.
2. Отобранные для испытания образцы изоляции должны быть помещены в сосуд с собственным маслом трансформатора и загерметизированы.
3. Общее время нахождения образцов на воздухе от открытия люка бака трансформатора до герметизации образцов не должно превышать 10 мин.
4. Упакованные образцы изоляции можно транспортировать и хранить не более 7 сут.
5. При установке вводов перемещение отводов обмоток контролировать через специальные люки на баке трансформатора.
6. Манометры и соединительные трубки желательно закрепить на отдельной стойке в соответствии с заранее согласованной тросировкой.
7. При установке наклонных вводов на баке трансформатора последовательно чередовать горизонтальные и вертикальные перемещения.
8. При установке новых вводов скорректировать узлы отводов обмоток.
8.6. Подсоединить к баку маслосистему и вакуум-систему, соединить маслонаполненные вводы с баком трансформатора. Установить временный маслоуказатель для контроля уровня залитого в трансформатор масла.
8.7. Проверить герметичность бака, для чего включить вакуумный насос, открыть вентиль вакуум-провода на крышке бака трансформатора, равномерно ступенями по 0,013 МПа (0,13 кг/см2) через каждые 15 мин установить в баке вакуум с остаточным давлением 665 Па (5 мм рт. ст.). Закрыть вентиль вакуум-провода на крышке бака, выключить вакуумный насос, записать в журнал значение остаточного давления в баке и через 1 ч по вакуумметру установить, изменение давления внутри бака.
Трансформатор считается герметичным, если остаточное давление в нем увеличится не более чем на 665 Па (5 мм рт. ст.). При большем давлении определить место натекания и устранить дефект. Перед заполнением трансформатора маслом произвести вакуумирование при остаточном давлении 665 Па (5 мм рт. ст.). Для трансформаторов 110 - 150 кВ - в течение 2 ч; трансформаторов 220 - 1150 кВ - в течение 20 ч.
Примечание. Для баков трансформаторов, не рассчитанных на полный вакуум, допустимое значение остаточного давления приводится в сопроводительной технической документации. При отсутствии таких данных остаточное давление для трансформаторов 110 - 220 кВ устанавливается 0,054 МПа (410 мм рт. ст.).
8.8. Заполнить трансформатор маслом, удовлетворяющим требованиям разд. 21. Заполнение производить со скоростью не более 3 т/ч при остаточном давлении не более 665 Па (5 мм рт.ст.). Температура заполняемого масла должна быть: для трансформаторов напряжением 110 - 150 кВ - не ниже 10 °С; для трансформаторов напряжением 220 - 1150 кВ - 45 - 60 °С.
Прекратить заполнение, когда уровень масла в баке достигнет уровня ниже крышки бака на 150 - 200 мм.
После заполнения выдержать под вакуумом: трансформаторы напряжением 110 - 150 кВ - в течение 6 ч; трансформаторы напряжением 220 - 1150 кВ - в течение 10 ч.
Снять вакуум и пропитать активную часть маслом при атмосферном давлении: трансформаторов напряжением 110 - 150 кВ - в течение 3 ч; трансформаторов напряжением 220 - 1150 кВ - в течение 5 ч.
Примечания: 1. Снимать вакуум необходимо постепенно с подачей воздуха в бак трансформатора через силикагелевый воздухоосушитель.
2. В целях дегазации масла при одновременном заполнении бака следует применять установку УВМ-2.
8.9. Установить расширитель, выхлопную трубу и газоотводящую систему. Собрать и подсоединить систему масляной защиты к расширителю. Установить приборы газовой защиты и сигнализации. Произвести доливку масла в трансформатор через расширитель со скоростью не более 4 т/ч до уровня максимальной отметки маслоуказателя расширителя.
8.10. Испытать бак трансформатора избыточным давлением 0,6 м столба масла над расширителем в течение 3 ч при температуре масла не ниже 10 °С.
8.11. В случае обнаружения течей масла места течей подварить электросваркой.
8.12. Провести испытания трансформатора после капитального ремонта в соответствии с требованиями «Норм испытаний электрооборудования», ГОСТ 11677-85 «Трансформаторы (автотрансформаторы) силовые. Общие технические требования», ГОСТ 1516.1-76 и ГОСТ 1516.2-76. Для трансформаторов класса напряжения 330 кВ и выше, мощностью 200 МВ×А и более желательно: определение влагосодержания, Uпр, tgd, хромотографический анализ масла и проведение опыта короткого замыкания обмоток трансформатора.
8.13. Приемочные и сдаточные испытания проводить при температуре верхних слоев масла в трансформаторе не ниже 50 - 60 °С.
8.14. Характеристики изоляции измерять при температуре не менее нижнего значения, записанного в паспорте трансформатора.
8.15. Для обеспечения необходимой температуры трансформатор следует нагреть до температуры, превышающей требуемую на 10 °С. Характеристики изоляции необходимо измрять на спаде температуры при отклонении ее от требуемого значения не более чем на 5 °С.
Примечание. Нагрев трансформатора следует проводить одним из методов нагрева, указанных в РД 16363-87.
9. ПОДСУШКА, СУШКА ТВЕРДОЙ ИЗОЛЯЦИИ ТРАНСФОРМАТОРА
9.1. Подсушку твердой изоляции трансформатора проводить в следующих случаях:
при появлении признаков увлажнения твердой изоляции, установленных измерениями по ГОСТ 1594-69;
при продолжительности пребывания активной части трансформатора превышающей:
для трансформаторов напряжением до 35 кВ:
24 ч при относительной влажности до 75 %
16 ч при относительной влажности до 85 %
для трансформаторов напряжением 110 - 500 кВ:
16 ч при относительной влажности до 75 %
10 ч при относительной влажности до 85 %
если характеристики изоляции, измеренные при капитальном ремонте, не соответствуют нормам испытания электрооборудования.
Примечание. Если во время вскрытия трансформатор будет прогрет (в течение всего периода нахождения активной части на воздухе) до температуры поверхности наружной обмотки, превышающей на 10 °С температуру окружающего воздуха, то время пребывания активной части на воздухе удваивается.
9.2. Сушку изоляции обмоток трансформатора проводить в следующих случаях:
если подсушкой характеристики изоляции не приведены в соответствие с требованиями норм испытания электрооборудования;
если продолжительность пребывания на воздухе активной части трансформатора при капитальном ремонте более чем в 2 раза превышает время, указанное в п. 9.1.
9.3. Для трансформаторов, баки которых рассчитаны на полный вакуум, подсушку следует проводить с использованием установки «Иней» или методом термодиффузии с использованием маслонагревателей или установки УВМ-2.
9.4. Сушку твердой изоляции трансформаторов, баки которых рассчитаны на полный вакуум, проводить методом разбрызгивания нагретого масла.
9.5. Сушку изоляции трансформаторов, баки которых не рассчитаны на полный вакуум, следует проводить с использованием индукционного метода нагрева.
Определение параметров индукционной обмотки для прогрева трансформатора следует проводить согласно приложению 5.
Примечание. Описание процессов подсушки, сушки трансформатора, с указанием оборудования для нагрева и вакуумирования приведено в РД 16363-87.
10. РЕМОНТ ОСНОВНЫХ НАРУЖНЫХ УЗЛОВ ТРАНСФОРМАТОРА
10.1. Ремонт бака
10.1.1. Установить бак трансформатора с наклоном 1,5 - 2 % в сторону сливного отверстия на дне бака.
10.1.2. Отвинтить пробку для слива масла на дне бака и слить остатки масла в сливную емкость.
10.1.3. Очистить наружную и внутреннюю поверхности бака от загрязнений и ржавчины, протереть насухо ветошью, смоченной уайт-спиритом.
10.1.4. Проверить визуально состояние сварных швов.
10.1.5. Заварить обнаруженные места дефектов сварных швов: трещины, поры, подрезы. Исправить деформированные ребра жесткости.
10.1.6. Зачистить места сварки от сварочных брызг и шлака металлическими щетками.
10.1.7. Проверить качество подварки сварных швов. Для этого смочить места подварки изнутри бака керосином, а с противоположной стороны покрыть мелом.
Отсутствие пятен на забеленной поверхности указывает на удовлетворительную маслоплотность сварного шва.
10.1.8. Затянуть и предохранить от самоотвинчивания крепление магнитных шунтов.
10.1.9. Проверить и восстановить поврежденную резьбу отверстий гнезд, люков.
Проверить состояние упорного бортика на разъеме бака, устранить в случае необходимости его неисправности.
10.1.10. Очистить поверхности, подлежащие окраске, от загрязнений ветошью, смоченной уайт-спиритом, обдуть сжатым воздухом.
10.1.11. Покрыть подготовленные к окраске поверхности бака грунтом ФЛ-03К или ГФ-020 ровным слоем без наплывов с помощью пульверизатора. Наружную загрунтованную поверхность бака покрыть эмалью ПФ-115 (серая).
Соприкосновение окрашенных участков с маслом допускается не ранее чем через 24 ч после окончания сушки.
10.1.12. После сборки трансформатора необходимо провести испытание бака на плотность избыточным давлением по одному из следующих способов:
столбом масла (трансформатора, залитого маслом);
давлением сухого воздуха или азота, нагнетаемого под крышку трансформатора (залитого маслом);
давлением сухого воздуха или азота, нагнетаемого под крышку трансформатора (не залитого маслом);
подкачкой масла в бак трансформатора (не залитого маслом и герметичного).
Для испытания столбом масла на крышке или на расширителе трансформатора необходимо установить трубу, нижний конец которого соединить с полостью бака, а верхний заполнить маслом до соответствующего уровня, указанного в заводской документации и технических условиях на отдельные виды трансформаторов.
10.2. Ремонт расширителя
10.2.1. Отсоединить расширитель 5 (рис. 11) от предохранительной трубы 4 с ее патрубком 3 от патрубка 10, соединяющего с крышкой и снять расширитель с крышки бака 7.
10.2.2. Очистить внутренние и внешние поверхности от загрязнений и ржавчины. Для более эффективного отделения ржавчины на внутренней поверхности расширителя допускается простукивание деревянным молотком по внешней поверхности.
Внутренние поверхности расширителей больших диаметров следует очищать металлическими щетками и скребками через открытые люки и донышки.
Внутренние поверхности расширителей малых диаметров (диаметр 250 - 310) следует очищать цепью пропущенной через фланец воздухоосушителя. Расширитель при этом необходимо встряхивать.
Для расширителей малых диаметров допускается срезка одного дна газовой резкой, очистка внутренней поверхности металлическими щетками с последующей заваркой дна газовой сваркой или электросваркой.
10.2.3. Протереть очищенные поверхности расширителя ветошью, смоченной керосином (уайт-спиритом).
10.2.4. Заглушить расширитель и испытать на маслоплотность избыточным давлением воздуха (наружные швы промазать мыльным раствором, отметить мелом места течей, снять давление).
10.2.5. Подварить места течей электросваркой.
10.2.6. Зачистить и обезжирить наружную поверхность расширителя.
10.2.7. Окрасить внутреннюю поверхность расширителя грунтовкой ФЛ-03К или ГФ-020, а наружную - эмалью ПФ-115 (серой).
10.2.8. Заполнить расширитель сухим трансформаторным маслом до уровня верхней отметки маслоуказателя и выдержать в таком состоянии в течение 3 ч. При обнаружении мест течей масла устранить причину неплотностей (подтянуть уплотнения или подварить сварные швы) и повторить испытание.
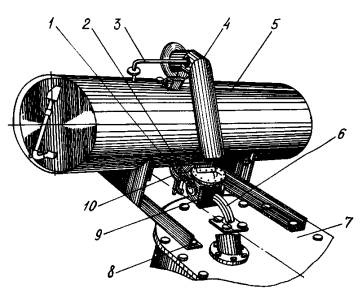
Рис. 11. Расширитель трансформатора:
1 - кран; 2 - фланец; 3 - труба; 4 - труба предохранительная; 5 - расширитель; 6 - патрубок; 7 - крышка бака; 8 - кронштейн; 9 - реле газовое; 10 - патрубок
11. РЕМОНТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ
11.1. Ремонт предохранительного клапана (рис. 12)
11.1.1. Снять предохранительный клапан с бака, очистить наружную поверхность корпуса 2 от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом.
11.1.2. Снять крышку 7 и манжету 6.
11.1.3. Осмотреть и проверить все соединения и пружины клапана. При обнаружении дефектов в соединениях, нарушений целостности пружин или обнаружении на них раковин клапан подлежит замене. Ремонт и регулировка механизма не разрешается.
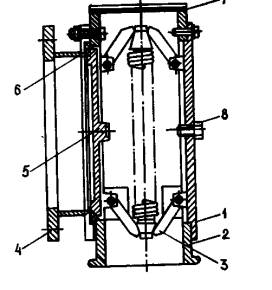
Рис. 12. Предохранительный клапан:
1 - боковая крышка; 2 - корпус; 3 - рычаг; 4 -фланец; 5 - уплотнительный диск; 6 - манжета; 7 - крышка; 8 - болт

Рис. 13. Отсечной клапан:
1 - корпус; 2 - клапан; 3 - тяга; 4 - пружина; 5 - выводы; 6 - плита; 7 - кожух; 8 - пробка; 9 - кнопка; 10 - диск; 11 - стакан; 12 - вилка; 13 - электромагнит
11.1.4. Заменить и установить манжету 6, предварительно смазав ее трансформаторным маслом.
11.1.5. Установить клапан на бак трансформатора.
11.2. Ремонт отсечного клапана (рис. 13)
11.2.1. Снять отсечной клапан с бака, очистить наружную поверхность корпуса 1 от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом.
11.2.2. Вывернуть пробку 8 из корпуса 1 и слить масло.
11.2.3. Снять кожух 7.
11.2.4. Проверить состояние и крепление соединительных проводов, кнопки 9 и электромагнита 13.
11.2.5. Измерить сопротивление изоляции обмотки.
11.2.6. Исправить вмятины и срывы резьб на токоведущих шпильках. Подтянуть при необходимости резьбовые соединения.
11.2.7. Собрать отсечной клапан. Установить и закрепить кожух. Завернуть и уплотнить сливную пробку. Заменить уплотняющую резину на новую.
11.2.8. Подсоединить вводы и подать напряжение к обмотке электромагнита. Проверить срабатывание клапана по сигнальной лампе и звуковому сигналу (в положении «закрыто» лампа и сигнал должны быть включены).
11.2.9. Взвести отсечной клапан в положение «открыто» вручную с помощью стакана 11 и установить стакан на свое место.
11.3. Ремонт предохранительной трубы (рис. 14)
11.3.1. Отсоединить трубу от маслопровода и крышки трансформатора.
11.3.2. Очистить наружную поверхность предохранительной трубы от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом.
11.3.3. Испытать предохранительную трубу на маслоплотность избыточным давлением воздуха 0,03 МПа (0,3 кг/см2) и мыльным раствором.
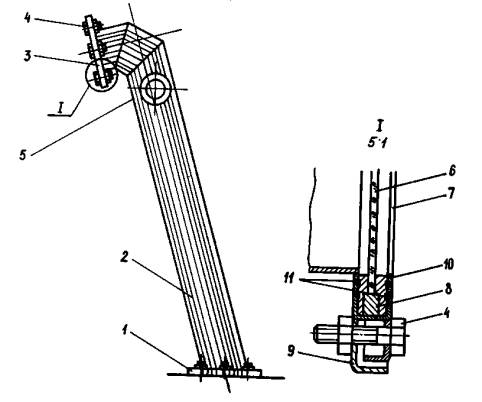
Рис. 14. Предохранительная труба:
1, 5, 7, 9 - фланец; 2 - корпус; 3 - диафрагма; 4 - болт; 6 - диск стеклянный; 8 - упорное кольцо; 10 - прокладка торцевая; 11 - прокладка торцевая; 11 - прокладка резиновая
11.3.4. Определить места течей и отметить их мелом.
11.3.5. Снять фланец 7, прокладки 10, 11, диск стеклянный 6.
11.3.6. Удалить остатки масла и протереть внутренние поверхности выхлопной трубы ветошью, смоченной уайт-спиритом. Продуть трубу сжатым воздухом.
11.3.7. Подварить места течей электросваркой.
Очистить сварные швы и околошовную зону от сварочных брызг и шлака.
11.3.8. Проверить сварные швы на маслоплотность керосином.
11.3.9. Протереть поверхности трубы ветошью, смоченной уайт-спиритом, обдуть сухим сжатым воздухом.
11.3.10. Окрасить предохранительную трубу.
11.3.11. Установить на трубу прокладки 10, 11, диск стеклянный 6, фланец 7, уплотнить и заглушить фланец 5 (стеклянная диафрагма должна быть прозрачной, без сколов, царапин и трещин). Резиновые прокладки заменить.
11.3.12. Установить предохранительную трубу вертикально диафрагмой вниз. Залить сухое трансформаторное масло до уровня 150 - 200 мм от верхнего фланца и выдержать в течение 1 ч.
При обнаружении утечек масла, устранить причину неплотности, испытание повторить.
11.4. Ремонт реле давления (рис. 15)
11.4.1. Снять реле давления с бака трансформатора или с переключающего устройства и очистить наружную поверхность от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом.
11.4.2. Отвернуть болты, снять стеклянный диск 10 и уплотняющие резиновые шайбы 11, снять колпак 2.
11.4.3. Проверить работу реле:
деревянным бруском сверху нажать на головку бойка, тем самым сжать рабочую пружину 9. При достижении бойком 4 крайнего нижнего положения повернуть защелку 5. Снять давление.
11.4.4. Заменить резиновые шайбы, установить стеклянный диск, колпак.
11.4.5. Установить реле давления на трансформатор.
11.5. Ремонт газового реле (реле Бухгольца) (рис. 16 и рис. 17)
11.5.1. Снять газовые реле с трансформатора, очистить наружную поверхность от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом.
11.5.2. Проверить действие рабочих элементов с помощью контрольного клавиша 7 (см. рис. 17). При нажатии на клавиш должны опускаться вначале верхний поплавок 1 (см. рис. 16), а затем нижний поплавок 4. При этом должны срабатывать электрические контакты вначале верхнего, а затем нижнего рабочих элементов.
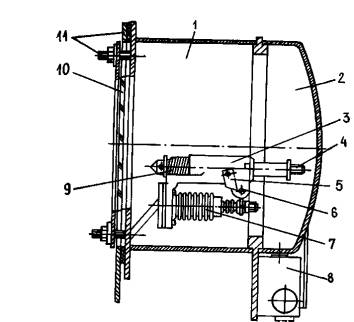
Рис. 15. Реле давления:
1 - кожух; 2 - колпак; 3 - корпус ударного механизма; 4 - боек; 5 - защелка; 6 - ось; 7 - сильфон; 8 - выключатель; 9 - пружина; 10 - стеклянный диск; 11 - уплотняющие резиновые шайбы
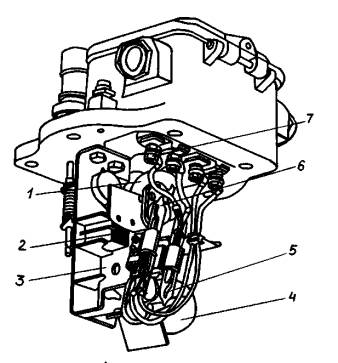
Рис. 16. Общий вид газового реле:
1 - верхний поплавок; 2 - постоянный магнит; 3 - клапан; 4 - нижний поплавок; 5, переключающие лампы; 7 - зажимы подключения
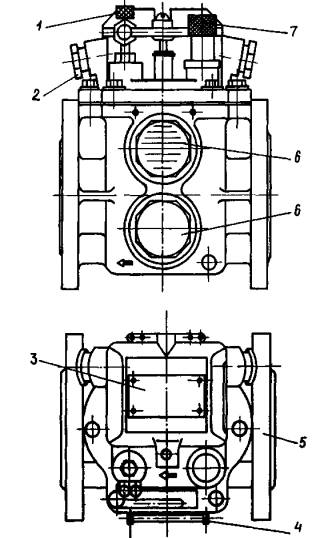
Рис. 17. Схема проверки газового реле:
1 - пробный кран; 2 - узел подсоединения кабеля; 3 - крышка; 4 - крышка смотровая; 5 - фланец; 6 - смотровые стекла; 7 - контрольный клавиш
|
|
|
|
а) |
б) |
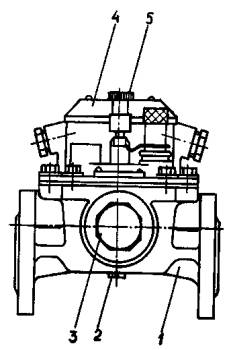

Рис. 18. Защитное реле:
а - общий вид; б - схема устройства;
1 - корпус; 2 - пробка; 3 - смотровое окно; 4 - коробка выводов; 5 - контрольная кнопка; 6 - клапан; 7 - противовес; 8 - регулировочный винт; 9 - магнит; 10 - магнитоуправляемый контакт
Работу поплавков следует контролировать через смотровые стекла 6 (см. рис. 17) в корпусе реле, а срабатывание электрических контактов - с помощью лампочки или других приборов.
11.6. Ремонт защитного реле РГ-25/10 (рис. 18)
11.6.1. Снять защитное реле с трансформатора, очистить наружную поверхность от загрязнений и ржавчины протереть ветошью, смоченной уайт-спиритом.
11.6.2. Проверить работу его отключающего элемента с помощью контрольной кнопки 5.
При нажатии на кнопку до упора отключающий элемент отклоняется, замыкая электрический контакт. При отпускании кнопки он возвращается в исходное положение.
Контроль за положением рабочего элемента необходимо осуществлять через смотровое, стеклянное окно реле. Срабатывание электрического контакта необходимо проверять по сигнальной лампе.
12. РЕМОНТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ АППАРАТУРЫ
12.1. Ремонт плоского маслоуказателя (рис. 19)
12.1.1. Снять маслоуказатель с расширителя.
12.1.2. Заменить уплотнительную резиновую прокладку 3.
12.1.3. При наличии трещин, несмываемых пятен следует заменить стекло 4.
12.1.4. Собрать маслоуказатель и установить на расширитель.
12.2. Ремонт трубчатого маслоуказателя (рис. 20)
12.2.1. Снять маслоуказатель с расширителя.
12.2.2. Разобрать маслоуказатель, очистить его от загрязнений, ржавчины, протереть ветошью, смоченной уайт-спиритом.
12.2.3. Исправить в случае необходимости резьбу болта 1 и колена 3, прочистить отверстия, сообщающиеся с расширителем.
12.2.4. Заменить стеклянную трубку 10 в случае обнаружения сколов, трещин или несмываемых пятен, заменить резиновые прокладки 2, 4, 7, 11.
12.2.5. Установить маслоуказатель на расширитель.
12.3. Ремонт стрелочного маслоуказателя типа МС (рис. 21)
12.3.1. Снять маслоуказатель с расширителя.
12.3.2. Очистить корпус маслоуказателя 6 от загрязнений, протереть ветошью, смоченной уайт-спиритом.
12.3.3. Для маслоуказателя MC1 (рис. 21, а) проверить соответствие взаимного положения рычага маслоуказателя 11 и стрелки маслоуказателя 2. При повороте рычага на угол 40° - 1° вниз от горизонтальной оси маслоуказателя стрелка должна переместиться вниз и совпасть с отметкой «мин» на шкале.
12.3.4. Для маслоуказателя МС2 (рис. 21, б) при опускании рычага вниз до упора стрелка должна располагаться на отметке «мин».
12.3.5. В случае обнаружения несоответствия положений рычагов и стрелок произвести регулирование маслоуказателей в лаборатории.
12.3.6. Проверить замыкание сигнальной цепи.
12.3.7. Заменить крышку циферблата маслоуказателя со стеклом 10, резиновое уплотнение 9, установить маслоуказатель на расширитель.
12.4. Ремонт термосигнализатора TC-110 (рис. 22)
12.4.1. Отвернуть болты крепления 7, крепящие гильзу 6 к крышке бака.
12.4.2. Вывести термобаллон 5 из гильзы 6.
12.4.3. Очистить капилляр 3, корпус термосигнализатора от грязи, протереть ветошью, смоченной уайт-спиритом.
12.4.4. Проверить электропроводку и устранить обрывы. Изолировать поврежденные места.
12.4.5. Проверить изоляцию электрических цепей релейной защиты трансформатора относительно их корпусов.
С целью установления пригодности термометров для использования в процессе эксплуатации необходимо провести их проверку в лаборатории в соответствии с техническим описанием и инструкцией по эксплуатации.
12.5. Ремонт термометра типа А
12.5.1. Снять защитный кожух.
12.5.2. Очистить термометр от грязи и масла ветошью, смоченной уайт-спиритом.
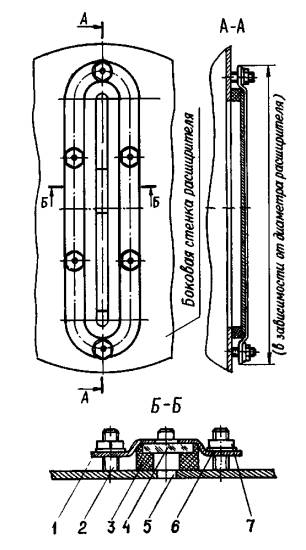
Рис. 19. Плоский маслоуказатель:
1 - плоский фасонный фланец; 2 - шпилька; 3 - уплотнительная резиновая прокладка; 4 - плоское стекло; 5 - продольное окно; 6 - шайба; 7 - гайка
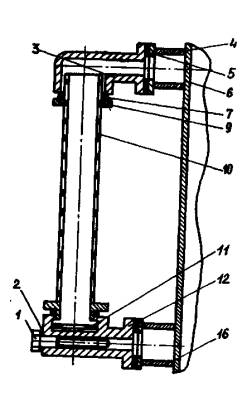
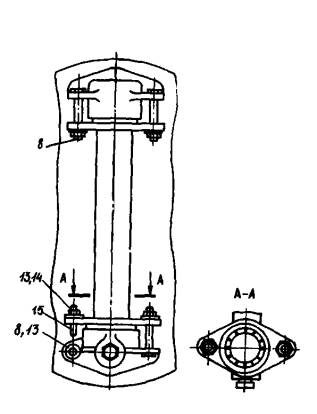
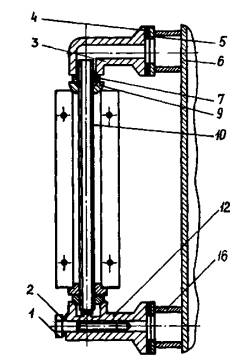

Рис. 20. Трубчатый маслоуказатель:
а - для расширителей диаметром 470 - 690 мм; б - для расширителей диаметром 940, 1260, 1570 мм;
1 - специальный болт; 2, 4 - резиновые прокладки; 3 - колено; 5 - фланец расширителя; 6 - окно в дне расширителя; 7, 11 - резиновые уплотнения; 8, 15 - болты; 9 – фланец; 10 - стеклянная трубка; 12 - колено; 13 - гайка; 14 - шайба; 16 - патрубок расширителя; 17 - защитный кожух; 18, 19, 20 - детали крепежа
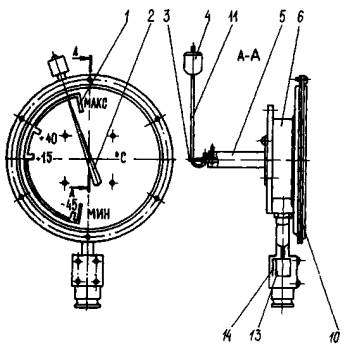
а)

б)
Рис. 21. Стрелочный указатель:
а - расширитель с азотной защитой; б - расширитель с пленочной защитой;
1 - шкала циферблата; 2 - стрелка маслоуказателя; 3 - ось стрелки; 4 - поплавок; 5 - трубка; 6 - корпус маслоуказателя; 7 - дно расширителя; 8 - фланец, приваренный к дну расширителя; 9 -резиновое уплотнение; 10 - крышка циферблата маслоуказателя со стеклом; 11 - рычаг маслоуказателя; 12 - трансформаторное масло; 13 - коробка выводов для присоединения проводов сигнализации; 14 - коробка зажимов; 15 - гибкая оболочка
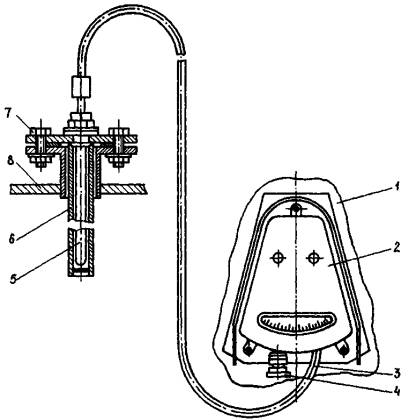
Рис. 22. Термосигнализатор:
1 - бак трансформатора; 2 - корпус термосигнализатора; 3 - капилляр; 4 - уплотняющий штуцер кабеля; 5 - термобаллон; 6 - гильза в баке трансформатора; 7 - болты крепления; 8 - крышка бака.
12.5.3. Заменить резиновую уплотнительную шайбу. Установить термометр и кожух на крышку бака.
12.6. Ремонт реле уровня масла
12.6.1. Провести проверку реле уровня масла:
а) для реле с ртутным переключателем проверить переключатель на герметичность и термическую стойкость. Для чего переключатель следует прокипятить в воде в течение 10 - 15 мин, а затем быстро перенести в воду с температурой 45 °С и охладить до комнатной температуры. При этом в баллон не должна проникнуть влага;
б) для реле с чашечным переключателем необходимо проверить надежность замыкания и размыкания контактов. С этой целью необходимо опустить реле в сосуд с трансформаторным маслом и несколько раз слить и залить масло. При этом контакты должны замыкаться и размыкаться. Ход подвижных контактов по неподвижным должен составлять не менее 2 мм.
13. РЕМОНТ ВВОДОВ
13.1. Заменить уплотняющие прокладки. Прокладки между фарфоровыми покрышками и сопрягающимися с ними металлическими деталями заменяются со снятием стяжного устройства и полным сливом масла из ввода. Все остальные прокладки заменяются без снятия стяжного устройства и слива масла.
Замену прокладок со снятием стяжного устройства произвести в следующем порядке:
слить масло из ввода и гидравлического затвора, снять расширитель;
стянуть нижнюю покрышку с соединительным стаканом специальным приспособлением (рис. 23): распустить пружины стяжного устройства в верхней части ввода, предварительно измерив высоту пружин.
Примечания: 1. У вводов с предварительной затяжкой стяжного устройства (не имеющих нажимных винтов над пружинами) на шпильки навернуть гайки и сжать пружины так, чтобы можно было отвернуть стяжную гайку. Снять стяжную гайку, затем пружины.
2. У вводов без предварительной затяжки пружин (имеющих нажимные винты над пружинами) вывернуть нажимные винты. Снять звездочку и пружины.
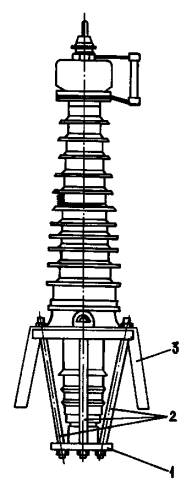
Рис. 23. Схема приспособления для разборки вводов:
1 - съемная плита; 2 - стягивающие шпильки с комплектом гаек; 3 - инвентарная подставка
заменить прокладки на верхней покрышке: снять поддон и верхнюю покрышку; заменить прокладки; установить верхнюю покрышку и поддон;
заменить прокладки на нижней покрышке; установить на поддон временный стакан; вывернуть звездочку так, чтобы она не доходила до временного стакана на 2 - 3 мм; снять специальное приспособление (см. рис. 23); поддерживая покрышку, снять стакан и фарфоровую покрышку; заменить прокладки, установить покрышки и стакан, а затем стянуть их специальным приспособлением.
Примечание. Размеры временного стакана должны обеспечивать свободную насадку его на токоведущую трубу ввода, а также установку звездочки. Толщина стенки втулки - не менее 10 мм;
снять звездочку и временный стакан; установить стяжное устройство и затянуть ввод в последовательности обратной, указанной в п. 13.2. Пружины затянуть до высоты, измеренной до снятия стяжного устройства;
установить расширитель, промыть ввод чистым и сухим маслом, подогретым до температуры 60 - 70 °С, под вакуумом 667 Па (5 мм рт. ст.), ввернуть пробку с уплотнением в нижний контактный наконечник;
вывернуть пробку из отверстия для выпуска воздуха из расширителя и ввернуть в него штуцер, к последнему подсоединить шланг, идущий от системы вакуумирования через промежуточный бачок с маслоуказателем, ввернуть штуцер в маслоотборное устройство и соединить его с маслопроводом, воздухоосушитель демонтировать, установить пробку.
Примечание. Промежуточный бачок при заливке масла установить выше отметки расширителя ввода;
перекрыть маслопровод;
создать во вводе вакуум с остаточным давлением, равным 667 Па (5 мм рт. ст.) перекрыть маслопровод и выдержать вакуум во вводах:
110 кВ в течение 6 ч
150 кВ в течение 12 ч
220 - 330 кВ в течение 16 ч
500 - 1150 кВ в течение 24 ч
приступить к заливке масла во ввод, не снимая вакуума; прекратить заливку, когда уровень масла по маслоуказателю промежуточного бачка составит 2/3 высоты трубки, затем выдержать вакуум во вводах:
110 кВ в течение 6 ч
150 - 220 кВ в течение 12 ч
330 - 1150 кВ в течение 24 ч
Примечание. Температура масла при заливке должна быть не ниже 35 - 40 °С.
После выдержки масла во вводах под вакуумом снять вакуум и дать отстояться маслу при атмосферном давлении в течение 24 ч, затем установить вакуум 667 Па (5 мм рт. ст.) выдержать ввод под вакуумом в течение 30 мин и долить масло до появления его в промежуточном бачке.
После доливки снова выдержать вакуум во вводах:
110 кВ в течение 1 ч
150 - 220 кВ в течение 2 ч
330 - 1150 кВ в течение 3 ч
отсоединить промежуточный бачок и закрыть отверстие для выпуска воздуха пробкой.
Установить на расширитель воздухоосушитель взамен временного штуцера. Привести в рабочее состояние гидрозатвор и расширитель. Уровень масла по маслоуказательному стеклу расширителя при температуре 15 - 20 °С должен составить 2/3 высоты маслоуказателя.
13.2. Заменить масло при неудовлетворительных показателях его в следующем порядке:
подготовить масло в объеме, равном трех-четырехкратному объему масла ввода. Масло должно быть очищенным и дегазированным, удовлетворять требованиям, указанным в «Нормах испытания электрооборудования». При этом диэлектрическая прочность, испытанная в стандартном маслопробойнике, должна быть не ниже 50 кВ;
снять ввод с трансформатора и установить на специальную подставку;
собрать схему (рис. 24), не присоединяя к ней ввода, тщательно промыть ее маслом.
Примечание. На баке с чистым маслом 4 должны быть отметки, указывающие количество сливаемого масла от верхней начальной отметки.
вывернуть пробку из отверстия в верхней части ввода и ввернуть в него штуцер, надеть на него шланг, присоединенный к баку с чистым маслом 4, под струей масла. Перекрыть вентиль Кр. 4;
вывернуть пробку в нижней части ввода и установить штуцер; соединить штуцер через промежуточные вентили Кр. 1 и Кр. 5 с баком для слива отработанного масла 1 и приемным баком 6.
Примечание. У вводов негерметичного исполнения необходимо предварительно слить масло из гидрозатвора, вывернуть воздухоосушитель и вместо него установить временную пробку. У вводов герметичного исполнения с баками давления перекрыть вентили на вводе и баке давления и отсоединить бак давления;
открыть вентиль Кр. 4, затем вентиль Кр. 1 и, обеспечивая непрерывный приток свежего масла, полностью слить из ввода старое масло, после чего перекрыть вентиль Кр. 1;
открыть вентиль Кр. 5 и Кр. 3, включить фильтр-пресс и отрегулировать его так, чтобы уровень масла в приемном баке 6 достигал примерно 1/2 высоты маслоуказательного стекла.
При опускании уровня масла до 1/4 высоты стекла фильтр-пресс отключить, а после заполнения стекла до 1/2 высоты вновь включить. Смену бумаги в фильтр-прессе производить через 2 - 3 ч. Промывать маслом, поступающим через фильтр-пресс, вводы:
110 кВ не менее 6 ч
150 - 220 кВ не менее 12 ч
330 - 500 кВ не менее 24 ч
750 - 1150 кВ не менее 30 ч
По истечении указанного времени отобрать пробу масла и проверить диэлектрическую прочность и tgd масла.
Промывку ввода прекратить после достижения нормированных значений диэлектрической прочности масла и тангенс угла диэлектрических потерь tgd при 70 °С;
перекрыть вентили Кр. 4 и Кр. 3, вывернуть штуцер из нижней части ввода и поставить глухую пробку;
включить вакуум-насос и выдержать под вакуумом при остаточном давлении не более 667 Па (5 мм рт. ст.) вводы:
110 кВ не менее 4 ч
150 - 220 кВ не менее 8 ч
330 - 500 кВ не менее 12 ч
750 - 1150 кВ не менее 16 ч
снять вакуум, отсоединить ввод от вакуум-насоса и ввернуть пробку, заполнить гидравлический затвор маслом в соответствии с инструкцией по эксплуатации вводов, вывернуть временную пробку и ввернуть трубку воздухоосушителя.
13.3. При увлажнении изоляции ввода после операции, приведенной в п. 11.2, произвести подсушку ввода, для чего предварительно:
промыть ввод;
собрать схему подсушки и произвести подсушку ввода, включить циркуляцию масла, прогреть ввод до температуры 70 °С со скоростью 10 °С/ч, а затем создать вакуум в нем со скоростью 0,027 МПа/ч до остаточного давления 667 Па (5 мм рт. ст.) (см. рис. 24);
залить масло, подогретое до 70 °С, и путем многократной циркуляции его добиться показателей изоляции, удовлетворяющих нормам;
произвести окончательную заливку масла.

Рис. 24. Схема замены масла во вводе:
1 - бак для слива отработанного масла; 2 - подставка; 3 - ввод; 4 - бак с чистым маслом (устанавливается выше ввода); 5 - фильтр-пресс; 6 - приемный бак (устанавливается ниже ввода); 7 - пробка для слива масла
13.4. Осмотр и ремонт вводов с баками давления ГБМТ производить аналогично ремонту вводов без бака давления в объеме, приведенном в пп. 13.1 - 13.3.
Бак давления с сильфонным устройством поставляется в герметичном исполнении и не подлежит разборке.
В случае необходимости замену масла в баке давления следует производить следующим образом:
снять давление, частично слив масло из системы ввод-бак. Отсоединить бак давления от ввода. Вывернуть пробку выпуска воздуха в верхней части ввода. Вместо пробки установить штуцер, подсоединить его к промежуточному бачку с воздухоосушителем.
Примечание. При снятии давления строго следить за показаниями манометра, при нулевом положении стрелки вентили перекрыть;
слить масло и испытать бак давления воздухом в водяной ванне давлением 0,1 МПа (1 кг/см2); обнаруженные места течи заварить, зачистить и окрасить;
промыть бак давления и соединительную трубку от измерительного устройства (трубки предварительно продуть воздухом) горячим маслом, подогретым до 60 - 70 °С, слить масло;
проверить бак давления на отдачу, для чего подсоединить его к вакуумсистеме через промежуточный бачок вместимостью 20 - 30 л и штуцер, установленный вместо верхней пробки, а также к маслосистеме через вентиль бака давления. Создать в баке давление не более 667 Па (5 мм рт. ст.) выдержать его в течение 30 мин. Не снимая вакуум, заполнить бак и промежуточный бачок маслом, подогретым до 20 - 25 °С; снять вакуум, дождаться устойчивого уровня масла в промежуточном бачке, отсоединить вакуумсистему и установить верхнюю пробку с уплотнением на бак давления. Создать в баке подачей масла давление 0,3 МПа (3 кг/см2) и проверить отдачу сильфонного устройства, вливая масло в измерительную емкость через нижнее отверстие до давления 0,025 МПа (0,25 кг/см2), сравнить полученную отдачу с расчетной (по паспорту), слить масло из бака давления;
заполнить повторно бак маслом и довести в нем давление до 0,25 МПа (2,5 кг/см2);
отсоединить от ввода промежуточный бачок, вывернуть штуцер из отверстия для выпуска воздуха и ввернуть в него пробку с уплотнением;
присоединить бак давления к вводу для этого: присоединить трубку к баку давления; приоткрыть вентили бака и ввода и под струей масла из бака и ввода присоединить трубку к вводу; открыть полностью вентили на вводе и баке давления и установить рабочее давление (см. инструкцию завода-изготовителя).
13.5. Замену неисправного манометра производить в следующей последовательности:
закрыть вентили на вводе и баке давления;
снять неисправный манометр;
приоткрыть вентиль на баке давления и под вытекающей струей масла установить манометр;
открыть полностью вентили на вводе и баке давления; опломбировать вентили.
13.6. В условиях эксплуатации ремонт вводов с твердой изоляцией (рис. 25) производить только в случае устранения внешних дефектов фарфоровой покрышки.
Работы по устранению внутренних неисправностей не производить.
13.7. При ремонте ввода типа элегаз-масло (типа СВТР-750) следует учесть:
во избежание повреждения ввода ГМСВТР при закрытых вентилях на вводе и баке давления 8 (рис. 26) время на все ремонтные работы не должно превышать 1 ч. Все работы, связанные с вводом ЭСВТР и токопроводом, необходимо проводить при давлении во вводе и токопроводе не более 0,02 МПа (0,2 кг/см2);
в случае обнаружения течей масла или элегаза из мест болтовых соединений необходимо подтянуть эти соединения. При обнаружении течей масла или элегаза в соединительных трубках и в ниппельных уплотнениях необходимо подтянуть накидные гайки, а при неисправном манометре необходимо произвести его замену. Работы по замене следует проводить в соответствии с аналогичными работами по маслонаполненным вводам. После окончания всех работ отобрать пробы масла на анализ;
если в результате проверки показатели качества масла выходят за пределы, приведенные в инструкции по эксплуатации, вопрос о дальнейшей эксплуатации должен решить завод-изготовитель. При понижении давления элегаза ниже значения необходимого по эксплуатационной документации, необходимо произвести его подкачку. Произвести отбор пробы элегаэа. При несоответствии элегаза техническим условиям необходимо произвести его сушку с помощью системы регенеративной очистки элегаза и повторно произвести отбор элегаза. Проверить состояние внутренней изоляции ввода ГМСВТР измерением tgd и С. Произвести высоковольтные испытания ввода СВТР.
13.8. Произвести ремонт съемных вводов (рис. 27) для чего:
разобрать ввод;
очистить от загрязнений наружные и внутренние поверхности фарфоровых изоляторов 12 и токоведущие стержни 13;
протереть детали ветошью, смоченной уайт-спиритом, обдуть детали сухим сжатым воздухом;
исправить вмятины и срывы резьб на токоведущей шпильке. Опилить и зачистить рабочие контактные поверхности токоведущего наконечника;
нанести антикоррозионное покрытие (лужение) на контактные поверхности наконечника;
зачистить и покрыть лаком или краской незначительные сколы и трещины на изоляторах. При больших сколах и трещинах, изоляторы заменить;
собрать ввод, уплотняющие резиновые прокладки заменить;
провести электрические испытания ввода.
13.9. При ремонте армированных вводов напряжением до 35 кВ необходимо:
проверить вводы на отсутствие повреждений, определить степень разрушения армированных швов;
протереть поверхности ветошью, смоченной уайт-спиритом. Обдуть сжатым воздухом;
зачистить и покрыть лаком или краской незначительные сколы и трещины на изоляторах;
произвести ремонт токоведущих шпилек, контактных пластин и лопаток;
испытать повышенным напряжением вводы на стенде (рис. 28).
|
|
|
|
а) |
б) |


Рис. 25. Ввод с твердой изоляцией:
а - общий вид; б - верхняя часть;
1 - контактный зажим; 2 - колпак; 3 - верхняя фарфоровая покрышка; 4, 12, 17 - резиновые прокладки; 5 - соединительная втулка; 6 - измерительный ввод; 7 - изоляционный сердечник; 8 - медная труба; 9 - газоотводный патрубок; 10 - грузовая косынка; 11 - болты; 13, 20 - гайки; 14 - диафрагма; 15, 16 - верхний и нижний фланцы; 18 - трансформаторное масло; 19 - пружина; 21 - контактная шпилька
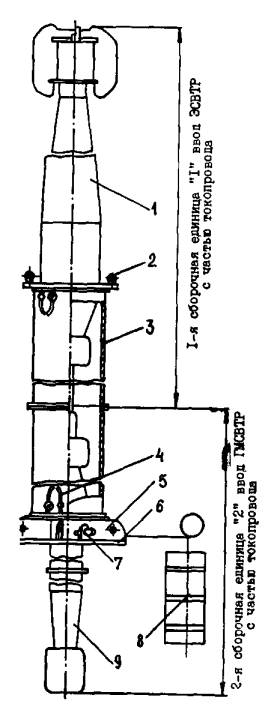
1 - ввод ЭСВТР; 2 - болт МЗО; 3 - токопровод; 4 - устройство измерительное с электроконтактным мановакуумметром; 5 - косынка; 6 - опорный фланец; 7 - вывод; 8 - бак давления с манометром; 9 - ввод ГМСВТР
|
Рис. 27. Схемный ввод: 1 - наконечник; 2 - болты; 3 - гайка; 4 - втулка; 5 - резиновое кольцо; 6 - колпак; 7 - винт для спуска воздуха; 8 - резиновая прокладка; 9 - выступы на шпильке; 10 - шайба из электрокартона; 11 - бортик на шпильке; 12 - фарфоровый изолятор; 13 - стержень токоведущий; 14 - шпилька; 15 - гайка; 16 - фланец; 17 - прижимной кулачок; 18 - резиновая прокладка; 19 - крышка бака; 20 - гетинаксовая втулка; 21 - шайба; 22 - гайка |
Рис. 28. Схема для испытания съемного ввода: 1 - винт для спуска воздуха; 2 - изолятор фарфоровый; 3 - бак для заливки масла; 4 - манометр; 5 - вентиль со штуцером |
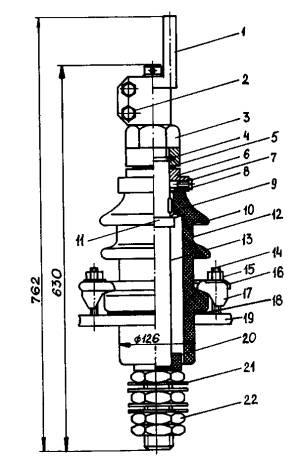
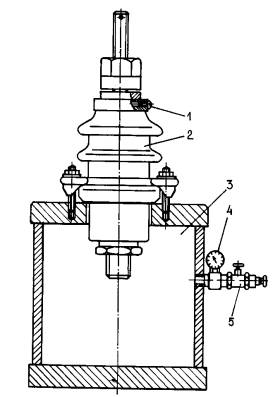
14. РЕМОНТ СРЕДСТВ ЗАЩИТЫ МАСЛА ОТ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕГО ВОЗДУХА
14.1. Ремонт воздухоосушителя (рис. 29)
14.1.1. Снять воздухоосушитель с трансформатора.
14.1.2. Разобрать воздухоосушитель, очистить внутреннюю поверхность корпуса от загрязнений и просушить.
14.1.3. Заполнить патрон 2 индикаторным силикагелем 1 и установить стекло в смотровом окне.
14.1.4. Заполнить фильтр сухим силикагелем 3 таким образом, чтобы под крышкой оставалось свободное пространство высотой 15 - 25 мм.
14.1.5. Установить масляный затвор и залить его чистым, сухим трансформаторным маслом 6 через пробку до установленной отметки.
14.2. Ремонт установки азотной защиты масла (рис. 30)
14.2.1. Произвести контроль герметичности соединений, арматуры, целостности мягких резервуаров мыльным раствором при избыточном давлении 3 кПа (0,03 кг/см2).
14.2.2. В случае обнаружения повреждений мягких резервуаров 3 азотной защиты следует устранить их путем наложения заплат из однотипного материала (прорезиненной ткани). Заплата должна перекрывать дефектный участок резервуара не менее чем на 20 мм по всему периметру.
Поверхность дефектного участка и заплаты перед наложением необходимо тщательно очистить бензином.

1 - индикаторный силикагель; 2 - патрон; 3 - силикагель; 4 - затвор воздухоосушителя; 5 - стекло контроля наличия масла в затворе; 6 - масло трансформаторное; 7 - путь движения воздуха
После просушки на склеиваемые поверхности нанести два слоя клея. Каждый слой клея необходимо просушить до полного удаления растворителя. После сушки заплату следует наклеить на дефектный участок и тщательно прокатать роликом (валиком).
14.2.3. После проведения ремонта необходимо повторно провести контроль герметичности.
14.2.4. Провести смену силикагеля в азотоосушителе 4 в следующей последовательности:

Рис. 30. Установка азотной защиты масла:
1 - надмасляное пространство расширителя; 2 - шкаф; 3 - мягкий резервуар; 4 - азотоосушитель
перекрыть вентиль, соединяющий расширитель с мягким резервуаром;
снять нижнюю крышку осушителя азота, высыпать силикагель, установить и уплотнить заглушку;
снять верхнюю заглушку осушителя, заполнить 0,9 его объема силикагелем, установить и уплотнить заглушку;
открыть вентиль, соединяющий расширитель с мягким резервуаром.
Примечание. Перед сменой силикагеля предварительно произвести его подготовку. Сушить при t = 150 - 170 °C не менее 4 ч до влажности не более 1 %, охладить до t = 50 - 60 °С, просеять и пропустить через магнитный сепаратор.
14.3. Ремонт пленочной защиты масла
14.3.1. Осмотреть внутреннюю поверхность гибкой оболочки (рис. 31). Визуально проверить наличие масла в полости гибкой оболочки 1. Осмотр осуществлять через отверстие для прохода штанги стрелочного маслоуказателя 2. Для освещения внутренней поверхности оболочки следует применять низковольтную электролампу с защитной сеткой.
14.3.2. При обнаружении в оболочке масла необходимо демонтировать ее и проверить на герметичность:
создать в оболочке избыточное давление воздуха до распрямления оболочки;
смочить кистью всю поверхность оболочки мыльным раствором.
Оболочка считается герметичной, если по истечении 15 мин после обмыливания отсутствуют пузырьки воздуха.
14.3.3. В случае обнаружения незначительных повреждений (проколы), место прокола необходимо уплотнить с помощью двух резиновых прокладок, устанавливаемых с наружной и внутренней сторон поврежденного участка и стягиваемых специальным болтом с металлическими шайбами.
Примечание. Указанный ремонт следует считать временным и по возможности оболочку необходимо заменить. В случае обнаружения более серьезных повреждений (разрывов) оболочка подлежит замене.
|
а) |
б) |
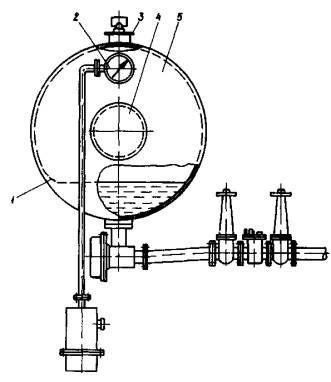

Рис. 31. Расширитель с гибкой оболочкой:
а - расположение гибкой оболочки; б - принципиальная схема работы
1 - гибкая оболочка; 2 - стрелочный маслоуказатель; 3 - патрубок; 4 - монтажный люк; 5 - расширитель; 6 - сборный коллектор; 7 - штанга маслоуказателя; 8 - вентиль для доливки масла
|
а) |
б) |
в) |

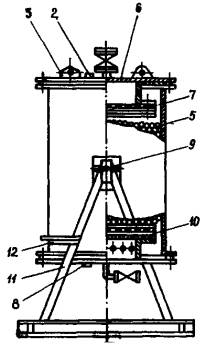
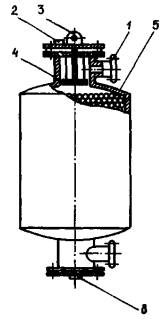
Рис. 32. Фильтр непрерывной регенерации масла:
а - для трансформаторов с системой охлаждения типа «ДЦ»; б - для трансформаторов с системой охлаждения типа «Ц» (адсорбционный фильтр); в - для трансформаторов с системой охлаждения типа «ДиМ»;
1 - патрубок; 2 - пробка для выпуска воздуха; 3 - подъемное устройство; 4 - защитная сетка; 5 - корпус; 6 - крышка; 7 - защитное устройство; 8 - сливная пробка; 9 - полуось; 10 - расширительное устройство; 11 - рама; 12 - фиксирующий упор
14.4. Ремонт фильтров непрерывной регенерации масла (термосифонные фильтры) (рис. 32)
14.4.1. Отсоединить фильтр от трубопроводов, соединяющих его с баком трансформатора.
14.4.2. Разобрать фильтр и маслопроводы.
14.4.3. Очистить корпус 5, защитную сетку 4 от грязи, промыть их чистым сухим трансформаторным маслом.
14.4.4. Собрать фильтр и испытать на маслоплотность избыточным давлением 50 кПа (0,5 кг/см2) нагретого до температуры 50 - 60 °С трансформаторного масла в течение 30 мин.
14.4.5. Выявленные места течей устранить электросваркой. Провести повторные испытания.
14.4.6. Снять крышку 6 верхнего патрубка и засыпать в фильтр предварительно отсеянный от пыли сухой силикагелъ.
14.4.7. Установить фильтр и маслопроводы на трансформатор.
14.4.8. Открыть пробку для выпуска воздуха 2 фильтра и открыть незначительно кран нижнего патрубка, заполнить фильтр маслом из трансформатора до появления масла в пробке.
14.4.9. Закрыть нижний вентиль и дать маслу отстояться в течение не менее 1 ч.
14.4.10. Открыть пробку на нижнем патрубке и слить масло до полного удаления продуктов отстоя.
14.4.11. Закрыть пробку, открыть верхний и нижний вентили трубопроводов, окончательно заполнить фильтр маслом.
Примечание. Перед включением трансформатора необходимо повторно выпустить воздух из фильтра и маслопроводов.
14.5. Ремонт адсорбных фильтров
14.5.1. Разобрать фильтр и удалить отработанный сорбент, очистить, обезжирить и окрасить фильтры.
14.5.2. Промыть фильтр трансформаторным маслом, подогретым до 50 - 60 °С, и испытать его на герметичность избыточным давлением масла 0,2 МПа (2 кг/см2) в течение 30 мин.
14.5.3. Засыпать адсорбный фильтр отсеянным от пыли силикагелем и промыть его через фильтр-пресс.
Силикагель слоем 150 мм, поставляемый в негерметичной упаковке, перед засыпкой прокалить при температуре 500 - 600 °С. Применять силикагель марки КСД ГОСТ 3956-76.
15. РЕМОНТ СИСТЕМЫ ОХЛАЖДЕНИЯ
15.1. Ремонт системы охлаждения типа ДЦ
15.1.1. При ремонте охладителей следует:
вскрыть верхнюю и нижнюю коробки (коллекторы);
тщательно очистить, обезжирить и заварить места течей в сварных швах трубки с трубной пластиной. Сварку (сплав АД-1-M) выполнить аргонодуговой сваркой с присадкой алюминиевой проволоки диаметром 3 мм. При обнаружении течи в трубках их необходимо заменить (допускается глушение дефектных трубок, но не более двух трубок на каждый ход трубной пластины). Глушить трубки следует с обеих сторон. Для компенсации разницы при температурном удлинении рабочих и заглушенных трубок необходимо со стороны плавающей головки снять сварной шов и укоротить трубку на 5 - 6 мм ниже верхней кромки трубной пластины;
прочистить внутреннюю поверхность трубок;
проверить перегородки ходов и установить верхнюю и нижнюю крышки охладителя, предварительно очистив их;
испытать охладители сухим трансформаторным маслом по схеме, приведенной на рис. 33. Прогреть масло в баке 8 до температуры 60 °С с помощью маслоподогревателя 2, заполнить охладитель маслом, перекрыть задвижку 13 и поднять с помощью маслонасоса 5 избыточное давление до 0,2 МПа (2 кг/см2), перекрыть задвижку 12 и отключить маслонасос 5 (испытуемый охладитель считается герметичным, если в течение 30 мин не наблюдаются течи масла, а значение испытательного давления практически не изменяется);
после испытания охладитель промыть горячим трансформаторным маслом по схеме, приведенной на рис. 33. При промывке необходимо одновременно осуществлять постоянную очистку масла с помощью маслоочистительной установки 3. Длительность промывки должна быть не менее 1 ч. Промывку можно считать законченной, если на фильтровальной бумаге будут отсутствовать следы ржавчины и грязи, а электрическая прочность отобранного из вентиля 7 масла по сравнению с первоначальной не изменится.
Примечания: 1. Общее гидравлическое сопротивление замкнутой системы должно обеспечивать бесперебойную работу маслонасоса 5 без перегрузки (контроль по току статора).
2. Температура масла при испытании и промывке элементов системы охлаждения должна быть в пределах 50 - 60 °С, а электрическая прочность не ниже значения, требуемого для заливки трансформатора данного класса напряжения.
3. Охладители после чистки, промывки и испытания могут находиться без масла не более 4 ч.
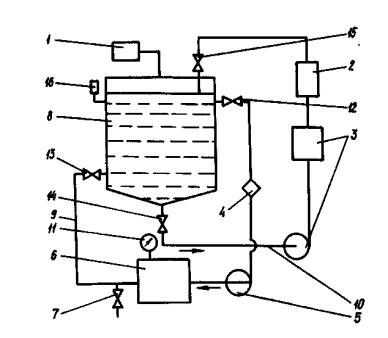
Рис. 33. Схема промывки и испытания системы охлаждения типа ДЦ:
1 - воздухоосушитель; 2 - маслоподогреватель (от + 50 до 60 °С); 3 - маслоочистительная установка с насосом; 4 - сетчатый фильтр; 5 - масляный насос ЭЦТ (рабочий); 6 - промываемые элементы системы охлаждения; 7 - вентиль отбора проб масла; 8 - бак вместимостью не менее 3,5 м; 9 - маслопровод диаметром 120 мм в системе промывки; 10 - маслопровод в системе подогрева и очистки масла; 11 - манометр; 12, 13, 14, 15 - задвижки; 16 - маслоуказатель
15.1.2. При ремонте бессальникового электронасоса ЭНТ необходимо:
осмотреть и вскрыть насос, проверить биение вала, состояние подшипников, крепления рабочего колеса, наличие натиров и заусенцев на корпусе и колесе, проверить исправность подшипников, негодные заменить;
измерить сопротивления изоляции статорных обмоток двигателя мегаомметром на напряжение 500 В, при этом сопротивление изоляции должно быть не менее 0,5 МОм. При значении сопротивления изоляции ниже 0,5 МОм произвести сушку изоляции;
собрать насос, проверить вращение двигателя вручную (вал должен вращаться свободно, без заеданий) и опробовать перекачиванием трансформаторного масла во временный бак, испытать электронасос на герметичность опрессовкой трансформаторным маслом температурой 80 °С и давлением не менее 0,65 МПа (6,5 кг/см2) в течение 10 мин. Используемое масло должно отвечать требованиям, приведенным в разд. 21;
измерить вибрацию корпуса насоса;
покрасить наружную поверхность в соответствии с разд. 19.
15.1.3. Выполнить ремонт вентиляторов и крыльчаток. Проверить зазор между крыльчатками вентиляторов и диффузорами по всему периметру. Зазор должен быть равномерный и не превышать 1,5 % диаметра рабочего колеса. Заменить амортизационные прокладки под лапками электродвигателей. Очистить вентиляторы от пыли и загрязнений. Измерить мегаомметром на напряжение 500 В сопротивления изоляции статорных обмоток электродвигателей (по фазам) и сравнить полученные значения. Проверить состояние доступных мест паек и контактов. Проверить правильность установки электродвигателей на охладителе.
При этом должны выполняться следующие требования:
охладитель должен быть жестко закреплен на стойке;
электродвигатели вентиляторов обдувки должны быть установлены и закреплены в соответствии с чертежами;
крыльчатки (с валами) должны легко проворачиваться вручную, при разгоне свободно вращаться;
осевые зазоры у валов электродвигателей должны отсутствовать.
Включить электродвигатель и измерить вибрацию включенного электродвигателя в трех точках (рис. 34) вибрографом BP-1. Значение вибрации в любой точке измерения не должно превышать 0,06 мм. При вибрации, превышающей 0,06 мм, проверить биение лопастей вентиляторов в осевом направлении (описывают ли лопасти при осевом вращении одинаковую поверхность вращения).
Биение лопастей проверить следующим образом:
на внутренней стороне обечайки (диффузора) нанести цветным карандашом проекцию произвольно выбранной лопасти вентилятора в виде кривой;
проверить последовательно степень совпадения проекций остальных лопастей вентилятора с проекцией первой лопасти (расхождение проекций должно быть не более 3 мм).
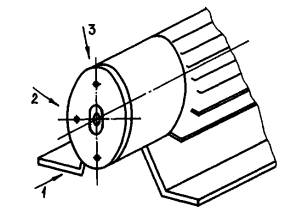
Рис. 34. Схема контрольных точек для измерения вибрации (на заднем щите)
При больших расхождениях необходимо подогнуть лопасти вентилятора до получения допустимого значения (+3 мм). Повторно измерять вибрацию электродвигателя.
Если значение вибрации будет превышать 0,06 мм, то необходимо снять вентилятор и произвести его статическую и динамическую балансировку.
Проверить состояние подшипников и заменить их смазку. В случае непригодности установленных подшипников произвести их замену. Собрать вентилятор и повторно проверить его вибрацию.
15.2. Ремонт системы охлаждения типа Ц
15.2.1. Провести внешний осмотр маслоохладителя и выявить места пропуска масла в водяную камеру. Пропуск определяется по масляным пятнам на воде.
15.2.2. Слить из системы воду, а затем масло. Демонтировать насосы, маслопроводы, арматуру, адсорбные фильтры. Демонтировать и передать в соответствующие лаборатории приборы контроля и сигнализации.
15.2.3. Снять торцевые крышки маслоохладителя и заменить трубки с дефектами. Прочистить трубные плиты и трубки мягкими металлическими ершами. В местах течей развальцевать трубки и швы и залить их эпоксидной смолой.
15.2.4. Проверить чистоту масляной камеры. При обнаружении ржавчины и прикипаний шлама вынуть трубный пучок, продуть межтрубное пространство сухим воздухом с t = 50 - 70 °С, а стенки камеры прочистить металлической щеткой. Собрать охладитель и промыть трансформаторным маслом, удовлетворяющим требованиям, указанным в разд. 21 и подогретым до температуры 50 - 60 °С.
15.2.5. Проверить и испытать на герметичность в течение 30 мин межтрубное пространство (по масляной стороне) трансформаторным маслом, удовлетворяющим требованиям, указанным в разд. 21 и подогретым до температуры 60 °С при давлении 0,6 МПа (6 кг/см2).
При этом необходимо у охладителей вертикальной установки снять верхнюю крышку и наполнить водяную камеру водой, а у горизонтально установленных охладителей установить обе крышки и также наполнить водой водяную камеру.
При испытании межтрубного пространства следить за появлением масляных пятен на поверхности воды. Для этого у охладителей горизонтальной установки необходимо сливать воду в специальную емкость с открытой поверхностью. При появлении масляных пятен повторить испытания без воды и крышек, предварительно закрасив мелом. Определить места течи масла. Неплотности в развальцованных соединениях устранить подвальцовкой труб. Дефектные трубы заменить. После устранения дефектов повторить испытания межтрубного пространства.
15.2.6. Проверить и испытать на герметичность водяные камеры давлением воды 0,6 МПа (6 кг/см2) в течение 30 мин. При этом межтрубное пространство заполнить маслом температурой 50 - 60 °С и электрической прочностью 45 - 50 кВ. Характеристики масла проверять до заливки и через 2 ч после испытания маслоохладителя, а затем через 12 ч. При этом характеристики масла не должны существенно измениться (отклонение допускается в пределах погрешности измерений).
15.2.7. Собрать систему охлаждения, заполнить ее маслом и произвести промывку, для чего использовать вспомогательный бачок с конусным дном емкостью, большей в 2 раза, чем емкость охладителей, установленный на 2 м выше маслопроводов системы охлаждения. Параллельно бачку присоединить фильтр-пресс.
Испытать систему на герметичность маслом и водой с избыточным давлением 0,4 МПа (4 кг/см2) в течение 1 ч при температуре масла 50 - 60 °С и воды не ниже 10 °С.
После установки трансформатора на фундамент присоединить систему охлаждения к трансформатору, заполнить всю систему маслом через расширитель трансформатора.
Дать отстояться маслу в охладителях при атмосферном давлении в течение 5 ч.
Примечания: 1. Заполнять систему охлаждения сначала маслом температурой не ниже 10 °С, а затем водой при задвижках, открытых на входе и полностью закрытых на выходе. Заполнение вести до появления из боковых отверстий на пробках выпуска воздуха, а также соответственно масла из межтрубного пространства и воды из водяных камер. После этого открыть задвижки на выходе системы, не допуская гидравлических толчков в масляной системе охлаждения. Убедиться по температуре воды и масла в маслоохладителе, что поток охлаждающей воды через него обеспечивается нормально.
2. Во время ремонта при отсутствии новой трубки, дефектную необходимо заглушить с обоих концов пробкой из мягкой латуни.
15.3. Ремонт системы охлаждения типа М
Трубчатый радиатор (рис. 35)
15.3.1. Слить масло из радиаторов, снять их с бака и заглушить.
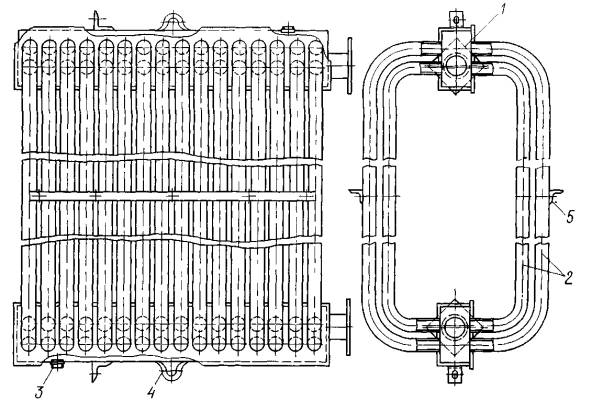
Рис. 35. Трубчатый радиатор:
1 - коллектор; 2 - трубы диаметром 51 ´ 1,75 мм; 3 - пробка; 4 - скоба для подъема радиатора; 5 - угольник
15.3.2. Очистить наружную поверхность радиаторов от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом. Обдуть сжатым воздухом.
Примечание. Плотный наружный слой загрязнений следует удалять щелочным раствором (10 - 15 % каустической соды) в ванне.
15.3.3. Испытать сварные швы радиаторов на непроницаемость сжатым воздухом 0,2 МПа (2 кг/см2) и мыльным раствором. Места течей отметить мелом, снять давление.
15.3.4. Подварить места течей, исправить места повреждений, зачистить места сварки от окалины и брызг.
15.3.5. Исправить резьбу на пробках и гнездах радиатора.
15.3.6. Протереть наружные поверхности радиаторов ветошью, смоченной уайт-спиритом.
15.3.7. Покрыть подготовленные к окраске поверхности радиаторов грунтом ФЛ-03К или ГФ-020 ровным слоем без наплывов с помощью пульверизатора.
15.3.8. Покрыть загрунтованные наружные поверхности радиаторов эмалью ПФ-133 светло-серого цвета.
15.3.9. Промыть радиатор сухим трансформаторным маслом температурой 50 - 70 °С.
Условием окончания промывки служит отсутствие механических примесей на фильтровальной бумаге фильтр-пресса 4 (рис. 36).
15.3.10. Испытать радиатор на маслоплотность давлением трансформаторного масла 0,2 МПа (2 кг/см2) при температуре 50 - 70 °С с помощью ручного насоса или столбом масла (рис. 36 и 37, 38).
15.4. Ремонт труб системы охлаждения и газоотвода
15.4.1. Снять трубы с трансформатора, слить из них масло.
15.4.2. Очистить наружную поверхность от загрязнений и ржавчины, протереть ветошью, смоченной уайт-спиритом.
15.4.3. Проверить визуально состояние сварных швов.
15.4.4. Заварить обнаруженные дефекты сварных швов: трещины, поры, подрезы.
15.4.5. Соединить патрубки между собой и промыть их внутренние поверхности горячим маслом.
Общая длина собранного для промывки маслопровода не должна быть более 25 м, а количество колен не более 5.

Рис. 36. Схема промывки радиатора:
1 - труба 3/4 для выхода воздуха; 2 - радиатор; 3 - бак для подогревания масла; 4 - фильтр-пресс
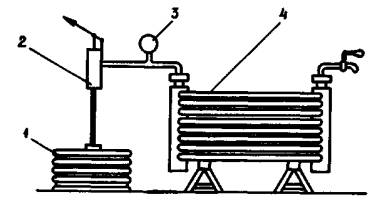
Рис. 37. Схема испытания радиатора ручным насосом:
1 - бак для подогрева масла; 2 - насос ручной; 3 - манометр; 4 - радиатор
|
|
|
|
а) |
б) |

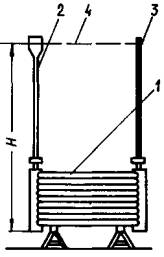
Рис. 38. Схема испытания радиаторов давлением столба масла и электронасосом:
а - при вертикальном положении радиатора; б - при горизонтальном положении радиатора;
1 - радиатор; 2, 3 - трубы; 4 - уровень масла при испытании радиатора; 5 - бак для подогрева масла; 6 - маслонасос с электродвигателем
15.4.6. Произвести проверку маслоплотности трубопроводов путем создания в них избыточного давления 0,4 МПа (4 кг/см2) в залитом в них масле с помощью ручного насоса.
15.4.7. Отметить мелом места течей сварных швов, снять давление.
15.4.8. Подварить места течей электросваркой.
15.4.9. Обезжирить наружные поверхности труб ветошью, смоченной уайт-спиритом.
15.4.10. Окрасить наружные поверхности труб грунтом ФЛ-03К или ГФ-020, а затем эмалью ПФ-133.
15.5. Ремонт арматуры
15.5.1. Разобрать и очистить задвижки, клапаны и вентили. Произвести внутреннюю и наружную очистку поверхностей труб. Протереть внутренние поверхности техническими салфетками без ворса.
15.5.2. Произвести притирку клапанов. Заменить маслостойкие резиновые и сальниковые уплотнения. Сальниковую набивку задвижек (Лудло) заменить резиновыми прокладками.
15.6. Ремонт шкафов автоматического управления типа ШАОТ, ШД, АД-2 и др. (рис. 39)
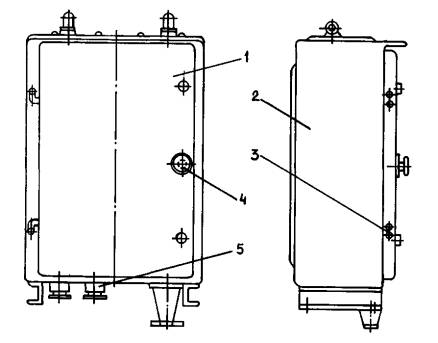
Рис. 39. Шкаф автоматического управления:
1 - дверь; 2 - стенка; 3 - петли; 4 - дверной запор; 5 - сальники
15.6.1. Очистить от загрязнений и ржавчины наружные и внутренние поверхности шкафа, протереть ветошью, смоченной уайт-спиритом.
15.6.2. Осмотреть автоматические выключатели и магнитные пускатели, их контактные поверхности.
При наличии перекосов контактов, неодновременности их касания устранить указанные неисправности.
15.6.3. Зачистить мелкой шлифовальной шкуркой подгары и оплавления на контактах магнитных пускателей и автоматических выключателей.
15.6.4. Проверить исправность заземления шкафа, измерить сопротивление изоляции всех цепей шкафа. Сопротивление должно быть не менее 0,5 МОм.
15.6.5. Подтянуть к стенкам шкафа 2 устройства крепления аппаратуры, кабельных муфт и сальников 5 для ввода силовых и контрольных кабелей.
15.6.6. Отрихтовать и отрегулировать дверные запоры 4, заменить резиновые уплотнения в пазах двери 1 и смазать петли 3 солидолом.
15.6.7. Протереть внутренние и внешние поверхности шкафа ветошью, смоченной уайт-спиритом.
15.6.8. Окрасить поверхности шкафа.
16. МОНТАЖ ТРАНСФОРМАТОРА НА ФУНДАМЕНТЕ
16.1. Перемещение трансформатора из зоны ремонта на место монтажа произвести аналогично п. 5.9 в обратной последовательности.
16.2. Установить трансформатор на фундамент так, чтобы крышка имела подъем 1 - 1,5 % по направлению к газовому реле, если в технической документации на трансформатор нет специальных указаний или уклон предусмотрен конструкцией бака.
16.3. Подсоединить шины и спуски к вводам трансформатора, заземлить трансформатор.
16.4. Измерить сопротивление обмоток постоянному току и коэффициент трансформации на рабочем положении переключателя напряжений. Мегаомметром ТУ-25-04-2131-78 измерить сопротивление изоляции обмоток, проверить изоляцию всех шин и кабелей, присоединить и проверить фазировку всех присоединений, а также проверить автоматику управления работой трансформатора.
16.5. Собрать и проверить действие системы пожаротушения трансформатора.
16.6. Собрать, подсоединить к баку, создать вакуум в системе охлаждения.
16.7. Произвести заливку системы охлаждения трансформаторным маслом.
Заливку можно производить двумя способами:
совместным заполнением, при котором вакуумирование и заливка подсоединенной к баку системы охлаждения производятся одновременно с трансформатором;
раздельным заполнением охладителей маслом из бака трансформатора или специальной емкости. При этом необходимо собрать схему в соответствии с рис. 40, выдержать под вакуумом охладитель 4 при закрытых вентилях 10 и остаточном давлении 5,3×10-3 МПа (40 мм рт. ст.) в течение 30 мин, приоткрыть вентили 10, так, чтобы остаточное давление увеличилось не более чем на 1,4×10-3 МПа (10 мм рт. ст.) заполнить охладитель до появления масла в стекле маслоуказателя промежуточного бачка 5.
Отключить вакуум-насос и дать отстояться маслу при атмосферном давлении в течение 5 ч, а затем проверить отсутствие воздуха в охладителе.
Примечание. Если в системе охлаждения отсутствуют задвижки, заполнение охладителей маслом под вакуумом возможно только совместно с трансформатором.
16.8. Произвести доливку масла в трансформатор и в систему охлаждения через расширитель со скоростью не более 4 т/ч с последующим отстоем в течение 12 ч, при этом руководствоваться инструкциями завода-изготовителя.
После отстоя выпустить воздух из трансформатора, вводов и охладителей, включить масляные насосы системы охлаждения, проверить правильность вращения роторов маслонасосов по манометрам. При закрытой заслонке давление должно быть не менее 0,13 МПа (1,3 кг/см2).
Проверить направление вращения крыльчаток вентиляторов (направление вращения должно быть таким, чтобы поток воздуха, создаваемый крыльчаткой, был направлен в сторону пучка охлаждающих трубок охладителя), работу фильтров (разница избыточного давления на выходе и входе масла в фильтрах должна быть не более 0,2 МПа (2 кг/см2).

Рис. 40. Схема заливки системы охлаждения маслом:
1 - напорный маслопровод; 2 - всасывающий маслопровод; 3 - бак трансформатора; 4 - охладитель; 5 - промежуточный бачок; 6 - вакуумметр; 7 - вентиль для слива масла; 8 - вакуум-насос; 9 - насос ЭЦТ; 10 - вентили
16.9. Включить циркуляцию масла в трансформаторе не менее чем на 8 ч. Отключить циркуляцию масла и выдержать время 12 ч.
Примечание. Включение маслонасосов возможно при температуре масла не ниже: для насосов ЭЦТ и Т минус 40 °С; для насосов ЭЦТЭ и ЭТ минус 20 °С. При температуре ниже указанной масло необходимо подогреть.
17. ПАЙКА МЕДНЫХ ДЕТАЛЕЙ ТРАНСФОРМАТОРА
17.1. Подготовка деталей к электроконтактной пайке медно-фосфористым припоем
17.1.1. Поверхности деталей под пайку должны быть обработаны механическим способом. На поверхностях сопрягаемых деталей не должно быть забоин, задиров, заусенцев и других неровностей.
17.1.2. Механическую обработку следует проводить напильниками, металлическими щетками, ножом, шлифовальной шкуркой и пр.
17.1.3. Поверхности углей паячных клещей должны быть параллельны плоскости сопрягаемых деталей. Площадь поверхности углей не должна отличаться от площади сечения пайки более чем на 5 %.
17.1.4. Предварительно выпрямленные параллели концов обмоток перед пайкой необходимо связать тонкой медной проволокой для плотного соединения друг с другом.
17.1.5. Для пайки следует использовать паячные трансформаторы, указанные в табл. 2.
Типы паячных трансформаторов
|
Максимальная площадь поверхности углей, мм ´ мм |
|
|
ОСУ-20/0,5-А |
20 ´ 30 |
|
ОСУ-40/0,5-А |
30 ´ 40 |
|
ОСУ-100/0,5-А |
40 ´ 60 |
17.2. Последовательность проведения работ
17.2.1. Соединить спаиваемые поверхности, выдержав размеры сечения пайки по чертежу, зажав их в паячных клещах.
17.2.2. Периодическими кратковременными включениями тока разогреть место пайки до температуры 600 - 700 °С (медь при данной температуре принимает вишнево-красный цвет).
17.2.3. Поддерживая температуру на данном уровне путем периодического включения и выключения педали паячного трансформатора, ввести медно-фосфористый припой путем касания прутком припоя о нагретые кромки деталей. Касание прутком припоя производить сначала с одной стороны до полного заполнения припоем места пайки и появления припоя на противоположной стороне соединения, а затем припой наносить по всему периметру соединения до получения равномерной галтели припоя.
Перегрев деталей в месте пайки не допускается.
17.2.4. Выключить ток, оставляя электроды сжатыми. После затвердения припоя детали освободить из клещей.
17.3. Пайка демпферов с шинной медью
17.3.1. Выправить и зачистить концы деталей подлежащих пайке наждачной бумагой или напильником.
17.3.2. Расположить и соединить их согласно чертежу.
17.3.3. Отдельные листки должны плотно прилегать друг к другу.
17.3.4. Углы должны быть плотно прижаты по всей поверхности спаиваемых деталей.
17.3.5. Разогреть место пайки до температуры плавления припоя (вишнево-красный цвет) 650 - 700 °С.
17.3.6. Поддерживая данную температуру путем периодического включения и выключения педали, провести по месту пайки прутком фосфористо-медного припоя, добиваясь при этом полного проникновения припоя внутрь отдельных листков.
17.3.7. При пайке не допускать пережога верхних листков меди, следить за проникновением припоя между отдельными листами.
17.3.8. После заполнения припоем межлистового пространства, удалить его излишки и прекратить нагрев.
17.3.9. Охладить пайку до темно-красного свечения меди и снять клещи.
17.4. Пайка паяльником проводов оловянно-свинцовым припоем
17.4.1. Собрать детали согласно чертежу.
17.4.2. Включить паяльник и нагреть его рабочую часть до 300 - 350 °С (температура плавления припоя ПОС).
17.4.3. Зачистить напильником рабочую часть паяльника, а затем полудить припоем ПОС.
17.4.4. Нагреть паяльником место пайки деталей до температуры плавления припоя.
17.4.5. Нанести флюс на место пайки.
17.4.6. Взять паяльником припой и нанести на место пайки, продолжая подогревать его до полного заполнения соединения.
Примечания: 1. Если припой не соединяется с поверхностью спаиваемых деталей, повторно нанести флюс на спаиваемые поверхности и продолжить пайку.
2. Если повторное нанесение флюса не дает положительных результатов, необходимо прекратить пайку, спаиваемые поверхности зачистить напильником до металлического блеска и произвести пайку по пп. 17.4.4 и 17.4.6.
17.5. Пайка провода с наконечником
(при отсутствии резьбы в месте нагрева наконечника пайку следует производить в электроконтактных клещах)
17.5.1. Произвести подготовку угольных электродов, зачистив напильником контактные поверхности. Добиться их параллельности в момент сжатия спаиваемых соединений.
17.5.2. Включить паячный трансформатор.
17.5.3. В отверстие наконечника внести флюс соответственно: канифоли - 0,2 кг на 1 кг припоя; пасты - 0,35 кг на 1 кг припоя.
17.5.4. Собрать провод с наконечником.
17.5.5. Зажать клещами собранное соединение и периодическими кратковременными включениями тока разогреть спаиваемые детали до температуры плавления припоя.
17.5.6. Нанести припой на место пайки, касанием палочки припоя о нагретые поверхности деталей в месте соединения.
Припой вводить до полного заполнения зазоров и плавного обтекания спаиваемых поверхностей.
17.5.7. Выключить ток и, не разжимая клещей, охладить спаянное соединение до полного затвердевания припоя.
17.5.8. Пайку наконечников, имеющих наружную резьбу с проводом следует производить с газопламенным нагревом.
17.6. Зачистка после пайки
17.6.1. Зачистить остывшую пайку от следов окалины, наплывов припоя напильником 2820-0018 ГОСТ 1465-80.
17.6.2. Обрезать провода пакета параллелей, выступающие за плоскость шины ножницами.
17.7. Дефекты пайки
При нарушении технологии сборки и пайки возможно возникновение дефектов, указанных в табл. 3.
Дефекты пайки и причины их возникновения
|
Причина дефектов |
|
|
Плохое затекание припоя в зазоры |
Зазор значительно отличается от номинального (мал или слишком велик). |
|
Наличие участков, не заполненных припоем |
Некачественная зачистка поверхности деталей перед пайкой, недостаточный нагрев соединения при пайке |
|
Мелкая пористость металла шва |
Попадание в металл шва окислов, влаги (некачественная зачистка поверхности) Перегрев металла и припоя при пайке |
|
Трещины в паяном шве |
Смещение деталей в момент затвердевания места пайки |
17.8. Контроль качества паяного соединения
17.8.1. Контроль качества пайки необходимо осуществлять внешним осмотром и технологическими пробами.
17.8.2. Внешнему осмотру и измерению подвергнуть 100 % швов. Осмотр паяных швов производить по всей их протяженности с двух сторон. При осмотре допускается применять зеркало и лупу ЛП-1-3* ГОСТ 25706-83.
Внешним осмотром выявить следующие наружные дефекты:
трещины в шве и в основном металле;
непропаянные места по местам сопряжения;
расслоения припоя;
пористость;
натеки припоя;
поры и включения диаметром более 1 мм.
Примечание. Поры и включения диаметром и глубиной менее 1 мм допускаются при условии, что они не имеют характера скоплений или цепочек и их суммарная длина не превышает 10 % длины шва.
17.8.3. Дефекты паяных швов необходимо устранять перепайкой (наплывы и застывшие капли припоя необходимо устранять зачисткой напильником A2820-0018 ГОСТ 1465-80).
17.8.4. Правильность выбора режима пайки и качество припоя проверять разрушением контрольных образцов, спаянных на данном режиме. Качество пайки считается удовлетворительным, если отношение суммарной площади, покрытой припоем, к площади спаиваемых поверхностей составляет не менее 4/5.
Проверку режимов пайки производить с поступлением каждой новой партии припоя.
18. СВАРКА ПРОВОДОВ И ШИН ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ
Для получения качественных сварных соединений необходимо проводить подготовительные работы по удалению загрязнений и снятию оксидной пленки с поверхностей свариваемых деталей.
Удаление поверхностных загрязнений и обезжиривание осуществлять с помощью органических растворителей (уайт-спирит, PC-1, РС-2 и др.).
Снятие оксидной пленки проводить металлическими щетками. После проведения указанных операций кромки свариваемых деталей необходимо вновь обезжирить растворителем.
18.1. Ручная дуговая сварка
Сварку алюминиевых проводов и шин встык проводить на угольной подкладке с канавкой в зоне стыка свариваемых деталей угольным электродом. Сварку вести на постоянном токе прямой полярности с использованием флюса и присадочного материала.
18.2. Аргоно-дуговая сварка неплавящимся электродом
Данный процесс использовать для сварки алюминия толщиной до 3 мм.
Основным рабочим элементом является сварочная горелка, в которой смонтирован электрод, изготовленный из вольфрамового прутка. В качестве защитного газа следует применять аргон чистотой не менее 99,9 % ГОСТ 10157-79.
В качестве источника питания применять установки УДГ-300.
18.3. Аргоно-дуговая сварка плавящимся электродом
Данный процесс использовать для сварки алюминия толщиной более 3 мм. Сварку следует вести на постоянном токе обратной полярности полуавтоматом ПРМ-4. Сварочную проволоку применять по ГОСТ 7871-75.
19. ЗАЩИТНЫЕ ПОКРЫТИЯ
19.1. В качестве защитного покрытия применять маслостойкое лакокрасочное покрытие. Материалом для защитного покрытия может служить:
для внутренних поверхностей - эмаль ФЛ-03К ГОСТ 9109-81;
для наружных поверхностей - эмаль ПФ-115 ГОСТ 6465-76.
Возможно применение других эмалей, заменяющих указанные.
20. РЕМОНТ ФАРФОРОВЫХ ПОКРЫШЕК ИЗОЛЯТОРОВ
20.1. Для склеивания отколовшихся частей фарфора необходимо приготовить смесь из следующих компонентов в соотношении:
эпоксидной смолы ЭД-20-100 мас.ч.
полиэтиленполиамина - 13,5 мас.ч.
фарфоровой муки - 10,0 мас.ч.
20.2. Эпоксидную смолу прогреть в термостате, при 60 - 70 °С в течение 20 - 30 мин, охладить до комнатной температуры, после чего ввести полиэтиленполиамин и фарфоровую муку и тщательно перемешать.
20.3. «Лечку» фарфора следует производить в сухую погоду при температуре окружающей среды и склеиваемого изделия, не ниже 18 °С.
20.4. Для окраски мест скола фарфора следует применять смесь из следующих материалов:
эпоксидной смолы ЭД-20 - 45,5 %;
белой, сухой глазури - 13,5 %;
окиси цинка - 18,3 %;
ацетона - 22,7 %.
20.5. Эпоксидную смолу прогреть в термостате при 60 - 70 °С в течение 20 - 30 мин, глазурь и окись цинка промолоть в шаровой мельнице в течение 20 ч, затем в помол добавить ацетон и отвердитель (полиэтиленполиамин) от массы краски 4,4 % (примерно 7 капель отвердителя на 10 г краски).
20.6. Окраску мест скола также проводить нанесением влагостойкого лака 4С, натуральной олифы с присадкой сиккатива, клея марки БФ-4, которые образуют блестящую поверхность, близкую по качеству к глазури.
21. ТРЕБОВАНИЯ К ТРАНСФОРМАТОРНЫМ МАСЛАМ
21.1. При выборе масла необходимо руководствоваться действующими руководящими и нормативно-техническими документами Минэлектротехпрома и Минэнерго СССР.
21.2. При эксплуатации, хранении и смешении масел руководствоваться следующим:
масла, содержащие антиокислительные присадки, допускается смешивать в любых соотношениях. При этом стабильность смеси должна быть не ниже, чем у компонента с самой низкой стабильностью;
ингибированные товарные масла (с присадкой) не следует смешивать с неингибированными. Так как имеются существенные различия в эксплуатационных свойствах этих масел (срок службы и др.).
21.3. Температура заливаемого масла должна быть не ниже 45 °С.
21.4. Допускается применение регенерированных масел при условии доведения их характеристик до норм на свежее масло.
21.5. Электрическая прочность масла перед заливкой в трансформаторы должна соответствовать значениям табл. 4.
Допустимая электрическая прочность масла перед заливкой в трансформаторы
|
Допустимое пробивное напряжение масла, кВ |
|||
|
свежего до заливки в оборудование |
после заливки в оборудование |
эксплуатационного |
|
|
До 150 |
45 |
40 |
35 |
|
220 - 500 |
60 |
55 |
55 |
|
750 |
70 |
65 |
60 |
ПРИЛОЖЕНИЕ 1
ПЕРЕЧЕНЬ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ИНСТРУМЕНТА, ИСПОЛЬЗУЕМОГО ПРИ ПРОВЕДЕНИИ КАПИТАЛЬНОГО РЕМОНТА ТРАНСФОРМАТОРА
Оборудование для обработки трансформаторного масла
Установка для обработки масла УВМ-1, УВМ-2 ТУ 34-43-1347-78
Цеолитовая установка для сушки масла М002А ТУ 34-3096-73
Маслоочистительная установка ПСМ2-4
Маслонагреватель НТМЛ-160, ФОСН-60, ФОСН-30 ТУ 63-6-75
Фильтры тонкой очистки ТУ 23.1.65-75
Фильтр-пресс ФП2-3000 ТУ 34-38-10612-83
Электронасос центробежный герметичный Т 100/8, Т 100/5 ГОСТ 17221-80
Электронасос шестеренчатый РЗ-4,5, РЗ-30 ГОСТ 19027-89
Установка для обработки масла СОТМ-4
Машина маслоочистительная CM-1-3000
Оборудование для вакуумировки трансформаторов
Агрегат вакуумный золотниковый АВЗ-180-У4Г ТУ 26-06-952-83
Вакуумные насосы пластинчатые, роторные НВЗ-75, НВЗ-150
Насосы вакуумные поршневые BH-1, ВН-2 ГОСТ 26099-84
Оборудование для подсушки изоляции
Установка для подсушки изоляции «Иней-1», «Иней-2» ТУ 34-43-1510-77
Установка выпрямительная для прогрева ТП9-1000/460Н ТУ 34-43-10034-81
Установка выпрямительная для прогрева ВУ-650 ТУ 32-1218-72
Установка для нагрева и сушки воздуха «Суховей» ТУ 34-43-1511-77
Электрокалорифер К-1000 ТУ 34-43-12008-78
Оборудование для грузоподъемных и такелажных работ
Кран мостовой ГОСТ 6711-81
Кран козловой ГОСТ 7352-88
Домкрат гидравлический ДГ-100-2, ДГ-50 ТУ 22-3036-74
Приспособление монтажное ПМ-5 ТУ 34-13-2908-76
Насосная станция НСП-400 ТУ 22-3038-75
Гидродомкраты для опрессовки обмоток диаметром 115-130 ЗТЗ (Запорожский трансформаторный завод)
Лебедка монтажная МЭЛ-5-377, МЭЛ-5-20 ТУ 34-205-69
Таль электрическая канатная ТЭ-3 ГОСТ 22584-88
Механизм тяговой монтажный МТМ-1,6 ТУ 34-13-233-76
Лебедка электрическая 50 КН ТУ 34-13-148-76
Талреп с автоматическим стопорением ГОСТ 19191-73
Электрооборудование
Светильник ручной (12 B) ГОСТ 7110-82
Электродрель ИЭ-1022ВУ2 ТУ 22-3516-75
Сварочное и паячное оборудование
Горелка однопламенная № 4, № 5 ГОСТ 1077-79
Трансформатор сварочный ТС-300 ГОСТ 95-77
Электродержатель для ручной сварки ГОСТ 14651-78
Щиток электросварочный ГОСТ 12.4.035-78
Установка для сварки алюминиевых шин и проводов УДГ-300
Полуавтомат для сварки алюминия ПРМ-4
Паячный трансформатор ОСУ-40, ОСУ-100 ТУ 16.517.222-78
Паячник электрический ГОСТ 7219-83
Прочее оборудование
Временные подмостки СУ-25 ТУ 95-424-77
Краскораспылитель СО-44А, CO-19A ГОСТ 20223-74
Тележка для перевозки грузов ГОСТ 13188-67
Респиратор ШБ-1 ГОСТ 12.4.028-76
Противогаз РПГ/67А ГОСТ 12.4.004-74
Очки защитные ГОСТ 12.4.013-85
Компрессор поршневой ГОСТ 23680-79
Приборы
Прибор для испытания электрической прочности масла АИМ-80 ТУ 25.06.1760-75
Хроматограф «Цвет» ЛХМ-8Д
Манометр, вакуумметр ОБ-ВМ-160, ВСБ, мановакуумметр ОБМ ГОСТ 2405-88
Прибор для контроля влажности ИТР-100
Психрометр аспирационный М-34
Течеискатель ультразвуковой ТУЗ-5М
Мегаомметр ТУ 25-04-2131-78
Комплект измерительных приборов для контроля тока и напряжения ГОСТ 8711-78
Термометр стеклянный ГОСТ 400-80Е
Оснастка
Поддон плоский ГОСТ 9078-84
Лестницы деревянные ГОСТ 8556-72
Стропы СКК1-0,5/1000 до 7/10000 ГОСТ 25573-82
Шпалы деревянные ГОСТ 78-89
Инструмент общего назначения
Инструмент слесарно-монтажный ГОСТ 11516-79
Зубило 2810-0187 ГОСТ 7211-86
Ключи гаечные двусторонние ГОСТ 2839-80
Ключи гаечные односторонние ГОСТ 2841-80
Кернеры ГОСТ 7213-72
Кисти КФК-6, КФК-10 ГОСТ 10597-87
Киянка формовочная ГОСТ 11775-74
Кувалда 1212-0006 ГОСТ 11401-75
Ножницы ручные для резки металла ГОСТ 7210-75
Круглогубцы ГОСТ 7283-86
Молоток 7850-0117, 7850-0122 ГОСТ 2310-77
Напильник 2820-0021 ГОСТ 1465-80
Отвертки плоские 7810-0315, 7818-0325 ГОСТ 24437-80
Отвертки с крестообразным шлицем ГОСТ 10754-80
Плоскогубцы ГОСТ 7236-86
Пассатижи ГОСТ 17438-72
Клейма ручные буквенные и цифровые ГОСТ 25726-83
Кусачки ГОСТ 28037-89
Шкурка шлифовальная тканевая ГОСТ 5009-82
Метчики гаечные ГОСТ 1604-71
Плашки гаечные ГОСТ 17587-72
Ножовка по дереву ГОСТ 26215-84
Лом монтажный ГОСТ 1405-83
Уровень строительный УС1-3000 ГОСТ 9416-83
Измерительный инструмент
Динамометр пружинный ДПУ-2-1 ГОСТ 13837-79
Микрометр МРП 1200-0,01 ГОСТ 4381-87
Линейка измерительная металлическая ГОСТ 427-75
Нутромер микрометрический НМ 1250 ГОСТ 10-88
Штангенциркуль ШЦ-1-125-0,10 ГОСТ 166-80
Рулетка PC-1 ГОСТ 7502-89
Лупа ЛП-1-3* ГОСТ 25706-83
Щуп набор № 2 ТУ 2-034-225-87
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ ОСНОВНЫХ МАТЕРИАЛОВ, ИСПОЛЬЗУЕМЫХ ПРИ ПРОВЕДЕНИИ КАПИТАЛЬНОГО РЕМОНТА ТРАНСФОРМАТОРА
Прокат черных металлов
Уголок ГОСТ 8509-86/ГОСТ 535-79
Прокат тонколистовой ГОСТ 19904-74/ГОСТ 16523-70
Прокат толстолистовой ГОСТ 19903-74/ГОСТ 14637-79
Швеллеры ГОСТ 8240-72/ГОСТ 535-79
Сталь электротехническая ГОСТ 21427.1-83
Трубы стальные бесшовные ГОСТ 8732-78/ГОСТ 8731-87
Крепежные изделия
Болты с шестигранной головкой ГОСТ 7798-70
Гайки шестигранные ГОСТ 5915-70
Шайбы ГОСТ 11371-78
Шайбы пружинные ГОСТ 6402-70
Цветные металлы и сплавы
Прутки латунные ГОСТ 6688-75
Листы и полосы латунные ГОСТ 931-78
Листа и полосы медные ГОСТ 495-77
Ленты медные ГОСТ 1173-77
Прокат алюминиевый ГОСТ 15176-89
Фольга медная ГОСТ 5638-75
Припой ПОС-40 ГОСТ 21930-76, ГОСТ 21931-76
Сплав медно-фосфористый (припой) МФ-1, МФ-2 ГОСТ 4514-81
Припой серебряный ГОСТ 19738-74
Припой медно-цинковый ГОСТ 23137-78
Литье
Сплавы алюминиевые ГОСТ 1131-76
Бронзы литейные ГОСТ 613-79
Чугун литейный ГОСТ 4832-80
Кабели, провода
Кабели силовые ГОСТ 434-78
Провода обмоточные ГОСТ 16512-80
Кабели многожильные подвесные ГОСТ 16092-78
Электроизоляционные материалы
Картон электроизоляционный ГОСТ 4194-88
Бумага кабельная КBM-120 ГОСТ 645-79
Бумага крепированная ЭКТМ ГОСТ 12769-85
Бумага для фильтрования ГОСТ 20806-86
Бумага телефонная ГОСТ 3553-87
Бумага электроизоляционная ГОСТ 24874-86
Бумага бакелизированная ТУ ОВБ 503005
Бумага лакировальная кабельная БЛ-К-120 ТУ 16.503104-77
Лакоткань ЛХММ-105
Лакоткань ЛПМ-105 ГОСТ 2214-78
Лента крепированная, лента тафтяная ГОСТ 4514-78
Лента ПВХ (поливинилхлоридная) ГОСТ 16214-86
Микалента ЛМК-ТТ-30 (0,15 х 35) ГОСТ 4268-75
Лента прорезиненная ГОСТ 2162-78
Лента стеклянная бандажная ЛСБ-Ф ТУ 6.1122-76
Гетинакс электротехнический листовой ГОСТ 2718-74
Трубки бумажно-бакелитовые ГОСТ 8726-88
Текстолит электротехнический листовой ГОСТ 2910-74
Стеклотекстолит электротехнический листовой ГОСТ 12652-74
Стеклотекстолит конструкционный ГОСТ 10292-74
Стеклоткань ЛСБ, ЛСКР-180 ГОСТ 10156-78
Лента электроизоляционная стеклянная ГОСТ 5937-81
Лакокрасочные материалы
Краски масляные ГОСТ 10503-71
Лак электроизоляционный ГФ-95
Лак КФ-965 ГОСТ 15030-78
Лак бакелитовый ЛБС-4 ГОСТ 901-78
Лак электроизоляционный МЛ-92 ГОСТ 15865-70
Эмаль ПФ-115 ГОСТ 6465-76
Эмаль ПФ-133 ГОСТ 926-82
Грунтовка ГФ-020 ТУ 6-10-1642-77
Грунтовка ФЛ-03К ГОСТ 9109-81
Шпатлевки ГОСТ 10277-76
Глет свинцовый ГОСТ 5539-73
Растворитель 646 ГОСТ 18188-72
Растворитель Р-4 ГОСТ 7827-74
Эмаль XB-124 ГОСТ 10144-89
Олифа натуральная ГОСТ 7931-76
Резиновые технические изделия
Пластина резиновая для трансформаторов УМ ГОСТ 12855-77
Шнуры резиновые круглого и прямоугольного сечения ГОСТ 6467-79
Рукава резиновые напорные ГОСТ 18696-79
Рукава для газовой сварки ГОСТ 9356-75
Рукава резиновые напоро-всасывающие ГОСТ 5398-76
Асбестовые изделия
Шнуры асбестовые ГОСТ 1779-83
Картон асбестовый ГОСТ 2850-80
Ленты асбестовые ГОСТ 14256-78
Ткани асбестовые ГОСТ 6102-78
Набивки сальниковые ГОСТ 5152-84
Паронит и прокладки из него ГОСТ 481-80
Химические продукты
Сода кальцинированная ГОСТ 10689-75
Бура ГОСТ 8429-77
Карбид кальция ГОСТ 1460-81
Силикагель технический КСКГ ГОСТ 3956-76
Силикагель-индикатор ГОСТ 8984-75
Спирт этиловый технический ГОСТ 17299-78
Спирт этиловый ректификат ГОСТ 18300-87
Ацетон технический ГОСТ 2768-84
Окись цинка ГОСТ 10262-73
Натрий едкий технический ГОСТ 2263-79
Скипидар первичный ГОСТ 1571-82
Ксилол нефтяной ГОСТ 9410-78
Канифоль сосновая ГОСТ 19113-84
Парафины нефтяные ГОСТ 23683-79
Смолы эпоксидные ЭД-20 ГОСТ 10587-84
Азот газообразный и жидкий ГОСТ 9293-74
Нефтепродукты
Масла трансформаторные ТКП ГОСТ 962-80
Масла трансформаторные Т-750, T-1500 ТУ 38.101226-78
Бензин автомобильный ГОСТ 2084-77
Солидол Ж (жировой) ГОСТ 1033-79
Смазка Литол-24 ГОСТ 21150-87
Керосин для технических целей
Смазка ЦИАТИМ-208 ГОСТ 16422-79
Уайт-спирит ГОСТ 3134-78
Ацетон технический ГОСТ 2768-84
Прочие материалы
Пленка полиэтиленовая ГОСТ 10354-82
Цеолит ТУ 38-102123-78
Пиломатериалы лиственных пород ГОСТ 2695-83
Пиломатериалы хвойных пород ГОСТ 8486-86
Мыло хозяйственное ГОСТ 790-89
Мел ГОСТ 17498-72
Двуокись углерода ГОСТ 12162-77
Азот газообразный ГОСТ 9293-74
Стекло оконное ГОСТ 111-78
Наконечники кабельные алюминиевые ГОСТ 9581-80
Наконечники кабельные медные ГОСТ 7386-80
Металлорукав РЗ-ЦХ-2043 ТУ 223988-77
Канаты стальные ГОСТ 3241-80
Проволока стальная сварочная ГОСТ 2246-70
Электроды сварочные ГОСТ 9466-75, ГОСТ 9467-75
Сетка проволочная ГОСТ 3187-76
Гвозди проволочные ГОСТ 283-75
Шнуры льнопеньковые крученые ГОСТ 5107-70
Шнуры хлопчатобумажные крученые ГОСТ 18403-73
ПРИЛОЖЕНИЕ 3
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ окружающего ВОЗДУХА
Температура точки росы окружающего воздуха в зависимости от его температуры и влажности
|
Температура воздуха, °С |
||||||||||||||||||||||||
|
0 |
5 |
10 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
|
|
90 |
-1,0 |
3,5 |
8,5 |
13,3 |
14,3 |
15,7 |
16,4 |
17,3 |
18,2 |
19,2 |
20,3 |
21,2 |
22,1 |
23,3 |
24,2 |
25,1 |
26,0 |
27,1 |
28,2 |
29,1 |
30,1 |
31,0 |
31,8 |
33,0 |
|
85 |
-2,0 |
2,5 |
7,5 |
12,4 |
13,3 |
14,3 |
15,2 |
16,4 |
17,3 |
18,3 |
19,3 |
20,3 |
20,9 |
22,2 |
23,1 |
24,2 |
25,0 |
25,8 |
27,0 |
28,2 |
29,1 |
29,8 |
30,9 |
31,7 |
|
80 |
-3,0 |
1,8 |
6,5 |
11,0 |
12,2 |
13,2 |
14,3 |
15,2 |
16,1 |
17,2 |
18,3 |
19,3 |
20,3 |
21,1 |
22,1 |
22,8 |
23,2 |
24,9 |
25,3 |
27,0 |
28,0 |
29,0 |
29,8 |
30,5 |
|
75 |
-3,5 |
0,8 |
5,8 |
10,2 |
11,3 |
12,3 |
13,3 |
14,3 |
15,3 |
16,3 |
17,2 |
18,3 |
19,3 |
20,2 |
21,0 |
22,0 |
22,8 |
23,8 |
24,8 |
26,0 |
26,8 |
27,8 |
28,6 |
29,5 |
|
70 |
-4,4 |
-0,2 |
4,5 |
9,5 |
10,3 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
17,8 |
19,0 |
20,1 |
20,8 |
21,8 |
22,6 |
23,8 |
24,5 |
25,5 |
26,5 |
27,3 |
28,3 |
|
65 |
-5,0 |
-1,0 |
3,4 |
8,3 |
9,0 |
10,0 |
10,9 |
11,8 |
12,7 |
13,8 |
14,8 |
15,7 |
16,6 |
17,7 |
18,7 |
19,6 |
20,3 |
21,3 |
22,3 |
23,2 |
24,2 |
25,3 |
26,1 |
26,8 |
|
60 |
-6,8 |
-2,0 |
2,8 |
7,0 |
8,0 |
8,6 |
9,3 |
10,5 |
11,5 |
12,4 |
13,4 |
14,4 |
15,4 |
16,4 |
17,3 |
18,2 |
19,1 |
20,1 |
21,3 |
22,4 |
22,8 |
23,7 |
24,6 |
25,4 |
|
55 |
-7,5 |
-3,8 |
1,0 |
5,7 |
6,5 |
7,5 |
8,3 |
9,8 |
10,2 |
11,0 |
11,8 |
13,0 |
13,9 |
14,8 |
15,8 |
16,8 |
17,6 |
18,6 |
19,7 |
20,5 |
21,4 |
22,3 |
23,4 |
23,9 |
|
50 |
-8,5 |
-4,3 |
-0,5 |
4,3 |
5,0 |
6,0 |
6,8 |
7,8 |
8,6 |
9,5 |
10,5 |
11,5 |
12,4 |
13,2 |
14,3 |
15,4 |
16,0 |
17,0 |
17,9 |
19,3 |
19,8 |
20,7 |
21,5 |
22,3 |
|
45 |
-9,8 |
-5,5 |
-1,8 |
2,5 |
3,5 |
4,5 |
5,8 |
6,1 |
7,0 |
8,0 |
8,8 |
9,7 |
10,6 |
11,5 |
12,4 |
13,3 |
14,3 |
15,2 |
16,1 |
17,0 |
18,0 |
18,9 |
19,8 |
20,5 |
|
40 |
-11,0 |
-7,0 |
-3,8 |
1,0 |
1,8 |
2,4 |
3,5 |
4,4 |
5,3 |
6,3 |
7,0 |
8,0 |
8,9 |
9,8 |
10,5 |
11,5 |
12,2 |
13,3 |
14,2 |
15,3 |
16,0 |
17,2 |
17,9 |
18,5 |
|
35 |
-12,8 |
-9,0 |
-4,5 |
-1,0 |
-0,3 |
0,8 |
1,5 |
2,4 |
3,2 |
4,3 |
5,0 |
6,0 |
6,9 |
7,6 |
8,5 |
9,5 |
10,3 |
11,0 |
11,8 |
13,3 |
13,5 |
14,8 |
15,5 |
16,3 |
|
30 |
-14,5 |
-10,5 |
-6,5 |
-3,0 |
-3,0 |
-2,0 |
-1,5 |
0,5 |
1,0 |
2,0 |
3,0 |
3,5 |
4,5 |
5,5 |
6,3 |
7,0 |
8,0 |
8,6 |
9,5 |
10,3 |
11,0 |
12,0 |
13,3 |
13,8 |
|
25 |
-16,5 |
-13,0 |
-9,0 |
-4,8 |
-4,3 |
-3,5 |
-3,0 |
-2,3 |
-1,5 |
-0,7 |
0 |
1,0 |
1,8 |
2,5 |
3,5 |
4,3 |
5,0 |
6,0 |
6,9 |
7,6 |
8,5 |
9,3 |
10,0 |
10,7 |
|
20 |
-19,0 |
-15,3 |
-11,8 |
-8,0 |
-7,0 |
-6,5 |
-5,5 |
-4,8 |
-4,3 |
-3,5 |
-3,0 |
-2,0 |
-1,2 |
-0,2 |
0 |
1,0 |
2,0 |
2,5 |
3,0 |
4,5 |
5,0 |
6,0 |
6,5 |
7,3 |
Относительная влажность воздуха, определяемая психометром по разности показаний сухого и влажного термометров
|
Разность показаний сухого и влажного термометров, °С |
|||||||||||||||||||||
|
0 |
0,5 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
|
|
0 |
100 |
90 |
81 |
73 |
64 |
57 |
50 |
43 |
36 |
31 |
26 |
20 |
16 |
11 |
7 |
3 |
- |
- |
- |
- |
- |
|
1 |
100 |
90 |
82 |
74 |
66 |
59 |
52 |
45 |
39 |
33 |
29 |
23 |
19 |
16 |
11 |
7 |
- |
- |
- |
- |
- |
|
2 |
100 |
90 |
83 |
75 |
67 |
61 |
54 |
47 |
42 |
35 |
31 |
26 |
23 |
18 |
14 |
10 |
- |
- |
- |
- |
- |
|
3 |
100 |
90 |
83 |
76 |
69 |
63 |
56 |
49 |
44 |
39 |
34 |
29 |
26 |
21 |
17 |
13 |
10 |
- |
- |
- |
- |
|
4 |
100 |
91 |
84 |
77 |
70 |
64 |
57 |
51 |
46 |
41 |
36 |
32 |
28 |
24 |
20 |
16 |
14 |
11 |
- |
- |
- |
|
5 |
100 |
91 |
85 |
78 |
71 |
65 |
59 |
54 |
48 |
43 |
39 |
34 |
30 |
27 |
23 |
19 |
17 |
13 |
10 |
- |
- |
|
6 |
100 |
92 |
85 |
78 |
72 |
66 |
61 |
56 |
50 |
45 |
41 |
35 |
33 |
29 |
26 |
22 |
19 |
16 |
13 |
10 |
- |
|
7 |
100 |
92 |
86 |
79 |
73 |
67 |
62 |
57 |
52 |
47 |
43 |
39 |
35 |
31 |
28 |
25 |
22 |
18 |
15 |
12 |
11 |
|
8 |
100 |
92 |
86 |
80 |
74 |
68 |
63 |
58 |
54 |
49 |
45 |
41 |
37 |
33 |
30 |
27 |
25 |
21 |
18 |
15 |
14 |
|
9 |
100 |
93 |
86 |
81 |
75 |
70 |
65 |
60 |
55 |
51 |
47 |
43 |
39 |
35 |
32 |
29 |
27 |
24 |
21 |
18 |
17 |
|
10 |
100 |
94 |
87 |
82 |
76 |
71 |
66 |
61 |
57 |
53 |
48 |
45 |
41 |
38 |
34 |
31 |
28 |
26 |
23 |
21 |
19 |
|
11 |
100 |
94 |
88 |
82 |
77 |
72 |
67 |
62 |
58 |
55 |
50 |
47 |
43 |
40 |
36 |
33 |
30 |
28 |
25 |
23 |
20 |
|
12 |
100 |
94 |
88 |
82 |
78 |
73 |
68 |
63 |
58 |
56 |
52 |
48 |
44 |
42 |
38 |
35 |
32 |
30 |
27 |
25 |
22 |
|
13 |
100 |
94 |
88 |
83 |
78 |
73 |
69 |
64 |
61 |
57 |
53 |
50 |
46 |
43 |
40 |
37 |
34 |
32 |
29 |
27 |
24 |
|
14 |
100 |
94 |
89 |
83 |
79 |
74 |
70 |
65 |
62 |
58 |
54 |
51 |
47 |
45 |
41 |
39 |
36 |
34 |
31 |
29 |
26 |
|
15 |
100 |
94 |
89 |
84 |
80 |
75 |
71 |
67 |
63 |
59 |
55 |
52 |
49 |
46 |
43 |
41 |
37 |
35 |
33 |
31 |
28 |
|
16 |
100 |
95 |
90 |
84 |
80 |
76 |
72 |
67 |
64 |
60 |
57 |
63 |
50 |
48 |
44 |
42 |
39 |
37 |
34 |
32 |
30 |
|
17 |
100 |
95 |
90 |
84 |
81 |
76 |
73 |
68 |
65 |
61 |
58 |
54 |
52 |
49 |
46 |
44 |
40 |
39 |
36 |
34 |
31 |
|
18 |
100 |
95 |
90 |
85 |
81 |
76 |
74 |
69 |
66 |
62 |
59 |
56 |
53 |
50 |
47 |
45 |
42 |
40 |
37 |
35 |
33 |
|
19 |
100 |
95 |
91 |
85 |
82 |
77 |
74 |
70 |
66 |
63 |
60 |
57 |
54 |
61 |
48 |
46 |
43 |
41 |
39 |
37 |
34 |
|
20 |
100 |
95 |
91 |
86 |
82 |
78 |
75 |
71 |
67 |
64 |
61 |
58 |
55 |
53 |
49 |
47 |
44 |
43 |
40 |
38 |
36 |
|
21 |
100 |
95 |
91 |
86 |
83 |
79 |
75 |
71 |
68 |
65 |
62 |
59 |
56 |
54 |
51 |
49 |
46 |
44 |
41 |
38 |
37 |
|
22 |
100 |
95 |
91 |
87 |
83 |
79 |
76 |
72 |
69 |
65 |
63 |
60 |
57 |
55 |
52 |
50 |
47 |
45 |
42 |
40 |
38 |
|
23 |
100 |
96 |
91 |
87 |
83 |
80 |
76 |
72 |
69 |
66 |
63 |
61 |
58 |
56 |
53 |
51 |
48 |
46 |
43 |
41 |
39 |
|
24 |
100 |
96 |
92 |
88 |
84 |
80 |
77 |
73 |
70 |
67 |
64 |
62 |
59 |
56 |
53 |
52 |
49 |
47 |
44 |
42 |
40 |
|
25 |
100 |
96 |
92 |
88 |
84 |
61 |
77 |
74 |
70 |
68 |
65 |
63 |
59 |
58 |
54 |
52 |
50 |
47 |
45 |
44 |
42 |
Приложение 4
ОПРЕССОВКА ОБМОТОК ТРАНСФОРМАТОРОВ ГИДРАВЛИЧЕСКИМИ ДОМКРАТАМИ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
1. Перед опрессовкой обмоток необходимо составить и подготовить схему подсоединения, эскизы установки гидравлических домкратов и эскизы нестандартной специальной оснастки. При опрессовке следует руководствоваться данными табл. 7 для пересчета давления масла в системе на усилие, создаваемое гидравлическим домкратом. Таблица 7 составлена для двух гидравлических домкратов с рабочими диаметрами цилиндра 93 и 110 мм.
При использовании гидравлических домкратов с другим рабочим диаметром цилиндра необходимо составить соответствующую таблицу, используя формулу
F = PS,
где F - сила давления гидравлического домкрата, Н;
Р - давление масла в системе, МПа;
S - площадь поперечного сечения цилиндра применяемого гидравлического домкрата (см2), рассчитана по формуле
![]()
где d - рабочий диаметр цилиндра гидравлического домкрата, см.
Примечание. Указанные выше требования действительны для однокамерных гидравлических домкратов.
2. В зависимости от наличия оборудования и условий ремонта опрессовку обмоток выполнять одним из двух способов:
в один прием с применением полного комплекта (4 - 8 шт.) гидравлических домкратов (количество домкратов в комплекте определяется количеством нажимных винтов на обмотке);
последовательно в несколько приемов с применением двух гидравлических домкратов.
Пересчет давления масла в системе на усилие, создаваемое гидравлическим домкратом
|
Усилие опрессовки, Н, создаваемое гидравлическим домкратом с диаметром цилиндра |
|||
|
наружным - 115 мм, рабочим - 93 мм |
наружным - 130 мм, рабочим - 110 мм |
||
|
1,0 (10) |
6600 |
8700 |
|
|
1,5 (15) |
10000 |
13200 |
|
|
2,0 (20) |
13230 |
17800 |
|
|
2,5 (25) |
16600 |
22000 |
|
|
3,0 (30) |
20000 |
25000 |
|
|
3,5 (35) |
23000 |
31000 |
|
|
4,0 (40) |
26500 |
35000 |
|
|
4,5 (45) |
30000 |
39500 |
|
|
5,0 (50) |
33000 |
43700 |
|
|
5,5 (55) |
36800 |
48200 |
|
|
6,0 (60) |
40000 |
52000 |
|
|
6,5 (65) |
43600 |
57000 |
|
|
7,0 (70) |
46000 |
61000 |
|
|
7,5 (75) |
50000 |
66000 |
|
|
8,0 (80) |
53000 |
70000 |
|
|
8,5 (85) |
56500 |
75000 |
|
|
9,0 (90) |
60000 |
79100 |
|
|
9,5 (95) |
63000 |
84000 |
|
|
10,0 (100) |
66500 |
87800 |
|
|
10,5 (105) |
70500 |
92000 |
|
|
11,0 (110) |
74000 |
93500 |
|
|
11,.5 (115) |
77000 |
100000 |
|
|
12,0 (120) |
80000 |
106000 |
|
|
12,5 (125) |
84000 |
108500 |
|
|
13,0 (130) |
87000 |
110000 |
|
|
13,5 (135) |
90000 |
116500 |
|
|
14,0 (140) |
93000 |
122000 |
|
|
14,5 (145) |
95000 |
126000 |
|
|
15,0 (150) |
100000 |
130000 |
|
|
15,5 (155) |
102000 |
134000 |
|
|
16,0 (160) |
106000 |
139000 |
|
|
16,5 (165) |
110000 |
144000 |
|
|
17,0 (170) |
114000 |
148000 |
|
|
17,5 (175) |
118000 |
152000 |
|
|
18,0 (180) |
122000 |
156000 |
|
|
18,5 (185) |
126000 |
160000 |
|
|
19,0 (190) |
130000 |
164000 |
|
|
19,5 (195) |
134000 |
168000 |
|
|
20,0 (200) |
138000 |
172000 |
|
|
20,5 (205) |
142000 |
176000 |
|
|
21,0 (210) |
146000 |
180000 |
|
|
21,5 (215) |
150000 |
184000 |
|
|
22,0 (220) |
154000 |
188000 |
|
|
22,5 (225) |
158000 |
192000 |
|
|
23,0 (230) |
162000 |
196000 |
|
|
23,5 (235) |
166000 |
200000 |
|
|
24,0 (240) |
170000 |
204000 |
|
|
24,5 (245) |
174000 |
208000 |
|
|
25,0 (250) |
178000 |
212000 |
|
|
25,5 (255) |
182000 |
216000 |
|
|
26,0 (260) |
186000 |
220000 |
|
|
26,5 (265) |
190000 |
224000 |
|
|
27,0 (270) |
194000 |
230000 |
|
Примечание. Указанные выше требования действительны для однокамерных гидравлических домкратов.
Первый способ опрессовки обмоток следует применять, в случае демонтажа съемной части бака (колокола) или подъема, активной части трансформатора.
Второй способ опрессовки обмоток применять когда не требуется обязательного демонтажа съемной части бака и доступность к активной части без демонтажа или с демонтажем отдельных узлов (высоковольтных вводов, коробок вводов НН, технологических люков) такова, что позволяет поочередно устанавливать два (по одному с двух диаметрально противоположных сторон обмотки) гидравлических домкрата к каждому нажимному винту.
3. Проверка работоспособности гидродомкратов и гидросистемы.
Собрать схему, как указано на рис. 41.
Для исключения попадания воздуха в гидравлическую систему сборку трубопроводов выполнить следующим образом:
подсоединить шланг к насосной станции (насосу) и распределительную коробку к шлангу;
создать уклон подсоединительного шланга для свободного выхода воздуха через открытые отверстия распределительной коробки;
подсоединить к распределительной коробке шланги высокого давления и прокачать маслом;
заполнить гидравлические домкраты маслом до выхода поршня на 30 - 35 мм (временно подсоединив их к шлангам). Отсоединить гидравлические домкраты от шлангов. Нажатием на поршень (при повернутом домкрате ниппелем вверх) вытеснить из гидравлического домкрата воздух и масло. При слабом вытекании масла из ниппеля гидравлического домкрата и шланга подсоединить гидравлические домкраты к шлангу.
Поместить гидравлические домкраты в специальную скобу, как указано на рис. 41. Проверить работу схемы, создав давление на 5 - 6 МПа больше рабочего давления при опрессовке, выдержать при этом давлении 10 мин. Если при проверке будут выявлены течи в системе, то после устранения течей проверку повторить.

Рис. 41. Схема проверки работоспособности гидродомкратов и гидросистемы:
1 - отсечной кран; 2 - манометр; 3 - магистральный шланг; 4 - распределительные шланги; 5 - маслостанция; 6 - вентиль сброса давления; 7 - скоба для испытания гидравлических домкратов
Приложение 5
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ИНДУКЦИОННОЙ ОБМОТКИ ДЛЯ ПРОГРЕВА ТРАНСФОРМАТОРА
Индукционная обмотка для прогрева трансформаторов выполняется из медного или алюминиевого проводов намотанных на бак. Для увеличения КПД бак следует предварительно утеплить негорючим материалом (асбокартон или асботкань). Для поддержания витков обмотки в нужном положении их необходимо укладывать в пазы деревянных реек, установленных вокруг бака трансформатора на расстоянии не более 500 мм. Обмотка должна располагаться как можно ближе к стенке бака. С этой целью рейку следует выбирать сечением не более 50´50 мм, с пазами по всей высоте. Количество пазов зависит от общего количества витков обмотки. Глубина и ширина паза должна соответствовать диаметру провода, вкладываемого в паз. Обмотка может быть однофазного или трехфазного исполнения.
Для разгрузки сети питающей обмотку от реактивной мощности включается конденсаторная батарея.
Компенсирующая емкость (мкФ) определяется по формуле
Ск = ![]() .
.
Реактивная мощность компенсирующей емкости (квар) определяется по формуле
![]() ,
,
где Р - активная мощность потребляемая для прогрева, кВт;
U - напряжение сети, В;
1,6 - усредненное значение tgj для индукционной обмотки.
Расчет мощности, количества витков и тока в обмотке (ориентировочно), необходимых для прогрева трансформатора без системы охлаждения, производится следующим образом. В зависимости от утепления и температуры окружающего воздуха определяется мощность Р (кВт) для прогрева трансформатора по формуле
без масла Р = Klh (120 - tокр) × 10-3, (1)
с маслом Р = 1,8 Klh (120 - tокр) × 10-3, (2)
где К - коэффициент теплоотвода (выбирается по табл.8 в зависимости от условий прогрева и толщины теплоизоляции);
l - периметр бака, м;
h - высота боковой поверхности бака, м;
tокр - температура окружающей среды, °С.
Полная мощность нагрева N (кВ×А) определяется по формуле
![]() , (3)
, (3)
где cosj - коэффициент мощности намагничивающей обмотки, равный 0,53 - 0,50 (для всех типов намагничивающей обмотки)
Фазный ток намагничивающей обмотки Iф (А) определяется по формуле
![]() , (4)
, (4)
где U - линейное напряжение источника питания, В.
Сечение провода S (мм2) намагничивающей обмотки определяется по формуле
![]() , (5)
, (5)
где 1,3 - коэффициент, учитывающий возможность регулирования активной мощности в сторону увеличения ее на 30 %;
Iдоп - допускаемая плотность тока (определятся по табл. 9)
Зависимость коэффициента теплоотвода от условий прогрева и трещины теплоизоляции
|
Значения К при толщине теплоизоляции «s», мм |
||||||||||
|
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
|
|
В хорошо защищенном помещении |
10,3 |
9,7 |
9,23 |
8,77 |
8,38 |
8,0 |
7,67 |
7,35 |
7,08 |
6,81 |
|
В плохо защищенном помещении |
17,1 |
15,6 |
14,47 |
13,4 |
12,41 |
11,68 |
10,95 |
10,32 |
9,78 |
9,28 |
|
Вне помещения |
25,5 |
22,3 |
19,9 |
17,9 |
16,3 |
15,0 |
13,9 |
12,9 |
12,0 |
11,3 |
|
Допускаемая плотность тока, А/мм2 |
|
|
Медный: |
|
|
голый |
6 |
|
изолированный |
3 - 3,5 |
|
Алюминиевый: |
|
|
голый |
5 |
|
изолированный |
2 - 2,5 |
Общее количество витков определяется по формуле
![]()
![]() , (6)
, (6)
где А - удельная длина провода намагничивающей обмотки (определяется по рис. 42).
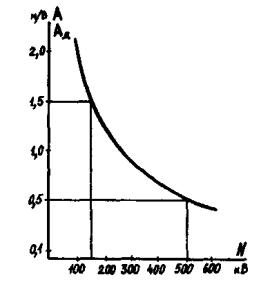
Рис. 42. Кривая зависимости удельной длины намагничивающей обмотки А от полной мощности прогрева N
Количество витков в верхней и нижней частях бака (целое число) определяется по формуле
![]() , (7)
, (7)
Количество витков в средней части бака - по формуле
Для регулирования активной мощности следует предусмотреть дополнительные витки.
Удельный расход мощности электронагревательных печей закрытого типа для подогрева дна бака трансформатора выбирается по табл. 10.
Активная мощность Рд (кВт) определяется по формуле
Полная мощность (кВ×А) - по формуле
![]() . (10)
. (10)
Общее количество витков намагничивающей обмотки (WSд) с учетом дополнительных витков составляет
где Ад - определяется по рис. 42.
Удельный расход мощности электронагревательных печей
|
Удельный расход мощности донного подогрева, кВт/м2 |
|
|
До 10 |
До 0,8 |
|
11 - 15 |
0,9 - 1,4 |
|
16 - 20 |
1,5 - 1,8 |
|
21 - 25 |
1,9 - 2,1 |
Примечание. Высоту hо намагничивающей обмотки принимать в пределах 80 - 85 % высоты боковой поверхности бака.
Количество дополнительных витков определяется по формуле
Количество дополнительных витков в фазе - по формуле
Расстояние между витками (D) определяется по формуле:
где d - диаметр обмоточного провода, мм;
ho - высота намагничивающей обмотки, мм.
В трехфазных индукционных обмотках (рис. 43) направление тока в средней части их должно быть встречным по отношению к крайним.
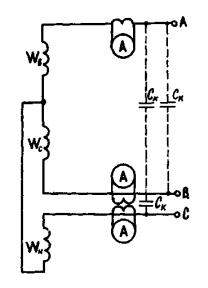
Рис. 43. Трехфазная индукционная обмотка с компенсирующей емкостью
ВТОРОЙ ВАРИАНТ РАСЧЕТА ИНДУКЦИОННОЙ ОБМОТКИ ДЛЯ ПРОГРЕВА ТРАНСФОРМАТОРА
Количество витков обмотки можно определить из формулы, если принять периметр бака за короткозамкнутый виток вторичной обмотки трансформатора.
где ![]() - коэффициент,
определяющий соотношение удельных электрических сопротивлений материалов, из
которых выполнена обмотка (медь - 0,0172, алюминий - 0,283 и т.д.),
соответственно и бак трансформатора (сталь - 0,13);
- коэффициент,
определяющий соотношение удельных электрических сопротивлений материалов, из
которых выполнена обмотка (медь - 0,0172, алюминий - 0,283 и т.д.),
соответственно и бак трансформатора (сталь - 0,13);
![]() - коэффициент, определяющий
соотношение длин одного витка обмотки к периметру бака под обмоткой;
- коэффициент, определяющий
соотношение длин одного витка обмотки к периметру бака под обмоткой;
![]() - коэффициент, определяющий
соотношение сечения стенки бака в пределах высоты обмотки к сечению провода
одного витка обмотки;
- коэффициент, определяющий
соотношение сечения стенки бака в пределах высоты обмотки к сечению провода
одного витка обмотки;
![]() - коэффициент, определяющий
соотношение задаваемого КПД к относительной величине мощности, теряемой при
передаче энергии из обмотки в бак.
- коэффициент, определяющий
соотношение задаваемого КПД к относительной величине мощности, теряемой при
передаче энергии из обмотки в бак.
Мощность, необходимая для разогрева бака трансформатора может быть определена из формулы
![]() , (16)
, (16)
где Q - разность температур стенки бака (около 120 °С) и окружающим воздухом.
В то же время потери активной мощности в поясе бака под обмоткой составляют
![]() . (17)
. (17)
ЭДС, возбуждаемая в короткозамкнутом контуре «пояса» бака при подаче напряжения U0 на обмотку
где Zd - полное электрическое сопротивление «пояса» бака, определяемое по формуле
![]() , (19)
, (19)
где xd - индуктивное сопротивление рассеяния
![]() , (20)
, (20)
где f - частота питающей сети;
m0 = 2p10-7 гн/м - магнитная проницаемость вакуума;
Крог = 0,93 - 0,98 - коэффициент Роговского;
![]() - расчетная величина канала
рассеяния;
- расчетная величина канала
рассеяния;
![]() - расстояние между стенкой бака
и обмоткой;
- расстояние между стенкой бака
и обмоткой;
аd - толщина стенки бака;
а0 - толщина обмотки;
h’ - высота «пояса» бака.
 , (21)
, (21)
где rd - активное сопротивление материала «пояса» бака
![]() , (22)
, (22)
В первом приближении количество витков в обмотке
![]() (23)
(23)
На основании равенства ампервитков обмотки и «пояса» бака ток в обмотке можно определить
![]() или
или ![]() (24)
(24)
Откуда, исходя из допустимой плотности тока для проводов, находящихся на открытом воздухе определяется сечение провода обмотки.
 , (25)
, (25)
где I0 - допустимая плотность тока обмотки (в А/мм2).
Активное сопротивление одного витка обмотки
![]() (26)
(26)
Принимая во внимание (23) затраты активной мощности на нагрев бака
![]() (27)
(27)
Потери активной мощности в обмотке
![]() (28)
(28)
Общие затраты активной мощности на нагрев
![]() (29)
(29)
Затраты мощности на нагрев
Коэффициент мощности индукционной обмотки
![]() (31)
(31)
КПД схемы нагрева
 (32)
(32)
поделим числитель и знаменатель на
Подставляя в (32) данные r0 и rd, подставляя конструктивные значения Кr, Kl, Ks, Kp получим, что количество витков обмотки равно
W0 = Кr Kl Ks Kp
Дробное число следует округлить до целого.
СОДЕРЖАНИЕ