 | Информационная система | |
СТАНДАРТ ОРГАНИЗАЦИИ
ЭЛЕМЕНТЫ ТРУБНЫЕ
ПОВЕРХНОСТЕЙ НАГРЕВА,
ТРУБЫ СОЕДИНИТЕЛЬНЫЕ
В ПРЕДЕЛАХ КОТЛА И
КОЛЛЕКТОРЫ СТАЦИОНАРНЫХ КОТЛОВ.
Общие технические требования к изготовлению
СТО ЦКТИ 10.002-2007
Санкт-Петербург
2011
Предисловие
1 РАЗРАБОТАН
открытым акционерным обществом «Научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова» (ОАО «НПО ЦКТИ»)
с участием:
открытого акционерного общества ТКЗ «Красный котельщик» (ОАО ТКЗ «Красный котельщик»),
открытого акционерного общества «Машиностроительный завод «ЗИО-ПОДОЛЬСК» (ОАО «ЗИО-Подольск») и ОАО «Инжиниринговая компания «ЗИОМАР», производственного комплекса «Сибэнергомаш» открытого акционерного общества «ЭНЕРГОМАШКОРПОРАЦИЯ»,
Рабочая группа:
Ю.К. Петреня, А.В. Судаков, С.Н. Гаврилов, П.В. Белов, М.Л. Табакман (ОАО «НПО ЦКТИ»)
П.В. Кононов, С.Н. Рахалин, И.В. Семенова (Ростехнадзор)
2 ВНЕСЕН ОАО «НПО ЦКТИ»
3 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Приказом Генерального директора ОАО «НПО ЦКТИ» от 30.07.2007 г. № 263
4 ВЗАМЕН ОСТ 108.030.40-79, ОСТ 108.030.133-84, РД 24.031.22-90, РД 24.031.23-90, ТУ 108-970-90.
5 СОГЛАСОВАН с Федеральной службой по экологическому, технологическому и атомному надзору (Ростехнадзор) письмом № 10-51/2104/4 от 16.07.2007 г.
6 ПЕРЕИЗДАН в 2011 году с изменениями № 1 от 18.06.2009 г. и № 2 от 20.09.2010 г.
СОДЕРЖАНИЕ
(Измененная редакция. Изм. № 1)
СТО ЦКТИ 10.002-2007
СТАНДАРТ ОРГАНИЗАЦИИ
|
ЭЛЕМЕНТЫ
ТРУБНЫЕ ПОВЕРХНОСТЕЙ НАГРЕВА, Общие технические требования к изготовлению |
Дата введения 2007-11-01
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящий стандарт устанавливает общие требования к изготовлению и распространяется на трубные элементы поверхностей нагрева (экраны, ширмы, пароперегреватели, экономайзеры и другие трубные элементы), соединительные трубы в пределах котла (опускные, отводящие, перепускные, подвесные, дистанционирующие) и коллекторы стационарных паровых и водогрейных котлов, энерготехнологических котлов и котлов-утилизаторов, подведомственных Ростехнадзору.
1.2. Оборудование, на которое распространяется настоящий стандарт, подразделяется на следующие группы изделий, в зависимости от параметров среды:
I - при давлении свыше 10,0 МПа и температуре свыше 450 °С;
II - при давлении свыше 4,0 до 10,0 МПа включительно и температуре до 450 °С включительно;
III - при давлении от 0,07 до 4,0 МПа включительно и температуре до 300 °С, а при наличии пароперегревателя - до 450 °С.
(Измененная редакция. Изм. № 1, № 5)
1.3. Настоящий стандарт является рекомендуемым для всех организаций и индивидуальных предпринимателей, независимо от форм собственности и организационно-правовой формы, проектирующих и изготавливающих трубные элементы поверхностей нагрева, трубы соединительные в пределах котла и коллекторы стационарных котлов.
1.4. Настоящий стандарт действует совместно с Техническим регламентом (ТР ТС 032/2013) и Федеральными нормами и правилами (ФНП).
(Измененная редакция. Изм. № 5)
2. НОРМАТИВНЫЕ ССЫЛКИ
2.1. В настоящем стандарте использованы ссылки на следующие стандарты, нормативные документы и Правила Ростехнадзора:
ГОСТ 2.308-2011. ЕСКД. Указание на чертежах допусков форм и расположения поверхностей.
ГОСТ 9.014-78. ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования.
ГОСТ 9.032-74. ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения.
ГОСТ 9.104-79. Покрытия лакокрасочные. Группы условий эксплуатации.
ГОСТ 12.2.003-91. Оборудование производственное. Общие требования безопасности.
ГОСТ 12.3.002-75. Процессы производственные. Общие требования безопасности.
ГОСТ 12.3.003-86. Работы электросварочные. Требования безопасности.
ГОСТ 12.3.004-75. Термическая обработка металлов. Общие требования безопасности.
ГОСТ 12.3.005-75. Работы окрасочные. Общие требования безопасности.
ГОСТ 12.3.009-76. Работы погрузочно-разгрузочные. Общие требования безопасности.
ГОСТ 12.3.010-82. Тара производственная. Требования безопасности при эксплуатации.
ГОСТ 1050-2013 Металлопродукция из калиброванных конструкционных качественных и специальных сталей. Общие технические условия.
ГОСТ 1051-73. Прокат калиброванный. Общие технические условия.
ГОСТ 1497-84. Металлы. Методы испытания на растяжение.
ГОСТ 1778-70. Сталь. Металлографические методы определения неметаллических включений.
ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ 2284-79. Лента холоднокатаная из углеродистой конструкционной стали. Технические условия.
ГОСТ 2590-2006. Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2601-84. Сварка металлов. Термины и определения основных понятий.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики
ГОСТ 3619-89. Котлы паровые стационарные. Типы и основные параметры
ГОСТ 3728-78. Трубы. Метод испытания на изгиб.
ГОСТ 3845-75. Трубы металлические. Метод испытания гидравлическим давлением.
ГОСТ 4543-71. Прокат из легированной конструкционной стали. Технические условия.
ГОСТ 5264-80. Ручная дуговая сварка соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5520-79. Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия.
ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
ГОСТ 6032-2003. Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии.
ГОСТ 6533-78. Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры.
ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
ГОСТ 7417-75. Сталь калиброванная круглая. Сортамент.
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 7564-97. Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
ГОСТ 8694-75. Трубы. Метод испытания на раздачу.
ГОСТ 8695-75. Трубы. Метод испытания на сплющивание.
ГОСТ 8731-74. Трубы стальные бесшовные горячедеформированные. Технические требования.
ГОСТ 8733-74. Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования.
ГОСТ 9012-59. Металлы. Метод измерения твердости по Бринеллю.
ГОСТ 9087-81. Флюсы сварочные плавленые. Технические условия
ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 9467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 9651-84. Металлы. Методы испытаний на растяжение при повышенных температурах.
ГОСТ 10006-80. Трубы металлические. Метод испытания на растяжение.
ГОСТ 10157-79. Аргон газообразный и жидкий. Технические условия.
ГОСТ 10243-75. Сталь. Метод испытаний и оценки макроструктуры.
ГОСТ 12344-2003. Стали легированные и высоколегированные. Методы определения углерода.
ГОСТ 14019-2003. Материалы металлические. Метод испытания на изгиб.
ГОСТ Р 55724-2013. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 15150-69. Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 17410-78. Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии.
ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 19040-81. Трубы металлические. Метод испытания на растяжение при повышенных температурах.
ГОСТ 20072-74. Сталь теплоустойчивая. Технические условия.
ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля
ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся. Технические условия.
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля.
ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 26828-86. Изделия машиностроения и приборостроения. Маркировка.
ГОСТ 28269-89. Котлы паровые стационарные большой мощности. Общие технические требования.
ГОСТ 28702-90. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
ГОСТ Р 52222-2004. Флюсы сварочные плавленые для автоматической сварки. Технические условия
ПБ 03-273-99. Правила аттестации сварщиков и специалистов сварочного производства.
РД 03-615-03. Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 10-249-98. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды.
РД 10-577-03. Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций.
РД-13-03-2006. Методические рекомендации о порядке проведения вихретокового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
РД-13-05-2006. Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
РД-13-06-2006. Методические рекомендации о порядке проведения капиллярного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
РД 24.982.101-89. Временная противокоррозионная защита изделий котлостроения. Покрытия лакокрасочные консервационные. Технические требования.
РД 03-606-03. Инструкция по визуальному и измерительному контролю.
РД 34.17.302-97. (ОП № 501 ЦД). Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения
РД 153-34.1-17.461-00. Методические указания по капиллярному методу контроля сварных соединений, наплавок и основного металла при изготовлении, монтаже, эксплуатации и ремонте оборудования и трубопроводов ТЭС.
РД 153-34.1-003-01 (РТМ-1с). Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 2730.940.102-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Общие требования.
РД 2730.940.103-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Контроль качества.
РТМ 108.004.56-80. Выбор и назначения средств измерения линейных размеров и отклонения от прямолинейности и плоскостности.
ОСТ 24.948.02-99. Флюсы сварочные плавленые для энергомашиностроения. Технические условия.
ОСТ 108.004.101-80. Контроль неразрушающий. Люминесцентный, цветной или люминесцентно-цветной. Методы. Основные положения.
ОСТ 108.004.109-80. Швы сварных соединений энергооборудования АЭС. Методика магнитопорошкового контроля.
ОСТ 108.004.110-87. Соединения сварные оборудования атомных электростанций. Радиографический контроль.
ОСТ 108.030.113-87. Поковки из конструкционной углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций. Технические условия.
ОСТ 108.885.01-96. Трубы для энергетического оборудования. Методика ультразвукового контроля.
ОСТ 108.958.03-96. Поковки стальные для энергетического оборудования. Методика ультразвукового контроля
СТО ЦКТИ 10.003-2007. Трубопроводы пара и горячей воды тепловых станций. Общие технические требования к изготовлению.
СТО ЦКТИ 504.01-2009. Донышки приварные для трубопроводов тепловых станций. Конструкция и размеры.
СТО ЦКТИ 504.02-2009. Донышки приварные для паропроводов тепловых станций. Конструкция и размеры.
СДОС-01-2008. Методические рекомендации о порядке проведения радиационного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
ТУ 14-1-1529-93. Заготовка трубная катаная и кованная для котельных труб. Технические условия.
ТУ 14-3-190-2004. Трубы стальные бесшовные для котельных установок и трубопроводов. Технические условия.
ТУ 14-3Р-55-2001. Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия.
ТУ 14-14-1059-80. Проволока порошковая марки ПП-АН8. Технические условия.
EN 760-1996. Материалы, расходуемые при сварке. Флюсы для дуговой сварки под флюсом. Классификация
EN 10028-1-2. Листовой стальной прокат, работающий под давлением.
EN 10216-1-6. Трубы бесшовные работающие под давлением. Технические условия.
И № 23 СД-80. Инструкция по дефектоскопии гибов трубопроводов из перлитной стали.
ТУ 1310-030-00212179-2007. Трубы бесшовные горячедеформированные механически обработанные из углеродистой и легированных марок стали для трубопроводов ТЭС и АЭС. Технические условия.
ТУ 1301-039-00212179-2010. Трубы бесшовные из углеродистой и легированных сталей, изготовленные методом ЭШВ, для трубопроводов ТЭС и АЭС. Технические условия.
РД 34 10.122-94. Унифицированная методика стилоскопирования деталей и сварных швов энергетических установок.
ГОСТ 427-75. Линейки измерительные металлические. Технические условия.
ГОСТ 19281-2014. Прокат повышенной прочности. Общие технические условия.
ГОСТ Р 52630-2012. Сосуды и аппараты стальные сварные. Общие технические условия.
ГОСТ Р 55614-2013. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
ГОСТ Р 55682-2013 (части 1 ÷ 17). Котлы водотрубные и котельно-вспомогательное оборудование.
ТР ТС 032/2013. Технический регламент таможенного союза. «О безопасности оборудования, работающего под избыточным давлением».
ФНП. Федеральные нормы и правила в области промышленной безопасности. Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением.
(Измененная редакция. Изм. № 1, № 2, № 3, № 5)
3. ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ, ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
3.1. В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1. опасный производственный объект: согласно Федеральному закону № 116;
3.1.2. предприятие-владелец котла: Предприятие, на балансе которого находится котел и руководство которого несет юридическую, административную и уголовную ответственность за его безопасную эксплуатацию;
3.1.3. расчетный срок службы котла: Срок службы в календарных годах, по истечении которого следует провести экспертное обследование технического состояния основных деталей котла, работающих под давлением, в целях определения допустимости, параметров и условий дальнейшей эксплуатации котла или необходимости его демонтажа. Срок службы должен исчисляться со дня ввода котла в эксплуатацию;
3.1.4. расчетный ресурс котла: Продолжительность эксплуатации котла (элемента), в течение которого изготовитель гарантирует надежность его работы при условии соблюдения режима эксплуатации, указанного в инструкции предприятия-изготовителя, и расчетного числа пусков из холодного и горячего состояния;
3.1.5. парковый ресурс: Наработка однотипных по конструкции, маркам стали и условиям эксплуатации элементов теплоэнергетического оборудования, в пределах которой обеспечивается их безаварийная работа при соблюдении требований действующей нормативной документации;
3.1.6. расчетное давление: Максимальное избыточное давление в детали, на которое производится расчет на прочность при обосновании основных размеров, обеспечивающих надежную работу в течение расчетного ресурса;
3.1.7. разрешенное давление: Максимальное допустимое избыточное давление в котле (элементе), установленное по результатам технического освидетельствования или поверочного расчета на прочность;
3.1.8. рабочее давление котла: Максимальное избыточное давление за котлом (пароперегревателем) при нормальных условиях эксплуатации;
3.1.9. пробное давление: Избыточное давление, при котором должно производиться гидравлическое испытание оборудования или его элементов на прочность и плотность;
3.1.10. расчетная температура стенки: Средняя по толщине температура металла детали, по которой выбирается величина допускаемого напряжения при расчете толщины стенки;
3.1.11. предельная температура стенки: Максимально допустимая температура стенки детали;
3.1.12. сборочная единица: Изделие, составные части которого подлежат соединению между собой сваркой, развальцовкой и другими сборочными операциями;
3.1.13. деталь: Изделие, изготовленное из однородного по наименованию материала без применения сборочных операций;
3.1.14. полуфабрикат: Предмет труда, подлежащий дальнейшей обработке на предприятиях-потребителях;
3.1.15. изделие: Единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах;
3.1.16. фасонная часть (деталь): Деталь или сборочная единица трубопровода или трубной системы, обеспечивающая изменение направления, слияние или деление, расширение или сужение потока рабочей среды;
3.1.17. отвод (колено): Фасонная часть, обеспечивающая изменение направления потока рабочей среды на угол от 15 до 180°;
3.1.18. крутоизогнутый отвод (колено): Отвод, изготовленный гибкой радиусом от одного до трех номинальных наружных диаметров трубы:
- типа 1 - крутоизогнутый отвод с прямыми участками;
- типа 2 - крутоизогнутый отвод без прямых участков.
3.1.19. штампосварной отвод (колено): Отвод, изготовленный из трубы или листа с использованием штамповки и сварки;
3.1.20. штампованный отвод (колено): Отвод, изготовленный из трубы штамповкой без применения сварки;
3.1.21. кованый отвод (колено): Отвод, изготовленный из поковки с последующей механической обработкой поверхности;
3.1.22. радиус гиба: Номинальный радиус гиба по нейтральной оси трубы;
3.1.23. тройник: Фасонная деталь или сборочная единица, обеспечивающая слияние или разделение потока рабочей среды;
3.1.24. переход: Фасонная деталь, обеспечивающая расширение или сужение потока рабочей среды;
3.1.25. змеевик: Фасонная деталь, обеспечивающая изменение направления потока рабочей среды на угол более 180° или более двух раз на угол 90°;
3.1.26. стыковое сварное соединение: Сварное соединение, в котором свариваемые элементы примыкают друг к другу торцевыми поверхностями и которое включает в себя сварной шов и зону термического влияния;
3.1.27. сварной шов: Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла;
3.1.28. поставочный блок котла: Технологически законченная часть котла, собираемая изготовителем из соединенных между собой сборочных единиц, элементов и деталей, ограниченная по массе и габаритам конструктивными особенностями и условиями транспортирования;
3.1.29. трубный элемент котла: Часть поверхности нагрева, состоящая из гладких, оребрённых или ошипованных труб. К поверхностям нагрева относятся, например, экраны, ширмы, пароперегреватели, экономайзеры;
3.1.30. трубопровод в пределах котла: Трубы (опускные, отводящие, перепускные, подвесные, дистанционирующие) в пределах границ заводской поставки котла;
3.1.31. трубные детали: Трубы прямые и гнутые, отводы, тройники, плоские днища, заглушки, конические переходы, штуцера, фланцы и другие изделия, изготовленные из цельных заготовок без применения сборочных операций;
3.1.32. панель мембранная: Часть экрана котла, изготовленная из сваренных между собой гладких труб с проставками;
3.1.33. пакет змеевиков: Параллельно расположенные змеевики, объединенные общими коллекторами и креплениями;
3.1.34. штуцер: Деталь, предназначенная для присоединения к барабану, коллектору, трубе арматуры, труб контрольно-измерительных приборов и др.;
3.1.35. мелкий штуцер: Штуцер, наружный диаметр которого менее 51 мм;
3.1.36. оребренная труба: Труба, имеющая на внешней поверхности поперечные, продольные или спиральные ребра;
3.1.37. партия изделия: Группа изделий одного типоразмера и стали одной марки, термически обработанных по одному режиму;
3.1.38. отвод гнутый: Отвод, изогнутый на специальном оборудовании или приспособлении;
3.1.39. гиб: Криволинейный участок гнутого отвода, гнутой трубы;
3.1.40. образец-свидетель: Образец, используемый для определения состояния материала в процессе изготовления или эксплуатации изделия, изготовленный из того же материала и по той же технологии, что и изделие.
3.1.41. фланжирование: Отбортовка.
(Измененная редакция. Изм. № 1, № 2, № 5)
3.2. В настоящем стандарте применяют следующие сокращения:
СТО - стандарт организации;
ОТК - отдел технического контроля;
НТД - нормативно-техническая документация;
ПТД - производственно-технологическая документация;
ПКД - проектно-конструкторская документация;
НК - неразрушающий контроль;
ВИК - визуальный и измерительный контроль;
РК - радиографический контроль;
УК - ультразвуковой контроль;
УТ - ультразвуковая толщинометрия;
МК - магнитопорошковая дефектоскопия;
ПВК - капиллярный контроль;
ТВЧ - токи высокой частоты;
ТО - термообработка;
3.3. В тексте приняты следующие условные обозначения, представленные в таблице 3.1.
|
Условные обозначения |
Наименование |
Единица измерения |
|
р |
Рабочее давление |
МПа |
|
ph |
Значение пробного давления при гидравлическом испытании |
МПа |
|
Da |
Наружный диаметр коллектора, трубы |
мм |
|
D |
Внутренний диаметр коллектора, трубы |
мм |
|
Da max |
Наибольший наружный диаметр, измеренный в одном сечении |
мм |
|
Da min |
Наименьший наружный диаметр, измеренный в одном сечении |
мм |
|
Ds |
Диаметр контрольного шара |
мм |
|
d, d1, d2 |
Диаметры отверстий |
мм |
|
das, ds |
Наружный и внутренний диаметр штуцера |
мм |
|
l1 |
Расстояние между краем стыкового сварного шва обечайки, днища и центром ближайшего к нему отверстия |
мм |
|
l3 |
Расстояние между краем углового сварного шва приварки штуцера и краем ближайшего стыкового сварного шва обечайки, днища |
мм |
|
lR |
Расстояние между центрами двух соседних отверстий в окружном направлении |
мм |
|
L1 |
Расстояние между осями соседних стыковых сварных швов |
мм |
|
L2 |
Расстояние от начала гиба до оси поперечного сварного шва |
мм |
|
L3 |
Расстояние от наружной поверхности элемента до оси поперечного шва |
мм |
|
R |
Радиус гиба трубы по нейтральной образующей |
мм |
|
tэ |
Шаг труб в экране |
мм |
|
n |
Количество продольных рядов шипов на 1 м трубы |
шт. |
|
m |
Количество шипов на 1 м3 экрана |
шт. |
|
fш |
Плотность шипования экрана |
% |
|
Δ(Da-) |
Минусовой допуск на наружный диаметр трубы |
мм |
|
Δ(S+) |
Плюсовой допуск на толщину стенки трубы |
мм |
|
b |
Утонение стенки трубы |
мм |
|
s1 |
Толщина стенки трубы |
мм |
|
ss |
Толщина стенки штуцера |
мм |
(Измененная редакция. Изм. № 1)
3.4. Условные обозначения допусков форм по ГОСТ 2.308, используемые в настоящем стандарте, представлены в таблице 3.2.
|
Символ |
Название |
|
|
Допуск прямолинейности |
|
|
Допуск круглости |
|
|
Допуск перпендикулярности |
|
|
Допуск соосности |
|
|
Допуск плоскостности |
|
|
Позиционный допуск |
4. ОБЩИЕ ТРЕБОВАНИЯ
4.1. Рассматриваемое оборудование, работающее под давлением, является объектом повышенной опасности и должно быть спроектировано, изготовлено, проконтролировано, оснащено и установлено таким образом, чтобы обеспечить безопасность его эксплуатации в течение расчетного ресурса.
4.2. Изготовитель должен провести аттестацию технологии сварки согласно требованиям РД 03-615.
(Измененная редакция. Изм. № 5)
4.3. Трубные элементы поверхностей нагрева, соединительные трубы в пределах котла и коллекторы котлов должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам предприятия-изготовителя.
Допускается применять трубные элементы поверхностей нагрева, трубопроводов в пределах котла и коллекторы стационарных котлов, изготовленные по требованиям СТО ЦКТИ 10.003-2007.
(Измененная редакция. Изм. № 2)
4.4. Ответственность за правильность конструкции оборудования, выбор материалов, за расчет на прочность изготавливаемого (поставляемого) оборудования, а также за соответствие требованиям настоящего стандарта несет организация, разработавшая проектную или конструкторскую документацию.
Ответственность за соблюдение требований настоящего стандарта при изготовлении котла, за качество изготовления, за его монтаж и эксплуатацию несут организации или предприятия, выполняющие соответствующие работы.
(Измененная редакция. Изм. № 5)
4.5. На общем виде чертежа экрана, ширмы, пароперегревателя, экономайзера и др. элементов должны быть указаны:
- расчетное давление и температура;
- давление гидроиспытания;
- ссылка на таблицу контроля качества сварных соединений (способ сварки, основные и сварочные материалы, термическая обработка и объем контроля сварных соединений).
4.6. Расчет на прочность трубных элементов поверхностей нагрева, трубопроводов в пределах котла и коллекторов должен производиться в соответствии с требованиями РД 10-249, «Теплового расчета котельных агрегатов», «Гидравлического расчета котельных агрегатов.
(Измененная редакция. Изм. № 1)
4.7. Объем поставки трубных элементов, соединительных труб и коллекторов, их комплектность, деление на поставочные блоки и состав блоков для каждого котла должны определяться в соответствии с требованиями технического задания, технических условий или договора и конструкторской документации предприятия-изготовителя.
4.8. На изготовленные элементы предприятие-изготовитель заполняет соответствующий раздел паспорта котла, на элементы, поставляемые как запчасти - заполняет удостоверение о качестве изготовления.
4.9. При изготовлении деталей и сборочных единиц в качестве запасных частей или для реконструкции котлов по согласованию с заказчиком допускается:
- поставлять поковки заготовками без механической обработки и УК с последующим выполнением этих операций заказчиком;
- поставлять змеевики, гнутые трубы и другие трубные элементы с монтажными припусками без механической обработки концов труб;
- поставлять отдельные детали и узлы (штуцера, элементы крепления, элементы труб и т.п.) заготовками без выполнения отдельных технологических операций (приварки к трубным элементам накладок, планок, ушей; окраски и т.п.).
5. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
5.1 Проектирование
5.1.1. Оборудование, работающее под давлением, должно быть спроектировано и изготовлено в соответствии с ТР ТС 032/2013 и ФНП и настоящего стандарта.
(Измененная редакция. Изм. № 5)
5.1.2. В техническом задании на проектирование оборудования заказчиком должен быть оговорен расчетный или назначенный срок службы, расчетный ресурс, а также количество пусков-остановов, если оборудование будет работать в маневренном режиме. В том случае, если это не было оговорено, конструкторская организация принимает расчетный ресурс работающих под давлением элементов котла с расчетной температурой соответствующей области ползучести, не менее:
- для поверхностей нагрева и выходных коллекторов пароперегревателя - 100 тыс. ч;
- для остальных элементов - 200 тыс. ч.
Если оборудование будет работать в маневренном режиме и для эксплуатации характерно циклическое изменение нагрузки, то производится оценка количества пусков-остановов и циклов изменения нагрузки за весь срок службы.
Если оборудование будет работать со средой, вызывающей коррозию металла, то необходимо уменьшить срок службы, с учетом скорости коррозии. Это требование и скорость коррозии должны быть изложены в заказе (исходные данные).
5.2. Конструкция
5.2.1. Общие требования
5.2.1.1. Конструкция оборудования и его частей должна обеспечивать надежность и безопасность эксплуатации на расчетных параметрах в течение назначенного срока службы, быть технологичной, надежной, предусматривать возможность осмотра, очистки, промывки, продувки и ремонта, а также проведения всех контрольных и технологических операций, предусмотренных технической документацией.
5.2.1.2. Конструкция элементов, обогреваемых пламенем или горячими газами, должна обеспечивать надежное охлаждение стенок до расчетной температуры.
5.2.1.3. Все нагретые части элементов оборудования на участках, доступных во время работы обслуживающему персоналу, должны быть закрыты изоляцией, обеспечивающей температуру наружной поверхности не более 55 °С при температуре окружающей среды не более 25 °С.
5.2.1.4. Изготовление трубных деталей (отводов, тройников, переходов, штуцеров, донышек) - должно производиться с учетом рекомендаций стандартов организации на конструкцию и размеры деталей и сборочных единиц для трубопроводов тепловых станций по чертежам предприятия-изготовителя котла.
(Введен дополнительно. Изм. № 1)
5.2.1.5. Изготовление переходов должно соответствовать требованиям подраздела 10.3 СТО ЦКТИ 10.003.
(Введен дополнительно. Изм. № 4)
5.2.2. Требования к конструкции коллекторов
5.2.2.1. В коллекторах могут применяться эллиптические, полусферические или плоские днища и донышки.
Эллиптические днища должны иметь высоту выпуклой части, измеряемую от внутренней поверхности, не менее 0,2 внутреннего диаметра днища.
Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Плоские донышки для трубопроводов (по СТО ЦКТИ 504.01 и СТО ЦКТИ 504.02) и коллекторов должны удовлетворять требованиям конструкторской документации предприятия-изготовителя.
5.2.2.2. На кольцевых коллекторах котлов с давлением до 4 МПа при R/Da ≤ 3,5 отверстия разрешается располагать только на средней линии гиба. При R/Da > 3,5 отверстия допускается располагать по всей окружности поперечного сечения трубы коллектора.
5.2.2.3. Глубина гнезда, растачиваемого в отверстиях коллектора (в том числе и в укрепленных отверстиях) под штуцер или трубу, не должны превышать 30 % номинальной толщины стенки, к которой приваривается штуцер или труба. При условии полного проплавления толщины стенки штуцера и заполнения гнезда наплавленным металлом глубина гнезда допускается свыше 30 % номинальной толщины стенки коллектора.
5.2.2.4. Установка и приварка к коллекторам опор и других деталей крепления, включая детали крепления упаковочных каркасов, должны производиться в соответствии с требованиями чертежей и технической документации предприятия-изготовителя.
5.2.2.5. Для осмотра внутренней поверхности коллекторов с внутренним диаметром более 150 мм должны быть предусмотрены смотровые отверстия (лючки) эллиптической или круглой формы с внутренним диаметром не менее 80 мм. Вместо указанных выше лючков разрешается применение приварных штуцеров круглого сечения, заглушаемых приварным донышком, отрезаемым при осмотре.
Смотровые штуцера могут устанавливаться либо на днищах коллекторов, либо на поверхности коллектора в удобном для проведения осмотра месте, определяемом конструктором. При необходимости высота цилиндрической части смотрового штуцера согласовывается с заказчиком.
В некоторых конструкциях допускается не устанавливать лючки и штуцера, если к коллектору присоединены трубы наружным диаметром не менее 50 мм, расположенные так, что после их отрезки возможен доступ для осмотра внутреннего пространства коллектора. Для паровых котлов III категории, как исключение, возможно применение смотровых штуцеров с фланцевыми заглушками, но при этом должна быть обеспечена безопасность обслуживающего персонала котла и согласована с заказчиком.
Штуцера с фланцевыми заглушками разрешается устанавливать на днищах коллекторов только водогрейных котлов.
(Измененная редакция. Изм. № 4)
5.2.2.6. Количество проведенных осмотров через один смотровой штуцер определяется длиной оставшейся части штуцера. Минимальная длина штуцера должна быть не менее 85 мм, после чего штуцер подлежит удалению и замене на новый в соответствии с требованиями РД 153-34.1-003-01.
5.2.2.7. Коллекторы, изготавливаемые из двух и более частей сваркой встык, после сварки подлежат приемке техническим контролем и только после этого допускаются к дальнейшей обработке.
5.2.3. Расстояние между отверстиями
5.2.3.1. Расстояние между центрами двух соседних отверстий в коллекторах и трубах по наружной поверхности должно быть не менее 1,4 расчетного диаметра отверстия или 1,4 полусумм расчетных диаметров отверстий, если диаметры различны (рисунок 5.1).
При расположении отверстий в один продольный или поперечный ряд допускается указанное расстояние уменьшить до 1,3 диаметра.

Рисунок 5.1
Расстояние между кромками двух отверстий на внутренней поверхности коллектора или днища должно быть не менее 5 мм.
5.2.4. Криволинейные элементы
5.2.4.1. Радиус гиба R криволинейных участков труб наружным диаметром Da более 60 мм рекомендуется принимать не менее двукратного наружного диаметра трубы (R/Da ≥ 2,0).
Для труб наружным диаметром 60 мм и менее в зависимости от метода гибки относительные радиусы гиба R/Da рекомендуется принимать:
- R/Da ≥1,7 - при холодной гибке;
- 1,7 ≥ R/Da ≥ 1,0 - при холодной гибке с осевым поджатием или горячей гибке с осевым поджатием (гибка с применением ТВЧ);
- 0,8 ≥ R/Da ≥ 0,5 - при горячей подгибке предварительно согнутых колен.
5.2.5. Тройниковые соединения
5.2.5.1. Для штуцерных и тройниковых соединений допускается применение:
- соединения труб поверхностей нагрева (внутренним диаметром до 100 мм) с коллектором или трубопроводом (рисунок 5.2 а);
- усиленного штуцера при присоединении к коллектору (рисунок 5.2 б);
- тройниковых соединений (рисунок 5.2 в, г).
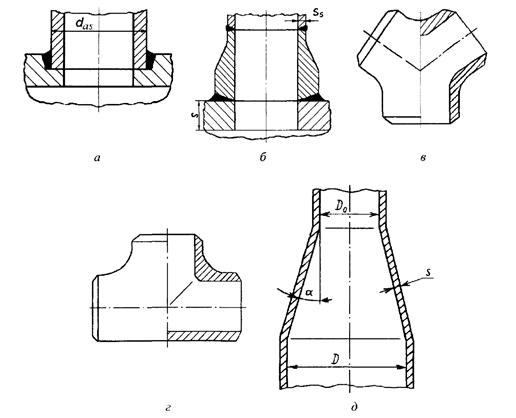
Рисунок 5.2
где: D - внутренний диаметр большего основания конического перехода, мм;
α - угол конусности, равный половине угла у вершины конического перехода, градус.
5.2.6. Переходы
5.2.6.1. Переходы и трубы с подкатанными концами могут быть изготовлены штамповкой, точением, методом подкатки или осадки трубной заготовки в торец. Переходы могут быть изготовлены ковкой или вальцеванием из листа. Угол конусности должен быть не более 30°.
(Измененная редакция. Изм. № 1)
5.2.6.2. При угле конусности α ≥ 15° (рисунок 5.2 д) по концам конического перехода, приваренного к трубопроводу 1 категории безопасности, рекомендуется обеспечить цилиндрические участки длиной не менее двукратной толщины стенки перехода.
5.2.6.3. Сопряжение конической и цилиндрической частей по внутренней и наружной поверхностям конического перехода, выполняемые механической обработкой, должны быть плавными (по радиусу не менее 3 мм), за исключением переходов от конической к меньшей цилиндрической части по внутренней поверхности и от конической к большей цилиндрической части по наружной поверхности.
5.2.7. Сварные соединения
5.2.7.1. Конструкция и расположение сварных швов должны обеспечивать:
а) возможность выполнения сварных соединений с соблюдением всех установленных требований по сварке в технической документации;
б) доступность проведения контроля качества сварных соединений предусмотренными для них методами;
в) возможность выполнения ремонта сварных соединений с последующей термообработкой и контролем, если они предусмотрены стандартом.
5.2.7.2. Угловые сварные соединения с неполным проплавлением (с конструктивным зазором) допускается применять для труб поверхностей нагрева с внутренним диаметром не более 100 мм, привариваемым к коллекторам.
5.2.7.3. Сварные стыковые соединения труб поверхностей нагрева не должны располагаться на гибах и в местах приварки деталей жесткости и креплений.
5.2.7.4. Расположение поперечных сварных швов на трубах (рисунок 5.3) должно отвечать следующим требованиям:
- минимальное расстояние между осями швов соседних несопрягаемых стыковых сварных соединений (поперечных, продольных, меридиональных, хордовых и др.) должно быть не менее номинальной толщины свариваемых деталей, но не менее L1 = 100 мм при толщине стенки более 8 мм и не менее 50 мм при толщине стенки 8 мм и менее;

Рисунок 5.3
- расстояние от начала гиба до оси поперечного шва L2
(за исключением приварки крутоизогнутых отводов типа 2 и штампованных отводов),
а также от наружной поверхности элемента (коллектора, трубы) до оси поперечного
шва L3 или до начала гиба L4 при наружном
диаметре Da до 100 мм должно быть не менее Da,
но не менее 50 мм, а при Da более 100 мм не менее ![]() , но не менее 100 мм;
, но не менее 100 мм;
- расстояние от кромки стойки L5 (опоры, подвески и любой детали, поддерживающей трубу или коллектор, но не препятствующей перемещению их вдоль оси) до края стыка не должно быть менее 50 мм (с учетом теплового расширения). В отдельных случаях, если это допускается конструкцией и условиями теплового расширения, расстояние до края стыка не должно быть менее 20 мм, при этом конструкция и расположение стоек должны обеспечивать возможность осмотра в процессе эксплуатации сварных стыков трубных элементов с внешней стороны. Сварные швы под стойками не допускаются.
При контактной сварке гнутых элементов прямой участок должен быть не менее длины захватов контактной машины. Допускается производить приварку крутоизогнутых (с радиусом гиба не менее наружного диаметра трубы) и штампосварных отводов без прямого участка.
(Измененная редакция. Изм. № 2)
5.2.7.5. Расстояние l1 между краем стыкового сварного шва коллектора, трубопровода и центром ближайшего к нему отверстия должно быть не менее 0,9 диаметра отверстия при одновременном соблюдении требований п. 5.2.7.7 (см. рисунок 5.4).
Допускается располагать отверстия для приварки труб или штуцеров на стыковых сварных соединениях и на расстоянии от них менее 0,9 диаметра отверстия при выполнении следующих условий:
а) до расточки отверстий сварные соединения должны быть
подвергнуты радиографическому или ультразвуковому контролю на участке отверстий
с припуском не менее ![]() , но не менее 100 мм в каждую сторону
сварного шва;
, но не менее 100 мм в каждую сторону
сварного шва;
б) расчетный ресурс эксплуатации должен быть обоснован
поверочным расчетом на прочность. Расчеты допускается не производить, если
расстояние между кромками отверстий, расположенных в продольном шве, не менее ![]() , а для отверстий в кольцевом
(поперечном) шве - не менее
, а для отверстий в кольцевом
(поперечном) шве - не менее ![]() .
.
Допускается располагать отверстия под развальцовку труб на стыковых (кольцевых) сварных соединениях при условии, что сварной шов на длине, подлежащей обработке, будет подвергнут неразрушающему контролю в соответствии с разделом 18 настоящего стандарта.
(Измененная редакция. Изм. № 5)
5.2.7.6. (Исключен. Изм. № 1)
5.2.7.7. Расстояние l3 между краем углового сварного шва приварки штуцера, трубы и краем ближайшего стыкового сварного шва коллектора, трубопровода должно быть не меньше трехкратной толщины стенки в зоне шва привариваемой детали (рисунок 5.4). В любом случае расстояние l3 должно обеспечивать контроледоступность, выполнение ремонтных работ и местной термообработки.
(Измененная редакция. Изм. № 3)
5.2.7.8. (Исключен. Изм. № 1)
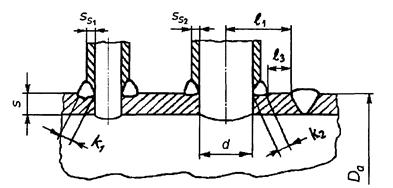
l3 ≥ max (3k2; 3ss2); l1 ≥ 0,9d; (ss2 > ss1; k2 > k1)
Рисунок 5.4
Таблица 6.4 (Исключена. Изм. № 1)
6. ТРЕБОВАНИЯ К ОСНОВНЫМ И СВАРОЧНЫМ МАТЕРИАЛАМ И ПОЛУФАБРИКАТАМ
6.1. Контроль основных материалов и полуфабрикатов
6.1.1. Материалы для изготовления трубных элементов котлов выбираются разработчиком в соответствии с требованиями ГОСТ Р 55682.2 (Приложение А), с учетом параметров внутренней и внешней среды, в зависимости от категории безопасности изготавливаемого оборудования.
(Измененная редакция. Изм. № 5)
6.1.2. К производству допускаются материалы и полуфабрикаты, прошедшие подготовку и контроль в соответствии с требованиями ГОСТ Р 55682.2 и по которым служба технического контроля предприятия-изготовителя дала заключение о возможности их использования.
(Измененная редакция. Изм. № 5)
6.1.3. Поковки для коллекторов и груб соединительных в пределах котла должны быть изготовлены из углеродистой, легированной, хромистой и хромоникелевой аустенитной стали марок, предусмотренных настоящим стандартом, и должны удовлетворять требованиям ГОСТ 8479 (группы IV и V), ОСТ 108.030.113 и ТУ 14-1-1529 и методам УК по ГОСТ 24507 и ОСТ 108.958.03.
Мелкие фасонные детали, работающие под давлением, допускается изготавливать методом холодной механической обработки из круглого проката наружным диаметром до 80 мм. Для полых круглых деталей с толщиной стенки не более 40 мм и длиной до 200 мм допускается использование круглого проката наружным диаметром не более 160 мм.
Листовой прокат толщиной более 20 мм, предназначенный для деталей котла при рабочем давлении более 6,4 МПа, а также листы толщиной более 60 мм должны подвергаться НК методом УК по ГОСТ 22727.
(Измененная редакция. Изм. № 1, № 3)
6.1.4. Гладкие трубы, идущие на изготовление экранов, мембранных панелей и конвективных поверхностей нагрева, должны быть термически обработаны и соответствовать требованиям технических условий на изготовление и поставку таких труб - ТУ 14-3Р-55, ТУ 14-3-190, а также других НД.
Для изготовления панелей используются бесшовные трубы из сталей марок 20, 20ПВ, 15ХМ, 12Х1МФ по ТУ 14-3Р-55, 10CrMo9-10, 13CrMo4-5 по EN 10216.
Полосы (проставки) должны быть термически обработанными и могут быть изготовлены из сталей марок 20 ГОСТ 1050, 12ХМ ГОСТ 5520, 15ХМ ГОСТ 4543, 12Х1МФ ГОСТ 20072, а также P265GH, 13CrMo4-5, 10CrMo9-10 по EN 10028, 09Г2С по ГОСТ 19281.
|
Вид испытаний и контроля бесшовных труб для изготовления поверхностей нагрева |
Объем испытаний и контроля |
||
|
группа изделий оборудования |
|||
|
I |
II |
III |
|
|
Визуальный контроль качества поверхности труб по РД 03-606, ТУ 14-3Р-55 |
+ |
+ |
+ |
|
Измерительный контроль: наружный диаметр, толщина стенки, кривизна, овальность по РД 03-606, ТУ 14-3Р-55 |
+ |
+ |
+ |
|
Контроль химического состава по ГОСТ 12344 и др. |
+ |
+ |
+ |
|
Испытание на растяжение при комнатной температуре σВ, σ0,2, δ по ГОСТ 10006 |
+ |
+ |
+ |
|
Технологические испытания: изгиб, раздача, сплющивание по ГОСТ 8695, ГОСТ 8694, ГОСТ 3728, ГОСТ 14019 |
+ |
+ |
+ |
|
Контроль микроструктуры сталей по ТУ 14-3Р-55 |
+ |
+ |
- |
|
Испытание на растяжение при повышенных температурах σ0,2 по ГОСТ 9651 |
+ |
+ |
+ (для t > 150 °С) |
|
УК на выявление продольных дефектов по ТУ 14-3Р-55 |
+ |
+ |
+ |
(Измененная редакция. Изм. № 5)
Предельно допустимые температуры по окалинообразованию:
- сталь 20, P265GH - 500 °С;
- сталь 12ХМ, 13СrМо4-5 - 540 °С;
-сталь 15ХМ - 550 °С.
-сталь 12Х1МФ - 585 °С;
- сталь 10СrМо9-10 - 580 °С.
Допускается применение материалов, не указанных в Приложении А ГОСТ Р 55682.2, если их применение предусмотрено международными стандартами на аналогичные изделия.
(Измененная редакция. Изм. № 1, № 2, № 5)
6.1.5. Материал для изготовления шипов на трубах экранов, в том числе мембранных, должен выбираться в зависимости от типа топки (с твердым, жидким) шлакоудалением и рабочих параметров пара из сталей марок 10, 20, 12Х1МФ по ГОСТ 7417 и ГОСТ 1051, 03Х8СЮЦ по ГОСТ 2590.
(Измененная редакция. Изм. № 1)
6.1.6. Каждая партия труб, полос, поковок, штамповок должна поставляться с сертификатами, подтверждающими соответствие материалов действующим стандартам и техническим условиям, а также дополнительным требованиям, оговоренным при заказе.
При проведении входного контроля предприятием-изготовителем котлов должно быть проверено наличие в сопроводительных документах всех необходимых данных, подтверждающих качество материалов и соответствие их заказу, наличие маркировки и клеймения, и дано заключение о возможности запуска их в производство.
|
Вид испытаний и контроля труб для коллекторов и трубопроводов |
Объем испытаний и контроля |
||
|
группа изделий оборудования |
|||
|
I |
II |
III |
|
|
Визуальный контроль качества поверхности труб по РД 03-606 |
+ |
+ |
+ |
|
Измерительный контроль: наружный диаметр, толщина стенки, разностенность, кривизна, овальность по РД 03-606, ТУ 14-3Р-55 |
+ |
+ |
+ |
|
Контроль химического состава по ГОСТ 12344 и др. |
+ |
+ |
+ |
|
Испытание на растяжение при комнатной температуре σВ, σ0,2, δ, ψ по ГОСТ 10006 |
+ |
+ |
+ |
|
Испытание на ударный изгиб при комнатной температуре по ГОСТ 9454 |
+ |
+ |
- |
|
Технологические испытания: сплющивание или изгиб по ГОСТ 8695, ГОСТ 3728, ГОСТ 14019 |
+ |
+ |
+ |
|
Контроль микроструктуры сталей по ТУ 14-3Р-55 |
+ |
+ |
- |
|
Контроль макроструктуры по ГОСТ 10243 |
+ |
- |
- |
|
Испытание на растяжение при повышенных температурах σ0,2 по ГОСТ 9651 |
+ |
+ |
- |
|
УК на выявление продольных дефектов по ТУ 14-3Р-55 |
+ |
- |
- |
|
Испытание гидравлическим давлением по ГОСТ 3845 |
- |
+ |
+ |
|
Испытание на твердость по ГОСТ 9012 |
+ |
- |
- |
|
УК на выявление дефектов типа «расслоение» для горячепрессованных редуцированных труб, изготовленных из непрерывно литой заготовки по ТУ 14-3Р-55 |
+ |
+ |
|
|
Контроль загрязненности неметаллическими включениями по ГОСТ 1778 |
+ |
- |
- |
(Измененная редакция. Изм. № 1, № 2, № 5)
6.1.7. Вид и объем испытаний и контроля бесшовных труб для изготовления элементов поверхностей нагрева, коллекторов, трубопроводов и гибов в зависимости от категории безопасности оборудования представлены в таблицах 6.1, 6.2 и 6.3.
Для котлов, работающих под давлением до 4,0 МПа включительно (III категория безопасности), для труб коллекторов, трубопроводов и труб для изготовления гибов допускаются к производству трубы только прошедшие гидроиспытания без проведения УК.
Гидроиспытание допускается не проводить при условии 100 % УК трубы.
Результаты химического анализа, механических свойств, технологических испытаний и др. должны соответствовать данным, представленным в нормативной документации.
Размеры труб (диаметр, толщина стенки, овальность) и допуски на них должны соответствовать нормативным документам - ТУ 14-3Р-55, ТУ 14-3-190, ГОСТ 8731 и ГОСТ 8733.
(Измененная редакция. Изм. № 1)
|
Вид испытаний и контроля труб для изготовления гибов |
Объем испытаний и контроля |
||
|
группа изделий оборудования |
|||
|
I |
II |
III |
|
|
Визуальный контроль качества поверхности труб по РД 03-606, ТУ 14-3Р-55 |
+ |
+ |
+ |
|
Измерительный контроль: наружный диаметр, толщина стенки, разностенность, кривизна, овальность по РД 03-606, ТУ 14-3Р-55 |
+ |
+ |
+ |
|
Контроль химического состава по ГОСТ 12344 |
+ |
+ |
+ |
|
Испытание на растяжение при комнатной температуре σВ, σ0,2, δ по ГОСТ 10006 |
+ |
+ |
+ |
|
Испытание на ударный изгиб при комнатной температуре и при пониженной температуре по ГОСТ 9454 |
+ |
+ |
- |
|
Технологические испытания: сплющивание, раздача или изгиб по ГОСТ 8695, ГОСТ 8694, ГОСТ 3728, ГОСТ 14019 |
+ |
+ |
+ |
|
Контроль микроструктуры сталей по ТУ 14-3Р-55 |
+ |
+ |
- |
|
Контроль макроструктуры по ГОСТ 10243 |
+ |
- |
- |
|
Испытание на растяжение при повышенных температурах σ0,2 по ГОСТ 9651 |
+ |
+ |
+ |
|
Контроль загрязненности неметаллическими включениями по ГОСТ 1778 |
+ |
- |
- |
|
УК на выявление продольных дефектов по более жестким нормам ТУ 14-3Р-55 (по требованию заказчика) |
+ |
- |
- |
|
УК на выявление дефектов типа «расслоение» по ТУ 14-3Р-55 (по требованию заказчика) |
+ |
+ |
- |
|
УК на выявление продольных и поперечных дефектов для труб Dа/s ≥ 5 по ТУ 14-3Р-55 (по требованию заказчика) |
+ |
+ |
- |
|
Электромагнитный или вихретоковый контроль на выявление поверхностных и сквозных дефектов по ТУ 14-3Р-55 (по дополнительному требованию заказчика) |
+ |
- |
- |
|
Измерение толщины стенки труб с помощью УТ по ГОСТ 17410 |
+ |
- |
- |
|
Испытание гидравлическим давлением (при отсутствии 100 % УК или иного равноценного неразрушающего контроля) по ГОСТ 3845 |
- |
+ |
+ |
(Измененная редакция. Изм. № 1, № 2, № 5)
Таблица 6.4 (Исключена. Изм. № 1)
6.2. Контроль сварочных материалов
6.2.1. Сварочные материалы должны выбираться в зависимости от марок сталей, методов сварки и типов сварных соединений.
6.2.2. Сварочные материалы до запуска в производство должны пройти входной контроль и проверку на соответствие их поставки и хранения требованиям ГОСТ 2246, ГОСТ 9467, и ГОСТ 9087 с получением положительного заключения службы технического контроля о допустимости их использования.
Входной контроль должен производиться по специальной производственной инструкции, разработанной в соответствии с ГОСТ 24297 и ГОСТ Р 55682.6 (пункт 10.1).
Результаты контроля каждой партии сварочных материалов должны быть оформлены соответствующей отчетной документацией.
(Измененная редакция. Изм. № 5)
6.2.3. Каждая партия сварочных материалов должна иметь сертификат с указанием всех необходимых данных, предусмотренных требованиями ГОСТ 2246, ГОСТ 9467, ГОСТ 23949 или технических условий.
6.2.4. Каждая партия сварочных материалов, независимо от наличия сертификата, должна быть проверена на сварочно-технологические свойства и на соответствие содержания легирующих элементов в наплавленном металле, выполненном легированными электродами, требованиям стандартов или технических условий, что должно быть подтверждено документом предприятия-изготовителя.
6.2.5. Механические испытания проводятся при входном контроле сварочных материалов, используемых для сварки под флюсом.
6.2.6. Перед запуском в производство предприятие-изготовитель обязано проверить каждую бухту сварочной проволоки стилоскопированием на соответствие сертификату. При этом легированная сварочная проволока проверяется на наличие легирующих элементов, а углеродистая на отсутствие легирующих элементов. После намотки на сварочные кассеты должно быть проведено повторное стилоскопирование начала и конца проволоки на кассете.
6.2.7. В случае отсутствия сертификата или выявления несоответствия при стилоскопировании проводится полный химический анализ сварочных материалов, по результатам которого оформляется сертификат.
6.2.8. (Исключен. Изм. № 1)
7. ТРЕБОВАНИЯ ПО ПОДГОТОВКЕ МАТЕРИАЛОВ К ЗАПУСКУ В ПРОИЗВОДСТВО
7.1. До запуска в производство материалы должны храниться на специализированных складах или эстакадах. Все металлургические полуфабрикаты (трубы, поковки и штамповки) при хранении должны быть рассортированы по размерам и маркам стали. Трубы должны быть уложены на стеллажи, обеспечивающие отсутствие остаточных деформаций.
Торцы труб для изготовления поверхностей нагрева должны быть закрыты предохранительными колпачками или заглушками. Трубы из стали аустенитного класса должны храниться на специальных стеллажах, ограждающих их от механических повреждений.
Сварочные материалы должны храниться в соответствии с требованиями ГОСТ 2246, ГОСТ 9466, ГОСТ 9087, ГОСТ 10157, паспорта или технических условии на данную марку электродов, флюса, сварочную проволоку и газы.
7.2. В подготовку материалов к запуску в производство, предусмотренную технологическим процессом, принятым на предприятии-изготовителе, должны входить следующие основные операции:
- сличения маркировки материала с данными сертификата;
- визуальный и измерительный контроль труб;
- контроль неразрушающими методами;
- стилоскопирование (для легированных сталей);
- рассортировка.
Объем и методы входного контроля должны устанавливаться предприятием-изготовителем котла, с учетом качества поставленных материалов.
7.3. Трубы должны быть очищены от окалины, коррозии, масла и других загрязнений в соответствии с требованиями входного контроля по ГОСТ 24297.
Не допускается применение дробеструйной очистки труб и проката из стали аустенитного класса.
7.4. При осмотре и измерении должны проверяться размеры, форма и качество поверхности материала и соответствие его требованиям стандартов и технических условий.
Трубы после очистки должны подвергаться наружному визуальному и измерительному контролю, а при выявлении дефектов поверхности контролироваться с применением лупы четырех - семикратного увеличения.
Толщина стенки трубы в местах удаления дефектов не должна выходить за пределы минимально допустимого значения.
7.5. Для котлов на рабочее давление более 6,4 МПа и для отдельных трубных элементов (независимо от давления в котле), работающих при температуре 540 °С и более, должны применяться трубы, подвергнутые сплошному неразрушающему контролю предприятием-изготовителем труб.
7.6. Поковки и листы, предназначенные для изготовления плоских днищ для коллекторов, не прошедшие контроль на предприятии-изготовителе, должны подвергаться неразрушающему контролю по инструкции предприятия-изготовителя котлов.
7.7. Металлургические полуфабрикаты из легированных и высоколегированных сталей должны быть подвергнуты сплошному контролю стилоскопированием. Ставится клеймо стилоскописта.
7.8. Предприятие-изготовитель котла должно проконтролировать состояние и качество маркировки поставляемых материалов и при необходимости восстановить маркировку в соответствии с требованиями стандартов и технических условий.
8. ТРЕБОВАНИЯ К РЕЗКЕ, РАЗМЕТКЕ И МАРКИРОВКЕ ЗАГОТОВОК
8.1. Все поступающие на производство (или на монтажную площадку) блоки, трубы и детали должны быть до начала сборки проверены службой ОТК на наличие клейм и маркировки. При отсутствии клейм, маркировки или сертификатов трубы и детали к дальнейшему использованию не допускаются.
8.2. Резка труб на заготовки должна производиться механическим способом. Допускается газовая резка труб из углеродистых и легированных сталей перлитного класса, а также кислородно-флюсовая или плазменно-дуговая резка труб из сталей аустенитного класса. После тепловой резки труб из сталей , склонных к подкалке, должна производиться проточка концов для удаления подкаленной зоны на длине, указанной в инструкции предприятия-изготовителя.
8.3. Газовую резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0 °С следует производить с предварительным подогревом до 200 °С и медленным охлаждением под слоем теплоизолирующего материала.
8.4. При отрезании части трубы наружным диаметром более 76 мм, проката или поковки на оставшейся части должна быть сохранена или восстановлена маркировка в соответствии с требованиями инструкции предприятия-изготовителя.
Трубы для поверхностей нагрева с наружным диаметром 76 мм и менее допускается маркировать по инструкции предприятия-изготовителя котлов несмываемой краской, однозначно определяющей марку стали, одной продольной полосой по всей длине трубы.
9. РЕЗКА И МЕХАНИЧЕСКАЯ ОБРАБОТКА КОНЦОВ ТРУБ, ОБЖАТИЕ И РАЗДАЧА ТРУБ
9.1. Обрезка торцов труб
9.1.1. Торцы труб, подлежащие контактной или аргонодуговой сварке, должны быть обработаны механическим способом перпендикулярно к оси трубы (рисунок 9.1).
Допуск перпендикулярности плоскости торца к оси трубы «С» не должен превышать значений:
- для труб до Da 76 мм вкл. - 0,5 мм;
- для труб с Da свыше 76 мм до 133 мм вкл. - 1,0 мм;
- для труб с Da свыше 133 мм до 245 мм вкл. - 2,0 мм;
- для труб с Da свыше 245 мм до 325 мм вкл. - 2,5 мм;
- для труб с Da свыше 325 мм до 630 мм вкл. - 3,0 мм;
- для труб с Da свыше 630 мм до 720 мм вкл. - 4,0 мм;
- для труб с Da свыше 720 мм - 5,0 мм.
9.1.2. Отклонение от перпендикулярности торцов, поверхность которых при контроле принимается за базовую, а также торцов тройников, переходов, гибов, гнутых отводов с прямыми участками, подвергавшимися деформации вследствие гибки, и других деталей после калибровки торцов, должно контролироваться по указаниям технологического процесса предприятия-изготовителя.
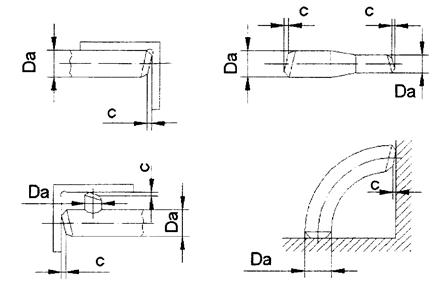
Рисунок 9.1
9.2. Механическая обработка концов труб
9.2.1. Механическая обработка деталей и сборочных единиц, должна выполняться в соответствии с требованиями чертежей и стандартов с соблюдением всех указанных в них размеров и допусков.
Следует проверить:
- соответствие формы, размеров и качества подготовки кромок под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений предъявляемым требованиям. Обработку фасок под сварку и размеры кромок проверяют специальными шаблонами;
- качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
- правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
- соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр и зачистки наружной и внутренней поверхностей после калибровки).
9.2.2. Обработку концов труб для сварки (обрезка труб и снятие фасок) необходимо производить механическим способом (резцом, фрезой или абразивным кругом) с помощью специальных труборезных станков.
Подготовленные к сборке кромки не должны иметь неровности (вырывы, заусенцы) с острыми и резкими переходами. Трубы из сталей аустенитного и мартенсито-ферритного класса на монтаже можно обрезать механическим способом, а также плазменной, электродуговой, газофлюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен (не менее 2 мм) припуск на последующую механическую обработку.
Фаски на трубах из углеродистых и низколегированных сталей под ручную или автоматическую аргонодуговую сварку стыков, а также на трубах из сталей аустенитного и мартенсито-ферритного класса, независимо от способа сварки, необходимо снимать только механическим способом с помощью специального оборудования.
9.3. Радиальное обжатие, раздача, калибровка, правка трубных заготовок
9.3.1. Радиальное обжатие, раздача, калибровка, правка трубных заготовок и их контроль должны производиться по инструкции предприятия-изготовителя котлов на кузнечнопрессовом или другом оборудовании.
9.3.2. Если у стыкуемых труб разность внутренних диаметров превышает допустимую, то для обеспечения плавного перехода в месте стыка может быть применена раздача (вхолодную или с нагревом) конца трубы с меньшим внутренним диаметром путем его калибровки (рисунок 9.2), с последующей механической обработкой конца трубы.

Рисунок 9.2
После раздачи необходимо проверить, не произошло ли утонения стенки трубы больше допустимой величины.
Области применения этого способа и допустимое значение раздачи приведены в таблице 9.1.
Таблица 9.1 - Области применения способов раздачи концов труб
|
Сталь |
Способ раздачи |
Наружный диаметр трубы, мм, не более |
Толщина стенки трубы, мм, не более |
Раздача, %, не более |
|
Углеродистая |
Вхолодную |
83 |
6 |
6 |
|
|
84 - 200 |
8 |
4 |
|
|
С нагревом |
300 |
20 |
10 |
|
|
Низколегированная: |
|
|
|
|
|
теплоустойчивая |
Вхолодную |
100 |
8 |
4 |
|
С нагревом |
100 |
8 |
10 |
|
|
конструкционная |
Вхолодную |
200 |
8 |
4 |
|
С нагревом |
300 |
20 |
10 |
|
|
Аустенитная |
Вхолодную |
83 |
6 |
6 |
|
С нагревом |
84 - 100 |
10 |
4 |
|
|
Мартенсито-ферритная |
Вхолодную |
100 |
6 |
4 |
|
Примечание - Процент раздачи подсчитывают по формуле а = 100(D2 - D1)D1, где D1 и D2 - внутренний диаметр трубы соответственно до и после раздачи. |
||||
9.3.3. Обжатие концов труб при калибровке производится вхолодную на величину не более 3 % от номинального значения наружного диаметра трубы. При калибровке с нагревом величина деформации не нормируется.
9.3.4. (Исключен. Изм. № 1)
9.3.5. Переходы после радиального обжатия подвергаются термообработке в соответствии с указаниями раздела 19 настоящего стандарта.
9.3.6. (Исключен. Изм. № 2)
10. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ГНУТЫХ ОТВОДОВ И ГИБОВ ТРУБ
10.1. Общие положения
10.1.1. Гибка труб должна производиться холодным или горячим методом, включая нагрев токами высокой частоты (ТВЧ), на трубогибочных станках, приспособлениях или штампах согласно технологии предприятия-изготовителя котла по режиму, установленному для каждой марки стали.
10.1.2. Гибка труб из легированной и высоколегированной стали с применением нагрева (независимо от способа) может производиться после промышленного освоения методов гибки предприятием-изготовителем котла отдельно для каждой марки стали по технологии предприятия-изготовителя.
10.1.3. Гибка и калибровка отводов должна производиться машинным способом посредством горячей или холодной деформации трубных заготовок в соответствии с технологическим процессом предприятия-изготовителя.
(Измененная редакция. Изм. № 1)
10.2. Нагрев заготовок отводов
(Измененная редакция. Изм. № 1)
10.2.1. Нагрев труб под деформацию может производиться всеми видами нагревательных устройств по технологии предприятия-изготовителя.
(Измененная редакция. Изм. № 1)
10.2.2. Каждая заготовка должна быть замаркирована клеймением: маркой стали, номером плавки или номером партии.
(Измененная редакция. Изм. № 1)
10.2.3. (Исключен. Изм. № 1)
10.2.4. Для отводов из стали марок 20, 15ГС температура конца деформации должна быть не менее 700 °С. Для стали марок 12Х1МФ, 15Х1М1Ф температура конца деформации не контролируется.
(Измененная редакция. Изм. № 1)
10.2.5. После гибки производится обрезка технологического припуска.
Технологический припуск является пробой для контроля механических свойств. На термообработку гибы направляются вместе с относящимися к ним пробами. На пробы переносится маркировка гибов.
10.2.6. После предварительной механической обработки торцов, гиб, при необходимости, должен направляться в цех на калибровку. Допускается производить калибровку гибов без механической обработки торцев.
10.2.7. Калибровка производится после местного нагрева каждого гиба диаметром 219 мм и более и после общего нагрева гибов диаметром менее 219 мм. Гибы укладываются в печь, нагретую до температуры не более 1000 °С. Гибы после гибки и калибровки подвергаются термообработке в соответствии с разделом 19 настоящего стандарта.
10.3. Радиусы гнутых отводов и гибов
10.3.1. Радиусы гибов труб поверхностей нагрева наружным
диаметром Da до 60 мм включительно с номинальной толщиной
стенки не менее 0,1Da, выполненных способом холодной
бездорновой гибки с осевым поджатием на трубогибочных специальных станках,
принимаются согласно таблице 10.1.
Относительный радиус гиба находится в пределах 1,0 < ![]() < 1,7. Длина прямого участка между
гибами должно быть не менее 2Da.
< 1,7. Длина прямого участка между
гибами должно быть не менее 2Da.
10.3.2. Радиусы гибов труб поверхностей нагрева при R/Da > 1,7 и труб в пределах котла приведены в таблице 10.2.
Минимальные длины прямых участков должны приниматься по рабочим чертежам согласно таблице 10.3 (рисунок 10.1).
Таблица 10.1 (рекомендуемая)
|
Da, мм |
Радиус гиба - R, мм |
|
||||||
|
Относительный радиус гиба - R/Da; |
||||||||
|
16 |
24 |
25 |
27 |
- |
- |
- |
- |
- |
|
1,51 |
1,56 |
1,68 |
||||||
|
20 |
24 |
26 |
28 |
30 |
32 |
34 |
- |
- |
|
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
1,70 |
|||
|
22 |
24 |
26 |
29 |
31 |
33 |
35 |
37 |
- |
|
1,10 |
1,18 |
1,32 |
1,41 |
1,50 |
1,59 |
1,68 |
||
|
25 |
28 |
30 |
32,5 |
35 |
37,5 |
40 |
42 |
- |
|
1,12 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
1,68 |
||
|
28 |
28 |
31 |
33,5 |
35 |
36,5 |
39 |
42 |
45 |
|
1,00 |
1,11 |
1,19 |
1,25 |
1,30 |
1,39 |
1,50 |
1,61 |
|
|
32 |
32 |
35 |
38,5 |
40 |
41,5 |
45 |
48 |
51 |
|
1,00 |
1,09 |
1,20 |
1,25 |
1,29 |
1,40 |
1,50 |
1,59 |
|
|
36 |
36 |
40 |
43,5 |
47 |
50,5 |
54 |
57,5 |
60 |
|
1,00 |
1,11 |
1,21 |
1,31 |
1,40 |
1,50 |
1,59 |
1,66 |
|
|
38 |
38 |
42 |
45,5 |
49,5 |
53,5 |
57 |
61 |
64 |
|
1,00 |
1,10 |
1,19 |
1,30 |
1,41 |
1,50 |
1,60 |
1,68 |
|
|
42 |
42 |
45 |
50 |
55 |
60 |
63 |
67 |
70 |
|
1,00 |
1,07 |
1,20 |
1,31 |
1,41 |
1,50 |
1,59 |
1,66 |
|
|
45 |
45 |
50 |
54 |
59 |
63 |
68 |
72 |
76 |
|
1,00 |
1,11 |
1,20 |
1,31 |
1,40 |
1,51 |
1,60 |
1,68 |
|
|
48 |
48 |
53 |
58 |
62 |
67 |
72 |
76 |
81 |
|
1,00 |
1,10 |
1,21 |
1,29 |
1,39 |
1,50 |
1,58 |
1,68 |
|
|
50 |
50 |
55 |
60 |
65 |
70 |
75 |
80 |
85 |
|
1,00 |
1,10 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
1,70 |
|
|
57 |
57 |
62 |
69 |
74 |
80 |
85 |
90 |
95 |
|
1,00 |
1,08 |
1,21 |
1,29 |
1,40 |
1,49 |
1,58 |
1,66 |
|
|
60 |
60 |
66 |
70 |
72 |
78 |
85 |
90 |
96 |
|
1,00 |
1,10 |
1,16 |
1,20 |
1,30 |
1,42 |
1,50 |
1,60 |
|
10.3.3. Радиусы гибов труб, более указанных в таблицах устанавливаются разработчиком проектирующей организации.
10.3.4. Исправление дефектов гибов труб допускается только с разрешения отделов главного технолога и главного металлурга или специалистов, назначенных приказом или указанием руководителя предприятия в соответствии с разработанными и утвержденными главным инженером или руководителем предприятия-изготовителя элементов котлов типовыми технологическими инструкциями.
Доводка угла поворота гибов до значений, установленных конструкторской организацией, должна производиться при соблюдении следующих условий:
- доводка должна производиться в одну сторону (подгибкой в сторону деформации при гибке или отгибкой в противоположном направлении);
- угол подгибки или отгибки на трубах наружным диаметром до 108 мм включительно не должен превышать 15° для труб из углеродистых, марганцовистых и кремнемарганцовистых сталей и 10° для труб из хромомолибденовых, хромомолибденованадиевых сталей, а на трубах наружным диаметром более 108 мм соответственно 10° и 5° для указанных выше классов сталей.
Трубы из хромомолибденовых и хромомолибденованадиевых сталей независимо от толщины стенки при правке (подгонке, подгибке) следует подогревать в месте правки (подгонки, подгибки) до температуры не выше 750 °С, трубы из углеродистых и марганцовистых и кремнемарганцовистых сталей с толщиной стенки более 20 мм следует подогревать до (650 - 680) °С.
Таблица 10.2 (рекомендуемая)
|
Da, мм |
Радиус гиба - R, мм |
|
||||||||
|
Относительный радиус гиба - R/Da; |
||||||||||
|
16 |
32 |
40 |
45 |
50 |
60 |
70 |
75 |
80 |
85 |
100 |
|
2,00 |
2,50 |
2,80 |
3,12 |
3,75 |
4,37 |
4,68 |
5,00 |
5,32 |
6,25 |
|
|
20 |
- |
40 |
45 |
50 |
60 |
70 |
75 |
80 |
85 |
100 |
|
2,00 |
2,25 |
2,50 |
3,00 |
3,50 |
3,75 |
4,00 |
4,25 |
5,00 |
||
|
22 |
- |
40 |
45 |
50 |
60 |
70 |
75 |
80 |
85 |
100 |
|
1,82 |
2,04 |
2,27 |
2,72 |
3,18 |
3,41 |
3,63 |
3,86 |
4,54 |
||
|
25 |
- |
- |
45 |
50 |
60 |
70 |
75 |
80 |
85 |
100 |
|
1,80 |
2,00 |
2,40 |
2,80 |
3,00 |
3,20 |
3,40 |
4,00 |
|||
|
28 |
- |
- |
- |
50 |
60 |
70 |
75 |
80 |
85 |
100 |
|
1,78 |
2,14 |
2,50 |
2,67 |
2,85 |
3,00 |
3,57 |
||||
|
32 |
- |
- |
- |
50 |
60 |
70 |
75 |
80 |
85 |
100 |
|
1,56 |
1,87 |
2,18 |
2,34 |
2,50 |
2,65 |
3,12 |
||||
|
36 |
- |
- |
- |
- |
- |
70 |
75 |
80 |
85 |
100 |
|
1,94 |
2,100 |
2,22 |
2,36 |
2,77 |
||||||
|
38 |
- |
- |
- |
- |
- |
70 |
75 |
80 |
85 |
100 |
|
1,84 |
1,97 |
2,10 |
2,23 |
2,63 |
||||||
|
42 |
- |
- |
- |
- |
- |
- |
75 |
80 |
85 |
100 |
|
1,78 |
1,90 |
2,02 |
2,38 |
|||||||
|
45 |
- |
- |
- |
- |
- |
- |
- |
80 |
85 |
100 |
|
1,77 |
1,88 |
2,22 |
||||||||
|
48 |
- |
- |
- |
- |
- |
- |
- |
- |
85 |
100 |
|
1,77 |
2,08 |
|||||||||
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
100 |
|
2,00 |
||||||||||
|
51 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
100 |
|
1,96 |
||||||||||
|
57 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
100 |
|
1,75 |
||||||||||
Таблица 10.3 (рекомендуемая) - Размеры прямых участков гладких труб (рисунок 10.1)
|
Номинальный наружный диаметр трубы, Da |
Минимальный размер прямых участков |
Номинальный наружный диаметр трубы, Da |
Минимальный размер прямых участков |
||
|
А |
Б |
А |
Б |
||
|
16 |
45 |
50 |
121, 127, 133 |
250 |
250 |
|
20, 22, 25 |
50 |
50 |
140, 152, 159 |
300 |
350 |
|
28, 32, 36, 38 |
70 |
100 |
168 |
350 |
350 |
|
42 |
80 |
100 |
194, 219 |
400 |
400 |
|
45, 48 |
80 |
100 |
245 |
500 |
550 |
|
50, 51, 57 |
85 |
120 |
273 |
500 |
600 |
|
60 |
90 |
120 |
325 |
500 |
800 |
|
76 |
115 |
125 |
426 |
700 |
950 |
|
83 |
125 |
125 |
465 |
700 |
1000 |
|
89, 108 |
125 |
125 |
550, 630 |
750 |
1400 |
(Измененная редакция. Изм. № 1)
В случае невозможности подгибки труб из этих сталей в указанных температурных интервалах допускается подгибку труб из этих сталей производить в интервале температур (950 - 1000) °С. Температура металла в момент окончания деформации для сталей марок 12ХМ, 15ХМ, 12Х1МФ должна быть не менее 750 °С, для стали марки 20 - не менее 700 °С.
Количество нагревов участка трубы в интервале от (950 - 1000) °С должно быть не более трех. После подгибки нагретый участок необходимо обернуть теплоизоляционным материалом для медленного охлаждения металла. Температуру контролируют с помощью термоэлектрического преобразователя или термокрасками или другими способами, определенными технологическим процессом предприятия-изготовителя. Место подгибки должно находиться вне гиба трубы. Термообработка места подгибки не требуется.
(Измененная редакция. Изм. № 1)

Рисунок 10.1
10.3.5. Подгибка труб из стали аустенитного класса диаметром менее 100 мм при толщине стенки не более 10 мм может быть допущена на угол не более 15°. Подгибка осуществляется в холодном состоянии без последующей термообработки, а также допускается с подогревом по инструкции предприятия-изготовителя.
10.3.6. Подгибку труб пароперегревателя из стали мартенсито-ферритного класса в условиях монтажа можно производить в холодном состоянии, при этом угол подгибки должен быть не более 10°.
10.3.7. Угол гиба трубы после гибки должен проверяться шаблонами, по контрольному гибу, наложением на чертеж, выполненный на плазе, или другими методами, обеспечивающими требуемую точность изготовления.
10.3.8. Размеры задиров и вмятин в местах гибов не должны быть более размеров, допускаемых стандартами и техническими условиями на поставку труб.
10.3.9. На трубах в местах гибов не должно быть трещин и расслоений. Объем проверки гибов на отсутствие дефектов принимается согласно п. 23.5 настоящего стандарта.
10.4. Требования к допускам и предельным отклонениям размеров и формы гибов
10.4.1. Величина относительной овальности сечения трубы а (в процентах) в местах гибов труб должна определяться по формуле
![]()
где Da max, Da min, мм - соответственно, наибольший и наименьший диаметр трубы в месте гиба, определяемый путем замера в нескольких сечениях по периметру гиба в одном контрольном сечении при угле α ≤ 30° в средней части гиба (рисунок 10.2), а при угле α > 30° не менее, чем в 3-х сечениях: в среднем и на расстояниях, равных 1/6 длины дуги (l), но не менее 50 мм от начала и конца гиба (максимальная овальность определяется из 3-х значений).
Относительная овальность сечения в местах гибов труб из перлитных и ферритных сталей не должна быть более величин, указанных в таблице 10.4.
(Измененная редакция, Изм. № 1)

Рисунок 10.2
10.4.2. Допускаемое утонение стенки трубы (в мм) по внешней образующей отвода в результате гибки определяется по формулам
|
|
- для соединительных необогреваемых труб при R/Da ≥ 1,5; |
|
|
- для труб поверхностей нагрева, согнутых методом наматывания при R/Da ≥ 1,7; |
|
|
- для труб поверхностей нагрева, согнутых без дорна при 1 ≤ R/Da ≤ 1,7; |
|
|
- для труб поверхностей нагрева, согнутых с применением дорна при 1 ≤ R/Da ≤ 1,7. |




Учитывая минусовой допуск на толщину исходной (прямой) трубы по ГОСТ 8731, ГОСТ 8733, ТУ 14-3-190, ТУ 14-3Р-55 на поставку, минимальная толщина стенки трубы в мм на внешней стороне отвода после гибки должна быть не менее, определенной по формуле smin = s - с11 - b, и при необходимости должна указываться в конструкторской документации;
где s - номинальная толщина стенки трубы, мм;
с11 - прибавка, компенсирующая предельное минусовое отклонение толщины стенки труб, установленное стандартами или техническими условиями на их изготовление, мм:
с11 = s∙Δ(s-)/100, мм;
b - утонение стенки трубы, мм;
Δ(s-) - минусовой допуск на толщину стенки трубы, %.
Допускается большее утонение стенки, чем величина, рассчитанная по формуле, при условии, что минимальная толщина стенки на внешней образующей гиба удовлетворяет условиям прочности согласно РД 10-249-98.
(Измененная редакция. Изм. № 1, № 2)
10.4.3. На гибах труб наружным диаметром до 60 мм, изогнутых без осевого поджатия (в т.ч. без нагрева ТВЧ), волнистость на внутренней стороне гиба h и выпучины на растянутой стороне колена не должны быть более 0,5 мм для котлов I категории безопасности и 1 мм для II и III категорий безопасности.
10.4.4. Для труб всех диаметров, изогнутых с осевым поджатием (в т.ч., с нагревом ТВЧ), предельные значения волнистости гибов определяются по таблице 10.5.
Минимальный шаг t не должен быть менее трехкратной величины h, т.е. t ≥ 3h (рисунок 10.3).
Для труб диаметром 60 мм и более, изогнутых без осевого поджатия, предельные значения волнистости гибов определяется по таблице 10.5.
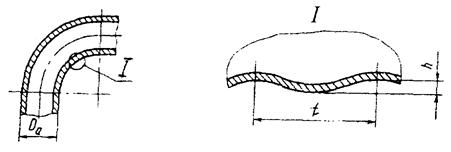
Рисунок 10.3
Таблица 10.4 - Предельные значения относительной овальности
|
Назначение труб |
Относительная овальность, % |
|
Поверхности нагрева |
|
|
Соединительные трубы и трубопроводы в пределах котла |
6 - при s/Da > 0,08 и R/Da ≥ 3,5 |
|
8 - в остальных случаях |
|
|
Примечания 1 Величина относительной овальности гибов труб из аустенитных сталей принимается по инструкции предприятия-изготовителя котла, при этом величина допуска не должна превышать величины, указанной в таблице 10.4 при условии обоснования расчетом на прочность. 2 В особых случаях, вызванных условиями изготовления, разрешается увеличение отклонения относительной овальности от указанной в таблице 10.4. Оно должно быть обосновано расчетом на прочность. |
|
10.4.5. При гибке труб с нагревом ТВЧ и осевым поджатием допускается симметричное утолщение стенки трубы на внутреннем обводе гиба (рисунок 10.4). Замер утолщения стенки трубы производится на контрольных образцах по технологии предприятия-изготовителя. Утолщение проверяется шаблоном диаметром 2 мм с использованием специальной линейки. Удаление утолщения зачисткой абразивным инструментом или другими способами не допускается.
Таблица 10.5 - Предельные значения волнистости гибов
|
Характеристики волнистости |
Номинальный диаметр трубы, Da |
||||||
|
До 133 |
Св. 133 до 159 вкл. |
Св. 159 до 219 вкл. |
Св. 219 до 325 вкл. |
Св. 325 до 377 вкл. |
Св. 377 до 426 вкл. |
Св. 426 |
|
|
h |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
t |
9 |
12 |
15 |
18 |
21 |
24 |
27 |
10.4.6. Технологический уступ G (см. рисунок 10.5) для труб, согнутых с осевым поджатием без применения дорна, в месте сопряжения прямого участка с гибом должен быть не более 2 мм с плавным переходом на длине не менее L = 8 мм.
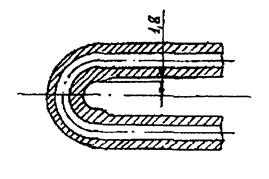
Рисунок 10.4

Рисунок 10.5
Для труб, согнутых с осевым поджатием на дорне, технологический уступ G в виде выпучины трубы после окончания гиба должен быть не более 2 мм относительно ее прямого участка, ширина уступа М при этом должна быть не менее 16 мм, а технологический уступ F в виде впадины в конце гиба относительно прямого участка трубы должен быть не более 2 мм с плавным переходом на длине L не менее 8 мм от конца гиба.
Замер утолщения стенки трубы производится на контрольных образцах по технологии предприятия-изготовителя. Технологический уступ проверятся шаблоном диаметром 2 мм с использованием специальной линейки. Уменьшение высоты волн и технологических уступов зачисткой абразивным инструментом или другими способами не допускается.
10.4.7. В растянутой зоне гиба недопустимы местные отклонения от формы круга в виде «остроконечных крыш», уплощений - согласно образцам эталонов ОТК.
10.5. Аттестация технологии изготовления гибов (отводов) труб
10.5.1. Аттестация гибов проводится специалистами отделов главного технолога или технического контроля при внедрении нового трубогибочного оборудования или новых типоразмеров труб, марок стали, радиусов гиба. Для аттестации используются 2 - 3 образца.
Контроль образцов с соотношением R/Da ≥ 1,7 проводится в объеме, указанном в п. 10.5.2.1 настоящего стандарта.
Контроль образцов с соотношением R/Da < 1,7 проводится в объеме, указанном в п. 10.5.2.2 настоящего стандарта.
Результатом аттестации являются: отработка технологических режимов гибки, обеспечивающих качество гибов, удовлетворяющих требованиям п. 10.4 настоящего стандарта, и составление документа в соответствии с формой, разработанной на предприятии-изготовителе».
(Измененная редакция. Изм. № 1)
10.5.2. Контроль образцов гибов
10.5.2.1. Контроль образцов гибов с соотношением R/Da ≥ 1,7 включает в себя:
- визуально-измерительный контроль гиба;
- УТ растянутой части гиба (при Da ≥ 60 мм - на трубах, при Da < 60 мм - на пробах, вырезанных из контрольного гиба по плоскостям А, В и С (рис. 10.2);
- прогонку контрольного шара (диаметр шара регламентируется пунктом 11.1.4 настоящего стандарта).
(Измененная редакция. Изм. № 1)
10.5.2.2. Контроль образцов гибов с соотношением R/Da < 1,7 включает в себя:
- визуально-измерительный контроль гиба;
- УТ растянутой части гиба (при Da ≥ 60 мм - на трубах, при Da < 60 мм - на пробах, вырезанных из контрольного гиба по плоскостям А, В и С (рис. 10.2);
- для гибов труб, работающих при температуре выше 450 °С, изготовление контрольных проб в виде поперечных колец, вырезанных из контрольного гиба по плоскостям А, В и С (рис. 10.2), а также образца, продольно-фрезерованного в плоскости гиба, с последующей оценкой их соответствия требованиям подраздела 10.4 настоящего стандарта.
(Измененная редакция. Изм. № 1)
10.5.3. Перед началом производственной гибки, после переналадки оборудования или замены оснастки необходимо произвести контрольную гибку образцов с последующим их предъявлением представителям технического контроля.
Контроль образцов - в объеме, указанном в п. 10.5.2 настоящего стандарта.
(Измененная редакция. Изм. № 1, № 4)
10.5.4. При визуальном контроле проверяется:
- правильность переноса маркировки трубы на опытный образец (до отделения образца от основной трубы);
- соответствие перенесенной маркировки исходным данным протокола аттестации гибов;
- состояние поверхности и формы гибов на соответствие требованиям настоящего раздела;
- в случае проведения гибки с применением дорна, дополнительному осмотру на соответствие требованиям чертежа подлежит дорн.
10.5.5. При измерительном контроле проверяется:
- соответствие овальности гнутой части трубы требованиям настоящего раздела. Определение овальности проводится в трех сечениях (плоскостях) А, В, С (см. рисунок 10.2), данные заносятся в протокол аттестации гибов;
- допустимость величин технологических уступов проверяется шаблоном диаметром 2 мм с использованием специальной линейки согласно техпроцессу;
- допустимость величин овальности и выпучин на гибах.
10.5.6. При ультразвуковой толщинометрии определяется толщина стенки трубы на растянутой части на участках А, В, С (рисунок 10.2), минимальные значения толщины заносятся в протокол аттестации гибов. В случае получения минимальных значений толщины, отличающейся от минимально допустимой более чем на 0,2 мм, аттестация и производственная гибка должна быть приостановлена и произведена наладка станка с последующей повторной аттестацией.
10.5.7. (Исключен. Изм. № 1)
10.5.8. В случаях разрушения трубных элементов в процессе гибки, а также в случаях, вызывающих сомнения в качестве исполнения, по указанию ОТК производственным персоналом должны быть вырезаны образцы и переданы в лабораторию для выявления возможных причин появления несоответствия.
10.5.9. При внедрении новых технологий гибки, а также при наличии в Программах контроля качества, согласованных с заказчиком, дополнительных требований к качеству гибов, аттестация проводится по специальным техническим решениям, согласованным со специализированной организацией.
11. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЭЛЕМЕНТОВ ПОВЕРХНОСТЕЙ НАГРЕВА ИЗ ГЛАДКИХ ТРУБ
11.1. Общие требования к изготовлению
11.1.1. Трубные элементы котлов должны изготавливаться в соответствии с техническими условиями и рабочими чертежами по технологии или инструкции предприятия-изготовителя котлов и отвечать требованиям настоящего стандарта.
11.1.2. При контактной стыковой сварке прямых труб или плетей методом оплавления удаление внутреннего грата должно производиться без утонения стенки трубы в соответствии с технологией предприятия-изготовителя котла. Внутренний грат, образующийся в поперечных стыках труб поверхностей нагрева, должен быть удален прогонкой снаряда или иным механическим способом.
Сужение внутреннего диаметра в месте сварного шва проверяется прогонкой шара. Диаметр шара Ds для контроля сужения сварного шва на прямых трубах не должен быть менее 0,9Dmin, где Dmin - наименьший внутренний диаметр трубы с учетом допусков на наружный диаметр и толщину стенки по стандартам или техническим условиям на трубы; значение Dmin определяется по формуле
Dmin = Da - Δ(Da-) - 2(s + Δ(s+)).
При контактной стыковой сварке труб, имеющих предварительно сваренные стыки, выполненные дуговым способом (автоматическая или ручная аргонодуговая, ручная электродуговая сварка с проваркой корня шва в аргоне), сужения внутреннего диаметра в стыках прямых труб проверяются шаром диаметром Ds = 0,8Dmin.
11.1.3. Стыки элементов змеевиков в местах присоединения к штуцерам коллекторов, а также стыки предварительно согнутых труб (рисунок 11.1) должны проверяться по инструкции предприятия-изготовителя котлов шаром диаметром Ds = 0,8Dmin или Ds = Da - Δ(Da-) - 2(s + Δ(s+)) - Z, в зависимости от метода гибки труб.
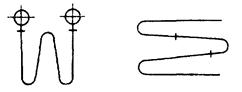
Рисунок 11.1
11.1.4. Сужение внутреннего диаметра на согнутых участках труб проверяется прогонкой контрольного шара в зависимости от метода гибки:
- наматыванием без осевого поджатая - Ds = 0,8Dmin;
- с осевым поджатием как вхолодную, так и с применением ТВЧ, в соответствии с таблицей 11.1.
Таблица 11.1 - Расчетные зазоры между шаром и стенкой трубы
В миллиметрах
|
Наружный диаметр трубы |
Зазор Z |
||
|
отношение R/Da |
|||
|
0,5 - 1,0 |
1,0 - 1,5 |
1,5 - 2,0 |
|
|
20 - 29 |
6 |
5,5 |
4 |
|
30 - 39 |
7 |
6,5 |
5 |
|
40 - 49 |
8 |
7,5 |
6 |
|
50 - 60 |
9 |
8,5 |
7 |
Диаметр контрольного шара Ds определяется по формуле
Ds = Da - Δ(Da-) - 2(s + Δ(s+)) - Z
11.1.5. Трубы для изготовления поверхностей нагрева согласно чертежу рекомендуется соединять в плети требуемой длины автоматической или ручной аргонодуговой сваркой, сваркой ТВЧ, контактной сваркой на автоматизированных стыковых машинах, обеспечивающих контроль и стабильность заданных параметров процесса сварки.
При невозможности применения контактной сварки, сварки ТВЧ или автоматической аргонодуговой сварки соединение труб должно выполняться ручной аргонодуговой сваркой корня шва с последующим заполнением разделки кромок ручной дуговой сваркой или полностью ручной аргонодуговой сваркой.
11.2. Допуски на трубные элементы
11.2.1. Изготовление трубных элементов поверхностей нагрева
должно производиться с соблюдением размеров и допусков, указанных в чертежах
или стандартах. При изготовлении изделий из труб с точностью большей, чем
указано в стандартах, предельные отклонения должны приниматься по чертежам.
Неуказанные предельные отклонения размеров должны соответствовать ![]() и
и ![]() , применение которых регламентируется
конструктором в технических требованиях чертежей.
, применение которых регламентируется
конструктором в технических требованиях чертежей.
11.2.2. Допуск соосности в радиусном выражении осей труб в месте сварного стыка не должен превышать 3 мм на длине 200 мм (рисунок 11.2).
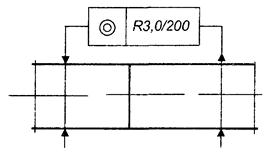
Рисунок 11.2
Отклонение от соосности должно определяться наложением линейки с вырезом, имеющей базовую поверхность 200 мм.
Смещение кромок свариваемых труб относительно друг друга не должно превышать значений, указанных в пункте 8.11.5 ГОСТ Р 55682.5.
(Измененная редакция. Изм. № 1, № 5)
11.2.3. Допуск прямолинейности образующей трубы относительно образующей штуцера не должен быть более 2,5 мм на расстоянии 100 мм от оси стыка и 1 мм на расстоянии 40 мм (рисунок 11.3).
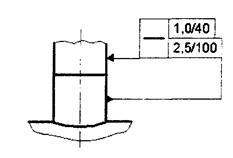
Рисунок 11.3
11.2.4. Отклонения размеров типовых отводов змеевиковых поверхностей нагрева (рисунки 11.4 и 11.5) и типовых плоских гибов не должны быть более значений, указанных в таблице 11.2. Наиболее предпочтительны для однорядных и двухрядных отводов следующие углы гибов α: 15, 30, 45, 60, 75, 90, 105, 120, 135, 150, 165°. Наиболее предпочтительны для отводов углы гибов кратные 15°. Допускается кратность 5°.
11.2.5. Отклонения размеров отдельных труб поверхностей нагрева (рисунок 11.6) различных конфигураций указаны в таблице 11.3.

Рисунок 11.4

Рисунок 11.5
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Длина прямого участка трубы L: |
|
|
при Da ≤ 60 |
±3 |
|
при Da > 60 |
±4 |
|
Расстояние между соседними гибами с: |
|
|
при с ≤ 100 |
±2 |
|
при с > 100 |
±3 |
|
Шаг труб t и t1 |
±3 |
|
Длина участка дуги l |
±10 |
Рисунок 11.6
11.2.6. Для соединительных труб при наложении гнутой трубы на чертеж, выполненный на плазе таким образом, чтобы длинный конец В совмещался с контрольным чертежом, отклонения от указанных на чертеже размеров не должны превышать значений, установленных в настоящем стандарте.
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Длина труб: |
|
|
до 10 м включ. |
±3 |
|
свыше 10 м |
±4 |
|
L, Б, В на расстоянии 200 мм от гиба |
±3, но не более 5 мм по всей длине |
11.2.6.1. Для труб с одним гибом (рисунок 11.7):
- отклонение осей труб от номинального расположения в плоскости плаза δ или от плоскости плаза δ1 при В1 ≤ 500 мм не должно быть более ±5 мм, а при В1 > 500 мм не должно быть более ±0,01∙В1, но не более 20 мм;
- отклонение расстояния между концами труб с наружным диаметром до 219 мм включительно не должно быть более ±15 мм, а труб с наружным диаметром 245 мм и более не должно быть более ±20 мм.
11.2.6.2. Для труб с двумя гибами, лежащими в одной плоскости (рисунок 11.8):
- отклонение осей труб δ от номинального расположения в плоскости плаза при В1 ≤ 500 мм не должно быть более ±5 мм, а при В1 > 500 мм не должно быть более ±0,01, но не более 20 мм;
- отклонение плоскости гиба δ1 от плоскости плаза не должно быть более ±0,02(B1 + R):
- отклонения присоединительных А1 и габаритных размеров А и Г по концам трубы на длине 100 мм от торца с учетом отклонения осей груб от номинального расположения не должны превышать следующих значений:
±20 мм для габаритного размера Г;
±10 мм для размеров А и А1.
11.2.6.3. Для труб с двумя гибами, плоскости которых развернуты по отношению друг к другу на угол 90° (рисунок 11.9):
- отклонение оси трубы δ на прямом участке между гибами m плоскости плаза при m ≤ 500 мм не должно быть более ±5 мм, а при m > 500 мм не должно быть более ±0,01m, но не более 20 мм;
- отклонение от перпендикулярности δ2 к плоскости плаза конца короткого участка трубы В1 на длине 100 мм от торца не должно быть более ±0,02(В1 + R);
- отклонения присоединительных A1 и габаритных размеров А и Г по концам трубы на длине 100 мм от торца с учетом отклонения осей труб от номинального расположения не должны превышать следующих значений:
±20 мм для габаритного размера Г;
±10 мм для размеров А и А1.
(Измененная редакция. Изм. № 1)
11.2.6.4. Выход отдельных участков гнутой трубы за плазовый чертеж и (или) отклонение от плоскости плаза при угле гиба α ≤ 90° не должны быть более 15 мм, а при α > 90° выход за плазовый чертеж не регламентируется при условии обеспечения точности сборки.
11.2.6.5. Габаритные и присоединительные размеры по торцам гнутых труб независимо от числа и положения гибов и величины угла гиба разрешается выдерживать за счет изменения длин участков В и В1 до и после гибов, но оставшиеся прямые участки у торцов должны быть не менее 100 мм (рисунки 11.7, 11.8).

a - α = 180°; б - 90° < α < 180°; в - α = 90°; г - α < 90°
Рисунок 11.7
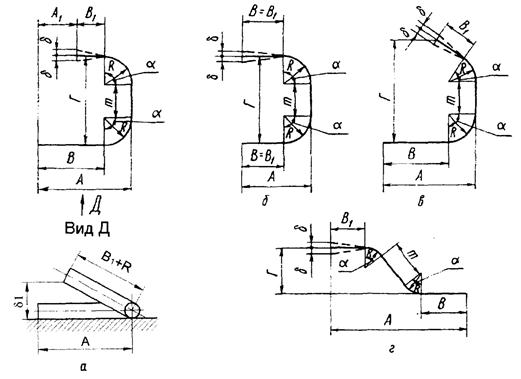
а и б - α = 90°; в и г - α < 90°
Рисунок 11.8
11.2.7. Предельные отклонения размеров гнутых труб, конфигурация которых не предусмотрена настоящим стандартом, должны соответствовать требованиям пп. 11.2.6.2 и 11.2.6.3.
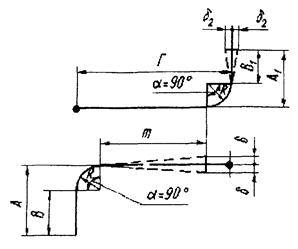
Рисунок 11.9
11.3 Требования к изготовлению спиральных и винтовых змеевиков
11.3.1. Общие положения
11.3.1.1. При изготовлении гнутых змеевиков должны выполняться следующие условия:
- расстояние между сварными стыками в змеевиках спирального и винтового типов должно быть не менее 4 м. Длина замыкающей трубы у каждого конца должна быть не менее 500 мм, за исключением случая приварки к замыкающей трубе патрубка, штуцера или отвода. При горячей гибке труб с наполнителем допускается не более одного сварного стыка на каждом витке при условии, что расстояние между сварными стыками не менее 2 м,
- в змеевиках с приварными двойниками (отводы двойные) на прямых участках труб длиной 2 м и более допускается один сварной стык, исключая швы приварки двойников.
(Измененная редакция. Изм. № 1)
11.3.2. Требования к допускам и предельным отклонениям размеров и формы
11.3.2.1. Предельные отклонения размеров плоских спиральных змеевиков (рисунок 11.10) не должны быть более значений, указанных в таблице 11.4.
Таблица 11.4
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Шаг труб спирального змеевика t по линии расположения гребенки |
±3 |
|
Шаг труб посередине между гребенками t1 |
±5 |
|
Диаметр спирального змеевика по осям наружного витка вблизи гребенки D |
±12 |
|
Диаметр спирального змеевика по осям наружного витка в промежутке между гребенками D1 |
±16 |
|
Отклонение межтрубных гребенок от плоскости плаза |
3 |
11.3.2.2. Пакеты, собранные из спиральных змеевиков, должны отвечать следующим требованиям:
- отклонение диаметра пакета D (рисунок 11.10) по осям расположения гребенок ±15 мм, по осям между гребенками D1 ±20 мм, отклонение высоты пакета ±4,5n, мм, где n - число змеевиков. Отклонение диаметра пакета D по осям расположения соединительных труб между спиральными змеевиками ±10 мм;
- в зазоры вертикальных коридоров, образуемых трубами, должен проходить круглый пруток, диаметр которого приведен в таблице 11.5;
- позиционный допуск вертикальных участков труб, соединяющих между собой смежные горизонтально расположенные пакеты, 5 мм;
- позиционный допуск вертикальных участков труб, соединяющих между собой горизонтальные спиральные змеевики собранного пакета, 15 мм.
11.3.2.3. Предельные отклонения размеров межтрубных гребенок для спиральных змеевиков (рисунок 11.11) приведены в таблице 11.6.

Рисунок 11.10
Рисунок 11.11
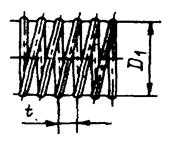
Рисунок 11.12
В миллиметрах
|
Число спиральных змеевиков в пакете, шт. |
Диаметр прутка (в процентах от расчетного зазора) |
|
|
вблизи гребенок на протяжении % расстояния между гребенками |
в средней половине расстояния между гребенками |
|
|
До 9 включительно |
50 |
40 |
|
Свыше 9 |
40 |
30 |
Размеры в миллиметрах
|
Размеры |
Предельные отклонения |
|
Длина гребенки, L |
±5 |
|
Шаг проемов под трубу, t |
±1 |
|
Расстояние между крайними приемами под трубы, Т |
±3 |
|
Непрямолинейность поверхности А гребенки, не более |
1 |
|
Непрямолинейность поверхности Б гребенки, не более |
2 |
При совмещении любых двух взятых из одной партии гребенок, изготовленных по одному чертежу, в любую пару совмещенных проемов должна проходить труба, диаметр которой на 1 - 2 мм меньше ширины проема гребенок.
Допуск по высоте сварных Т-образных гребенок не должен быть более +2 мм. Т-образные гребенки, установленные на плазе для сборки пакета из спиральных змеевиков, должны находиться в одной плоскости. Отклонение отдельных гребенок от плоскости плаза не должно быть более 3 мм.
11.3.2.4. Предельные отклонения спиральных змеевиков, выполненных в виде многогранных пирамид, усеченных конусов или цилиндров (рисунок 11.12), устанавливаются следующие:
- по высоте собранных и сваренных спиральных змеевиков ±4,5 мм на 1 м высоты;
- по шагу труб, образующих спиральный змеевик, в местах приварки крепления ±2 мм и между креплениями ±3 мм;
- по диаметру вписанной окружности спирального змеевика ±4,5 мм на 1 м диаметра;
- отдельных труб от плоскости спирального змеевика в промежутках между креплениями - не более 5 мм.
11.3.2.5. Установка деталей крепления (хомуты, гребенки и др.) должна производиться на окончательно изготовленных, проверенных на плазе и принятых техническим контролем пакетах змеевиков. Приварка деталей крепления производится в соответствии с технологическим процессом изготовления.
12. ТРЕБОВАНИЯ К СБОРКЕ СТЫКОВ ТРУБ
12.1. Все изделия до сборки в блоки должны быть проконтролированы и приняты отделом технического контроля (ОТК) предприятия-изготовителя. Детали, не принятые ОТК, к сборке в блоки не допускаются.
Контролю стилоскопированием должен подвергаться основной металл труб из низколегированных и легированных марок сталей с подтверждением клеймом стилоскописта.
12.2. Сборка стыков труб под сварку должна производиться с использованием центровочных приспособлений, обеспечивающих соосность стыкуемых труб.
12.3. Трубы, подлежащие стыковке, должны быть рассортированы по диаметрам и толщине стенок в соответствии с инструкцией предприятия-изготовителя котла. Рассортировка труб может быть заменена калибровкой, зенковкой или расточкой, а в необходимых случаях обточкой по диаметру в пределах отклонении на толщину стенки, допускаемых соответствующими стандартами или техническими условиями.
12.4. Непосредственно перед сборкой свариваемые кромки, внутренняя и наружная поверхности труб должны быть зачищены от масла, ржавчины и других загрязнений. Ширина указанных участков, считая от кромки разделки (торца), должна быть не менее 15 мм при подготовке деталей под дуговую сварку. Перед установкой штуцера (трубы) в коллектор должны быть зачищены поверхности вокруг отверстия на 15 - 20 мм со стороны наложения сварного шва и поверхность отверстия на всю глубину.
12.5. Перед контактной сваркой концы труб должны быть зачищены снаружи на длине, обеспечивающей зажим в губках контактной машины зачищенного конца трубы, а изнутри - на длину не менее 10 мм.
12.6.1. В стыковых сварных соединениях с одинаковой толщиной стенки смещение (несовпадение) кромок свариваемых элементов (деталей) с наружной стороны шва не должно превышать значений, указанных в таблице 12.1.
Таблица 12.1
В миллиметрах
|
Номинальная толщина стенки соединяемых элементов (деталей) s |
Максимально допустимое смещение (несовпадение) кромок в стыковых соединениях |
||
|
продольных, меридиональных, хордовых и круговых на всех элементах, а также, кольцевых приварки днищ |
поперечных кольцевых |
||
|
на трубных и конических элементах |
на цилиндрических элементах из листа или поковок |
||
|
от 0 до 5 вкл. |
0,20s |
0,20s |
0,25s |
|
свыше 5 до 10 вкл. |
0,10s + 0,5 |
0,10s + 0,5 |
0,25s |
|
свыше 10 до 25 вкл. |
0,10s + 0,5 |
0,10s + 0,5 |
0,10s + 1,5 |
|
свыше 25 до 50 вкл. |
3(0,04s + 2,0) |
0,06s + 1,5 |
0,06s + 2,5 |
|
свыше 50 до 100 вкл. |
0,04s + l,0(0,02s + 3,0)* |
0,03s + 3,0 |
0,04s + 3,5 |
|
свыше 100 |
0,01s + 4,0, не более 6,0 |
0,015s + 4,5, но не более 7,5 |
0,025s + 5,0, но не более 10 |
______________
* Значения, приведенные в скобках, могут быть допущены только в случаях, указанных в рабочих чертежах.
Примечание. В стыковых сварных соединениях, выполняемых электродуговой сваркой с двух сторон, а также электрошлаковой сваркой, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней стороны шва.
12.6.2 Смещение (несовпадение) кромок элементов (деталей) с внутренней стороны шва (со стороны корня шва) в стыковых сварных соединениях с односторонней разделкой кромок не должно превышать норм, установленных соответствующими стандартами, производственными инструкциями по сварке и рабочими чертежами.
12.6.3 Требования, указанные в 12.6.1 и 12.6.2, не являются обязательными для сварных соединений элементов с различной фактической толщиной стенки при условии обеспечения плавного перехода от одного сечения к другому за счет наклонного расположения поверхности шва в соответствии с требованиями пункта 12.6.4.
При смещении кромок свариваемых элементов (деталей) в пределах норм, указанных в пунктах 12.6.1, 12.6.2, поверхность шва должна обеспечивать плавный переход от одной кромки к другой.
12.6.4 В стыковых сварных соединениях деталей различной номинальной толщины должен быть обеспечен плавный переход от одной детали к другой путем постепенного утонения более толстостенной детали с углом наклона каждой из поверхностей перехода не более 15°.
Допускается увеличить угол наклона поверхностей перехода до 30°, если надежность соединения обоснована расчетом на прочность с определением расчетного ресурса.
При разнице в номинальной толщине стенки свариваемых элементов менее 30 % толщины стенки тонкого элемента, но не более 5 мм, допускается осуществление указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхностей шва.
Требования к стыковым соединениям разнотолщинных элементов с различными прочностными свойствами, например, соединениями литых элементов с трубами, деталями из листа или поковок, а также соединениями труб с крутоизогнутыми коленами, изготовленными методами протяжки или гибки с осадкой, приведены в пп. В8, В9, В10 Приложения В СТО ЦКТИ 10.003-2007.
(Новая редакция. Изм. № 5)
12.7. При сборке стыка необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки. Не допускается выполнять сборку стыка с натягом.
13. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ КОЛЛЕКТОРОВ
13.1. Требования к изготовлению труб (штуцеров) и донышек
13.1.1. Донышки применяются в зависимости от расчетных параметров работы котла.
13.1.2. Плоские донышки наружным диаметром не более 80 мм могут изготавливаться механической обработкой из круглой заготовки.
13.1.3. Плоское донышко с канавками по внутренней стороне или без канавки, выполненное механической расточкой, должно изготавливаться из поковки, проверенной на сплошность УК.
Допускается применение листового проката для котлов с рабочим давлением р ≤ 3,9 МПа (по ГОСТ 3619) при условии 100 % ультразвукового контроля заготовки (изготовленного донышка) или при радиусе кривизны поверхности изготовленного донышка более 500 мм.
(Измененная редакция. Изм. № 1)
13.1.4. Для изготовления штуцеров должны применяться, как правило, поковки или бесшовные трубы из стали той же марки, что и материал трубы коллектора.
13.1.5. Коллекторы с вытянутыми горловинами
(Введен дополнительно. Изм. № 2)
13.1.5.1. Вытяжка горловин в коллекторах должна производиться машинным способом посредством горячей деформации.
Допускается вытяжку горловин производить с местным нагревом поверхности коллектора.
Выполнение операции вытяжки должно производиться в соответствии с технологическим процессом предприятия-изготовителя, в котором должен быть предусмотрен контроль основного металла в районе вытяжки после ее проведения (согласно п. 23.3.2.1 стандарта).
13.1.5.2. Изменения размеров горловин, необходимость которых возникает в процессе изготовления (высота h, толщина Sr, радиусы сопряжения R1 и R2), допускаются при подтверждении расчётом на прочность по РД 10-249.
13.1.5.3. На внутренней поверхности вытянутой горловины допускаются следы от инструмента. Риски и царапины должны быть полностью удалены пологой зачисткой с сохранением расчётной толщины стенки.
13.1.5.4. Расстояние между осями двух смежных горловин, расположенных вдоль оси коллектора, не должно быть менее 200 мм плюс полусумма наружных диаметров вытянутых горловин, подтвержденное расчетом на прочность по РД 10-249.
13.1.5.5. Значение радиуса R1 (рисунок 13.1) перехода наружной поверхности горловины к поверхности коллектора, на котором она отбортована, должно быть не менее толщины стенки коллектора S. Величину радиуса сопряжения R1 допускается доводить механическим способом до размера, установленного чертежом.
Сопряжение внутренней поверхности коллектора с поверхностью горловины R2 должно быть плавным. Это сопряжение допускается доводить зачисткой механическим способом радиусом R3 не менее 10 мм в соответствии с рисунком 13.1.
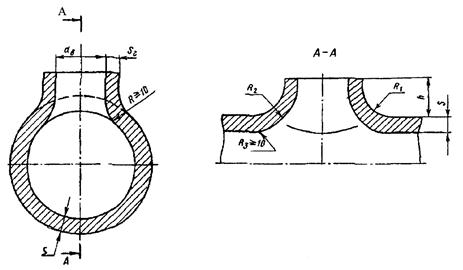
Рисунок 13.1
13.1.5.6. Проточка внутреннего диаметра горловины при обработке торца под сварку должна соответствовать чертежу. При отсутствии указаний в чертеже проточка должна выполняться на глубину 12+3 мм с выходом под углом 25° ± 2°. Внутренняя поверхность расточки должна быть зачищена на длине не менее 20 мм.
13.2. Требования к сборке
13.2.1. Цилиндрическая часть коллектора перед сборкой должна быть проконтролирована службой технического контроля на наличие маркировки, подтверждающей соответствие ее назначению, а также на наличие сопроводительной документации, удостоверяющей результаты контроля качества подготовки под сварку. При отсутствии маркировки или документации обечайки и днища коллекторов к сборке не допускаются.
13.2.2. Перед сборкой соединяемых деталей (сборочных единиц) должно быть проверено соответствие их подготовки под сварку требованиям технологической документации. В частности, должны быть соблюдены форма, размеры и качество подготовки кромок, углов скоса, параллельность стыкуемых кромок, размеры и постоянство зазоров между ними, величина излома осей соединяемых элементов, смещение кромок, неперпендикулярность подготовленных под сварку торцов цилиндрических элементов, качество зачистки поверхностей деталей на прилегающих к подготовленным кромкам участках, плавность и углы наклона переходов.
13.2.3. Форма и конструктивные элементы кромок при подготовке их под сварку должны удовлетворять требованиям конструкторской документации предприятия-изготовителя.
13.2.4. Присоединение труб поверхностей нагрева к коллекторам, как правило, осуществляется путем бесштуцерной приварки, с угловым сварным соединением приварки по технологии предприятия-изготовителя.
Рекомендуется сварное соединение теплоустойчивых сталей выполнять с полным проплавлением стенки штуцера. Толщину стенки штуцеров рекомендуется применять на 20 % больше толщины стенки труб поверхностей нагрева. Угол между поверхностью шва и образующей трубы рекомендуется принимать не менее 135°.
При бесштуцерной приварке должны предусматриваться:
- свободный доступ к сварным стыкам, обеспечивающий качественное выполнение сварки и контроля;
- выполнение (при необходимости) термической обработки методами, обеспечивающими надежность ее проведения и контроль равномерности нагрева.
(Измененная редакция. Изм. № 1)
13.2.5. Стыкуемые кромки заготовок днищ и цилиндрической части коллектора, с прилегающими к ним поверхностями основного металла должны быть перед сваркой зачищены до чистого металла на ширину не менее 20 мм (при электрошлаковой - на 50 мм) от кромки разделки (торца).
13.2.6. Сварка швов может производиться только после того, как службой технического контроля проверены правильность сборки и тщательность зачистки всех поверхностей металла, подлежащих сварке.
13.3. Требования к допускам и предельным отклонениям размеров
13.3.1. В стыковых сварных соединениях коллекторов смещение кромок с наружной стороны шва не должно быть более значений, указанных в пункте 7.4 ГОСТ Р 55682.5.
Контроль смещения кромок должен производиться до и после сварки.
(Измененная редакция. Изм. № 5)
13.3.2. Для коллекторов поверхностей нагрева разметку рядов отверстий под трубы или штуцеры следует производить прямолинейно по линиям, проходящим через точки, находящиеся на оси крайних штуцеров или отверстий (рисунок 13.2).
Отклонение оси ряда отверстий труб или штуцеров от оси коллектора не должно превышать для коллекторов:
±5 мм для коллекторов наружным диаметром до 159 мм;
±6 мм для коллекторов наружным диаметром от 159 до 219 мм;
±8 мм для коллекторов наружным диаметром от 219 до 325 мм;
±10 мм для коллекторов наружным диаметром 325 мм и более.
Предельные отклонение центра любого отверстия ряда К от натянутой струны не должно превышать 2 мм.
После выполнения всех сварочных работ отклонение от прямолинейности коллектора f не должно превышать значений, приведенных в таблице 13.1.

Рисунок 13.2
Таблица 13.1 - Отклонение от прямолинейности коллектора
В миллиметрах
|
Толщина стенки |
Отклонение от прямолинейности оси на длине 1 м |
Общее отклонение от прямолинейности оси f |
|
До 20 |
2 |
≤ 15 |
|
Свыше 20 до 30 |
3 |
|
|
Свыше 30 |
6 |
(Измененная редакция. Изм. № 1)
13.3.3. Отклонение от прямолинейности оси коллектора должно измеряться с помощью струны, натянутой по крайним точкам оси коллектора, и поверхности коллектора.
Измерения должны производиться в четырех продольных сечениях коллектора. Допускается применение других методов, обеспечивающих требуемую точность.
13.3.4. Неуказанные в чертежах предельные отклонения длины
коллектора определяются по ![]() . При длине коллектора более 10 м
отклонение длины не должно быть более ±0,7 мм на 1 м длины.
. При длине коллектора более 10 м
отклонение длины не должно быть более ±0,7 мм на 1 м длины.
Отклонения размеров коллектора (рисунок 13.3) не должны быть более значений, указанных в таблице 13.2.
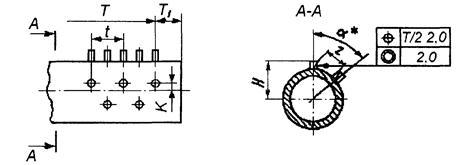
* Размер для справок
Рисунок 13.3
Примечание - Допуск длины коллектора, состоящего из нескольких частей, равен сумме допуска на длину трубы IT 14 и допуск 2 мм на каждый сварной шов коллектора. Позиционный допуск штуцеров на коллекторах - 2 мм.
Таблица 13.2 - Предельные отклонения размеров расположения штуцеров
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Шаг штуцеров (трубных отверстий) вдоль оси коллектора, t: |
|
|
до 200 включ. |
±1,5 |
|
свыше 200 |
±2,0 |
|
Расстояние между осями крайних штуцеров, Т: |
|
|
до 3 м включ. |
±3,0 |
|
свыше 3 м |
±5,0 |
|
Расстояние от оси крайнего отверстия до днища коллектора (торца трубы), T1 |
±3,0 |
|
Расстояние между центрами отверстий, измеренное по наружной образующей коллектора на расстоянии 200 мм от днища или торца трубы, z |
±1,5 |
Перекос оси штуцера относительно ее номинального положения ±1,5°.
Примечание - Отклонение оси штуцера относительно ее номинального положения на высоте Н не должно быть более ±5 мм.
Относительная овальность наружного диаметра штуцера, замеряемая по его торцу после приварки, не должна быть более 2 %.
13.3.5. Предельные отклонения размеров коллектора (рисунок 13.4) указаны в таблице 13.3. Перекос осей подвижных и неподвижных опор и ушей относительно оси коллектора ±1,5°.
Примечание - Отклонение оси опоры или уха относительно оси коллектора независимо от высоты опоры или уха не должно быть более ±5,0 мм.
13.3.6. (Исключен. Изм. № 1)
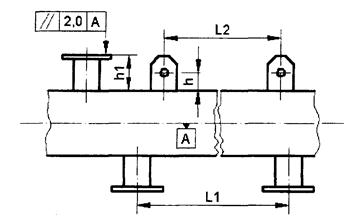
Рисунок 13.4

Рисунок 13.5
13.3.7. Отклонения диаметров отверстий под вальцовку труб в коллекторах указаны в таблице 13.4.
13.3.8. Овальность и конусность отверстий не должны быть более 2/3 допуска на диаметр. Продольные риски в отверстиях не допускаются; допускаются отдельные кольцевые риски глубиной не более 0,25 мм при ширине не более 1 мм. Расстояние от риски до кромки отверстия не должно быть менее 10 мм.
(Измененная редакция. Изм. № 1)
13.3.9. Для коллекторов с рабочим давлением не более 1,3 МПа отклонения размеров концов труб k, введенных в коллектор (рисунок 13.5), не должны быть более значений, указанных в таблице 13.5.
Таблица 13.3 - Предельные отклонения размеров коллектора
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Расстояние между осями подвижных и неподвижных опор L1 и ушей коллектора L2: |
|
|
до 3000 включ. |
±4,0 |
|
свыше 3000 |
±5,0 |
|
Расстояние между осью отверстия уха и наружной поверхностью коллектора, h |
±3,0 |
|
Расстояние между плоскостью фланца или торца штуцера и наружной поверхностью коллектора h1 для штуцеров наружным диаметром: |
|
|
до 108 включ. |
±2,0 |
|
свыше 108 |
±5,0 |
(Измененная редакция, Изм. № 1)
Таблица 13.4 - Отклонения диаметров отверстий под вальцовку труб
В миллиметрах
|
Номинальный наружный диаметр трубы |
Наименьший диаметр отверстия |
Допуск на диаметр отверстия |
|
22 |
22,3 |
+0,21 |
|
25 |
25,3 |
+0,21 |
|
28 |
28,3 |
+0,21 |
|
32 |
32,4 |
+0,34 |
|
36 |
36,4 |
+0,34 |
|
38 |
38,4 |
+0,34 |
|
42 |
42,4 |
+0,34 |
|
50 |
50,4 |
+0,40 |
|
57 |
57,5 |
+0,40 |
|
60 |
60,5 |
+0,40 |
|
76 |
76,6 |
+0,40 |
|
83 |
83,7 |
+0,46 |
(Измененная редакция. Изм. № 1, № 4)
Таблица 13.5 - Отклонения размеров концов труб, введенных в коллектор
В миллиметрах
|
Наружный диаметр трубы |
Отклонение размера k |
|
60 |
±8 |
|
42 |
±5 |
|
32, 28 |
±4 |
(Измененная редакция. Изм. № 1)
13.4 Требования к изготовлению выпуклых полусферических и эллиптических днищ для коллекторов
13.4.1 Днища должны изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
13.4.2 Днища должны изготавливаться штамповкой из целого листа по режиму предприятия-изготовителя. Днища должны изготавливаться из листовой стали, а также из поковок.
13.4.3 Материалы для изготовления днищ должны пройти входной контроль с получением от службы технического контроля положительного заключения о возможности запуска их в производство. Должны быть проверены наличие сопроводительных сертификатов и полнота необходимых сведений.
13.4.4 В средней части каждой заготовки для штамповки днищ должна быть нанесена маркировка с указанием:
- марки стали;
- номера плавки;
- номера листа;
- порядкового номера днища;
- внутреннего диаметра днища;
- обозначения чертежа.
13.4.5 Изготовление днищ должно производиться с соблюдением размеров и допусков, указанных в чертежах. Допускается основные размеры эллиптических днищ принимать согласно ГОСТ 6533.
13.4.6 Отклонения основных размеров отбортованных днищ не должны превышать величин, указанных в таблицах 13.6, 13.7, 13.8.
Методы и средства контроля указанных отклонений определяются технологией, принятой на предприятии-изготовителе.
13.4.7 После штамповки наружная и внутренняя поверхность днищ должны быть очищены от окалины и подвергнуты визуальному и измерительному контролю. Не допускаются трещины, расслоения, раковины, плены, глубокие риски и вмятины.
Допускаются без исправления вмятины от окалины и рябизна глубиной до 10 % от толщины стенки при толщине стенки до 30 мм, и не более 3 мм при толщине стенки более 30 мм. Раковины, риски и задиры глубиной в этих же пределах должны быть расшлифованы с плавным переходом радиусом кривизны выборки не менее 100 мм и радиусом закруглений перехода на основную поверхность днища не менее 30 мм.
Исправление дефектов поверхности, выходящих за расчетную толщину стенки, определяемую согласно РД 10-249, производится расшлифовкой с заваркой дефектных мест по технологии предприятия-изготовителя коллекторов с применением неразрушающих методов контроля.

Рисунок 13.6
13.4.8 Заготовки днищ, подвергавшиеся на предприятии-изготовителе штамповке для снятия внутренних напряжений, подлежат дополнительной термообработке, необходимость которой и ее режим (температура нагрева, время выдержки, скорость нагрева и охлаждения) должны быть указаны в технологическом процессе на термообработку. Дополнительной термообработке подвергаются днища, изготовленные методом горячего формоизменения из углеродистых и низколегированных сталей, если температура окончания деформации была ниже 700 °С.
13.4.9 Механические свойства материала готового днища должны соответствовать требованиям стандартов или технических условий на исходный материал
13.4.10 На цилиндрической части днища не допускается волнистость (гофры) высотой более 2 мм.

Рисунок 13.7 - Отклонения формы эллиптического днища
13.4.11 Высота отдельной вогнутости или выпуклости Т на эллиптической (полусферической) части поверхности днищ должна быть не более 2 мм (рисунки 13.7, 13.8).
Высота отдельной вогнутости или выпуклости Т на эллиптической части днища, изготавливаемого на фланжировочном прессе, допускается до 6 мм.
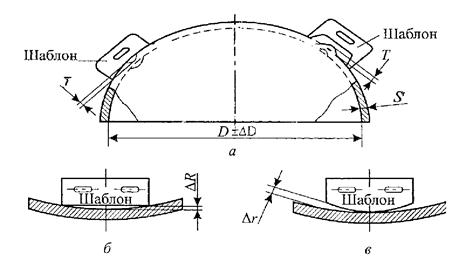
Рисунок 13.8 - Отклонение формы полусферического днища
13.4.12 Зазоры ΔR и Δr между шаблоном и эллиптической поверхностью штампованного днища должны быть не более значений, указанных в таблице 13.6. Такие же значения должны быть и для полусферического днища (рисунки 13.7, 13.8).
Таблица 13.6 - Допуск формы эллиптической поверхности
В миллиметрах
|
Внутренний диаметр днища, D |
Зазор между шаблоном и эллиптической поверхностью |
|
|
Δr |
ΔR |
|
|
До 400 |
4 |
8 |
13.4.13 Контроль формы готового днища следует производить шаблоном не менее чем в двух взаимоперпендикулярных положениях. Высота цилиндрической части днища должна измеряться приложением линейки по ГОСТ 427.
13.4.14 Допуск наклона цилиндрической части днища относительно шаблона (зазор) указан в таблице 13.7 и на рисунке 13.7.
В миллиметрах
|
Толщина днища, s |
Допуск наклона, с |
|
До 20 вкл. |
4 |
|
От 21 до 25 вкл. |
5 |
|
От 26 до 34 вкл. |
6 |
|
Свыше 34 |
8 |
13.4.15 Предельные отклонения основных размеров днищ после штамповки на диаметр и на высоту эллиптической поверхности представлены на рисунках 13.6, 13.8 и в таблице 13.8.
В миллиметрах
|
Внутренний диаметр днища, D |
Предельное отклонение ±ΔD |
Предельное отклонение по высоте эллиптической поверхности ±Δh2 |
|
До 400 |
3 |
4 |
13.4.16 Утонение днища на участке перехода цилиндрической части днища в эллиптическую допускается не более 10 % от номинальной толщины и не должно превышать расчетных величин.
Утолщение участка перехода допускается до 10 % независимо от номинальной толщины стенки. Толщина стенки цилиндрической части днища должна быть не менее расчетной толщины стенки обечайки коллектора.
13.4.17 Готовое днище, являющееся товарной продукцией, подлежит маркировке, включающей:
- товарный знак или наименование организации-изготовителя;
- номер днища по системе нумерации организации-изготовителя;
- марку материала;
- обозначение;
- клеймо технического контроля.
Маркировка наносится на наружной выпуклой поверхности днища.
Правильность маркировки заверяется клеймом службы технического контроля предприятия-изготовителя днища.
(Пункт 13.4 введен дополнительно. Изм. № 5)
14. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ МЕМБРАННЫХ ПАНЕЛЕЙ И КОНВЕКТИВНЫХ ПОВЕРХНОСТЕЙ НАГРЕВА
14.1. Общие положения
14.1.1. Мембранная панель представляет собой конструкцию, образованную сваренными между собой прямыми или гнутыми, оребренными тем или иным способом, и гладкими трубами с полосами между ними.
Оребренные трубы с продольным оребрением предназначены для изготовления цельносварных мембранных панелей котлов среднего, высокого и сверхкритического давления пара в качестве ограждения топок, двусветных экранов, несущих цельносварных фестонов, ограждений конвективных шахт, поверхностей нагрева экономайзеров, газоводяных подогревателей высокого и низкого давления.
14.2. Способы изготовления панелей
14.2.1. Мембранные панели могут быть изготовлены из:
- гладких труб с полосами (проставками) между ними;
- оребренных тем или иным способом труб сваркой их по вершинам рёбер;
- оребренных труб сваркой с гладкими трубами.
Выбор технологии сварки осуществляется изготовителем и определяется материалом, размером трубы и способом изготовления.
14.2.2. Рекомендуемые номинальные диаметры и шаги труб в панелях, свариваемых из оребренных или гладких труб с вварными проставками, приведены в таблице 14.1.
Таблица 14.1 (рекомендуемая)
В миллиметрах
|
Номинальный наружный диаметр труб |
Номинальная толщина стенки трубы |
Шаг труб |
Толщина ребра (полосы) |
Материал трубы |
Материал полосы |
|
28 |
3,0 - 6,0 |
42; 66; 90 |
1,5 - 6,0 |
||
|
32 |
3,0 - 8,0 |
46; 48; 52; 70; 72; 92 |
20, 20ПВ |
20, 12ХМ |
|
|
36 |
3,0 - 8,0 |
56 |
15ХМ |
15ХМ |
|
|
38 |
3,0 - 6,0 |
50, 60, 75, 100 |
12Х1МФ |
13СrМо4-5 |
|
|
42 |
3,0 - 6,0 |
80; 104 |
10СrМо9-10 |
10СrМо9-10 |
|
|
50 |
3,0 - 5,0 |
64; 70; 80, 88; 112 |
13СrМо4-5 |
12Х1МФ |
|
|
57 |
3,0 - 6,0 |
75, 100 |
P265GH |
||
|
60 |
3,0 - 6,0 |
80; 100; 122 |
09Г2С |
||
|
76 |
3,5 - 6,0 |
102 |
|||
|
Примечания 1 В конструкциях, образованных оребренной трубой с гладкой, шаг между трубами устанавливает разработчик конструкторской документации. 2 Номинальные диаметры труб и толщины их стенок устанавливает разработчик конструкторской документации. |
|||||
(Измененная редакция. Изм. № 1, № 4)
14.2.3. Наружные диаметры, материал и предельные отклонения шагов труб, свариваемых из предварительно оребренных тем или иным способом труб, конвективных поверхностей нагрева должны соответствовать требованиям таблицы 14.2 (рекомендуемая).
14.2.4. Изготовление панелей из продольно-оребренных труб, а также из продольно-оребренных труб с вваркой полосы между ними, осуществляется по вершинам ребер стыковыми швами с двух сторон. Применение односторонней сварки в каждом конкретном случае определяется разработчиком конструкторской документации.
Сварка осуществляется, во всех без исключения случаях, со стороны, обращенной в топку.
(Измененная редакция. Изм. № 2)
14.3. Радиусы гибов оребренных труб и панелей
14.3.1. Радиусы гибов мембранных панелей устанавливаются предприятием-изготовителем, при этом радиус рекомендуется принимать:
- в зонах автоматической сварки - согласно таблице 14.3;
- в зонах на концах панелей, где трубы между собой не сварены - не менее 75 мм;
- на концах панелей, где трубы подгибаются по одной или парами, и в местах отгибки
- не менее двух наружных диаметров труб.
Рекомендуемые радиусы гибов и размеры прямых участков оребренных труб представлены в таблице 14.3.
Таблица 14.2 (рекомендуемая)
В миллиметрах
|
Наименование поверхности нагрева |
Наружный диаметр и толщина стенки трубы |
Толщина ребра |
Допуск на шаг труб между трубами |
Материал труб |
|
Экономайзер |
28×4, 32×4, 32×5, 32×6 |
до 3 |
±2,0 |
Сталь 20 |
|
42×4 |
4 |
(Измененная редакция. Изм. № 1)
14.3.2. Предельные отклонения заданного угла гиба принимаются в соответствии с конструкторской документацией, но не более 1°30ʹ.
14.3.3. Гибка труб мембранных экранов должна осуществляться холодным методом на вертикальных и (или) горизонтальных панелегибах. Доводка гибов труб панелей осуществляется только в одну сторону.
Таблица 14.3 (рекомендуемая) - Радиусы гибов и размеры прямых участков оребренных труб панелей
В миллиметрах
|
Номинальный наружный диаметр трубы |
Номинальный радиус гиба, R |
Минимальный размер прямых участков |
|
|
А |
Б |
||
|
32* |
75 |
130 |
500 |
|
32** |
335 |
400 |
500 |
|
38* |
150 |
150 |
550 |
|
38** |
300 |
150 |
550 |
|
42* |
210 |
200 |
550 |
|
42** |
340 |
550 |
550 |
|
50** |
325 |
150 |
500 |
|
57** |
325 |
150 |
550 |
|
60* |
270 |
550 |
550 |
|
60** |
320 |
200 |
550 |
|
76** |
350 |
200 |
550 |
|
____________ * Только для гибки отдельных труб. ** Для гибки панелей. Примечание - Участки А и Б - согласно рисунку 10.1 |
|||
14.3.4. Гибка мембранных панелей, изготавливаемых из труб стали марки 12Х1МФ и сталей 13СrМо4-5, 10СrМо9-10, должна производиться после термообработки.
14.3.5. Относительная овальность отдельных гнутых труб для панелей должна соответствовать требованиям таблицы 10.4. Относительная овальность и проходное сечение гибов панели проверяется прогонкой контрольного шара диаметром 0,8Dmin, где Dmin - наименьший внутренний диаметр трубы с учетом допуска на наружный диаметр и толщину стенки трубы согласно п. 11.1.2.
(Измененная редакция. Изм. № 1)
14.3.6. Рекомендуемая обработка концов оребренных труб, отверстий в коллекторах под приварку оребренных труб и приварка экранных труб к коллекторам принимаются согласно конструкторской документации предприятия-изготовителя.
14.4. Требования к допускам и предельным размерам оребренных труб и панелей
14.4.1. Общие положения
Изготовление сварных мембранных панелей должно соответствовать требованиям Приложения С ГОСТ Р 55682.5.
(Новая редакция. Изм. № 5)
14.4.1.1. Отклонение по толщине стыкуемых труб, позиционное отклонение свариваемых кромок труб, отклонение от соосности свариваемых труб, выход сварных стыков из проектной плоскости, сужение внутреннего диаметра труб в местах шва, величина утонения стенки в месте гиба, волнистость на внутренней стенке гиба, предельные отклонения размеров отводов змеевиков должны соответствовать требованиям разделов 10 и 11 настоящего стандарта.
14.4.1.2. Относительная овальность гибов труб не должна превышать значений представленных в п. 10.4 настоящего стандарта.
14.4.2. Панель изготовленная из 2-х гладких труб с вваркой полосы между ними
14.4.2.1. Предельные отклонения размеров на шаг tm труб "двоек" при изготовлении панелей из гладких труб должны быть в пределах ±1,0 мм (рисунок 14.1).
Полоса (ребро), предназначенная для оребрения, должна быть калибрована.
14.4.2.2. Предельные отклонения размеров (шагов) между соседними трубами на границе сварки панелей ±1,0 мм.
14.4.2.3. Смещение вварной полосы относительно плоскости панели должно быть не более 2 мм (рисунок 14.2). Допускаются местные смещения полосы до 3 мм суммарной длиной не более 10 % длины полосы.
Угловое смещение полосы не должно быть более 3 мм (рисунок 14.3).

Рисунок 14.1
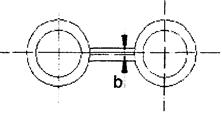
b ≤ 2 мм
Рисунок 14.2

b1 - b2 = Δ ≤ 3 мм
Рисунок 14.3
(Измененная редакция. Изм. № 5)
14.4.2.4. Смещение ребер соседних оребренных труб при их сварке относительно друг друга должно быть не более 2 мм (рисунок 14.4).
14.4.2.5. Смещение ребер оребренных труб относительно плоскости панели должно быть не более 2 мм (рисунок 14.5). Допускаются местные смещения полосы до 3 мм суммарной длиной не более 10 % длины полосы, L.
14.4.2.6. Величина перекоса плоскости торца (его неперпендикулярности по отношению к оси трубы) при подготовке труб под контактную сварку не должна превышать 0,3 мм.
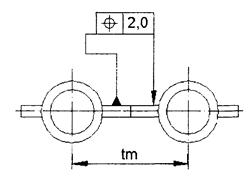
Рисунок 14.4

Рисунок 14.5
14.4.2.7. В месте стыка оребренных и гладких труб усиление шва на трубе должно быть не более 0,2 мм. При сварке оребренных труб имевшееся смещение ребер должно быть устранено зачисткой (зашлифовкой) с плавным переходом.
14.4.2.8. Допуск прямолинейности (излом) осей стыкуемых труб на длине 200 мм в месте стыка в случае их выполнения ручной дуговой сваркой должен быть не более 3,0 мм, а на длине 50 мм в месте стыка допуск должен быть не более 1,0 мм.
14.4.3. Продольное и поперечное оребрение гладких труб пакетов конвективных поверхностей нагрева
14.4.3.1. При сварке ребер двух рядом расположенных труб между собой допускается смещение их в ту или другую сторону не более 4,0 мм (рисунок 14.6).
14.4.3.2. После операции вырубки ребер допускаются недовырубленные участки в местах прилегания ребер к трубам размером согласно рисунку 14.7.
14.4.3.3. Длина прямого участка трубы от линии гиба до начала оребрения должна быть не менее 50 мм. На отводах труб в коллектор оребрение не производится.
(Измененная редакция. Изм. № 1)
14.4.3.4. Зазор между свариваемыми ребрами не должен быть более 1 мм (рисунок 14.8). Допускается наличие зазора 2 мм общей длиной на каждом участке соприкосновения ребер между двумя соседними трубами не более 25 % от общей длины.

Рисунок 14.6

Рисунок 14.7

Рисунок 14.8
14.5. Изготовление мембранных панелей, требования к допускам и предельным размерам
14.5.1. Габариты отдельных панелей устанавливаются конструкторской документацией предприятия-изготовителя.
14.5.2. Образование отверстий под горелки, лазы, подовые шлаковые окна, гляделки, лючки и т.п. должно производиться набором соответствующих элементов панели или последующей вырезкой в готовой панели.
14.5.3. При изготовлении изогнутых элементов панелей полосы могут свариваться прямыми и изогнутыми. Допускается перекрещивание кольцевых швов труб с продольными швами приварки полос к трубам.
14.5.4. Предельные отклонения размеров мембранных панелей, изготовленных из оребренных или гладких труб с проставками не должны быть более значений, указанных в таблице 14.4; типовая схема приведена на рисунке 14.9.
14.5.5. Допуск прямолинейности крайних труб (рисунок 14.10):
- при длине до 8000 мм включительно не более 3 мм;
- при длине панели свыше 8000 мм не более 5 мм.
Для цельносварных ширм, двухсветных экранов, фестонов допуск по ширине, прямолинейности «К» крайних труб, устанавливается разработчиком конструкторской документации.
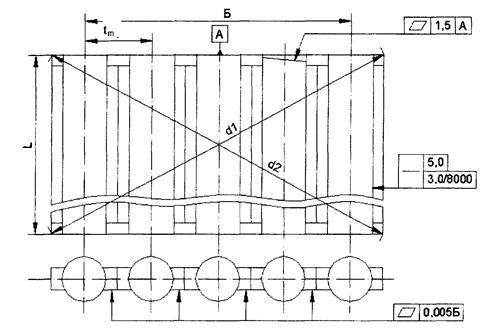
Рисунок 14.9
В миллиметрах
|
Размеры |
Предельные отклонения труб |
|
|
оребренных |
гладких |
|
|
Шаг труб tm |
±1,0 |
±1,0 |
|
Ширина панели Б: |
|
|
|
до 1000 включ.; |
±2,0 на всю ширину; |
|
|
свыше 1000 |
±2,0 на каждые 1000 мм ширины, но не более ±5 на всю ширину |
|
|
Длина панели L: |
|
|
|
до 8000 включ.; |
±3,0 |
±8,0 |
|
свыше 8000 |
±5,0 |
±12,0 |
|
Разность диагоналей d1 - d2, не более |
5,0 |
10,0 |
|
Зазор между свариваемыми проставками (ребрами) |
не более 3,0 |
- |
14.5.6. Допуск плоскостности концов труб, подготовленных под монтажную сварку, относительно базовой поверхности А не должен быть более 1,5 мм (рисунок 14.11).
14.5.7. Допуск плоскостности b4 готовой панели на всю ее ширину В должен быть не более 0,005В, но не более 15 мм (рисунок 14.12).
14.5.8. При подготовке стыковки труб экрана к коллектору должны быть предусмотрены следующие операции:
- отклонения по высоте концов труб (см. рисунок 14.11) должны быть устранены путем обрезки;
- производятся сверление отверстий в середине проставок (ребер) на расстоянии 300 - 700 мм в зависимости от диаметра и толщины стенки труб;
- при помощи газовой резки производятся прорези в проставках до отверстий;
- производится стыковка труб с отверстиями коллектора;
- после стыковки прорези завариваются стыковым швом.

Рисунок 14.10

Рисунок 14.11
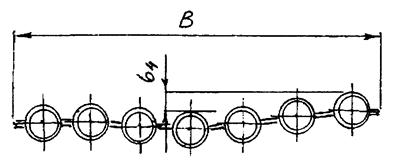
Рисунок 14.12
14.5.9. Допуск плоскостности панели на границе автоматической сварки не более 2,0 мм на 1 м ширины панели.
14.5.10. Допустимое смещение разводок труб (образующих те или иные отверстия в панелях) и допустимое смещение приваренных в зоне отверстий гребенок, коробов, приварных элементов для крепления горелок, поясов жесткости и т.д. - не более 5,0 мм по ширине и 20,0 мм по длине панели, если не требуются более жесткие допуски.
14.5.11. Для облегчения монтажа в области монтажных поперечных сварных швов экранов на предприятии выполняют прорези, которые можно выполнять газовой резкой, если ширина перемычки позволяет сделать рез. Перед проведением резки необходимо произвести сверление отверстия в середине проставки (ребра). Длина прорези должна быть 300 - 500 мм в зависимости от диаметра и шага труб.
Монтажный стык должен быть расположен в средней части между поясами жесткости.
Примеры исполнения приведены на рисунках 14.13 и 14.14.
После сварки труб прорези и «окошки» завариваются по технологии предприятия-изготовителя.
(Измененная редакция. Изм. № 1)

Рисунок 14.13
(Измененная редакция. Изм. № 1)

Рисунок 14.14
(Измененная редакция. Изм. № 1)
14.6. Изготовление конвективных поверхностей нагрева с продольным и поперечным оребрением, требования к допускам и предельным размерам
14.6.1. Отклонение по толщине стыкуемых труб, позиционное отклонение свариваемых кромок труб, отклонение от соосности свариваемых труб, выход стыков из проектной плоскости, сужение внутреннего диаметра труб в местах сварного шва, величина утонения стенки гиба, волнистость на внутренней стенке гиба, предельные отклонения размеров отводов змеевиков должны соответствовать требованиям настоящего стандарта.
14.6.2. Требования к основным размерам пакетов, допускаемые отклонения должны соответствовать рисунку 14.15 и рекомендуемым данным таблицы 14.5.
(Измененная редакция. Изм. № 1)
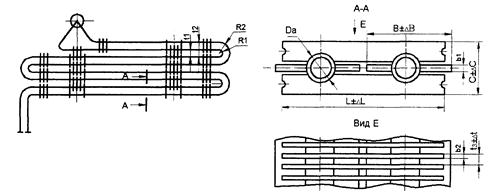
Рисунок 14.15
(Измененная редакция. Изм. № 1)
В миллиметрах
|
Наименование поверхности |
Da |
t1 |
R1 |
R2 |
b1 |
b2 |
В |
ΔB |
С |
ΔC |
t3 |
Δt |
L |
ΔL |
|
|
оребренные трубы |
t1 = t2 |
28 |
90 |
45 |
- |
|
2 - 3 |
90 |
|
50 |
±2 |
|
±2 |
175 |
+2,0 |
|
-1,0 |
|||||||||||||||
|
t1 ≠ t2 |
90 |
45 |
135 |
2- |
66 |
+0,2 |
10 |
140 |
- |
||||||
|
t1 = t2 |
32 |
94 |
47 |
- |
3 |
94 |
-0,8 |
20 |
183 |
||||||
|
t1 ≠ t2 |
94 |
47 |
141 |
|
70 |
|
|
144 |
|||||||
|
гладкие трубы |
t1 = t2 |
28 |
90 |
45 |
- |
- |
- |
- |
- |
42 |
±2 |
|
±2 |
175 |
+2,0 |
|
-1,0 |
|||||||||||||||
|
t1 ≠ t2 |
90 |
45 |
135 |
- |
- |
- |
- |
10 |
140 |
- |
|||||
|
t1 = t2 |
32 |
94 |
47 |
- |
- |
- |
- |
- |
20 |
183 |
|||||
|
t1 ≠ t2 |
94 |
47 |
141 |
- |
- |
- |
- |
|
144 |
||||||
(Измененная редакция. Изм. № 1)
15. ТРЕБОВАНИЯ К ШИПАМ И К ИЗГОТОВЛЕНИЮ ОШИПОВАННЫХ ТРУБ И ПАНЕЛЕЙ
15.1. Общие положения
15.1.1. Конструкция и размеры шипов для экранных труб топок при dш = 10 мм должны соответствовать указанным на рисунке 15.1, а при dш = 12 мм - на рисунке 15.2.
На концах шипов, выполненных холодной высадкой, допускается уменьшение диаметра на 0,5 мм от номинального. Шипы диаметром 12 мм могут применяться только для труб наружным диаметром 42; 50; 60 и 76 мм.
Длина шипа, указанная на рисунках 15.1 и 15.2, является рекомендуемой и может быть изменена при проектировании.
Допускается применение шипов без снятия фасок на шипах.
(Измененная редакция. Изм. № 1)

Конструкция и размеры шипа Da = 10 мм
Рисунок 15.1
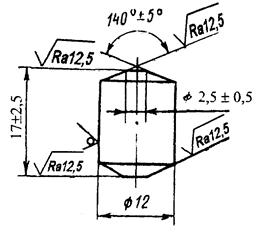
Конструкция и размеры шипа Da = 12 мм
Рисунок 15.2
15.2. Выбор материалов
15.2.1. Марки стали для изготовления шипов и плотность шипования экранов должны выбираться в зависимости от давления пара в котлах и типа топочного устройства в соответствии с таблицей 15.1.
|
Типы топок котлов |
Номинальное давление пара в котле, МПа |
Марка стали шипа |
Плотность шипования fш, % |
|
Топки с твердым шлакоудалением |
вне зависимости от параметров пара |
10, 20 |
15 - 20 |
|
С жидким шлакоудалением: открытые и полуоткрытые |
4,0 |
10, 20 |
20 |
|
10,0; 14,0 |
12Х1МФ |
20 |
|
|
03Х8СЮЦ |
|||
|
25,5 |
12Х1МФ |
25 |
|
|
03Х8СЮЦ |
|||
|
Высокофорсированные |
4,0 |
12Х1МФ |
25 |
|
10,0; 14,0 |
12Х1МФ |
30 |
|
|
03Х8СЮЦ |
|||
|
25,5 |
12Х1МФ |
более 30 |
|
|
03Х8СЮЦ |
(Измененная редакция. Изм. № 1)
15.2.2. Материал для изготовления шипов - сталь калиброванная круглая по ГОСТ 7417, технические требования по ГОСТ 1051. Диаметр и класс точности исходного материала устанавливаются предприятием-изготовителем шипов.
Шипы должны быть проконтролированы по марке материала, по размерам и чистоте поверхности.
Проверке подлежат каждая партия из 1000 шипов. Из каждой партии произвольно берется не менее 50 шипов и все они проверяются на соответствие рисункам 15.1 и 15.2. Забракованной считается партия, в которой отбракованные шипы составляют 5 % от проверяемого количества. При неудовлетворительных результатах проверки должны быть проконтролированы все шипы из данной партии. Забракованная партия подлежит пересортировке.
15.2.3. Для изготовления ошипованных экранов применяются бесшовные трубы с толщиной стенки, указанной в таблице 14.1.
(Измененная редакция. Изм. № 1)
Таблица 15.2 - (Исключена. Изм. № 1)
15.3. Выбор схем шипования
15.3.1. Рекомендуемые схемы шипования выбираются следующим образом: по таблице 15.1 определяется плотность шипования экранов fш (в зависимости от давления в котле и типа топочного устройства), а затем по таблицам 15.3 и 15.4 принимаются размеры продольных и поперечных шагов шипования. Отклонение величины плотности шипования для выбранного типа не должно быть более 10 % от соответствующего значения, приведенного в таблице 15.1.
Плотность шипования экрана fш (в процентах) определяется суммарным торцовым сечением шипов на 1 м2 плоскости зашипованного экрана и подсчитывается по формуле
![]()
где n - количество продольных рядов шипов на трубе, шт.;
dш - диаметр шипа, мм;
tэ - шаг труб в гладком или мембранном экране, мм;
tш - продольный шаг шипов, мм.
Расположение шипов на экранах из гладких и оребренных труб, а также размеры шипов должны соответствовать приведенным на рисунке 15.3 и в таблицах 15.3 и 15.4.
(Измененная редакция. Изм. № 1)
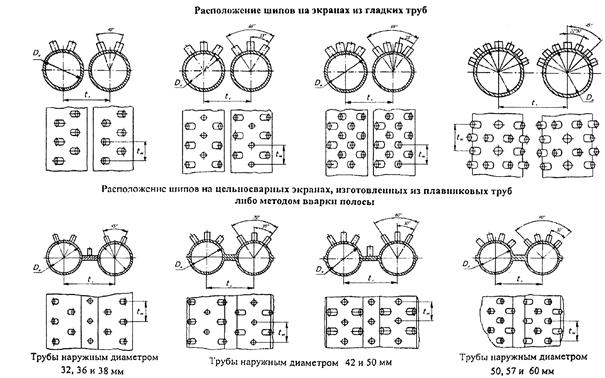
Рисунок 15.3
|
Обозначение шипования труб гладкого экрана |
Da, мм |
tэ, мм |
dш, мм |
n, шт. |
tш, мм |
n1тр, шт. |
n1м2, шт. |
fш, % |
|
32/35-10-2-16 |
32 |
35 |
10 |
2 |
16 |
125 |
3472 |
28,3 |
|
32/35-10-2-20 |
32 |
35 |
10 |
2 |
20 |
100 |
2778 |
22,5 |
|
32/35-10-2-25 |
32 |
35 |
10 |
2 |
25 |
80 |
2290 |
18,0 |
|
36/39-10-2-16 |
36 |
39 |
10 |
2 |
16 |
125 |
3125 |
25,2 |
|
36/39-10-2-20 |
36 |
39 |
10 |
2 |
20 |
100 |
2560 |
20,1 |
|
36/39-10-2-25 |
36 |
39 |
10 |
2 |
25 |
80 |
2100 |
16,5 |
|
38/41-10-2-16 |
38 |
41 |
10 |
2 |
16 |
125 |
3050 |
24,0 |
|
38/41-10-2-20 |
38 |
41 |
10 |
2 |
20 |
100 |
2440 |
19,4 |
|
38/41-10-2-25 |
38 |
41 |
10 |
2 |
25 |
80 |
1950 |
15,5 |
|
38/50-10-3-20 |
38 |
50 |
10 |
3 |
20 |
150 |
3000 |
23,5 |
|
42/45-10-2-16 |
42 |
45 |
10 |
2 |
16 |
125 |
2780 |
21,8 |
|
42/45-12-2-20 |
42 |
45 |
12 |
2 |
20 |
100 |
2220 |
25,1 |
|
42/45-12-2-25 |
42 |
45 |
12 |
2 |
25 |
80 |
1770 |
20,0 |
|
50/54-10-4-20 |
50 |
54 |
10 |
4 |
20 |
200 |
3700 |
29,1 |
|
50/54-12-3-25 |
50 |
54 |
12 |
3 |
25 |
120 |
2200 |
25,0 |
|
50/54-12-4-25 |
50 |
54 |
12 |
4 |
25 |
160 |
2960 |
33,2 |
|
50/54-12-4-30 |
50 |
54 |
12 |
4 |
30 |
133 |
2460 |
27,8 |
|
57/60-10-4-16 |
57 |
60 |
10 |
4 |
16 |
260 |
4167 |
32,7 |
|
57/60-10-4-20 |
57 |
60 |
10 |
4 |
20 |
200 |
3334 |
26,2 |
|
57/60-12-3-25 |
57 |
60 |
12 |
3 |
25 |
120 |
2000 |
22,6 |
|
57/60-12-4-25 |
57 |
60 |
12 |
4 |
25 |
160 |
2667 |
30,1 |
|
57/60-12-4-30 |
57 |
60 |
12 |
4 |
30 |
133 |
2217 |
25,1 |
|
60/64-12-3-25 |
60 |
64 |
12 |
3 |
25 |
120 |
1880 |
21.2 |
|
60/64-10-4-16 |
60 |
64 |
10 |
4 |
16 |
250 |
3906 |
30,7 |
|
60/64-10-4-20 |
60 |
64 |
10 |
4 |
20 |
200 |
3126 |
24,5 |
|
60/64-12-4-25 |
60 |
64 |
12 |
4 |
25 |
160 |
2501 |
26,3 |
|
60/64-12-4-30 |
60 |
64 |
12 |
4 |
30 |
133 |
2217 |
25,1 |
|
76/113-12-7-25 |
76 |
113 |
12 |
7 |
25 |
280 |
2500 |
26,3 |
|
_____________ * Один ряд шипов приварен к проставке. Примечания 1 n1тр - количество шипов на 1 п/м 2 n1м2 - количество шипов на 1 м2 экрана |
||||||||
15.4. Требования к изготовлению ошипованых труб
15.4.1. Предельные отклонения угловых размеров поперечных шагов и предельные отклонения для продольных шагов устанавливаются по технологии предприятия-изготовителя.
(Измененная редакция. Изм. № 1)
15.4.2. Предельные отклонения размеров по длине ошипованной трубы (рисунок 15.4) указаны в таблице 15.5.
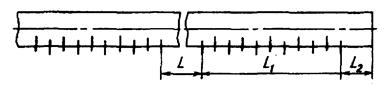
где L - расстояние между участками шипования;
L1 - длина участка шипования;
L2 - расстояние от конца трубы до участка шипования
Рисунок 15.4
|
Обозначение шипования труб мембранного экрана |
Da, мм |
tэ, мм |
dш, мм |
n, шт. |
tш, мм |
n1тр, шт. |
n1м2, шт. |
fш, % |
|
32/46-10-2-20П* |
32 |
46 |
10 |
2 |
20 |
100 |
3260 |
25,6 |
|
32/46-10-2-25П* |
32 |
46 |
10 |
2 |
25 |
80 |
2600 |
20,4 |
|
32/46-10-3-16 |
32 |
48 |
10 |
3 |
16 |
188 |
4087 |
32,1 |
|
32/46-10-3-20 |
32 |
48 |
10 |
3 |
20 |
150 |
3260 |
25,6 |
|
32/46-10-3-25 |
32 |
48 |
10 |
3 |
25 |
120 |
2600 |
20,4 |
|
32/48-10-2-20П* |
32 |
48 |
10 |
3 |
20 |
100 |
3125 |
24,5 |
|
32/48-10-2-25П* |
32 |
48 |
10 |
3 |
25 |
80 |
2500 |
19,6 |
|
32/48-10-3-16 |
32 |
48 |
10 |
3 |
16 |
188 |
3917 |
30,1 |
|
32/48-10-3-20 |
32 |
48 |
10 |
3 |
20 |
150 |
3125 |
24,5 |
|
32/48-10-3-25 |
32 |
48 |
10 |
3 |
25 |
120 |
2600 |
20,4 |
|
36/50-10-2-20П* |
36 |
50 |
10 |
2 |
20 |
100 |
3000 |
28,5 |
|
36/50-10-2-25П* |
36 |
50 |
10 |
2 |
25 |
80 |
2400 |
18,8 |
|
36/50-10-3-25 |
36 |
50 |
10 |
3 |
25 |
120 |
2400 |
18,8 |
|
38/50-10-2-20П* |
38 |
50 |
10 |
2 |
20 |
100 |
3000 |
23,5 |
|
38/50-10-2-25П* |
38 |
50 |
10 |
2 |
25 |
80 |
2400 |
18,8 |
|
38/50-10-3-16 |
38 |
50 |
10 |
3 |
16 |
188 |
3760 |
29,5 |
|
38/50-10-3-20 |
38 |
50 |
10 |
3 |
20 |
150 |
3000 |
23,5 |
|
38/50-10-3-25 |
38 |
50 |
10 |
3 |
25 |
120 |
2400 |
18,8 |
|
38/60-10-3-20 |
38 |
60 |
10 |
3 |
20 |
150 |
2500 |
19,5 |
|
50/70-10-3-20 |
50 |
70 |
10 |
3 |
20 |
150 |
2850 |
22,3 |
|
50/70-10-3-25П* |
50 |
70 |
10 |
3 |
20 |
120 |
2550 |
20,0 |
|
50/70-12-3-20П* |
50 |
70 |
12 |
3 |
20 |
150 |
2850 |
22,5 |
|
50/70-12-3-25П* |
50 |
70 |
12 |
3 |
25 |
120 |
2290 |
25,8 |
|
50/70-10-4-16 |
50 |
70 |
10 |
4 |
16 |
250 |
3570 |
28,0 |
|
50/70-10-4-20 |
50 |
70 |
10 |
4 |
20 |
200 |
2857 |
22,4 |
|
50/70-12-4-20 |
50 |
70 |
12 |
4 |
20 |
200 |
2857 |
32,3 |
|
50/70-12-4-25 |
50 |
70 |
12 |
4 |
25 |
160 |
2290 |
25,8 |
|
50/75-10-3-20П* |
50 |
75 |
10 |
3 |
20 |
150 |
2650 |
23,5 |
|
50/75-12-3-20П* |
50 |
75 |
12 |
3 |
20 |
150 |
2650 |
33,0 |
|
50/75-12-3-25П* |
50 |
75 |
12 |
3 |
25 |
120 |
2400 |
30,0 |
|
50/75-12-4-25 |
50 |
75 |
12 |
4 |
25 |
160 |
2140 |
24,0 |
|
57/75-10-3-25П* |
57 |
75 |
10 |
3 |
25 |
120 |
2400 |
21,2 |
|
57/75-12-3-25П* |
57 |
75 |
12 |
3 |
25 |
120 |
2400 |
24,0 |
|
57/75-10-4-16 |
57 |
75 |
10 |
4 |
16 |
250 |
3333 |
26,1 |
|
57/75-10-4-20 |
57 |
75 |
10 |
4 |
20 |
200 |
2667 |
20,9 |
|
57/75-12-4-20 |
57 |
75 |
12 |
4 |
20 |
200 |
2667 |
30,1 |
|
57/75-12-4-25 |
57 |
75 |
12 |
4 |
25 |
160 |
2130 |
24,0 |
|
60/80-10-3-30П* |
60 |
80 |
10 |
3 |
30 |
150 |
2500 |
19,6 |
|
60/80-10-3-25П* |
60 |
80 |
10 |
3 |
25 |
120 |
2250 |
17,5 |
|
60/80-12-3-20П* |
60 |
80 |
12 |
3 |
20 |
150 |
2500 |
28,2 |
|
60/80-12-3-25П* |
60 |
80 |
12 |
3 |
25 |
120 |
2000 |
22,5 |
|
60/80-10-4-16 |
60 |
80 |
10 |
4 |
16 |
250 |
3125 |
24,5 |
|
60/80-10-4-20 |
60 |
80 |
10 |
4 |
20 |
200 |
2500 |
19,6 |
|
60/80-12-4-20 |
60 |
80 |
12 |
4 |
20 |
200 |
2500 |
28,3 |
|
60/80-12-4-25 |
60 |
80 |
12 |
4 |
25 |
160 |
2000 |
22,5 |
|
____________ * Один ряд шипов приварен к проставке |
||||||||
(Измененная редакция. Изм. № 1)
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Расстояние между осями крайних шипов L, L1 |
±10 |
|
Расстояние от конца трубы до крайнего шипа L2 |
±10 |
15.4.3. Отклонение от прямолинейности оси ошипованной трубы после правки не должно быть более 1,5 мм на 1 м в плоскости шипов, расположенных вдоль образующей трубы, и 2 мм в перпендикулярной плоскости при длине трубы до 10 м; при дойне трубы свыше 10 м изогнутость не должна быть более 15 и 3 мм соответственно.
15.4.4. Последовательность операций гибки трубы, сварки труб в панели и шипования устанавливается технической документацией.
16. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ТРУБ СО СПИРАЛЬНЫМ ОРЕБРЕНИЕМ
16.1. Общие положения
16.1.1. Для изготовления оребренных труб используются гладкие холодно- и горячедеформированные бесшовные и сварные трубы и лента холоднокатаная прямоугольного сечения.
В зависимости от параметров теплообменивающихся сред и условий эксплуатации применяются трубы и лента из углеродистых, низколегированных хромомолибденовых, хромомолибденованадиевых и аустенитных хромоникелевых сталей. Качество исходных труб и ленты должно удовлетворять требования стандартов на соответствующий прокат.
Изготовление оребренных труб должно производиться на специализируемом оборудовании по аттестованной технологии сварки предприятия-изготовителя.
17. ТРЕБОВАНИЯ К СВАРКЕ
17.1. Общие положения
17.1.1. Изготовитель обязан провести аттестацию технологии сварки согласно требованиям РД 03-615.
(Измененная редакция. Изм. № 5)
17.1.2. Сварка трубных элементов (сборочных единиц, деталей) должна производиться в соответствии с требованиями технологического процесса изготовления.
Технологическая документация должна содержать указания по:
- технологии сварки материалов, принятых для изготовления трубных элементов (сборочных единиц, деталей);
- применению присадочных материалов;
- предварительному и сопутствующему подогреву;
- термической обработке.
17.1.3. В зависимости от марок сталей свариваемых элементов и способа сварки (ручная дуговая, автоматическая, дуговая сварка в защитных газах) применяются сварочные материалы согласно РД 2730.940.102.
Для марок сталей 10Х9МФБ-Ш, 10Х9МФБ, для ручной электродуговой сварки применяются электроды марки ЦЛ-57 ГОСТ 9467, а для аргонодуговой сварки проволока марок Св-10Х9НМФА, Св-0Х9ГСНМФ.
Для марки стали 10Х13Г12БС2Н2Д2 (ДИ-59) применяются электроды марок ЦТ-15 или ЛЭЗЦТ-15 (при комбинированной сварке корневой слой сваривается ручной аргонодуговой сваркой сварочной проволокой марок: Св-08Х19Н10Г2Б (ЭИ 898), Св-04Х20Н10Г2Б (ЭП 762).
(Измененная редакция. Изм. № 1)
17.1.4. Сварка швов может производиться только после того, как службой технического контроля проверены правильность сборки и тщательность зачистки всех поверхностей металла, подлежащих сварке, а также наличие клейм стилоскописта на заготовках из легированных сталей.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены.
17.1.5. Для предотвращения холодных трещин все сварочные работы при изготовлении трубных элементов (сборочных единиц и деталей) должны производиться, как правило, при положительных температурах в закрытых отапливаемых помещениях.
Сварку трубопроводов (сборочных единиц и деталей) из углеродистых и хромомолибденовых сталей следует производить с подогревом, режим которого определяется технологическим процессом в соответствии с требованиями РД 2730.940.102 и таблицы 10.3-1 ГОСТ Р 55682.5.
(Измененная редакция. Изм. № 5)
17.1.6. Контроль качества сварных соединений должен удовлетворять требованиям, представленным в главе 18 настоящего стандарта.
17.1.7. Исправление дефектов, выявленных в сварных соединениях при их контроле согласно разделу 18 настоящего стандарта, производится по разработанному технологическому процессу предприятия-изготовителя с учетом требований раздела 8.5 ГОСТ Р 55682.5.
(Измененная редакция. Изм. № 5)
17.2. Предварительный и сопутствующий подогрев
17.2.1. Необходимость предварительного и сопутствующего сварке подогрева и его минимальную температуру в зависимости от марки стали и номинальной толщины свариваемых деталей (сборочных единиц) следует устанавливать согласно технологии, применяемой на предприятии-изготовителе трубных элементов.
17.3. Контроль процессов сварки
17.3.1. В процессе сварки производится контроль выполнения ее технологического процесса, разработанного предприятием-изготовителем и аттестованного в соответствии с требованиями РД 03-615.
(Измененная редакция. Изм. № 5)
17.4. Маркировка сварных соединений
17.4.1. Сварные соединения подлежат клеймению или маркировке методом, позволяющим установить фамилию сварщика, выполнявшего сварку.
17.4.2. Применяемые методы маркировки сварных соединений должны обеспечивать ее максимально возможную сохранность в процессе эксплуатации котла.
17.4.3. Клеймо сварщика или маркировка должны быть проставлены с наружной стороны сварных соединений на расстоянии 30 - 50 мм от краев шва.
На сварных соединениях, подлежащих УК, допускается вынесение клейма (маркировки) за пределы зоны сканирования (перемещения искателя).
17.4.4. Сваренные и зачищенные, при необходимости, стыки труб диаметром более 22 мм с толщиной стенки более 6 мм сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставится на самом сварном шве вблизи верхнего «замка» (на площадке размером около 20×20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30 - 40 мм от шва. Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, предусматривающей, что швы (слои) сварщик накладывает в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), то все сварщики, выполнившие этот стык, ставят клейма в одном месте, желательно на верхнем участке стыка. При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается.
Допускается производить клеймение по инструкции предприятия-изготовителя.
(Измененная редакция. Изм. № 1)
17.5. Условия пребывания сварных соединений до термической обработки
17.5.1. Варианты условий пребывания сварных соединений до термической обработки рекомендуется принимать согласно РД 2730.940.102.
17.6. Приварка штуцеров (труб) к коллекторам
17.6.1. На рисунках 17.1 - 17.3 представлены рекомендуемые конструкции сварных соединений штуцеров (труб) с коллектором. Допускается применение других типов сварных соединений штуцеров. При приварке штуцеров или бобышек к соединительным трубопроводам, коллекторам и барабанам котлов допускается применение и других типов сварных соединений помимо рекомендуемых на рисунках 17.1, 17.2 и 17.3. В частности, сварные соединения можно выполнять согласно рисунку 3 СТО ЦКТИ 462.01-2009 и СТО ЦКТИ 462.05-2009 по технологии, применяемой на предприятии-изготовителе, например, согласно Приложению В ГОСТ Р 55682.5.

Рисунок 17.1
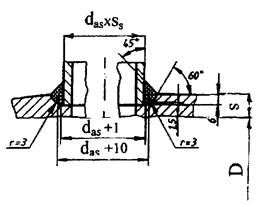
Рисунок 17.2

Рисунок 17.3
(Измененная редакция. Изм. № 1, № 4, № 5)
17.6.2. Приварка штуцеров должна производиться автоматической или ручной дуговой сваркой в соответствии с требованиями конструкторской документации предприятия-изготовителя.
17.6.3. При длине коллектора свыше 4 м во избежание его прогиба от собственной массы во время сварки необходимо установить временные опоры. Расстояние между опорами не должно превышать 2,5 м.
17.6.4. Штуцер (трубу) в отверстие нужно устанавливать без натяга, с требуемым зазором между штуцером и отверстием. Прихватку штуцера (трубы) к коллектору следует производить в двух - трех точках швами длиной 10 - 15 мм.
17.6.5. Порядок приварки штуцеров (труб) выбирают из условия обеспечения наименьших поводок (деформаций) коллектора, для чего надлежит руководствоваться следующими положениями:
- приварку штуцеров следует производить через два - три штуцера при общем направлении движения от середины коллектора к его краям;
- во избежание перегрева сварщик должен приваривать два или три штуцера, накладывая поочередно на каждом штуцере по одному-двум валикам.
17.6.6. Приварка штуцеров (труб) из хромомолибденованадиевой стали к коллекторам должна производиться из шести - семи валиков (рисунок 17.3) с соблюдением следующих требований:
- угол между поверхностями шва и штуцера должен быть не менее 150°, катет шва на коллекторе - 12 - 14 мм, на штуцере - 17 - 22 мм;
- валик 3 следует накладывать как отжигающий, т. е. расстояние от его края до места перехода шва к поверхности коллектора должно составлять 2 - 3 мм;
- переход от шва к штуцеру должен быть плавным.
(Измененная редакция. Изм. № 1)
17.6.7. Контроль качества угловых сварных соединений штуцеров (труб) с коллекторами производится в соответствии с требованиями раздела 18 настоящего стандарта.
17.7. Сварка мембранных панелей и оребренных труб конвективных поверхностей нагрева
17.7.1. Изготовление панелей из гладких труб двусторонней приваркой полос (проставок) под слоем флюса должно осуществляться автоматической дуговой сваркой полос с трубами угловыми швами с двух сторон, без зазора. Форму полосы и шва следует указывать на чертеже.
17.7.2. При изготовлении панелей применяется автоматическая дуговая сварка под флюсом или в защитном газе. В отдельных случаях, при невозможности применения автоматической сварки, допускается механизированная сварка в защитных газах.
Рекомендуемые сварочные материалы, предназначенные для сварки панелей приведены в таблице 17.1.
(Измененная редакция. Изм. № 1)
17.7.3. Сварку панелей из сталей 13СrМо4-5, 10СrМо9-10 необходимо производить с предварительным и сопутствующим подогревом до температуры (150 - 250) °С с последующим замедленным охлаждением.
При сварке панелей из стали 12Х1МФ предварительный и сопутствующий подогрев, а также условия пребывания сварных соединений в интервале между окончанием сварки и началом термообработки устанавливаются согласно требованиям РД 2730.940.102.
При применении малоуглеродистых сварочных материалов предварительный и сопутствующий подогрев при сварке должен быть в пределах (100 - 200) °С.
Панели из труб стали марки 20 допускается сваривать без предварительного и сопутствующего подогрева.
(Измененная редакция. Изм. № 4)
17.7.4. Исправление дефектов сварных соединений и ремонт производить по инструкции предприятия-изготовителя с последующим контролем до производства требуемой термообработки панелей. В случае необходимости ремонт панелей после термообработки допускается производить электродами типа Э42 или Э50А или проволокой Св-08Г2С при ручной или полуавтоматической аргонодуговой сварке без последующей термообработки.
17.8. Приварка шипов к трубам поверхностей нагрева
17.8.1. Приварка шипов к трубам и контроль ошипованных труб должны проводиться в соответствии с инструкцией предприятия-изготовителя и настоящего стандарта.
17.8.2. Приварка шипов к трубным элементам поверхностей нагрева может осуществляться автоматической контактной сваркой или механизированной сваркой по технологии предприятия-изготовителя. Допускается применение ручной аргонодуговой и ручной дуговой сварки электродами при устранении дефектов приварки шипов и при невозможности применения указанных выше способов сварки.
(Измененная редакция. Изм. № 1)
17.8.3. Для дуговой приварки шипов автоматами или полуавтоматами в среде защитного газа применяется аргон газообразный по ГОСТ 10157.
17.8.4. (Исключен. Изм. № 1)
Таблица 17.4 (Исключена. Изм. № 1)
17.8.5. Шипы должны быть прочно приварены к трубам. При приварке шипов контактной сваркой допускается наличие выплесков, а при аргонодуговой сварке или дуговой под флюсом - наличие венчика (усиления) вокруг шва. Площадь сплавления шипа с трубой должна быть не менее 75 % площади шипа. В случае расположения шипа на сварном шве место приварки должно быть зачищено.
17.8.6. Для проверки качества наладки полуавтоматов для приварки шипов перед началом шипования поверхностей нагрева (в начале каждой смены и после перерыва) должны производиться экспресс-испытания ошипованных образцов, выполняемых из труб и шипов. При положительных результатах визуального и измерительного контроля сварщик может приступить к шипованию производственной продукции.
Требования к контролю качества сварных соединений представлены в разделе 20 настоящего стандарта.
Таблица 17.1 - Рекомендуемые сварочные материалы, предназначенные для сварки труб мембранных панелей экранов
|
Марка стали свариваемых элементов |
Способ сварки |
|||||
|
Ручная электродуговая сварка |
Автоматическая электродуговая сварка под флюсом |
Аргонодуговая сварка |
Дуговая сварка в защитном газе (с добавлением в СО2 до 25 % Аr, или 80 % Аr и 20 % СО2) |
|||
|
Труб |
Полос |
Марки применяемых сварочных материалов |
||||
|
электродов |
проволоки |
флюса |
проволоки |
проволоки |
||
|
20, 20ПВ |
20 P265GH 09Г2С |
Э42А Э46А Э50А |
Св-08А Св-08Г2 |
ОСЦ-45 ОСЦ-45М AH-348A |
Св-08Г2С Св-08ГС OK Tigrod 12.64 |
Св-08Г2С OK AristoRod 12.50 |
|
Св-08ГА |
Lincoln-780 |
|||||
|
OK Autrod 12.22 |
OK Flux 10.81 |
|||||
|
Э50А |
Св-10Г2 |
ФВТ-1, ФЦ-11 |
||||
|
15ХМ |
20 P265GH |
Св-08Г2С |
CB-08XM Св-08ХГСМА OK Tigrod 13.12 OK Tigrod 13.16 |
СВ-08Г2С Св-08ХГСМА OK AristoRod 13.12 |
||
|
Св-08ГА |
Lincoln-780 |
|||||
|
OK Autrod 12.24 |
OK Flux 10.81 |
|||||
|
15ХМ |
Э50А Э-09Х1М |
Св-08Г2 Св-10Г2 |
ФВТ-1, ФЦ-11 |
|||
|
Св-08ГА |
Lincoln-780 |
|||||
|
OK Autrod 12.24 |
OK Flux 10.81 |
|||||
|
12ХМ |
Э50А |
Св-08Г2 |
ФВТ-1, ФЦ-31 |
|||
|
Св-08ГА |
Lincoln-780 |
|||||
|
OK Autrod 12.24 |
OK Flux 10.81 |
|||||
|
12Х1МФ-ПВ, 12Х1МФ, 12Х1МФ + 12Х1МФ |
12Х1МФ |
Э-09Х1М Э50А-Ф ОК 76.18 ОК 76.16 |
Св-10Г2 |
ФВТ-1, ФЦ-11 |
||
|
Св-08ГА |
Lincoln-780 |
|||||
|
Св-08ХМ OK Autrod 13.10SC |
OK Flux 10.63 OK Flux 10.62 |
|||||
|
12Х1МФ, 12Х1МФ-ПВ |
20 P265GH |
Э50А Э50А-Ф |
Св-10Г2 |
ФВТ-1 |
СВ-08Г2С СВ-08ГС OK Tigrod 12.64 |
Св-08Г2С OK AristoRod 12.50 |
|
Св-08ГА |
Lincoln-780 |
|||||
|
OK Autrod 12.22 OK Autrod 12.24 |
OK Flux 10.81 |
|||||
|
12ХМ |
Э50А-Ф Э-09Х1М ОК 76.18 ОК 76.16 |
Св-10Г2 |
ФВТ-1 |
CB-08XM Св-08ХГСМА OK Tigrod 13.12 OK Tigrod 13.16 |
СВ-08Г2С Св-08ХГСМА OK AristoRod 13.12 |
|
|
Св-08ГА |
Lincoln-780 |
|||||
|
Св-08ХМ OK Autrod 13.10SC |
OK Flux 10.63 OK Flux 10.62 |
|||||
|
10СrМо9-10, 10СrМо9-10 + 10СrМо9-10 |
12Х1МФ 12ХМ 10СrМо9-10 |
Э50А-Ф Э-09Х1М ОК 76.18 ОК 76.16 ОК 76.28 |
Св-10Г2 |
ФВТ-1 |
CB-08XM Св-08ХГСМА OK Tigrod 13.12 OK Tigrod 13.16 OK Tigrod 13.22 |
Св-08ХМ Св-08Г2С Св-08ХГСМА OK AristoRod 13.12 |
|
Св-08Г А |
Lincoln-780 |
|||||
|
Св-08ХМ OK Autrod 13.10 SC OK Autrod 13.20 SC |
OK Flux 10.63 OK Flux 10.62 |
|||||
|
10СrМо9-10+ 12X1МФ, 13СrМо4-5+ 12Х1МФ, 12Х1МФ-ПВ |
12Х1МФ 10СrМо9-10 13СrМо4-5 |
Св-10Г2 |
ФВТ-1, ФЦ-11 |
Св-08ХМ Св-08Г2С Св-08ХГСМА OK AristoRod 13.12 OK AristoRod 13.22 |
||
|
Св-08ГА |
Lincoln-780 Lincoln-888 |
|||||
|
Св-08ХМ OK Autrod 13.10SC OK Autrod 13.20SC |
OK Flux 10.63 OK Flux 10.62 |
|||||
|
Примечание - Согласно требованиям РД 03-615 при наличии Свидетельства о производственной аттестации технологии сварки можно использовать и другие сварочные материалы (сварочную проволоку, флюсы) после получения разрешения территориального органа Ростехнадзора на применение данной технологии сварки. |
||||||
(Измененная редакция. Изм. № 2, № 4)
17.8.7. На местах, пропущенных при приварке шипов на автомате или на местах слабо приваренных и отлетевших шипов, должны быть приварены новые шипы, при этом места старой приварки тщательно зачищаются и контролируются на отсутствие трещин и вырывов. Приварка шипов более двух раз на одно и то же место не допускается.
Ошипованные трубы, на которых обнаружены дефекты, восстанавливаются путем обварки дефектных шипов ручной дуговой сваркой.
Обварка шипов из стали марок 10, 20 или 12Х1МФ выполняется ручной дуговой сваркой электродами марки УОНИИ 13/55 диаметром 3 мм при силе тока 90 - 100 ампер, без предварительного подогрева и последующей термообработки, а шипов из стали марки 03Х8СЮЦ - аргонодуговой сваркой по технологии предприятия-изготовителя.
(Измененная редакция. Изм. № 1)
17.9. Исправление дефектов и сварка ремонтных участков
17.9.1. Исправлению подлежат дефекты, выявленные в сварных соединениях при их контроле, по разработанному технологическому процессу предприятия-изготовителя с учетом требований РД 2730.940.103.
18. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
18.1. Порядок выполнения контроля
18.1.1. Контроль сварных соединений должен производиться по технологическим картам контроля, разработанным в установленном порядке на предприятии-изготовителе до начала выполнения сварочных работ.
18.1.2. В процессе изготовления элементов котла необходимо осуществлять систематический контроль качества сварочных работ - предварительный контроль, операционный контроль и контроль готовых сварных соединений.
18.1.3. При предварительном контроле подлежат проверке: аттестация персонала, основные и сварочные материалы, аттестация и состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования и аппаратуры.
(Измененная редакция. Изм. № 1)
18.1.4. При операционном контроле проверяется: контроль температуры предварительного подогрева; контроль процессов сварки; контроль термической обработки.
18.1.5. Контроль температуры подогрева следует осуществлять термоэлектрическими термометрами. Допускается контроль другими приборами и средствами (в т.ч., термокарандашами или термокрасками), указанными в ПТД.
Измерение температуры следует производить на расстоянии 100 ± 10 мм от свариваемых кромок. При длине (ширине) свариваемых деталей менее 100 мм измерение температуры подогрева производить на максимально возможном расстоянии от свариваемых кромок.
18.1.6. В процессе выполнения дуговой сварки следует контролировать режимы сварки, условия пребывания выполняемых сварных соединений во время вынужденных перерывов процесса сварки и другие характеристики, контроль которых предусмотрен разработанной технологией сварки.
18.1.7. При выполнении дуговой сварки следует контролировать качество заварки корневого шва или корневой части шва в случае, если остальную часть сварного шва будет выполнять другой сварщик, допустимые размеры валиков и последовательность заполнения разделки.
18.1.8. Указанный выше контроль по пп. 18.1.4 - 18.1.7 проводит служба технического контроля предприятия-изготовителя. Результаты контроля оформляются протоколом (актом) или другим документом, принятым на предприятии.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены, а в случае невозможности их устранения сварные соединения бракуются.
(Измененная редакция. Изм. № 1)
18.1.9. Контроль готовых сварных соединений проводится после окончания всех технологических операций, связанных с нагревом изделия свыше 450 °С, термической обработкой, деформированием и наклепом металла.
(Введен дополнительно. Изм. № 1)
18.2. Объем контроля стыковых и угловых сварных соединений
(Измененная редакция. Изм. № 2)
18.2.1. Сварные соединения, работающие под давлением, должны быть подвергнуты предприятием-изготовителем: ВИК, неразрушающему контролю РК или УК, МК или ПВК в объеме не менее, указанному в таблице 18.1.
18.2.2. РК или УК должны выбираться исходя из требования обеспечения более полного и точного выявления недопустимых дефектов, а также с учетом эффективности данного метода для сварного соединения конкретного вида.
МК следует контролировать поверхности из углеродистых и низколегированных сталей. Допускается контролировать эти поверхности цветным методом.
Таблица 18.1 - Объем контроля сварных соединений
|
п/п |
Виды объектов и типы сварных соединений |
Штуцер, патрубок, Da (D), мм |
Толщина стенки, мм |
Метод контроля |
Объем контроля |
Минимальное число стыков |
|
|
1.1 |
Коллекторы |
|
|||||
|
1.1.1 |
Соединения стыковые продольные и поперечные |
независимо |
≥ 15 |
ВИК + УК |
100 % |
- |
|
|
< 15 |
ВИК + УК |
100 % |
|||||
|
или РК |
|||||||
|
1.1.2 |
Угловые сварные соединения (с полным проплавлением по толщине стенки) приварки штуцеров, труб |
D ≥ 100 |
независимо |
ВИК + УК |
100 % |
||
|
или РК |
|||||||
|
1.1.3 |
Угловые сварные соединения (с полным проплавлением по толщине стенки) приварки штуцеров, труб |
60 ≤ D < 100 |
независимо |
ВИК |
100 % |
||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
D < 60 |
> 6 |
ВИК |
100 % |
||||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
≤ 6 |
ВИК |
100 % |
|||||
|
1.1.4 |
Угловые сварные соединения (с неполным проплавлением по толщине стенки) приварки штуцеров, труб |
60 < D < 100 |
независимо |
ВИК |
100 % |
||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
D ≤ 60 |
> 6 |
ВИК |
100 % |
||||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
≤ 6 |
ВИК |
100 % |
|||||
|
1.1.5 |
Угловые сварные соединения приварки труб поверхностей нагрева |
D < 60 |
> 6 |
ВИК |
100 % |
||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
≤ 6 |
ВИК |
100 % |
|||||
|
1.2 |
Трубопроводы в пределах котла |
||||||
|
1.2.1 |
Стыковые поперечные сварные соединения |
независимо |
≥ 15 |
ВИК +УК |
100 % |
- |
|
|
Da ≥ 200 |
< 15 |
ВИК + УК |
100 % |
||||
|
или РК |
|||||||
|
1.2.2 |
Стыковые поперечные сварные соединения, выполненные дуговой сваркой: |
при р > 4,0 МПа |
Da < 200 |
< 15 |
ВИК |
100 % |
- |
|
УК или РК |
20 % |
5 |
|||||
|
при р < 4,0 МПа |
ВИК |
100 % |
- |
||||
|
УК или РК |
10 % |
5 |
|||||
|
1.2.3 |
Угловые сварные соединения приварки штуцеров |
Da ≥ 100 |
независимо |
ВИК + УК или РК |
100 % |
- |
|
|
D < 100 |
ВИК + МК или ПВК согласно п. 18.2.4 настоящего стандарта |
100 % |
|||||
|
1.3 |
Трубы поверхностей нагрева |
||||||
|
1.3.1 |
Стыковые поперечные сварные соединения, выполненные дуговой сваркой** |
при р ≥ 10,0 МПа |
- |
независимо |
ВИК + |
100 % |
- |
|
УК или РК |
|||||||
|
при р < 10,0 МПа |
ВИК |
100 % |
- |
||||
|
УК или РК |
5 % |
5 |
|||||
|
1.4 |
Элементы из стали аустенитного класса, а также места сопряжений элементов из стали аустенитного класса с элементами из стали перлитного или мартенситно-ферритного класса |
||||||
|
1.4.1 |
Стыковые сварные соединения коллекторов |
- |
независимо |
ВИК + РК |
100 % |
- |
|
|
1.4.2 |
Стыковые сварные соединения трубопроводов (за исключением выполненных стыковой контактной сваркой) |
- |
независимо |
ВИК + РК |
100 % |
||
|
1.4.3 |
Стыковые сварные соединения труб поверхностей нагрева** |
- |
независимо |
ВИК |
100 % |
- |
|
|
РК |
10 % |
10 |
|||||
|
1.4.3.1 |
Стыковые сварные соединения труб поверхностей нагрева аустенитного класса между собой |
- |
независимо |
ВИК |
100 % |
- |
|
|
РК |
не менее 10 % |
не менее 10 |
|||||
|
1.4.3.2 |
Композитные стыковые сварные соединения труб поверхностей нагрева аустенитного класса с элементами перлитного или мартенситно-ферритного класса |
- |
независимо |
ВИК + РК |
100 % |
- |
|
|
1.4.4 |
Стыковые сварные соединения литых элементов, а также труб с литыми деталями |
- |
независимо |
ВИК + УК или РК |
100 % |
- |
|
|
1.4.4.1 |
Стыковые сварные соединения труб литых элементов, а также труб аустенитного класса с литыми деталями |
- |
независимо |
ВИК + РК |
100 % |
- |
|
|
1.4.4.2 |
Композитные стыковые сварные соединения труб аустенитного класса с литыми деталями |
- |
независимо |
||||
|
1.4.5 |
Угловые сварные соединения приварки штуцеров, труб |
D ≥ 100 |
независимо |
ВИК + УК или РК |
100 % |
- |
|
|
D < 100 |
ВИК + МК или ПВК ВИК + МК или ПВК согласно п. 18.2.4 настоящего стандарта |
||||||
|
1.5 |
Ремонтные заварки |
||||||
|
1.5.1 |
Ремонтные заварки по пп. 1.1, 1.2, 1,4 (включая зону термического влияния) при технической невозможности проведения УК или РК следует проводить послойный ВИК |
независимо |
ВИК + (РК или УК) или (ПВК или МК)* |
100 % |
- |
||
|
______________ * Выполняется, если этими же методами контролировалось соединение до ремонта. ** В случае недоступности, контроль должен проводиться на длине не менее 50 % периметра стыка. |
|||||||
(Измененная редакция. Изм. № 1, № 2, № 4, № 5)
18.2.3. Предварительно наплавленные перлитными или высокохромистыми присадочными материалами кромки деталей из легированных сталей следует подвергать сплошному ПВК или МК.
18.2.4. При технической невозможности УК или РК сварных соединений (например, швов приварки штуцеров и труб внутренним диаметром менее 100 мм) допускается в соответствии с технической документацией взамен указанных видов контроля проводить послойный визуальный контроль в процессе сварки с последующим ПВК или МК выполненного сварного соединения в доступных местах.
Порядок контроля таких сварных соединений должен быть указан в КД или ПТД.
(Измененная редакция. Изм. № 1)
18.3. Контроль ремонтных сварных швов
18.3.1. Все исправленные участки должны быть проконтролированы в соответствии с требованиями таблицы 18.1 настоящего стандарта.
18.3.2. Контроль качества и полноты удаления поверхностных дефектов проводится в соответствии с контрольными операциями.
18.3.3. Контролю подлежат все участки, подвергавшиеся исправлению или удалению дефектов в объеме 100 %.
18.3.4. Результаты контроля изделий после ремонта должны соответствовать требованиям конструкторской документацией предприятия-изготовителя.
18.4. Нормы оценки качества сварных соединений
18.4.1. Визуальный и измерительный контроль
18.4.1.1. Визуальный и измерительный контроль должен проводиться в соответствии с РД 03-606. Нормы оценки качества сварных соединений - в соответствии с разделом 10.5 РД 2730.940.103.
(Измененная редакция. Изм. № 4, № 5)
18.4.1.2. Допускается выпуклость и вогнутость углового шва до 30 % его катета, но не более 3 мм. Вогнутость не должна приводить к уменьшению величины катета шва, установленного при проектировании.
18.4.1.3. Качество корневого слоя шва по результатам внешнего осмотра, проведенного до заполнения остальной части шва, считается удовлетворительным, если выдержаны требования к размерам и формированию корневого слоя и не обнаружены трещины любых видов и направлений, непровары в корне шва, незаваренные прожоги и кратеры, наплывы (натеки), свищи, а также значительное количество объемных поверхностных включений, превышающих нормы, дефекты, свидетельствующие о нарушении режима сварки или о недоброкачественности сварочных материалов.
18.4.1.4. Выявленные при визуальном и измерительном контроле поверхностные дефекты, которые могут быть удалены без последующей заварки выборок, должны быть исправлены до проведения контроля другими методами.
18.4.2. Радиографический и ультразвуковой контроль
18.4.2.1. Радиографический контроль качества сварных соединений должен проводиться в соответствии с ГОСТ 7512, ОСТ 108.004.110, СДОС-01, РД 2730.940.103 (пункт 10.9).
(Измененная редакция. Изм. № 5)
18.4.2.2. Ультразвуковой контроль качества сварных соединений должен проводиться в соответствии с ГОСТ 14782, РД 34.17.302 (ОП № 501 ЦЦ).
18.4.2.3. Качество сварных соединений по результатам РК оценивается в соответствии с требованиями РД 2730.940.103, качество сварных соединений по УК оценивается по РД 34.17.302 (ОП № 501 ЦД).
(Измененная редакция. Изм. № 1, № 4, № 5)
18.4.3. Магнитопорошковая дефектоскопия
18.4.3.1. Магнитопорошковый контроль сварных соединений должен проводиться в соответствии с ГОСТ 21105, ОСТ 108.004.109, РД 13-05.
Допускается замена магнитопорошкового контроля капиллярным контролем или травлением.
(Измененная редакция. Изм. № 1)
18.4.3.2. Сплошному магнитопорошковому контролю подлежат угловые сварные соединения деталей из хромомолибденовых сталей при номинальной толщине приваренных деталей свыше 45 мм и из хромомолибденованадиевых сталей при номинальной толщине приваренных деталей свыше 36 мм.
18.4.3.3. Нормы оценки качества: допускается оценивать выявленные несплошности, выходящие на поверхность, по их фактическим характеристикам после удаления эмульсии или порошка согласно РД 2730.940.103.
При выявлении недопустимых индикаций допускается проведение магнитопорошкового контроля соответствующих участков, при положительных результатах которого проводится зашлифовка металла на глубину до 1 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
18.4.4. Капиллярный контроль
18.4.4.1. Капиллярный контроль сварных соединений должен проводиться в соответствии с ГОСТ 18442, ОСТ 108.004.101, РД 153-34.1-17.461 и РД 13-06.
Нормы оценки качества по РД 2730.940.103.
(Измененная редакция. Изм. № 1)
18.4.4.2. Качество сварных соединений при капиллярном контроле допускается оценивать как по индикаторным следам, так и по фактическим показателям выявленных несплошностей после удаления реактивов с контролируемой поверхности в зоне зафиксированных индикаторных следов.
18.4.4.3. При контроле по индикаторным следам качество сварного соединения или наплавленной поверхности считается удовлетворительным при одновременном соблюдении следующих условий:
- индикаторные следы являются округлыми (линейные индикаторные следы отсутствуют);
- наибольший размер каждого индикаторного следа не превышает трехкратных значений норм для одиночных включений;
- количество индикаторных следов не превышает норм для одиночных включений;
- индикаторные следы являются одиночными.
18.4.5. Твердость
(Новая редакция. Изм. № 5)
18.4.5.1 Испытанию на твердость металла шва подвергаются выполненные дуговой сваркой и прошедшие все предусмотренные высокие отпуска сварные соединения из хромомолибденовых или/и хромомолибденованадиевых сталей. Испытание на твердость металла шва сварных соединений, не несущих нагрузку от давления рабочей среды, допускается не производить.
(Новая редакция. Изм. № 5)
18.4.5.2 Объем контроля твердости, подготовка поверхности под замер твердости определяется по ПТД предприятия-изготовителя.
(Введен дополнительно. Изм. № 5)
18.4.5.3 В случае технической невозможности выполнения замеров твердости на сварных соединениях изделий, прошедших термическую обработку, допускается проведение испытания твердости металла шва на контрольных сварных соединениях в порядке, устанавливаемом ПКД. При этом контрольные сварные соединения должны быть подвергнуты высокому отпуску совместно с изделием или отдельно от него, но по тем же режимам, что и контролируемые производственные сварные соединения.
(Введен дополнительно. Изм. № 5)
18.4.5.4 Качество сварного соединения считается удовлетворительным, если результаты испытания твердости металла шва соответствуют нормам, приведенным в таблице 18.2.
Таблица 18.2 - Нормы твердости металла шва
|
Марка (сочетание марок) стали сваренных деталей |
Тип металла шва |
Допустимые значения твердости металла шва, НВ |
|||
|
На стыковых сварных соединениях с номинальной толщиной сваренных деталей |
На угловых (тавровых) сварных соединениях с номинальной толщиной приваренных деталей |
||||
|
До 20 мм включ. |
Свыше 20 мм |
До 20 мм включ. |
Свыше 20 мм |
||
|
12МХ, 12ХМ, 15ХМ, 20ХМЛ |
09Х1М |
125 - 250 |
125 - 240 |
125 - 250 |
125 - 240 |
|
12Х1МФ, 20МФЛ, 15Х1М1Ф или 15Х1М1ФЛ со сталями перлитного класса других марок |
|||||
|
12Х1МФ, 20МФЛ |
09Х1МФ, 09Х1М1Ф |
130 - 260 |
130 - 250 |
130 - 260 |
130 - 250 |
|
12Х1МФ или 20МФЛ с 15Х1М1Ф или 15Х1М1ФЛ |
|||||
|
15Х1М1Ф, 15Х1М1ФЛ |
140 - 260 |
140 - 250 |
140 - 260 |
140 - 250 |
|
|
|
|||||
Примечания:
1 Значение твердости металла контролируемого шва определяется как среднее арифметическое результатов замера на его отдельных участках.
2 Результаты замеров твердости на отдельных участках шва не должны выходить за пределы указанных в таблице значений, более чем на 6 НВ от величины нижнего предела и на 40 НВ от величины верхнего предела.
(Введен дополнительно. Изм. № 5)
18.4.5.5 При неудовлетворительных результатах испытания твердости металла шва допускается его повторный контроль с утроенным количеством замеров (на том же сварном соединении). При неудовлетворительных результатах повторного контроля испытанию твердости подлежат все сварные соединения, термообработанные в садке.
(Введен дополнительно. Изм. № 5)
18.4.5.6 Значения твёрдости металла швов сварных соединений сталей импортного производства, содержащих 9 % Cr, с другими марками сталей, следует определять, руководствуясь европейскими (EN) или американскими стандартами (ASME).
(Введен дополнительно. Изм. № 5)
18.4.6. Стилоскопирование
18.4.6.1. Стилоскопированию металла шва подлежат сварные соединения, выполненные легированными присадочными материалами, согласно РД 2730.940.103 по методике в соответствии с РД 34.10.122. При этом для контролируемой группы сварных соединений, работающих под внутренним давлением, объем стилоскопирования для I и II категорий безопасности должен соответствовать 100 % стыков.
Контролируемой группой сварных соединений следует считать выполненные одним сварщиком с использованием присадочных материалов одной партии сварные соединения деталей или однотипные сварные соединения.
При выборочном контроле (в объеме менее 100 %) стилоскопирование должно быть проведено не менее чем на трех сварных соединениях, входящих в контролируемую группу.
При числе сварных соединений в одной группе менее четырех стилоскопированию подлежат все сварные соединения.
(Измененная редакция. Изм. № 3)
18.4.7. Металлографические исследования
18.4.7.1. Металлографические исследования проводятся:
- при аттестации технологии сварки;
- при контроле производственных сварных стыковых соединений:
- деталей из сталей разных структурных классов;
- при контроле производственных сварных угловых и тавровых соединений, в том числе соединений труб (штуцеров) с коллекторами, трубопроводами, а также тройниковых соединений - при контроле производственных сварных стыковых соединений, выполненных сваркой оплавлением (контактной сваркой) или ТВЧ.
(Измененная редакция. Изм. № 1)
18.4.7.2. Металлографические исследования не являются обязательными для сварных соединений деталей из стали перлитного класса при условии контроля соединений радиографией или ультразвуком в объеме 100 %;
18.4.7.3. Металлографические исследования проводят на шлифах, вырезанных из контрольных сварных швов, наплавок и сварных соединений.
18.4.7.4. Металлографические исследования для сварных соединений, выполненных стыковой сваркой оплавлением (контактной сваркой), независимо от класса стали свариваемых элементов, должны включать макро- и микроисследование. Все остальные сварные соединения, подвергающиеся металлографическим исследованиям, контролируются только макроисследованием. Допускается последовательное проведение макро- и микроисследования на одних и тех же образцах.
18.4.7.5. Требования к качеству по результатам металлографического исследования сварных соединений представлены в РД 2730.940.103.
(Измененная редакция. Изм. № 1)
18.5. Требования к исправлению обнаруженных дефектов
18.5.1. Все обнаруженные при неразрушающем контроле дефекты сварных соединений подлежат исправлению (выборка, контроль, сварка) по разработанной и утвержденной на предприятии-изготовителе инструкции на ремонт.
(Измененная редакция. Изм. № 1)
18.6. Отчетная документация по контролю
18.6.1. Результаты контроля сварных соединений должны быть оформлены в виде отчетной документации предприятия-изготовителя.
18.6.2. Отчетная документация по контролю качества должна оформляться соответствующими службами предприятия-изготовителя по установленной на предприятии форме.
19. ТРЕБОВАНИЯ К ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
19.1. Общие положения
19.1.1. Необходимость проведения и вид термической обработки основного металла и сварных соединений элементов котлов устанавливаются технологическим процессом предприятия-изготовителя .
19.1.2. Трубы, подвергавшиеся на предприятии-изготовителе котлов формоизменению (гибке, штамповке, обжатию, раздаче и др.), а также сварные стыки труб, подлежат, если это требуется, термической обработке в соответствии с инструкцией на термическую обработку или со специально разработанным технологическим процессом.
19.1.3. Термической обработке следует подвергать полуфабрикаты, сборочные единицы и изделия в целом, если ее проведение предусмотрено настоящим стандартом, конструкторской и (или) производственно-технической документацией.
19.1.4. Термическая обработка, применяемая при изготовлении элементов котлов, подразделяется на:
- основную, включающую в себя нормализацию, нормализацию с отпуском, закалку (аустенизацию), в результате которой материал труб, поковок и других полуфабрикатов приобретает структуру и свойства, необходимые для обеспечения характеристик прочности, принятых при расчете, и регламентированные стандартами и техническими условиями на материалы и полуфабрикаты;
- дополнительную (послеоперационную) в виде отпуска, необходимую в соответствующих случаях для восстановления свойств материала или снятия остаточных напряжений после технологических операций, выполненных на предприятии-изготовителе.
19.1.5. Изделия должны поступать на термообработку после предварительного внешнего осмотра и измерений на предмет обнаружения наружных дефектов и соответствия чертежу.
19.1.6. Количество термопар и их расположение должны обеспечивать контроль выполнения термообработки элементов согласно производственно-технической документации предприятия-изготовителя.
19.2. Проведение основной термической обработки
19.2.1. Основная термическая обработка материала при изготовлении элементов является обязательной в следующих случаях:
- если материалы и полуфабрикаты не подвергались необходимой термической обработке на предприятии-изготовителе этих материалов и полуфабрикатов по режимам, обеспечивающим свойства материала согласно НД на металл;
- если технологические операции формоизменения (гибка, штамповка и др.) производились с нагревом до температуры, превышающей температуру отпуска;
- после электрошлаковой сварки;
- во всех других случаях, для которых в НД на изготовление и сварку предусматривается основная термическая обработка, а также по требованию конструкторской документации.
19.2.2. Основная термическая обработка материала при изготовлении элементов не является обязательной, если технологические операции формоизменения (гибка, штамповка и др.) проводились для деталей и полуфабрикатов из углеродистой, марганцовистой и кремнемарганцовистой сталей с нагревом до температуры нормализации с окончанием не ниже 700 °С.
19.3. Проведение дополнительной термической обработки после холодного формоизменения.
19.3.1. Требования к выполнению термической обработки гибов и гнутых труб представлены в таблице 19.1.
(Измененная редакция. Изм. № 1)
19.3.2. Гибы труб после холодного формоизменения должны подвергаться дополнительной термообработке согласно таблице 19.2.
19.3.3. Гибы труб, прошедшие термическую обработку, но подвергшиеся после этого холодной правке (подгибке) на угол более 2°, должны быть термообработаны.
19.3.4. Термически обработанные фасонные элементы трубопроводов в пределах котла, концы которых после термообработки подвергались холодной калибровке методом раздачи или обжатия на величину деформации более 3 % наружного диаметра, а также при изменении направления деформации (обжим чередуется с раздачей) более двух раз, должны быть термообработаны.
19.3.5. Допускается местная термическая обработка-аустенизация холоднодеформированных гибов труб из стали 12Х18Н12Т и 10Х13Г12БС2Н2Д2 (ДИ-59), змеевиков, подвергнутых холодной деформации (гибке, подгибке, правке) для пароперегревателей котлов методом прямого электронагрева на установках с автоматическим регулированием режима термической обработки по технологии предприятия-изготовителя.
При этом:
- температура нагрева (1150 ± 30) °С, время выдержки должно быть не менее 4 минут дли стали 12Х18Н12Т;
- температура нагрева (1050 ± 30) °С, время выдержки должно быть не менее 4 минут для стали 10Х13Г12БС2Н2Д2 (ДИ-59).
19.3.6. Крупногабаритные трубные элементы допускается подвергать высокому отпуску по частям в соответствии с инструкцией предприятия-изготовителя.
Таблица 19.1 - Требования к выполнению термической обработки гибов и гнутых труб
|
Марка стали |
Наружный диаметр трубы, Da, мм |
Толщина стенки трубы s, мм |
Отношение радиуса гиба к наружному диаметру, R/Da |
Относительная овальность гиба, % |
|
20, 20ПВ, 15ГС |
независимо от диаметра |
10 - 36 |
менее 3 |
более 5 |
|
более 36 |
независимо |
|||
|
12МХ, 15ХМ |
независимо от диаметра |
12 - 20 |
менее 3 |
более 5 |
|
более 20 |
независимо |
|||
|
12Х1МФ, 15Х1М1Ф, 12Х1МФ-ПВ |
Термообработка требуется при номинальном наружном диаметре более 108 мм независимо от толщины стенки, при диаметре 108 мм и менее с толщиной стенки 12 мм и более, а также для гибов с овальностью поперечного сечения более 5 % |
|||
|
10Х9МФБ, 10Х9МФБ-Ш |
Термообработка требуется для гибов с соотношением R/Da < 2,5 или твердостью в зонах гиба более 255 НВ. |
|||
|
Термообработку можно не проводить для гибов с соотношением R/Da ≥ 2,5, если твердость в зонах гиба не превышает величины 255 НВ. |
||||
|
12Х11В2МФ |
независимо |
более 10 |
независимо |
|
|
10Х13Г12БС2Н2Д2 (ДИ-59) |
независимо |
|||
|
12Х18Н12Т |
независимо |
|||
|
13СrМо4-5, 10СrМо9-10 |
независимо |
≥ 12 |
независимо |
|
|
Примечание - Замер твердости для стали марки 10Х9МФБ-Ш, 10Х9МФБ производится перед запуском в производство на образцах аттестуемых гибов. Твердость не должна превышать 255 НВ. |
||||
(Измененная редакция. Изм. № 2, № 3)
19.4. Проведение термической обработки после горячего формоизменения
19.4.1. Трубные элементы после горячего формоизменения должны подвергаться термообработке в следующих случаях:
- трубные элементы из сталей марок 20, 20-ПВ, 15ГС, изготавливаемые методом радиального обжатия концов труб и переходов (с местным нагревом);
- трубные элементы из сталей марок 20, 15ГС, изготавливаемые методом ковки из трубной заготовки (переходы);
- трубные элементы (гибы, переходы с подкатанными концами) из сталей марок 12Х1МФ, 15Х1М1Ф, независимо от способа формоизменения и вида заготовки (труба, поковка).
19.4.2. Режимы термической обработки элементов котлов после горячего формоизменения следует устанавливать согласно таблице 19.3.
19.4.3. Для трубных деталей из углеродистой и кремнемарганцовистой стали с нагревом до температуры нормализации с окончанием формоизменения не ниже 700 °С основную термообработку допускается не производить.
19.4.4. В случае нагрева элемента целиком допускается совмещение нагрева под горячую деформацию с нагревом под нормализацию (только для углеродистых и низколегированных кремнемарганцовистых сталей).
(Измененная редакция. Изм. № 3)
19.4.5. Сварные соединения трубных элементов, подлежащие термической обработке и подвергающиеся формоизменению, должны быть подвергнуты термообработке до начала процесса формоизменения в соответствии с технологическим процессом. Если гиб, подлежащий термообработке, имеет сварной стык, то допускается проведение одной термообработки после гибки. При горячем формоизменении в случаях, предусмотренных технологией предприятия-изготовителя, указанную термическую обработку допускается не проводить.
Таблица 19.2 - Режимы термообработки после холодного формоизменения
|
Марка стали |
Параметры термообработки |
|
|
Температура, °С |
Минимальная продолжительность термообработки (отпуск) |
|
|
20, 20ПВ |
600 - 650 |
2 мин на 1 мм номин. толщины стенки, но не менее 30 мин |
|
12МХ, 15ГС, 16ГС |
650 - 680 |
|
|
12МХ, 15ХМ |
680 - 730 |
1,5 мин на 1 мм номин. толщины стенки, но не менее 1 ч. |
|
12Х1МФ |
720 - 750 |
|
|
15Х1М1Ф |
730 - 760 |
|
|
12Х2МФСР |
750 - 780 |
не менее 2 ч |
|
10Х9МФБ-Ш, 10Х9МФБ |
730 - 760 |
не менее 0,5 ч |
|
12X11В2МФ |
750 - 780 |
не менее 3 ч |
|
12Х18Н12Т |
1100 - 1150 °С |
2 мин на 1 мм номинальной толщины, но не менее 30 мин |
|
13СrМо4-5 10СrМо9-10 |
700 - 730 |
не менее 1 ч |
|
10Х13Г12БС2Н2Д2 (ДИ-59) |
аустенизация при температуре 1050 - 1080 °С с выдержкой 2 мин на 1 мм номинальной толщины, но не менее 30 мин |
|
|
Примечания 1 Допускается проведение отпуска сталей марок 20, 20ПВ, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР с помощью электронагрева по технологии ПТД. 2 Для стали 12Х1МФ при местной термообработке с помощью электронагрева допускается снижение температуры отпуска до 700 - 740 °С. |
||
(Измененная редакция. Изм. № 1, № 4)
Таблица 19.3 - Режимы термообработки после горячего формоизменения
|
Марка стали |
Параметры термообработки |
|||
|
Нормализация |
Отпуск |
|||
|
Температура, °С |
Минимальная продолжительность, ч |
Температура, °С |
Минимальная продолжительность, ч |
|
|
20, 20ПВ |
920 - 950 |
0,5 мин на 1 мм номин. толщины стенки, но не менее 30 мин |
- |
см. примечание |
|
15ГС |
900 - 930 |
650 - 680 |
||
|
12МХ, 15ХМ |
930 - 960 |
0,75 - 1,00 мин на 1 мм номин. толщины стенки, но не менее 1 ч. |
680 - 730 |
не менее 30 мин |
|
12Х1МФ |
950 - 980 |
720 - 750 |
не менее 1 ч |
|
|
15Х1М1Ф |
970 - 1000 |
730 - 760 |
не менее 5 ч |
|
|
12Х2МФСР |
950 - 980 |
не менее 2 ч |
750 - 780 |
не менее 2 ч |
|
10Х9МФБ-Ш, |
1030 - 1050 |
не менее 0,5 ч |
730 - 760 |
не менее 3 ч |
|
10Х9МФБ |
||||
|
12Х11В2МФ |
1020 - 1050 |
не менее 3 ч |
750 - 780 |
не менее 3 ч |
|
13СrМо4-5, |
950 - 980 |
1 мин. на 1 мм номин. толщины стенки, но не менее 1 ч |
700 - 730 |
не менее 1 ч |
|
10СrМо9-10 |
||||
|
12Х18Н12Т |
Аустенизация |
- |
- |
|
|
1100 - 1200 |
2 мин. на 1 мм номин. толщины стенки, но не менее 1 ч |
|||
|
10Х13Г12БС2Н2Д2 |
1060 - 1080 |
|||
|
(ДИ-59) |
||||
|
Примечание - Необходимость отпуска сталей марок 20, 20ПВ, 15ГС устанавливается технологическим процессом предприятия-изготовителя |
||||
(Измененная редакция. Изм. № 1, № 2)
19.5. Термообработка гибов, изготавливаемых методом гибки с нагревом ТВЧ
19.5.1. Гибы, изготовленные на станках с нагревом ТВЧ с использованием спреерного водяного охлаждения должны подвергаться термообработке согласно таблице 19.2.
19.5.2. Для гибов из углеродистых и кремнемарганцовистых сталей, изготовленных при температуре (860 - 1000) °С с использованием спреерного водяного охлаждения, и гибов из стали 15ХМ, изготовленных при температуре (875 - 1000) °С независимо от способа охлаждения достаточно проведения только отпуска.
19.5.3. Допускается не производить термообработку гибов из углеродистых и кремнемарганцовистых сталей, изготовленных при температуре (860 - 1000) °С, если поверхностная твердость в зоне гиба не превышает 230 НВ.
(Измененная редакция. Изм. № 1)
19.5.4. Основная термическая обработка не является обязательной для труб из сталей аустенитного класса марок 12Х18Н12Т и 10Х13Г12БС2Н2Д2 (ДИ-59) при гибке на станках с нагревом токами высокой частоты до температуры аустенизации с применением спреерного водяного охлаждения.
(Введен дополнительно. Изм. № 2)
19.6. Термообработка сварных соединений труб
19.6.1. Общие положения
19.6.1.1. Перед термической обработкой сварных соединений следует соблюдать указания ПТД по условиям их пребывания в интервале времени между окончанием сварки и началом термической обработки.
19.6.1.2. Термическую обработку сварных соединений следует проводить согласно требованиям РД 2730.940.102.
19.6.1.3. В процессе выполнения термической обработки сварных соединений необходимо обеспечить соблюдение установленных ПТД режимов, а также условия для свободного теплового расширения сварного изделия и предотвращения его пластических деформаций под действием собственной массы.
19.6.2. Режимы термообработки
19.6.2.1. Необходимость проведения отпусков сварных соединений деталей одинаковой номинальной толщины из стали одной марки, а также температуру и минимальную продолжительность выдержки следует устанавливать согласно РД 2730.940.102 и таблице 19.4 в зависимости от марки стали и номинальной толщины сваренных деталей.
Температура выдержки при высоких отпусках сварных соединений элементов представлена в таблице 19.5.
Таблица 19.4 - Режим термообработки стыковых сварных соединений, выполненных всеми видами дуговой сварки
|
Марки свариваемых сталей |
Номинальная толщина, мм |
Параметры выдержки при проведении высокого отпуска |
|||
|
Промежуточный отпуск |
Окончательный отпуск |
||||
|
Температура, °С |
Минимальная продолжительность, ч |
Температура, °С |
Минимальная продолжительность, ч |
||
|
10Х9МФБ-Ш |
До 7 мм включ. |
710 - 740 |
≥ 1 |
730 - 760 |
≥ 1 |
|
10Х9МФБ |
|||||
|
12X11В2МФ |
|||||
|
10Х13Г12БС2Н2Д2 |
по технологии, разработанной специализированной организацией |
||||
|
(ДИ-59) |
|||||
19.6.2.2. Если после термообработки твердость металла шва превышает допустимую согласно РД 2730.940.103, следует производить повторный отпуск сварного соединения, но не более трех раз.
Таблица 19.5 - Температура выдержки при высоких отпусках
|
Сочетание марок сталей сваренных элементов |
Температура выдержки при высоких отпусках, °С |
||
|
Марка стали одной детали |
Марка стали другой детали |
Промежуточных |
окончательных |
|
10Х9МФБ-Ш, 10Х9МФБ 12X11В2МФ |
15Х1М1Ф, 20ХМФЛ, 15Х1МФЛ, 12Х1МФ |
720 - 740 |
730 - 750 |
|
10Х13Г12БС2Н2Д2 (ДИ-59) |
по технологии, разработанной специализированной организацией |
||
19.6.2.3. Сварные соединения деталей из сталей перлитного класса, выполненные электрошлаковой сваркой, следует подвергать полной термической обработке (нормализация или закалка с последующим высоким отпуском) в случаях, устанавливаемых ПТД.
19.6.2.4. Сварные соединения деталей из хромоникелевых сталей аустенитного класса, выполненных дуговой или электронно-лучевой сваркой, подвергаются аустенизации при температуре (1000 ± 30) °С с продолжительностью выдержки не менее одного и не более двух часов.
(Измененная редакция. Изм. № 1)
19.6.3. Местная термическая обработка
19.6.3.1. При местной термической обработке сварных соединений общая зона контролируемого нагрева металла включает сварной шов и околошовную зону.
19.6.3.2. Термообработка сварных соединений труб производится индукционным способом токами промышленной (50 Гц) и средней (до 8000 Гц) частоты, а также радиационным способом - электронагревателями сопротивления и газопламенными, керосиновыми горелками или печным нагревом.
19.6.3.3. Местная термообработка проводится по ПТД предприятия-изготовителя.
19.7. (Исключен. Изм. № 1)
19.8. Термообработка мембранных панелей
19.8.1. Панели, изготовленные из гладких труб с вваркой полосы стали 20, 15ХМ, а также из плавниковых труб из стали марки 12Х1МФ термообработке не подвергаются.
Панели, изготовленные из гладких труб стали 12Х1МФ с вваркой полосы, должны подвергаться отпуску при температуре (720 - 750) °С с выдержкой в течение 2 - 3 часов и охлаждением до температуры ≤ 450 °С. Допускается отмена термической обработки панелей из труб с толщиной стенки до 6 мм включительно при условии ограничения температуры эксплуатации не более 520 °С и среднего арифметического значения твердости металла сварного шва не более 270 HV.
Панели, изготовленные из статей 13СrМо4-5, 10СrМо9-10, должны подвергаться отпуску при температуре (680 - 710) °С с выдержкой в течение 2 - 3 часов и охлаждением с печью до (450 ± 20) °С. Дальнейшее охлаждение после термообработки производить на воздухе при положительной температуре.
Панели, изготовленные из сталей 13СrМо4-5, 10СrМо9-10 с приварными деталями или узлами из стали 12Х1МФ, должны подвергаться отпуску при температуре (700 - 730) °С с выдержкой в течение 2 - 3 часов и охлаждением в печи до ≤ 450 °С.
(Измененная редакция. Изм. № 1, № 4)
19.8.2. На панелях из труб стали 12Х1МФ технологические подварки продольных швов, сварку кольцевых швов труб с толщиной стенки не более 7,0 мм, приварку деталей и элементов креплений катетом не более 7,0 мм допускается производить без последующей термообработки.
19.8.3. Трубы оребренные сваркой токами высокой частоты из стали 20 для трубной части паровых котлов и других изделий термообработке не подлежат, если она специально не оговорена чертежом или другим документом.
19.8.4. Допускается местная термообработка швов приварки деталей к трубам панелей.
Примечания
1 Допускается термообработку панелей производить в поставочном блоке.
2 Термообработка панелей, изготовленных из плавниковых труб с гладкой трубой по краям, приравнивается к термообработке панелей из плавниковых труб.
19.8.5. Твердость сварных швов контролируется на изделиях, прошедших термическую обработку. При этом значение твердости сварного шва, выполненного легированными сварочными материалами, должно быть в пределах (130 - 240) НВ. На отдельных участках шва допускается увеличение среднего значения твердости до 270 HV (п. 19.8.1) при условии ограничения температуры эксплуатации не более 520 °С. Допускается производить контроль твердости продольных швов на образцах-свидетелях, термообработанных совместно с панелями.
(Новая редакция. Изм. № 4)
19.9. Удаление дефектов и термообработка ремонтных участков
19.9.1. Удалению подлежат недопустимые дефекты, выявленные в сварных соединениях при неразрушающем контроле согласно требованиям раздела 18 настоящего стандарта.
(Измененная редакция. Изм. № 5)
19.9.2. В сварных соединениях из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, выполненных дуговой или электронно-лучевой сваркой и подлежащих обязательной термической обработке в соответствии с п. 19.8, исправление дефектов с заваркой выборок следует проводить после высокого отпуска этих соединений (промежуточного или окончательного).
19.9.3. Сварные соединения после удаления дефектов без заварки выборок не подвергаются термической обработке, если сварные соединения до их исправления были подвергнуты термической обработке, и подвергаются термообработке, если сварные соединения до их исправления не подвергались термической обработке (в том числе, окончательному отпуску).
19.9.4. После исправления дефектов (с заваркой выборок) сварные соединения деталей из сталей перлитного класса, подлежащие обязательной термообработке согласно п. 19.6, следует подвергать окончательному отпуску (вне зависимости от проведения и вида термической обработки указанных соединений до их исправления).
19.10. Контроль проведения термообработки
19.10.1. При проведении термообработки осуществляется контроль:
- соответствия маркировки изделий сопроводительной документации и конструкторской документации;
- правильности укладки изделия в печи;
- наличия и исправности термопар и регистрирующего или показывающего прибора;
- соблюдения режимов термообработки.
19.10.2. Контроль температурного режима (0 - 1300) °С производится автоматически электронным потенциометром с записью режима на диаграммной ленте.
19.10.3. В случае невозможности применения самопишущего потенциометра допускается осуществлять контроль температуры с помощью милливольтметра с фиксацией в порядке, установленном ПКД.
19.10.4. Контроль твердости производится на наплавленном металле шва. Твердость наплавленного металла должна соответствовать значениям, приведенным РД 2730.940.103.
Изделия с заниженными значениями твердости наплавленного металла бракуются в соответствии с нормативными документами предприятия-изготовителя.
Все полученные значения твердости данного шва записываются в действующие на предприятии-изготовителе отчетные документы.
19.10.5. Испытания горячедеформированных труб, гибов, переходов и обжатых концов труб из стали марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 12Х11В2МФ, 12Х18Н12Т на растяжение и ударную вязкость, а также металлографические исследования должны производиться после термической обработки. Испытания на сплющивание следует производить только для горячедеформированных труб, переходов и обжатых концов труб, подвергаемых последующей холодной деформации.
Испытания на образцах-свидетелях производятся в объеме одной пробы от каждой садки. При изготовлении трубных деталей из сталей марок 20, 15ГС при выполнении требований п. 19.4.3, указанные испытания должны производиться после гибки (деформации).
Количество образцов и результаты испытаний механических и технологических свойств должны соответствовать требованиям стандартов и механических условий на трубы. В случае применения местного нагрева и термической обработки должны быть предусмотрены образцы-свидетели, выполняемые из тех же материалов при идентичных условиях.
Необходимость испытаний и объем контроля определяется конструкторской документацией.
(Измененная редакция. Изм. № 1)
19.10.6. Для изготовления заготовок образцов для лабораторных испытаний могут быть использованы пробы, изделия, припуски или напуски изделий под механическую обработку.
Отбор проб, заготовок и образцов для лабораторных испытаний производится согласно технической документации с учетом ГОСТ 7564.
19.11. Общие требования к порядку документирования процедур термообработки
19.11.1. Документы процедуры термической обработки должны содержать следующую информацию:
- наименование и/или обозначение изделия;
- марка (марки) стали деталей, сварных узлов;
- размеры изделия, определяющие наружный диаметр, толщину стенки и длину;
- виды термической обработки с указанием последовательности выполнения отдельных этапов (в том числе промежуточных и окончательных высоких отпусков);
- методы термической обработки с указанием применяемого термического оборудования;
- режимы каждого этапа термической обработки (температура печи при ее загрузке, скорость нагрева, температура и допустимая продолжительность выдержки, условия, среда или скорость охлаждения);
- методы и порядок контроля температурных режимов;
- другие необходимые данные с указанием всех технологических и контрольных операций.
19.11.2. Термическая обработка изделий должна выполняться на аттестованном оборудовании с использованием калиброванных средств измерений.
Объем и периодичность контроля определяются требованиями инструкции или действующими стандартами предприятия-изготовителя.
Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
19.11.3. При контроле изделий, поступающих на термическую обработку, проверяется:
- наличие проб для лабораторных испытаний после термической обработки, если об этом есть указание в технической документации;
- наличие и правильность монтажа приварных (контактных) термопреобразователей, если есть указание в технической документации;
- наличие отличительной маркировки и ее соответствие маркировке указанной в технической документации;
- укладка и размещение на поду печи согласно технической документации.
19.11.4. Контроль соответствия документов процедуре термической обработки изделий осуществляет инспектор ОТК по регистрационному журналу и диаграмме термической обработки.
20. КОНТРОЛЬНЫЕ И ПРОИЗВОДСТВЕННЫЕ СВАРНЫЕ СОЕДИНЕНИЯ
(Измененная редакция. Изм. № 1)
20.1. Общие положения
20.1.1. Разрушающий контроль проводится на образцах, вырезанных из контрольных сварных соединений:
- при производственной аттестации технологии выполнения сварных соединений (РД 03-615);
- при проверке соответствия характеристик металла сварных соединений;
- при входном контроле качества сварочных материалов, используемых для сварки под флюсом (ГОСТ 24297, ГОСТ 6996).
(Измененная редакция. Изм. № 1)
20.1.2. Если выполнена производственная аттестация технологии сварки в соответствии с РД 03-615, то допускается не выполнять контрольные сварные соединения.
20.2. Изготовление образцов
20.2.1. Контрольные сварные соединения должны быть идентичны контролируемым производственным соединениям и выполнены с полным соблюдением технологического процесса, применяемого при сварке производственных соединений или производственной аттестации технологии сварки.
Контрольные сварные соединения выполняются в виде стыкового соединения двух отрезков труб (поверхностей нагрева и трубопроводов) и углового или таврового соединения штуцера с основной трубой (коллектором или тройниковым соединением).
20.2.2. Количество контрольных сварных соединений труб:
- как минимум, одно контрольное соединение на все однотипные производственные соединения, выполненные каждым сварщиком в течение 6 месяцев. После перерыва в работе сварщика более 3 месяцев следует выполнить новое контрольное сварное соединение и подвергнуть его проверке в установленных объемах. Однотипность контрольных сварных соединений должна определяться в соответствии ГОСТ Р 52630 (Приложение Н);
- не менее двух контрольных соединений, выполняемых контактной сваркой для всех идентичных производственных соединений, свариваемых на каждой сварочной машине с автоматизированным циклом работы в течение смены, а при переналадке машины в течение смены - за время между переналадками;
- не менее двух контрольных соединений, выполняемых на специализированных машинах для контактной сварки котельных труб с условным проходом менее 100 мм и при толщине стенки менее 12 мм с автоматизированным циклом работы и с ежесменной проверкой качества наладки машины путем экспресс-испытаний контрольных образцов для продукции, изготовленной за период не более трех суток, при условии сварки труб одного размера и одной марки стали на постоянных режимах при одинаковой подготовке торцов.
(Измененная редакция. Изм. № 5)
20.2.3. Размеры контрольных сварных соединений должны быть выбраны так, чтобы из них возможно было вырезать необходимое количество образцов для механических и металлографических исследований.
20.2.4. Контрольные сварные швы должны выполнять сварщики, допущенные к выполнению производственных сварных соединений согласно ПБ 03-273.
Сварку контрольных сварных соединений следует выполнять в условиях, максимально приближенных к производственным, с соблюдением требований ПТД на термообработку производственных сварных соединений.
(Измененная редакция. Изм. № 1)
20.3. Термообработка
20.3.1. Термическая обработка контрольных сварных соединений должна проводиться совместно с изделием (при общей термообработке в печи), а при невозможности этого - отдельно с применением методов нагрева, охлаждения и температурных режимов, установленных ПТД для производственных соединений. В случае многократной термической обработки сварных соединений, контрольное сварное соединение должно пройти то же количество термообработок по тем же режимам.
20.4. Неразрушающий контроль сварных соединений
20.4.1. Контрольные сварные соединения и наплавки должны быть подвергнуты неразрушающему контролю (после термической обработки) в объеме 100 % ВИК + УК или РК.
Объем и методы неразрушающего контроля после термической обработки должны соответствовать требованиям раздела 18 стандарта.
(Измененная редакция. Изм. № 1)
20.5. Разрушающий контроль сварных соединений
20.5.1. При разрушающем контроле контрольных сварных швов проводят:
- испытания механических свойств металла шва;
- металлографическое исследование металла шва;
20.5.2. Основными видами механических испытаний являются испытания на статическое растяжение, статический изгиб или сплющивание и на ударный изгиб.
Механические испытания металла шва, наплавленного металла и сварного соединения следует проводить в соответствии с требованиями ГОСТ 6996. Они включают в себя испытания на растяжение, на изгиб или сплющивание, на ударный изгиб, а испытания на стойкость к межкристаллитной коррозии - согласно ГОСТ 6032.
Отбор проб для испытания механических свойств металла шва следует производить согласно ГОСТ 6996.
Механические испытания следует проводить на контрольных стыковых сварных соединениях в объеме, указанном в таблице 20.1.
Таблица 20.1 - Количество и тип образцов из каждого контрольного стыкового сварного соединения
|
Вид испытания |
Количество и тип образцов, не менее |
Примечание |
|
Статическое растяжение при температуре плюс 20 °С ГОСТ 1497 |
Два образца типа ХII - ХV по ГОСТ 6996 |
Для поперечных сварных соединений при объеме контроля неразрушающими методами менее 100 %. |
|
Все продольные сварные соединения. |
||
|
Статический изгиб при температуре плюс 20 °С ГОСТ 3728 |
Два образца типа XXVII, XXVIII по ГОСТ 6996 |
Для труб с наружным диаметром не более 108 мм допускается заменять испытание на изгиб испытанием на сплющивание. |
|
Ударная вязкость KCU при температуре плюс 20 °С и s ≥ 12 мм ГОСТ 9454 |
Три образца типа VI по ГОСТ 6996 с надрезом по оси шва |
При температуре более 450 °С и давлении в котле более 8 МПа. |
|
При температуре более 450 °С для трубопроводов в пределах котла 1 категории. |
||
|
Металлографические исследования ГОСТ 10243 |
Образец (шлиф) |
Один образец при контроле сварных соединений из углеродистой и низколегированной стали и не менее двух - при контроле сварных соединений из высоколегированной стали. |
|
Примечание - Размеры контрольного соединения должны обеспечивать возможность вырезки из них образцов для проведения испытаний, включая повторные. |
||
При получении неудовлетворительных результатов по какому-либо виду механических испытаний, металлографических испытаний, испытаний на стойкость против межкристаллитной коррозии допускается повторное испытание на удвоенном количестве образцов, вырезанных из тех же контрольных сварных соединений, по тому виду испытаний, по которому получены неудовлетворительные результаты.
Если при повторном испытании хотя бы на одном из образцов получены показатели, не удовлетворяющие установленным нормам, общая оценка данного вида испытаний считается неудовлетворительной.
Результаты испытаний не учитываются при выявлении в изломе образцов дефектов металлургического производства.
(Измененная редакция. Изм. № 1)
20.6. Контроль продольных сварных соединений мембранных панелей
(Измененная редакция. Изм. № 2)
20.6.1. Производятся проверки:
- соответствия цельносварных мембранных панелей основным требованиям п. 14.2 настоящего стандарта;
- соответствия допускаемым отклонениям, указанным в п. 14.4 настоящего стандарта;
- качества термической обработки в соответствии с п. 19.6.2.4 настоящего стандарта.
(Измененная редакция. Изм. № 2)
20.6.2. При сварке полос с гладкими трубами из сталей марки 12Х1МФ, 13СrМо4-5 и 10СrМо9-10 глубина проплавления тела трубы не должна превышать:
- 40 % при толщине стенки трубы менее 5 мм;
- 50 % при толщине стенки трубы 5 мм и более;
Для труб из стали марки 20 глубина
проплавления тела трубы не должна превышать:
- 50 % при толщине стенки трубы менее 5 мм;
- 60 % при толщине стенки трубы 5 мм и более.
Во всех случаях приварки непровар полос (проставок) должен быть не более 2,5 мм.
Суммарная высота двух толщин угловых швов с учетом проплавления а1 + а2 должна быть не менее толщины полосы (ребра) (рисунок 20.1).
(Измененная редакция. Изм. № 1, № 2)
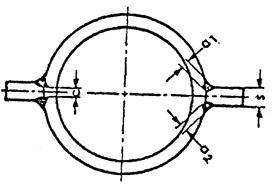
Рисунок 20.1
20.6.3. В продольных сварных швах не допускаются:
- трещины всех направлений;
- подрезы и риски на стенках труб глубиной более 0,2 мм;
- подрезы на ребрах и полосах глубиной более 1 мм при суммарной длине, превышающей 100 мм на каждый метр шва. Допускаются при сварке панелей из гладких труб местные утонения стенки трубы, примыкающей к шву, вызванные ее подплавлением в процессе сварки при условии, что их глубина не превышает 0,5 мм, а ее конфигурация имеет гладкую галтельную форму без острых переходов по ширине поверхности не менее 1,5 мм;
- поры размером больше 1 мм и шлаковые включения с размером по длине более 1,5 мм;
- поры и шлаковые включения, расположенные цепочкой при суммарной длине, превышающей 100 мм на каждый метр шва.
20.6.4. При изготовлении панелей из продольно-оребренных труб, а также из продольно-оребренных труб с вваркой полосы между ними, на стыковых продольных швах, выполненных по вершинам ребер с двух сторон, по толщине ребер допускается непровар:
- при автоматической дуговой сварке - 0,1s;
- при ручной дуговой сварке - 0,3s, где s - толщина ребер.
(Введен дополнительно. Изм. № 2)
20.7. Контроль сварных соединений труб с ошипованными поверхностями нагрева
20.7.1. Для металлографических исследований производственных сварных соединений шипов с трубами должны быть выполнены контрольные отрезки ошипованных труб, идентичные проверяемым изделиям с количеством шипов не менее 20 штук, заваренных двумя рядами по 10 штук в каждом (длина контрольного отрезка трубы не менее 300 мм).
Контрольные сварные соединения завариваются каждым сварщиком при неизменных режимах в количестве не менее одного на каждые 200 п.м ошипованных труб.
20.7.2. При выполнении экспресс-испытаний после визуального и измерительного контроля все приваренные к экспресс-образцу шипы испытываются на изгиб со срезом или динамометрическим ключом. Оценка качества приварки шипов производится контролером на микрошлифе. Линия сплавления должна составлять не менее 75 % от номинального диаметра шипа.
При положительных результатах экспресс-испытаний сварщик может приступать к шипованию производственной продукции.
На ошипованную трубу сварщик обязан нанести свое клеймо несмываемой краской в начале или в конце ошипованного участка на расстоянии 30 мм от крайних шипов.
(Измененная редакция. Изм. № 1)
20.7.3. Испытание прочности приварки шипов должно производиться на всех ошипованных трубах путем легкого обстукивания шипов молотком весом 250 г, динамометрическим ключом или другим способом со стороны непровара, а при отсутствии последнего со стороны наименьшего венчика.
20.7.4. На каждой ошипованной трубе обстукиванию подлежит не менее 5 % приваренных к ней шипов, в 3 - 4-х различных участках, расположенных на концах и середине трубы.
20.7.5. При контроле прочности приварки шипов, количество шипов, не выдержавших испытания, не должно превышать 1 % общего числа шипов, подвергнутых обстукиванию.
(Измененная редакция. Изм. № 1)
20.7.6. Для металлографического исследования сварных соединений шипов с трубой должны быть выполнены контрольные отрезки ошипованных труб, идентичные проверяемым изделиям на длине не менее 300 мм.
Контрольные отрезки ошипованных труб завариваются в количестве:
- при приварке шипов к трубам из стали перлитного класса не менее одного на каждую 1000 погонных метров производственных труб;
- при приварке шипов к трубам из стали мартенситно-ферритного или аустенитного классов не менее одного на каждые 500 п. метров производственных труб.
Вырезку образцов следует осуществлять таким образом, чтобы контролируемые сечения совпали с осями тех шипов, качество приварки которых вызывает сомнение при визуальном контроле. Из каждого контрольного отрезка ошипованной трубы поперечные шлифы (образцы) должны быть изготовлены в количестве, обеспечивающем исследование, не менее чем 4-х сварных соединений шипов с трубой.
При металлографическом исследовании сварных соединений шипов с трубами на поперечных сварных соединениях шипов с трубами суммарная протяженность непроваров (по зоне сплавления шипа с трубой), включая окисные пленки и шлаковые включения, не должна превышать 25 % номинального диаметра шипа, а глубина проплавления должна быть не более 50 % номинальной толщины стенки трубы.
При неудовлетворительных результатах металлографического исследования сварных соединений шипов с трубой по суммарной протяженности непроваров проводится контроль качества шипования путем определения площади сплавления шипов с трубой на том же контрольном образце ошипованной трубы (не менее 10, оставшихся на контрольном отрезке трубы), шипы отбиваются и замеряется фактическая площадь сплавления каждого шипа с трубой в плоскости излома.
21. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЭКРАНОВ, РАДИАЦИОННЫХ И КОНВЕКТИВНЫХ ПОВЕРХНОСТЕЙ НАГРЕВА И ТРУБ СОЕДИНИТЕЛЬНЫХ В ПРЕДЕЛАХ КОТЛА
21.1. Общие требования
21.1.1. Трубные элементы котлов должны изготавливаться в соответствии с техническими условиями и рабочими чертежами по технологии или инструкции предприятия-изготовителя котлов и отвечать требованиям настоящего стандарта.
21.2. Допуски на трубные элементы и предельные отклонения габаритных размеров змеевиков
21.2.1. Предельные отклонения габаритных размеров змеевиков экономайзеров и переходной зоны, типовые схемы которых приведены на рисунке 21.1, указаны в таблице 21.1.

Рисунок 21.1
Таблица 21.1
В миллиметрах
|
Размеры |
Предельные отклонения |
|
L, L1 и L2 при длине змеевика: |
|
|
- до 8 м включительно |
±9 |
|
- свыше 8 м |
±12 |
|
Б, Б1 при ширине змеевика: |
|
|
- до 1,5 м включительно |
±6 |
|
- свыше 1,5 м |
±10 |
|
Б2 |
±3 |
|
а |
±5 |
|
Примечание - Величина а задана при расположении змеевика в горизонтальной плоскости. |
|
21.2.2. Отклонения габаритных размеров змеевиков и гнутых труб ширмовых пароперегревателей и экранов котлов, типовые схемы которых приведены на рисунке 21.2, не должны быть более значений, указанных в таблице 21.2.
Отклонение заданного угла гиба мембранной панели - в соответствии с чертежом, но не более 1,5°.
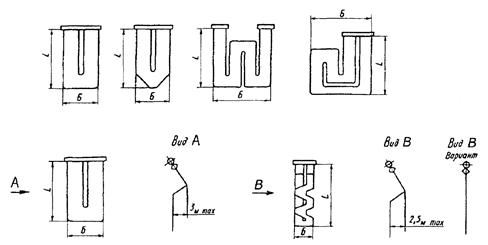
Рисунок 21.2
Таблица 21.2
В миллиметрах
|
Размеры |
Предельные отклонения |
|
L, при длине змеевика: |
|
|
- до 8 м включительно |
±9 |
|
- свыше 8 м |
±12 |
|
Б: |
|
|
- для панелей экранов |
±3 |
|
- для ширм |
±5 |
21.2.3. Отклонения габаритных размеров змеевиков пароперегревателей и промежуточных пароперегревателей, типовые схемы которых приведены на рисунке 21.3, не должны быть более значений, указанных в таблице 21.3.
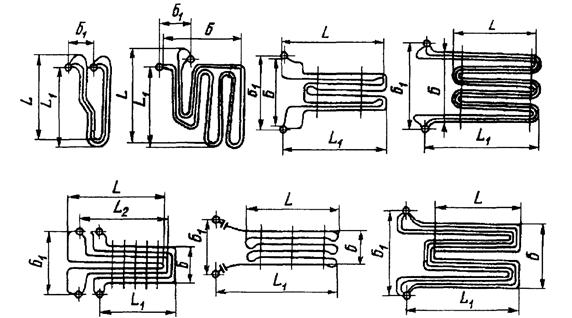
Рисунок 21.3
Таблица 21.3
В миллиметрах
|
Размеры |
Предельные отклонения |
|
L, L1, L2 при длине змеевика: |
|
|
- до 8 м включительно |
±9 |
|
- свыше 8 м |
±12 |
|
Б при ширине змеевика: |
|
|
- до 1,5 м включительно |
±6 |
|
- свыше 1,5 м |
±10 |
|
Б1 |
±5 |
21.2.4. Отклонения размеров стоек и подвесок для крепления змеевиков (пакетов змеевиков), схемы которых приведены на рисунках 21.4 и 21.5, не должны быть более значений, указанных в таблице 21.4.
Таблица 21.4
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Шаг проемов (выштамповок) в стойке, t |
±1,5 |
|
Шаг проемов в смежных стойках, t1 |
±1,5 |
|
Расстояние между крайними проемами в смежных стойках, Б |
±4,0 |
|
Расстояние от оси крайнего проема до подошвы стойки или |
±3,0 |
|
Расстояние между наружными стенками смежных стоек в сборе, b |
±3,0 |
|
Ширина стойки, b2 |
±1,0 |
|
Расстояние от бобышки до стойки, n |
±2,0 |
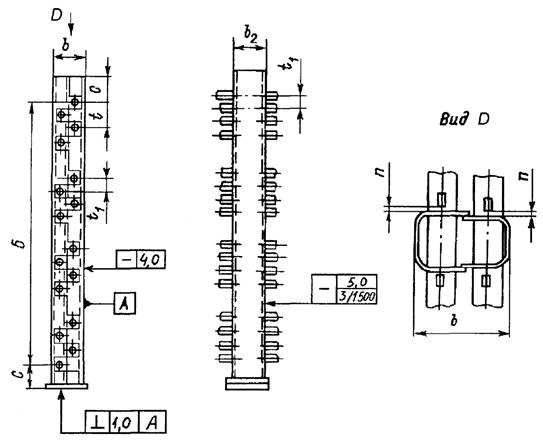
Рисунок 21.4

Рисунок 21.5
Допуск прямолинейности стойки (подвески) в плоскости, перпендикулярной змеевику, 4 мм. Допуск прямолинейности стойки (подвески) в плоскости змеевика при длине стойки до 1500 мм включительно, 3 мм, свыше 1500 мм - 5 мм. Допуск прямолинейности опорной поверхности относительно продольной образующей стойки - 1 мм.
21.2.5. Отклонения змеевиков (рисунок 21.6) и отклонение осей гибов относительно чертежа, выполненного на плазе (рисунок 21.7) не должны быть более значений, указанных в таблице 21.5.
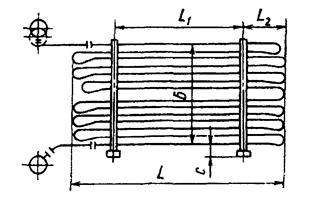
Рисунок 21.6
Таблица 21.5
В миллиметрах
|
Размер |
Предельные отклонения |
|
L при длине змеевика: |
|
|
- до 8 м включ. |
±9 |
|
- свыше 8 м |
±12 |
|
Б при высоте пакета: |
|
|
- до 1,5 м включ. |
±6 |
|
- свыше 1,5 м |
±10 |
|
L1, L2 |
±8 |
|
С |
±3 |
|
Примечание - Размер Б измеряется на расстоянии 100 мм от стойки. |
|
Позиционный допуск гибов змеевиков и труб экрана в радиусном выражении: для крайних гибов 10 мм, для последующих гибов 15 мм (рисунок 21.7).
21.2.6. Отклонения размеров разводок L1 под смотровые лючки, аппараты обдувки, измерительные приборы и лазы вдоль оси блоков (рисунок 21.8) не должны быть более ±15 мм. Отклонения размера от оси коллектора до ближайшей разводки L2 не должны быть более ±15 мм.

Рисунок 21.7
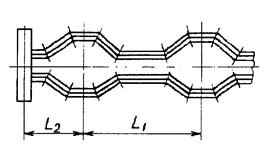
Рисунок 21.8
21.2.7. Отклонения размеров изготовленных многозаходных змеевиков пароперегревателей, ширм или панелей экранов, типовые схемы которых приведены на рисунке 21.9, не должны быть более значений, указанных в таблице 21.6.
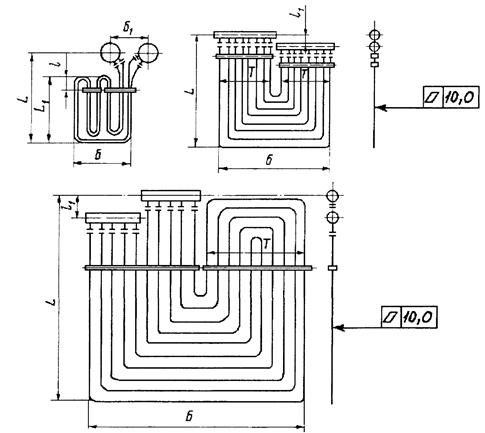
Рисунок 21.9
21.2.8. При приварке планок для подвески потолочных труб (рисунок 21.10) отклонение оси планок от вертикального положения не должно быть более 2 мм.
21.2.9. Отклонения положения приварных деталей (рисунок 21.11) не должны быть более значений, указанных в таблице 21.7.
Позиционный допуск приварных деталей в радиусном выражении 3 мм.
В миллиметрах
|
Размеры |
Предельные отклонения |
|
L, L1 при длине змеевика: |
|
|
- до 8 м включ. |
±9 |
|
- свыше 8 м |
±12 |
|
Т |
±3 |
|
Б, Б1 |
±5 |
|
L |
±7 |
|
l1 |
±5 |

Рисунок 21.10

Рисунок 21.11
(Измененная редакция. Изм. № 1)
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Шаг приварных деталей t |
±2,5 |
|
Расстояние между крайними приварными деталями Т |
±5,0 |
|
Расстояние от крайней приварной детали до гиба l |
±3,0 |
|
Смещение и перекос оси приварной детали от номинального расположения, y |
±3,0 |
(Измененная редакция. Изм. № 1)
21.2.10. Установка деталей крепления (хомуты, гребенки и др.) должна производиться на окончательно изготовленных, проверенных на плазе и принятых службой технического контроля пакетах змеевиков. Приварка деталей крепления производится в соответствии с документацией предприятия-изготовителя котла.
21.2.11. Отклонения размеров экранов (рисунок 21.12) котлов не должны быть более значений, указанных в таблице 21.8.

Рисунок 21.12
Таблица 21.8
В миллиметрах
|
Размеры |
Предельные отклонения |
|
Расстояние между коллекторами L: |
|
|
- до 8 м включ. |
±8 |
|
- свыше 8 м |
±12 |
|
Ширина экрана между осями крайних труб Б |
±5 |
|
Расстояние от приварной детали до оси коллектора L1 |
|
|
- до 8 м включ. |
±8 |
|
- свыше 8 м |
±12 |
|
Шаг экранных труб |
±3 |
|
Разность диагоналей d1 - d2 |
не более 10 |
|
Выход трубы из плоскости ряда: |
|
|
- в области гибов |
±10 |
|
- на длине блока |
±5 |
Допускается выход трубы из плоскости ряда для котлов с экранами сложной формы ±15 мм (рисунок 21.13).

Рисунок 21.13
(Измененная редакция. Изм. № 4)
21.2.12. Отклонения размеров секций (рисунок 21.14) котлов не должны быть более значений, указанных в таблице 21.9.
(Измененная редакция. Изм. № 4)
21.2.13 Предельные отклонения размеров пакетов конвективной части (рисунок 21.15) котлов не должны быть более значений, указанных в таблице 21.10.
(Измененная редакция. Изм. № 4)
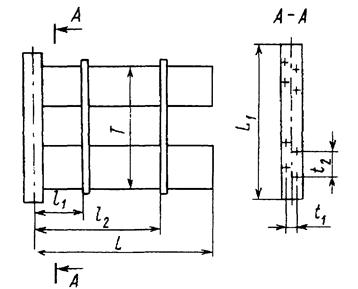
Рисунок 21.14
Таблица 21.9
В миллиметрах
|
Размеры |
Предельные отклонения |
|
L |
±12 |
|
t1 |
±2 |
|
t2 |
±3 |
|
T |
±10 |
|
L1 |
±5 |
|
l1, l2 |
±5 |

Рисунок 21.15
(Измененная редакция. Изм. № 1)
В миллиметрах
|
Размеры |
Предельные отклонения |
Размеры |
Предельные отклонения |
|
L |
±10 |
l, l1 |
±5 |
|
В |
±5 |
d1 - d2 |
10 |
|
Н |
±10 |
t |
±3 |
21.3. Требования к трубным изделиям, поставляемым в собранном виде
21.3.1. Для блоков труб с конфигурацией, выполненной в соответствии с рисунком 21.16, отклонение оси участка А блока от оси контрольного чертежа на плазе внутри блока не должно превышать 0,005А, но не более 30 мм. Отклонения осей участков b и с блока не должны быть более 0,015b и 0,015с соответственно (b и с - расстояния от начала гиба до торца) и не должно выводить габаритные размеры блока за пределы допускаемых отклонений.
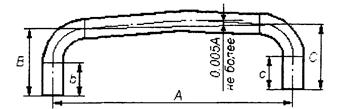
Рисунок 21.16
21.3.2. Отклонения осей от проектного положения в любую сторону и выход из плоскости, измеренные на торцах блока, должны быть не более 0,01 длины для каждого прямого участка а и а1, прилегающего к гнутому участку или привариваемого к гибу (рисунок 21.17). Отклонение осей труб, δ - в соответствии с пунктом 11.2.6.2 стандарта.

Рисунок 21.17
При расчете допускаемых отклонений габаритных размеров блоков отклонения осей по торцам блока не учитываются.
(Измененная редакция. Изм. № 1)
21.3.3. Выход из плоскости блока под углом β должен быть менее 30' для гибов, повернутых в одну сторону, и менее 1° для гибов, развернутых в разные стороны (рисунок 21.17).
(Измененная редакция. Изм. № 1)
21.3.4. Допускается выдерживать габаритные размеры блоков за счет изменения длины прямых участков, входящих в блок деталей, или за счет вварки вставок.
21.3.5. Все изделия до сборки в блоки должны быть проконтролированы и приняты отделом технического контроля (ОТК) предприятия-изготовителя. Детали, не принятые ОТК, к сборке в блоки не допускаются.
(Измененная редакция. Изм. № 3)
22. ПРАВИЛА ПРИЕМКИ
22.1. Трубные элементы поверхностей нагрева, соединительные трубы в пределах котла и коллекторы, материалы, применяемые для их изготовления, а также готовые блоки должны быть подвергнуты следующим видам контроля и испытаний:
- материалы - входному контролю;
- трубные элементы поверхностей нагрева, соединительные трубы в пределах котла, и коллекторы - операционному контролю, неразрушающему контролю, приемочному контролю, гидравлическим (пневматическим) испытаниям;
- готовые блоки - приемочному контролю и гидравлическим (пневматическим) испытаниям.
22.2. Порядок предъявления трубных элементов на контроль, а также порядок проведения и объем контроля и гидравлических (пневматических) испытаний должны быть установлены в перечнях, утвержденных в установленном порядке, или в технической документации предприятия-изготовителя котла или в удостоверении о качестве изготовления при поставке блоков (или деталей) по договорам.
22.3. Приемка и контроль на всех этапах производства и испытаний должны осуществляться техническим контролем предприятия-изготовителя. Результаты контроля и испытаний должны быть оформлены соответствующими документами.
22.4. Гидравлическим (пневматическим) испытаниям должны подвергаться детали, сборочные единицы и готовые блоки в соответствии с технологическим процессом, принятым на предприятии-изготовителе. Результаты испытаний должны быть оформлены актами и внесены в паспорт котла или в удостоверение о качестве изготовления при поставке котлов (или деталей) по договорам.
22.5. Готовые блоки должны быть приняты техническим контролем предприятия-изготовителя, при этом оформляется приемосдаточный акт и наносится клеймо на специально зачищенном и обведенном светлой краской месте.
22.6. При приемочном контроле готовых блоков должны проверяться результаты проведенных ранее испытаний и операционного контроля трубных элементов и коллекторов, также должна производиться проверка на отсутствие посторонних предметов путем продувки сжатым воздухом и прогонки шарами в соответствии с технической документацией предприятия-изготовителя котлов. Необходимость прогонки шарами устанавливает конструкторская документация (согласно п. 5.11.2 ПБ 10-574). Для котлов, в том числе и высоконапорных, поверхности нагрева которых поставляются укрупненными блоками, допускается не производить прогонку шаров и продувку сжатым воздухом, если это невозможно по конструктивным особенностям блоков.
Указанные контрольные операции должны быть проведены для всех элементов, входящих в укрупненный блок, непосредственно перед укрупнительной сборкой.
Кроме того, проверяются: правильность проведения консервации и окраски, защита внутренних поверхностей колпачками, маркировка, упаковка, оформление документации в соответствии с требованиями настоящего стандарта.
(Измененная редакция. Изм. № 4)
23. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
23.1. Общие положения
23.1.1. Методы контроля качества изготовленных деталей и сборочных единиц и методы их испытаний должны соответствовать требованиям технологического процесса и технической документации предприятия-изготовителя котла.
Методы контроля качества маркировки определяются по ГОСТ 26828.
23.1.2. Приемка изготовленных элементов производится партиями в зависимости от категории безопасности рассматриваемого оборудования: категория 1 - 50 шт., категория II - 100 шт., категория III - 200 шт.
Объем контроля и качества сварных соединений устанавливаются в соответствии с требованиями раздела «Контроль качества сварных соединений» ФНП и раздела 18 настоящего стандарта.
(Измененная редакция. Изм. № 5)
23.1.3. Готовые изделия из легированных и высоколегированных сталей, поставляемые россыпью, перед сборкой должны быть подвергнуты контролю и испытаниям основного металла: повторному сплошному стилоскопированию трубных элементов, приваренных штуцеров, поковок и других деталей из легированных и высоколегированных сталей, работающих под давлением.
На проверенные трубы, включая вставки и детали, должно быть нанесено клеймо стилоскописта. Место нанесения клейма должно быть указано в чертежах и инструкциях предприятия-изготовителя котла.
Повторное стилоскопирование деталей из легированных и высоколегированных статей, не работающих под внутренним давлением, должно производиться при наличии соответствующих требований в чертежах изделий. Способ обозначения проведенного стилоскопирования должен устанавливаться предприятием-изготовителем котла.
(Измененная редакция. Изм. № 1)
23.1.4. Визуальному контролю должны подвергаться все детали, сборочные единицы, трубопроводные блоки, сварные соединения и наплавка.
Визуальный контроль материалов и полуфабрикатов должен производиться в соответствии с требованиями РД 03-606.
23.1.5. Контроль размеров трубных деталей и сборочных единиц проводится методом плазирования. При плазировании изделие совмещается с контрольным чертежом в плоскости плаза или располагается в плоскости, параллельной плазу, над контрольным чертежом.
Изделия выставляются с помощью регулировочных подставок, прокладок, клиньев и другими технологическими приемами. Изделие по отношению к контрольному плазу располагается любой стороной.
При плазировании за базовую поверхность принимается поверхность прямого участка, имеющего наибольшую длину. Измерение отклонений от размеров, установленных чертежами, приводится по концам изделий.
23.1.6. Измерение отклонений от перпендикулярности обработанных под сварку торцов должно производиться относительно плоскости контрольного плаза с помощью угольников или специальных приспособлений. Допускается проводить данное измерение относительно наружной или внутренней поверхности следующих деталей, имеющих эти торцы и не подвергавшихся в процессе изготовления деформации или калибровке:
- прямых трубных деталей с базовой поверхностью длиной l ≥ 200 мм;
- прямых участков гнутых труб и отводов длиной l ≥ 2Da + 200 мм.
Угольник должен прикладываться к поверхности, принятой за базовую, не менее чем в трех местах, расположенных равномерно по окружности.
23.1.7. Соосность стыкуемых труб проверяется наложением линейки с вырезом в средней части, позволяющим видеть сварной шов.
Величина отклонения от соосности измеряется на расстоянии не менее 200 мм от середины шва, смещение - в зоне, прилегающей к шву на расстоянии не более 20 мм. Глубина местных выборок вследствие зачистки околошовной зоны в размер смещения не включается.
Отклонение от соосности контролируется при сварке между собой прямых и гнутых трубных деталей, имеющих прилегающие к торцам прямые участки длиной не менее 200 мм, на которые не распространялась деформация вследствие гибки или калибровки при изготовлении. Отклонение от соосности в остальных случаях обеспечивается соблюдением требований по контролю отклонений от перпендикулярности обработанных под сварку торцов.
(Измененная редакция. Изм. № 1)
23.1.8. Контроль смещения свариваемых кромок должен производиться линейкой со специальным вырезом на расстоянии 3 - 5 мм от края шва. Измерения производить в четырех равномерно расположенных по окружности точках.
23.1.9. Контроль отклонения от соосности штуцеров относительно оси труб должен производиться путем наложения линейки с вырезом на образующие поверхности штуцера, при этом базовая поверхность линейки должна быть не менее 80 % длины штуцера, но не более 80 мм. Измерение следует производить в двух взаимно перпендикулярных сечениях.
23.1.10. Все виды испытаний должны быть оформлены в соответствии с технической документацией предприятия-изготовителя, утвержденной главным инженером, и внесены в паспорт котла.
23.1.11. Перед контролем готовых блоков трубных элементов должна производиться проверка на отсутствие посторонних предметов путем продувки сжатым воздухом и прогонки шарами в случаях, оговоренных в конструкторской документации в соответствии с п. 22.6.
23.2. Требования к средствам измерения
23.2.1. Габаритные и присоединительные размеры деталей, сборочных единиц и точность их обработки в соответствии с требованиями чертежей и настоящего стандарта должны проверяться универсальным или специальным измерительным инструментом, обеспечивающим требуемую точность измерений в пределах допусков.
23.2.2. Методы контроля линейных и угловых размеров элементов должны предусматривать применение стандартных и специальных средств измерения, которые по точности должны соответствовать требованиям технической документации.
Методы контроля линейных размеров должны соответствовать РТМ 108.004.56.
23.2.3. Методы контроля формы и конфигурации изделий должны обеспечивать погрешность измерений не более 50 % от допускаемых отклонений.
23.3. Испытание и контроль коллекторов
23.3.1. Технологические стадии, методы и объемы контроля устанавливаются предприятием-изготовителем в соответствии с требованиями РД 2730.940.103. Учетная документация ведётся по форме, установленной на предприятии.
Контроль коллекторов перед проведением термообработки:
- контроль размеров (наружный диаметр, толщина стенки, длина, прогиб);
- контроль состояния поверхности в целях выявления наружных дефектов, не допускаемых конструкторской документацией, в том числе: поверхностных трещин всех видов и направлений, вмятин, раковин, а также полноты удаления дефектов, выявленных при визуальном контроле трубы;
- контроль качества сварных соединений.
(Измененная редакция. Изм. № 1, № 5)
23.3.2 Контроль коллекторов с вытянутыми горловинами
(Введен дополнительно. Изм. № 2)
23.3.2.1 Контролю ВИК и МК (ПВК) подвергаются наружные поверхности радиусов сопряжения отбортовки горловин в следующем объеме (см. таблицу 23.1).
23.3.2.2 Контроль МК проводится в соответствии с требованиями РД-13-05, а ПВК - в соответствии с требованиями РД-13-06 по технологическим инструкциям предприятия для конкретных технических устройств.
Таблица 23.1 - Объем контроля горловин одного диаметра
|
Виды контроля |
Группа изделий |
||
|
I |
II |
III |
|
|
Визуальный контроль согласно РД 03-606 |
Все горловины, имеющиеся на коллекторе |
||
|
Измерительный контроль согласно РД 03-606 (толщина стенки и высота горловины, радиусы сопряжения отбортовки) |
Все горловины, имеющиеся на коллекторе |
||
|
Неразрушающий контроль (МК или ПВК) наружной поверхности радиусов сопряжения горловины) |
1 горловина на коллекторе |
не регламентируется |
|
(Измененная редакция. Изм. № 3, № 5)
23.3.2.3 Неразрушающий контроль наружной поверхности радиусов сопряжения горловин следует проводить после механической обработки горловин (в случае выполнения такой обработки).
23.3.2.4 Нормы оценки неразрушающего контроля по индикаторным следам (см. таблицу 23.2).
Таблица 23.2
|
Метод контроля |
Длина индикаторного следа несплошности, мм |
||
|
одиночные или округлой формы |
протяженной формы |
||
|
наименьшая фиксируемая |
наибольшая допускаемая |
||
|
МК |
2 |
3 |
не допускается |
|
ПВК |
5 |
8 |
|
(Измененная редакция. Изм. № 3)
23.4. Испытание и контроль тройников
23.4.1. Тройники принимаются партиями (согласно п. 23.1.2), изготовленными из труб одного типоразмера, одной плавки и термически обработанными по одному режиму (в случае необходимости). Количество изделий в партии зависит от категории безопасности, указываемой в ПКД.
(Измененная редакция. Изм. № 1)
23.4.2. Виды и объем неразрушающего контроля тройников с вытянутой горловиной:
- визуальный контроль;
- измерительный контроль (наружный диаметр и толщина стенки корпуса и патрубка, высота, радиусы сопряжения отбортовки);
- МК или ПВК наружного радиуса сопряжения отбортовки. Объем контроля - 10 %, но не менее двух тройников от партии;
(Измененная редакция. Изм. № 1)
23.4.3. Виды и объем неразрушающего контроля тройников из поковок:
- визуальный контроль;
- измерительный контроль (наружный диаметр и толщина стенки корпуса и патрубка, смещения поверхности патрубка относительно поверхности корпуса, смещение внутренних поверхностей при сверлении или расточке).
23.4.4. Сварные соединения приварки патрубка к корпусу независимо от категории безопасности должны подвергаться ультразвуковому или радиографическому контролю по всей длине в соответствии с требованиями ОСТ 108.004.110 или РД 34.17.302.
23.5. Испытание и контроль гибов и отводов соединительных труб в пределах котла
23.5.1. Контрольные измерения диаметра и относительной овальности поперечного сечения труб, а также измерения толщин стенок гнутых участков труб на вырезанных образцах производятся в начале настройки трубогибочного станка, а также в выборочном порядке в количестве не менее 10 % от партии.
23.5.2. Для отводов и гибов из сталей марок 12Х1МФ и 15Х1М1Ф, согнутых горячим способом с общего нагрева в печи, образцы отбирают из припуска на прямом участке каждого отвода или гиба от партии.
23.5.3. Для отводов и гибов из сталей марок 20, 15ГС и 16ГС, согнутых горячим способом с общего нагрева в печи, образцы отбирают из припуска на прямом участке одного отвода или гиба от партии. Партия должна состоять из отводов и гибов одного диаметра, одной толщины стенки, одной плавки, прошедших термическую обработку в одной садке.
23.5.4. Для отводов и гибов, согнутых при местном нагреве электрическим способом, образцы отбирают из припуска на прямом участке одного отвода или гиба от партии. Партия должна состоять из отводов и гибов одного диаметра, одной толщины стенки, одной марки стали, согнутых одним радиусом с одной настройки гибочного оборудования и прошедших термическую обработку в одной садке.
Для отводов и гибов, согнутых при местном нагреве электрическим способом с непрерывным контролем температуры металла в процессе гибки приборами, снабженными регистрирующими устройствами с записью фактических значений температуры на диаграммах, отбор образцов для испытания допускается производить от партии, состоящей из отводов и гибов одного диаметра, одной толщины стенки, одного радиуса гибки, одной марки стали, прошедших термическую обработку в одной садке. В одну партию включается не более 50 гибов.
23.5.5. Для отводов и гибов Da < 133 мм, согнутых радиусом R/Da ≥ 3,5 холодным способом, образцы отбирают из прямого участка одного отвода или гиба от партии. Партия должна состоять из отводов и гибов одного диаметра, одной толщины стенки, одного радиуса гиба, одной марки стали, прошедших термическую обработку в одной садке.
23.5.6. Для отводов и гибов Da ≥ 133 мм и s ≥ 10 мм, согнутых относительным радиусом R/Da ≥ 3,5 холодным способом, образцы отбирают из гнутой части одного отвода или гиба от партии. В партию включаются отводы и гибы, изготовленные в течение трех месяцев из труб одного диаметра, одной толщины стенки, одной марки стали, согнутых одним радиусом и термически обработанных по одному режиму каждым отдельным производственным подразделением (цехом) предприятия-изготовителя.
Образцы для испытаний отбираются из зоны максимального растяжения металла вследствие гибки на гнутых участках отводов и гибов. При недостаточной толщине стенки отбор образцов допускается производить из сжатой зоны металла по внутреннему обводу гибов.
23.5.7. Для изделий, изготовленных методом горячего формоизменения штамповкой из труб, полых трубных заготовок образцы отбираются из припусков на одной детали от партии.
Партия должна состоять из деталей, изготовленных из труб одного размера, одной плавки и подвергнутых термической обработке в одной садке. Допускается испытание проводить на образцах-свидетелях, взятых из заготовок одной плавки с деталями. Образцы-свидетели должны быть подвергнуты той же или большей степени деформации, что и материал изделий, пройти нагрев под горячее формоизменение и термическую обработку совместно с контролируемыми изделиями. Образцы-свидетели для деталей, изготавливаемых с местным нагревом зоны деформации под вытяжку, должны пройти нагрев и термообработку (в случае необходимости) по режимам, установленным для контролируемой партии деталей.
(Измененная редакция. Изм. № 1)
23.5.8. Виды и объем неразрушающего контроля гибов трубопроводов в пределах котла представлены в таблице 23.3, а гибов труб поверхностей нагрева - в таблице 23.4.
Таблица 23.3
|
Виды контроля |
Объем контроля, от партии, шт. |
||
|
50 |
100 |
200 |
|
|
группа изделий оборудования |
|||
|
I |
II |
III |
|
|
Визуальный (РД 03-606) |
100 % |
||
|
Измерение относительной овальности (РД 03-606) |
50 % |
15 %, но не менее двух гибов |
не менее двух гибов |
|
Измерение высоты волнистости (РД 03-606) |
Не менее двух гибов |
||
|
Толшинометрия |
15 %, но не менее двух гибов |
10 %, но не менее двух гибов |
не менее двух гибов |
|
Дефектоскопия наружной поверхности (вихретоковая, магнитопорошковая по ГОСТ 21105, И № 23 СД-80 или капиллярная по ГОСТ 18442, ОСТ 108.004.101) |
|||
|
Ультразвуковая дефектоскопия (ГОСТ 17410, ОСТ 108.885.01) |
|||
|
Примечания: 1. УК проводится на растянутой и нейтральной зонах гиба или отвода, при этом контролируется 2/3 поверхности (до 240° по окружности). 2. Нормы оценки капиллярного контроля по индикаторным следам в соответствии с положениями пп. 6.3.1. и 6.3.2 РД-13-06. |
|||
(Измененная редакция. Изм. № 1, № 3, № 5)
Таблица 23.4
|
Виды контроля |
Объем контроля гибов труб поверхностей нагрева котлов с Da < 76 мм |
|
Визуальный (РД 03-606) |
100 % |
|
Измерение относительной овальности (РД 03-606) |
При наладке трубогибочных приспособлений, а также выборочно не менее 2 % от числа гибов в партии**, но не менее двух гибов |
|
Толшинометрия* |
|
|
______________ * Контроль по технологии предприятия-изготовителя. ** Объем партии по п. 23.1.2 стандарта. |
|
(Измененная редакция. Изм. № 1, № 3)
23.5.9. Контроль волнистости на внутренней поверхности гиба должен производиться путем измерения величины просвета между поверхностями трубы и радиусного шаблона с кривизной, равной 1/R, или другими методами, обеспечивающими требуемую точность.
23.5.10. Визуальный контроль гибов производится по наружной поверхности (внутренней поверхности для гибов большого диаметра - свыше 200 мм), обращая особое внимание на внешнюю растянутую часть и сжатую часть в части обнаружения недопустимых поверхностных дефектов, неровностей.
Визуальный контроль гибов производится с целью выявления дефектов, недопустимых по ТУ 14-3Р-55.
(Измененная редакция. Изм. № 1)
23.5.11. Магнитопорошковый контроль проводится на гибах из стали перлитного класса в соответствии с требованиями ГОСТ 21105, И № 23 СД-80. Капиллярный контроль проводится на гибах из стали любых марок в соответствии с требованиями ГОСТ 18442, ОСТ 108.004.101-80.
Контроль магнитопорошковой или капиллярной дефектоскопией проводится по наружной поверхности растянутой и нейтральной зон с целью выявления поверхностных дефектов типа трещин, закатов и др., недопустимых по ТУ 14-3Р-55.
(Измененная редакция. Изм. № 1)
23.5.12. Ультразвуковой контроль проводится по технологической инструкции, разработанной в соответствии с требованиями И № 23 СД-80. Контроль проводится по поверхности растянутой и нейтральной зон гиба на выявление продольных дефектов. Результаты контроля должны соответствовать требованиям стандартов или технических условий на трубы, применяемые при гибке.
(Измененная редакция. Изм. № 1, № 3)
23.6. Испытание и контроль переходов
23.6.1. Переходы принимаются партиями согласно п. 23.1.2 стандарта. Партия состоит из труб одного типоразмера, одной плавки и термически обработанных по одному режиму.
(Измененная редакция. Изм. № 1)
23.6.2. Виды неразрушающего контроля переходов:
- визуальный контроль;
- измерительный контроль (наружный диаметр и толщина стенки большего и меньшего основания, угол конусности, отклонение от соосности).
Разрушающий контроль (проверка механических свойств горячедеформированных переходов, металлографические исследования) проводится по согласованию с заказчиком.
Качество поверхностей в местах, подвергшихся в процессе изготовления деталей нагреву или деформации, должно удовлетворять требованиям технических условий или стандартов на исходный материал.
На наружной поверхности переходов, изготовленных из труб методом подкатки или осадки в торец без проведения дополнительной зачистки, допускаются плавные задиры, вмятины от окалины и штамповочного инструмента глубиной до 10 % от толщины стенки заготовки, но не более 2 мм, при условии, что они не выводят толщину стенки за допустимые значения по прочности.
Дефекты большей глубины подлежат пологой зачистке при условии, что толщина стенки в месте обнаружения дефекта не выходит за пределы допускаемых значений.
На конической части перехода допускается утолщение стенки. При штамповке в местах перехода цилиндрической части необжатого конца в коническую, по внутренней поверхности допускаются плавные неровности, являющиеся следствием утолщения стенки.
(Измененная редакция. Изм. № 1, № 4)
23.6.3. Каждый обжатый для перехода на меньший диаметр конец трубы с наружной и внутренней стороны должен проверяться визуальным контролем для выявления расслоений и трещин. На трубах диаметром более 108 мм, кроме того, проверяется неразрушающим контролем (ПВК или МК) механически обработанная наружная поверхность обжатого конца перехода: диаметром от 108 до 200 мм - с наружной поверхности, более 200 мм - с наружной и внутренней поверхности.
(Измененная редакция. Изм. № 1, № 2)
23.6.4. (Исключен. Изм. № 1)
23.7. Испытание и контроль оребренных труб мембранных экранов
23.7.1. Оребренные трубы принимаются партиями.
Для проверки соответствия требованиям настоящего стандарта должны проводиться производственный контроль в каждую смену и приемосдаточные испытания оребренных труб согласно нормативно технологической документации предприятия-изготовителя.
Производственный контроль проводится производственным персоналом, приемосдаточные испытания службой контроля качества предприятия-изготовителя.
23.7.2. Из партии труб выбирают трубу с приваренными проставками, из которых с обоих концов отбирают образцы для следующих испытаний:
- измерение твердости металла на поперечных шлифах (проставка, сварной шов, труба и переходная зона);
- макрошлифы (оценка проплавления стенки трубы и проставки);
За партию принимаются трубы, заваренные на каждом автомате в течение одной смены. Допускается взятие образцов из контрольных сварных соединений в тех случаях, когда полосы к концам труб не привариваются.
23.7.3. При приемке панелей производятся проверки:
- соответствия цельносварных мембранных панелей основным требованиям раздела 14 настоящего стандарта;
- соответствия материалов и их подготовки к запуску в производство требованиям разделов 6 и 7 настоящего стандарта;
- соответствия способа изготовления требований п. 14.2 настоящего стандарта;
- соответствия панели сборочному чертежу и допускаемым отклонениям, указанным в п. 14.4 настоящего стандарта;
- качества термической обработки в соответствии с требованиями п. 19.7 настоящего стандарта;
- правильности маркировки в соответствии с требованиями раздела 26 настоящего стандарта.
23.7.4. Все сварные соединения подлежат сплошному визуальному контролю.
23.7.5. Продольные швы панелей подлежат МК или ПВК или феррозондовому контролю на поверхностные поперечные трещины с одной стороны панели в следующем объеме:
- для панелей, изготовленных из плавниковых труб сталей 13СrМо4-5 и 10СrМо9-10 - 50 % протяженности сварных швов с контролируемой стороны панели;
- для панелей, изготовленных из плавниковых труб сталей 13СrМо4-5 и 10СrМо9-10 с полосами из сталей марок 12Х1МФ, 15ХМ или 12ХМ - не менее 30 % протяженности каждого сварного шва с контролируемой стороны панели;
- для панелей, изготовленных из плавниковых труб стали марки 12Х1МФ, а также для панелей из плавниковых труб из стали марки 12Х1МФ с полосами из сталей марки 12Х1МФ или 12ХМ не менее 20 % протяженности каждого сварного шва с контролируемой стороны панели;
- для панелей, изготовленных из гладких труб стали 12Х1МФ с вваркой полосы между ними из стали 12Х1МФ или 15ХМ - 50 % протяженности сварных швов с контролируемой стороны панели.
Допускается замена феррозондового контроля другими методами неразрушающего контроля, обеспечивающими чувствительность не ниже феррозондового.
(Измененная редакция. Изм. № 1)
23.7.6. Сварные швы, выполненные ручной дуговой сваркой легированными электродами, подлежат контролю в объеме 30 % от протяженности данных сварных швов контролируемой стороны панели. Сварные соединения, выполненные ручной дуговой сваркой малоуглеродистыми электродами, контролируются только визуальным осмотром.
23.7.7. При выявлении недопустимого дефекта объем контроля удваивается. При повторном обнаружении недопустимого дефекта панель подвергается сплошному контролю.
23.7.8. В местах, недоступных для феррозондового и капиллярного контроля, продольные сварные швы контролируются визуально.
23.7.9. Определение глубины проплавления и контроль качества сварных соединений разрушающими методами должен осуществляться макроисследованием образцов-свидетелей в соответствии с п. 20.5 настоящего стандарта.
23.8. Испытания и контроль ошипованных труб
23.8.1. Контроль сварных соединений и изделия производится следующими способами:
- визуальный и измерительный контроль;
- испытанием прочности приварки шипа;
- металлографическими исследованиями макроструктуры сварного шва;
- гидравлическими испытаниями.
23.8.2. Визуальному и измерительному контролю подлежат все сварные соединения шипов с трубой, они должны производиться сразу же после окончания процесса шипования (в течение той же смены) в условиях достаточной освещенности объекта контроля.
При визуальном контроле ошипованных труб проверяется:
- наличие клейм сварщиков;
- отсутствие трещин всех видов и направлений, пор;
- отсутствие поджогов и подрезов;
- наличие венчика вокруг шипа.
В случае расположения шипа на сварном шве место приварки должно быть зачищено.
(Измененная редакция. Изм. № 2)
23.8.3. При измерительном контроле проверяется длина ошипованного участка, угол, шаг и перпендикулярность приварки шипа к трубе.
Измерения должны производиться при помощи специальных шаблонов и измерительного инструмента.
23.8.4. Испытание прочности приварки шипов должно производиться на всех ошипованных трубах путем легкого обстукивания шипов молотком весом 250 граммов кистевым ударом со стороны непровара, а при отсутствии последнего со стороны наименьшего венчика.
23.8.5. На каждой ошипованной трубе обстукиванию подлежат не менее 5 % приваренных к ней шипов (в 3-х - 4-х различных участках, расположенных на концах и в середине трубы).
23.8.6. При контроле прочности приварки шипов количество шипов, не выдержавших испытания (отскочивших от трубы), не должно превышать 1 % от общего числа шипов, подвергнутых обстукиванию.
23.8.7. Места приварки отскочивших шипов, должны быть тщательно зачищены и осмотрены на предмет выявления трещин, надрывов и других недопустимых дефектов с послдующей приваркой новых шипов и проверкой испытанием на прочность приварки.
23.8.8. Гидравлическому испытанию подлежат все ошипованные трубы. Величина пробного давления для гидравлического испытания регламентируется процессом на изготовление данного изделия в соответствии с нормами, установленными разделом «Гидравлическое испытание» ФНП.
При каждом гидравлическом испытании осмотру должны подвергаться все сварные соединения шипов с трубой.
(Измененная редакция. Изм. № 5)
23.8.9. Ошипованные трубы бракуются по результатам визуального и измерительного контроля:
- при наличии трещин всех видов и направлений в сварном соединении;
- при наличии прожогов и подрезов на трубе;
- при отсутствии клейма сварщиков;
- при несоответствии длины ошипованного участка, угла обхвата трубы с шипами, шагов и неперпендикулярности оси шипа к поверхности трубы требованиям чертежа и раздела 15 настоящего стандарта.
23.8.10. Ошипованные трубы бракуются по результатам испытания прочности приварки шипов:
- при наличии легко сбиваемых, отскочивших при обстукивании более 1 % шипов от общего числа шипов, подвергнутых обстукиванию;
- при наличии на трубе после удаления дефектных шипов, легко отскочивших при обстукивании, выемок и подрезов глубиной более половины соответствующего допуска на смещение шипов при контактной сварке труб методом оплавления (см. таблицу 23.5).
23.8.11. Ошипованные трубы бракуются по результатам металлографического исследования:
- при наличии трещин в сварном соединении или прожогов трубы;
- при наличии на трубе выемок и подрезов более величин, указанных в таблице 23.5;
- по суммарной протяженности непроваров, окисных плен и шлаковых включений (по линии сплавления каждого шипа с трубой) более 25 % от номинального диаметра шипа.
(Измененная редакция. Изм. № 4)
23.8.12. Ошипованные трубы бракуются по результатам гидравлического испытания при появлении разрыва, течи, слезок или потения на поверхности шва или рядом с ним.
23.8.13. Результаты визуального и измерительного контроля, испытания прочности, металлографического исследования и гидравлического испытания приварки шипов к трубам всей производственной продукции должны быть зафиксированы в соответствующих журналах и сопроводительных извещениях (протоколах) с указанием всех выявленных недопустимых дефектов.
В миллиметрах
|
Номинальная толщина стенки трубы |
Максимально допустимое смещение шипов от их номинального положения |
Максимально допустимая глубина местных подрезов, выемок в случае, если их суммарная протяженность не превышает 20 % периметра сварного соединения |
|
4,0 |
0,7 |
не более 0,5 при общей протяженности подреза трубы вокруг шипа, не более 20 % периметра шипа |
|
4,5 - 5,0 |
0,8 |
|
|
5,5 - 6,0 |
0,9 |
|
|
6,5 |
1,0 |
|
|
7,0 - 7,5 |
1,1 |
|
|
8,0 |
1,2 |
(Измененная редакция. Изм. № 1)
23.9. Испытание и контроль мембранных конвективных поверхностей нагрева
23.9.1. Для проверки соответствия требованиям настоящего стандарта в каждую смену должен проводиться операционный контроль оребренных труб в каждую смену и приемосдаточные испытания согласно нормативно-технологической документации предприятия-изготовителя.
Оребренные трубы принимаются партиями. В партию должны входить трубы одного размера и одной марки стали, оребренные в течение одной смены одним сварщиком.
23.9.2. Из партии выбирают трубу с приваренными проставками для следующих испытаний:
- визуальный и измерительный контроль (с применением лупы 4 - 7-кратного увеличения);
- макрошлифы (оценка проплавления стенки трубы и проставки).
(Измененная редакция. Изм. № 1)
23.9.3. При приемке изделий производятся проверки:
- соответствия оребренных труб основным требованиям раздела 14 настоящего стандарта;
- соответствия материалов и их подготовки к запуску в производство требованиям разделов 6 и 7 настоящего стандарта;
- соответствия способа изготовления требованиям п. 14.4.3 настоящего стандарта;
- соответствия оребренных труб сборочному чертежу и допускаемым отклонениям, указанным в п. 14.4 настоящего стандарта;
- правильности маркировки в соответствии с требованиями раздела 26 настоящего стандарта.
(Измененная редакция. Изм. № 1)
23.9.4. Все сварные соединения подлежат сплошному визуальному контролю.
23.9.5. Неразрушающие методы контроля стыковых сварных соединений труб и оценка их качества должны проводить в соответствии с разделом 18 настоящего стандарта.
(Измененная редакция. Изм. № 1)
23.9.6. При неудовлетворительных результатах металлографических испытаний образцов сварных соединений оребренных труб производятся повторные испытания на удвоенном количестве образцов от этих же контролируемых труб данной партии. В случае неудовлетворительных повторных испытаний хотя бы на одном из образцов не принимается вся партия.
23.10. Гидравлические испытания
23.10.1. Гидравлические испытания с целью проверки прочности и плотности трубных элементов, а также всех сварных соединений проводятся в соответствии с разделом «Гидравлическое испытание» ФНП.
(Измененная редакция. Изм. № 5)
23.10.2. Гидравлическому испытанию подлежат:
- все детали, сборочные единицы и блоки;
- трубопроводы со всеми элементами и арматурой после окончания монтажа.
Гидравлическое испытание деталей, сборочных единиц и блоков трубопроводов при изготовлении не является обязательным, если материал изделий подвергался 100 % -ному контролю ультразвуком или иным равноценным методом неразрушающей дефектоскопии, а сварные соединения по всей протяженности проверены ультразвуковым или радиографическим методами.
23.10.3. Минимальная величина пробного давления трубопроводов, их блоков и отдельных элементов должна составлять 1,25 рабочего давления, но не менее 0,2 МПа.
Максимальная величина пробного давления устанавливается расчетом на прочность по РД 10-249.
Величину пробного давления выбирает предприятие-изготовитель в пределах между минимальным и максимальным значениями
Время выдержки под пробным давлением отдельных элементов котлов должно быть:
- для трубопроводов в пределах котла, для отдельных пакетов или змеевиков поверхностей нагрева, отдельных коллекторов - не менее 5 мин;
- для блоков поверхностей нагрева в сборе - не менее 10 мин.
(Измененная редакция. Изм. № 1)
23.10.4. Элементы котла считаются выдержавшими гидравлическое испытание, если не обнаружено: течи, потения в сварных соединениях и в основном металле, видимых остаточных деформаций, трещин или признаков разрыва.
(Измененная редакция. Изм. № 5)
23.10.5. Результаты контроля и испытаний заносятся в документацию, действующую на предприятии-изготовителе.
23.10.6. После приварки к соединительным трубам в пределах котла или коллекторам деталей, не работающих под давлением (проушин, ушей, опорных столиков, накладок, сухарей, упоров впрыскивающих пароохладителей и др.), а также мелких одиночных штуцеров и бобышек, работающих под давлением, соединительные сварные швы которых не могут быть проверены УК по техническим причинам, гидравлические испытания допускается не проводить.
В этом случае угловые или тавровые сварные швы должны контролироваться в следующей последовательности:
1) должен проводиться визуальный послойный контроль для обнаружения дефектов (трещин, подрезов, незаваренных кратеров, прожогов) и измерения размеров сварного шва, а для труб и коллекторов из сталей марок 12Х1МФ и 15X1M1Ф должны также контролироваться ПВК не менее 20 % всей длины швов и прилегающей к ним со стороны трубы или коллектора околошовной зоны шириной не менее 20 мм. Места и объем контроля должны устанавливаться техническим контролем предприятия-изготовителя;
2) в случае выявления дефектов должен проводиться дополнительный контроль ПВК сварных швов и прилегающей к ним со стороны трубы или коллектора околошовной зоны шириной не менее 20 мм.
Проверяемая длина швов должна быть не менее:
- 25 % всей длины швов для труб и коллекторов из сталей марок 20, 15ГС, 16ГС;
- 50 % всей длины швов для труб и коллекторов из сталей марок 12Х1МФ, 15Х1М1Ф;
3) должен проводиться сплошной ПВК швов и прилегающей к ним со стороны трубы или коллектора околошовной зоны шириной не менее 20 мм, если при дополнительном контроле будут выявлены новые дефекты.
Методика проведения ПВК и нормы оценки качества сварного шва - согласно п. 18.4.1 стандарта.
(Измененная редакция. Изм. № 1)
23.10.7. Трубные детали и сборочные единицы, выдержавшие гидравлическое испытание, должны иметь клеймо технического контроля предприятия-изготовителя котла. Место нанесения клейма должно быть указано в чертежах или инструкции. Результаты гидравлического испытания должны заноситься техническим контролем предприятия-изготовителя в журнал или в акт гидравлического испытания.
(Измененная редакция. Изм. № 1)
23.10.8. Гидравлические (пневматические) испытания деталей и сборочных единиц должны производиться на испытательном стенде предприятия-изготовителя котла.
Время выдержки под давлением элементов и узлов, изготавливаемых на предприятии, определяется инструкцией но проведению гидравлических испытаний, утвержденной главным инженером предприятия.
По согласованию с заказчиком допускается не проводить гидравлические испытания гнутых элементов соединительных трубопроводов, если предприятие-изготовитель производит контроль гибов в объеме 15 % неразрушающими методами и гарантирует получение положительных результатов гидравлических испытаний у заказчика. Если предприятие-изготовитель не может гарантировать заказчику получение положительных результатов гидравлических испытаний, следует выполнить контроль гнутых элементов соединительных трубопроводов котла неразрушающими методами в объеме 100 %.
После гидравлических испытаний должно быть обеспечено удаление воды.
(Измененная редакция. Изм. № 4, № 5)
23.10.9. После исправления дефектных участков сварных швов трубные детали и сборочные единицы подлежат повторному гидравлическому испытанию. Гидравлическое испытание допускается не производить, если исправленные участки подвергаются сплошному контролю УК или РК. При этом неразрушающими методами должны контролироваться не только исправленные участки, но и прилегающие к ним с обеих сторон зоны на длине, равной величине не менее одного снимка при РК и не менее протяженности одного исправленного участка при УК.
23.10.10. По согласованию с заказчиком допускается не производить гидравлические испытания отдельных деталей и сборочных единиц котлов (кроме блоков поверхностей нагрева с приварными коллекторами), изготавливаемых в качестве запасных частей или для модернизации котлов. В этом случае гидравлические испытания этих элементов должны производиться после их установки (монтажа) вместе с котлом.
24. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
24.1. Комплектность поставки изделий должна соответствовать требованиям стандарта общих технических условий на поставку котлов и требованиям настоящего стандарта.
24.2. Вся документация оформляется ОТК по установленной системе в соответствии с требованиями настоящего стандарта.
На изготовленный котел предприятие-изготовитель заполняет паспорт, содержание которого должно соответствовать пункту 20 ТР ТС 032/2013, форма паспорта до выхода соответствующего НД должна быть согласована с местным органом Ростехнадзора.
(Измененная редакция. Изм. № 5)
24.3. Каждое, отправляемое по договору поставщика изделие, снабжается предприятием-изготовителем необходимым удостоверением о качестве изготовления, содержащем сведения в объеме согласно требованиям соответствующих разделов паспорта котла.
25. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
25.1. Все работы при изготовлении элементов оборудования должны производиться по документации предприятия-изготовителя, разработанной в соответствии с требованиями ГОСТ 12.2.003, ГОСТ 12.3.002, ГОСТ 12.3.003, ГОСТ 12.3.004, ГОСТ 12.3.005, с учетом ТР ТС 032/2013, «Правил технической эксплуатации электроустановок потребителей», утвержденных приказом Минэнерго России от 22.01.03, № 6.
(Измененная редакция. Изм. № 5)
25.2. В процессе изготовления комплекта деталей и сборочных единиц оборудования должны выполняться требования действующих на предприятии-изготовителе правил и инструкций по технике безопасности, производственной санитарии и погрузочно-разгрузочным работам.
25.3. При проведении сварочных работ должны выполняться требования действующих на предприятии-изготовителе и в монтажной организации правил и инструкций по технике безопасности и производственной санитарии.
25.4. Поставочные блоки для сохранности формы при погрузочно-разгрузочных операциях и транспортировании должны иметь жесткие крепления. Конструкция поставочных блоков должна быть проверена расчетом на жесткость. Проведение погрузочно-разгрузочных работ должно соответствовать требованиям ГОСТ 12.3.009.
25.5. Приспособления и приварные детали для строповки поставочных блоков и элементов котла должны быть рассчитаны на прочность в соответствии с массой груза и обеспечивать безопасность обслуживающего персонала при погрузочно-разгрузочных операциях. Перед подъемом и перемещением должны быть проверены устойчивость груза и правильность строповки.
25.6. Требования безопасности при погрузочно-разгрузочных операциях на открытом подвижном составе должны соответствовать требованиям «Технических условий погрузки и крепления грузов» Министерства путей сообщения России, ГОСТ 12.3.009, ГОСТ 12.3.010.
25.7. Гидравлические (пневматические) испытания должны проводиться на специальных стендах, имеющих соответствующее оборудование, приспособления и ограждения (необходимые для безопасного выполнения операций) и удовлетворяющих требованиям техники безопасности.
(Измененная редакция. Изм. № 5)
25.8. Конструкция приварных деталей, предназначенных для погрузо-разгрузочных работ, должна быть проверена расчетом на прочность, обеспечивающим безопасность погрузо-разгрузочных работ. Проведение погрузо-разгрузочных работ должно соответствовать ГОСТ 12.3.009.
25.9. Требования к технике безопасности и производственной санитарии при выполнении всех работ по изготовлению деталей должны соответствовать инструкциям предприятия-изготовителя.
26. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
26.1. Маркировка
26.1.1. Трубные элементы, соединительные трубы, коллекторы и готовые блоки должны иметь маркировку, включая операционную маркировку и клеймение, выполненную в соответствии с требованиями ГОСТ 26828, технической документации предприятия-изготовителя котла и настоящего стандарта.
26.1.2. Маркирование труб и трубных элементов, а также сварных соединений, следует производить одним из следующих способов:
- ударным способом (при наружном диаметре 22 мм и более и толщине стенок 6,0 мм и более, глубина маркировки должна быть не более 0,3 мм) или другими способами, исключающими недопустимый наклеп или подкалку участков маркирования;
- электрографическим способом или краской (независимо от диаметра и толщины стенки);
- любым способом на ярлыках, прикрепленных к пакетам труб наружным диаметром менее 22 мм и толщиной стенки менее 6,0 мм.
Способы маркирования должны обеспечивать сохранность маркировки в процессе изготовления котла и его эксплуатации и не ухудшать качество, и надежность сварных соединений.
Маркировка соединительных труб и коллекторов должна быть нанесена непосредственно на прямой участок трубы или коллектора на расстоянии 200 - 300 мм от конца. Место для маркировки должно быть зачищено и обведено светлой несмываемой краской, отличающейся от цвета окраски изделия. Маркировка должна быть отчетливо видна после окраски изделия. Рядом с маркировкой должно быть нанесено клеймо технического контроля предприятия-изготовителя. Для коллекторов место маркировки должно быть указано на чертеже.
(Измененная редакция. Изм. № 1, № 2, № 4)
26.1.3. На готовые изделия или на упаковку должна быть нанесена транспортная маркировка, содержащая манипуляционные знаки и следующие основные и информационные надписи:
- полное или условное наименование грузополучателя;
- наименование пункта назначения;
- количество грузовых мест в партии и порядковый номер места;
- номер комплектовочной ведомости;
- массы брутто и нетто грузового места в килограммах;
- габаритные размеры грузового места в сантиметрах;
- объем грузового места в кубических метрах.
26.1.4. Транспортная маркировка должна быть нанесена на изделия, на фанерные или металлические ярлыки, ламинированные бумажные ярлыки или непосредственно на тару окраской по трафарету. Краска, применяемая для маркировки, должна быть светлой, водостойкой и светостойкой, отличающейся от окраски изделия. Деревянные неокрашенные ящики и детали из аустенитной стали следует маркировать черной краской. Транспортная маркировка должна наноситься на каждое грузовое место.
(Измененная редакция. Изм. № 1)
26.1.5. Необходимость нанесения манипуляционных знаков должна определяться предприятием-изготовителем котла.
26.2. Упаковка
26.2.1. Внутренние поверхности готовых трубных элементов, соединительных труб, коллекторов и блоков перед упаковыванием должны быть продуты сжатым воздухом.
26.2.2. Открытые концы труб, змеевиков, штуцеров, а также отверстия в коллекторах и фланцевые соединения должны консервироваться антикоррозионной смазкой и закрываться колпачками, заглушками или другими способами, обеспечивающими надежность их закрепления на изделиях и сохранность при транспортировании.
При механизированных способах окраски деталей и блоков допускается окрашивать обработанные под сварку кромки.
26.2.3. Окраска наружных поверхностей трубных элементов, соединительных труб в пределах котла, коллекторов и блоков, кроме обработанных мест, покрываемых антикоррозионной смазкой, должна производиться по технологической документации предприятия-изготовителя котла в соответствии с требованиями ГОСТ 9.032 (7 класс) и с учетом условий эксплуатации по ГОСТ 9.104 (категория V2).
26.2.4. Подготовка наружной поверхности под консервацию и консервация элементов поверхностей нагрева и других изделий, а также резьбовых поверхностей и резьбовых соединений в сборе должны быть выполнены в соответствии с требованиями ГОСТ 9.014 (группа V) и РД 24.982.101.
26.2.5. Трубные элементы, трубы больших диаметров, а также прямые трубы могут поставляться заказчику (потребителю) без упаковки. Выбор вида упаковки в зависимости от назначения, конфигурации и жесткости трубных элементов и других изделий производится предприятием-изготовителем котла.
Конструкция упаковки, способы упаковывания, порядок размещения и способы укладки и крепления должны удовлетворять нормам железнодорожного и водного транспорта и обеспечивать целостность изделий при транспортировании, погрузочно-разгрузочных операциях и хранении.
26.2.6. Контакты изделий из аустенитных сталей с изделиями и элементами упаковки из углеродистых сталей допускаются на время транспортирования и хранения, не превышающее 12 месяцев. При более длительных сроках следует установить прокладки в местах соприкосновения деталей из разнородных сталей. В качестве прокладок могут быть использованы следующие материалы: пластмасса, толь, рубероид, дерево, аустенитный лист или полоса и др. Данное требование указывается в документации на монтаж котлов.
(Измененная редакция. Изм. № 3)
26.2.7. Упаковывание, обвязка, строповка, внутризаводская погрузка окончательно изготовленных трубных элементов и блоков должны выполняться по упаковочно-разгрузочным чертежам или комплектовочным ведомостям предприятия-изготовителя котла.
26.2.8. Вся товаросопроводительная документация и паспорта должны оформляться предприятием-изготовителем котла по установленной форме в соответствии с действующими нормативными документами.
Для товаросопроводительной документации на отправляемых грузах должны закрепляться водонепроницаемые пеналы с плотно закрывающимися крышками, металлические ящики или карманы, место и способ крепления которых устанавливаются технической документацией предприятия-изготовителя котла.
(Измененная редакция. Изм. № 5)
26.3. Транспортирование
26.3 1. Способ и условия транспортирования к месту монтажа, способы крепления и укрытия продукции должны определяться предприятием-изготовителем котла.
26.3.2. Для обеспечения неизменности формы и размеров при транспортировании и погрузочно-разгрузочных работах блоки должны иметь дополнительные крепления жесткости, которые совместно с блоками должны быть отправлены на монтаж. На упаковке или на блоках должны быть указаны места строповки. Погрузка блоков должна производиться только по специально разработанным чертежам и схемам погрузки. При погрузочно-разгрузочных операциях запрещается использование трубных элементов, змеевиков, трубных отверстий для непосредственной строповки. Строповка должна производиться не менее чем в двух местах.
Если разгрузка и местная транспортировка блоков невозможны без применения специальных приспособлений (элементы жесткости, специальные стропы и т.п.), они должны быть поставлены заказчику (потребителю) вместе с изделием.
26.3.3. При транспортировании блока на предприятии-изготовителе допускается непосредственная строповка за коллектор, если длина блока не превышает 8 м. При большей длине необходим расчет обоснования строповки за коллектор в зависимости от нагружения коллектора массой блока.
26.3.4. Транспортирование поставочных блоков на открытом и закрытом подвижном составе должно производиться в соответствии с «Техническими условиями погрузки и крепления грузов» Министерства путей сообщения России. При поставке блоков трубных элементов морским путем поверхность труб по требованию заказчика (потребителя) должна предохраняться от воздействия морской воды специальным покрытием.
26.4. Хранение
26.4.1. Условия хранения трубных элементов, соединительных труб, коллекторов - по пункту 5.2.1 ГОСТ 28269.
(Измененная редакция. Изм. № 4)
26.4.2. Трубные элементы, соединительные трубы, коллекторы должны храниться на деревянных подкладках и не опираться па выступающие части. Изделия, упакованные в ящики и другие виды упаковки, в местах выгрузки должны храниться под навесами.
26.4.3. При разгрузке и складировании заказчик (потребитель) обязан принять меры к сохранности трубных элементов и защите их от механических повреждений и вредных воздействий внешней среды в соответствии с инструкциями предприятия-изготовителя.
26.4.4. При хранении трубных элементов под навесом заказчик (потребитель) обязан не реже одного раза в 6 месяцев контролировать состояние консервации сборочных единиц и деталей комплекта оборудования и при необходимости обновлять ее в соответствии с инструкцией по консервации предприятия-изготовителя котла.
26.4.5. Заказчик (потребитель) собственными силами и средствами должен устранить повреждения сборочных единиц и деталей комплекта оборудования, полученные в результате неправильного хранения или транспортирования на монтажной площадке или территории заказчика (потребителя).
26.4.6. Срок действия консервации сборочных единиц, деталей и изделий 12 месяцев со дня отгрузки их предприятием-изготовителем.
27. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
27.1. Предприятие-изготовитель гарантирует соответствие трубных элементов поверхностей нагрева, соединительных труб в пределах котла и коллекторов требованиям настоящего стандарта при соблюдении условий хранения, транспортирования, монтажа и эксплуатации.
27.2. Гарантийный срок хранения 12 месяцев с момента отгрузки предприятием-изготовителем.
27.3. Гарантийный срок эксплуатации поставляемого оборудования должен устанавливаться в нормативно-технической документации на поставку стационарных котлов.
|
Ключевые слова: трубы поверхностей нагрева, коллекторы, трубопроводы в пределах котла, изготовление, материалы, сварка, термообработка, контроль, безопасность, комплектность, приемка, маркировка, консервация, упаковка, транспортирование, хранение |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Номер документа |
Срок введения изменений |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|