 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ
ТРУБОПРОВОДОВ
ПО ВНУТРЕННЕМУ КОНУСУ
Технические требования
ГОСТ 16078-70
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ПО ВНУТРЕННЕМУ КОНУСУ Технические требования Tube connections on internal cone. |
ГОСТ |
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 5 июня 1970 г. № 839 срок введения установлен
c 01.01.71
Несоблюдение стандарта преследуется по закону
* Переиздание (июнь 1987 г.) с Изменениями № 1, 2, утвержденными в декабре 1980 г., феврале 1986 г. (ИУС 3-81, 5-86).
Настоящий стандарт распространяется на соединения трубопроводов по внутреннему конусу, используемые в различных жидкостных и газовых средах, в том числе и агрессивных, для работы при температуре от минус 60 до плюс 500 °С и давлениях до 650 кгс/см2 (65 МПа) - в зависимости от применяемых материалов, сортамента труб и вида соединения.
Соединения трубопроводов по внутреннему конусу применяются на изделиях с поршневыми, газотурбинными и ракетными двигателями, а также в системах наземного оборудования, обслуживающих эти изделия.
(Измененная редакция, Изм. № 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Арматура и соединения трубопроводов по внутреннему конусу должны изготавливаться по соответствующим стандартам и технической документации, утвержденной в установленном порядке.
1.2. Соединения трубопроводов по внутреннему конусу с припайными ниппелями предназначены для неагрессивных сред; с приварными ниппелями - для агрессивных сред.
1.3. Соединения трубопроводов по внутреннему конусу должны выполняться в соответствии с табл. 1 и 2.
Таблица 1
|
Среда |
Чертеж |
|
|
1 |
Неагрессивная |
|
|
2 |
|
|
|
3 |
|
|
|
4 |
|
|
|
5 |
Агрессивная |
|
|
6 |
|
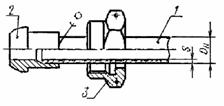
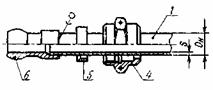
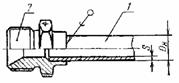
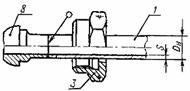

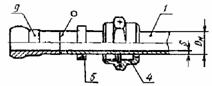
Таблица 2
Допускаемые сочетания материалов труб и деталей
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
Дет. 7 |
Дет. 8 |
Дет. 9 |
Дет. 10 |
|
|
Труба |
Ниппель полусферический припайной ГОСТ 16040-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Гайка накидная для сферического ниппеля ГОСТ 16047-70 |
Кольцо упорное ГОСТ 16048-70 |
Ниппель припайной сферический ГОСТ 16041-70 |
Штуцер припайной ГОСТ 16044-70 |
Ниппель приварной полусферический ГОСТ 16042-70 |
Ниппель приварной сферический ГОСТ 16043-70 |
Штуцер приварной ГОСТ 16045-70 |
|
|
Марка стали |
||||||||||
|
1 |
20; 20А |
25 |
45 |
- |
- |
- |
- |
- |
- |
- |
|
12Х18Н10Т |
12Х18Н9Т |
13Х11Н2В2МФ |
- |
- |
- |
|||||
|
2 |
20; 20А |
- |
- |
45 |
13X11Н2В2МФ |
25 |
- |
|||
|
12Х18Н10Т |
- |
- |
13Х11Н2В2МФ |
12Х18Н9Т |
- |
|||||
|
3 |
20; 20А |
- |
- |
- |
- |
- |
25 |
|||
|
12Х18Н10Т |
- |
- |
- |
12Х18Н9Т |
||||||
|
4 |
12Х18Н10Т |
- |
13Х11Н2В2МФ |
- |
- |
- |
- |
12Х18Н9Т |
- |
- |
|
5 |
- |
13Х11Н2В2МФ |
13Х11Н2В2МФ |
- |
12Х18Н9Т |
- |
||||
|
6 |
- |
- |
- |
- |
- |
12Х18Н9Т |
||||
1.4. Наружный диаметр Dн и толщина стенки s труб должна соответствовать указанным в табл. 3 и 4.
Таблица 3
Размеры, мм
|
Марка стали трубы по ГОСТ 19277-73 |
Исполнения |
|||||
|
1-2-3 |
4-5-6 |
|
||||
|
s |
||||||
|
0,8 |
1,0 |
1,2 |
1,0 |
1,2 |
||
|
Масса 1 м трубы в кг |
||||||
|
6 |
20А |
0,103 |
0,123 |
0,142 |
- |
- |
|
12Х18Н10Т |
0,105 |
0,125 |
0,145 |
0,125 |
- |
|
|
8 |
20А |
0,142 |
0,173 |
0,202 |
- |
- |
|
12Х18Н10Т |
0,145 |
0,176 |
0,205 |
0,176 |
- |
|
|
10 |
20А |
0,182 |
0,222 |
0,261 |
- |
- |
|
12Х18Н10Т |
0,185 |
0,226 |
0,266 |
0,226 |
- |
|
|
12 |
20А |
0,221 |
0,271 |
0,320 |
- |
- |
|
12Х18Н10Т |
0,224 |
0,276 |
0,326 |
0,276 |
- |
|
|
14 |
20А |
0,260 |
0,321 |
0,379 |
- |
- |
|
12Х18Н10Т |
0,264 |
0,327 |
0,382 |
0,327 |
- |
|
|
16 |
20А |
0,300 |
0,370 |
0,438 |
- |
- |
|
12Х18Н10Т |
0,303 |
0,376 |
0,447 |
0,376 |
- |
|
|
18 |
20А |
0,340 |
0,419 |
0,497 |
- |
- |
|
12Х18Н10Т |
0,342 |
0,427 |
0,500 |
0,427 |
0,500 |
|
|
20 |
20А |
0,379 |
0,469 |
0,556 |
- |
- |
|
12Х18Н10Т |
0,382 |
0,478 |
0,568 |
0,478 |
0,568 |
|
|
22 |
20А |
0,419 |
0,518 |
0,616 |
- |
- |
|
12Х18Н10Т |
0,423 |
0,528 |
0,627 |
0,528 |
0,627 |
|
|
25 |
20А |
0,478 |
0,592 |
0,703 |
- |
- |
|
12Х18Н10Т |
0,481 |
0,595 |
0,710 |
0,595 |
0,710 |
|
|
28 |
20А |
0,536 |
0,666 |
0,792 |
- |
- |
|
12Х18Н10Т |
0,541 |
0,670 |
0,800 |
0,670 |
0,800 |
|
|
30 |
20А |
0,576 |
0,715 |
0,851 |
- |
- |
|
12Х18Н10Т |
0,580 |
0,729 |
0,866 |
0,729 |
0,866 |
|
|
32 |
20А |
0,610 |
0,755 |
0,910 |
- |
- |
|
12Х18Н10Т |
0,625 |
0,770 |
0,918 |
0,770 |
0,918 |
|
|
34 |
20А |
0,655 |
0,814 |
0,968 |
- |
- |
|
12Х18Н10Т |
0,660 |
0,845 |
0,980 |
0,845 |
0,980 |
|
|
36 |
20А |
0,695 |
0,863 |
1,027 |
- |
- |
|
12Х18Н10Т |
0,705 |
0,870 |
1,040 |
0,870 |
1,040 |
|
|
38 |
20А |
0,734 |
0,912 |
1,087 |
- |
- |
|
12Х18Н10Т |
0,740 |
0,920 |
1,110 |
0,920 |
1,110 |
|
Таблица 4
Размеры, мм
|
Марка стали трубы по ГОСТ 8733-74 и ГОСТ 9941-81 |
Исполнения |
|||||
|
1-2-3 |
4-5-6 |
|||||
|
s |
||||||
|
0,8 |
1,0 |
1,2 |
1,0 |
1,2 |
||
|
Масса 1 м трубы в кг |
||||||
|
6 |
20 |
0,103 |
0,123 |
- |
- |
- |
|
12Х18Н10Т |
0,105 |
0,125 |
0,145 |
0,125 |
- |
|
|
8 |
20 |
0,142 |
0,173 |
- |
- |
- |
|
12Х18Н10Т |
0,145 |
0,176 |
0,205 |
0,176 |
- |
|
|
10 |
20 |
0,182 |
0,222 |
- |
- |
- |
|
12Х18Н10Т |
0,183 |
0,226 |
0,266 |
0,226 |
- |
|
|
12 |
20 |
0,221 |
0,271 |
- |
- |
- |
|
12Х18Н10Т |
0,224 |
0,276 |
0,326 |
0,276 |
- |
|
|
14 |
20 |
0,260 |
0,321 |
- |
- |
- |
|
12Х18Н10Т |
0,264 |
0,327 |
0,382 |
0,327 |
- |
|
|
16 |
20 |
0,300 |
0,370 |
- |
- |
- |
|
12Х18Н10Т |
0,303 |
0,376 |
0,447 |
0,376 |
- |
|
|
18 |
20 |
0,340 |
0,419 |
- |
- |
- |
|
12Х18Н10Т |
0,342 |
0,427 |
0,500 |
0,427 |
0,500 |
|
|
20 |
20 |
0,379 |
0,469 |
- |
- |
- |
|
12Х18Н10Т |
0,382 |
0,478 |
0,568 |
0,478 |
0,568 |
|
|
22 |
20 |
0,419 |
0,518 |
- |
- |
- |
|
12Х18Н10Т |
0,423 |
0,528 |
0,627 |
0,528 |
0,627 |
|
|
24 |
20 |
0,458 |
0,567 |
- |
- |
- |
|
25 |
12Х18Н10Т |
0,481 |
0,595 |
0,710 |
0,595 |
0,710 |
|
28 |
20 |
0,536 |
0,666 |
- |
- |
- |
|
12Х18Н10Т |
0,541 |
0,670 |
0,800 |
0,670 |
0,800 |
|
|
30 |
20 |
0,576 |
0,715 |
- |
- |
- |
|
12Х18Н10Т |
0,580 |
0,729 |
0,866 |
0,729 |
0,866 |
|
|
32 |
20 |
0,615 |
0,755 |
- |
- |
- |
|
12Х18Н10Т |
0,625 |
0,770 |
0,918 |
0,770 |
0,918 |
|
|
34 |
20 |
0,695 |
0,814 |
- |
- |
- |
|
12Х18Н10Т |
0,660 |
0,845 |
0,980 |
0,845 |
0,980 |
|
|
36 |
20 |
0,695 |
0,863 |
- |
- |
- |
|
12Х18Н10Т |
0,705 |
0,870 |
1,040 |
0,870 |
1,040 |
|
|
38 |
20 |
0,734 |
0,912 |
- |
- |
- |
|
12Х18Н10Т |
0,740 |
0,920 |
1,110 |
0,920 |
1,110 |
|
(Измененная редакция, Изм. № 1)
1.5. Трубы и арматура для соединений трубопроводов по внутреннему конусу должны изготовляться из материалов, указанных в табл. 5.
(Измененная редакция, Изм. № 1, 2).
1.6. Обозначения групп и марок материалов арматуры для соединений трубопроводов должны соответствовать указанным в табл. 6.
(Измененная редакция, Изм. № 2).
1.7. Сочетание материала трубы с материалом арматуры и допускаемые температуры их применения должны соответствовать указанным в табл. 7.
Таблица 5
|
Марка стали |
Техническая документация на материал |
|||
|
Обычного исполнения |
Для изделий авиационной и общей техники |
Сортамент |
||
|
Трубы |
12X18H10T (Х18Н10Т) |
ГОСТ 9941-81 повышенной точности |
- |
|
|
20А |
- |
|||
|
20 |
- |
|||
|
Прутки для ниппелей, штуцеров, гаек, проходников, переходников, упорных колец, заглушек |
25 |
|
ГОСТ 2590-71 обычной точности; ГОСТ 7417-75 5-й класс точности; ГОСТ 8560-78 5-й класс точности |
|
|
45 |
ТУ 14-1-2330-77 |
|||
|
38ХА |
ТУ 14-1-950-74 |
|||
|
12Х18Н9Т (Х18Н9Т) |
ТУ 14-1-377-72 |
|||
|
ТУ 14-1-378-72 |
||||
|
13X11Н2В2МФ (1Х12Н2ВМФ) |
ТУ 14-1-3297-82 |
|||
|
ТУ 14-1-1791-76 |
ГОСТ 8560-78 4-й класс точности |
|||
|
Штамповки для угольников, тройников, крестовин |
45 |
ГОСТ 1050-74 |
ОСТ 190085-73 гр. III |
- |
|
38ХА |
||||
|
12Х18Н9Т (Х18Н9Т) |
ОСТ 190176-75 гр. III |
|||
|
13Х11Н2В2МФ (1Х12Н2ВМФ) |
||||
|
Листы для шайб |
20 |
ГОСТ 16523-70 и ГОСТ 9045-80 |
||
Примечания:
1. Прутки для точения из стали марки 45 должны поставляться в нормализованном состоянии.
2. Допускается замена материалов: стали марки 12Х18Н9Т сталью марки 12X18H10T; стали марки 13Х11Н2В2МФ (для гаек) сталью марки 14X17H2 по ГОСТ 5949-75 (обычное исполнение) и ТУ 14-1-377-72, ТУ 14-1-378-72 для рабочих температур до 400 °С. В случае замены материалов в условном обозначении арматуры должно быть указано соответствующее обозначение марки материала-заменителя.
Таблица 6
|
Обозначение группы |
Марки материала |
Обозначение марки материала |
|
|
Нержавеющая |
01 |
13Х11Н2В2МФ |
011 |
|
12X18H9T, 12Х18Н10Т |
012 |
||
|
14X17Н2 |
013 |
||
|
Легированные и углеродистые |
02 |
38ХА |
021 |
|
45 |
022 |
||
|
25 |
023 |
Таблица 7
|
Марка материала арматуры |
Марка материала трубы |
Температура, °С |
|
|
Гайки накидные, проходники и переходники, угольники, тройники, крестовины, заглушки, кольца упорные |
13Х11Н2В2МФ (1Х12Н2ВМФ) |
12X18H10T (Х18Н10Т) |
500 |
|
Ниппели, штуцера, проходники и переходники, угольники, тройники, заглушки |
12Х18Н9Т (Х18Н9Т) |
||
|
Проходники и переходники, угольники, тройники, крестовины |
38ХА |
20А; 20 |
250 |
|
Гайки накидные, проходники и переходники, угольники, тройники, крестовины, заглушки |
45 |
||
|
Ниппели, штуцера |
25 |
1.8. Рабочие давления внутри трубопроводов, крутящие моменты затяжки гаек соединений трубопроводов из стали марок 20А и 12Х18Н10Т при толщине стенки трубы s = 1 мм и нормальной температуре должны соответствовать приведенным в табл. 8.
Таблица 8
|
Рабочее давление в кгс/см2 (МПа) для марок стали трубы |
Крутящие моменты затяжки, Н × м (кгс × см) |
||||
|
20А |
12Х18Н10Т |
Рабочий |
Максимально допустимый |
||
|
Номин. |
Пред. откл. |
||||
|
6 |
430 (43,0) |
650 (65,0) |
16,0 (160) |
+5,0 (50) |
30,0 (300) |
|
8 |
310 (31,0) |
475 (47,5) |
22,0 (220) |
39,0 (390) |
|
|
10 |
240 (24,0) |
370 (37,0) |
27,0 (270) |
49,0 (490) |
|
|
12 |
195 (19,5) |
300 (30,0) |
33,0 (330) |
58,0 (580) |
|
|
14 |
165 (16,5) |
260 (26,0) |
38,0 (380) |
67,0 (670) |
|
|
16 |
140 (14,0) |
200 (20,0) |
45,0 (450) |
77,0 (770) |
|
|
18 |
125 (12,5) |
175 (17,5) |
50,0 (500) |
87,0 (870) |
|
|
20 |
110 (11,0) |
160 (16,0) |
56,0 (560) |
+7,0 (70) |
96,0 (960) |
|
22 |
100 (10,0) |
145 (14,5) |
62,0 (620) |
106,0 (1060) |
|
|
25 |
95 (9,5) |
115 (11,5) |
70,5 (705) |
120,0 (1200) |
|
|
28 |
80 (8,0) |
115 (11,5) |
79,0 (790) |
+9,0 (90) |
135,0 (1350) |
|
30 |
70 (7,0) |
100 (10,0) |
85,0 (850) |
145,0 (1450) |
|
|
32 |
93,0 (930) |
+10,0 (100) |
155,0 (1550) |
||
|
34 |
65 (6,5) |
90 (9,0) |
101,0 (1010) |
165,0 (1650) |
|
|
36 |
85 (8,5) |
104,0 (1040) |
+12,0 (120) |
170,0 (1700) |
|
|
38 |
60 (6,0) |
113,0 (1130) |
185,0 (1850) |
||
(Измененная редакция, Изм. № 2).
1.9. Рабочие давления Рраб. в МПа, указанные в табл. 8, вычисляют по формуле
Рраб. = Р/n,
где п - запас прочности, равный 3,15;
Р - минимальное разрушающее давление, вычисляемое по формуле
где d - внутренний диаметр трубы в мм;
s - минимальная толщина стенки в мм;
sв - предел прочности в Мн/м2.
1.10. При использовании устанавливаемых настоящими стандартами соединений трубопроводов следует учитывать, что пределы выносливости (s-1) соединений трубопроводов марки 12Х18Н10Т с размерами наружного диаметра и толщины стенки трубы 12´0,9 мм и 12´1 мм с припайными ниппелями составляют:
при пайке газовой горелкой s-1 = 176,5 Мн/м2 (18 кгс/мм2),
при пайке токами высокой частоты s-1 = 198,1 Мн/м2 (20,2 кгс/мм2).
Примечание. Материал труб - по ГОСТ 19277-73.
1.9, 1.10. (Измененная редакция, Изм. № 1, 2).
1.11. Предельные отклонения размеров обрабатываемых поверхностей, не ограниченных допусками - H12, h12.
1.12. Предельные отклонения размеров необрабатываемых поверхностей штампованной арматуры, кроме размера «под ключ», должны соответствовать указанным в табл. 9. Не указанные в стандартах штамповочные радиусы R = 2,5 мм. Штамповочные уклоны - не более 5°. Допускаемое смещение по плоскости разъема штампа - 0,3 мм.
1.11, 1.12. (Измененная редакция, Изм. № 1).
1.13. Предельные отклонения размеров «под ключ» - по h12. Поверхности бобышек «под ключ» необходимо калибровать.
1.14. Резьба метрическая - поля допусков по ГОСТ 16093-81; для наружных резьбе, для внутренних резьб 5Н6Н. Проточки (узкие) и фаски резьбы, не оговоренные в стандартах - по ГОСТ 10549-80.
(Измененная редакция, Изм. № 1).
1.15. Допуск радиального биения конических поверхностей с углом 60 ± 1° относительно осей соответствующих резьб - 0,1 мм.
(Измененная редакция, Изм. № 2).
Таблица 9
мм
|
Пред. откл. |
Радиусы скругления |
Пред. откл. |
|||
|
верхнее |
нижнее |
верхнее |
нижнее |
||
|
До 16 |
+0,4 |
-0,2 |
1,6 |
+0,9 |
-0,3 |
|
Св. 16 до 25 |
+0,5 |
-0,3 |
2,5 |
+1,5 |
-0,5 |
|
Св. 25 до 40 |
+0,6 |
-0,3 |
|||
|
Св. 40 до 60 |
+0,8 |
-0,4 |
|||
1.16. Допускается:
а) смещение оси наружных цилиндрических поверхностей относительно оси шестигранника, равное не более половины допуска на размер «под ключ»;
б) смещение оси наружных цилиндрических обрабатываемых поверхностей осносительно оси внутренних цилиндрических поверхностей, равное не более половины допуска на внутренние диаметры;
в) на внутренней поверхности сквозного отверстия уступ не более 0,2 мм;
г) во
всех угольниках вместо скруглений ![]() выполнять ступенчатые уступы от пересечения
отверстий сверления;
выполнять ступенчатые уступы от пересечения
отверстий сверления;
д) в технически обоснованных случаях в штампованной арматуре получать размер «под ключ» механической обработкой с сохранением требуемой точности и с параметром шероховатости поверхностей Rz £ 40 мкм.
1.17. Размеры арматуры должны соответствовать указанным в стандартах до покрытия.
1.18. На поверхности арматуры не допускаются трещины, плены, заусенцы, риски, вмятины и другие механические повреждения.
1.19. Резьба должна быть чистой и не иметь заусенцев, сорванных ниток и вмятин.
1.20. Допускаются:
а) следы резьбы на необрабатываемых поверхностях угольников, тройников и крестовин;
б) незначительные вмятины и следы от штампов - не более половины предельных отклонений;
в) поверхностные дефекты, допускаемые техническими условиями на шестигранные прутки, из которых изготовляют детали;
г) на наружной цилиндрической поверхности накидных гаек ГОСТ 16046-70 и ГОСТ 16047-70 необработанные места (лыски).
1.21. Арматура для соединений трубопроводов должна быть термически обработана: детали из стали марки 38ХА на 29,0 ¸ 35,5 HRC;
детали из стали марки 13Х111H2В2МФ на 25,0 ¸ 35,0 HRCэ;
гайки из стали марки 14Х17Н2 на 23,04 ¸ 32,0 HRCэ;
штампованные детали из стали марок 12Х18Н9Т, 12Х18Н10Т закалены; штампованные детали из стали марки 45 нормализованы; детали из стали марок 20, 25, 45 и 12Х18Н9Т, 12Х18Н10Т, изготовляемые из листов или прутков, должны иметь механические свойства, соответствующие исходному материалу.
1.22. Арматура для соединения трубопроводов должна иметь защитные покрытия:
из стали марок 12Х18Н9Т, 13Х11Н2В2МФ - Хим. Пас;
из стали марок 45 и 38ХА: с наружной резьбой - Кд 9, Хим. окс. фос. гфж с максимальной толщиной покрытия 12 мкм; с внутренней резьбой - Кд 6, Хим. окс. фос. гфж с максимальной толщиной покрытия 9 мкм;
концы труб из стали марок 20 и 20А с ниппелями - Кд 15, Хим. окс. фос. гфж; со штуцерами - Кд 9. Хим. окс. фос. гфж с максимальной толщиной покрытия 12 мкм.
1.21, 1.22. (Измененная редакция, Изм. № 2).
1.23. Для арматуры, имеющей соприкосновение с топливом, кадмирование должно быть заменено на цинкование с той же толщиной слоя покрытия. Например, вместо покрытия Кд. 9 Хим. окс. фос. гфж с максимальной толщиной покрытия 12 мкм необходимо применить Ц9 Хим. окс. фос. гфж с максимальной толщиной покрытия 12 мкм. При этом в обозначение арматуры вводят букву «Ц»:
Шайба 16-Ц ГОСТ 16069-70
1.24. Для улучшения свинчиваемости резьбовой арматуры из жаропрочных или нержавеющих сталей рекомендуется для внутренних поверхностей накидных гаек меднение, электрохимическое фосфатирование или другой вид покрытия, улучшающий свинчиваемость - в зависимости от условий эксплуатации. Толщина слоя меднения или фосфатирования 3 - 6 мкм. Вид покрытия назначается заказчиком.
(Измененная редакция, Изм. 2).
1.25. Дополнительные защитные покрытия арматуры назначаются в соответствии с требованиями технических условий или инструкций на изделие.
1.26. Исходя из условий работы изделия и характера протекаемой по трубопроводу жидкости или газа, допускается отсутствие кадмиевого (цинкового) покрытия на уплотнительных конических и сферических поверхностях присоединительной арматуры.
1.27. Покрытия необходимо выполнять по документации, утвержденной в установленном порядке.
1.28. Подготовку к пайке и пайку производят по документации, утвержденной в установленном порядке.
1.29. Для обеспечения требуемых зазоров под пайку допускается концы труб калибровать.
1.30. Перед пайкой трубы вставляют в соответствующие детали (ниппели, штуцеры) до упора.
1.31. Подготовку к сварке и сварку производят по документации, утвержденной в установленном порядке.
Сварку производить в среде защитных газов.
1.32. Гарантийный срок службы соединений трубопроводов должен быть не менее гарантийных сроков службы основного изделия, где эти соединения используются.
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Для контрольной проверки качества арматуры предприятием-изготовителем должны применяться правила отбора образцов и методы испытаний, указанные ниже:
а) для контроля размеров и проверки прилегания конусных и сферических поверхностей арматуры отбирают 3 % образцов от партии, но не менее 10 шт.;
б) состояние внешнего вида арматуры проверяют у каждой детали;
в) для испытаний на определение твердости отбирают 10 % образцов от партии. Объем партии устанавливается соглашением сторон.
(Измененная редакция, Изм. 2).
2.2. Испытание конусных и сферических поверхностей арматуры на прилегание проводят с помощью специального калибра по отпечатку краски на конусе (сфере) арматуры. Отпечаток должен быть кольцевым, без разрыва и располагаться в плоскости, перпендикулярной оси конуса.
2.3. Внешний вид арматуры проверяется невооруженным глазом.
2.4. Детали, изготовленные из термически обработанных прутков, испытаниям на твердость не подвергаются.
2.5. Если при испытании арматуры получены неудовлетворительные результаты хотя бы по одному из вышеперечисленных показателей, по нему проводят повторные испытания удвоенного количества деталей, взятых от той же партии, за исключением образцов, проверяемых на твердость - в этом случае повторным испытаниям подвергают всю партию. Если при повторных испытаниях результаты будут неудовлетворительными, то всю партию бракуют.
2.6. Контроль резьбы производить до нанесения покрытия.
(Введен дополнительно, Изм. № 1).
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Каждую принятую деталь маркируют значениями наружных диаметров труб, для которых они предназначены, и клеймят клеймом ОТК предприятия-изготовителя.
3.2. Маркирование и клеймение производят ударным способом. Размеры и формы шрифта - по ГОСТ 2930-62.
3.3. Тонкостенные и малогабаритные детали, для которых ударный способ вызывает их деформацию, допускается маркировать и клеймить краской или на бирке - по согласованию с заказчиком;
3.4. Маркировку и клеймо наносят на гранях шестигранника или на площадках «под ключ», кроме деталей, место для маркировки и клейма которых указано на чертежах ГОСТ 16040-70 - ГОСТ 16043-70.
3.5. При упаковке детали должны быть обернуты в промасленную бумагу и уложены в деревянные ящики (ГОСТ 2991-85), выложенные внутри влагонепроницаемым материалом. Упаковка должна быть плотной, не допускающей перемещения деталей внутри тары при транспортировании.
3.6. В каждый ящик упаковывают детали только одного наименования. В ящик должен быть вложен упаковочный паспорт за подписью представителя ОТК предприятия-изготовителя с указанием наименования, условного обозначения, количества и срока изготовления деталей.
Масса ящика брутто не должна превышать 32 кг.
3.7. На торцовой стороне ящика с помощью трафарета наносят стойкой краской:
а) наименование предприятия-изготовителя;
б) условное обозначение детали.
3.8. Детали хранят на стеллажах, установленных в сухом помещении, защищенными от механических повреждений и пыли.
ПРИЛОЖЕНИЕ
ПРИМЕРЫ СОЕДИНЕНИЯ ТРУБ С АРМАТУРОЙ
Пример сборки труб

Черт. 1
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
|
Труба |
Ниппель полусферический припайной ГОСТ 16040-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Штуцер припайной ГОСТ 16044-70 |
Проволока |
|
Марка стали |
Количество |
|||
|
1 |
1 |
1 |
- |
|
|
Обозначение |
||||
|
20А |
22-023 |
22-022 |
22-023 |
КС 0,8 - 1,2 |
|
12Х18Н10Т |
22-012 |
22-011 |
22-012 |
12Х18Н9Т 0,8 - 1,2 |
Пример сборки труб
Черт. 2
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
|
Труба |
Ниппель полусферический приварной ГОСТ 16042-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Штуцер приварной ГОСТ 16045-70 |
Проволока |
|
Марка стали |
Количество |
|||
|
1 |
1 |
1 |
- |
|
|
Обозначение |
||||
|
12Х18Н10Т |
22-012 |
22-011 |
22-012 |
12Х18Н9Т 0,8 - 1,2 |
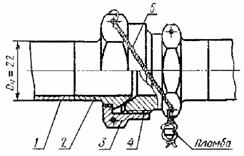
Пример сборки труб
Черт. 3
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
|
Труба |
Ниппель сферический приварной ГОСТ 16041-70 |
Кольцо упорное ГОСТ 16048-70 |
Гайка накидная для сферического ниппеля ГОСТ 16047-70 |
Штуцер припайной ГОСТ 16044-70 |
Проволока |
|
Марка стали |
Количество |
||||
|
1 |
1 |
1 |
1 |
- |
|
|
Обозначение |
|||||
|
20А |
20-023 |
20-011 |
22-022 |
20-023 |
КС 0,8 - 1,2 |
|
12Х18Н10Т |
20-012 |
20-011 |
20-012 |
12Х18Н9Т 0,8 - 1,2 |
|
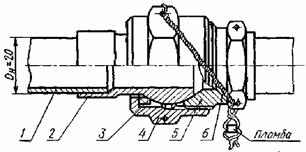
Пример сборки труб

Черт. 4
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
|
Труба |
Ниппель сферический приварной ГОСТ 16043-70 |
Кольцо упорное ГОСТ 16048-70 |
Гайка накидная для сферического ниппеля ГОСТ 16047-70 |
Штуцер приварной ГОСТ 16045-70 |
Проволока |
|
Марка стали |
Количество |
||||
|
1 |
1 |
1 |
1 |
- |
|
|
Обозначение |
|||||
|
12Х18Н10Т |
20-012 |
20-011 |
20-011 |
20-012 |
12Х18H9T 0,8 - 1,2 |
Пример сборки труб с проходным угольником
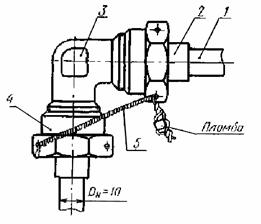
Черт. 5
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
|
Труба |
Ниппель полусферический припайной ГОСТ 16040-70 |
Угольник проходной ГОСТ 16053-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Проволока |
|
Марка стали |
Количество |
|||
|
2 |
1 |
2 |
- |
|
|
Обозначение |
||||
|
20А |
10-023 |
10-022 |
10-022 |
КС 0,8 - 1,2 |
|
10-021 |
||||
|
12Х18Н10Т |
10-012 |
10-012 |
10-011 |
12Х18Н9Т 0,8 - 1,2 |
|
10-011 |
||||
Пример сборки труб с проходным угольником
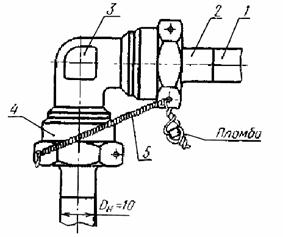
Черт. 6
|
Дет. 1 |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
|
Труба |
Ниппель полусферический приварной ГОСТ 16042-70 |
Угольник проходной ГОСТ 16053-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Проволока |
|
Марка стали |
Количество |
|||
|
2 |
1 |
2 |
- |
|
|
Обозначение |
||||
|
12Х18Н10Т |
10-012 |
10-012 |
10-011 |
12Х18Н9Т 0,8 - 1,2 |
|
10-011 |
||||
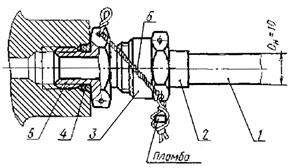
Пример сборки труб с прямым проходником
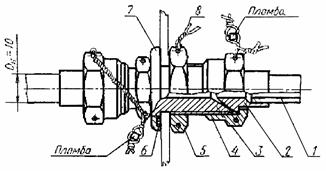
Черт. 7
Для обеспечения стопорения должно быть предусмотрено специальное ушко, если для этой цели нельзя использовать какой-либо элемент конструкции
|
Дет. 1. |
Дет. 2. |
Дет. 3. |
Дет. 4. |
Дет. 5. |
Дет. 6. |
Дет. 7. |
Дет. 8. |
||
|
Труба |
Ниппель полусферический припайной ГОСТ 16040-70 |
Проходник прямой удлиненный ГОСТ 16050-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Гайка ГОСТ 13958-74 |
Кольцо уплотнительное |
Шайба |
Проволока |
||
|
Марка стали |
Количество |
||||||||
|
2 |
1 |
2 |
1 |
1 |
1 |
- |
|||
|
Обозначение |
|||||||||
|
20А |
10-023 |
10-022 |
10-022 |
М18´1,5-022 |
См. п. 3 приложения |
КС 0,8 - 4,2 |
|||
|
10-021 |
|||||||||
|
12Х18Н10Т |
10-012 |
10-012 |
10-011 |
M18´1,5-012 |
12Х18Н9Т 0,8 - 1,2 |
||||
|
10-011 |
|||||||||
Пример сборки труб с фланцевым угольником
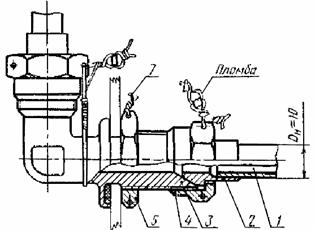
Черт. 8
Для обеспечения стопорения должно быть предусмотрено специальное ушко, если для этой цели нельзя использовать какой-либо элемент конструкции
|
Дет. 1. |
Дет. 2. |
Дет. 3. |
Дет. 4. |
Дет. 5. |
Дет. 6. |
Дет. 7. |
|
Труба |
Ниппель полусферический припайной ГОСТ 16040-70 |
Угольник фланцевый герметизируемый ГОСТ 16056-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Гайка ГОСТ 13958-74 |
Кольцо уплотнительное |
Проволока |
|
Марка стали |
Количество |
|||||
|
2 |
2 |
2 |
1 |
1 |
- |
|
|
Обозначение |
||||||
|
20А |
10-023 |
10-022 |
10-022 |
M18´1,5-022 |
См. п. 3 приложения |
КС 0,8 - 1,2 |
|
10-021 |
||||||
|
12Х18Н10Т |
10-012 |
10-012 |
10-011 |
M18´1,5-012 |
12Х18Н9Т 0,8 - 1,2 |
|
|
10-011 |
||||||
Пример сборки трубы с ввертным проходником
Черт. 9
Для обеспечения стопорения должно быть предусмотрено специальное ушко, если для этой цели нельзя использовать какой-либо элемент конструкции
|
Дет. 1. |
Дет. 2. |
Дет. 3. |
Дет. 4. |
Дет. 5. |
Дет. 6. |
|
Труба |
Ниппель полусферический приварной ГОСТ 16042-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Кольцо уплотнительное |
Проходник ввертной под резиновое уплотнение ГОСТ 16070-79 |
Проволока |
|
Марка стали |
Количество |
||||
|
1 |
1 |
1 |
1 |
- |
|
|
Обозначение |
|||||
|
20А |
10-023 |
10-022 |
См. п. 3 приложение |
10-022 |
КС 0,8 - 1,2 |
|
10-021 |
|||||
|
12Х18Н10Т |
10-012 |
10-011 |
10-011 |
12Х18H9T 0,8 - 1,2 |
|
|
10-012 |
|||||
Пример сборки трубы с ввертным угольником

Черт. 10
|
Дет. 1. |
Дет. 2. |
Дет. 3. |
Дет. 4. |
Дет. 5. |
Дет. 6. |
Дет. 7. |
Дет. 8. |
|
Труба |
Ниппель полусферический приварной ГОСТ 16042-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Угольник ввертной ГОСТ 16072-70 |
Гайка |
Шайба |
Кольцо уплотнительное |
Проволока |
|
Марка стали |
Количество |
||||||
|
1 |
1 |
1 |
1 |
1 |
1 |
- |
|
|
Обозначение |
|||||||
|
20А |
10-023 |
10-022 |
10-022 |
См. п. 3 приложения |
КС 0,8 - 1,2 |
||
|
10-021 |
|||||||
|
12Х18Н10Т |
10-012 |
10-011 |
10-012 |
12Х18Н9Т 0,8 - 1,2 |
|||
|
10-011 |
|||||||
Пример сборки трубы с ввертным проходником

Черт. 11
Для обеспечения стопорения должно быть предусмотрено специальное ушко, если для этой цели нельзя использовать какой-либо элемент конструкции
|
Дет. 1. |
Дет. 2. |
Дет. 3. |
Дет. 4. |
Дет. 5. |
Дет. 6. |
|
Труба |
Ниппель полусферический припайной ГОСТ 16040-70 |
Гайка накидная для полусферического ниппеля ГОСТ 16046-70 |
Проходник ввертной под металлическое уплотнение ГОСТ 16071-70 |
Кольцо уплотнительное |
Проволока |
|
Марка стали |
Количество |
||||
|
1 |
1 |
1 |
1 |
- |
|
|
Обозначение |
|||||
|
20А |
16-023 |
16-022 |
16-022 |
См. п. 3 приложения |
КС 0,8 - 1,2 |
|
16-021 |
|||||
|
12Х18Н10Т |
16-012 |
16-011 |
16-012 |
12Х18Н9Т 0,8 - 1,2 |
|
|
16-011 |
|||||
2. Необходимость стопорения пломбирования и тип пломбы определяются конструктором.
3. Уплотнительные кольца, шайбы, гайки и гнезда соответственно для ввертных и фланцевых деталей и указания по их уплотнению - по документации, утвержденной в установленном порядке и ГОСТ 9833-73, ГОСТ 19528-74 - ГОСТ 19532-74.
(Измененная редакция, Изм. № 1).
4. При сборке трубопроводов резьбу деталей рекомендуется смазывать смазкой, если это не противоречит требованиям, предъявляемым к системе или к изделию. Вид смазки определяется конструктором, исходя из ее назначения и условий работы системы.
СОДЕРЖАНИЕ