 | Информационная система | |
ГОСТ 18123-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ШАЙБЫ Общие технические условия Washers. General specifications |
ГОСТ
Взамен |
Постановлением Государственного комитета СССР по стандартам от 2 июня 1982 г. № 2256 дата введения установлена
01.01.84
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на шайбы: плоские круглые по ГОСТ 6958-78; ГОСТ 9649-78; ГОСТ 10450-78; ГОСТ 11371-78, косые квадратные по ГОСТ 10906-78 и стопорные по ГОСТ 11872-89; ГОСТ 13463-77; ГОСТ 13464-77; ГОСТ 13465-77; ГОСТ 13466-77 классов точности А и С.
Стандарт полностью соответствует СТ СЭВ 219-75.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шайбы должны изготовляться в соответствии с требованиями настоящего стандарта и стандартов на конкретные виды шайб.
1.2. Схема построения условного обозначения шайб приведена в обязательном приложении.
1.3. Марки материалов и их условные обозначения должны соответствовать указанным в табл. 1. По соглашению между потребителем и изготовителем допускается изготавливать шайбы из материала, не указанного в табл. 1.
Таблица 1
|
Вид |
Марка |
Обозначение стандарта |
Условное обозначение марки (группы) |
|
Углеродистые стали |
08, 08кп 10, 10кп |
01 |
|
|
Ст3 Ст3кп |
02 |
||
|
15 |
03 |
||
|
20 |
04 |
||
|
35 |
05 |
||
|
45 |
06 |
||
|
Легированные стали |
40Х 30ХГСА |
11 |
|
|
Коррозионно-стойкие стали |
12X18H10T |
21 |
|
|
20Х13 |
22 |
||
|
Латуни |
Л63 ЛС59-1 |
32 |
|
|
Л63 антимагнитная |
33 |
||
|
Бронза |
БрАМц9-2 |
34 |
|
|
Медь |
М3 |
ГОСТ 859-78 |
38 |
|
Алюминиевые сплавы |
АМг5 |
31 |
|
|
Д1 |
35 |
||
|
АД1 |
37 |
||
1.4. Шайбы изготовляют с покрытиями или без покрытий. Виды покрытий, их условное обозначение и толщина - по ГОСТ 1759.0-87, ГОСТ 1759.1-82, ГОСТ 1759.2-82, ГОСТ 1759.3-83, ГОСТ 1759.4-87, ГОСТ 1759.5-87. Допускается применять другие виды покрытий по ГОСТ 9.306-85.
1.3., 1.4. (Измененная редакция, Изм. № 1).
1.5. Технические требования к покрытиям - по ГОСТ 9.301-86.
1.6. Поверхности шайб должны быть без трещин, раковин, надрывов, острых кромок, заусенцев, ржавчины.
Допускаются риски, вмятины, замятые заусенцы и срывы металла на цилиндрической поверхности и дефекты поверхности, установленные техническими требованиями на исходный материал.
1.7. Параметр Ra шероховатости опорных поверхностей класса точности А - не более 3,2 мкм.
(Измененная редакция, Изм. № 2).
1.8. Поля допусков и предельные отклонения размеров, допуски формы и расположения поверхностей шайб должны соответствовать указанным в табл. 2.
Таблица 2
мм
|
Поля допусков и предельные отклонения размеров, допуски, формы и расположения поверхностей или шайб класса точности |
|||||
|
А |
С |
||||
|
Отверстие
|
Н13 Н14 для s > 4 Шайбы для вальцов - Н11 Стопорные шайбы - Н12 |
Н14 Н15 для s > 4 |
|||
|
s |
s1 не менее |
- |
|||
|
До 4,0 |
0,5 sном |
||||
|
Св. 4,0 |
0,3 sном |
||||
|
Наружный диаметр
|
h14 h15 для s > 4 |
h16 |
|||
|
Толщина |
s |
s |
|||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл |
|
|
До 0,5 Св. 0,5 до » 1,0 » 1,0 » 2,5 » 2,5 » 4,0 » 4,0 » 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
±0,05 ±0,10 ±0,20 ±0,30 ±0,60 ±1,00 ±1,20 |
До 1,0 Св. 1,0 до » 2,5 » 2,5» 4,0 » 4,0» 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
±0,2 ±0,3 ±0,6 ±1,0 ±1,2 ±1,6 |
||
|
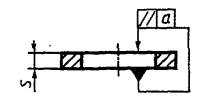
Фаска*
|
a от 30 до 45° еmin = 0,25s еmax = 0,50s |
- |
|||
|
Допуск параллельности для плоских круглых шайб |
s |
a, не более |
s |
a, не более |
|
|
|
До 0,5 Св. 0,5 до » ,0 » 1,0 » 2,5 » 2,5 » 4,0 » 4,0 » 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
0,025 0,050 0,100 0,150 0,200 0,300 0,400 |
До 1,0 Св. 1,0 до » ,5 » 2,5» 4,0 » 4,0» 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
0,2 0,2 0,3 0,5 0,6 1,0 |
|
|
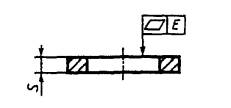
Допуск плоскостности для плоских круглых шайб |
s |
E |
s |
E |
|
|
|
До 0,5 Св. 0,5 до » 1,0 » 1,0 » 2,5 » 2,5 » 4,0 » 4,0 » 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
0,05 0,10 0,20 0,30 0,40 0,60 1,00 |
До 1,0 Св. 1,0 до » 2,5 » 2,5» 4,0 » 4,0» 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
0,25 0,50 0,80 1,20 1,80 3,00 |
|
|
Допуск соосности |
d2 |
b |
d2 |
b |
|
|
|
До 50 Св. 50 |
2 IT12 2 IT13 |
До 50 Св. 50 |
2 IT15 2 IT16 |
|


_______
* Допускается вместо фаски скругление радиусом, равным e
Допуск перпендикулярности цилиндрических поверхностей к опорным поверхностям плоских круглых шайб толщиной свыше 3 мм - не более 6° для класса точности С и не более 3° для класса точности А; косых квадратных шайб - не более 5°.
(Измененная редакция, Изм. № 1, 2).
1.9. По требованию потребителя шайбы должны изготовляться термически обработанными.
1.10. Лапки стопорных шайб не должны ломаться и иметь трещин при их двукратном загибе и отгибе на угол 90°.
(Введен дополнительно, Изм. № 1).
1.11 Временная противокоррозионная защита, упаковка и маркировка тары - по ГОСТ 18160-72.
(Введен дополнительно, Изм. № 2).
2. ПРАВИЛА ПРИЕМКИ
2.1. Правила приемки шайб - по ГОСТ 17769-83.
При приемке шайб главными геометрическими параметрами следует считать: диаметр отверстия, наружный диаметр, толщину, соосность».
(Измененная редакция, Изм. № 2).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Внешний вид шайб проверяют визуально. Допускается использовать лупу с увеличением 3×.
3.2. Контроль качества покрытий - по ГОСТ 9.302-88.
3.3. Шероховатость поверхности проверяют сравнением с образцами шероховатости по ГОСТ 9378-93 или приборами.
3.4. Размеры шайб проверяют предельными калибрами, шаблонами или универсальным измерительным инструментом.
3.5. Отклонение от перпендикулярности цилиндрических поверхностей шайб относительно опорных проверяют шаблонами или универсальным измерительным инструментом.
3.6. Отклонения от параллельности и плоскостности проверяют щупом, измеряя просвет между параллельными плитами, соприкасающимися с опорными поверхностями шайб, под действием усилия не более 20 Н (2 кгс).
Отклонение от плоскостности шайб допускается проверять универсальным измерительным инструментом.
Отклонение от параллельности шайб, изготовляемых штамповкой, допускается не контролировать.
(Измененная редакция, Изм. № 2).
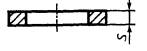
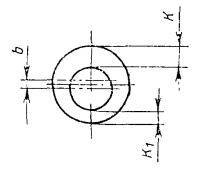
3.7. Отклонение от соосности b диаметра отверстия относительно наружного диаметра определяют по разности размеров К и К1 (см. чертеж), измеряемых универсальным измерительным инструментом.
3.8. Для испытания на вязкость стопорную шайбу зажимают в тисках, лапки двукратно загибают и отгибают на угол 90 °.
(Введен дополнительно, Изм. № 1).
Раздел 4. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Обязательное
СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ШАЙБ

1 - исполнение. Исполнение 1 не указывается; 2 - диаметр резьбы крепежной детали; 3 - толщина. Указывается для шайб с толщиной, не предусмотренной в стандартах на конкретные виды шайб; 4 - условное обозначение марки (группы) материала; 5 - марка материала. Указывается для групп 01; 02; 11; 32 и для материала, не предусмотренного в настоящем стандарте. Допускается в конструкторской документации не указывать марку материала для групп 01; 02; 11; 32; 6 - условное обозначение вида покрытия. Отсутствие покрытия не указывается; 7 - толщина покрытия. Для многослойного покрытия указывается суммарная толщина всех компонентов Условное обозначение покрытия, которое не предусмотрено в настоящем стандарте, - по ГОСТ 9.306-85; 8 - обозначение стандарта на конкретный вид шайбы.
Если стандарт на конкретный вид шайбы предусматривает для одного исполнения два класса точности А и С, то в условном обозначении шайбы перед исполнением должна указываться соответствующая буква.
Примеры условных обозначений:
Шайба исполнения 1 для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 15, с цинковым покрытием толщиной 9 мкм хроматированным:
Шайба 12.03.019 ГОСТ...
то же, из стали марки Ст3кп:
Шайба 12.02.Ст3кп.019 ГОСТ...
то же, исполнения 2, толщиной 4 мм, не предусмотренной в стандарте на конкретный вид шайбы, из стали марки 08Х18Н12Т, с титановым покрытием, не предусмотренным в настоящем стандарте:
Шайба 2.12´4.08Х18Н12Т.Ти9 ГОСТ...
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ