 | Информационная система | |
ОСТ 26.260.18-2004
СТАНДАРТ ОТРАСЛИ
БЛОКИ ТЕХНОЛОГИЧЕСКИЕ
ДЛЯ ГАЗОВОЙ И НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
ОСТ 26.260.18-2004
Предисловие
1 РАЗРАБОТАН Дочерним открытым акционерным обществом «Центральное конструкторское бюро нефтеаппаратуры» (ДОАО ЦКБН) ОАО «ГАЗПРОМ»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом 260 «Оборудование химическое и нефтегазоперерабатывающее»
3 ВЗАМЕН ОСТ 26-18-5-88
4 СОГЛАСОВАН
Предприятиями и организациями
ОАО «КУРГАНХИММАШ», ОАО «ВОЛГОГРАДНЕФТЕМАШ», ОАО «Машиностроительный завод «ЗиО-Подольск», ОАО «Инжиниринговая компания «ЗИОМАР»
ГОСГОРТЕХНАДЗОР РФ
Письмом № 10-03/343 от 22.03.2004 г.
СОДЕРЖАНИЕ
БЛОКИ ТЕХНОЛОГИЧЕСКИЕ
ДЛЯ ГАЗОВОЙ И НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
Дата введения 01.06.2004 г.
1 Область применения
Настоящий стандарт устанавливает требования к проектированию, изготовлению, приемке и поставке блоков технологических (далее по тексту - блок), предназначенных для объектов газовой, нефтяной и смежных отраслей промышленности.
Стандарт распространяется на блоки, включающие сосуды и аппараты, работающие под давлением до 16 МПа (160 кгс/см2), а также на блоки, не содержащие сосудов и аппаратов, работающие под давлением не свыше 32 МПа (320 кгс/см2) при температуре стенки не ниже минус 70 °С, кроме того, на трубопроводную обвязку горелок, трубных печей и огневых подогревателей.
Стандарт пригоден для целей сертификации блока.
|
ОАО НИИХИММАШ Зарегистрировано № 221 2004-04-06 Заместитель Генерального директора П.А. Харин |
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на нормативные документы, приведенные в приложении А.
3 Определения
В стандарте применены следующие термины с соответствующими определениями:
Технологический блок - конструктивно законченная и пространственно сформированная сборочная единица технологической установки, заданного уровня заводской готовности, предназначенная для осуществления основных и вспомогательных технологических процессов и состоящая из:
- аппаратов;
- оборудования (насосы, электродвигатели и др.);
- технологических трубопроводов с запорной, предохранительной и регулирующей арматурой;
- средств измерения, контроля и автоматизации;
- устройств, для обслуживания (металлоконструкции, блок-боксы и др.).
Технологический блок может включать в себя все вышеперечисленные составляющие или часть их.
Технологический блок поступает на монтажную площадку в полностью собранном виде или поставочными единицами.
4 Требования к конструкции
4.1 Общие требования
4.1.1 Конструкция блока должна отвечать требованиям настоящего стандарта, конструкторской документации и ПБ 03-585.
4.1.2 Конструкция блока должна быть технологичной, эстетичной и обеспечивать его работоспособность, надежность и безопасность эксплуатации в течение срока службы, который должен быть указан в технической документации блока.
4.1.3 При разработке блока следует:
а) включать в его состав необходимое количество оборудования, трубопроводов, арматуры, средств контроля и автоматизации (К и А) и др. изделий, требуемых для проведения технологического процесса, эксплуатации и обслуживания;
б) предусматривать максимально возможное снижение металло- и материалоемкости;
в) предусматривать уменьшение протяженности трубопроводов и объема строительно-монтажных работ за счет высокой степени заводской готовности;
г) обеспечивать достаточную прочность и жесткость элементов блока для сохранности при погрузочно-разгрузочных работах, транспортировании и монтаже;
д) обеспечивать удобное для обслуживания расположение и свободный доступ к оборудованию, арматуре, средствам контроля и автоматизации, предохранительным устройствам.
В необходимых случаях для удобства обслуживания указанного оборудования и средств должны быть предусмотрены специальные площадки, выполненные с соблюдением норм и требований безопасности;
ж) обеспечить возможность;
- выполнения всех видов работ по сварке, контролю сварных соединений;
- доступа к сварным соединениям для проведения ремонтных работ и последующего контроля;
з) обеспечить возможность демонтажа (разборки) элементов блока во время технического обслуживания и ремонта.
4.1.4 Выбор материалов и требования к ним производить в соответствии с разделом 5 настоящего стандарта.
4.1.5 Специальные требования к материалам, конструкции, изготовлению, объему и методам контроля аппаратов, деталей и узлов блока, работающих в средах, вызывающих коррозионное растрескивание, в соответствии с требованиями РД 26-02-63.
4.1.6 Конструкция блока должна исключать возможность образования застойных зон, предусматривать возможность полного удаления воздуха при заполнении блока водой и полного удаления воды после гидравлического испытания.
Аппараты горизонтального типа (емкости, сепараторы и др.) и трубопроводы дренажа в блоке должны быть установлены с уклоном в сторону дренажа. Уклоны следует принимать, как правило, не менее:
- для легкоподвижных жидких веществ - 0,002;
- для газообразных веществ (при наличии конденсата) - 0,003;
- для высоковязких и застывающих веществ - 0,02.
В обоснованных случаях допускается установка с меньшими уклонами или без уклона, но при этом должны быть предусмотрены мероприятия, обеспечивающие полное опорожнение блока.
4.1.7 Блоки могут проектироваться на специальной опорной конструкции (раме) или без нее, при этом корпус аппарата может быть использован в качестве несущей конструкции для крепления другого оборудования, металлоконструкций, трубопроводной обвязки, арматуры и других изделий.
4.1.8 В блоке должно быть минимальное количество разъемных соединений. Разъемные соединения применяются для присоединения:
- к аппаратам, оборудованию, арматуре;
- контрольно-измерительных приборов и автоматизации (КиА) и их трубных проводок;
- для внешнего подсоединения блока.
4.1.9 Конструкция блока должна предусматривать компенсацию температурных деформаций оборудования и трубопроводов за счёт использования компенсаторов, поворотов трубопроводов или иных приёмов.
В конструкторской документации должны быть оговорены места крепления оборудования и трубопроводов, подлежащие ослаблению на монтаже, для свободного перемещения трубопроводов.
4.1.10 Трубопроводную арматуру следует располагать в доступных для ее обслуживания местах и, как правило, группами в технологической последовательности, с учетом условий ее эксплуатации и удобства обслуживания. Маховик арматуры с ручным приводом или рукоятка должны располагаться на высоте не более 1,8 м от уровня пола или площадки обслуживания. При установке арматуры на вертикальном трубопроводе (стояке) это расстояние принимается от оси маховика или конца рукоятки.
В технически обоснованных случаях допускается установка арматуры за пределами площадки обслуживания. При этом маховик или рукоятка должны располагаться на высоте не более 1,5 м и на расстоянии от площадки не более 0,3 м.
4.1.11 Расстояние между выступающими частями арматуры, расположенной на двух рядом лежащих трубопроводах в блоке, должно быть не менее 0,05 м, между маховиками или рукоятками арматуры не менее 0,1 м.
4.1.12 Расстояния между аппаратами и другим оборудованием, расположенным внутри блока следует принимать из условий удобства обслуживания при эксплуатации.
Патрубки оборудования должны быть максимально разгружены от нагрузок присоединяемых трубопроводов (установка дополнительных опор, и т.д.)
4.1.14 Блоки не должны создавать шум, превышающий санитарные нормы (не более 80 дБа).
4.1.15 Блоки должны быть, как правило, транспортабельными при перевозке железнодорожным, автодорожным, водным и воздушным транспортом.
Блоки негабаритные, должны транспортироваться частями. При этом должна быть предусмотрена максимальная компактность и жесткость отгружаемых мест при наименьшем их количестве с обеспечением требований максимальной заводской готовности.
При разработке негабаритных и тяжеловесных блоков должны учитываться требования ЦД-4172.
4.1.16 В конструкторской документации на блоки должны указываться элементы, снимаемые с блоков на время транспортирования с целью обеспечения габаритности груза или сохранности их при транспортировании и хранении, а также деление блока на поставочные единицы.
4.1.17 Каждый блок должен иметь строповые устройства, рассчитанные на подъем блока полностью в собранном виде (с упаковкой, теплоизоляцией), а при поставке частями на каждую поставочную единицу.
Схема строповки блока должна быть приведена в конструкторской документации.
4.2 Сосуды и аппараты
4.2.1 Сосуды и аппараты (колонны, емкости, теплообменники, сепараторы, фильтры и т.п.), входящие в блок, и работающие под давлением до 16 МПа должны соответствовать требованиям ПБ 03-576-03, ОСТ 26.291.
4.3 Технологические трубопроводы
4.3.1 Классификация трубопроводов
4.3.1.1 Технологические трубопроводы в зависимости от рабочего давления подразделяются на трубопроводы низкого давления до 10 МПа (включительно) и трубопроводы высокого давления свыше 10 МПа.
4.3.1.2 Все трубопроводы с давлением до 10 МПа (включительно) в зависимости от класса опасности транспортируемого вещества и рабочих параметров среды подразделяются на группы и категории.
Классификация трубопроводов принимается в соответствии с приложением Б согласно ПБ 03-585.
4.3.1.3 Категории трубопроводов устанавливаются разработчиком проекта для каждого трубопровода и указываются в проектной документации.
Для трубопроводов свыше 10 МПа указывать: «Трубопроводы высокого давления».
4.3.2 Общие требования
4.3.2.1 Толщина стенки труб и деталей трубопроводов должна определяться расчетом на прочность в зависимости от рабочих (расчетных) параметров, коррозионных и эрозионных свойств среды по нормативной документации применительно к сортаменту труб. При выборе толщины стенки труб и деталей трубопроводов должны учитываться особенности технологии их изготовления (гибка, сборка, сварка).
Трубопроводы, которые подвергаются испытанию на прочность и плотность совместно с аппаратом, должны быть рассчитаны на прочность с учетом давления испытания аппарата.
4.3.2.2 При расчете толщины стенок трубопроводов прибавку на компенсацию коррозионного износа к расчетной толщине стенки следует выбирать исходя из условия обеспечения необходимых сроков службы блока и скорости коррозии.
4.3.2.3 При проектировании трубопроводов блока должны соблюдаться следующие требования: для изолированных и не изолированных трубопроводов расстояние между осями смежных трубопроводов и от трубопроводов до стен укрытий, блок-боксов (рис. 1) как по горизонтали, так и по вертикали, должно приниматься с учетом возможности сборки, ремонта, осмотра, нанесения изоляции, а также величины смещения трубопровода при температурных деформациях и должно быть не менее указанного в таблице 1.

Рисунок 1
Таблица 1 - Рекомендуемое расстояние между осями смежных трубопроводов и от стенок трубопроводов до стен перегородок, перекрытий блок-боксов и укрытий, не менее, мм
|
Условный проход трубопроводов, Dv, мм |
Для изолированных трубопроводов |
Для неизолированных трубопроводов |
||||||||||||||
|
при температуре стенки, °С |
без фланца |
с фланцами в одной плоскости при давлении среды, МПа (кгс/см2) |
||||||||||||||
|
ниже -30 |
от -30 до 19 |
от 20 до 600 |
||||||||||||||
|
до 1,6 (16) |
2,5 (25) и 4 (40) |
6,3 (63) |
10 (100) |
|||||||||||||
|
А |
b1 |
А |
b2 |
А |
b3 |
А |
b4 |
А |
b5 |
А |
b6 |
А |
b7 |
А |
b8 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
10 |
190 |
140 |
170 |
120 |
170 |
120 |
60 |
30 |
100 |
70 |
100 |
70 |
110 |
80 |
110 |
80 |
|
15 |
190 |
140 |
170 |
120 |
170 |
120 |
60 |
30 |
100 |
70 |
100 |
70 |
110 |
80 |
110 |
80 |
|
20 |
210 |
160 |
170 |
120 |
200 |
150 |
70 |
40 |
110 |
80 |
110 |
80 |
120 |
90 |
120 |
90 |
|
25 |
220 |
170 |
180 |
130 |
200 |
150 |
70 |
40 |
110 |
90 |
110 |
90 |
120 |
100 |
120 |
100 |
|
32 |
240 |
190 |
180 |
130 |
200 |
150 |
70 |
40 |
120 |
100 |
120 |
100 |
130 |
100 |
130 |
100 |
|
40 |
240 |
190 |
180 |
130 |
200 |
150 |
80 |
50 |
130 |
100 |
130 |
100 |
140 |
110 |
140 |
110 |
|
50 |
270 |
220 |
210 |
160 |
230 |
180 |
80 |
50 |
130 |
110 |
130 |
110 |
140 |
120 |
150 |
130 |
|
65 |
300 |
250 |
240 |
190 |
280 |
230 |
90 |
60 |
140 |
120 |
140 |
120 |
150 |
130 |
160 |
140 |
|
80 |
310 |
260 |
250 |
200 |
310 |
260 |
100 |
70 |
150 |
130 |
150 |
130 |
160 |
130 |
170 |
140 |
|
100 |
370 |
300 |
310 |
240 |
350 |
280 |
110 |
80 |
160 |
140 |
170 |
140 |
180 |
150 |
190 |
160 |
|
125 |
410 |
340 |
350 |
280 |
370 |
300 |
120 |
100 |
180 |
150 |
190 |
160 |
200 |
180 |
210 |
180 |
|
150 |
420 |
350 |
360 |
290 |
380 |
310 |
130 |
110 |
190 |
170 |
200 |
180 |
220 |
200 |
230 |
200 |
|
175 |
440 |
370 |
380 |
310 |
420 |
350 |
150 |
130 |
210 |
180 |
230 |
200 |
240 |
210 |
250 |
220 |
|
200 |
450 |
380 |
390 |
320 |
430 |
360 |
160 |
140 |
220 |
190 |
240 |
210 |
260 |
230 |
270 |
240 |
|
225 |
480 |
410 |
420 |
350 |
440 |
370 |
170 |
150 |
240 |
210 |
260 |
230 |
270 |
240 |
290 |
260 |
|
250 |
500 |
430 |
440 |
370 |
460 |
390 |
190 |
160 |
260 |
230 |
280 |
250 |
290 |
260 |
330 |
300 |
|
300 |
560 |
480 |
500 |
420 |
520 |
440 |
210 |
190 |
280 |
260 |
310 |
280 |
320 |
290 |
350 |
320 |
|
350 |
610 |
530 |
550 |
470 |
550 |
470 |
240 |
210 |
310 |
290 |
340 |
310 |
350 |
330 |
380 |
350 |
|
400 |
690 |
590 |
630 |
530 |
630 |
530 |
260 |
240 |
340 |
320 |
380 |
360 |
390 |
360 |
410 |
390 |
|
450 |
740 |
640 |
680 |
580 |
670 |
560 |
290 |
270 |
370 |
350 |
390 |
370 |
450 |
430 |
- |
- |
|
500 |
790 |
690 |
730 |
630 |
690 |
590 |
320 |
290 |
410 |
380 |
440 |
410 |
520 |
490 |
- |
- |
|
600 |
840 |
740 |
780 |
680 |
760 |
660 |
370 |
340 |
470 |
450 |
500 |
470 |
- |
- |
- |
- |
|
700 |
880 |
780 |
820 |
720 |
800 |
700 |
410 |
380 |
510 |
480 |
550 |
530 |
- |
|||
|
800 |
980 |
860 |
920 |
800 |
860 |
800 |
490 |
450 |
590 |
500 |
650 |
610 |
- |
|||
|
900 |
1030 |
910 |
970 |
850 |
970 |
860 |
540 |
550 |
640 |
600 |
- |
|||||
|
1000 |
1130 |
960 |
1070 |
900 |
1070 |
900 |
610 |
560 |
730 |
680 |
- |
- |
- |
- |
- |
- |
|
1200 |
1230 |
1060 |
1170 |
1000 |
1170 |
1000 |
710 |
660 |
850 |
800 |
- |
- |
- |
- |
- |
- |
|
1400 |
1330 |
1160 |
1270 |
1100 |
1270 |
1100 |
810 |
760 |
950 |
900 |
- |
- |
- |
- |
- |
- |
|
Примечания 1 При наличии на трубопроводах арматуры для обогревающих спутников принятые по таблице расстояния А и Б (см. рис. 1) следует проверять исходя из условий необходимости обеспечения расстояния в свету не менее: для неизолированных трубопроводов при Dy до 600 мм - 50 мм; для неизолированных трубопроводов при Dy свыше 600 мм и всех трубопроводов с тепловой изоляцией - 100 мм. 2 Расстояние между нижней образующей трубы или её теплоизоляционного слоя и верхней плоскостью рамы блока должно быть не менее 100 мм. 3 Расстояние Б (между осями трубопроводов) определяется суммированием табличных размеров bi, где bi = b1, b2, ..., b8. 4 Допускается уменьшать расстояние между трубопроводами, по согласованию с заказчиком, при расположении оборудования в ограниченном помещении в модульном исполнении. |
||||||||||||||||
4.3.2.4 В конструкции блока высокого давления расстояние между фланцевыми, резьбовыми соединениями и отверстиями в стенах, перегородках, перекрытиях должно приниматься с учетом возможности сборки и разборки соединения с применением механизированного инструмента, при этом для трубопроводов с условным диаметром до 65 мм указанное расстояние должно быть не менее 300 мм и не менее 600 мм для трубопроводов большего диаметра.
4.3.2.5 Трубопроводы должны монтироваться на опорах. Расположение опор и расстояние между ними определяются проектом и согласно п. 4.1.13. Опоры должны располагаться на расстоянии не менее 50 мм от сварного шва.
При отсутствии необходимых по нагрузкам и другим параметрам стандартных опор должна быть разработана их конструкция.
4.3.2.6 Опоры должны быть рассчитаны на вертикальные нагрузки от массы трубопровода с транспортируемой средой (или водой при гидроиспытании), изоляции, а также нагрузки, возникающие при тепловом расширении трубопровода.
4.3.2.7 Для трубопроводов, транспортирующих вещества с отрицательной температурой, при необходимости исключения потерь холода следует применять опоры с теплоизолирующими прокладками, в том числе деревянными, пропитанными антипиренами.
4.3.2.8 В качестве дренажных устройств периодического действия должны предусматриваться специальные сливные штуцера с запорной арматурой для присоединения стационарных или съемных трубопроводов для отвода продуктов в дренажные емкости или технологическое оборудование. На запорную арматуру устанавливается заглушка. Дренажные устройства для аварийного опорожнения должны проектироваться стационарными.
4.3.2.9 Для опорожнения трубопроводов от воды после гидравлического испытания в первую очередь должны использоваться устройства для технологического дренажа трубопроводов. При отсутствии технологического дренажа должны предусматриваться штуцера, ввариваемые непосредственно в дренируемый трубопровод.
Диаметры дренажных штуцеров следует принимать не менее, указанных в таблице 2.
Таблица 2 - Диаметры дренажных штуцеров.
|
Диаметр трубопровода, Dy, мм |
От 25 до 80 |
От 100 до 150 |
От 175 до 300 |
От 350 до 450 |
От 500 до 700 |
От 800 до 1200 |
|
Диаметр штуцера, Dv, мм |
15 |
20 |
25 |
32 |
40 |
50 |
4.3.2.10 Для трубопроводов, предназначенных для транспортирования сжиженных газов, пожаровзрывоопасных продуктов и веществ 1 и 2 классов опасности, должны быть предусмотрены в начальных и конечных точках трубопровода штуцера с арматурой и заглушкой для продувки их инертным газом или водяным паром и (или) промывки водой или специальными растворами.
Подвод (отвод) инертного газа, пара, воды или промывочной жидкости к трубопроводам должен производиться с помощью съемных участков трубопроводов или гибких шлангов. По окончании продувки (промывки) съемные участки или шланги должны быть сняты, а на запорную арматуру установлены заглушки.
Диаметры штуцеров для продувки и промывки должны приниматься в зависимости от диаметра трубопровода и быть, не менее указанных в таблице 2.
4.3.2.11 Трубопроводы с технологическими средами 1, 2 и 3 классов опасности должны продуваться в специальные сбросные трубопроводы с последующим использованием или обезвреживанием продувочных газов и паров Продувку остальных трубопроводов допускается осуществлять через продувочные свечи в атмосферу.
Диаметр продувочных свечей рекомендуется принимать в зависимости от объёма сбрасываемого газа, но не менее 15 мм. Высоту продувочных свечей следует проектировать на 5 м выше самой высокой точки блока для исключения возможности загрязнения окружающей территории.
4.3.2.12 Продувочные свечи и трубопроводы выброса от предохранительных клапанов в нижних точках должны иметь дренажные отверстия и штуцера с арматурой либо другие устройства, исключающие возможность скопления жидкости в результате конденсации.
4.3.2.13 На трубопроводах выброса в атмосферу от технологических аппаратов, содержащих взрыво- и пожароопасные вещества, должны устанавливаться огнепреградители. Установка огнепреградителей на выбросах от аппаратов с азотным дыханием не требуется.
На выбросах от предохранительных клапанов огнепреградители не устанавливаются.
4.3.2.14 Трубопроводы для выброса газовых технологических сред должны отвечать требованиям Правил устройства и безопасной эксплуатации факельных систем ПБ 03-591.
4.3.2.15 При отсутствии указаний в чертежах, резьба на трубопроводах и деталях к ним, должна соответствовать среднему классу точности по ГОСТ 16093.
4.3.2.16 В трубопроводах высокого давления допускается предусматривать фланцевые соединения в местах подключения трубопроводов к аппаратам, арматуре и другому оборудованию, имеющему ответные фланцы, а также на участках трубопроводов, требующих в процессе эксплуатации периодической разборки или замены.
4.3.2.17 Концы присоединительные резьбовые для арматуры, соединительных частей и трубопроводов, работающих под давлением более 20 МПа, должны соответствовать ГОСТ 9400.
4.3.2.18 Конструкция, изготовление и контроль трубопроводов пара и горячей воды должны соответствовать требованиям Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды ПБ 10-573.
4.4 Соединительные детали трубопроводов
4.4.2 Конструкция и геометрические размеры деталей трубопроводов должны удовлетворять требованиям ГОСТ 17375 - ГОСТ 17379, ГОСТ 30753, ГОСТ 22791 - ГОСТ 22826, а также действующим нормативным документам согласно п. 4.4.1.
4.4.3 Технические требования деталей трубопроводов, должны соответствовать:
ГОСТ 17380 - для технологических трубопроводов, работающих при Ру до 10 МПа (100 кгс/см2);
ГОСТ 22790 - для технологических трубопроводов, работающих при Ру свыше 10 МПа до 100 МПа (свыше 100 до 1000 кгс/см2).
Детали, применяемые по ГОСТ 17375 - ГОСТ 17379, ГОСТ 30753 или проектируемые вновь, подлежат расчёту на прочность в соответствии с требованиями ГОСТ 17380. Расчёт прочности деталей трубопроводов, транспортирующих среды содержащие сероводород, должен производиться в соответствии с требованиями РТМ 38.001.
4.4.4 Для технологических трубопроводов следует применять, как правило, крутоизогнутые отводы, тройники и переходы, изготовленные из труб, поковок или круга, а также штампосварные из листового проката.
4.4.5 Отводы, гнутые из труб под углом 180° (двойники), допускается изготавливать сварными из двух отводов под углом 90°. В двойниках, сваренных из двух отводов, сварной шов должен располагаться в вершине двойника, при этом сварные швы отводов должны быть проверены в объёме 100 % ультразвуковым или радиографическим методами контроля. Если двойники подвергаются термообработке, то указанный контроль должен проводиться после термообработки.
4.4.6 Допускается применение сварных соединительных деталей для технологических трубопроводах:
- тройники на Ру до 10 МПа (100 кгс/см2);
- отводы Ру не более 6,3 МПа (63 кгс/см2) и Ду 150 - 400 мм;
- отводы Ру не более 2,5 МПа (25 кгс/см2) и Ду 500 - 1400 мм;
- концентрические и эксцентрические переходы на Ру до 4 МПа (40 кгс/см2) и Ду 250 - 400 мм, а при Ру до 2,5 МПа (25 кгс/см2) и Ду 500 - 1400 мм;
- крестовины при Ру до 1,6 МПа (16 кгс/см2) из электросварных труб, при этом трубы должны выдерживать давление не менее 2,5 МПа (25 кгс/см2),
- крестовины при Ру не более 2,5 МПа (25 кгс/см2) из бесшовных труб, при этом трубы должны выдерживать давление не менее 4 МПа (40 кгс/см2).
4.4.7 Штампосварные и сварные соединительные детали (отводы, двойники, переходы, тройники, крестовины) трубопроводов должны проектироваться с полным проплавлением, с последующим 100 %-ным контролем сварных соединений ультразвуковым или радиографическим методом.
4.4.8 Детали трубопроводов для сред, вызывающих коррозионное растрескивание металла независимо от конструкции, марки стали и технологии изготовления подлежат термообработке.
Допускается местная термообработка сварных соединений секционных отводов и сварных из труб тройников, если для их изготовления применены термообработанные трубы.
4.4.9 Допускается применение приварных плоских заглушек в трубопроводах, транспортирующих вещества групп А и Б при давлении до 2,5 МПа (25 кгс/см2).
4.4.10 Детали трубопроводов высокого давления должны изготавливаться из поковок, объёмных штамповок и труб.
Допускается применять сварные тройники из труб, штампосварных отводы, переходы и тройники с двумя продольными швами на давление до 32 МПа (320 кгс/см2). При этом все сварные швы и металл заготовок подлежат ультразвуковому контролю в объёме 100 %. Заготовки не должны иметь внутренних дефектов, выявленных при ультразвуковом контроле, превышающих нормы, установленные ГОСТ 24507 для группы качества 2n.
4.4.11 Отношение внутреннего диаметра штуцера (ответвления) к внутреннему диаметру основной трубы в сварных тройниках не должно превышать 0,6.
В трубопроводах высокого давления при отношении внутреннего диаметра штуцера (ответвления) к внутреннему диаметру основной трубы менее 0,25 рекомендуется применять тройник-вставку. Если соотношение внутреннего диаметра штуцера и диаметра основной трубы более 0,25 следует применять тройник или штуцер.
4.4.12 Детали трубопроводов высокого давления изготовленные методами гибки, штамповки и сварки должны подвергаться термической обработке. Режим термической обработки устанавливается стандартами, техническими условиями или конструкторской документацией.
4.4.13 Применение импортных деталей трубопроводов, а также полуфабрикатов для их изготовления, допускается, если их характеристики соответствуют нормативным требованиям и подтверждены заключением специализированной (экспертной) организации.
4.5 Фланцы, крепежные детали и заглушки
- фланцы
до 20 МПа - ГОСТ 12815, ГОСТ 12816, ГОСТ 12820, ГОСТ 12821;
- прокладки
до 6,3 МПа - ОСТ 26.260.463;
от 6,3 до 16 МПа - ОСТ 26.260.461;
до 20 МПа - ГОСТ 15180;
- крепежные детали
до 2,5 МПа - ОСТ 26-2037 - Болты
до 2,5 МПа - ОСТ 26-2038 - Гайки
до 2,5 МПа - ОСТ 26-2039 - Шпильки
до 16,0 МПа - ОСТ 26-2040 - Шпильки
до 16,0 МПа - ОСТ 26-2041 - Гайки
до 16,0 МПа - ОСТ 26-2042 - Шайбы
Технические требования - по ОСТ 26-2043
- фланцы резьбовые
от 20 до 35 МПа - ГОСТ 9399
- линзы
от 20 до 100 МПа - ГОСТ 10493
Свыше 10 МПа до 100 МПа - ГОСТ 10494 - Шпильки
Свыше 10 МПа до 100 МПа - ГОСТ 10495 - Гайки
4.5.2 Для трубопроводов групп А и Б с условным давлением до 1 МПа (10 кгс/см2) должны применяться фланцы, предусмотренные на условное давление 1,6 МПа (16 кгс/см2).
4.5.3 Для трубопроводов, работающих при условном давлении свыше 2,5 МПа (25 кгс/см2) независимо от температуры, а также для трубопроводов с рабочей температурой выше 300 °С независимо от давления необходимо применять только фланцы приварные встык.
4.5.4 Для трубопроводов высокого давления должны применяться фланцы резьбовые и фланцы приварные встык с учетом требований п. 4.5.1 настоящего стандарта.
4.5.5 Фланцы, отличающиеся от стандартов размерами и конструкцией, подлежат расчету на прочность, исходя из условий эксплуатации трубопроводов.
4.5.6 При выборе типа уплотнительной поверхности фланцев по ГОСТ 12815 для соединения трубопроводов в зависимости от транспортируемой среды и давления необходимо руководствоваться рекомендациям, приведённым в таблице 3.
Таблица 3 - Выбор типа уплотнительной поверхности фланцев
|
Давление Ру МПа (кгс/см2) |
Рекомендуемый тип уплотнительной поверхности |
|
|
Все вещества групп А, Б, В, кроме групп А (а), аммиака и ВОТ (высокотемпературный органический теплоноситель) |
≤ 2,5 (25) |
Гладкая |
|
Вещества группы А (а) |
≤ 0,25 (2,5) |
|
|
Все группы веществ, кроме ВОТ |
> 2,5 (25), < 6,3 (63) |
Выступ-впадина |
|
Вещества группы А (а) |
> 0,25 (2,5) |
|
|
Аммиак |
Независимо |
|
|
Все группы веществ при вакууме |
От 0,095 до 0,05 абс. (0,95 - 0,5) |
Гладкая |
|
Все группы веществ при вакууме |
От 0,05 до 0,001 абс. (0,5 - 0,01) |
Шип-паз |
|
ВОТ |
Независимо |
|
|
Все группы веществ |
≥ 6,3 (63) |
Под линзовую прокладку или прокладку овального сечения |
4.5.7 Для трубопроводов, транспортирующих вещества групп А и Б технологических объектов I категории взрывоопасности, не допускается применение фланцевых соединений с гладкой уплотнительной поверхностью, за исключением случаев применения спирально навитых прокладок с ограниченным кольцом.
4.5.8 Для соединения фланцев, работающих при температуре выше 200 °С и ниже минус 40 °С независимо от давления следует применять шпильки.
4.5.9 В трубопроводах высокого давления в качестве уплотнительных элементов фланцевых соединений следует применять металлические прокладки - линзы плоские, восьмиугольного, овального и других сечений.
Уплотняющая поверхность фланцев арматуры должна быть согласно отраслевой нормативной и конструкторской документации.
Резьба на деталях трубопроводов высокого давления, фланцах резьбовых, муфтах и крепежных изделиях должна выполняться по ГОСТ 9150, ГОСТ 24705. Форма впадин наружной резьбы должна быть закругленной. Допуски на резьбу - 6Н, 6g по ГОСТ 16093.
4.5.9 Накатка резьбы на шпильках из аустенитной стали для эксплуатации при температуре более 500 °С не допускается.
4.5.10 Конструкцию, размеры заглушек рекомендуется выбирать в зависимости от рабочих параметров среды и конкретных условий эксплуатации, руководствуясь государственными и отраслевыми стандартами.
4.5.11 Пределы применения поворотных заглушек, должны соответствовать требованиям АТК 26-18-5.
4.5.12 Запрещается применять заглушки, устанавливаемые между фланцами, для разделения двух трубопроводов с различными средами, смешение которых недопустимо.
4.5.13 На каждой съемной заглушке (на хвостовике, а при его отсутствии - на цилиндрической поверхности) должна быть маркировка: номер заглушки (партии), марка стали, условное давление Ру и условный проход Ду.
4.6 Сварные соединения и их расположение
4.6.1 При сварке труб, приварке к ним деталей трубопроводов (тройников, отводов, эллиптических заглушек и т.п.) должны применяться стыковые швы с полным проплавлением.
В угловых соединениях при приварке штуцеров, муфт, плоских фланцев, ответвлений трубопроводов должны применяться угловые швы с полным проплавлением.
Угловые швы с неполным проплавлением (конструктивным зазором) допускается применять в соединениях плоских фланцев с трубами и патрубками, работающими под давлением не более 2,5 МПа (25 кгс/см2) и при температуре не более 300 °С в средах, не вызывающих коррозионное растрескивание.
Угловые швы в тавровых и нахлесточных соединениях применяются для приварки опор, подвесок, скоб, кронштейнов, укрепляющих накладок, подкладных пластин, планок под площадки, лестницы и других вспомогательных деталей.
4.6.2 Односторонние стыковые и угловые швы с полным проплавлением рекомендуется выполнять аргонодуговой сваркой при толщине стенки до 4 мм. При большей толщине стенки рекомендуется применять комбинированный способ - с проваром корня шва ручной аргонодуговой сваркой неплавящимся электродом и последующим заполнением разделки ручной электродуговой, механизированной или автоматической сваркой в среде защитных газов или под флюсом.
При доступе к сварному соединению изнутри, например, при приварке фланцев Ду 250 мм и более, предпочтительными являются двусторонние швы.
Применение сварных соединений с остающимися подкладными кольцами не допускается в трубопроводах, работающих под давлением свыше 10 МПа (100 кгс/см2).
Применение сварных соединений с остающимися подкладными кольцами допускается для труб и других элементов, работающих под давлением до 10 МПа (100 кгс/см2), при наличии указания в технической документации.
4.6.3 Форма и размеры подготовки кромок стыковых соединений труб и деталей трубопроводов, работающих под давлением до 10 МПа (100 кгс/см2), должны соответствовать ГОСТ 16037 тип С2 при толщине стенки до 3 мм и типу С17 при толщине стенки 4 мм и более.
4.6.4 Форма и размеры подготовки кромок стыковых соединений труб и деталей трубопроводов, работающих под давлением свыше 10 до 32 МПа (свыше 100 до 320 кгс/см2), должны соответствовать ГОСТ 22790 при условном проходе до Ду 200 мм и ОСТ 26-01-21 при условном проходе свыше Ду 200 мм до Ду 500 мм. Допускается применять форму и размеры подготовки кромок в соответствии с ГОСТ 16037 и рекомендуемым приложением 6 ОСТ 26-01-1434.
Допускаются другие формы подготовки кромок по НД предприятия-изготовителя или монтажной организации при условии аттестации технологии сварки в установленном порядке.
4.6.5 Ответвления на технологических трубопроводах могут быть выполнены следующими способами:
- с помощью тройника, ввариваемого в основную трубу стыковыми швами;
- врезкой штуцера в основную трубу с аргонодуговой сваркой корня углового шва снаружи (тип У19 по ГОСТ 16037, тип У7 по РД 26-18-8);
- врезкой штуцера в основную трубу на цилиндрическом усе или подкладном кольце, которые после сварки удаляются растачиванием проходного отверстия штуцера (тип У20, У21 по ГОСТ 16037);
- приваркой штуцера впритык к основной трубе с рассверливанием или растачиванием проходного отверстия после сварки (тип У23, У24 по РД 26-18-8).
Во всех случаях выполнение ответвления с помощью тройника является предпочтительным.
4.6.6 Сварные соединения труб и деталей трубопроводов из разнородных (перлитных и аустенитных) сталей могут быть предусмотрены в проекте при соблюдении следующих условий:
толщина материала в местах сварки соединения не должна превышать 36 мм для углеродистых сталей и 30 мм для марганцовистых и марганцевокремнистых сталей (марок 10Г2, 09Г2С и др.);
среда не должна вызывать коррозионного растрескивания;
температура окружающей среды не должна быть ниже минус 40 °С.
Технология сварки, качество и контроль сварных соединений из разнородных сталей должны соответствовать требованиям РТМ 26-298, РТМ 26-378, ОСТ 26-01-1434.
4.6.7 Конструкция и расположение сварных соединений на трубопроводе должны обеспечивать их качественное выполнение и контроль всеми предусмотренными методами в процессе изготовления, монтажа, эксплуатации и ремонта.
В любом случае указанное расстояние должно обеспечивать возможность проведения местной термообработки и контроля шва неразрушающими методами.
В случае применения арматуры, фланцев, тройников, и т.п. расстояние между кольцевыми швами определяется линейными размерами указанных деталей.
4.6.9 Располагать сварные стыки трубопроводов на расстоянии менее 50 мм от опор не допускается.
4.6.10 Расстояние от начала гиба трубы до края стыкового сварного шва или углового сварного шва должно быть, не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм и не менее 100 мм для труб с наружным диаметром более 100 мм.
4.6.11 Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков согласно п. 4.4.5.
4.6.12 Приварка штуцеров, бобышек, муфт, труб и других деталей в местах расположения сварных швов, в гнутые и штампованные детали трубопроводов не допускается. В порядке исключения в гнутые и штампованные детали трубопроводов допускается приварка одного штуцера внутренним диаметром не более 25 мм.
4.7. Арматура
4.7.1 Выбор арматуры в зависимости от ее рабочих параметров и агрессивности среды должен производиться по действующим каталогам, стандартам, техническим условиям и т.п.
Применяемая трубопроводная арматура (и приобретенная по импорту) должна соответствовать требованиям ГОСТ 12.2.063. Арматура, в том числе приобретённая по импорту, предназначенная для технологических процессов с повышенной опасностью работ, должна иметь разрешение Госгортехнадзора России на применение в промышленных условиях.
4.7.2 Количество, тип, материальное исполнение и другие требования к арматуре оборудования и трубопроводов определяются конструкторской документацией исходя из конкретных условий эксплуатации, параметров и физико-химических свойств, транспортируемой среды, требований настоящего стандарта и правил по технике безопасности.
4.7.3 По способу присоединения к трубопроводу арматуру разделяют на фланцевую, муфтовую, цапковую и приварную. Муфтовая и цапковая стальная арматура может применяться на трубопроводах для всех сред при условном проходе Ду не более 40 мм.
Фланцевая и приварная арматура допускается к применению для всех категорий трубопроводов.
На трубопроводах технологических блоков I категории взрывоопасности с давлением среды более 2,5 МПа, температурой равной температуре кипения при регламентированном давлении, и с повышенными требованиями по надёжности и плотности соединений следует применять арматуру под приварку.
По эксплуатационному назначению трубопроводная арматура подразделяется на: запорную, регулирующую, предохранительную, распределительную, защитную и фазоразделительную.
4.7.4 Запорная трубопроводная арматура по герметичности затвора должна соответствовать требованиям ГОСТ 9544.
Классы герметичности затворов должны выбираться в зависимости от назначения арматуры и групп транспортируемых веществ.
Арматура с металлическим уплотнением в затворе, применяемая для установки на трубопроводах взрывопожароопасных продуктов, должна соответствовать классу герметичности «В».
4.7.5 Арматуру из углеродистых и легированных сталей разрешается применять для сред со скоростью коррозии не более 0,5 мм/год. Для сред со скоростью коррозии более 0,5 мм/год арматуру выбирают по рекомендациям специализированных научно-исследовательских организаций.
В блоках I, II и III категории взрывоопасности должна применяться стальная запорная и запорно-регулирующая арматура, стойкая к коррозионному воздействию рабочей среды в условиях эксплуатации и отвечающая требованиям нормативных документов по промышленной безопасности.
4.7.6 Не допускается применять арматуру из ковкого чугуна на трубопроводах, транспортирующих среды группы А(а), сжиженные газы группы Б(а); легко воспламеняющие жидкости с температурой кипения ниже плюс 45 °С группы Б(б).
4.7.7 Не допускается применять арматуру из ковкого чугуна на трубопроводах, транспортирующих среды группы А(б), Б(а), Б(б), Б(в), если пределы рабочих температур среды ниже минус 30 °С и выше 150 °С при давлении более 1,6 МПа (16 кгс/см2).
4.7.8 Не разрешается применять арматуру из серого чугуна на трубопроводах, транспортирующих вещества групп А и Б, а также на паропроводах и трубопроводах горячей воды, используемых в качестве спутников.
4.7.9 Арматуру из серого и ковкого чугуна не допускается применять независимо от среды, рабочего давления и температуры в следующих случаях:
на трубопроводах, подверженных вибрации;
на трубопроводах, работающих при резко переменном температурном, режиме среды;
при возможности значительного охлаждения арматуры в результате дроссель-эффекта;
на трубопроводах, транспортирующих вещества групп А и Б, содержащие воду или другие замерзающие жидкости, при температуре стенки трубопровода ниже 0 °С независимо от давления;
в обвязке насосных агрегатов, в том числе на вспомогательных трубопроводах, при установке насосов на открытых площадках;
в обвязке резервуаров и емкостей для хранения взрывопожароопасных и токсичных веществ.
4.7.10 На трубопроводах, работающих при температуре среды ниже минус 40 °С, должна применяться арматура из соответствующих легированных сталей, специальных сплавов, имеющих при наименьшей возможной температуре корпуса арматуры ударную вязкость не ниже 30 Дж/см2 (2 кгс ∙ м/см2).
4.7.11 Быстродействующая арматура с приводом, должна отвечать требованиям безопасного ведения технологического процесса.
4.7.12 Приварную арматуру рекомендуется применять на трубопроводах, в которых среды обладают высокой проникающей способностью через разъёмные соединения (фланцевые и т.п.).
4.7.13 Арматура, устанавливаемая на трубопроводах, должна быть в строгом соответствии с техническими условиями на эту арматуру.
Поковки, штамповки, литьё подлежат неразрушающему контролю (радиография, УЗД или другой равноценный метод).
Обязательному контролю подлежат также концы патрубков литой приварной арматуры.
Не допускаются срывы резьбы шпинделя, втулки и наружной резьбы патрубков корпуса и фланцев.
Резьба на корпусе патрубков и фланцев должна быть метрической с крупным шагом и полем допуска 6g. Форма впадин резьбы закругленная. Уплотнительные поверхности должны быть тщательно притёрты. Не допустимы дефекты (раковины, свищи, плены, волосовины, трещины, закаты, риски и другие), снижающие герметичность, прочность и надёжность уплотнения.
4.7.15 Арматуру с фланцами, имеющими гладкую уплотнительную поверхность, следует применять в трубопроводах, работающих под давлением не свыше 1,6 МПа (16 кгс/см2).
Арматуру с уплотнением фланцев «выступ-впадина», в случае применения специальных асбометаллических прокладок, допускается применять при рабочих давлениях свыше 1,6 МПа (16 кгс/см2).
4.7.16 Уплотняющая поверхность фланцев арматуры при применении линзовых и овальных прокладок при давлении свыше 6,3 МПа (63 кгс/см2) должна быть выполнена по ГОСТ 12815 (исп. 6 или 7), при давлении свыше 20 МПа (200 кгс/см2) - в соответствии с ГОСТ 9400.
4.7.17 Арматура должна использоваться строго по назначению. Не допускается использовать запорную арматуру в качестве регулирующей арматуры и наоборот.
4.7.18 Количество предохранительных устройств, их пропускная способность, установка на открытие (закрытие) должны быть определены конструкторской документацией таким образом, чтобы давление в защищаемом оборудовании и трубопроводах, при срабатывании этой арматуры, не превышало и не вызывало недопустимых динамических воздействий на предохранительную арматуру.
4.7.19 Если предохранительное устройство защищает несколько связанных между собой единиц оборудования, то оно должно выбираться исходя из меньшего рабочего давления для каждой из этих единиц оборудования.
4.7.20 Расчет пропускной способности предохранительных устройств должен проводиться в соответствии с ГОСТ 12.2.085.
4.7.21 Предохранительные устройства должны устанавливаться в местах, доступных для обслуживания и ремонта.
4.8 Насосные агрегаты
4.8.1 Выбор насосных агрегатов в зависимости от их рабочих параметров и свойств среды должен производиться по действующим каталогам, техническим условиям и т.п.
4.8.2 Насосы, применяемые для нагнетания легковоспламеняющихся и горючих жидкостей, должны оснащаться средствами предупредительной сигнализации о нарушениях параметров работы, влияющих на безопасность.
4.8.3 Для перекачки легковоспламеняющихся и вредных жидкостей необходимо применять насосы, исключающие пропуск продукта в окружающую среду.
4.8.4 На нагнетательной линии поршневого насоса до запорного устройства должен быть установлен обратный и предохранительный клапан, а на нагнетательной линии центробежного насоса - обратный клапан.
4.8.5 На пульте управления блока насосов должны быть установлены приборы, позволяющие контролировать давление, расход, температуру подшипников насосных агрегатов и состояние воздушной среды в помещении.
4.9 Средства измерения, контроля и автоматизации и трубные проводки к ним
4.9.1 В общем случае оборудование и трубопроводы блока должны быть оснащены контрольно-измерительными приборами для измерения давления, температуры, расхода, уровня рабочей среды, а в некоторых случаях, по требованию Заказчика, - влажности, концентрации и химического состава среды.
4.9.2 Объем контроля, места установки датчиков и отборных устройств, способы контроля, точность измерения, пределы безопасной эксплуатации должны определяться и указываться в конструкторской документации.
4.9.3 Установка контрольно-измерительных приборов должна предусматривать возможность периодической поверки их в условиях блока или (и) в условиях цеха Заказчика. Порядок и сроки поверки должны быть приняты в соответствии с инструкциями по эксплуатации предприятий-изготовителей на применяемые приборы.
4.9.4 При выборе класса точности в каждом конкретном случае следует руководствоваться требованиями Заказчика и требованиями нормативной документации, а также возможностями применяемых приборов.
Класс точности в зависимости от типа и назначения прибора должен находиться в пределах 0,25 ... 0,5 %,
4.9.5 Места установок приборов, электронагревателей, коробок клеммных, стоек и шкафов КиА, прокладки трубных и электрических проводок допускается уточнять при изготовлении и монтаже блока.
4.9.6 Арматура (вентили, краны, редукторы и т.п.), устанавливаемая на трубных проводках, должна быть жестко закреплена хомутами или скобами.
4.9.7 Средства измерения, контроля и автоматизации, соприкасающиеся с сероводородсодержащими средами, вызывающими коррозионное растрескивание, должны быть выполнены в специальном коррозионностойком исполнении или должны быть приняты конструктивные решения, исключающие влияние агрессивной среды на эти изделия.
4.9.8 В проекте блока-бокса должно быть учтено, что электрооборудование (аппараты, устройства), контрольно-измерительные приборы, средств; блокировки, сигнальные устройства, в том числе и импортные, устанавливаемые во взрывоопасных зонах классов 0, 1 и 2, должны быть во взрывозащищенном исполнении.
Зоны в помещениях и зоны наружных установок в пределах 5 м по горизонтали и вертикали от аппарата, в которых присутствуют или могут возникнуть взрывоопасные смеси, либо технологические аппараты имеют поверхности, нагретые до температуры самовоспламенения горючих газов паров легковоспламеняющихся жидкостей, горючих пыли или волокон, должны относиться в части их электрооборудования к взрывоопасным.
4.9.9 При проектировании систем автоматизации блока необходимо использовать средства измерения, контроля и автоматизации, имеющие «Сертификат соответствия» и действующий на текущий момент «Свидетельство с взрывозащищённости электрооборудования». При отсутствии «Свидетельства с взрывозащищённости электрооборудования» допускается иметь «Заключение с взрывозащищённости электрооборудования опытного образца» Испытательного сертификационного центра взрывозащищённого оборудования.
4.10 Электрооборудование и электрические проводки
4.10.1 Электрические проводки к приборам и средствам автоматизации должны соответствовать требованиям СНиП 3.05.07.
Электрические проводки к электрооборудованию, электроприборам и др. должны соответствовать требованиям СНиП 3.05.06.
4.10.2 Электрооборудование, устанавливаемое в блоках, должно соответствовать требованиям «Правил устройства электроустановок», ГОСТ Р 51330.0, СНиП 3.05.06 и ГОСТ 12.2.007 и требованию п. 4.9.9.
4.10.3 Для защиты проводов и кабелей рекомендуется применять стальные водогазопроводные (газовые) трубы по ГОСТ 3262 легкие и обыкновенные, не оцинкованные и оцинкованные или стальные электросварные по ГОСТ 10705, а также лотки и короба в соответствии с требованиями Правил устройства электроустановок.
4.10.4 Внутренний диаметр защитных труб для проводов и кабелей должен обеспечивать их свободную протяжку.
4.10.5 Крепление защитных труб к металлоконструкциям блока должно быть осуществлено скобами или хомутами.
4.10.6 Шкафы для размещения приборов (распределительные, силовые, утеплённые, для защиты арматуры и другие) должны соответствовать требованиям конструкторской документации.
Предельные отклонения размеров шкафов должны быть по 17 квалитету, при отсутствии специальных указаний в конструкторской документации
4.11 Металлические конструкции
4.11.1 Металлические конструкции - каркасы печей, рамы блоков, лестницы и площадки обслуживания аппаратов, опоры трубопроводов и др., входящие в блок, должны соответствовать требованиям ОСТ 26.260.758.
4.12 Окраска и консервация
4.12.1 Лакокрасочные покрытия, наносимые на наружные поверхности аппаратов и блоков, должны обеспечивать антикоррозийную защиту оборудования на период транспортирования, хранения и монтажа с учетом условий эксплуатации.
4.12.2 Выбор лакокрасочных материалов и систем покрытий производится в зависимости от климатических условий, агрессивности наружной среды, температуры эксплуатации, вида металла, состояния покрываемой поверхности, требуемого класса покрытий.
4.12.3 Внешний вид поверхностей покрытий должен соответствовать VI классу по ГОСТ 9.032.
4.12.4 Подготовка поверхности перед окраской должна производиться в соответствии с ГОСТ 9.402 с обязательным выполнением обезжиривания и очистки от окислов не ниже 2 степени.
4.12.5 Порядок подготовки под окраску и технология окраски устанавливается заводом-изготовителем.
4.12.6 Окраска трубопроводных сборочных единиц, труб и деталей блока производится после приемки их ОТК предприятия-изготовителя с последующим контролем качества окраски.
4.12.7 Окраска и консервация металлических конструкций блока производится в соответствии с ОСТ 26.260.758.
4.12.8 Все технологические операции по окраске изделий производятся в диапазоне температур от 15 до 30 °С и относительной влажности воздуха не более 80 %.
4.12.9 Количество слоев и толщина слоя в каждом отдельном случае устанавливается по нормативно-технической документации предприятия-изготовителя изделия, разработанной в соответствии с требованиями РД 24.202.03.
4.12.10 Крепежные детали металлических конструкций, подверженные атмосферной коррозии, должны быть защищены покрытиями (электрохимическим или диффузионным цинкованием, фосфатированием или оксидированием и т.п.) по указаниям в рабочих чертежах.
4.12.11 Окраске не подлежат:
- места монтажной сварки на ширину до 100 мм вдоль сварного шва;
- места нанесения маркировки и клейм технического контроля;
- линзы, овальные прокладки;
- крепежные изделия, резьбы;
- уплотнительные поверхности;
- другие поверхности, оговоренные в конструкторской документации.
Места маркировки и клеймения не окрашиваются, а защищаются от коррозии бесцветным лаком, тонким слоем смазки или самоклеющейся плёнкой.
4.12.12 Перечисленные поверхности в п. 4.12.11 подлежат консервации материалами, предусмотренными ГОСТ 9.014. Допускается применение других консервационных материалов, применяющихся на предприятии-изготовителе металлических изделий.
4.12.13 Защита от коррозии на время транспортировки и хранения должна быть обеспечена без переконсервации в течение 2-х лет со дня отгрузки блока с завода-изготовителя, а при поставке на экспорт срок действия консервации 3 года.
4.12.14 Методы консервации и применяемые материалы должны обеспечивать возможность расконсервации блока без разборки.
4.12.15 Арматура, электроприводы, редукторы, средства измерения, контроля и автоматизации и другие комплектующие изделия, поступающие на предприятие-изготовитель блока окрашенными, в случае повреждения краски, места повреждения должны быть восстановлены соответствующими лакокрасочными материалами.
Допускается окраску арматуры и других комплектующих производить совместно с блоком лакокрасочными материалами, указанными в технической документации на этот блок.
4.12.16 При повреждении покрытия во время транспортировки и монтажа блока оно должно быть восстановлено соответствующими лакокрасочными материалами.
4.12.17 Опознавательная окраска трубопроводов, предупреждающие знаки и маркировочные щитки должны выполняться на месте монтажа в соответствии с ГОСТ 14202 и ГОСТ 12.4.026.
4.12.18 Рекомендуемые системы лакокрасочных покрытий по условиям транспортирования, хранения, монтажа и эксплуатации приведен в таблице 4.
Таблица 4 - Рекомендуемые системы лакокрасочных покрытий по условиям транспортирования, хранения, монтажа и эксплуатации.
|
Лакокрасочные материалы |
||
|
Эмаль |
Грунтовка |
|
|
Для районов с умеренным климатом (атмосферные условия, t ≤ 60 °С) |
||
|
У1, У2, У4, ХЛ1, ХЛ2, ХЛ4, 4/1, 6/1, 6/2 |
ПФ-115 ГОСТ 6465 ПФ-133 ГОСТ 926 ПФ-188 ГОСТ 24784 ХВ-110, ХВ-113 ГОСТ 18374 ХВ-124, ХВ-125 ГОСТ 10144 |
ФЛ-03К ГОСТ 9109 ГФ 021 ГОСТ 25129 ВЛ-02 ГОСТ 12707 с алюминиевой пудрой ГОСТ 5494, ГФ 0119 ГОСТ 23343 |
|
ХВ-785 ГОСТ 7313 |
ХВ-050 ОСТ 6-10-314 ВЛ-02 ГОСТ 12707 ФЛ-03К ГОСТ 9109 ЭП-0199 ТУ 6-10-2084 |
|
|
Для районов с холодным климатом (t < минус 40 °С по ГОСТ 15150) |
||
|
ХЛ1, ХЛ2, УХЛ4, В5 |
Лак ПФ-170 или ПФ-171 ГОСТ 15907 с алюминиевой пудрой ГОСТ 5494 |
Без грунтовки |
|
Для районов с морским климатом |
||
|
Т1, Т2, Т3, В5 |
ХВ-110 ГОСТ 18374 ХВ-124 ГОСТ 10144 ПФ-188 ГОСТ 24784 ПФ-115 ГОСТ 6465 |
ФЛ-03К ГОСТ 9109 ВЛ-02 ГОСТ 12707 с алюминиевой пудрой ГОСТ 5494 ГФ-021 ГОСТ 25129 |
|
ХВ-124, ХВ-125 ГОСТ 10144 |
ФЛ-03К ГОСТ 9109 |
|
|
ГФ-021 ГОСТ 25129 |
||
|
ГФ-0119 ГОСТ 23343 |
||
|
ОМ1, ОМ2, ОМ3, В5 |
Лак ПФ-170 или ПФ-171 ГОСТ 15907 с алюминиевой пудрой ГОСТ 5494 |
Без грунтовки |
|
ЭП 773 ГОСТ 23143 |
АК-070 ГОСТ 25718 ВЛ-02 ГОСТ 12707 ЭП-0199 ТУ 6-10-2084 |
|
|
Для изделий, работающих при повышенной температуре. |
||
|
У1, У2, У4, ХЛ1, ХЛ2, ХЛ4, Т1, Т2 |
ПФ-170 ГОСТ 15907 с алюминиевой пудрой ГОСТ 5494 |
Без грунта |
|
6/1t = 120 °C, 6/2t = 300 °C, 8t = 300 °С |
||
|
t = 500 °C |
КО-88 ГОСТ 23101 |
Без грунта |
|
КО-813 ГОСТ 11066 |
Без грунта |
|
|
t = 400 °C |
КО-811 ГОСТ 23122 |
Без грунта |
|
КО-813 ГОСТ 11066 |
Без грунта |
|
|
КО-814 ГОСТ 11066 |
Без грунта |
|
|
У18200 |
БТ-177 ГОСТ 5631 |
Без грунта |
|
Примечания: В случае необходимости допускается по требованию заказчика применение других систем покрытий, устойчивых к воздействию климатических факторов и технологической температуры. При этом выбор материалов и сочетаемость их при нанесении покрытия следует производить по ГОСТ 9.401 |
||
4.13 Тепловая изоляция
4.13.1 В зависимости от свойств транспортируемых веществ, требований технологического процесса, места установки и эксплуатации блока, требований безопасности труда и взрывопожаробезопасности в каждом конкретном случае при проектировании должна определяться необходимость применения тепловой изоляции.
4.13.2 Тепловой изоляции трубопроводы подлежат в следующих случаях:
при необходимости предупреждения и уменьшения теплопотерь (для сохранения температуры, предотвращения конденсации, образования ледяных гидратных или иных пробок и т.п.);
при температуре стенки трубопровода выше 60 °С, а на рабочих местах и в проходах при температуре выше 45 °С - во избежание ожогов;
при необходимости обеспечения нормальных температурных условий в помещении.
В обоснованных случаях теплоизоляция трубопроводов может заменяться ограждающими конструкциями.
4.13.3 Тепловая изоляция трубопроводов должна соответствовать требованиям СНиП 2.04.14 или другой нормативной документации.
4.13.4 При прокладке трубопровода с обогревающими спутниками тепловая изоляция осуществляется совместно с обогревающими спутниками.
Необходимость обогрева, выбор теплоносителя, диаметр обогревающего спутника и толщина теплоизоляции определяются проектом на основании соответствующих расчетов. Проектирование обогрева должно соответствовать ВСН 2 «Указания по проектированию систем обогрева трубопроводов».
4.13.5 Для арматуры, фланцевых соединений, волнистых и линзовых компенсаторов, а также в местах измерения остаточной деформации, также и проверки состояния трубопроводов должны предусматриваться съемные теплоизоляционные конструкции. Толщина тепловой изоляции этих элементов должна приниматься равной 0,8 толщины тепловой изоляции труб.
4.13.6 Не допускается применять элементы теплоизоляционных конструкций из сгораемых материалов для трубопроводов групп А, Б, и В.
4.13.7 Тепловую изоляцию следует устанавливать на трубопроводы после проведения испытаний их на плотность и прочность и устранения всех обнаруженных при этом дефектов. Обогревающие спутники также должны быть испытаны до нанесения тепловой изоляции. Проектирование и сборку обогревающих спутников следует проводить с учётом осуществления дренажа во всех низших точках.
4.14 Требования к блок-боксам
4.14.1 Блок-боксы должны соответствовать требованиям СНиП 2.01.02, ВНТП 01/87/04, комплекта конструкторской документации и настоящего стандарта.
Конструкции боксов должны обеспечивать:
- сохранность заданных теплофизических параметров помещений согласно СНиП 2.04.05;
- защиту от атмосферных осадков, укрываемых блоков;
- беспрепятственный доступ человека или ремонтного средства ко всем узлам и деталям блока;
- необходимую технологичность при изготовлении и сборке на заводе, транспортировании, монтаже и эксплуатации, оптимальную надежность и пожаробезопасность.
Строительные конструкции должны выдерживать расчётные нагрузки и быть эстетичными и экологичными.
4.14.2 Боксы оборудуются системой жизнеобеспечения, включающей:
- системы вентиляции и отопления согласно СНиП 2.04.05, СНиП 3.05.01, ВСН 21. Класс взрывоопасной зоны вытяжной вентиляции следует определять по ГОСТ Р 51330.9;
- системы электрооборудования (освещения, силовые проводки) и сигнализации (пожарной, загазованности и не санкционированного проникновения в блок-бокс) согласно СНиП 3.05.06.
Примечание. Необходимые системы и средства пожаротушения на объектах, выполненных с применением боксов, по рекомендации ВНТП 01/87/04 проектируются при площади пола бокса более 100 м2.
4.14.3 Боксы для размещения технологического оборудования, арматуры, первичных средств контроля и автоматизации в соответствии с требованиями НПБ 105-95 и ВНТП 01/87/04 по взрывопожарной и пожарной опасности и в зависимости от класса взрывоопасной зоны по ПУЭ и группы и категории взрывоопасной смеси относятся к категориям А, Б, В; а для размещения аккумуляторных установок, щитов и пультов управления КиПиА, операторных и др. - относятся к категории Г и Д и располагаются вне взрывоопасной зоны.
4.14.4 Боксы всех категорий в соответствии со СНиП 21-01 и СНиП 31-03 относятся к III категории огнестойкости помещения.
В боксах III категории огнестойкости помещения, относимые по пожарной опасности к категориям А, Б, В должны отделяться от помещений категорий Г и Д глухими газонепроницаемыми перегородками с пределом огнестойкости не менее 0,25 ч.
4.14.5 Основание бокса служит рамой технологического блока и другого оборудования, устанавливаемого в боксе. Проектирование и расчёт на прочность, жёсткость основания бокса следует выполнять по РД 26-18-7. Герметичность настила рамы следует обеспечивать сплошным проваром все сварных соединений.
4.14.6 В качестве утеплителя в основании, стеновых панелях и крыш бокса III степени огнестойкости должна применяться минеральная вата по ГОСТ 4640 или другие трудно горючие материалы.
4.14.7 Для ввода (вывода) в блок-бокс технологических трубопроводов электрических кабелей и проводов в стенках боксов в удобном для монтажа мест предусматриваются герметизированные проходы (пропуски). Узлы проходов через ограждающие конструкции должны выполняться в виде гильз жестко заделанных в строительные конструкции, зазор между трубопроводом и гильзой (с обоих концов) должен заполняться негорючим материалом, допускающим перемещение трубопровода вдоль его продольной оси. Резьбовые и сварные соединения трубопроводов внутри гильз не допускаются.
4.14.8 Компоновка технологического оборудования внутри боксов должна выполняться в соответствии с требованиями конструкторской документации, настоящего стандарта, ПБ 03-585 и другой нормативной документацией, утверждённой в установленном порядке.
5 Требования к материалам
5.1 Общие требования
5.1.1 Материалы, применяемые для изготовления блоков, должны обеспечивать их надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации (расчетное давление, минимальная отрицательная и максимальная расчетная температура), состава и характера среды (коррозионная активность, взрывоопасность, токсичность и др.) и влияния температуры окружающего воздуха.
Для блоков, устанавливаемых на открытой площадке или в неотапливаемом помещении, при выборе материалов необходимо учитывать:
- абсолютную минимальную температуру наружного воздуха данного района (СНиП 23-01), если температура стенки элемента блока, находящегося под давлением, может стать отрицательной от воздействия окружающего воздуха;
- температуру холодной пятидневки данного района с обеспеченностью 0,92 (СНиП 23-01), если температура стенки элемента блока, находящегося под давлением, положительная.
5.1.2 Качество и свойства материалов, применяемых для изготовления блоков, должны удовлетворять требованиям соответствующих государственных стандартов и технических условий, что должно быть отражено в техническом проекте и должны быть подтверждены сертификатами заводов поставщиков.
В сертификате указываются: марка стали, химический состав, номер плавки результаты всех испытаний материала, оценка макро- и микроструктуры, размеры, число изделий в партии, присвоенный цвет окраски и номер стандарта (технических условий).
5.1.3 При отсутствии сертификатов или некоторых данных в них испытания материалов должны быть выполнены на заводе-изготовителе сборочных единиц соответствии с требованиями соответствующих стандартов или технически условий.
5.1.4 Выбор материалов для изготовления блоков и требования к ним, дл трубопроводов, работающих под давлением до 16 МПа, должны соответствовать требованиям ОСТ 26.291, а под давлением свыше 16 МПа до 32 МПа - ОСТ 24.201.03, ОСТ 26-01-1434.
5.1.5 Материалы основных элементов блоков, работающих в средах, и вызывающих коррозионное растрескивание, должны соответствовать ОСТ 26.291.
5.1.6 Выбор материалов, специальные требования к конструкции изготовлению, объему и методам контроля деталей и сборочных единиц блока, работающих в сероводородсодержащих средах, вызывающих коррозионное растрескивание, должны рассматриваться в каждом конкретном случае и отражаться в конструкторской документации.
5.1.7 Материалы, применяемые для изготовления металлоконструкций блока должны соответствовать ОСТ 26.260.758.
5.1.8 По согласованию с разработчиком технического проекта блока допускается применение материалов по другим стандартам и техническим условиям, если качество материалов по ним не ниже установленного настоящими техническими условиями.
5.1.9 По согласованию с разработчиком технического проекта блока допускается замена материалов, указанных в конструкторской документации, другими материалами, свойства которых не ухудшают качество деталей и изделия в целом.
5.1.10 Применение импортных материалов и изделий допускается, если характеристики этих материалов соответствуют требованиям отечественных стандартов, что должно быть подтверждено заключением специализированной научно-исследовательской организацией.
5.2 Трубы
5.2.1 Для трубопроводов блоков следует применять трубы с нормированным химическим составом и механическими свойствами.
5.2.2 Технологические трубопроводы блоков и трубные проводки средств измерения, независимо от рабочих условий, должны изготовляться из бесшовных труб, удовлетворяющих требованиям соответствующих стандартов: ГОСТ 550, ГОСТ 8731, ГОСТ 8733, ГОСТ 9940, ГОСТ 9941 и специальных технических условий.
Применение электросварных труб диаметром свыше 425 мм допускается в соответствии с указанием в технической документации, в состоянии поставки термообработанными, прошедшими: 100 % контроля сварных швов (УЗД или просвечиванием), механические испытания образцов из сварных соединений полном объёме и с определением ударной вязкости (KCU).
5.2.3 Материал деталей трубопроводов блоков, как правило, должен соответствовать материалу соединяемых труб.
5.2.4 Трубы должны быть испытаны на заводе-изготовителе пробным гидравлическим давлением, указанным в нормативно-технической документации на трубы, или иметь указание в сертификате о гарантируемой величине пробного давления.
Примечание. Допускается не проводить гидроиспытания бесшовных труб, если они подвергались по всей поверхности контролю неразрушающими методами согласно нормативной документации на трубы.
Бесшовные трубы по ГОСТ 8731 и ГОСТ 8733 из слитка без проведения 100 % контроля неразрушающими методами по всей поверхности применять запрещается.
5.2.5 Трубы должны поставляться в термообработанном состоянии.
5.2.6 Трубы, применяемые для трубопроводов блоков высокого давления должны удовлетворять следующим требованиям:
бесшовные трубы должны изготавливаться из катаной или кованой заготовки;
каждая труба должна проходить гидравлическое испытание. Величина пробного давления должна указываться в нормативно-технической документации на трубы.
5.2.7 В паспорте на трубы высокого давления должны быть указаны: материал, из которого изготовлены трубы, режим термической обработки, которой подвергали трубы, номер и дата сертификата, результаты и дата контрольного и основного испытаний и заключения ОТК завода-изготовителя о годности для эксплуатации. На конце каждой трубы должны быть клейма со следующими данными: номер плавки, марка стали, завод-изготовитель и номер партии.
5.2.8 Каждая труба с внутренним диаметром 14 мм и более должна контролироваться неразрушающими методами (УЗД, радиационным или им равноценным). Трубы с диаметром менее 14 мм контролируются магнитопорошковым или капиллярным (цветным) методом.
5.2.9 Трубы из коррозионностойких сталей, если это установлено проектом, должны испытываться на склонность к МКК.
5.2.10 Трубы, не снабженные сертификатом или паспортом, не могут быть допущены для применения.
5.3 Крепежные детали, прокладки
5.3.1 Выбор марок сталей для крепежных деталей фланцевых соединений следует осуществлять в зависимости от рабочих условий.
Требования к материалам, виды их испытаний, пределы применения назначение и условия применения должны удовлетворять требованиям ОСТ 26-2043 для трубопроводов блоков, работающих под давлением до 16 МПа.
Для трубопроводов блоков, работающих под давлением свыше 16 до 32 МПа материал крепежных деталей должен удовлетворять техническим требованиям, указанным в нормативно-технической документации на данные изделия.
5.3.2 Гайки и шпильки должны изготавливаться из сталей разных марок, а при изготовлении из стали одной марки - с разной твердостью. При этом твердость гайки должна быть ниже твердости шпильки не менее чем на 15 НВ.
5.3.3 Материал заготовок или готовые крепежные изделия должны быть термообработаны.
5.3.4 Не допускается изготавливать крепежные детали из кипящей, полуспокойной, бессемеровской или автоматной сталей.
5.3.5 Материалы крепежных деталей должны выбираться с коэффициентом линейного расширения, близким по значению к коэффициенту линейного расширения фланца. Разница в значениях коэффициентов линейного расширения материалов не должна превышать 10 %.
Допускается применять материалы крепежных деталей и фланцев с коэффициентом линейного расширения, значения которых различаются более чем на 10 %, в случаях, обоснованных расчетом на прочность или экспериментальными исследованиями, а также для фланцевых соединений при рабочей температуре среды не более 100 °С.
5.3.6 Материалы прокладок для уплотнения фланцевых соединений выбираются в зависимости от рабочих условий, действующей нормативной документации, рекомендаций специализированных научно-исследовательских организаций и указываются в конструкторской документации.
5.3.7 Материалы, применяемые для изготовления крепежных изделий, должны иметь сертификат предприятия-изготовителя.
При отсутствии сертификата на материал предприятие-изготовитель крепежных изделий должно провести испытания физико-механических характеристик и определения химического состава в соответствии с существующими стандартами или техническими условиями и оформить сертификат.
5.4 Поковки
5.4.1 Качество и свойства поковок (их сдаточные характеристики, объем и нормы контроля) должны удовлетворять требованиям стандартов и технических условий:
ОСТ 26.291 - для трубопроводов блоков, работающих под давлением не более 16 МПа;
ОСТ 26-01-135, ГОСТ 22790 - для трубопроводов блоков, работающих под давлением свыше 16 до 32 МПа.
5.4.2 Для изготовления поковок должны применяться качественны углеродистые, низколегированные, легированные и коррозионно-стойкие стали. Выбор марки материала производится разработчиком технического проекта учетом условий эксплуатации блока.
5.4.3 Для деталей трубопроводов применяются поковки группы IV ГОСТ 8479 и группы IV ГОСТ 25054.
5.4.4 Размеры поковок должны соответствовать размерам готовых деталей с учетом припусков на механическую обработку, допусков на размеры технологических напусков и напусков для проб.
5.4.5 При контроле механических свойств металла поковок определяются: временное сопротивление разрыву (σв), предел текучести (σт), относительное удлинение (δ), относительное сужение (ψ), твердость (НВ) и ударная вязкость (KCU).
5.4.6 При необходимости металл поковок испытывается на ударный изгиб при минусовой температуре.
Необходимость и конкретная температура испытания на ударный изгиб указывается разработчиком технического проекта в каждом конкретном случае.
Значения ударной вязкости при минусовых температурах должны быть не менее 30 Дж/см2.
5.4.7 Нормированные значения механических свойств при повышенных температурах и температура испытаний должны быть указаны в технической документации.
5.4.8 Испытанию на склонность к МКК должны подвергаться поковки из коррозионно-стойких сталей при наличии требований в технической документации.
5.5 Сварочные материалы
5.5.1 Для сварки сборочных единиц трубопроводов и их деталей должны применяться следующие сварочные материалы:
электроды покрытые металлические по ГОСТ 9466, ГОСТ 9467, ГОСТ 10052 или техническим условиям на изготовление и поставку конкретной марки электродов;
электроды вольфрамовые сварочные по ГОСТ 23949;
проволока стальная сварочная по ГОСТ 2246 или техническим условиям на конкретную марку проволоки;
аргон газообразный по ГОСТ 10157 (высшего и первого сортов);
двуокись углерода (углекислый газ) по ГОСТ 8050 (марка сварочная);
флюс сварочный плавленый по ГОСТ 9087 или техническим условиям на поставку конкретной марки;
кислород газообразный технический по ГОСТ 5583;
ацетилен растворенный и газообразный технический по ГОСТ 5457.
5.5.2 Сварочные материалы должны удовлетворять требованиям стандартов или технических условий, их качество и характеристики должны подтверждаться сертификатами предприятия-поставщика. При отсутствии сертификате потребитель должен провести контрольные испытания в соответствии требованиями стандартов или технических условий.
5.5.3 Хранение, подготовка и контроль качества сварочных материалов должны осуществляться в соответствии с требованиями РД 26-17-049 или другой нормативной документации, не противоречащей требованиям Госгортехнадзор России.
5.5.4 При наличии требований по стойкости сварных соединений против межкристаллитной коррозии аустенитные сварочные материалы независимо от наличия сертификатов должны перед запуском в производство подвергаться испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032.
5.5.5 Сварочные материалы, предназначенные для сварки соединений из аустенитных сталей, работающих при температуре свыше 350 °С, должны подвергаться контролю содержания ферритной фазы в наплавленном металле. При температуре эксплуатации 350 - 450 °С количество ферритной фазы должно быть не более 8 %, при температуре свыше 450 °С - не более 6 %.
Определение содержания ферритной фазы в металле, наплавленном покрытыми электродами, или в сварочной проволоке должно проводиться по ГОСТ 9466, ГОСТ 2246 соответственно.
6 Требования к изготовлению
6.1 Общие требования
6.1.1 Блок технологический должен изготавливаться в соответствии с требованиями конструкторской документации и настоящего стандарта.
6.1.2 Изготовление блока следует вести в соответствии с производственно-технологической документацией регламентирующей содержание и порядок выполнения всех технологических и контрольных операций. Производственно-технологическая документация должна быть разработана предприятием-изготовителем с соблюдением требований настоящего стандарта, конструкторской документации и технических условий на блок.
6.1.3 Детали и сборочные единицы блока должны иметь указанную в конструкторской документации маркировку, позволяющую идентифицировать их в процессе изготовления.
6.1.4 Предельные отклонения габаритных размеров блока, не обусловленные в конструкторской документации, должны приниматься по 16 квалитету ГОСТ 25347.
6.1.5 Отклонение линейных размеров сборочных единиц технологических трубопроводов и вся трубопроводная обвязка блока трубопроводов не должно превышать ±3 мм на 1 м, но не более ±10 мм на всю длину.
6.1.6 Отклонение технологических трубопроводов от вертикали (если нет указаний в конструкторской документации) не должно превышать 2 мм на 1 м длины трубопровода.
6.1.7 Изготовление деталей и сборочных единиц блока из сталей аустенитного класса должно производиться на участках, обеспеченных необходимой оснасткой и приспособлениями, исключающими механические повреждения.
6.2 Технологические трубопроводы
6.2.1 Подготовка деталей к сборке
6.2.1.1 Оборудование, трубопроводы, детали сборочных единиц блока комплектующие изделия, материалы, должны пройти входной контроль, подтверждающий качество их изготовления и соответствие требованиям стандартов, технических условий, сертификатов и другой технической документации. Результаты входного контроля оформляются актом с приложением всех документов, подтверждающих качество изделий.
6.2.1.2 Стыкуемые трубы и детали трубопроводов, должны подбираться по значениям их внутренних диаметров, разность которых допускается до 4 %, но не более 1,0 мм.
При разности внутренних диаметров более 1 мм должна производиться расточка трубы с меньшим диаметром под углом 12 - 15° при условии сохранения расчётной толщины стенки.
6.2.1.3 Если в процессе изготовления трубы разрезаются на части, то на каждую вновь образованную часть трубы переносится маркировка. Правильность переноса заверяется клеймом ОТК.
Маркировка наносится в соответствии с требованиями:
1) при толщине стенки 4 мм и более маркировка наносится клеймением (ударным способом) или гравированием. Глубина маркировки клеймением или гравированием должна быть в пределах 0,2 - 0,3 мм и без острых краев;
2) при толщине стенки менее 4 мм - яркой несмываемой краской. Качество и цвет маркировки должны соответствовать ГОСТ 26828;
3) шрифт маркировки должен соответствовать ГОСТ 26.020 для плоской печати и ГОСТ 26.008 - для гравирования и клеймения. Допускается маркировка частей труб диаметром 25 мм и менее на бирке.
6.2.1.4 Резка полуфабрикатов (заготовок) должна производиться по технологии, исключающей образование трещин.
Резку труб и подготовку кромок под сварку необходимо производить механическим способом. Допускается применение газовой резки для труб из углеродистых, низколегированных и теплоустойчивых сталей, а также воздушно-дуговой и плазменной резки для труб из всех марок сталей, с последующей механической обработкой кромок под сварку с удалением следов реза для не закаливающихся сталей, и подкаленной зоны для закаливающихся сталей. При огневой резке труб должен быть предусмотрен припуск на механическую обработку, величина которого определяется по ОСТ 26-01-1434 и другой действующей нормативной документации.
После огневой резки труб из закаливающихся теплоустойчивых сталей подготовленные под сварку кромки должны быть проконтролированы капиллярной или магнитопорошковой дефектоскопией или травлением. Обнаруженные трещины удаляются путем дальнейшей механической зачистки всей поверхности кромки.
На поверхности труб не допускаются брызги металла в результате огневой резки.
Трубы, из стали аустенитного класса должны быть защищены раствором (каолина, мела, асбеста и т.п.), предохраняющим поверхность на ширине не менее 100 мм симметрично резу.
6.2.1.5 Отклонение от перпендикулярности обработанного под сварку торца трубы относительно образующей не должно быть более:
0,5 мм - для Dy до 65 мм;
1,0 мм - для Dy свыше 65 до 125 мм;
1,5 мм - для Dy свыше 125 до 500 мм;
2,0 мм - для Dy свыше 500 мм.
6.2.1.6 Типы, конструктивные элементы подготовленных кромок должны соответствовать ГОСТ 16037, ГОСТ 22790 или другой нормативной документации.
6.2.1.7 Кромки труб и других элементов подготовленные под сварку, а также прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 20 мм, должны быть очищены от ржавчины до металлического блеска и от загрязнений, обезжирены. Кроме того, подготовленные под сварку кромки труб и других элементов подлежат визуальному осмотру для выявления трещин, расслоений и других недопустимых дефектов металла.
6.2.2 Сборка
6.2.2.1 Сборка элементов трубопроводов под сварку должна производиться по конструкторской документации в соответствии с требованиями настоящего стандарта.
Сборка стыковых соединений труб, деталей под сварку должна производиться с использованием центровочных приспособлений обеспечивающих требуемую соосность стыкуемых элементов и равномерный зазор по всей окружности стыка, а также с помощью прихваток или привариваемых на расстоянии 50 - 70 мм от торца труб временных технологических креплений.
Технологические крепления должны быть изготовлены из стали того же класса, что и свариваемые трубы. При сборке стыковых соединений из закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
6.2.2.2 При сборке стыковых соединений из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не разрешается.
6.2.2.3 При сборке стыковых соединений необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки. Не допускается выполнять сборку стыковых соединений с натягом. Сборку трубопроводов под сварку следует производить таким образом, чтобы не допустить нагрузки на сварное соединение до его полного остывания после сварки и термообработке (при необходимости).
6.2.2.4 Смещение внутренних кромок при сборке стыковых соединений на Ру до 10 МПа допускается в пределах 10 % меньшей толщины стенки, но не более 1 мм.
В трубопроводах, работающих при Ру свыше 10 МПа, смещение внутренних поверхностей свариваемых труб после сборки допускается в пределах 10 % от толщины стенки, но не более 0,5 мм.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен проточкой конца трубы с меньшим внутренним диаметром под углом не более 12 - 15° при условии сохранения расчётной толщины стенки.
При большей разнице толщины должно быть вварено переходное кольцо (переход), согласно п. 4.6.8.
Если смещение превышает допустимое значение, то для обеспечения плавного перехода необходимо проточить конец трубы с большим наружным диаметром под углом не более 15°.
6.2.2.6 При сборке труб с изделиями других предприятий (арматурой, фланцами и т.п.), на которых не допускается производить проточку, должны применяться переходники, обеспечивающие смещение кромок согласно требованиям п.п. 6.2.2.4, 6.2.2.5.
6.2.2.7 Отклонение ΔL от прямолинейности собранного встык участка трубопровода (рис. 2), измеренное в трех равномерно расположенных по периметру местах на расстоянии 200 мм в обе стороны от оси стыкового шва, не должно превышать:
1,5 мм - для трубопроводов Ру свыше 10 МПа (100 кгс/см2) и трубопроводов I категории;
2,5 мм - для трубопроводов II - V категорий.
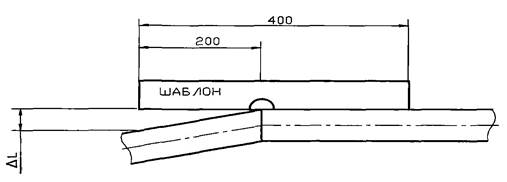
Рисунок 2. Схема определения отклонения от прямолинейности оси трубопровода
6.2.2.8 Способ сварки и сварочные материалы для выполнения прихваток должны соответствовать способу и сварочным материалам при сварке корня шва. Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва.
Временные технологические крепления устанавливаются так, чтобы швы их приварки были расположены не ближе 30 мм от кромок разделки. Удаление временных креплений должно производиться механическим способом с зачисткой мест их приварки заподлицо с поверхностью детали и последующим контролем цветной или магнитопорошковой дефектоскопией.
6.2.2.9 К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом.
6.2.2.10 Прихватки должны быть равномерно расположены по периметру стыкового сварного соединения. Их количество, длина и высота зависят от диаметра и толщины трубы, а также и способа сварки и должны быть указаны в нормативно-технической документации предприятия-изготовителя.
6.2.3 Сварка
6.2.3.1 Сварка технологических трубопроводов блока при изготовлении, монтаже и ремонте может выполняться всеми промышленными видами, обеспечивающими необходимую эксплуатационную надежность сварных соединений, за исключением газовой сварки.
Применение газовой сварки допускается для сварки труб импульсных и других трубных проводок к средствам измерения, контроля и автоматизации, работающих под давлением до 10 МПа (100 кгс/см2) и изготовленных из углеродистых и низколегированных сталей.
В остальных случаях применение газовой сварки допускается при согласовании с организацией-разработчиком технической документации.
6.2.3.2 К производству сварочных работ, включая прихватку и приварку временных креплений, допускаются сварщики, аттестованные в соответствии с действующими Правилами аттестации сварщиков, утвержденными Госгортехнадзором РФ, и имеющие удостоверения установленной формы. При этом сварщики допускаются только к тем видам сварочных работ, которые указаны в их удостоверениях.
6.2.3.3 Сварка технологических трубопроводов и их элементов должна производиться в соответствии с требованиями технических условий на изготовление, производственных инструкций или технологической документации, которые должны содержать указания по технологии сварки материалов, принятых для изготовления трубопроводов, по применению присадочных материалов, защитных газов и флюсов, по предварительному и сопутствующему подогреву, по термической обработке, видам и объему контроля.
6.2.3.4 Все сварочные работы при изготовлении сборочных единиц трубопроводов должны производиться при положительной температуре в закрытых отапливаемых помещениях.
6.2.3.5 Сварка стыковых соединений из сталей аустенитного класса со сталями перлитного класса, в зависимости от толщины стенки и марки свариваемых сталей, должна производиться с предварительной наплавкой торцев труб и деталей трубопроводов из перлитной стали или без наплавки в соответствии с требованием обязательного приложения 3 ОСТ 26-01-1434.
6.2.3.6 Приварка опор из перлитных сталей к коленам и трубопроводам из аустенитных сталей должна выполняться в соответствии с рекомендациями ОСТ 26-01-1434 по сварке разнородных сталей.
6.2.3.7 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы. Клеймо наносится на расстоянии 20 - 50 мм от кромки сварного шва.
Допускается вместо клеймения сварных швов прилагать к паспорту блока схему расположения швов с указанием фамилий сварщиков с их росписью.
6.2.4 Термическая обработка сварных соединений
6.2.4.1 Сварные соединения трубопроводов блоков и их элементов подлежат термической обработке для снятия остаточных напряжений.
6.2.4.2 Необходимость выполнения термической обработки сварных соединений и ее режимы (скорость нагрева, температура при выдержке, продолжительность выдержки, скорость охлаждения, охлаждающая среда и др.) должны быть указаны в проектно-конструкторской документации.
6.2.4.3 Обязательной термообработке подлежат:
стыковые соединения элементов из углеродистых сталей с толщиной стенки более 36 мм;
сварные соединения штуцеров с трубами из углеродистых сталей при толщине стенки трубы и штуцера соответственно более 36 и 25 мм;
стыковые соединения элементов их низколегированных марганцовистых и кремнемарганцовистых сталей с толщиной стенки более 30 мм;
сварные соединения штуцеров с трубами из низколегированных марганцовистых и кремнемарганцовистых сталей при толщине стенки трубы и штуцера соответственно 30 и 25 мм;
стыковые соединения и сварные соединения штуцеров с трубами из хромокремнемарганцовистых, хромомолибденовых, хромомолибденованадиевых хромованадиевольфрамовых и хромомолибденованадиевольфрамовых сталей независимо от толщины стенки;
стыковые соединения и сварные соединения штуцеров с трубами из аустенитных сталей, стабилизированных титаном или ниобием, предназначенные для работы в средах, вызывающих коррозионное растрескивание, а также при температурах выше 350 °С в средах, вызывающих межкристаллитную коррозию, должны подвергаться стабилизирующему отжигу (по требованию проекта).
6.2.4.4 Сварные швы трубопроводов блоков, работающих в средах вызывающих сероводородное коррозионное растрескивание, изготовленных и углеродистых и низколегированных сталей диаметром 57 мм и более, подлежат термической обработке в соответствии с РД 26-02-63.
6.2.4.5 Гнутые участки труб из углеродистых и низколегированных сталей для трубопроводов на Ру до 10 МПа, подлежат термообработке, если отношение среднего радиуса гиба к номинальному наружному диаметру трубы составляет менее 3,5, а отношение номинальной толщины стенки трубы к её номинальному диаметру превышает 0,05.
6.2.4.6 Гнутые отводы, для трубопроводов на Ру свыше 10 МПа, после гибки подлежат термической обработке.
6.2.4.7 Термическая обработка трубопроводов блоков и их элементов должны производиться после окончания всех сварочных работ и устранения дефектов.
6.2.4.8 Для термической обработки сварных соединений следует применять как общий печной нагрев, так и местный по кольцу любым методом, обеспечивающим одновременный и равномерный нагрев сварного шва и примыкающих к нему с обеих сторон участков основного металла по всему периметру.
6.2.4.9 Свойства металла деталей трубопроводов блоков после всех циклов термической обработки должны удовлетворять требованиям соответствующих стандартов и технических условий.
6.3 Требования к комплектующим изделиям
6.3.1 Комплектующие изделия должны соответствовать требованиям стандартов или технических условий и сопровождаться соответствующей технической документацией (паспортом, сертификатом, руководством по эксплуатации).
6.3.2 Комплектующие изделия (арматура, электрооборудование, средства измерения, контроля и автоматизации, насосы и др.), поступающие на сборку блока, должны подвергаться входному контролю в объеме, предусмотренном техническими условиями, конструкторской документацией разработчика блока с учетом требований настоящего стандарта.
6.3.3 Арматура должна поставляться: с эксплуатационной документацией по ГОСТ 2.601, в том числе с паспортом, техническим описанием и инструкцией по эксплуатации; испытанной и не требовать разборки для расконсервации.
На арматуре должны быть указаны условное давление, условный диаметр, марка материала и заводской или инвентаризационный номер.
Примечание:
Допускается наличие одного паспорта на партию арматуры одного типа и размера.
Арматура без сопроводительной документации в производство не допускается.
Арматура по истечении гарантийного срока, установленного предприятием-изготовителем, на сборку не допускается без её ревизии, с последующим составлением акта, подтверждающего соответствие её требованиям действующих стандартов, технических условий и отметкой о её пригодности в паспорте на арматуру.
При входном контроле арматуры следует проверять:
- наличие паспорта и другой сопроводительной документации;
- наличие и правильность маркировки. Арматура должна иметь маркировку и отличительную окраску по ГОСТ 4666;
- состояние арматуры (наличие повреждений и других видимых дефектов, влияющих на прочность и плотность при её эксплуатации и согласно требованию п. 4.7.14);
- лёгкость открытия и закрытия запорных устройств. Запорная арматура должна открываться и закрываться вручную полностью до упора, без применения рычагов. На маховиках запорной арматуры должно быть указано направление вращения при открытии или закрытии.
Арматура, имеющая механический или электрический привод, до подачи ее на сборку должна проходить проверку работоспособности привода.
6.3.4 Каждый насосный агрегат, поступающий на сборку блока, должен сопровождаться паспортом, удостоверяющим его соответствие характеристике указанной на табличке насосного агрегата, и инструкцией или руководством по эксплуатации.
При входном контроле насосных агрегатов следует проверять следующее:
а) отсутствие видимых повреждений на корпусе насосного агрегата и др. деталях (трещины, вмятины и т.п.);
б) наличие комплектующих изделий в соответствии с паспортом;
в) наличие пломб на насосных агрегатах и комплектующих изделиях;
г) вращение без заедания роторов и рабочих колес при проворачивании вала вручную за соединительную муфту;
д) перемещение вручную поршней, плунжеров или скалок насосных агрегатов в цилиндрах без заедания, кроме случаев, когда данная проверка запрещается инструкцией на насос;
е) соответствие обозначения насосных агрегатов, указанных на фирменной табличке и в паспорте.
6.3.5 Средства измерения, контроля и автоматизации, входящие в блок, должны иметь паспорта и инструкции, удостоверяющие их соответствие требованиям технических условий и стандартов на эти средства.
6.3.6 Средства измерения, контроля и автоматизации, перед сборкой блока следует подвергать внешнему осмотру и проверке, в результате которых устанавливается:
- отсутствие видимых механических повреждений;
- соответствие параметрам и классу точности;
- соответствие сопроводительной документации и назначению;
- соответствие комплектности поставки;
- наличие клейм или пломб в случае, когда их наличие требуется согласно документации предприятия-изготовителя средств;
- наличие указаний о сроках проверки;
- наличие полного комплекта технической документации предприятия-изготовителя;
- наличие маркировки.
6.3.7 Требования к трубным проводкам (трубам) должны соответствовать подразделу 5.2 настоящего стандарта.
6.4. Сборка блока
6.4.1 Все изделия (аппараты, трубопроводы, металлоконструкции и др. детали), поступающие на сборку блока, должны быть изготовлены в соответствии с требованиями конструкторской документации, настоящего стандарта и приняты отделом технического контроля (ОТК) предприятия-изготовителя блока.
6.4.2 Комплектующие изделия (арматура, электрооборудование, средства измерения, контроля и автоматизации насосы и др.) поступившие на сборку блока, должны подвергаться ревизии в объёме, предусмотренном техническими условиями и инструкциями предприятия-изготовителя этих изделий, с учётом требований настоящего стандарта.
6.4.3 За базовую поверхность при сборке блока принимается верхняя плоскость рамы, а при отсутствии рамы - опорная поверхность аппарата или другое установочное положение по указанию в конструкторской документации.
6.4.4 Опоры под трубопроводы должны устанавливаться на элементы рамы или пластины, приваренные к раме. Установка опор на настилы не допускается. Допускается в настилах в местах установки опор делать вырезы.
Опоры следует устанавливать с соблюдением следующих правил:
а) они должны плотно прилегать к металлоконструкциям;
б) отклонение их от проектного положения не должно превышать в плане ±5 мм, отклонение по уклону, указывается в рабочих чертежах и не должно превышать +0,001;
в) уклон трубопровода проверяется приборами или специальными приспособлениями (нивелиром, гидростатическим уровнем и др.).
Изоляционные прокладки в местах опор трубопроводов, транспортирующих хладогенты, должны быть установлены на предприятии-изготовителе блоков в соответствии с указанием в технической документации.
6.4.5 Для обеспечения проектного уклона трубопровода разрешается установка под подушки опор металлических подкладок, привариваемых к металлоконструкциям.
6.4.6 Трубопроводы допускается присоединять только к закрепленному в проектном положении оборудованию. Соединять трубопроводы с оборудованием следует без перекоса и дополнительного натяжения. Неподвижные опоры прикрепляют к опорным конструкциям после соединения трубопроводов с оборудованием.
6.4.7 Перед установкой сборочных единиц трубопроводов в проектное положение гайки на болтах (шпильках) фланцевых соединений должны быть затянуты, сварные стыки заварены (при необходимости термообработаны) и проконтролированы в соответствии с требованиями конструкторской и нормативной документацией и настоящего стандарта (раздел 6, 8).
6.4.8 Отклонение от перпендикулярности уплотнительной поверхности фланца к оси трубы или детали не должно превышать величин, приведенных в таблице 5.
Таблица 5 - Отклонение от перпендикулярности к оси уплотнительной поверхности фланца
|
Отклонение, мм |
|
|
25 - 60 |
0,15 |
|
60 - 160 |
0,25 |
|
160 - 400 |
0,35 |
|
400 - 750 |
0,5 |
|
Свыше 750 |
0,6 |
6.4.9 Отклонение от соосности уплотнительных поверхностей сопрягаемых фланцев не должна превышать удвоенного отклонения, указанного в таблице 5, при этом зазор должен быть одинаковым по всей окружности и соответствовать толщине прокладки.
6.4.10 При сборке фланцевых соединений необходимо выполнить следующие требования:
гайки болтов должны быть расположены с одной стороны фланцевого соединения;
высота выступающих над гайками концов болтов и шпилек должна быть не менее 1,5 и не более 3 шагов резьбы;
гайки соединений с мягкими прокладками затягивают способом крестообразного обхода, а с металлическими прокладками - способом кругового обхода;
болты и шпильки соединений трубопроводов должны быть смазаны в соответствии с требованиями рабочей документации, а трубопроводов, работающих при температуре свыше 300 °С, предварительно покрыты графитовой смазкой. Мягкие прокладки натираются с обеих сторон сухим графитом (смазывание другими веществами запрещается);
диаметр отверстия прокладки не должен быть меньше внутреннего диаметра трубы и должен соответствовать внутреннему диаметру уплотнительной поверхности фланца;
не допускается выравнивание перекосов фланцевых соединений натяжением болтов (шпилек), а также применением клиновых прокладок.
При сборке фланцевых соединений трубопроводов на Ру свыше 10 МПа (10 кгс/см2) необходимо выполнить следующие требования:
- крепёжные детали должны быть одной партии и затянуты с помощью устройств, обеспечивающих контроль усилия натяжения;
- порядок сборки соединений, контроль усилий затяжки должны быть приведены в нормативно-технической документации или производственной инструкции;
- не допускается установка шайб между фланцами и гайками;
- высота выступающих над гайками концов болтов и шпилек должна быть не менее 1 витка резьбы;
- при навёрнутом фланце резьбовая часть присоединительного конца трубы, должна выступать от торца фланца на один шаг резьбы.
6.4.11 Все присоединительные концы трубопроводов в пределах блока должны быть механически обработаны под сварку или заканчиваться фланцевыми соединениями в соответствии с указаниями чертежа.
6.4.12 В случае сварки труб из сталей различных структурных классов в монтажных условиях, должны применяться специальные переходники, изготавливаемые в заводских условиях и прошедшие весь комплекс контроля, требуемый для разнородных сварных соединений.
Применение указанных переходников должно предусматриваться конструкторской документацией.
Переходник представляет собой сборочную единицу, сваренную из двух отрезков труб, каждый из которых по марке стали соответствует соединяемым трубам.
6.4.13 Перед установкой арматуры трубопровод должен быть продут сжатым воздухом или инертным газом для удаления из него грязи, песка, отслаивающейся окалины и посторонних предметов.
Установочное положение арматуры предохранительных клапанов должно соответствовать требованиям документации поставщика этих изделий.
6.4.14 Положение корпуса арматуры относительно направления потока среды в трубопроводах и установка осей штурвалов определяются согласно конструкторской документации блока.
6.4.15 Трубопроводную арматуру следует монтировать в закрытом состоянии. Установочное положение арматуры, предохранительных клапанов и приборов КиА должно соответствовать требованиям документации на эти изделия.
Фланцевые и приварные соединения арматуры должны быть выполнены без натяжения трубопровода. Во время сварки приварной арматуры её затвор или клапан необходимо полностью открыть, чтобы предотвратить заклинивание его при нагревании корпуса. Арматуру по окончании сварки можно закрыть только после её внутренней очистки.
Строповка арматуры при ее подъеме и установке должна производиться только за корпус. Строповка за штурвал, рычаг или сальник не допускается.
Арматура, устанавливаемая на трубопроводы, работающие под давлением свыше 10 МПа (10 кгс/см2), независимо от испытаний и гарантийного срока, подлежит испытанию на прочность и герметичность.
6.4.16 При сборке блока не допускается применять прокладки и другие детали для компенсации допускаемых отклонений, устранения или обеспечения уклонов.
В отдельных случаях для обеспечения соостности изделий, входящих в блок, допускается установки прокладок под опорные поверхности редукторов, муфт, насосов, электродвигателей и других изделий, при наличии специальных указаний предприятия-изготовителя этих изделий или если эти прокладки предусмотрены в конструкторской документации блока.
6.4.17 При центровке насосных агрегатов должны соблюдаться требования ВСН 394.
Присоединение трубопроводов к насосу должно производиться только после установки насоса на раму блока. После присоединения трубопровода к насосу необходимо повторно проверить центровку насосного агрегата.
6.4.18 Крепление сосудов и аппаратов, трубопроводов, арматуры и т.п. к металлоконструкциям (раме) или опорным элементам с учётом упаковки должно обеспечивать надёжность и герметичность всех соединений при погрузочно-разгрузочных работах и транспортировании.
6.4.19 Блоки должны поставляться с приваренными деталями для строповки, необходимыми при погрузочно-разгрузочных работах и установке блока на монтажной площадке.
На видном месте блока, должна быть выполнена схема строповки блока.
6.4.20 Блоки, поставляемые с элементами, снятыми на время транспортирования, должны на предприятии-изготовителе проходить контрольную сборку, кроме съемных площадок обслуживания.
Для блоков, прошедших контрольную сборку, делается соответствующая запись в паспорте на блок (приложение В).
Все съемные узлы и детали должны быть замаркированы яркой несмываемой краской.
6.4.21 После контрольной сборки блоков на заводе-изготовителе средства измерения, контроля и автоматизации, установленные на стойках или в шкафах, должны быть демонтированы и упакованы в соответствии с требованиями настоящего стандарта.
Демонтажу подлежат:
- приборы измерения, регулирования и сигнализации температуры;
- приборы измерения, регулирования и сигнализации давления;
- приборы измерения, регулирования и сигнализации расхода и перепада давления;
- приборы измерения, регулирования и сигнализации уровня, выносные камеры и кронштейны к ним (если кронштейны съемные), а также другие детали и приборы по указанию конструкторской документации.
6.4.22 При отправке блока в закрытом ящике допускается оставлять на блоке приборы, за исключением термометров, манометров и т.п. изделий, чувствительных к вибрациям и температурным воздействиям.
6.4.23 Средства измерения, контроля и автоматизации, поставляемые с блоками, должны быть установлены в соответствии со сборочными чертежами, строительными нормами и правилами СНиП 3.05.07, инструкциями предприятий-изготовителей средств измерения, правилами и инструкциями Госстандарта России.
Работы по обвязке блоков средствами измерения, контроля и автоматизации по согласованию с заказчиком допускается производить на монтаже предприятием-изготовителем блока или специализированной организацией. В этом случае контрольную сборку обвязки средств измерения, контроля и автоматизации на предприятии-изготовителе блока не производить.
6.4.24 Правильность комплектации блока средствами измерения, контроля и автоматизации, их соответствие сборочным чертежам удостоверяется предприятием-изготовителем блока соответствующей записью в паспорте блока.
6.4.25 Монтаж электрооборудования на блоке должен выполняться в соответствии со сборочными чертежами, инструкциями предприятий-изготовителей электрооборудования, а также правилами техники безопасности, охраны труда и противопожарной безопасности.
6.3.2.26 Правильность сборки блока удостоверяется клеймом ОТК. Клеймо ставится на фирменной табличке и рядом с табличкой на аппаратах или раме.
6.3.2.27 Установка элементов блока, прошедших контрольную сборку и снятых на время транспортирования, а также площадок обслуживания производится на месте монтажа.
7 Правила приемки
7.1 Блоки (сборочные единицы и детали), материалы и комплектующие изделия должны быть приняты отделом технического контроля предприятия-изготовителя и проверены на соответствие требованиям настоящего стандарта, и конструкторской документации.
7.2 Каждый блок на предприятии-изготовителе должен подвергаться приемо-сдаточному испытанию, которое включает проверку:
1) правильности установки и сборки сосудов и аппаратов, трубопроводов и др. на раме блока в соответствии с конструкторской документации и надёжность их крепления к раме и другим металлоконструкциям. Правильности установки приборов и арматуры, наличие на них клейм и пломб предприятия-изготовителя;
2) комплектности изделия, соответствия комплектующих изделий требованиям конструкторской документации;
3) габаритных и присоединительных размеров;
4) прочности и герметичности;
5) материалов;
6) качества сварных швов;
7) прочности строповых устройств и швов приварки строповых устройств;
8) правильности нанесения маркировки на отдельных узлах и деталях;
9) наличия клейм сварщиков на сварных соединениях;
10) наличия фирменных табличек на блоке, сосудах и комплектующих изделиях;
11) качества покрытия, консервации;
12) наличия технической документации, приложенной к комплекту;
13) соответствия паспортных характеристик, характеристикам указанным на табличках комплектующих изделий;
14) соответствия комплектующих изделий требованиям конструкторской документации;
15) наличия документации на сосуды и аппараты в соответствии с требованиями ОСТ 26.291;
16) сопротивления изоляции электрооборудования;
17) правильности упаковки деталей, отправляемых отдельно от изделия;
18) массы.
7.3 На блоках, отправляемых заказчику со снятыми на время транспортирования элементами, проверяется наличие и правильность монтажной маркировки.
7.4 По требованию заказчика приемо-сдаточные испытания проводятся в присутствии заказчика, разработчика документации и других заинтересованных лиц.
8 Методы контроля
8.1 Общие требования
8.1.1 В процессе приемки отдельных деталей, сборочных единиц и блока в целом технический контроль должен осуществляться следующими методами:
1) правильность сборки - путем сопоставления объема и качества выполненных работ по сборке с требованиями настоящего стандарта и конструкторской документации;
2) комплектность изделия, соответствие комплектующих изделий требованиям конструкторской документации; правильность нанесения маркировки на отдельных узлах и деталях; наличие клейм сварщиков на сварных соединениях; наличие фирменных табличек на блоке, сосудах и комплектующих изделиях; наличие технической документации, приложенной к комплекту; соответствие паспортных характеристик, характеристикам, указанным на табличках комплектующих изделий; соответствие комплектующих изделий требованиям конструкторской документации; наличие документации на сосуды и аппараты в соответствии с требованиями ОСТ 26.291; правильность упаковки деталей, отправляемых отдельно от изделия - визуальным контролем и сличением с документацией;
3) размеры - измерениями с помощью средств, обеспечивающих их погрешность не более 30 % от установленного допуска на изготовление;
4) материалы - проверкой сертификатов предприятий-поставщиков или результатов химических анализов и механических испытаний, проведенных предприятием-изготовителем блоков, на соответствие технической документации;
5) качество сварных швов - методами, предусмотренными настоящим стандартом и конструкторской документацией;
6) качество покрытия - внешним осмотром по ГОСТ 9.032, толщину покрытия и адгезию по ГОСТ 9.105 и ГОСТ 15140;
7) прочность, герметичность - гидравлическим испытанием в соответствии с пунктом 8.2.14;
8) прочность строповых устройств - путем подвешивания блока в сборе на высоту 100 мм с последующей выдержкой в таком положении в течение 10 минут, после чего блок опускается, и проверяются швы приварки стропового устройства внешним осмотром в соответствии с ГОСТ 3242;
9) смонтированные электропроводки - внешним осмотром и проверкой сопротивления изоляции на соответствие требованиям п. 4.10 настоящего стандарта. При осмотре устанавливается соответствие смонтированных проводок чертежам и требованиям норм и правил монтажа для соответствующего исполнения электрооборудования.
8.2 Контроль качества сварных соединений трубопроводов
8.2.1 Общие требования
8.2.1.1 Контроль качества сварных соединений трубопроводов включает:
а) пооперационный контроль;
б) внешний осмотр и измерения;
в) радиографический или ультразвуковой контроль;
г) капиллярный или магнитопорошковый контроль;
д) определение содержания ферритной фазы;
е) стилоскопирование;
ж) измерение твердости;
з) испытание на стойкость против межкристаллитной коррозии;
и) металлографические исследования;
к) механические испытания;
л) гидравлические или пневматические испытания.
8.2.1.2 Методы контроля, применяемые при изготовлении трубопроводов конкретного блока, должны указываться в рабочей документации.
8.2.1.3 Окончательный контроль качества сварных соединений, подвергающихся термообработке, должен производиться после проведения термообработки.
8.2.2 Пооперационный контроль
8.2.2.1 Пооперационный контроль предусматривает:
а) проверку качества и соответствия труб, деталей трубопроводов и сварочных материалов требованиям стандартов и технических условий на изготовление и поставку;
б) проверку качества подготовки концов труб и деталей трубопроводов под сварку и качества сборки стыков (угол скоса кромок, совпадение кромок, зазор в стыке перед сваркой, правильность центровки труб, расположение и число прихваток, отсутствие трещин в прихватках и на кромках);
в) проверку температуры предварительного подогрева;
г) проверку качества и технологии сварки (режима сварки, порядка наложения швов, качества послойной зачистки шлака);
д) проверку режимов термообработки сварных соединений.
8.2.2.2 Пооперационный контроль должен проводиться инженерно-техническим работником, ответственным за сварку, или под его наблюдением.
Результаты контроля должны быть внесены в журнал операционного контроля по форме, принятой на предприятии-изготовителе.
8.2.3 Выбор методов неразрушающего контроля
8.2.3.1 Качество сварных соединений сборочных единиц технологических трубопроводов контролируется методами неразрушающего контроля, их механические свойства определяются механическими испытаниями образцов, изготавливаемых из контрольных сварных соединений.
Методы неразрушающего контроля должны назначаться по таблице 6 в зависимости от типа сварных соединений, их размерных характеристик и условий работы.
Таблица 6 - Методы неразрушающего контроля сварных соединений трубопроводов
|
Внешний осмотр и измерения |
Капиллярный или магнитопорошковый |
Радиографический |
Ультразвуковой |
|
|
Стыковые соединения трубопроводов Ру более 10 до 32 МПа, все диаметры |
+ |
+ |
+ или |
+ |
|
Стыковые соединения трубопроводов Ру до 10 МПа: |
||||
|
Ду менее 50 мм |
+ |
+ |
- |
- |
|
Ду 50 мм и более |
+ |
+ или |
+ |
|
|
Угловые соединения трубопроводов Ру более 10 до 32 МПа: |
||||
|
Ду менее 30 мм |
+ |
+ |
- |
- |
|
Ду 30 до 100 мм |
+ |
+ |
+ |
- |
|
Ду 100 мм и более |
+ |
+ |
+ или |
+ |
|
Угловые соединения трубопроводов Ру до 10 МПа: |
||||
|
Ду менее 50 мм |
+ |
+ |
- |
- |
|
Ду 50 мм до 100 мм |
+ |
- |
+ |
- |
|
Ду 100 мм и более |
+ |
- |
+ или |
+ |
8.2.4 Внешний осмотр и измерения
8.2.4.1 Внешнему осмотру и измерениям подлежат все сварные соединения после очистки от шлака, окалины, брызг металла и загрязнений на ширине не менее 20 мм по обе стороны шва.
а) трещины в шве, в зоне термического влияния и в основном металле не допускаются;
б) поверхность шва должна быть мелкочешуйчатой; ноздреватость, свищи, скопления пор, прожоги, незаплавленные кратеры, наплывы в местах перехода сварного шва к основному металлу трубы не допускаются.
Допускаются отдельные поры в количестве не более 3 на 100 мм сварного шва размерами, не превышающими указанных в таблице 7 для балла 1 в трубопроводах на Ру до 10 МПа.
в) переход от наплавленного металла к основному должен быть плавным. Подрезы в местах перехода от шва к основному металлу допускаются по глубине не более 10 % толщины стенки трубы, но не более 0,5 мм. При этом общая протяженность подреза на одном сварном соединении не должна превышать 30 % длины шва.
В сварных соединениях трубопроводов на Ру свыше 10 МПа (100 кгс/см2) подрезы не допускаются.
Таблица 7 - Допустимые размеры пор, выявленных при внешнем осмотре сварных соединений трубопроводов
|
Размеры пор, мм |
||
|
ширина (диаметр) |
длина |
|
|
До 3 |
0,5 |
1,0 |
|
Свыше 3 до 5 |
0,6 |
1,2 |
|
Свыше 5 до 8 |
0,8 |
1,5 |
|
Свыше 8 до 11 |
1,0 |
2,0 |
|
Свыше 11 до 14 |
1,2 |
2,5 |
|
Свыше 14 до 20 |
1,5 |
3,0 |
|
Свыше 20 до 26 |
2,0 |
4,0 |
|
Свыше 26 до 34 |
2,5 |
5,0 |
|
Свыше 34 |
3,0 |
6,0 |
г) форма и размеры швов сварных соединений должны соответствовать ГОСТ 16037, приложениям 5 и 6 ОСТ 26-01-1434 или другой НТД и требованиям чертежа;
д) отклонения от прямолинейности сваренных встык труб не должны превышать величин, установленных требованиями п. 6.2.2.7.
8.2.4.3 Дефекты сварных соединений, превышающие требования п. 8.2.4.2 «б», «в», «г», подлежат исправлению в соответствии с разделом 8.2.13; сварные соединения с дефектами, указанными в п. 8.2.4.2 «а», «д», считаются негодными.
8.2.5 Радиографический и ультразвуковой контроль
8.2.5.1 Контроль сварных соединений трубопроводов блока радиографическим или ультразвуковым методом следует производить после устранения дефектов, выявленных внешним осмотром и измерениями, а также капиллярным или магнитопорошковым методом, если таковой применялся. При этом контролю подлежат поверхность шва и прилегающая к нему зона шириной 20 мм от краев шва.
8.2.5.2 Объем контроля радиографическим или ультразвуковым методом определяется проектом и должен быть не менее приведенного в таблице 8.
Таблица 8 - Объем контроля сварных соединений радиографическим или ультразвуковым методом % от общего числа сваренных каждым сварщиком (но не менее одного) соединений
|
Условное давление Ру, МПа (кгс/см2) |
||||||
|
Свыше 10 до 32 (свыше 100 до 320) |
До 10 (100) включительно |
|||||
|
Категории трубопроводов |
||||||
|
I |
II |
III |
IV |
V |
||
|
Сварные соединения технологических трубопроводов из сталей одного класса |
100 |
100 |
50 |
10 |
5 |
2 |
|
Сварные соединения технологических трубопроводов из разнородных сталей |
100 |
100 |
100 |
100 |
100 |
10 |
|
Сварные соединения трубопроводов пара и горячей воды |
В соответствии с Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды ПБ 10-573 |
|||||
8.2.5.3 Радиографический контроль сварных соединений должен производиться в соответствии с требованиями ГОСТ 7512, отраслевой технологической документации по контролю, утвержденной в установленном порядке.
Чувствительность радиографического контроля по ГОСТ 7512 должна соответствовать:
для трубопроводов Ру свыше 10 МПа и трубопроводов категорий I и II - классу 2
для трубопроводов категорий III, IV и V - классу 3
Суммарный балл качества сварного соединения определяется сложением наибольших баллов, полученных при раздельной оценке качества соединений по плоскостным (трещины, несплавления, непровары) и объемным (поры, шлаковые включения) дефектам согласно таблицам 9 и 10.
Таблица 9 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от размеров объемных дефектов (включений, пор)
Таблица 10 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от величины и протяженности плоских дефектов (непровары по оси шва, несплавления и др.)
При расшифровке снимков определяют вид дефектов и их размеры по ГОСТ 23055. В трубопроводах высокого давления по результатам радиационного контроля не допускаются внутренние дефекты: отдельные поры, шлаковые и вольфрамовые включения свыше норм установленных 3 классом дефектности по ГОСТ 23055, что соответствует 1 баллу.
В заключении или журнале радиографического контроля следует указать балл сварного соединения, определенный по таблице 10, наибольший балл участка сварного соединения, определенный по таблице 9, а также суммарный балл качества сварного соединения (например: 0/2 = 2 или 6/6 = 12).
Сварные соединения должны быть признаны негодными, если суммарный балл равен или больше значений, указанных ниже:
Категория трубопровода Ру > 10 МПа, (100 кгс/см2) I II III IV V
Суммарный балл 2 3 3 5 6 6
Сварные соединения, оцененные указанным или большим баллом, подлежат исправлению и повторному контролю. Сварные соединения трубопроводов III и IV категорий, оцененные соответственно суммарным баллом 4 и 5, исправлению не подлежат, но необходимо подвергнуть дополнительному контролю удвоенное от первоначального объема количество стыков, выполненных данным сварщиком.
Если при дополнительном контроле для трубопроводов III и IV категорий хотя бы один стык будет оценен соответственно баллом 4 и 5, контролю подвергают 100 % стыков, выполненных данным сварщиком.
8.2.5.5 Ультразвуковой контроль должен выполняться в соответствии с требованиями ГОСТ 14782, ОСТ 26-2044 или другой отраслевой технической документации по контролю, утвержденной в установленном порядке.
8.2.5.6 Угловые соединения труб с номинальным внутренним диаметром привариваемой трубы (штуцера) менее 100 мм ультразвуковому контролю не подвергаются.
8.2.5.7 Качество сварных соединений по результатам ультразвукового контроля оценивается с учетом следующих положений.
Сварные соединения трубопроводов Ру свыше 10 МПа (100 кгс/см2) считаются годными, если:
а) отсутствуют протяженные дефекты;
б) отсутствуют непротяженные (точечные) дефекты эквивалентной площадью более:
1,6 мм2 при толщине стенки трубы до 10 мм включительно;
2,0 мм2 при толщине стенки трубы до 20 мм включительно;
3,0 мм2 при толщине стенки свыше 20 мм;
в) количество непротяженных дефектов не более двух на каждые 100 мм шва по наружному периметру эквивалентной площадью:
1,6 мм2 при толщине стенки трубы до 10 мм включительно;
2,0 мм2 при толщине стенки трубы до 20 мм включительно;
3,0 мм2 при толщине стенки свыше 20 мм.
Оценка качества сварных соединений трубопроводов I - IV категорий по результатам ультразвукового контроля должна соответствовать требованиям таблицы 11.
Таблица 11 - Нормы допустимых дефектов в сварных швах трубопроводов Ру ≤ 10 МПа (100 кгс/см2), выявленных при ультразвуковом контроле
|
Эквивалентная площадь (размеры) отдельных дефектов |
Условная протяженность цепочки точечные дефектов на участке сварного шва длиной 10Н |
|||
|
Наименьшая фиксируемая, дБ |
По отверстию с плоским дном, мм2 |
По зарубке, мм×мм |
||
|
8 - 10 |
На 6 дБ ниже эхо-сигнала от максимально допустимых эквивалентных дефектов |
1,6 |
1,0×2,0 |
1,5Н |
|
12 - 18 |
2,0 |
2,0×2,0 |
1,5Н |
|
|
20 - 24 |
3,0 |
3,0×2,0 |
1,5Н |
|
|
Примечание. Точечные дефекты считаются недопустимыми, если амплитуда эхо-сигналов от них превышает амплитуду эхо-сигнала от искусственного отражателя, размеры которого определяются максимально допустимой эквивалентной площадью. Протяженные дефекты считаются недопустимыми, если амплитуда сигналов от них превышает 0,5 амплитуды эхо-сигналов от искусственного отражателя. Условная протяженность цепочки точечных дефектов измеряется в том случае, если амплитуда эхо-сигнала от них составляет 0,5 и более амплитуды эхо-сигнала от искусственного отражателя, размеры которого определяются максимально допустимой эквивалентной площадью. |
||||
8.2.5.8 При получении неудовлетворительных результатов контроля ультразвуковым или радиографическим методами хотя бы одного стыка производят контроль удвоенного количества стыков, выполненных данным сварщиком. При неудовлетворительных результатах дополнительного контроля производят контроль 100 % стыков. Если при этом будет признано негодным хотя бы одно сварное соединение, сварщик отстраняется от сварочных работ на трубопроводах до повторной сдачи испытаний по программам, утвержденным Госгортехнадзором России.
8.2.5.9 Сварные соединения трубопроводов, контроль качества которых радиографическим или ультразвуковым методом невозможен или ограничен из-за их недоступности, должны подвергаться 100 % контролю следующими методами в зависимости от категории трубопровода.
Для трубопроводов Ру свыше 10 МПа (100 кгс/см2) и трубопроводов I, II, III и IVБ категорий:
- внешним осмотром;
- визуальным послойным контролем;
- магнитопорошковым или капиллярным (цветным) контролем выполненного сварного соединения;
- гидравлическим методом с люминесцентным индикаторным покрытием или заменяющим его по чувствительности методом согласно ОСТ 26.260.14.
Для сварных соединений из сталей, не склонных к трещинообразованию при сварке, допускается применять гидравлический метод без люминесцентного индикаторного покрытия, и в этом случае визуальный послойный контроль в процессе сварки должен проводиться с фиксацией его результатов в специальном журнале.
Для сталей, склонных к трещинообразованию при сварке, сварные швы в этом случае должны подвергаться послойному контролю с цветной дефектоскопией каждого слоя. Марки указанных сталей приведены в таблице 12.
Для трубопроводов IVB и V категорий:
- внешним осмотром;
- визуальным послойным контролем;
- гидравлическим испытанием.
8.2.5.10 Недоступными считаются сварные соединения, для которых проведение радиографического контроля по ГОСТ 7512 и ультразвукового контроля по ГОСТ 14782, ОСТ 26-2044 невозможно из-за ограниченного доступа к участку размещения рентгеновской пленки или источника излучения, отсутствия зоны для перемещения ультразвукового преобразователя, а также из-за наличия конструктивного зазора, затрудняющего расшифровку результатов контроля.
В соответствии с ОСТ 26-2079 к недоступным для УЗД относятся также сварные соединения с крупнозернистой структурой металла шва, при которой проведение ультразвукового контроля затрудняется наличием структурных помех, соизмеримых с уровнем эхо-сигналов от дефекта.
8.2.6 Капиллярный и магнитопорошковый контроль
8.2.6.1 Капиллярному контролю (цветной дефектоскопии) или магнитопорошковому контролю подлежат:
все сварные соединения сборочных единиц трубопроводов Ру свыше 10 МПа (100 кгс/см2) и швы приварки к ним элементов опор;
сварные соединения сборочных единиц трубопроводов Ру ≤ 10 МПа (100 кгс/см2) соответственно таблице 6 в объеме, установленном для радиографического или ультразвукового контроля (таблица 8);
все сварные соединения сборочных единиц трубопроводов Ру ≤ 10 МПа (100 кгс/см2), недоступные для контроля радиографическим или ультразвуковым методом в соответствии с п. 8.2.5.9, п. 8.2.5.10 настоящего стандарта;
все сварные соединения сборочных единиц трубопроводов, изготавливаемы> из сталей, склонных к образованию трещин при сварке (таблица 12).
Таблица 12 - Стали, склонные к образованию трещин при сварке в сварном шве и околошовной зоне
|
Марка стали |
Примечание |
|
|
Углеродистые и низколегированные стали перлитного класса |
20ЮЧ |
При ручной сварке и толщине более 36 мм |
|
15ГС, 10Г2, 09Г2С |
При ручной сварке и толщине более 30 мм |
|
|
Теплостойкие хромомолибденовые и хромистые стали перлитного и мартенситного классов |
15ХМ, 12Х1МФ, Х2М1, |
При толщине более 10 мм |
|
15X5, 15Х5МУ, 12Х8ВФ, Х8 |
- |
|
|
Коррозионностойкие аустенитные стали и сплавы на железо-никелевой основе без ферритной фазы |
02Х8Н22С6, 03Х19АГ3Н10, 03Х17Н14М3, 08Х17Н15М3Т, 08Х18Н12Б, 06ХН28МДТ, 03ХН28МДТ, ХН32Т |
При толщине 10 мм и более |
|
Высокохромистые стали ферритного класса |
08X13, 08Х17Т, 15Х25Т |
При толщине более 10 мм |
8.2.6.2 Капиллярный контроль (цветная дефектоскопия) должен выполняться в соответствии с требованиями ГОСТ 18442, ОСТ 26-5 и методических отраслевых стандартов и инструкций.
Требуемый класс чувствительности по ГОСТ 18442 при цветной дефектоскопии должен быть не ниже установленного в таблице 13.
Таблица 13 - Класс чувствительности капиллярного метода контроля
|
Категория трубопровода |
Класс чувствительности по ГОСТ 18442 |
Шероховатость контролируемой поверхности Rz, мкм, не более |
|
|
Сварные соединения трубопроводов Ру > 10 МПа |
- |
II |
25 |
|
Сварные соединения трубопроводов Ру ≤ 10 МПа |
I, IIA, Б |
II |
25 |
|
IIВ |
III |
50 |
|
|
III |
III |
50 |
|
|
IV - V |
IV |
80 |
8.2.6.3 Сварные соединения трубопроводов с Ру свыше 10 МПа (100 кгс/см2) считаются годными, если индикаторные следы дефектов отсутствуют.
Сварные соединения трубопроводов с Ру ≤ 10 МПа (100 кгс/см2) по результатам контроля капиллярным (цветным) методом считаются годными, если
а) индикаторные следы дефектов отсутствуют;
б) все зафиксированные индикаторные следы являются одиночными и округлыми;
в) наибольший размер каждого индикаторного следа не превышает трехкратных значений норм для ширины (диаметра), приведенных для балла 2 в таблице 9;
г) суммарная длина всех индикаторных следов на любом участке шва длиной 100 мм не превышает суммарной длины, приведенной для балла 2 в таблице 9.
Примечание. Округлые индикаторные следы с максимальным размером до 0,5 мм включительно не учитываются независимо от толщины контролируемого металла.
8.2.6.4 Магнитопорошковый контроль выполняется в соответствии с ГОСТ 21105, ОСТ 26-01-84 и методическими отраслевыми стандартами и инструкциями.
Уровень чувствительности по ГОСТ 21105 при магнитопорошковом контроле для сварных соединений трубопроводов Ру свыше 10 МПа (100 кгс/см2) и трубопроводов I, II и III категорий Ру ≤ 10 МПа (100 кгс/см2) должен быть не ниже уровня Б, для остальных категорий - устанавливается конструкторской документацией.
8.2.6.5 Сварные соединения по результатам магнитопорошкового контроля считаются годными, если отсутствуют протяженные дефекты.
8.2.7 Определение содержания ферритной фазы
8.2.7.1 Определение содержания ферритной фазы должно производиться в сварных соединениях трубопроводов из аустенитных сталей, предназначенных для работы при температуре свыше 350 °С. Объем контроля - 100 % для трубопроводов с Ру свыше 10 МПа (100 кгс/см2), в остальных случаях - по требованию проекта. Методика определения - в соответствии с ОСТ 26-01-1434.
Содержание ферритной фазы в металле шва должно соответствовать указанному в п. 5.5.5 настоящего стандарта.
8.2.8 Стилоскопирование сварных соединений
8.2.8.1 Стилоскопированию подвергаются сварные соединения трубопроводов из легированных сталей с целью подтверждения наличия основных, определяющих марку стали, легирующих элементов в металле шва и металле деталей и соответствия их требованиям чертежей, нормативной документации. При этом сварные соединения трубопроводов с Ру свыше 10 МПа (100 кгс/см2) подлежат стилоскопированию в объеме 100 %, а с Ру ≤ 10 МПа (100 кгс/см2) - в следующих случаях:
- выборочно, но не менее 2-х соединений, выполненных одним сварщиком сварочными материалами одной партии;
- если соответствие использованных сварочных материалов, назначенных по проекту, вызывает сомнение;
- если твердость сварного соединения после термической обработки не соответствует установленным требованиям.
8.2.8.2 Результаты стилоскопирования считаются удовлетворительными, если при контроле подтверждено наличие (отсутствие) и содержание соответствующих химических элементов в металле шва или основном металле. При неудовлетворительном результате стилоскопирования хотя бы одного сварного соединения в случае выборочного контроля стилоскопированию подлежат все сварные соединения, выполненные данным сварщиком с использованием сварочных материалов той же партии. Если при повторном стилоскопировании получены неудовлетворительные результаты, сварное соединение считается непригодным и подлежит удалению.
На сварных соединениях трубопроводов высокого давления при несоответствии по результатам стилоскопирования химического состава требуемому следует произвести анализ лабораторными методами.
8.2.9 Измерение твердости
8.2.9.1 Измерение твердости проводится для сварных соединений трубопроводов, изготовленных из хромокремнемарганцовистых, хромомолибденовых, хромомолибденованадиевых, хромованадиевольфрамовых и хромомолибденованадиевольфрамовых сталей и разнородных сварных соединений.
Твердость измеряется по центру шва, в зоне термического влияния и на основном металле каждого сварного соединения трубопровода после проведения термической обработки.
У разнородных сварных соединений измеряется твёрдость металла шва.
На сварных соединениях наружным диаметром менее 50 мм твердость не измеряется. В этом случае замер твердости производится на контрольных сварных соединениях по ГОСТ 6996 в поперечном сечении на макрошлифах и результат записывается в паспорт блока.
Измерение твёрдости непосредственно на сварных соединениях сборочных единиц трубопроводов выполняется методом ударного отпечатка по ГОСТ 18661, а на макрошлифах из контрольных сварных соединений - методами Бринелля ГОСТ 9012, Роквелла ГОСТ 9013, Виккерса ГОСТ 2999.
8.2.9.2 Значения твердости не должны превышать указанных в таблице 14.
Таблица 14 - Оценка качества сварных соединений по твердости
|
Допустимая твердость металла шва и зоны термического влияния, НВ, не более |
|
|
14ХГС |
230 |
|
15ХМ, 12Х1МФ, 15Х1М1Ф, 15Х2М1 |
240 |
|
15Х5М, 15Х5МУ, 15Х5ВФ |
270 |
|
30ХМА, 20Х2МА, 22Х3М, 18X3MB |
270 |
|
20Х3МВФ |
300 |
Если твердость выше допустимой, сварное соединение должно быть подвергнуто стилоскопированию и при положительном его результате - повторной термической обработке.
Твёрдость металла шва сварных соединений из разнородных сталей в любых сочетаниях не должна превышать 220 НВ.
В трубопроводах высокого давления измерение твёрдости следует выполнять согласно требованию ОСТ 26-01-1434.
8.2.10 Испытания на стойкость против межкристаллитной коррозии
8.2.10.1 Испытание сварных соединений на стойкость против межкристаллитной коррозии должно проводиться по требованию проекта для трубопроводов, изготовленных из сталей аустенитного, ферритного и аустенитно-ферритного классов. Образцы для испытаний вырезаются из контрольных сварных соединений. Форма, размеры и количество образцов, а также метод их испытаний должны соответствовать ГОСТ 6032.
8.2.10.2 Металл шва и зона термического влияния должны быть стойкими к межкристаллитной коррозии и соответствовать требованиям ГОСТ 6032 или технического проекта.
При получении неудовлетворительных результатов допускается проведение повторного испытания на удвоенном количестве образцов, вырезанных из того же контрольного сварного соединения.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
8.2.11 Металлографические исследования
8.2.11.1 Металлографическим исследованиям должны подвергаться стыковые и угловые соединения трубопроводов с Ру свыше 10 МПа (100 кгс/см2), а также трубопроводов категорий I, II, III:
- работающих под давлением свыше 5 МПа (50 кгс/см2);
- работающих при температуре свыше 450 °С или ниже минус 40 °С независимо от давления;
- из сталей, склонных к подкалке при сварке (марок 15ХМ, 15Х5МУ и др.), из сталей аустенитного класса и сплавов на железоникелевой основе без ферритной фазы (марок 08Х17Н15М3Т, 06ХН28МДТ и др.);
- из разнородных по структурному классу сталей.
Допускается не проводить металлографические исследования стыковых швов трубопроводов, работающих при температуре ниже минус 40 °С, толщиной не более 20 мм из сталей марок 12Х18Н10Т и 08Х18Н10Т.
Металлографические макро- и микроисследования должны проводиться в соответствии с РД 24.200.04 на одном образце от каждого контрольного сварного соединения.
Для трубопроводов Ру свыше 10 МПа металлографические исследования следует проводить в соответствии с требованиями ОСТ 26-01-1434.
8.2.11.2 Качество контрольных сварных соединений при макроисследовании должно удовлетворять требованиям п. 8.2.4.2 настоящего стандарта.
Качество соединений по результатам микроисследований считается неудовлетворительным, если в наплавленном металле и зоне термического влияния будут выявлены микротрещины и объемные дефекты с размерами, более указанных для балла 1 в таблице 9.
8.2.12 Механические испытания
8.2.12.1 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996.
Изготовление и испытание контрольных сварных соединений выполняется либо при производственной аттестации технологии сварки, либо при выполнении единичных заказов на изготовление сборочных единиц трубопроводов технологических блоков.
8.2.12.2 Минимальные нормы механических свойств должны удовлетворять требованиям таблицы 15.
Таблица 15 - Минимальные нормы механических свойств сварных соединений
|
Предел прочности при температуре 20 °С |
Угол изгиба, градус, не менее, при толщине стенки |
Ударная вязкость KCU, Дж/см2 (кгс ∙ м/см2) не менее, при температуре испытаний |
|||
|
до 20 мм включительно |
более 20 мм |
20 °С |
минус 20 °С и ниже |
||
|
Углеродистые |
Не ниже нижнего предела прочности основного металла по стандартам или техническим условиям для данной марки стали |
100 |
100 |
50 (5) |
30 (3) |
|
Марганцовистые, кремнемарганцовистые |
80 |
60 |
|||
|
Хромокремнемарганцовистые |
70 |
50 |
|||
|
Хромомолибденовые, хромомолибденованадиевые, хромованадиевольфрамовые и хромомолибденованадиевольфрамовые |
50 |
40 |
|||
|
Аустенитные |
100 |
100 |
|||
|
Примечания: 1. Показатели механических свойств должны определяться как среднеарифметическое значение результатов испытаний отдельных образцов. Результаты испытаний на статическое растяжение и статический изгиб считаются неудовлетворительными, если хотя бы один из образцов показал значение ниже установленных требований более, чем на 10 %. Результаты испытаний на ударный изгиб считаются неудовлетворительными, если хотя бы один образец показал значение ниже установленных требований. 2. Испытанию на ударный изгиб подвергаются сварные соединения труб толщиной стенки 12 мм и более. По требованию заказчика испытания на ударный изгиб могут проводиться для труб с толщиной стенки 6 - 11 мм. 3. В разнородных соединениях прочность оценивается по стали с более низкими механическими свойствами, а ударная вязкость и угол изгиба - по менее пластичной стали. 4. В разнородных соединениях сталей разных структурных классов величина ударной вязкости по центру шва должна удовлетворять требованиям, предъявляемым к сварным соединениям из сталей аустенитного класса, а в зоне термического влияния - сварным соединениям перлитного класса. |
|||||
8.2.12.3 Механические свойства определяются на образцах для следующих видов испытаний:
- на статическое растяжение при температуре 20 °С - 2 образца типа XII (чертеж 20) или XIII (чертеж 21) ГОСТ 6996, образцы вырезают при диаметре трубы более 20 мм и испытывают без выправления естественной кривизны. Для труб с условным проходом до 50 мм можно испытывать целые стыки со снятой выпуклостью сварного шва с наружной стороны - образцы типа XVIII ГОСТ 6996 (чертеж 26);
- на статический изгиб - 2 образца типа XXVII, XXVIII ГОСТ 6996 (чертеж 38). Образцы вырезаются при диаметре трубы более 20 мм, при этом выпуклость сварного шва с наружной стороны должна быть снята, образцы испытывают без выправления естественной кривизны. Испытание на статический изгиб для труб с условным проходом до 50 мм может быть заменено испытанием целых стыков на сплющивание - образцы типа XXX ГОСТ 6996 (чертеж 43);
- на ударный изгиб при температуре 20 °С - 3 образца типа VI (чертеж 5) ГОСТ 6996 с U-образным надрезом по оси шва;
- на ударный изгиб при рабочей температуре для трубопроводов, работающих при температуре минус 20 °С и ниже - дополнительно 3 образца типа VI ГОСТ 6996 (чертеж 5) с U-образным надрезом по оси шва;
- на ударный изгиб при температуре 20 °С - 3 образца типа VI (чертёж 5) ГОСТ 6996 с U-образным надрезом в зоне термического влияния перлитных сталей в разнородных соединениях с аустенитными сталями на расстоянии 1+0,5 мм от линии сплавления (по требованию проекта).
8.2.12.4 Образцы для определения механических свойств, а также для металлографических исследований и испытаний на стойкость против межкристаллитной коррозии (МКК) изготавливаются из контрольных сварных соединений, которые должны свариваться на партию однотипных производственных стыков.
Партией считается не более ста однотипных стыковых соединений с условным диаметром до 150 мм включительно или не более пятидесяти стыков с условным диаметром 175 мм и выше, при этом соединения должны быть сварены в срок не более 3-х месяцев.
Однотипными считаются соединения труб с условным диаметром 6 - 32, 50 - 150, 175 мм и выше из одной марки стали, выполненные одним сварщиком по единому технологическому процессу и отличающиеся по толщине стенки не более, чем на 50 %.
8.2.12.5 Количество контрольных сварных соединений в зависимости от объема испытаний должно соответствовать таблице 16.
Таблица 16 - Количество контрольных сварных соединений
|
Количество контрольных сварных соединений |
||
|
для механических испытаний и металлографических исследований |
для механических испытаний, металлографических исследований и испытаний на стойкость против МКК |
|
|
6 - 32 |
4 |
6 |
|
50 - 150 |
2 |
3 |
|
175 и выше |
1 |
2 |
|
Примечание. При диаметре труб Ду 450 мм и выше допускается сваривать контрольные сварные соединения из пластин. |
||
8.2.13 Устранение дефектов сварных соединений
8.2.13.1 Дефекты, выявленные в процессе контроля, должны быть устранены с последующей заваркой и контролем исправленных участков.
Исправлению подлежат все дефектные участки сварного соединения, выявленные при внешнем осмотре и измерениях, контроле неразрушающими методами. При этом в стыках, забракованных по результатам радиографического контроля, исправлению подлежат участки шва, оцененные наибольшим баллом, определенным согласно требованиям п. 8.2.5.4 и таблиц 9 и 10. В случае, если стык забракован по сумме одинаковых баллов, исправлению подлежат участки с непроваром.
Исправлению методом местной выборки с последующей подваркой (без повторной сварки всего соединения) подлежат участки сварного шва, если размеры выборки после удаления дефектного участка шва не превышают значений, указанных в таблице 17.
Таблица 17 - Допустимые размеры выборки после удаления дефектов в сварных швах трубопроводов
|
Глубина выборки, % от номинальной толщины стенки труб или расчетного сечения шва |
Суммарная протяженность выборки, % от номинального наружного периметра сварного соединения |
|
Для трубопроводов Ру свыше 10 МПа (100 кгс/см2) |
|
|
15 и менее |
не нормируется |
|
более 15 до 30 включительно |
до 35 |
|
более 30 до 50 включительно |
до 20 |
|
более 50 |
до 15 |
|
Для трубопроводов I - IV категорий |
|
|
25 и менее |
не нормируется |
|
более 25 до 50 включительно |
до 50 |
|
более 50 |
до 25 |
|
Для трубопроводов V категории |
|
|
30 и менее |
не нормируется |
|
более 30 до 50 включительно |
до 50 |
|
более 50 |
до 35 |
Сварное соединение, в котором для исправления дефектного участка требуется произвести выборку размером более допустимого, должно быть удалено полностью, а на его место вварен промежуточный патрубок с размерами согласно п. 4.6.8.
8.2.13.2 Устранение дефектов на одном и том же участке шва должно быть не более трех раз и не более двух раз на аустенитных сталях, к сварным соединениям которых предъявляются требования по стойкости против межкристаллитной коррозии.
8.2.13.3 Исправленные при помощи сварки сварные соединения должны быть подвергнуты повторному контролю и повторной термической обработке, если дефекты были обнаружены и устранены после ее проведения.
8.2.13.4 Контроль должен быть проведен по всему заваренному объему выборки, а также в пределах примыкающих к ней участков сварного шва по всей их ширине протяженностью в каждую сторону не менее 20 мм, а также участков основного металла шириной не менее 20 мм, примыкающих к краям заваренной выборки.
8.2.13.5 В трубопроводах высокого давления устранение дефектов следует производить согласно требованиям ОСТ 26-01-1434.
8.2.14 Гидравлическое испытание на прочность и герметичность
8.2.14.1 Приемо-сдаточные испытания блока завершаются испытанием на прочность и плотность и при необходимости дополнительным испытаниям на герметичность с определением падения давления. Вид испытания (на прочность и плотность, дополнительным испытаниям на герметичность), способ испытания (гидравлический, пневматический), величина испытательного давления указываются в конструкторской документации для каждого блока. Порядок проведения испытания, величина пробного давления должны соответствовать требованиям ОСТ 26.291, Правил ПБ 03-584, ПБ 03-585 и определяться проектом и нормативно-технической документацией по промышленной безопасности.
8.2.14.2 Испытание блоков должно производиться до нанесения окраски на специально оборудованных местах, соответствующих требованиям безопасности и ГОСТ Р 8.568.
8.2.14.3 Элементы блока, которые по своим техническим параметрам не должны подвергаться гидравлическим испытаниям, должны быть отсоединены, а места отсоединения перекрыты заглушками.
8.2.14.4 Если в блоке находятся участки с различным давлением, то испытания должны проводиться раздельно на давление, указанное для каждого участка трубопровода блока.
8.2.14.5 При проведении испытания вся арматура, установленная на блоке, должна быть полностью открыта, сальники уплотнены, штуцеры, бобышки и др. места для присоединения средств измерения, контроля и автоматизации должны быть заглушены.
8.2.14.6 Трубные проводки к приборам и средствам автоматизации должны подвергаться гидравлическим испытаниям.
Перед проведением гидравлических испытаний трубные проводки должны быть отсоединены от приборов и заглушены.
Рекомендуется проводить испытания импульсных проводок совместно с технологическими трубопроводами.
Допускается трубные проводки испытать пневматическим давлением, указанным в конструкторской документации.
Испытания трубных проводок систем автоматизации (командных, питающих, обогревающих, дренажных) рекомендуется проводить в соответствии с требованиями таблицы 18.
Таблица 18 - Давление при гидравлическом испытании трубных проводок систем автоматизации
|
Давление, МПа |
||
|
Рабочее, Р |
Испытательное |
|
|
Сталь |
до 0,5 вкл. свыше 0,5 |
1,5Р, но не менее 0,2 1,25Р, но не менее 0,8 |
|
Пластмассы |
в области применения |
1,25Р, но не менее 0,2 |
|
Цветные металлы и сплавы |
в области применения |
1,25Р, но не менее 0,1 |
Допускается, по согласованию с заказчиком, проводить испытания трубных проводок на месте монтажа.
Повышение давления должно происходить плавно, без гидравлических ударов. Скорость подъёма давления не должна превышать 0,5 МПа (5 кгс/см2) в минуту, если нет других указаний разработчика блока в технической документации. Использования сжатого воздуха или другого газа для подъёма давления не допускается.
Под пробным давлением блок должен находиться не менее:
10 мин. - для блоков с наибольшей толщиной стенок до 50 мм;
20 мин. - для блоков с наибольшей толщиной стенок от 50 м до 100 мм;
30 мин. - для блоков с наибольшей толщиной стенок свыше 100 мм,
после чего давление снижается до рабочего, при котором производиться осмотр изделия. При необходимости, время выдержки под рабочим давлением оговаривается конструкторской документацией.
8.2.14.7 Блок считается выдержавшим гидравлическое испытание, если во время испытания не обнаружено признаков: разрыва, течи, капель, потения сварных соединений и основного металла, а также падения давления по двум проверенным манометрам, один из которых контрольный. Оба манометра выбирают одного типа, предела измерения, одинаковых классов точности, цены деления. При неудовлетворительных результатах испытаний обнаруженные дефекты должны быть устранены, а испытания повторены. Подчеканка сварных и устранение дефектов во время нахождения блока под давлением не допускается.
8.2.14.8 По окончании гидравлического испытания вода из блока должна быть слита и полости блока осушены.
8.2.14.9 Результаты гидравлического испытания оформляются актом и заносятся в паспорт изделия.
9 Требования безопасности
9.1 Конструкция технологических блоков должна обеспечивать безопасность их эксплуатации и соответствовать требованиям следующих стандартов безопасности труда, жизнедеятельности и экологии:
по пожарной безопасности - ГОСТ 12.1.004,
по санитарно-гигиеническим требованиям - ГОСТ 12.1.005,
по вредным веществам - ГОСТ 12.1.007,
по взрывобезопасности - ГОСТ 12.1.010,
по пожаровзрывоопасности - ГОСТ 12.1.018,
по электробезопасности - ГОСТ 12.1.019,
производственного оборудования - ГОСТ 12.2.003,
гидроприводов - ГОСТ 12.2.40,
по эргономике - ГОСТ 12.2.049,
по защитному ограждению - ГОСТ 12.2.062,
органов управления - ГОСТ 12.2.064,
по безопасности труда - ГОСТ 12.3.001 ÷ ГОСТ 12.3.10.
9.2 Опознавательная окраска трубопроводов, предупреждающие знаки и маркировочные щитки должны выполняться на монтаже в соответствии с ГОСТ 14202, если не имеется других указаний в технической документации.
9.3 Блоки должны соответствовать:
- ПБ 03-576 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением;
- ПБ 03-585 Правила устройства и безопасной эксплуатации технологических трубопроводов;
- ПБ 08-624 Правила безопасности в нефтяной и газовой промышленности;
- ПБ 09-540 Общие правила взрывобезопасности для взрывопожароопасных химических и нефтехимических и нефтеперерабатывающих производств;
- Правила устройства электроустановок (ПУЭ);
- ВНТП 01/87/04 «Объекты газовой и нефтяной промышленности, выполненные с применением блочно и блочно-комплектных устройств. Нормы технологического проектирования».
9.4 При изготовлении и испытании блоков необходимо соблюдать требования техники безопасности, охраны труда, взрыво- и пожаробезопасности.
10 Комплектность поставки и документация
10.1 Блоки должны поставляться предприятием-изготовителем в полностью собранном виде. Допускается поставка его со снятыми на время транспортирования элементами, если это указано в конструкторской документации на блоки и определяется условиями транспортирования.
В комплект поставки блока входит:
а) блок полностью укомплектованный изделиями, входящими в состав блока;
б) комплект запасных прокладок для фланцевых и муфтовых соединений;
в) комплект запасных прокладок и уплотнительные материалы для установки средств измерения, контроля и автоматизации (в соответствии с документацией на эти средства);
г) комплект запасных деталей, специального инструмента и других приспособлений, если это оговорено в конструкторской документации;
д) при необходимости сварочные материалы для сварки монтажных стыков.
10.2 К блоку прилагается техническая и товаросопроводительная документация:
а) паспорт в одном экземпляре по форме согласно ГОСТ 2.601, в обязательном приложении В к настоящему стандарту с приложением к нему:
- сборочного чертежа блока;
- спецификации;
- сборочных чертежей узлов со спецификациями;
- сборочного чертежа «Расположение приборов К и А» блока;
- схемы комбинированной принципиальной;
- перечня элементов (арматуры);
- перечня элементов (средств КиА);
- расчетов предохранительных клапанов;
- руководства по эксплуатации.
б) паспорта на аппараты по форме «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576) с приложениями по ОСТ 26.291;
в) техническая и товаросопроводительная документация на комплектующие изделия (арматуру, средства измерения, контроля и автоматизации и другие изделия, входящие в блок);
г) комплектовочная ведомость;
д) упаковочные листы (на каждое отгрузочное место) в 3-х экземплярах:
- один экземпляр отправляется почтой;
- один экземпляр - в упаковочном ящике;
- один экземпляр - на упаковочном ящике;
е) схема монтажной маркировки для блоков, поставляемых со снятыми на время транспортирования узлами и элементами.
11 Маркировка
11.1 Блоки должны иметь фирменную табличку, соответствующую требованиям ГОСТ 12971, размещенную на видном месте.
11.2 На табличку должны быть нанесены:
- наименование или товарный знак предприятия-изготовителя;
- наименование или обозначение блока;
- заводской номер;
- масса блока, кг;
- год изготовления;
- клеймо ОТК;
- знак соответствия сертифицированной продукции в соответствии с ГОСТ Р 50460.
11.3 Аппараты, входящие в блок, должны иметь маркировку в соответствии с ОСТ 26.291 п. 7.1.
11.4 Каждая транспортная часть блока должна иметь маркировку:
- обозначение блока;
- порядковый номер и общее количество мест (указывается через дробь);
- центр массы;
- места строповки;
- габаритные размеры;
11.5 На блоке (его составных частях) должны быть нанесены монтажные метки, позволяющие правильно установить на месте монтажа составные части блока, снятые на время транспортирования.
11.6 На составные части блока должны быть нанесены:
- на трубопроводы после их теплоизоляции и на не теплоизолируемые трубопроводы - опознавательная окраска и направление движения продукта в соответствии с ГОСТ 14202;
- на арматуру и другое оборудование - обозначение в соответствии с технологической схемой.
11.7 Маркировка сборочных единиц и деталей должна выполняться в соответствии с указаниями чертежей на них.
12 Упаковка
12.1 Требования к упаковке блоков в соответствии с ОСТ 26.291 и настоящим стандартом. Категория упаковки выбирается в соответствии с указаниями конструкторской документации.
12.2 Упаковка блоков должна производиться по документации, разработанной на конкретный блок с учетом требований заказчика.
12.3 Все элементы на блоке должны быть жёстко закреплены, а при необходимости должны быть применены дополнительные элементы крепления (распорки, растяжки, стяжки и др.)
12.4 Штуцера и муфты, после снятия средств измерения, контроля и автоматизации, должны быть закрыты в соответствии с ОСТ 26-1002. Присоединительные концы трубопроводов на период транспортирования и хранения блока должны быть закрыты пробками, обмотаны герметизирующим материалом, завязаны проволокой и закреплены с целью предохранения от механических повреждений, попадания грязи и посторонних предметов. Трубопроводы, оканчивающиеся фланцами, должны быть закрыты заглушками.
12.5 Оборудование с электроприводами, установленное в блоке, в случае отсутствия упаковки блока в целом, должно быть упаковано в водонепроницаемую бумагу или пленку и закрыто плотным дощатым ящиком. Ящик должен крепиться стяжками к раме.
12.6 Если штурвалы арматуры, в проектном положении, выводят блок за пределы габарита или создают неудобства при транспортировании блока и возможность повреждения их, то при упаковке блока арматуру можно развернуть в соответствующее положение, если об этом имеется указание в конструкторской документации.
12.7 При упаковке блока затворы арматуры вентильного типа должны быть установлены в положении «закрыто», а пробки арматуры кранового типа в положении «открыто».
12.8 При наличии в блоках шкафов дверцы шкафов должны быть закрыты Пломбирование шкафов производится по усмотрению предприятия-изготовителя.
12.9 Упаковка в ящики.
12.9.1 Детали и изделия, снимаемые с блока на время транспортирования (арматура, предохранительные и регулирующие клапаны, средства измерения контроля и автоматизации и др.), упаковываются в ящики. Допускается упаковка в ящики поставщика этих изделий, если они отвечают требованиям транспортных перевозок.
Типы, размеры и требования к ящикам по ГОСТ 10198, ГОСТ 21650, ГОСТ 5959 и ГОСТ 2991, при поставке оборудования в районы Крайнего Севере и отдаленные районы по ГОСТ 15846.
12.9.2 Плотный деревянный ящик должен быть выстлан внутри водонепроницаемым материалом. Обивка внутренней поверхности решетчатого ящика водонепроницаемым материалом может производиться, если это требуется условиями защиты от атмосферных воздействий.
При невозможности пропустить болты или тяги через полозья или поперечные брусья разрешается пропустить их через доски дна ящика. В этом случае под досками дна ящика вдоль полозьев должны крепиться доска или брус, угольник и т.п. (в зависимости от массы груза), через которые пропускают болты или тяги.
Головки болтов или тяг в полозьях дна ящика должны быть утоплены в древесину и иметь шайбы. Допускается производить крепление упорными или распорными брусьями.
12.9.4 В местах соприкосновения груза с поперечными и распорными брусьями, а также между деталями и узлами необходимо применять прокладочные материалы (войлок, бумагу, картон и др.). Вид прокладочных материалов определяется предприятием-изготовителем блока.
12.9.5 Крепежные детали, прокладки фланцевых соединений, снимаемые на время транспортирования, и запасные комплекты прокладок должны быть упакованы в водонепроницаемую бумагу и уложены в ящик.
12.9.6 Упаковка электродов, отправляемых на место монтажа, должны производиться в следующей последовательности:
- каждая пачка электродов должна быть завернута в водонепроницаемую бумагу марки В, гладкую по ГОСТ 8828, после чего укладывается в пакет из полиэтиленовой пленки по ГОСТ 10354, пакет заклеивается;
- пакет с электродами должен быть уложен в деревянный ящик, стенки которого предварительно должны быть выложены водонепроницаемой бумагой. Пакет сверху накрывается водонепроницаемой бумагой, после чего ящик закрывается крышкой.
Каждая партия электродов должна быть снабжена соответствующей документацией согласно ГОСТ 9466.
12.9.7 Детали и изделия, уложенные в ящики, должны быть уплотнены упаковочным материалом (бумагой, сухой стружкой и т.п.) и плотно закрыты крышкой.
Если детали в ящике закреплены в соответствии с п. 12.9.3 настоящего стандарта, то уплотнение упаковочным материалом не требуется.
12.9.8 Количество и вид изделий, упаковываемых в ящики, определяется предприятием-изготовителем.
12.9.9 Перед упаковкой приборов отверстия ввода кабеля и отверстия в штуцерах для пневматических линий должны быть заглушены, наружные неокрашенные поверхности приборов покрыты консистентными смазками.
12.9.10 При отправке различных или однотипных приборов в один пункт назначения приборы могут быть упакованы в общую тару - деревянные плотные ящики по ГОСТ 2991, при поставке в районы Крайнего Севера - ГОСТ 27544.
Максимальная масса грузового места не должна превышать требований установленных соответствующей документацией.
12.9.11 При комплектной поставке термометров и защитных оправ к ним, термопреобразователей сопротивления, преобразователей термоэлектрических (термопар) и защитных гильз к ним упаковка должна выполняться раздельно, т.е. термометры отдельно от защитных оправ и т.д., в соответствии с документами на поставку.
12.9.12 На ящике с приборами должны быть нанесены в соответствии с ГОСТ 14192 предупредительные знаки, означающие: «Осторожно, хрупкое», «Верх, не кантовать» и т.д.
12.10 Упаковка связками, пакетами и отдельными частями
12.10.1 Площадки обслуживания, лестницы, технологические трубопроводы и др. комплектуются в пакеты или связки.
12.10.2 При упаковке в связки и пакеты должна быть обеспечена компактность пакетов и связок и прочность обвязки их во избежание выпадения отдельных элементов и потери.
12.10.3 Пакеты должны быть собраны так, чтобы тросами при погрузке на платформу не были повреждены упакованные детали.
12.10.4 Шкафы, снимаемые с блока, должны устанавливаться на деревянные подкладки и надежно крепиться к ним металлическими стяжками. В шкафах со стеклянными смотровыми окнами должны быть приняты меры по защите стекол от повреждений. Дверцы шкафов должны быть надежно закрыты.
12.10.5 Торцы аппаратов, отправляемых частями, должны быть закрыты деревянными щитками с прокладкой рубероида.
12.10.6 Отдельно транспортируемые змеевики печей должны быть упакованы для сохранения формы и придания им жесткости на время транспортирования. Приварка деталей упаковки к трубам змеевика не допускается.
12.10.7 Камеры уровнемеров, снимаемые с блоков на время транспортирования, упаковываются в соответствии с ОСТ 26.291.
12.10.8 Упаковка и отправка технической и товаросопроводительной документации в соответствии с ОСТ 26.291.
13 Транспортирование и хранение
Транспортирование и хранение блоков в соответствии с требованиями ОСТ 26.291, настоящего стандарта и конструкторской документации.
13.1 Транспортирование
13.1.1 Строповка блоков должна осуществляться в соответствии со схемой строповки. Угол строповки (между стропами) должен быть не более 60 °С.
13.1.2 Транспортирование блоков автодорожным транспортом не должно осуществляться при температуре окружающего воздуха ниже минус 40 °С, если нет других указаний в документации.
13.1.3 Перевозка крупногабаритных и тяжеловесных грузов, порядок разработки и согласования документации следует производить в соответствии с РД 24.200.01.
13.1.4 Средства транспортирования блоков от железнодорожной станции до монтажной площадки определяется в каждом конкретном случае.
Транспортирование блока волоком запрещается.
13.2 Хранение
13.2.1 При хранении блоков необходимо обеспечить:
- предохранение отдельных элементов и блока в целом от механических повреждений и деформаций;
- защиту от атмосферных осадков;
- установку блока на подкладках, исключающих непосредственное касание его пола или земли;
- возможность осмотра.
13.2.2 Средства измерения, контроля и автоматизации и другие элементы блока, чувствительные к температурным колебаниям, а также запасные части, подлежащие длительному хранению, должны храниться в упаковке в сухих отапливаемых помещениях.
13.2.3 В случаях, когда сроки хранения превышают гарантийные сроки консервации, все законсервированные детали и узлы подвергаются периодическому осмотру и переконсервации заказчиком.
13.2.4 Части блоков, поставляемые пакетами, связками или в ящиках (кроме оговоренных, в 13.2.2), должны храниться под навесом.
14 Гарантии изготовителя
14.1 Предприятие-изготовитель гарантирует соответствие блоков требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
14.2 Гарантийный срок эксплуатации - не менее 18 мес. со дня ввода блока в эксплуатацию, но не более 24 мес. после отгрузки с предприятия-изготовителя.
14.3 Гарантия не распространяется:
- на комплектующие изделия, имеющие свой срок гарантии;
- на сменные детали приборов и арматуры, требующие периодической замены или притирки, срок службы которых зависит от условий эксплуатации.
14.4 Предприятие-изготовитель сохраняет за собой право наблюдения за условиями эксплуатации блока в течение гарантийного срока.
Заказчик обязан по требованию предприятия-изготовителя блоков представлять данные показаний приборов и другие показатели, характеризующие работу блока в течение гарантийного срока.
Приложение
А
(обязательное)
В стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.601-95 ЕСКД Эксплуатационные документы.
ГОСТ 9.014-78 Временная противокоррозионная защита изделий. Общие требования.
ГОСТ 9.032-74 Покрытия лакокрасочные. Группы, технические требования и обозначения.
ГОСТ 9.101-78 ЕСЗКС Единая система защиты от коррозии и старения, Основные положения.
ГОСТ 9.104-79 ЕСЗКС Покрытия лакокрасочные. Группы условий эксплуатации.
ГОСТ 9.105-80 ЕСЗКС Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания.
ГОСТ 9.401-91 ЕСЗКС Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов.
ГОСТ 9.402-80 ЕСЗКС Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием.
ГОСТ 12.1.044-89 Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения.
ГОСТ 12.1.004-91 ССБТ Пожарная безопасность. Общие требования.
ГОСТ 12.1.005-88 ССБТ Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ГОСТ 12.1.007-76 ССБТ Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.1.010-76 ССБТ Взрывобезопасность. Общие требования.
ГОСТ 12.1.018-93 ССБТ Пожаровзрывобезопасность. Общие требования.
ГОСТ 12.1.019-79 ССБТ Электробезопасность. Общие требования.
ГОСТ 12.2.003-91 ССБТ Оборудование производственное. Общие требования безопасности.
ГОСТ 12.2.007.0-75 ССБТ Изделия электротехнические. Общие требования безопасности.
ГОСТ 12.2.040-79 ССБТ Гидроприводы объёмные и системы смазочные. Общие требования безопасности конструкции.
ГОСТ 12.2.049-80 ССБТ Оборудование производственное. Общие эргономические требования.
ГОСТ 12.2.062-81 ССБТ Оборудование производственное. Ограждение защитное.
ГОСТ 12.2.063-81 ССБТ Арматура промышленная трубопроводная. Общие требования безопасности.
ГОСТ 12.2.064-81 ССБТ Органы управления производственным оборудованием. Общие требования безопасности.
ГОСТ 12.2.085-2002 ССБТ Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности.
ГОСТ 12.3.001-85 ССБТ Система стандартов безопасности труда.
ГОСТ 12.3.002-75 ССБТ Процессы производственные. Общие требования безопасности.
ГОСТ 12.3.004-75 ССБТ Термическая обработка металлов. Общие требования безопасности.
ГОСТ 12.3.005-75 ССБТ Работы окрасочные. Общие требования безопасности.
ГОСТ 12.3.006-75 ССБТ Эксплуатация водопроводных и канализационных сооружений и сетей. Общие требования безопасности.
ГОСТ 12.3.008-75 ССБТ Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности.
ГОСТ 12.3.009-76 ССБТ Работы погрузочно-разгрузочные. Общие требования безопасности.
ГОСТ 12.3.010-82 ССБТ Тара производственная. Требования безопасности при эксплуатации.
ГОСТ 26.008-85 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры.
ГОСТ 26.020-80 Шрифты для средств измерений и автоматизации. Начертания и основные размеры.
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды.
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности.
ГОСТ 926-82 Эмаль ПФ-133. Технические условия.
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки.
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия.
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия.
ГОСТ 2999-75 Металлы. Метод измерения твёрдости по Виккерсу.
ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия.
ГОСТ 4640-93 Вата минеральная. Технические условия.
ГОСТ 4666-75 Арматура трубопроводная. Маркировка и отличительная окраска.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 5494-95 Пудра алюминиевая пигментная. Технические условия.
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 5631-79 Лак БТ-577 и краска БТ-177. Технические условия.
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия.
ГОСТ 6032-89 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии.
ГОСТ 6465-76 Эмали ПФ-115. Технические условия.
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств.
ГОСТ 7313-75 Эмали ХВ-785 и лак ХВ-784. Технические условия.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования.
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодефомированные. Технические требования.
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия.
ГОСТ 9012-59 Металлы. Методы испытаний.
ГОСТ 9013-59 Металлы. Методы испытаний (измерение твёрдости по Роквеллу).
ГОСТ 9064-75 ГОСТ 9066-75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений с температурой среды от 0° до 650 °С.
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия.
ГОСТ 9109-81 Грунтовка ФЛ-03К и ФЛ-03Ж. Технические условия.
ГОСТ 9150-81 Резьба метрическая. Профиль.
ГОСТ 9238-83 Габариты приближения строений и подвижного состава железных дорог колеи 1520 (1524) мм.
ГОСТ 9399-81 Фланцы стальные резьбовые на Ру 20 - 100 МПа (200 - 1000 кгс/см2). Размеры.
ГОСТ 9400-81 Концы присоединительные резьбовые для арматуры, соединительных частей и трубопроводов под линзовое уплотнение на Ру 20 - 100 МПа (200 - 1000 кгс/см2). Размеры.
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 9544-93 Арматура трубопроводная запорная. Нормы герметичности затворов.
ГОСТ 9940-81 Трубы бесшовные горячедеформированные их коррозионностойких сталей. Технические условия.
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионностойкой стали. Технические условия.
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы.
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия.
ГОСТ 10144-89 Эмали ХВ-124. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 10277-90 Шпатлевки. Технические условия.
ГОСТ 10354-83 Пленка полиэтиленовая. Технические условия.
ГОСТ 10493-81 Линзы уплотнительные жесткие и компенсирующие на Ру 20 - 100 МПа (200 - 1000 кгс/см2). Технические условия.
ГОСТ 10494-80 Шпильки для фланцевых соединений с линзовым уплотнением на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Технические условия.
ГОСТ 10495-80 Гайки шестигранные для фланцевых соединений на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Технические условия.
ГОСТ 10705-80 Трубы стальные электросварные. Технические условия.
ГОСТ 11066-74 Лаки и эмали кремнийорганические термостойкие. Технические условия.
ГОСТ 12707-77 Грунтовки фосфатирующие. Технические условия.
ГОСТ 12815-80 ÷ ГОСТ 12822-80 Фланцы арматуры, соединительных частей и трубопроводов.
ГОСТ 12969-67 ÷ ГОСТ 12971-67 Таблички для машин и приборов.
ГОСТ 14192-96 Маркировка грузов.
ГОСТ 14202-69 Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 14791-79 Мастика герметизирующая нетвердеющая строительная. Технические условия.
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнение для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 15180-86 Прокладки плоские эластичные. Основные параметры и размеры.
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение.
ГОСТ 15907-70 Лаки ПФ-170 и ПФ-171. Технические условия.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба метрическая Допуски. Посадки с зазором.
ГОСТ 17375-2001 ÷ ГОСТ 17380-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.
ГОСТ 18374-79 Эмали ХВ-110 и ХВ-113. Технические условия.
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 18661-73 Сталь. Измерение твёрдости методом ударного отпечатка.
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие технические требования.
ГОСТ 22791-83 ÷ ГОСТ 22826-83 Сборочные единицы и детали трубопроводов на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Конструкция и размеры. Общие технические условия.
ГОСТ 22790-89 Сборочные единицы и детали трубопроводов на Ру св. 10 до 100 МПа (св. 100 до 1000 кгс/см2). Общие технические условия.
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 23101-78 Эмаль КО-88. Кремнийорганическая термостойкая. Технические условия.
ГОСТ 23122-78 Эмали КО-811 и КО-811К. Технические условия.
ГОСТ 23143-83 Эмали ЭП-773. Технические условия.
ГОСТ 23343-79 Грунтовка ГФ-0119. Технические условия.
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия.
ГОСТ 24507-80 Контроль неразрушающий поковки из чёрных и цветных материалов. Методы ультразвуковой дефектоскопии.
ГОСТ 24705-81 Резьба метрическая. Основные размеры.
ГОСТ 24784-81 Эмаль ПФ-188. Технические условия.
ГОСТ 25054-81 Поковки из коррозионностойких сталей и сплавов. Общие технические условия.
ГОСТ 25129-82 Грунтовка ГФ-021. Технические условия.
ГОСТ 25347-82 Поля допусков и рекомендуемые посадки.
ГОСТ 26358-84 Отливки из чугуна. Общие технические условия.
ГОСТ 26828-86 Изделия машиностроения и приборостроения. Маркировка.
ГОСТ 30753-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые, изготовления типа 2Д (R = DN). Конструкция.
ГОСТ Р 8.568-97 ГСОЕИ Аттестация испытательного оборудования. Основные положения.
ГОСТ Р 12.4.026-2001 ССБТ. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний.
ГОСТ Р 50460-92 Знак соответствия при обязательной сертификации. Форма, размеры и технические требования.
ГОСТ Р 51330.0-99 Электрооборудование взрывозащищенное. Общие требования.
ГОСТ Р 51330.9-99 Электрооборудование взрывозащищенное. Часть 10 Классификация взрывоопасных зон.
ОСТ 26.260.14-2001 Сосуды и аппараты, работающие под давлением. Способы контроля герметичности.
ОСТ 26.260.461-99 Прокладки овального и восьмиугольного сечения стальные для фланцев арматуры. Конструкция, размеры и общие технические требования.
ОСТ 26.260.463-99 Прокладки асбометаллические для фланцев арматуры. Конструкция, размеры и общие технические требования.
ОСТ 26.260.758-2003 Конструкции металлические. Общие технические требования.
ОСТ 26-5-99 Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла.
ОСТ 26.291-94 Сосуды и аппараты стальные сварные. Общие технические требования.
ОСТ 26-1002-74 Детали крепления сосудов и аппаратов на подвижном составе железных дорог и детали упаковок. Заглушки. Конструкция и размеры.
ОСТ 26-2037-96 Болты с шестигранной головкой для фланцевых соединений, конструкция и размеры.
ОСТ 26-2038-96 Гайки шестигранные для фланцевых соединений, конструкция и размеры.
ОСТ 26-2039-96 Шпильки с ввинчиваемым концом для фланцевых соединений с нормальной точностью, конструкция и размеры.
ОСТ 26-2040-96 Шпильки для фланцевых соединений, конструкция и размеры.
ОСТ 26-2041-96 Гайки для фланцевых соединений, конструкция и размеры.
ОСТ 26-2041-96 Шайбы для фланцевых соединений, конструкция и размеры.
ОСТ 26-2043-91 Болты, шпильки, гайки и шайбы для фланцевых соединений. Технические требования.
ОСТ 26-2044-83 Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.
ОСТ 26-2079-80 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Выбор методов неразрушающего контроля.
ОСТ 26-01-21-82 Сборочные единицы и детали трубопроводов на Рр 32 МПа (320 кгс/см2). Разделка концов труб и деталей под сварку. Конструкция и размеры.
ОСТ 26-01-84-78 Швы сварных соединений стальных сосудов и аппаратов, работающих под давлением. Методика магнитопорошкового метода контроля.
ОСТ 26-01-135-81 Поковки деталей сосудов, аппаратов и трубопроводов высокого давления. Общие технические требования, правила приемки, методы испытаний.
ОСТ 26-01-1434-87 Сварка стальных технологических трубопроводов на давление Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Технические требования.
СНиП 2.01.02-85 Противопожарные нормы.
СНиП 2.04.05-91 Отопление, вентиляция и кондиционирование.
СНиП 2.04.14-88 Тепловая изоляция оборудования и трубопроводов.
СНиП 3.05.01-81 Внутренние санитарно-технические системы.
СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы.
СНиП 3.05.06-85 Электротехнические устройства.
СНиП 3.05.07-85 Системы автоматизации.
СНиП 21-01-97 Пожарная безопасность зданий и сооружений.
СНиП 23-01-99 Строительная климатология.
СНиП 31-03-2001 Производственные здания.
АТК 26-18-5-93 Заглушки поворотные стальные для фланцев арматуры. Конструкция, размеры и технические требования.
ВСН 2-82 Указание по проектированию систем обогрева трубопроводов.
ВСН 21-77 Инструкция по проектированию отопления и вентиляции нефтедобывающих и нефтехимических предприятий.
ВСН 394-78 ММ СС/СССР Инструкция по монтажу компрессоров и насосов.
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПБ 03-584-03 Правила проектирования, изготовления и приёмки сосудов и аппаратов стальных сварных.
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов.
ПБ 03-591-03 Правила безопасной эксплуатации факельных систем.
ПБ 08-624-03 Правила безопасности в нефтяной и газовой промышленности.
ПБ 09-540-03 Общие правила взрывобезопасности для взрывопожароопасных химических и нефтехимических и нефтеперерабатывающих производств.
ПБ 10-573-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
НПБ 105-95 Определение категорий помещений и зданий по взрывопожарной и пожарной опасности.
Правила устройства электроустановок (ПУЭ).
РД 24.200.01-90 Перевозка крупногабаритного и тяжеловесного оборудования. Порядок разработки и согласования технической документации.
РД 24.200.04-90 Швы сварных соединений. Металлографический метол контроля основного металла и сварных соединений нефтехимической аппаратуры.
РД 24.202.03-90 Покрытия лакокрасочные атмосферостойкие для нефтеперерабатывающего оборудования. Технические требования. Москва, 1990 г.
РД 26-02-63-87 Технические требования к конструированию и изготовлению сосудов, аппаратов и технологических блоков установок подготовки нефти и газа, работающих в средах, вызывающих сероводородное коррозионное растрескивание.
РД 26-11-01-85 Инструкция по контролю сварных соединений недоступных для проведения радиографического и ультразвукового контроля.
РД 26-11-08-86 Соединения сварные. Механические испытания.
РД 26-17-049-85 Организация хранения, подготовки и контроля сварочных материалов.
РД 26-18-7-88 Рамы блоков. Методы расчета.
РД 26-18-8-89 Сварные соединения приварки люков, штуцеров и муфт. Основные типы, конструктивные элементы и размеры.
РТМ 26-298-78 Сосуды и аппараты сварные стальные. Соединения из разнородных сталей.
РТМ 26-378-81 Сварка в защитных газах нефтехимической аппаратуры из разнородных сталей.
РТМ 38.001-94 Указание по расчёту на прочность и вибрацию технологических, стальных трубопроводов.
Инструкция по проектированию и применению соединений деталей трубопроводов, транспортирующих газ, содержащих сероводород.
ТУ 14-3Р-55-2001 Трубы стальные бесшовные для паровых котлов и трубопроводов.
ТУ 14-3-1128-2000 Трубы стальные бесшовные горячедеформированные для газопроводов газлифтных систем и обустройства газовых месторождений.
ТУ 14-3-1652-88 Трубы холоднодеформированные из стали 20ЮЧ.
ТУ 26-0303-1532-84 Поковки из стали 20ЮЧ. Опытная партия.
ТУ 38.11145-83 Заглушки быстросъёмные.
ЦД 4172 Инструкция по перевозке негабаритных и тяжеловесных грузов на железных дорогах СССР колея 1520 мм, Москва «Транспорт» 1985 г.
ВНТП 01/87/04 «Объекты газовой и нефтяной промышленности, выполненные с применением блочно и блочно-комплектных устройств. Нормы технологического проектирования.
Приложение
Б
(обязательное)
Таблица Б.1 - Классификация трубопроводов Ру ≤ 10 МПа (100 кгс/см2)
|
Общая группа |
Транспортируемые вещества |
Категория трубопроводов |
|||||||||
|
I |
II |
III |
IV |
V |
|||||||
|
Рраб., МПа (кгс/см2) |
tраб., °С |
Рраб., МПа (кгс/см2) |
tраб., °С |
Рраб., МПа (кгс/см2) |
tраб., °С |
Рраб., МПа (кгс/см2) |
tраб., °С |
Рраб., МПа (кгс/см2) |
tраб., °С |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
А |
Вещества с токсичным действием |
||||||||||
|
а) чрезвычайно и высоко опасные вещества классов 1,2 (ГОСТ 12.1.007) |
Независимо |
Независимо |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
б) умерено опасные вещества класса 3 (ГОСТ 12.1.007) |
Свыше 2,5 (25) |
Свыше 300 и ниже -40 |
От вакуума 0,08 (0,8) (абс.) до 2,5 (25) |
От -40 до 300 |
- |
- |
- |
- |
- |
- |
|
|
Вакуум ниже 0,08 (0,8) |
Независимо |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
Б |
Взрыво- и пожароопасные вещества ГОСТ 12.1.044: |
- |
|||||||||
|
а) горючие газы (ГГ), в том числе сжиженные углеводородные газы (СУГ); |
Свыше 2,5 (25) |
Свыше 300 и ниже -40 |
От вакуума 0,08 (0,8) до 2,5 (25) |
От -40 до 300 |
- |
- |
- |
- |
- |
- |
|
|
вещества класса 4 (ГОСТ 12.1.007) |
Вакуум ниже 0,08 (0,8) |
Независимо |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
б) легко воспламеняющиеся жидкости (ЛВЖ) |
Свыше 2,5 (25) |
Свыше 300 и ниже -40 |
Свыше 1,6 (16) до 2,5 (25) |
От 120 до 300 |
До 1,6 (16) |
От -40 до 120 |
- |
- |
- |
- |
|
|
Вакуум ниже 0,08 (0,8) |
Независимо |
От -40 до 300 |
- |
- |
- |
- |
- |
- |
|||
|
в) горючие жидкости (ГЖ) |
Свыше 6,3 (63) |
Свыше 350 и ниже -40 |
Свыше 2,5 (25) до 6,3 (63) |
Свыше 250 до 350 |
Свыше 1,6 (16) до 2,5 (25) |
Свыше 120 до 250 |
До 1,6 (16) |
От -40 до 120 |
- |
- |
|
|
Вакуум ниже 0,003 (0,03) (абс) |
То же |
Вакуум ниже 0,08 (0,8) (абс) |
То же |
Вакуум ниже 0,08 (0,8) (абс) |
От -40 до 250 |
- |
- |
- |
- |
||
|
В |
Трудногорючие (ТГ) и негорючие (НГ) вещества по ГОСТ 12.1.044: |
Вакуум ниже 0,003 (0,03) (абс) |
- |
Свыше 6,3 (63); вакуум ниже 0,08 (0,8) (абс) |
Свыше 350 до 450 |
Свыше 2,5 (25) до 6,3 (63) |
От 250 до 350 |
Свыше 1,6 (16) до 2,5 (25) |
Свыше 120 до 250 |
До 1,6 (16) |
От -40 до 120 |
|
Примечания 1 Обозначение группы определенной транспортируемой среды включает в себя обозначение общей группы среды (А, Б, В) и обозначение подгруппы (а, б, в), отражающее класс опасности транспортируемого вещества. 2 Обозначение группы трубопровода в общем виде соответствует обозначению группы транспортируемой среды. Обозначение «трубопровод группы А(б)» обозначает трубопровод, по которому транспортируется среда группы А(б). 3 Группа трубопровода, транспортирующего среды, состоящие из различных компонентов, устанавливается по компоненту, требующему отнесения трубопровода к более ответственной группе. При этом, если при содержании в смеси опасных веществ 1, 2 и 3 классов опасности концентрация одного из компонентов смертельна, группу смеси определяют по этому веществу. В случае, если наиболее опасный по физико-химическим свойствам компонент входит в состав смеси в незначительном количестве, вопрос об отнесении трубопровода к менее ответственной группе или категории решается проектной организацией (автором проекта). 4 Класс опасности вредных веществ следует определять по ГОСТ 12.1.005 и ГОСТ 12.1.007, значения показателей пожаровзрывоопасности веществ - по соответствующей НД или методикам, изложенным в ГОСТ 12.1.044. 5 Категорию трубопровода следует устанавливать по параметру, требующему отнесения его к более ответственной категории. 6 Для вакуумных трубопроводов следует учитывать не условное давление, а абсолютное рабочее давление. 7 Трубопроводы, транспортирующие вещества с рабочей температурой равной или превышающей температуру их самовоспламенения или рабочей температурой ниже минус 40 °С, а также несовместимые с водой или кислородом воздуха при нормальных условиях, следует относить к I категории. |
|||||||||||
Приложение
В
(обязательное)
ПАСПОРТ БЛОКА
(наименование блока)
|
Давление, МПа |
рабочее |
|
|
расчетное |
||
|
пробное |
||
|
Температура, °С |
расчетная стенка |
|
|
минимально допустимая отрицательная стенки, находящейся под давлением1) |
||
|
минимальная рабочей среды |
||
|
максимальная рабочей среды |
||
|
Среда |
наименование |
|
|
характеристика |
||
|
Класс взрывоопасной зоны2) |
||
|
Категория помещения по взрывопожароопасности3) |
||
|
Прибавка для компенсации коррозии, мм |
||
|
Расчётный срок службы, лет5) |
||
|
Масса, кг пустого, не более4) |
||
|
1) Указать одну из температур в соответствии с РД 0352-189-2000 2) Для блоков при наличии арматуры с электроприводом, приборов КиА с питанием и электрооборудованием 3) Для блок-боксов 4) Масса металла без учёта массы изоляции 5) Срок службы определяется по основному технологическому оборудованию (аппарату, насосу и т.д.) с учётом требования заказчика. Срок службы комплектующих изделий, входящих в блок определяется в соответствии с индивидуальными паспортами на них. |
||
*) В случае отличий технической характеристики различных трубопроводов, приводятся данные по каждому трубопроводу.
Таблица 2.1 Результаты контроля параметров блока
|
Дата |
Причины контроля |
Наработка с начала эксплуатации |
Результаты контроля |
Должность, фамилия и подпись проводящего контроль |
||
3 СВЕДЕНИЯ ОБ ОСНОВНЫХ ЧАСТЯХ БЛОКА
3.1 Аппараты
|
Наименование |
Количество, шт. |
Обозначение чертежа |
Заводской № |
№ паспорта аппарата (регистрационный №) |
Примечание |
3.2 Насосы и другое электроприводное оборудование
|
Наименование |
Марка |
Количество, шт. |
№ паспорта |
Тип электродвигателя |
3.3 Металлоконструкции
|
Наименование основных частей (рамы, стойки, опоры) |
Количество, шт. |
Обозначение чертежа |
Основной металл |
Данные о сварке |
||
|
Марка |
ГОСТ |
Вид сварки |
Электроды, св. проволока, тип, марка, ГОСТ |
|||
3.4.1 Сведения о трубах и деталях трубопроводов
3.4.2 Сведения о сварных соединениях
3.4.3 Перечень арматуры, входящей в блок
|
Номер позиции по чертежу общего вида |
Наименование изделия |
Заводской номер изделия |
Количество изделий |
Номер прилагаемого паспорта завода-изготовителя |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
3.5 Перечень средств измерения, контроля, автоматизации и безопасности
|
Наименование |
Количество, шт. |
Обозначение Тип |
Пределы измерения |
Место установки |
Средства измерения, контроля, автоматизации и безопасности установлены в соответствии с требованиями сборочных чертежей, монтажных схем и ОСТ 26.260.18-2004
4 КОМПЛЕКТНОСТЬ1}
|
Обозначение изделия |
Наименование изделия |
Количество |
Заводской номер |
Примечание |
|
1) Комплектность состоит из подразделов: - составные части изделия и изменения в комплектации - содержит перечень, входящих в состав изделия комплектующих изделий, на которые имеются паспорта, этикетки и сроки службы, которых равны или больше установленных для изделия в целом; - запасные части, инструмент, приспособления и средства измерения - содержит перечень передаваемых с изделием запасных частей, инструментов, приспособлений, средств измерений и другие технические средства, закреплённые за данным изделием; - изделия с ограниченным ресурсом - содержит перечень изделий, срок службы которых до первого ремонта меньше установленного для изделия в целом; - эксплуатационная документация - содержит перечень всех эксплуатационных документов, закреплённых за данным изделием; - дополнительные сведения о комплектности, когда требуется отразить перечень комплектующих изделий, применяемых в конкретном варианте комплектации, а также при поставке на экспорт. |
||||
5 КОНСЕРВАЦИЯ (расконсервация, переконсервация)
|
Дата |
Наименование работы |
Срок действия, годы |
Перечень: материалов, приспособлений, инструментов |
Должность, фамилия, подпись |
6 СВИДЕТЕЛЬСТВО ОБ УПАКОВЫВАНИИ
|
___________________ _____________ __________ № __________________ наименование изделия обозначение заводской номер Упакован (а) _____________________________________________________________ наименование или код изготовителя согласно требованиям, предусмотренным в действующей технической документации. _______________________ ________________________ _______________________ должность личная подпись расшифровка подписи _______________________ год, месяц, число
|
____________________ ______________________ ________________________
наименование изделия обозначение заводской номер
изготовлен(а) и принят в соответствии с обязательными требованиями ОСТ 26.260.18-2004, действующей технической документацией и техническими условиями на изготовление. Блок подвергался наружному осмотру и гидравлическому испытанию пробным давлением: *) _____________________________
Блок подвергался измерению сопротивления изоляции электрооборудования. По результатам измерения установлено, что сопротивление изоляции соответствует нормам СНиП 3.05.07 и Правилам устройства электроустановок.
Контроль сварных соединений произведен. Стыки признаны годными.
Блок признан годным для эксплуатации с указанными в настоящем удостоверении параметрами и средой.
Расчетный срок службы _____________________________ лет
Главный инженер организации __________________________
(подпись)
М.П.
Начальник ОТК организации ____________________________
(подпись)
«__» ___________ 20__ г.
_______________
*) При наличии в блоках участков с различным давлением гидроиспытания, указать пробное давление по участкам.
Примечание. Для блоков, поставляемых частями, в заключении необходимо делать отметку:
а) блок подвергался контрольной сборке;
б) контрольные стыки замаркированы.
ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Предприятие гарантирует надежную работу блока в течение 18 месяцев со дня пуска в эксплуатацию, но не более 24 месяцев после отгрузки с предприятия-изготовителя при условии соблюдения правил транспортирования, хранения, монтажа и эксплуатации в соответствии с указаниями в технической документации.
В случае, если в течение этого срока потребителем будут обнаружены дефекты изготовления, предприятие-изготовитель обязуется безвозмездно устранить эти дефекты или возместить потребителю расходы по их устранению.
Гарантия не распространяется на комплектующие изделия, на которые сопроводительным документом установлен свой срок гарантии. Предприятие не несет ответственность за неисправную работу блока вследствие некачественного монтажа заказчика.
8 ДВИЖЕНИЕ БЛОКА ПРИ ЭКСПЛУАТАЦИИ
|
Дата установки |
Место установки |
Дата снятия |
Наработка |
Причина снятия |
Подпись лица, производившего установку (снятие) |
|
|
С начала эксплуатации |
После последнего ремонта |
|||||
8.1 Приём и передача изделия
|
Дата |
Состояние изделия |
Основание (наименование, номер и дата документа) |
Предприятие, должность и подпись |
Примечание |
|
|
сдавшего |
принявшего |
||||
Примечание: «Приём и передача изделия» - содержит данные о передаче изделия от одного потребителя к другому, а также сведения о техническом состоянии изделия на момент передачи
8.2 Сведения о закреплении изделия при эксплуатации
|
Наименование изделия (составной части) и обозначение |
Должность, фамилия и инициалы |
Основание (наименование, номер и дата документа) |
Примечание |
|
|
Закрепление |
Открепление |
|||
|
Дата |
Цель работы |
Время |
Продолжительность работы |
Наработка |
Кто проводит работу |
Должность, фамилия и подпись ведущего паспорт |
||
|
Начало работы |
Окончание работы |
После последнего ремонта |
С начала эксплуатации |
|||||
Примечание: Учёт работы блока ведут, начиная с момента испытания его изготовителем. Таблица должна содержать сведения о продолжительности работы блока в единицах измерения, принятых для ресурса.
10 УЧЁТ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
|
Дата |
Вид технического обслуживания |
Наработка |
Основание (наименование, номер и дата документа) |
Должность, фамилия и подпись |
Примечание |
||
|
После последнего ремонта |
С начала эксплуатации |
Выполнявшего работу |
Проверившего работу |
||||
Примечание: Первые записи в разделе могут быть сделаны изготовителем блока.
11 РАБОТЫ ПРИ ЭКСПЛУАТАЦИИ
11.1 Учёт выполнения работы
|
Дата |
Наименование работы и причина её выполнения |
Должность, фамилия, подпись |
Примечание |
|
|
выполнившего работу |
проверившего работу |
|||
Примечание: «Учёт выполнения работы» - содержит сведения об основных замечаниях по эксплуатации и данные по аварийным случаям, возникшим из-за неисправности изделия, а также о принятых мерах по их устранению, внеплановых работах по текущему ремонту изделия при его эксплуатации, включая замену отдельных частей изделия (комплектующих, покупных и т.д.)
11.2 Периодический контроль основных эксплуатационных и технических характеристик
|
Наименование и единица измерения проверяемой характеристики |
Номинальное значение |
Предельное отклонение |
Периодичность контроля |
Результаты контроля |
|||||
|
дата |
значение |
дата |
значение |
дата |
значение |
||||
Примечание: Перечень, наименования, единицы измерения проверяемых характеристик (номинальные величины и предельные отклонения) указывает изготовитель блока, последующие графы заполняет лицо, выполняющее проверку средств измерения.
11.3 Проверка средств измерения
|
Наименование и обозначение средств измерения |
Заводской номер |
Дата изготовления |
Периодичность проверки |
Проверка |
Примечание |
|||
|
Дата |
Срок очередной проверки |
Дата |
Срок очередной проверки |
|||||
Примечание: Первые четыре графы таблицы заполняет изготовитель изделия, последующие графы заполняет лицо, выполняющее проверку средств измерения.
11.4 Техническое освидетельствование контрольными органами
|
Наименование и обозначение составных частей изделия |
Заводской номер |
Дата изготовления |
Периодичность освидетельствования |
Освидетельствование |
Примечание |
|
|
Дата |
Срок очередного освидетельствования |
|||||
Примечание: Первые четыре графы таблицы заполняет изготовитель изделия, последующие графы заполняет лицо, выполняющее проверку средств измерения.
11.5 Хранение
|
Дата |
Условия хранения |
Вид хранения |
Примечание |
|
|
Приёмка на хранение |
Снятие с хранения |
|||
Примечание: В разделе «Сведения о рекламациях» следует регистрировать все предъявленные рекламации, их краткое содержание и меры, принятые по рекламации. Раздел следует начинать с краткого изложения порядка предъявления рекламаций.
13 КРАТКИЕ ЗАПИСИ О ПРОИЗВЕДЁННОМ РЕМОНТЕ
|
____________________ ____________________ № ___________________ наименование изделия обозначение заводской номер ____________________ предприятие, дата Наработка с начала эксплуатации ____________________________________________ Параметр, характеризующий ресурс или срок службы Наработка после, последнего ремонта ________________________________________ Параметр, характеризующий ресурс или срок службы Причина поступления в ремонт _____________________________________________ _________________________________________________________________________ Сведения о произведённом ремонте __________________________________________ Вид ремонта и краткие сведения о ремонте _________________________________________________________________________ Сведения о приёмо-сдаточных испытаниях ___________________________________ Вид испытаний, соответствие технических _________________________________________________________________________ характеристик, полученных при испытаниях изделия после ремонта, требованиям ремонтной _________________________________________________________________________ документации
|
14 СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ГАРАНТИИ РЕМОНТА
|
_______________________ ___________________ № ___________________ наименование изделия обозначение заводской номер ______________________ ____________________ согласно _____________ вид ремонта наименование предприятия вид документа условное обозначение Принят(а) в соответствии с обязательными требованиями государственных стандартов и действующей технической документацией и признан(а) годным(ой) для эксплуатации. Ресурс до очередного ремонта ______________________________________________ параметр, определяющий ресурс _________________________________ в течение срока службы _______________ лет (года), в том числе срок хранения ___________________________________________ условия хранения лет (года) Исполнитель ремонта гарантирует соответствие изделия требованиям действующей технической документации при соблюдении потребителем требований действующей эксплуатационной документации. Начальник ОТК МП _________________ ____________________ личная подпись расшифровка подписи _________________ год, месяц, число
|
Раздел должен содержать краткие сведения по подготовке и отправке изделия на утилизацию, перечень утилизированных составных частей (при необходимости), основные методы утилизации (при необходимости), меры безопасности.
16 ПЕРЕЧЕНЬ ПРИЛАГАЕМОЙ ДОКУМЕНТАЦИИ*}
|
Номер приложения |
Наименование приложения |
Местонахождение приложения |
_______________
*} В соответствии с ОСТ 26.260.18-2004
В «ПАСПОРТЕ» на обороте последнего листа должна быть сделана запись:
«Итого в паспорте пронумерованных _________________ страниц», заверенная
количество
подписью должностного лица с датой и поставлена печать
Приложение Г
(информационное)
1. ОСТ 26-18-5-88 Блоки технологические газовой и нефтяной промышленности. Общие технические требования.
2. ВСН 002-88 Технология и организация строительства объектов в комплектно-блочном исполнении.
3. РД 102-005-88 Комплектно-блочный метод строительства наземных объектов. Общие требования.