 | Информационная система | |
ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
ИНСТИТУТ «СЕВЗАПЭНЕРГОМОНТАЖПРОЕКТ»
|
СТАНДАРТ |
СТО |
Детали и элементы
трубопроводов
атомных станций из сталей перлитного класса
на давление до 2,2 МПа (22 кгс/см2)
СОЕДИНЕНИЯ СВАРНЫЕ
Типы и размеры
СЗЭМП
2008
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения стандартов организаций - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения»
Сведения о стандарте
1 РАЗРАБОТАН И ВНЕСЕН отделом разработки оборудования и нормативно-технической документации Института «Севзапэнергомонтажпроект»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом ЗАО «Институт «Севзапэнергомонтажпроект» от 27 марта 2008 г. № 044-Т
3 ВВОДИТСЯ ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом перечне действующей нормативно-технической документации института «Севзапэнергомонтажпроект»
Введение
Настоящий стандарт создан с целью систематизации требований нормативной базы Федеральной службы по экологическому, технологическому и атомному надзору к объектам стандартизации, и может применяться другими организациями в порядке и на условиях оговоренных ГОСТ Р 1.4-2004 (пункты 4.17 и 4.18).
С вводом в действие настоящего стандарта прекращает действие ОСТ 34-10-417-90 «Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Соединения сварные стыковые и угловые. Типы и размеры»
СТАНДАРТ ОРГАНИЗАЦИИ
|
Детали и элементы трубопроводов атомных станций из коррозионно-стойкой стали на давление до 2,2 МПа (22 кгс/см2) СОЕДИНЕНИЯ СВАРНЫЕТипы и размеры |
1 Область применения
Настоящий стандарт распространяется на сварные стыковые и угловые соединения, применяемые для сборки трубопроводов (и их блоков) атомных станций (АС) из коррозионно-стойких сталей аустенитного класса, отнесённых правилами устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок - ПНАЭ Г-7-008 [1], утвержденными Госатомнадзором России, к группам В и С и присоединения указанных трубопроводов к оборудованию, трубопроводной арматуре и трубопроводам из сталей перлитного класса.
Стандарт устанавливает основные типы сварных соединений, способы сварки, сварочные материалы, форму и конструкционные элементы подготовленных к сварке кромок изделий и размеры выполненных швов.
Стандарт соответствует требованиям ПНАЭ Г-7-008 [1], основным положениям по сварке и наплавке оборудования и трубопроводов АС - ПНАЭ Г-7-009 [2] и правилам контроля сварных соединений и наплавок - ПНАЭ Г-7-010 [3], утвержденным Госатомнадзором России.
Настоящий стандарт может быть также применен при проектировании и изготовлении трубопроводов АС по строительным нормам и правилам - СНиП 3.05.05 [4], утвержденным Госстроем СССР.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ОСТ 34-10-418-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Отводы крутоизогнутые. Конструкция и размеры
OCT 34-10-419-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Отводы сварные. Конструкция и размеры
ОСТ 34-10-420-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Отводы гнутые. Конструкция и размеры
ОСТ 34-10-421-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Трубы крутоизогнутые. Конструкция и размеры
ОСТ 34-10-422-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Переходы бесшовные. Конструкция и размеры
ОСТ 34-10-423-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Переходы точёные. Конструкция и размеры
ОСТ 34-10-424-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Переходы сварные листовые.
ОСТ 34-10-425-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Фланцы плоские приварные. Конструкция и размеры
ОСТ 34-10-426-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Фланцы плоские приварные с рёбрами. Конструкция и размеры
ОСТ 34-10-428-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Заглушки с соединительным выступом фланцевые. Конструкция и размеры
ОСТ 34-10-431-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Кольца подкладные. Конструкция и размеры
ОСТ 34-10-432-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Тройники равнопроходные сверлёные. Конструкция и размеры
ОСТ 34-10-433-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Тройники переходные с усиленным штуцером. Конструкция и размеры
ОСТ 34-10-439-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Штуцеры. Конструкция и размеры
ОСТ 34-10-509-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Штуцера для ответвлений. Конструкция и размеры
ОСТ 34-10-510-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Тройники сварные равнопроходные. Конструкция и размеры
ОСТ 34-10-511-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Тройники сварные переходные. Конструкция и размеры
OCT 34-10-512-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Тройники сварные равнопроходные с накладкой. Конструкция и размеры
ОСТ 34-10-513-90 Детали и сборочные единицы трубопроводов АС Рраб < 2,2 МПа (22 кгс/см2), t ≤ 300 °С. Тройники сварные переходные с накладкой. Конструкция и размеры
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены термины, определения и обозначения по СТО 79814898 103 [5].
4 Общие положения
4.1 Для изготовления трубопроводов групп В и С АС из коррозионно-стойких сталей аустенитного класса следует применять трубы по СТО 79814898 101 [6] и фасонные детали по ОСТ 34-10-418 - ОСТ 34-10-426, ОСТ 34-10-428, ОСТ 34-10-431 - ОСТ 34-10-433, ОСТ 34-10-439 и ОСТ 34-10-509 - ОСТ 34-10-513.
4.2 Подготовка труб и фасонных деталей под сварку, процессы сборки и сварки должны выполняться по производственно-технологической документации (ПТД), а контроль качества сварных соединений - по производственно-контрольной документации (ПКД), разрабатываемым предприятием-изготовителем (монтажной организацией) в соответствии с требованиями настоящего стандарта, ПНАЭ Г-7-009 [2], ПНАЭ Г-7-010 [3], СТО 79814898 103 [5] и технических условий.
4.3 Регламентируемые ПТД и ПКД операции должны выполняться квалифицированным и аттестованным на их выполнение персоналом.
4.4 Допускается объединение ПКД с ПТД.
5 Сварка труб и фасонных деталей из сталей аустенитного класса
5.1.1 Сварку труб и фасонных деталей трубопроводов рекомендуется выполнять ручной дуговой, аргонодуговой и комбинированной сваркой.
Примечание - Комбинированная сварка: корень шва выполняется аргонодуговой сваркой, а заполнение разделки осуществляется ручной дуговой сваркой покрытыми электродами.
5.1.2 Типы сварных соединений для сварки труб и фасонных деталей, способы сварки и размеры сварных швов должны соответствовать ПНАЭ Г-7-009 [2] (пункт 12.3).
Применяемые сварочные материалы, в зависимости от способа сварки, выбираются по ПНАЭ Г-7-009 [2] (таблица 3).
5.1.3 Сварное соединение 1-17 (С-16) на остающемся подкладном кольце, как правило, не допускается. В исключительных случаях, оговорённых ПНАЭ Г-7-009 [2] (пункт 5.3.21), допускается применение указанного соединения в соответствии с требованиями ПНАЭ Г-7-009 [2] (пункты 5.3.22, 12.10 и 12.11).
5.1.4 Для сварки труб и фасонных деталей с трубопроводной арматурой следует применять типы сварных соединений согласно общим техническим требованиям к арматуре атомных станций - НП-068 [7] (пункт 2.3.7), утвержденным Ростехнадзором.
5.1.5 На чертежах трубопроводов и их блоков необходимо указывать тип сварного соединения в соответствии с обозначением, принятом в ПНАЭ Г-7-009 [2].
Допускается ссылка на настоящий стандарт без указания типов сварных соединений, если последние соответствуют 5.1.6.
5.1.6 Конструкционные элементы подготовленных к сварке кромок:
- труб и фасонных деталей, поставляемых в составе трубопроводных блоков, в замыкающих блок торцевых сечениях;
- фасонных деталей трубопроводов, поставляемых отдельно,
за исключением случаев, когда иное не предусмотрено проектом трубопровода, должны быть выполнены в соответствии с рисунками 1 - 5 таблицы 1 и данными таблиц 4.1 и 4.2.
Примечание - Для фасонных деталей трубопроводов размеры подготовки кромок выбираются по таблицам 4.1 и 4.2 в зависимости от размеров присоединяемой трубы.
Таблица 1
|
Размеры стыкуемых труб или деталей |
Подготовка кромок под сварку |
||
|
Наружный диаметр, мм |
Толщина стенки, мм |
||
|
1-22 (С-22) |
14 - 38 (кроме 25) |
2 - 3 |
Рисунок 1 |
|
1-23 (С-23) |
25, 57 |
3 - 6 |
Рисунок 2 |
|
1-25-1 (С-42) |
76 - 325 |
40 |
Рисунок 3 |
|
1-24-1 (С-24-1) |
377 - 630 |
4 - 16 |
Рисунок 4 |
|
1-16 (С-17) |
720 - 1220 |
5 - 30 |
Рисунок 5 |
|
* По ПНАЭ Г-7-009 [2]. ** См. 7.1. |
|||

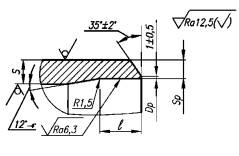



5.1.6.1 Радиус 1,5 мм обеспечивается инструментом.
5.1.6.2 Расточка кромок крутоизогнутых отводов по ОСТ 34-10-418 по внутреннему диаметру выполняется без прямого участка. Допускается увеличение угла расточки (выхода резца - 12°) до 15°.
5.1.7 Сварные соединения указанных в таблице 1 типов, должны быть выполнены в соответствии с рисунками 6 - 13 таблицы 2 и данными таблиц 4.1 и 4.2.
5.1.7.1 Рекомендуемые способы сварки и сварочные материалы приведены в таблице 3.
5.1.7.2 Нормативно-техническая документация на применяемые сварочные материалы должна соответствовать ПНАЭ Г-7-009 [2] (приложение 1).
Таблица 2
|
Сборка под сварку |
Выполненный шов |
|
|
1-22 (С-22) 1-23 (С-23) |
Рисунок 6 |
Рисунок 7 |
|
1-25-1 (С-42) |
Рисунок 8 |
Рисунок 9 |
|
1-24-1 (С-24-1) |
Рисунок 10 |
Рисунок 11 |
|
1-16 (С-17) |
Рисунок 12 |
Рисунок 13 |
|
* По ПНАЭ Г-7-009 [2]. |
||




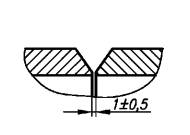

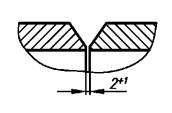
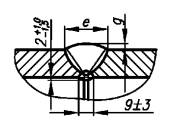
Таблица 3
|
Способ сварки |
Сварочные материалы** |
|
|
1-22 (С-22) |
Аргонодуговая |
Сварочная проволока Св-04Х19Н11М3 |
|
1-25-1 (С-42) |
Аргонодуговая, комбинированная |
Сварочная проволока Св-04Х19Н11М3 Электроды марок ЭА-400/10У, ЭА-400/10Т |
|
1-24-1 (С-24-1) |
||
|
1-16 (С-17) |
Аргонодуговая, ручная дуговая, комбинированная |
Сварочная проволока Св-04Х19Н11М3 Электроды марок ЭА-400/10У, ЭА-400/10Т |
|
* По ПНАЭ Г-7-009 [2]. ** См. 5.1.7.2 |
||
Таблица 4.1 - Подготовка кромок бесшовных труб под сварку
|
Размеры стыкуемых труб Dн×S, мм |
Кромка |
Выполненный шов |
|||||||||||
|
Диаметр калибровки (расточки) Dp, мм |
Sp, мм |
l, мм |
g, мм |
g1, мм |
е, мм |
Масса*, кг |
|||||||
|
Номин. |
Пред. откл. |
Не менее |
1-22 (С-22) |
1-23 (С-23) |
1-25-1 (С-42) |
1-22 (С-22) |
1-23 (С-23) |
1-25-1 (С-42) |
|||||
|
10 |
14×2 |
10,5 |
+0,18 |
1,5 |
10+0,5 |
|
- |
- |
|
7 ± 2 |
- |
- |
0,002 |
|
15 |
18×2,5 |
13,5 |
|
9 ± 2 |
0,004 |
||||||||
|
20 |
25×3 |
19,5 |
+0,22 |
- |
|
- |
7 ± 2 |
0,004 |
|||||
|
25 |
32×2,5 |
28,0 |
+0,21 |
|
- |
9 ± 2 |
- |
0,007 |
|||||
|
32 |
38×3 |
33,0 |
+0,25 |
2,0 |
10 ± 2 |
0,011 |
|||||||
|
50 |
57×3 |
52,0 |
+0,30 |
- |
|
- |
7 ± 2 |
||||||
|
65 |
76×4,5 |
68,0 |
3,5 |
15+0,7 |
- |
|
- |
- |
10,5 ± 3 |
0,028 |
|||
|
80 |
89×5 |
80,0 |
11,0 ± 3 |
0,040 |
|||||||||
|
100 |
108×5 |
99 |
+0,35 |
0,049 |
|||||||||
|
125 |
133×6 |
124 |
+0,40 |
12,0 ± 3 |
0,082 |
||||||||
|
150 |
159×6 |
150 |
0,099 |
||||||||||
|
200 |
219×11 |
200 |
+0,46 |
7,5 |
25+1,0 |
|
15,0 ± 4 |
0,389 |
|||||
|
220×7 |
209 |
4,5 |
15+0,7 |
|
12,5 ± 4 |
0,176 |
|||||||
|
250 |
273×11 |
255 |
+0,52 |
6,5 |
25+1,0 |
|
15,0 ± 4 |
0,491 |
|||||
|
300 |
325×12 |
305 |
7,0 |
16,0 ± 4 |
0,676 |
||||||||
|
* Теоретическая масса наплавленного металла (приведена для справок). Примечание - Подготовка кромок фасонных деталей осуществляется по размерам присоединяемой трубы. |
|||||||||||||
Таблица 4.2 - Подготовка кромок сварных труб под сварку
|
Размеры стыкуемых труб Dн×S, мм |
Кромка |
Выполненный шов |
|||||||||
|
Диаметр калибровки (расточки) Dp, мм |
Sp, мм |
l, мм |
g, мм |
g1, мм |
е, мм |
Масса*, кг |
|||||
|
Номин. |
Пред. откл. |
Не менее |
1-24-1 (С-24-1) |
1-16 (С-17) |
1-24-1 (С-24-1) |
1-16 (С-17) |
|||||
|
350 |
377×6 |
367 |
+0,57 |
4,0 |
15+0,7 |
|
- |
- |
14 ± 3 |
- |
0,36 |
|
400 |
426×8 |
412 |
+0,63 |
5,5 |
20+1,0 |
16 ± 4 |
0,63 |
||||
|
500 |
530×8 |
516 |
+0,70 |
5,8 |
0,78 |
||||||
|
600 |
630×8 |
616 |
6,2 |
0,93 |
|||||||
|
630×12 |
608 |
9,5 |
25+1,0 |
22 ± 5 |
1,86 |
||||||
|
700 |
720×10 |
703 |
+0,80 |
7,2 |
20+1,0 |
- |
2 ± 1,5 |
См. табл. 2 |
- |
19 ± 4 |
1,92 |
|
800 |
820×10 |
803 |
+0,90 |
8,0 |
2,19 |
||||||
|
900 |
920×10 |
903 |
7,0 |
2,46 |
|||||||
|
1000 |
1020×10 |
1003 |
+1,00 |
2,73 |
|||||||
|
1200 |
1220×10 |
1203 |
7,8 |
3,27 |
|||||||
|
* Теоретическая масса наплавленного металла (приведена для справок). Примечание - Подготовка кромок фасонных деталей осуществляется по размерам присоединяемой трубы. |
|||||||||||
5.2 Угловые соединения
5.2.1 Приварка штуцеров по ОСТ 34-10-439, а также бобышек и патрубков DN ≤ 65, изготовляемых по рабочим чертежам, должна производиться с удалением корня шва по типам 2-03 (У-3) и 2-04 (У-4) ПНАЭ Г-7-009 [2].
5.2.2 Конструкция и размеры угловых сварных соединений приварки штуцеров к трубам и корпусам тройников должны соответствовать ОСТ 34-10-433, ОСТ 34-10-509 - ОСТ 341-10-513.
5.2.3 Сварку угловых сварных соединений равнопроходных тройников при наружном диаметре штуцера 89 мм и более и переходных тройников при наружном диаметре штуцера 89 мм и более при отношении наружных диаметров штуцера и корпуса более 0,7, рекомендуется выполнять с подваркой корня шва с внутренней стороны. Подварочный шов шириной от 6 до 8 мм выполнять ручной аргонодуговой сваркой с присадочной проволокой или ручной дуговой сваркой покрытыми электродами после частичного или полного удаления корня шва.
Подварку штуцеров DN ≤ 300 допускается не проводить в случаях обеспечения сквозного проплавления или выполнения шва на подкладном кольце.
6 Сварка труб и фасонных деталей из сталей различных структурных классов
6.1 Общие положения
6.1.1 Соединения труб и фасонных деталей из сталей аустенитного класса с трубами и фасонными деталями из сталей перлитного класса следует выполнять в соответствии с требованиями ПНАЭ Г-7-009 [2] (подраздел 6.3).
6.1.2 Соединения следует выполнять стыковыми, преимущественно в заводских условиях. При этом соединения рекомендуется выполнять в составе изготавливаемого трубного блока.
Переходник представляет собой сборочную единицу, сваренную из двух отрезков труб (патрубков), каждый из которых по марке стали, соответствует соединяемым блокам:
- патрубок из стали перлитного класса изготавливается из труб по СТО 79814898 104 [8];
- патрубок из стали аустенитного класса изготавливается из труб по СТО 79814898 101 [6].
6.1.4 Конструкция и размеры переходника должны соответствовать рисунку 14 и таблице 5.

* Размеры для справок.
Патрубки:
- позиция 1 - из стали перлитного класса;
- позиция 2 - из стали аустенитного класса.
Рисунок 14
6.1.4.1 Размеры Dp1; l1; Sp1 и тип разделки кромки А - по СТО 79814898 106 [9].
6.1.4.2 Размеры Dн; Dн1; Dp2; l; S; S1; S2; l2 u l3 - по таблице 5, тип разделки кромки Б - по 5.1, размеры Dp; l; Sp - по таблицам 4.1 и 4.2.
6.1.4.3 Для труб разной номинальной толщины диаметр Dp2 рекомендуется выполнять равным внутреннему диаметру патрубка меньшей толщины.
6.1.4.4 Методы и объём контроля сварного соединения - по СТО 79814898 103 [5].
6.1.4.5 На переходнике маркировать: группу трубопровода по ПНАЭ Г-7-008 [1], условный проход (для DN 200 - размеры патрубков), марки сталей патрубков, категорию сварного соединения по ПНАЭ Г-7-010 [3] и обозначения: условного давления и настоящего стандарта.
Таблица 5
В миллиметрах
|
Условное давление |
Dн×S |
Dн1×S1 |
Dp2 |
S2 |
l2 |
l3 |
L |
||
|
Номин. |
Пред. откл. |
Не менее |
min |
||||||
|
10 |
PN 25 |
14×2,0 |
14×2,0 |
10,5 |
+0,18 |
1,5 |
50 |
50 |
101 |
|
15 |
18×2,5 |
18×2,0 |
14,5 |
||||||
|
20 |
25×3,0 |
25×2,0 |
21,5 |
+0,21 |
|||||
|
25 |
32×2,5 |
32×2,0 |
28,5 |
||||||
|
32 |
38×3,0 |
38×2,0 |
34,5 |
+0,25 |
|||||
|
50 |
57×3,0 |
57×3,0 |
52 |
+0,30 |
2,5 |
100 |
100 |
201 |
|
|
65 |
76×4,5 |
76×3,0 |
71 |
||||||
|
80 |
89×5,0 |
89×3,5 |
84 |
+0,35 |
|||||
|
100 |
108×5,0 |
108×4,0 |
102 |
3,0 |
|||||
|
125 |
133×6,0 |
133×4,0 |
126 |
+0,04 |
|||||
|
150 |
159×6,0 |
159×5,0 |
151 |
4,0 |
|||||
|
200 |
219×11,0 |
219×7,0 |
208 |
+0,46 |
4,5 |
||||
|
220×7,0 |
|||||||||
|
250 |
273×11,0 |
273×8,0 |
259 |
+0,52 |
5,5 |
||||
|
300 |
325×12,0 |
325×8,0 |
311 |
6,5 |
|||||
|
350 |
377×6,0 |
377×6,0 |
367 |
+0,57 |
5,0 |
202 |
|||
|
400 |
426×8,0 |
426×9,0 |
412 |
+0,63 |
5,5 |
||||
|
500 |
PN 16 |
530×8,0 |
530×8,0 |
516 |
+0,70 |
||||
|
600 |
630×8,0 |
630×8,0 |
616 |
||||||
|
PN 25 |
630×12,0 |
630×12,0 |
608 |
10,0 |
|||||
|
700 |
PN 16 |
720×10,0 |
720×8,0 |
706 |
+0,80 |
5,5 |
205 |
||
|
800 |
820×10,0 |
820×9,0 |
804 |
+0,90 |
6,5 |
||||
|
900 |
920×10,0 |
920×10,0 |
903 |
7,5 |
|||||
|
1000 |
1020×10,0 |
1020×10,0 |
1003 |
+1,00 |
|||||
|
1200 |
PN 10 |
1220×10,0 |
1220×10,0 |
1203 |
8,0 |
||||
Пример условного обозначения переходника -
Переходник для соединения трубопроводов DN 300 группы В по ПНАЭ Г-7-008 [1] из сталей марок 20 и 08Х18Н10Т с контролем сварного шва для IIIв категории по ПНАЭ Г-7-010 [3] длиной 350 мм:
Переходник В 300×350-20 - 08X18Н10Т-IIIв - PN 25 СТО 79814898 102-2008
То же DN 200 из патрубков 219×7 и 220×7:
Переходник В 200×350 (219×7 - 220×7)-20 - 08Х18Н10Т-IIIв - PN 25 СТО 79814898 102-2008.
6.2 Типы сварных соединений
6.2.1 Типы сварных соединений для сварки труб и фасонных деталей из сталей различных структурных классов, способы сварки и размеры сварных швов должны соответствовать ПНАЭ Г-7-009 [2] (пункт 12.4).
6.2.2 Типы сварных соединений для изготовления переходников по 6.1.3 приведены в таблице 1.
6.2.3 Соединения труб диаметром 14 - 57 мм рекомендуется сваривать в среде аргона неплавящимся электродом с присадочной проволокой марок указанных в таблице 6. Корень шва при этом следует выполнять также с подачей присадочной проволоки.
Соединения труб диаметром 76 - 1220 мм, помимо этого, допускается выполнять комбинированной сваркой.
Соединения типа 1-25-1 (С-42) допускается выполнять с расплавляемой вставкой, изготовляемой согласно ПНАЭ Г-7-009 [2] (пункт 12.10) из сварочной проволоки марок, указанных в таблице 6.
6.2.4 При комбинированной сварке соединений из сталей различных структурных классов выбор марки сварочных электродов для заполнения разделки осуществляется в зависимости от марки проволоки согласно таблице 6.
Таблица 6
|
Марка сварочных электродов* |
|
|
Св-10Х16Н25АМ6 |
ЭА-395/9, ЦТ-10 |
|
Св-07Х25Н13 |
ЗИО-8, ЦЛ-25/1, ЦЛ-25/2 |
|
Св-03Х15Н35Г7М6Б |
ЭА-855/51 |
|
* См. 6.2.4.2 |
|
6.2.4.1 Применение указанных электродов в сочетании с другими проволоками не допускается.
6.2.4.2 Нормативно-техническая документация на применяемые сварочные материалы должна соответствовать ПНАЭ Г-7-009 [2] (приложение 1).
6.2.5 Размеры сварных соединений должны соответствовать таблицам 4.1 и 4.2. Для соединения 1-25-1 (С-42) с расплавляемой вставкой - ПНАЭ Г-7-009 [2].
7 Допуски
7.1 Смещение кромок при сварке
7.1.2 В собранных под дуговую сварку стыковых сварных соединениях деталей одинаковой номинальной толщины, не подлежащих механической обработке после сварки в зоне швов, смещение кромок (несовпадение поверхностей соединяемых деталей) со стороны (сторон) выполнения сварки не должно превышать норм ПНАЭ Г-7-010 [3] (подпункт 11.2.6.4).
7.1.3 Для обеспечения требований 7.1.1 необходимо выполнять цилиндрическую калибровку - расточку или холодную раздачу (обжатие) кромок труб и фасонных деталей по внутреннему диаметру, согласно рисунку 15. Допускается сочетание раздачи (обжатия) с последующей расточкой согласно рисунку 16.
При холодной раздаче (обжатии) изменение фактического наружного диаметра на кромках труб (деталей) должно быть не более 3 % его номинального значения.
Фактическая толщина стенки после калибровки должна быть не менее значений Sp, приведенных в таблицах 4.1 и 4.2.
Раздаче (обжатию) подлежат кромки, фактические размеры или овальность которых при выполнении калибровки расточкой, не позволяют одновременно выдержать размеры Dp и Sp (см. таблицы 4.1 и 4.2).
Допустимость применения и условия горячей раздачи (обжатия) кромок труб или деталей устанавливается ПТД.
7.1.3.1 Допускается выполнять калибровку одной из стыкуемых труб (деталей) по внутреннему диаметру другой трубы (детали), не выдерживая Dp, при условии обеспечения толщины стенки после калибровки - не менее значения Sp, указанного в таблицах 4.1 и 4.2.
7.1.3.2 Допускается изменять проектные (согласно таблицам 4.1 и 4.2) диаметры расточки труб и фасонных деталей для внутренних стыков изготовляемого блока при условии обеспечения толщины стенки после расточки - не менее значения Sp, указанного в таблицах 4.1 и 4.2.
При этом диаметр расточки должен быть одинаковым для данного типоразмера труб (деталей) в пределах одной системы трубопроводов (одного заказа).
7.1.3.3 Калибровку кромок фасонных деталей номинальной толщиной до 2,5 мм (при её необходимости) следует, как правило, выполнять на монтаже. По согласованию с монтажной организацией допускается поставка фасонных деталей с некалиброванными кромками номинальной толщиной свыше 2,5 мм.
Цилиндрическая расточка

Раздача

Рисунок 15

Рисунок 16
7.1.4 Переход от усиления шва к основному металлу должен быть плавным.
7.1.5 При сварке труб с элементами, имеющими больший наружный диаметр, должен быть обеспечен плавный переход от одного элемента к другому, путём постепенного утонения кромки более толстого элемента, согласно рисунку 17.
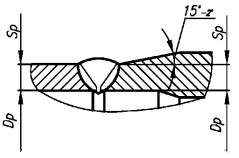
Рисунок 17
Если разница в номинальной толщине соединяемых элементов составляет не более 30 % толщины тонкого элемента и при этом не превышает 5 мм, то допускается не выполнять указанное утонение, а плавный переход обеспечить за счёт наклона поверхности шва.
7.2 Предельные отклонения
7.2.1 Предельные отклонения размеров стыковых сварных соединений должны соответствовать величинам, приведённым в таблицах 4.1 и 4.2.
7.2.2 Предельные отклонения размеров угловых сварных соединений приварки штуцера устанавливаются в рабочей документации предприятия-изготовителя, исходя из выбранной технологии сварки.
Отклонения должны быть только плюсовыми.
7.2.3 Вогнутость корня шва с внутренней стороны при сварке труб (деталей) в поворотном положении без подкладных колец не должны превышать значений, указанных в таблице 7, а при сварке деталей в неповоротном положении - значений, приведённых в таблице 8.
Таблица 7
В миллиметрах
|
Допустимая максимальная высота (глубина) вогнутости корня шва |
|
|
2,0 - 2,5 |
0,4 |
|
3,0 |
0,6 |
|
4,5 - 6,0 |
0,8 |
|
7,0 - 8,0 |
1,0 |
|
10,0 - 12,0 |
1,2 |
|
Свыше 12,0 |
1,5 |
Таблица 8
В миллиметрах
|
Допустимая максимальная высота (глубина) вогнутости корня шва |
|
|
2,0 - 2,5 |
0,6 |
|
3,0 |
0,8 |
|
4,5 - 6,0 |
1,0 |
|
7,0 - 8,0 |
1,2 |
|
Свыше 8,0 |
0,15 · S, но не более 1,6 мм при условии увеличения усиления шва на 1 мм от номинального размера |
Для сварных соединений IIIв и IIIс категорий по ПНАЭ Г-7-010 [3] допускается увеличение высоты (глубины) вогнутости в 1,5 раза.
8 Заключение
8.1 В обоснованных случаях допускаются отступления от требований разделов 5 - 7, если они согласованы с разработчиком настоящего стандарта.
8.2 Остальные требования по СТО 79814898 103 [5].
Библиография
|
Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок |
|
|
Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения |
|
|
Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля |
|
|
Строительные нормы и правила. Технологическое оборудование и технологические трубопроводы |
|
|
Детали и элементы трубопроводов атомных станций из коррозионно-стойкой стали на давление до 2,2 МПа (22 кгс/см2). Технические требования |
|
|
Детали и элементы трубопроводов атомных станций из коррозионно-стойкой стали на давление до 2,2 МПа (22 кгс/см2). Трубы и прокат. Сортамент |
|
|
Трубопроводная арматура для атомных станций. Общие технические требования |
|
|
Детали и элементы трубопроводов атомных станций из сталей перлитного класса на давление до 2,2 МПа (22 кгс/см2). Трубы и прокат. Сортамент |
|
|
Детали и элементы трубопроводов атомных станций из сталей перлитного класса на давление до 2,2 МПа (22 кгс/см2). Соединения сварные. Типы и размеры |
|
Ключевые слова: сварные соединения, типы, размеры, допуски |
СОДЕРЖАНИЕ
|
3 Термины, определения и обозначения. 3 5 Сварка труб и фасонных деталей из сталей аустенитного класса. 3 6 Сварка труб и фасонных деталей из сталей различных структурных классов. 8 |