 | Информационная система | |
ОТРАСЛЕВОЙ СТАНДАРТ
ДЕТАЛИ И
СБОРОЧНЫЕ ЕДИНИЦЫ
ТРУБОПРОВОДОВ ПАРА И ГОРЯЧЕЙ
ВОДЫ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ОСТ 24.125.60-89
ОТРАСЛЕВОЙ СТАНДАРТ
|
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ТРУБОПРОВОДОВ ПАРА И ГОРЯЧЕЙ ВОДЫ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ |
ОСТ 24.125.60-89 |
Дата введения 01.01.92
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на детали и сборочные единицы трубопроводов пара и горячей воды тепловых электростанций и иных энергетических установок.
Стандарт устанавливает требования к деталям, сборочным единицам и блокам (укрупненным сборочным единицам) трубопроводов, транспортирующих горячую воду или водяной пар с рабочим давлением более 2,2 МПа (22 кгс/см2), на которые распространяются «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды», утвержденные Госпроматомнадзором СССР 09.01.90.
Изготовление деталей и сборочных единиц трубопроводов на давление менее 2,2 МПа (22 кгс/см2), транспортирующих иную рабочую среду, допускается по согласованию с предприятием-изготовителем.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры, типы, конструкция и размеры деталей и сборочных единиц должны соответствовать:
для паропроводов из хромомолибденованадиевых сталей - стандартам, приведенным в обязательном приложении 1;
для трубопроводов пара и горячей воды из углеродистых и кремнемарганцовистых сталей - стандартам, приведенным в обязательном приложении 2;
для нестандартизированных деталей, сборочных единиц и блоков - требованиям рабочих чертежей, согласованных или разработанных предприятием-изготовителем.
1.2. Проектная и конструкторская документация на детали, сборочные единицы трубопроводов и трубопроводы в целом должна удовлетворять требованиям «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» (далее по тексту «Правил по трубопроводам») и следующей нормативно-технической документации (НТД):
ОСТ 108.031.08, ОСТ 108.031.09 и ОСТ 108.031.10 «Котлы стационарные и трубопроводы пара и горячей воды. Нормы расчета на прочность»;
ОП № 02ЦС «Сварка и термообработка сварных соединений трубных систем котлоагрегатов и трубопроводов тепловых электростанций. Основные положения» (далее по тексту «Основные положения по сварке»);
ПК № 03ЦС «Правила контроля сварных соединений трубных систем котлоагрегатов и трубопроводов тепловых электростанций» (далее по тексту «Правила контроля сварных соединений»);
РТМ 1С «Руководящие технические материалы по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций»;
настоящего стандарта.
1.3. Основные параметры и размеры трубопроводов указываются разработчиком проекта на монтажных чертежах или схемах, которые должны содержать:
наименование трубопровода по назначению, рабочую среду, ее рабочие давление и температуру;
температуру и скорость подъема давления при гидравлических испытаниях трубопровода после монтажа;
сведения об арматуре, необходимые для заполнения свидетельств об изготовлении и монтаже трубопроводов;
категорию в соответствии с «Правилами по трубопроводам»;
подтверждение о том, что трубопровод проверен расчетом с учетом компенсации теплового расширения и удовлетворяет условиям прочности в соответствии с ОСТ 108.031.08 - ОСТ 108.031.10;
сведения о сварочных материалах, методах, объемах контроля и нормах оценки качества сварных соединений в соответствии с РТМ 1С, «Основными положениями по сварке» и «Правилами контроля сварных соединений»;
расчетное число циклов нагружения внутренним давлением (для трубопроводов I и II категорий);
полный назначенный срок службы и расчетный ресурс эксплуатации.
Предельные значения давления и температуры рабочей среды трубопровода не должны превышать значений, установленных для деталей, сборочных единиц и комплектующих изделий, входящих в его состав.
Для объектов, сооружаемых в районах с холодным климатом, дополнительно должны быть указаны предельные значения отрицательных температур, при которых допускается проведение погрузо-разгрузочных работ и монтажа, а также оговорены условия хранения.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Качество и основные эксплуатационные характеристики деталей, сборочных единиц и блоков трубопроводов в объеме показателей ГОСТ 4.411 должны удовлетворять требованиям пп. 2.1.2 - 2.1.14.
2.1.2. Для трубопроводов свежего пара, холодных ниток трубопроводов промежуточного перегрева пара и трубопроводов питательной воды энергоблоков мощностью 215, 300, 500, 800 и 1200 МВт значения давления и температуры среды, овальности, относительного утонения стенки в растянутой части гнутого участка трубы и допустимого расчетного числа пусков за срок службы должны соответствовать значениям, установленным ГОСТ 27509, для остальных трубопроводов - требованиям, установленным настоящим стандартом.
2.1.3. Толщина стенки в растянутой части колен (гнутых участков) должна быть не менее значений, установленных конструкторской документацией в соответствии с расчетом на прочность по ОСТ 108.031.08 - ОСТ 108.031.10.
Относительное утонение стенки в растянутой части колен (гнутых участков) указывается в технологической документации предприятия-изготовителя.
2.1.4. Марки сталей и механические характеристики материалов и полуфабрикатов должны удовлетворять требованиям технических условий или стандартов, указанных в обязательном приложении 6 «Правил по трубопроводам».
2.1.5. Величина подреза на наружной поверхности сварных швов (при суммарной протяженности не более 20 % периметра) не должна превышать значений, установленных «Правилами контроля сварных соединений» и подразделом 4.8 «Правил по трубопроводам».
2.1.6. Максимально допустимое перемещение линзового компенсатора указывается в проектной документации на трубопроводы или в рабочих чертежах.
2.1.7. Номинальное значение наружного диаметра Dн и толщины стенки sн принимают:
для труб и трубных деталей - по стандартам или техническим условиям на трубы;
для деталей из поковок, штамповок, листа и проката - по рабочим чертежам.
2.1.8. Коэффициент блочности определяется отношением массы блоков к общей массе деталей, сборочных единиц и блоков поставочного комплекта.
Масса блоков и общая масса изделий поставочного комплекта принимается по спецификациям или монтажным чертежам разработчика проекта трубопроводов.
2.1.9. Число циклов нагружения внутренним давлением деталей, сборочных единиц и блоков в составе трубопроводов должно быть не более установленного разработчиком проекта трубопровода в соответствии с ГОСТ 27509.
2.1.10. Установленные настоящим стандартом технические требования по выбору материалов, изготовлению и термической обработке, а также методы контроля и нормы оценки качества деталей, сборочных единиц и блоков при эксплуатации в составе трубопроводов обеспечивают:
расчетный ресурс для деталей и блоков из хромомолибденованадиевых сталей не менее 200 тыс. ч*;
полный расчетный срок службы для деталей и блоков из углеродистых и кремнемарганцовистых сталей не менее 30 лет;
для покупных изделий расчетный ресурс (расчетный срок службы) - согласно нормативно-технической документации (НТД) на них.
* Для деталей и блоков на параметры 9,81 МПа (100 кгс/см2), 540 °С - не менее 100 тыс. ч.
Детали, сборочные единицы и блоки трубопроводов должны сохранять работоспособность в течение всего срока службы при условии соблюдения потребителем:
требований «Правил по трубопроводам» при монтаже, эксплуатации и ремонте;
установленных проектом режимов эксплуатации при допустимом числе циклов и скоростей нагружения из нерабочего состояния в рабочее;
параметров среды, не превышающих установленных стандартами или чертежами на конструкции деталей трубопроводов;
требований по транспортированию, хранению, монтажу и эксплуатации, установленных настоящими техническими условиями.
2.1.11. Удельная металлоемкость комплекта деталей, сборочных единиц и блоков устанавливается проектной документацией разработчика трубопроводов энергетических установок.
Коды на комплекты изделий трубопроводов по общесоюзному десятичному классификатору промышленной и сельскохозяйственной продукции (ОКП) приведены в справочном приложении 3.
2.1.12. Контроль сплошности металла деталей и сборочных единиц ультразвуковым, цветным, люминесцентным или магнитопорошковым методами дефектоскопии проводится в соответствии с пп. 4.33, 4.35, 4.36, 4.38, 4.39 и 4.45.
2.1.13. Проверка величины овальности колен (гнутых участков отводов) проводится в соответствии с пп. 2.4.1.7 и 4.41.1.9.
2.1.14. Измерение и контроль толщины стенки растянутой части колен (гнутых участков отводов) производятся в соответствии с пп. 4.37 и 4.41.1.11.
2.1.15. Сварные соединения сборочных единиц и блоков трубопроводов по указанию рабочих чертежей подвергаются ультразвуковому, радиографическому, капиллярному или магнитопорошковому контролю и гидравлическим испытаниям в соответствии с пп. 4.32, 4.34, 4.38, 4.39 и 4.45.
Угловые швы сварных соединений трубопроводов IV категории с конструктивным непроваром, для которых отсутствуют методы контроля ультразвуковой дефектоскопией или просвечиванием, проходят послойный контроль внешним осмотром с регистрацией результатов в документации ОТК, а также контроль смачиванием керосином. Запись о послойном контроле должна быть сделана в чертежах разработчиком проекта трубопровода в соответствии с п. 4.46.
2.2. Общие требования
2.2.1. Заказчиком или разработчиком проекта предприятию-изготовителю изделий трубопроводов передается проектная документация, разработанная в соответствии со СНиП 1.02.01:
монтажные чертежи трубопроводов наружным диаметром Dн = 108 мм и более с указанием разбивки трассы на трубопроводные блоки и спецификации к ним в двух экземплярах;
монтажные схемы или чертежи трубопроводов наружным диаметром менее 108 мм и спецификации к ним в двух экземплярах;
рабочие чертежи блоков (трубопроводных узлов) трубопроводов Dн ≥ 108 мм в одном экземпляре в кальках (кроме указанных ниже);
рабочие чертежи ответных фланцев к оборудованию, гнутых отводов с нестандартными углами поворота или длиной прямых участков, дроссельных шайб и других деталей индивидуального исполнения в одном экземпляре в кальках.
Рабочие чертежи блоков (трубопроводных узлов) станционных трубопроводов Dн ≥ 108 мм энергетических блоков тепловых электростанции мощностью 200 МВт и более выполняются предприятием-изготовителем изделий трубопроводов на основании монтажных чертежей разработчика проекта трубопровода.
2.2.2. Монтажные чертежи и схемы должны предусматривать уклоны не менее 0,004 от длины горизонтальных участков трубопроводов в сторону организованного дренажа с учетом установленных стандартом отклонений от номинальных размеров деталей, сборочных единиц и блоков.
Трассировка должна исключать возможность образования водяных застойных участков.
2.2.3. Изготовление деталей, сборочных единиц и блоков трубопроводов (далее по тексту «изделий трубопроводов») должно производиться с соблюдением требований «Правил по трубопроводам», рабочих чертежей, стандартов и проектной документации по технологическим процессам, разработанной до начала выполнения соответствующих работ.
Дополнительные требования, обусловленные контрактными обязательствами или заказами-нарядами, должны указываться разработчиком проекта трубопровода в проектной документации.
2.2.4. Изготовление деталей гибкой, высадкой, вытяжкой, вальцовкой, штамповкой и другими технологическими приемами должно производиться машинным способом с применением штампов или инструмента, обеспечивающих геометрическую форму и размеры, установленные стандартами или чертежами на изделия.
2.2.5. Все положения принятой технологии изготовления должны быть отражены в технологических процессах или инструкциях, регламентирующих содержание и порядок выполнения всех технологических и контрольных операций.
Технологические процессы и инструкции должны быть разработаны и утверждены в порядке, установленном стандартами ЕСТД.
2.2.6. Общий и местный нагрев изделий под горячее формоизменение, сварку и термическую обработку должен производиться электрическим способом или пламенем горелок в специальных печах или устройствах, обеспечивающих равномерность прогрева и соблюдение заданных температурных режимов.
Температурный режим нагрева и выдержка при термической обработке основного металла с номинальной толщиной стенки более 20 мм должны регистрироваться с помощью самопишущих приборов.
2.2.7. Температурные режимы термической обработки основного металла принимаются по техническим условиям или стандартам на материал и полуфабрикаты.
Температурные режимы дополнительной термической обработки, нагрева под горячее формоизменение и термической обработки основного металла в случаях, когда они отличаются от режимов, установленных техническими условиями или стандартами на материалы и полуфабрикаты, должны быть согласованы с НПО ЦНИИТмаш (далее по тексту с головной организацией по материалам и технологии).
Необходимость предварительного и сопутствующего подогрева и режимы их проведения при сварке и зависимости от марки материала и толщины свариваемых деталей устанавливаются технологической документацией изготовители в соответствии с «Основными положениями по сварке» или рекомендациями головной организации по материалам и технологии.
2.2.8. Форма и размеры заготовок, припуски и напуски для отбора образцов и последующей обработки, удаляемые и остающиеся штамповочные уклоны устанавливаются технологическим процессом предприятия-изготовителя.
2.2.9. Резка материалов и полуфабрикатов на заготовки производится механическим или огневым способами (газовой, плазменной или воздушно-дуговой резкой). После огневой резки металл зоны термического влияния должен быть удален механической обработкой холодным способом в соответствии с технологическим процессом предприятия-изготовителя, разработанным по рекомендациям головной организации по материалам и технологии.
2.2.10. Типы, конструктивные элементы подготовки под сварку и размеры выполненных сварных соединений принимаются в соответствии с ОСТ 108.940.02, РТМ 1С и «Основными положениями по сварке».
В зависимости от принятого способа подготовки кромок под сварку (калибровка, расточка и другие) и способа сварки размеры сварных соединений, выполняемых на предприятиях-изготовителях сборочных единиц и блоков трубопроводов, допускается устанавливать по технической документации изготовителя при обеспечении качества сварных соединений в соответствии с требованиями «Правил по трубопроводам» и «Правил контроля сварных соединений».
2.2.11. Подготовка кромок под сварку должна производиться механическим способом.
Проточка по внутреннему диаметру выполняется концентрично наружной поверхности изделий. При этом отклонение от концентричности не должно превышать норм, установленных технологическим процессом предприятия-изготовителя, и должно удовлетворять требованиям «Правил по трубопроводам» и «Правилам контроля сварных соединений» по смещению и разнотолщинности кромок свариваемых изделий.
2.2.12. При изготовлении секторных колен, сварных переходов и тройников и иных деталей из электросварных труб и вальцованных обечаек подготовку под сварку допускается выполнять огневой резкой с последующей зачисткой поверхности кромок режущим или абразивным инструментом до полного удаления следов огневой резки.
2.2.13. При подготовке конструктивных элементов кромок под сварку изделий трубопроводов из бесшовных труб исправление овальности по торцам выполняется калибровкой. В этом случае величина холодной раздачи или обжима при калибровке не должна превышать 0,03 от номинального значения наружного диаметра по торцу изделия. При горячей калибровке величина деформации не ограничивается.
2.2.14. Общее количество изменений направления деформации при холодной калибровке без последующей термической обработки не должно быть более двух (за одно изменение направления деформации принимается обжим с раздачей).
2.2.15. Наружная и внутренняя поверхности откалиброванных участков должны иметь плавное сопряжение с поверхностью некалиброванного участка; переходный участок должен выполняться под углом не более 15°.
При сборке под сварку допускается выполнять подгонку кромок по торцам изделий трубопроводов из электросварных труб методом последовательной местной подгибки по технологическому процессу, согласованному с головной организацией по материалам и технологии.
2.2.16. Детали из труб, фактические размеры внутреннего диаметра которых превышают диаметр расточки dp по стандарту или чертежу, допускается растачивать на больший размер при соблюдении толщины стенки и требований под сборку и сварку с сопрягаемыми деталями, а также производить наплавку на внутренней поверхности или применять ступенчатые подкладные кольца при соблюдении требований РТМ 1С.
2.2.17. Шероховатость и качество наружной и внутренней поверхностей должны соответствовать требованиям конструкторской документации на детали и сборочные единицы, а также настоящего стандарта.
Не допускаются трещины, плены, вкатанная окалина, рванины и грубая рябизна. Эти дефекты должны быть удалены пологой зачисткой.
Допускается не удалять: тонкий слой термической окалины, не препятствующий выявлению поверхностных дефектов; шероховатость от выпавшей окалины; местные утолщения; рябизну; отпечатки от штамповочного, калибровочного, гибочного и другого инструмента, риски и царапины механического происхождения без острых углов.
Допускается не исправлять поверхностные дефекты без острых углов, не препятствующие проведению технического осмотра, если их глубина не более 5 % от номинальной толщины заготовки, но не более 2 мм и если они не выводят минимальное значение толщины стенки за пределы, установленные нормативно-технической и конструкторской документацией.
2.2.18. Качество поверхностей в местах, не подвергавшихся в процессе изготовления деталей нагреву или деформации, должно удовлетворять требованиям технических условий или стандартов на исходные материалы, а для поковок и объемных штамповок, изготавливаемых из слитков и проката, должно соответствовать ГОСТ 8479 и ОСТ 108.030.113.
2.2.19. Цвета побежалости на подготовленных под сварку кромках вследствие термической обработки и в местах, прилегающих к сварным швам, допускается не удалять.
2.2.20. Отклонения от номинального значения габаритных размеров деталей и сборочных единиц (кроме трубопроводных блоков) не должны превышать:
±5 мм для размеров до 1600 мм включительно;
±6 мм для размеров свыше 1600 до 3150 мм включительно;
±10 мм для размеров свыше 3150 до 6300 мм включительно;
±15 мм для размеров свыше 6300 мм;
±10 мм для габаритных размеров отводов и гнутых груб с углом поворота, отличным от 90°, независимо от длины прилегающих прямых участков.
Предельные отклонения размеров деталей и сборочных единиц трубопроводов Dн < 108 мм, прокладываемых по месту, устанавливаются предприятием-изготовителем и указываются в рабочих чертежах.
2.2.21. Отклонения от перпендикулярности обработанных под сварку торцов к оси деталей и блоков не должны превышать следующих значений:
для трубопроводов из бесшовных труб:
1,0 мм при Dн ≤ 133 мм;
2,0 мм при Dн свыше 133 до 245 мм включительно;
2,5 мм при Dн свыше 245 до 325 мм включительно;
3,0 мм при Dн свыше 325 до 630 мм включительно;
4,0 мм при Dн свыше 630 до 720 мм включительно;
5,0 мм при Dн свыше 720 мм;
для трубопроводов из электросварных труб:
5,0 мм при Dн от 530 до 630 мм включительно;
6,0 мм при Dн свыше 630 мм.
2.2.22. Предельные отклонения габаритных и присоединительных размеров блоков должны быть указаны на чертежах и не должны превышать суммы предельных отклонений размеров, установленных для входящих в блок деталей и сборочных единиц.
2.2.23. Расстояние между осями двух соседних сварных швов и от оси шва до начала закругления гиба или углового шва приварных деталей в сборочных единицах и блоках трубопроводов не должно быть менее значений, установленных разделом 2.3 «Правил по трубопроводам».
Для трубопроводов Dн ≤ 51 мм I категории и трубопроводов Dн < 76 мм остальных категорий штуцеры, переходы, дроссельные трубки, тройники и другие детали допускается изготавливать длиной не менее 80 мм.
Расположение сварных швов с полным проплавлением должно удовлетворять требованиям «Правил контроля сварных соединений» и должно быть доступным для проведения контроля радиографическим или ультразвуковым методом.
2.2.24. Значение радиуса поворота по нейтральной оси изогнутого участка отводов, гнутых труб, штампованных, штампосварных колен должно быть не менее номинального значения наружного диаметра изгибаемой трубы и не менее фактического значения наружного диаметра для штампованных и штампосварных колен.
2.2.25. Изготовление деталей и сборочных единиц опор, подвесок, стяжек линзовых компенсаторов и приводов дистанционного управления арматурой трубопроводов должно производиться с соблюдением технических требований по ОСТ 108.275.50.
2.2.26. Все изменения в проекте, необходимость в которых может возникнуть в процессе изготовления, должны быть согласованы с организацией, разработавшей проект трубопровода.
Без предварительного согласования с разработчиком проекта трубопровода допускается:
смещение от проектного расположения сварных швов;
выполнение изделия из двух и более частей сваркой на предприятии-изготовителе при соблюдении всех требований «Правил по трубопроводам» и требований п. 2.2.23 по расположению и доступности для контроля сварных швов неразрушающими методами;
изменение толщины стенки и марки стали заготовок для тройников, колен, переходов и других деталей, изготавливаемых штамповкой, с соблюдением требований ОСТ 108.031.08 - ОСТ 108.031.10;
изменение номинальной толщины стенок прямых и гнутых труб в интервале от 0,95 до 1,20 от номинального значения по проекту при соблюдении требований ОСТ 108.031.08 - ОСТ 108.031.10;
замена стали марки 12Х1МФ на 15Х1М1Ф, стали марки 20 на стали марок 15ГС и 16ГС, стали марки 15ГС на сталь марки 16ГС и наоборот по техническим условиям или стандартам, разрешенным к применению «Правилами по трубопроводам».
Изменение размеров, марки материала, методов контроля и других установленных НТД требований к изготовлению деталей трубопроводов должно быть согласовано с организацией, разработавшей соответствующую НТД.
Ведомость допущенных изменений поставщик направляет заказчику совместно со свидетельством об изготовлении.
2.2.27. Детали, сборочные единицы и блоки перед монтажом могут быть подвергнуты входному контролю на соответствие требованиям проектной документации на трубопроводы и действующей НТД.
Объем изделий, подвергаемых входному контролю, устанавливается заказчиком: при этом методы контроля и нормы оценки качества должны соответствовать проектной документации, чертежам изделий и настоящему стандарту.
2.3. Требования к материалам и полуфабрикатам
2.3.1. Для изготовления и монтажа деталей, сборочных единиц и блоков трубопроводов, работающих под давлением, должны применяться:
основные материалы и полуфабрикаты - по стандартам или техническим условиям с пределами применения, указанными в табл. 1 - 6 раздела 3 «Правил по трубопроводам»;
сварочные (наплавочные) материалы и материалы для дефектоскопии - по стандартам и техническим условиям, разрешенным «Основными положениями по сварке», «Правилами контроля сварных соединений» и РТМ 1С.
Использование материалов и полуфабрикатов из разрешенных к применению марок сталей по НТД, не указанной в «Правилах по трубопроводам», допускается при положительном заключении головной организации по материалам и технологии, если требования этой НТД будут не ниже требований НТД, указанной в «Правилах по трубопроводам».
Основные материалы и полуфабрикаты должны указываться в рабочих чертежах или стандартах на изделия, сварочные материалы и материалы для дефектоскопии - в технологических процессах или инструкциях на изготовление.
Применение новых сварочных материалов, флюсов, защитных газов и новых материалов для дефектоскопии допускается при положительных результатах проверки технологичности и эффективности их использования в производственных условиях и при положительном заключении головной организации по материалам и технологии.
2.3.2. Для изделий, не работающих под давлением, должны применяться основные и сварочные материалы, указанные в стандартах, чертежах и другой документации на эти изделия.
2.3.3. Соответствие материалов иностранных марок требованиям «Правил по трубопроводам» или допустимость их применения в каждом конкретном случае должны быть подтверждены головной организацией по материалам и технологии, а возможные отступления от «Правил по трубопроводам» должны быть согласованы с Госгортехнадзором России до заключения контракта на поставку.
Технические условия на материалы и полуфабрикаты, получаемые по импорту, во всех случаях должны быть согласованы (или подтверждены) головной организацией по материалам и технологии до заключения контракта на их поставку.
2.3.4. Сдаточные характеристики, объем и нормы контроля материалов и полуфабрикатов должны соответствовать требованиям стандартов и технических условий, согласованных или разрешенных к применению Госгортехнадзором России.
2.3.5. Все материалы и полуфабрикаты должны быть проверены службой технического контроля предприятия-поставщика.
Для деталей, сборочных единиц и блоков, работающих под давлением, должны применяться материалы и полуфабрикаты, проверенные при изготовлении следующими неразрушающими методами:
ультразвуковой дефектоскопией - трубы бесшовные, листовая сталь, поковки из слитка, прокат;
ультразвуковой дефектоскопией или радиографическим методом - сварные соединения электросварных труб, конических или цилиндрических вальцованных обечаек.
2.3.6. Качество и свойства материалов и полуфабрикатов должны быть подтверждены сертификатами или паспортами предприятий-поставщиков, составленными в соответствии с требованиями стандартов и технических условий (включая сведения по виду термической обработки).
Режимы термической обработки должны указываться в сертификатах и паспортах в случаях, специально оговоренных в стандартах и технических условиях на материалы и полуфабрикаты.
Допускается применение материалов и полуфабрикатов, качество которых подтверждено копиями подлинников или выписками из подлинников, заверенными в установленном порядке.
2.3.7. Для изготовления деталей, сборочных единиц и блоков должны применяться материалы и полуфабрикаты, прошедшие основную термическую обработку на предприятиях-изготовителях этих материалов и полуфабрикатов.
Применение материалов и полуфабрикатов из сталей марок 20, 15ГС и 16ГС, не подвергавшихся термической обработке, допускается:
при обеспечении (принятым способом изготовления) соответствия механических и технологических свойств металла в изделиях нормам, установленным НТД на материалы и полуфабрикаты (горячекатаный круглый прокат, листовая сталь и другие полуфабрикаты);
при изготовлении деталей горячим формообразованием, совмещенным с термической обработкой, или при проведении последующей термической обработки в соответствии с НТД на материалы и полуфабрикаты.
В указанных случаях в сертификатах качества на материалы и полуфабрикаты должны быть указаны свойства, полученные по результатам испытаний на термически обработанных образцах.
Допустимость использования полуфабрикатов без термической обработки для конкретных изделий должна быть подтверждена головной организацией по материалам и технологии.
2.3.8. При неполноте сертификатных данных применение материалов и полуфабрикатов может быть допущено только после проведения испытаний и исследований, подтверждающих соответствие материалов и полуфабрикатов требованиям стандартов или технических условий.
Результаты испытаний должны быть оформлены протоколами или другой документацией, дополняющей сертификат (паспорт).
2.3.9. Все материалы и полуфабрикаты должны быть замаркированы. Способ нанесения и состав маркировки должны удовлетворять требованиям стандартов или технических условий на материалы и полуфабрикаты.
Отличительная маркировка должна быть нанесена в случае, если она предусмотрена стандартами или техническими условиями на основные материалы и полуфабрикаты.
Применение материалов и полуфабрикатов, не имеющих маркировки, предусмотренной стандартами или техническими условиями, не допускается.
2.3.10. Складирование, хранение, транспортирование материалов и полуфабрикатов должно производиться по инструкциям предприятия-изготовителя. В инструкциях должны быть предусмотрены меры по обеспечению сохранности качества поверхности, свойств и маркировки, установленных стандартами и техническими условиями на материалы и полуфабрикаты.
При разрезке на части маркировка материалов и полуфабрикатов должна быть перенесена (или восстановлена) и подтверждена отделом технического контроля предприятия-изготовителя деталей и сборочных единиц трубопроводов.
Для деталей, работающих под давлением в составе трубопроводов наружным диаметром более 76 мм, маркировка предприятия-изготовителя материалов и полуфабрикатов должна сохраняться на оставшейся части до полного использования листа, трубы, проката, поковки.
2.3.11. Основные и сварочные материалы, полуфабрикаты и материалы для дефектоскопии, применяемые для изготовления деталей, сборочных единиц и трубопроводных блоков, должны подвергаться входному контролю по технологическим процессам или инструкциям, разработанным в соответствии с требованиями «Основных положений по сварке», «Правил контроля сварных соединений», ГОСТ 24297 и настоящего стандарта.
2.3.12. В производство допускаются только те материалы и полуфабрикаты, на которые по результатам входного контроля отдел технического контроля предприятия-изготовителя деталей и сборочных единиц трубопроводов выдал разрешение о возможности их использования.
2.3.13. Качество поверхности основных материалов и полуфабрикатов перед началом производства должно удовлетворять требованиям стандартов или технических условий на эти материалы и полуфабрикаты.
2.4. Требования к изготовлению деталей, сборочных единиц и блоков
2.4.1. Гибы, крутоизогнутые колена, прямые трубные детали
2.4.1.1. В зависимости от значения относительного радиуса оси поворота R/Dн применяют следующие способы гибки труб:
при R/Dн ≥ 3,5 - в холодном или горячем состоянии;
при 1 ≤ R/Dн < 3,5 - в горячем состоянии (где R - номинальное значение радиуса поворота по нейтральной оси гнутого участка, мм).
2.4.1.2. Угол поворота, радиус, длина прямых участков от торца до начала закругления или между двумя гибами должны назначаться разработчиком проекта трубопровода в соответствии с требованиями стандартов или рабочих чертежей гибов и круто изогнутых колен, согласованных с предприятием-изготовителем. Угол поворота гибов и крутоизогнутых колен должен назначаться кратным 5°, максимальное значение угла не должно быть более 90°.
2.4.1.3. Для изготовления гибов рекомендуется использовать трубы с большей толщиной стенки и с лучшим качеством поверхности из имеющихся в наличии (по результатам входного контроля, выполненного производственным подразделением, производящим гибку труб).
2.4.1.4. Для трубопроводов наружным диаметром от 16 до 57 мм включительно при толщине стенки 9 мм и менее гибку труб радиусом R ≥ 3,5Dн допускается производить холодным способом с соблюдением требований настоящего стандарта. Размеры прямых участков и взаимное расположение гибов устанавливаются по месту при прокладке трубопроводов в соответствии с требованиями «Правил по трубопроводам» и проектной документации.
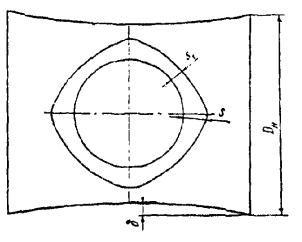
2.4.1.5. Толщина стенки на внешнем обводе s1 и на внутреннем обводе s2 гибов и крутоизогнутых колен после изготовления (черт. 1) не должна быть менее значений, установленных стандартами или чертежами на основании расчета на прочность от внутреннего давления при рабочей температуре среды в соответствии с OCT 108.031.08, ОСТ 108.031.09 и ОСТ 108.031.10.
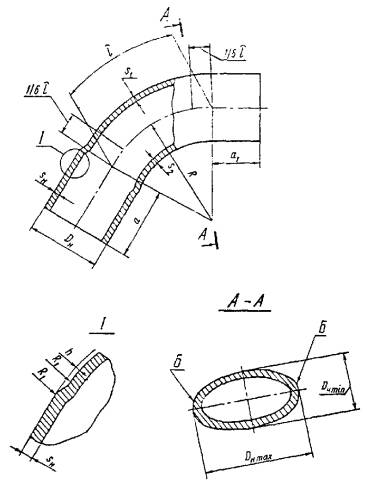
Черт. 1
2.4.1.6. Измерение и контроль толщины стенки на внешнем и внутреннем обводе гибов проводятся в соответствии с пп. 4.37 и 4.41.1.11.
2.4.1.7. Овальность, характеризуемая отношением разности к полусумме наибольшего и наименьшего значений диаметров, измеренных во взаимно перпендикулярных направлениях поперечного сечения гнутого участка, в соответствии с черт. 1 должна быть:
не более значений, установленных ГОСТ 27509, - для гибов и крутоизогнутых колен трубопроводов свежего пара, питательной воды и холодных ниток трубопроводов промежуточного перегрева пара энергоблоков мощностью 215, 300, 500, 800 и 1200 МВт;
не более значений, установленных табл. 1, - для гибов трубопроводов, не указанных в ГОСТ 27509.
|
Отношение радиуса гиба к наружному диаметру изгибаемой трубы |
Отношение толщины стенки к наружному диаметру изгибаемой трубы |
Значение овальности, %, не более |
|
R/Dн > 1,0 |
sн/Dн ≤ 0,08 |
7 |
|
R/Dн < 3,5 |
sн/Dн > 0,08 |
7 |
|
R/Dн ≥ 3,5 |
sн/Dн > 0,08 |
6 |
Овальность должна учитываться в расчете на прочность по ОСТ 108.031.08, ОСТ 108.031.09 и ОСТ 108.031.10.
Для трубопроводов с условным давлением pу ≤ 4 МПа (40 кгс/см2) допускается значение овальности до 8 % включительно независимо от отношения R/Dн и sн/Dн.
2.4.1.8. Гнутые участки труб и крутоизогнутых колен по наружной поверхности (в зоне деформации от растяжения металла при гибке) должны подвергаться ультразвуковому, магнитопорошковому или капиллярному контролю в соответствии с пп. 4.35, 4.38, 4.39 и 4.45.
2.4.1.9. Гнутые участки должны быть плавными, без переломов. Отклонение радиуса поворота от номинального значения по чертежу или стандарту не должно превышать ±3 % при наружном диаметре изгибаемой трубы до 219 мм включительно и ±2 % при наружном диаметре свыше 219 мм.
2.4.1.10. При соблюдении требований по толщине стенки и овальности на поверхности гнутых труб и крутоизогнутых колен допускаются:
плавные, без изломов неровности высотой h, не превышающей половины номинального значения толщины стенки изгибаемой трубы (но не более 5 мм), расположенные в месте перехода гнутого участка в прямой в соответствии с черт. 1;
единичные плавные неровности вследствие местной вытяжки или удаления зачисткой поверхностных дефектов, не выводящие толщину стенки за пределы минимальных значений, установленных чертежами или стандартами; разность фактических значений толщин стенок, измеренных в местах зачисток или расположения единичных плавных неровностей и прилегающих к ним поверхностей, должна быть не более 5 % номинального значения толщины стенки изгибаемой трубы, но не более 1,0 мм;
волнистость, являющаяся следствием разнотолщинности исходных труб, высота волнистости не должна превышать половины разности предельных отклонений по наружному диаметру, установленных НТД на трубы;
плавные неровности высотой h1 и радиусом сопряжения R1 на внутреннем обводе крутоизогнутых колен с R/Dн < 3,5 в соответствии с черт. 2 и табл. 2.
Таблица 2
мм
|
Номинальное значение толщины стенки трубы |
h1, не более |
R1, не менее |
|
До 10 вкл. |
5 |
10 |
|
Свыше 10 до 15 вкл. |
8 |
12 |
|
Свыше 13 |
10 |
15 |
2.4.1.11. На внутреннем обводе гнутых участков труб и крутоизогнутых колен гофры (волнистость вследствие изгиба стенки) не допускаются (черт. 3).
2.4.1.12. При контроле угла поворота α (черт. 4) отклонение от номинального положения оси короткого прямого участка (длиной a1) δ, измеренное от его торца, не должно превышать 0,01a1 (базовым является участок большей длины a).
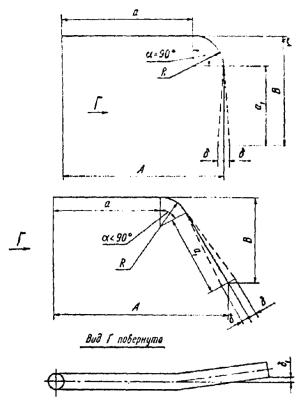
Выход δ1 любого прямого участка из плоскости гиба, измеренный от плоскости контрольного плаза до торца отвода или гнутой трубы при наложении второго прямого участка на плаз, не должен превышать 0,01 длины контролируемого прямого участка в соответствии с черт. 4.
2.4.1.13. Исправление угла поворота гибов с R ≥ 3,5Dн до значения, установленного чертежами или стандартами, производится холодным способом догибкой без изменения радиуса или разгибкой.
2.4.1.14. Угол поворота при догибке не ограничивается, при исправлении разгибкой угол поворота должен быть не более 3°.
2.4.1.15. При последовательном исправлении догибкой и разгибкой количество исправлений в направлении разгибки должно быть не более одного.
2.4.1.16. Доводку угла поворота до 3° включительно на крутоизогнутых коленах R < 3,5Dн допускается производить дополнительной гибкой прямого участка горячим способом с сохранением радиуса гиба или холодным способом радиусом R ≥ 3,5Dн.
2.4.1.17. Исправление отклонения поперечного сечения гнутых участков от круга допускается производить калибровкой. При исправлении холодным способом на величину, не превышающую 3 % наружного диаметра, последующая термическая обработка не выполняется.
При исправлении не допускаются:
изменение направления большей оси овала (см. черт. 1); указанное требование считается выполненным, если направление большей оси овала при измерении до исправления и после исправления не изменилось;
образование площадки от инструмента на поверхности Б гибов и крутоизогнутых колен (см. черт. 1).
2.4.1.18. Отклонения размеров наружного диаметра и качество поверхности прямых участков гибов и колен в местах, не подвергавшихся нагреву или деформации вследствие гибки, а также любых прямых трубных деталей должны удовлетворять требованиям, установленным стандартами или техническими условиями на исходные трубы.
2.4.1.19. Отклонения от номинальных значений габаритных размеров крутоизогнутых колен, прямых и гнутых труб трубопроводов Dн ≥ 108 мм не должны превышать значений, установленных п. 2.2.20 и ±10 мм для трубопроводов Dн < 108 мм.
2.4.1.20. На крутоизогнутых коленах и гнутых трубах габаритные размеры A и B (см. черт. 4) допускается выдерживать за счет увеличения или уменьшения длины прямых участков a и a1, прилегающих к гибу, при сохранении фактического размера радиуса R гнутого участка и отклонения от проектного положения δ угла поворота.
Для крутоизогнутых колен и гнутых труб с углами поворота, равными 90°, габаритные размеры A и B определяются как сумма номинальных значений размеров радиуса R и прямого участка a или a1.
2.4.1.21. В случае, если стандартами не установлены габаритные размеры A и B крутоизогнутых колен и гнутых труб с углом поворота, отличающимся от 90°, контролю подвергаются угол поворота в соответствии с п. 2.4.1.12 и длина прямых участков a и a1 в соответствии с п. 2.2.20.
2.4.1.22. Отклонения габаритных размеров гнутых труб с двумя и более гибами устанавливаются по согласованию с предприятием-изготовителем и указываются в рабочих чертежах.
2.4.2. Колена штампованные и штампосварные, тройники с горловиной, переходы и трубы с редуцированными торцами, днища сферические, патрубки, компенсаторы линзовые
2.4.2.1. Отбортовка горловин тройников и коллекторов, гибка и калибровка при штамповке колен, редуцирование концов труб и переходов, штамповка фасонных заготовок патрубков, полукорпусов штампосварных колен, линзовых компенсаторов, сферических или эллиптических днищ должны производиться машинным способом посредством горячей или холодной деформации трубных и листовых заготовок в соответствии с технологическим процессом предприятия-изготовителя.
2.4.2.2. Горячее формоизменение заготовок должно производиться после общего нагрева. Вытяжку горловин на трубах, днищах и других деталях, а также радиальный обжим концов труб и переходов (редуцирование) допускается выполнять с местным нагревом заготовок.
2.4.2.3. Значение радиуса R1 перехода наружной поверхности горловины к поверхности элемента, на котором она отбортована, должно быть не менее толщины стенки горловины sг в соответствии с черт. 5.

Черт. 5
2.4.2.4. Изменения толщины стенки заготовок колеи, переходов, тройников и размеров горловин тройников (наружный диаметр, высота, толщина, радиусы сопряжения отбортовки), необходимость в которых возникает в процессе изготовления, допускаются при подтверждении расчетом на прочность по ОСТ 108.031.08 - ОСТ 108.031.10.
2.4.2.5. Отбортовка горловины должна выполняться радиально к наружной поверхности тройников и коллекторов в соответствии с черт. 5. Смещение оси e горловины в поперечном и продольном направлениях должно быть не более 5 мм.
2.4.2.6. Сопряжение внутренней поверхности тройника с поверхностью радиуса R2 горловины должно быть плавным. Указанное сопряжение допускается доводить зачисткой холодным способом радиусом R2 не менее 10 мм в соответствии с черт. 5.
2.4.2.7. Допускается местное утолщение стенки s1 вследствие осадки металла при штамповке тройников и колеи в соответствии с черт. 5. Переход к утолщенной стенке должен быть плавным, местные углубления от инструмента (пуансона) должны быть зачищены холодным способом до плавного сопряжения радиусом R3 не менее 10 мм.
2.4.2.8. Неровности на наружной поверхности тройников и колен, образующиеся при штамповке по плоскости разъема штампов, должны быть удалены. Для их удаления допускается применять огневую резку с последующей зачисткой или механической обработкой до полного удаления следов огневой резки.
Огневая резка, если она предусмотрена, должна выполняться до проведения термической обработки.
Высота и глубина плавных неровностей h1 после зачистки или механической обработки должна быть не более 0,1sн в соответствии с черт. 5 (но не более 5 мм при sн ≥ 50 мм).
2.4.2.9. Уменьшение наружного диаметра корпуса 6 вследствие утяжки металла при высадке (вытяжке) горловины в соответствии с черт. 6 не должно превышать значений:
для переходных тройников:
2 мм при Dн до 220 мм включительно;
4 мм при Dн свыше 220 до 360 мм включительно;
6 мм при Dн свыше 360 до 400 мм включительно;
10 мм при Dн свыше 400 до 510 мм включительно;
15 мм при Dн свыше 510 мм;
для равнопроходных тройников:
4 мм при Dн до 220 мм включительно;
7 мм при Dн свыше 220 до 360 мм включительно;
10 мм при Dн свыше 360 до 400 мм включительно;
15 мм при Dн свыше 400 до 510 мм включительно;
30 мм при Dн свыше 510 мм.
2.4.2.10. Относительное утолщение стенки по торцу горловины после штамповки или вытяжки не должно превышать 30 %.
Переход от большей толщины к меньшей должен выполняться плавно в соответствии с черт. 6.
2.4.2.11. На внутренней поверхности горловины допускаются следы от инструмента. Риски и царапины должны быть полностью удалены зачисткой.
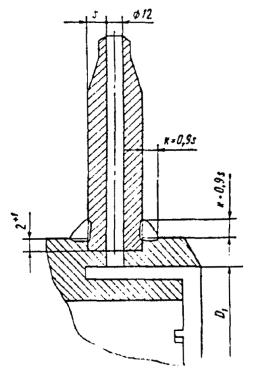
Глубина проточки внутреннего диаметра горловины при обработке торцов под сварку должна соответствовать чертежам или стандартам на изделия. При отсутствии указании в чертежах проточка должна выполняться на глубину 12+3 мм с выходом под углом 25° ± 2°.
При внутреннем диаметре горловины, равном внутреннему диаметру расточки, внутренняя поверхность должна быть зачищена на длине не менее 20 мм.
2.4.2.12. Отклонение поперечного сечения штампованных и штампосварных колен от круга не должно превышать 3,5 % Dн. Размеры торцов тройников должны обеспечивать возможность выполнения расточки под сварку.
2.4.2.13. Для обеспечения требований по расточке и подготовке кромок под сварку допускается калибровка торцов колен, тройников и переходов с соблюдением требований пп. 2.2.13 - 2.2.15 до термической обработки, если она предусмотрена.
2.4.2.14. На цилиндрической внутренней поверхности обжатых концов труб и переходов продольные углубления и риски, носящие характер ужимки и обусловленные деформацией металла при обжиме, должны быть удалены расточкой.
В местах пересечения цилиндрической обработанной поверхности по внутреннему диаметру подкатанного конца с конической продольные углубления и риски допускается оставлять без удаления.
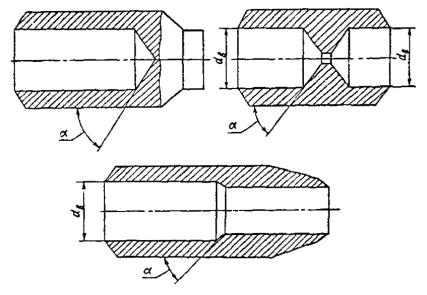
2.4.2.15. На радиально обжатых трубах и переходах сопряжение конической и цилиндрической поверхностей должно выполняться плавно. Радиус сопряжения должен быть не менее номинального значения толщины стенки исходной трубы. На внутренней поверхности неподкатанной части переходов допускаются утолщения, обусловленные способом изготовления (см. черт. 7).

Высота неудаляемых неровностей не должна превышать:
2 мм для труб Dн ≤ 108 мм;
3 мм для труб Dн > 108 мм.
2.4.2.16. Отклонение от соосности e редуцированной поверхности труб и переходов после механической обработки относительно оси недеформированного цилиндрического участка в соответствии с черт. 8 не должно превышать:
3 мм при номинальном значении наружного диаметра Dн ≤ 133 мм;
0,02 Dн при номинальном значении наружного диаметра Dн > 133 мм.
2.4.2.17. Длина неподкатанного прямого цилиндрического участка l от торца до начала конуса перехода (изготавливаемого из трубы) и трубы с редуцированным концом должна быть не менее значений, установленных «Правилами по трубопроводам» для сварных стыковых соединений, подлежащих контролю ультразвуковой дефектоскопией.
2.4.2.18. Отклонение от номинального значения размера между осями двух соседних горловин коллекторов должно быть не более ±10 мм.
2.4.2.19. Отклонение от номинального размера высоты горловины h должно быть не более 3 мм в сторону уменьшения и не более 5 мм в сторону увеличения, если оно специально не оговорено чертежом или стандартом (см. черт. 5).
2.4.2.20. Величину радиуса сопряжения наружной поверхности горловины с корпусом (трубой) тройников или коллекторов допускается доводить механическим способом до размера, установленного чертежом или стандартом.
2.4.3. Детали, изготавливаемые из слитков и проката
2.4.3.1. Изготовление кованых и штампованных заготовок для деталей типа воротниковых фланцев, тройников прямоугольной формы или пересекающихся цилиндров, сплошных и полых цилиндров для штуцеров, колец, патрубков и других деталей из слитков трубной заготовки и проката должно производиться по OCT 108.030.113 (категория Т, группа II). Заготовки группы I изготавливают по требованию, оговоренному в чертеже на изделие. Пределы применения, виды обязательных испытаний и контроля для штамповок изготовленных из листа, должны удовлетворять требованиям для листовой стали (табл. 1 приложения 6 «Правил по трубопроводам»).
2.4.3.2. Химический состав, макроструктура и загрязненность неметаллическими включениями поковок и штамповок, изготавливаемых из проката или трубной заготовки, должны соответствовать требованиям стандартов и технических условий на материалы и подтверждаться сертификатами предприятий-изготовителей проката или трубной заготовки.
Допускается применение проката из сталей марок 20 по ГОСТ 1050 и 12Х1МФ по ГОСТ 20072 при соответствии сертификатных данных или результатов входного контроля требованиям ТУ 14-1-3987 по химическому составу и загрязненности неметаллическими включениями.
2.4.3.3. Без предварительной ковки или штамповки допускается изготавливать методом холодной механической обработки из проката наружным диаметром:
до 80 мм включительно - полые и глухие детали независимо от толщины стенки и длины;
свыше 80 до 160 мм включительно - полые детали с толщиной стенки до 40 мм и длиной до 200 мм включительно.
Материал заготовок или изделий в процессе изготовления должен быть подвергнут ультразвуковому контролю на отсутствие внутренних дефектов в соответствии с требованиями ОСТ 108.030.113.
Наружный диаметр деталей, изготовленных из проката после удаления поверхностных дефектов зачисткой или сплошной обточкой для контроля ультразвуковой дефектоскопией, не должен быть менее номинального значения наружного диаметра стыкуемых труб.
2.4.3.4. Заготовки плоских днищ, привариваемых встык, заглушек и воротниковых фланцев должны изготавливаться ковкой или объемной штамповкой; изготовление механической обработкой из толстолистовой стали не допускается.
2.4.3.5. Для исключения смещения поверхности штуцера относительно поверхности корпуса равнопроходных тройников должна выполняться конусная проточка в соответствии с черт. 9.

Черт. 9
2.4.3.6. Смещение внутренних поверхностей δ при сверлении или расточке с двух сторон заготовки должно соответствовать черт. 9 при соблюдении толщины стенки полых деталей и не должно быть более:
1,0 мм при номинальном значении диаметра d3 отверстия до 65 мм включительно;
0,02dв, но не более 3 мм при номинальном значении диаметра отверстия свыше 65 мм.
2.4.3.7. Переход в месте смещения поверхностей должен выполняться под углом α не более 25° в соответствии с черт. 9 и 10.
Черт. 10
На внутренней поверхности деталей трубопроводов dв ≤ 32 мм после сверления допускаются спиральные риски без острых углов от вывода инструмента и коническая поверхность переходной зоны из-под сверла (под углом до 60°) в месте расположения смещения.
2.4.4. Переходы и обечайки сварные из листа
2.4.4.1. Цилиндрические обечайки используют для изготовления корпусов сварных тройников, штуцеров, секторов сварных отводов и других деталей, требующих по расчету на прочность увеличенной толщины стенки по сравнению с толщиной прямых участков трубопроводов.
Конические обечайки используются для переходов трассы трубопровода от большего наружного диаметра к меньшему.
2.4.4.2. Цилиндрические обечайки и конические переходы изготавливаются методом вальцовки листа с последующей заваркой продольных швов.
2.4.4.3. Для изготовления обечаек должна применяться листовая сталь, прошедшая ультразвуковой контроль.
Для обечаек, не подвергаемых термической обработке, листовая сталь должна быть испытана на ударную вязкость после механического старения по требованиям ГОСТ 5520.
2.4.4.4. Отклонения формы цилиндрических и конических обечаек от круга устанавливаются технологическим процессом предприятия-изготовителя. Отклонение от соосности обработанных под сварку торцов переходов не нормируется.
2.4.4.5. Количество продольных швов должно быть не более двух; при этом центральный угол, заключенный между швами, должен быть не менее 90°.
2.4.4.6. Смещение кромок в продольном сварном соединении должно удовлетворять требованиям «Правил по трубопроводам» и «Правил контроля сварных соединений».
2.4.4.7. Сварные соединения цилиндрических и конических обечаек независимо от категории трубопроводов должны подвергаться ультразвуковому или радиографическому контролю по всей длине.
2.4.4.8. Нормы оценки качества продольных швов цилиндрических обечаек и конических переходов при неразрушающих методах контроля допускается принимать по стандартам или техническим условиям на сварные спиральношовные или прямошовные трубы, разрешенные к применению «Правилами по трубопроводам».
2.4.4.9. Допускается уменьшение или увеличение длины конических переходов при обеспечении присоединительных размеров и толщины стенки в месте обработки под сварку.
Поставку конических обечаек рекомендуется предусматривать в составе блоков с пристыковкой деталей или труб с двух сторон на предприятии-изготовителе.
2.4.5. Фланцы и крепежные детали
2.4.5.1. Фланцы применяют для присоединения трубопровода к арматуре и оборудованию в соответствии с документацией разработчика проекта трубопровода.
2.4.5.2. Для трубопроводов должны применяться фланцы стальные приварные встык по ГОСТ 12821 или по чертежам, согласованным с НПО ЦКТИ (далее по тексту с головной организацией по котлостроению). Для трубопроводов с условным давлением до 2,5 МПа (25 кгс/см2) и температурой до 350 °С включительно допускается применять фланцы стальные плоские приварные по ГОСТ 12820.
2.4.5.3. Технологический процесс на изготовление плоских приварных фланцев гибкой из полосы с последующей заваркой стыков должен быть согласован с головной организацией по материалам и технологии. Сварные соединения должны быть проконтролированы радиографическим или ультразвуковым методом по всей длине.
2.4.5.4. Изготовление крепежных деталей должно производиться по рабочим чертежам, разработанным в соответствии с НТД на болты, шпильки, гайки и шайбы фланцевых соединений, пробки и хомуты, с соблюдением технических требований по ГОСТ 20700.
Для скользящих опор и блоков подвесок опорных на балках сдаточные нормы твердости после термической обработки хомутов из стали марки 20Х1М1Ф1ТР допускается устанавливать по согласованию с головной организацией по материалам и технологии и головной организацией по котлостроению.
Твердость материала хомутов для неподвижных опор и подвесок с траверсой должна удовлетворять требованиям ГОСТ 20700.
2.4.5.5. Для фланцевых соединений трубопроводов с давлением до 3 МПа (30 кгс/см2) и температурой до 300 °С включительно допускается применение болтов и шпилек класса прочности 5 и 6 и гаек класса прочности 8 по ГОСТ 1759.0.
2.4.5.6. Затяжка крепежных деталей фланцевых соединений на месте монтажа и эксплуатации должна производиться с соблюдением требований проектной документации на трубопроводы и ГОСТ 20700.
2.4.6. Требования к изготовлению сужающих устройств
2.4.6.1. Область применения, метод определения расхода, общие требования к условиям измерений, установка стандартных сужающих устройств (далее СУ) - по ГОСТ 8.563.1 и ГОСТ 8.563.2.
2.4.6.2. Конструкция и размеры, требования к изготовлению сопел, диафрагм и устройств для отбора давления должны соответствовать ГОСТ 8.563.1 (разделы 6, 7, 8, 9), настоящему стандарту.
2.4.6.3. Обозначения, термины и определения, на которые даны ссылки - по ГОСТ 8.563.1 разделы 3, 4, 8 и 9.
2.4.6.4. Технические требования распространяются на:
- фланцевые разъемные СУ;
- вварные неразъемные СУ (далее ВСУ), применяемые для технологического контроля и регулирования расхода пара и питательной воды в замкнутой тепловой схеме энергетических установок электростанций.
2.4.6.5. Соответствие геометрических параметров требованиям ГОСТ 8.563.1 подтверждают:
- для разъемных СУ - калибровкой при изготовлении и при проведении периодической проверки через установленные интервалы времени в зависимости от надежности работы в условиях эксплуатации;
- для неразъемных ВСУ - проводят калибровку при изготовлении и не подвергают периодической проверке в течение всего расчетного ресурса эксплуатации.
2.4.6.6. Фланцевые СУ поставляются собранными с помощью крепежных деталей. Допускается сопла, диафрагмы и кольцевые камеры поставлять в отдельной упаковке, исключающей возможность повреждения при транспортировке.
2.4.6.7. При изготовлении ВСУ должны быть приняты меры, исключающие попадание в кольцевые успокоительные камеры посторонних предметов и грязи.
После сварки на период транспортирования, хранения и монтажа отверстия для отборов импульса давления должны быть заглушены пробками.
2.4.6.8. Поставка СУ Заказчику должна производиться с двумя парами отборов.
При необходимости количество отборов изменяют разделением или объединением потоков с помощью тройников.
2.4.6.9. Патрубки измерительного трубопровода (далее патрубки ИТ) с кольцевыми успокоительными камерами изготавливают цельными или сварными из двух частей.
2.4.6.10. Изготовление цельных патрубков ИТ или их частей ковкой или штамповкой должно выполняться с соблюдением требований настоящего стандарта, в зависимости от принятого способа.
На наружной поверхности цельноштампованных патрубков ИТ допускаются без удаления технологические уклоны, не вызывающие уменьшения толщины стенки ниже предельного значения, установленного чертежами и стандартами.
2.4.6.11. При изготовлении сваркой из двух частей без последующей проточки патрубков ИТ по внутреннему диаметру D20, перед соплом или диафрагмой и за ними на расстоянии 2D20 не должно быть сплошного или прерывистого превышения проплава или вогнутости корня шва.
В местах зачистки корня шва механическим способом размер D20 должен удовлетворять требованиям чертежей.
2.4.6.12. Для сварных швов ВСУ, выполняемых на предприятии-изготовителе, форму и размеры кромок и швов допускается устанавливать технологическими инструкциями при соблюдении остальных требований «Основных положений по сварке».
2.4.6.13. СУ изготавливают из коррозионно и эррозионно-стойкого по отношению к среде материала, температурный коэффициент линейного расширения которого известен в рабочем диапазоне температур. Допускается изготавливать сопла и диафрагмы из того же материала, что и патрубки, с наплавкой рабочих поверхностей коррозионно и эррозионно-стойкими материалами по технологическому процессу, согласованному с головной организацией по материалам и сварке.
2.4.6.14. Сварной шов между патрубками должен выполняться с проплавлением основного металла сопел и диафрагм по всему периметру.
При изготовлении патрубков и сопел (диафрагм) из материалов разных структурных классов, на наружной поверхности сопел и диафрагм выполняют проточку с последующей заваркой сварочными материалами, допущенными к выполнению сварного соединения патрубков.
Размеры проточки и наплавки должны указываться в технологической инструкции на сварку или на чертеже.
Для обеспечения контроля шва и прилегающих к нему зон основного металла ультразвуковой дефектоскопией, усиление сварного шва в месте вварки сопел или диафрагм должно быть удалено обточкой.
2.4.6.15. Патрубок ИТ перед СУ (или корпусом кольцевой камеры) должен быть цилиндрическим на длине не менее 2D20. Указанное условие выполняется, если значение - диаметра D20 измеренное в любом месте отличается не более чем на ±0,3 % от его среднего значения.
2.4.6.16. Среднее значение диаметра D20 определяют как среднее арифметическое значение результатов измерений не менее чем в трех поперечных сечениях патрубка ИТ, а в каждом из сечений - не менее чем в четырех диаметральных направлениях, расположенных под одинаковым углом друг к другу:
а) для диафрагм с угловым отбором давления и сопел ИСЛ 1932 первое сечение выбирают непосредственно у входного торца СУ или переднего торца кольцевой камеры (при ее наличии), второе - на расстоянии 0,25D20, третье - на расстоянии 0,5D20;
б) для диафрагм с фланцевым отбором давления первое сечение выбирают на расстоянии 25,4 мм от входного торца СУ, второе на расстоянии 0,25D20 от первого, третье - на расстоянии 0,25D20 от второго.
Погрешность измерительного инструмента не должна превышать ±0,1 %.
2.4.6.17. Диаметр D20 патрубка ИТ за СУ на длине не менее 2D20 от его входного торца не должен отличаться более чем на ±0,3 % от среднего диаметра патрубка ИТ перед СУ. Оценка может быть дана по результатам одного измерения.
2.4.6.18. Маркировка ВСУ должна предусматривать обозначение направления движения среды от входного торца СУ к выходному.
2.4.6.19. Неперпендикулярность входного торца СУ к оси патрубка ИТ должна быть в пределах ±1°. При сборке ВСУ должна быть обеспечена плотность прилегания торцов патрубков ИТ к диафрагме или соплу по всему периметру.
2.4.6.20. Корпус кольцевой камеры устанавливают соосно ИТ таким образом, чтобы ни один элемент камеры не выступал во внутреннюю полость ИТ.
2.4.6.21. Значение допустимого смещения оси отверстия D20 сопел и диафрагм относительно осей отверстий D20 патрубков после сварки ВСУ указывают в чертежах сопел и диафрагм и обеспечивают технологическим процессом изготовления по результатам контроля измерением смещения оси отверстия d20 относительно наружного диаметра сопел и диафрагм и оси отверстия D20 относительно диаметра расточки успокоительной камеры D1 патрубков (см. черт. 11).
Черт. 11
2.4.6.22. Оси отверстии для отбора давления в патрубках ИТ должны пересекаться под прямым углом в пределах ±3°.
2.4.6.23. В месте выхода в патрубок ИТ отверстие должно иметь круглое сечение. Кромки его должны быть заподлицо с внутренней поверхностью патрубка ИТ, насколько возможно, острыми. Для исключения заусенцев на внутренних кромках отверстий допускается их притупление радиусом не более 1/10 диаметра отверстия для отбора давления.
Не допускаются неровности на внутренней поверхности соединительного отверстия, на кромке отверстия, просверленного в стенке патрубка ИТ, или на стенке патрубка ИТ вблизи отверстия для отбора давления.
Выполнение требований п.п. 2.4.6.22 и 2.4.6.23 контролируется внешним осмотром.
2.4.6.24. Отверстия для отбора давления должны быть круглыми и цилиндрическими на длине, превышающей в 2,5 раза диаметр этого отверстия. Длину измеряют от внутренней стенки кольцевой камеры ИТ.
Округлость и цилиндричность отверстий устанавливается визуальным контролем. Отверстия для отбора давления перед СУ и за ним не должны отличаться друг от друга не более чем на 0,1 мм.
2.4.6.25. Все поверхности корпуса кольцевой камеры, соприкасающиеся со средой, должны быть чистыми.
2.4.6.26. В рабочих чертежах буквенные обозначения составных частей диафрагм и их геометрических размеров должны соответствовать ГОСТ 8.563.1 раздел 8 рис. 3.
2.4.6.27. Приведенные в п. 2.4.6.29 требования относятся только к той части диафрагмы, которая находится внутри диаметра D20 патрубка ИТ.
2.4.6.28. Дополнительные требования на изготовление симметричных диафрагм, предназначенных для измерения расхода сред, идущих в прямом и обратном направлениях, оговаривают в рабочих чертежах.
2.4.6.29. Поверхность входного торца А диафрагмы должна быть плоской. Диафрагму считают плоской, если наклон прямой линии, связывающий две любые точки ее торцевой поверхности А, относительно плоскости, перпендикулярной к ее оси, менее 0,005 (0,3°).
2.4.6.30. Выходной торец диафрагмы должен быть плоским и параллельным входному торцу.
2.4.6.31. Значения толщины ED, измеренные в любой точке поверхности диафрагмы, не должны отличаться между собой более чем на 0,001D20.
2.4.6.32. Шероховатость Ra поверхности входного торца и конической поверхности со стороны выходного торца диафрагмы должна быть не более или равна 10-4 d20 в пределах круга диаметром не менее D20, концентрично отверстию диафрагмы d20.
2.4.6.33. Шероховатость поверхности выходного торца диафрагмы должна быть Ra ≤ 0,01 мм.
2.4.6.34. Состояние поверхности выходного торца диафрагмы допускается оценивать внешним осмотром.
2.4.6.35. Значения длины цилиндрической части отверстия диафрагмы e, измеренные в любом месте, не должны различаться между собой более чем на 0,001D20.
2.4.6.36. Входная кромка G и выходные кромки H и I не должны иметь притуплений и заусенцев, заметных невооруженным глазом.
2.4.6.37. Входная кромка G должна быть острой, радиус ее закругления должен быть не более 0,05 мм. Это требование проверяют внешним осмотром невооруженным глазом по отсутствию отражения светового луча от входной кромки (в этом случае радиус принимают равным 0,05 мм) или непосредственным измерением.
2.4.6.38. За значение диаметра d20 цилиндрической части отверстия принимают среднее значение результатов не менее четырех измерений диаметров, расположенных под равными углами с отклонением ±0,5°. При этом погрешность измерительного инструмента должна быть не более 0,02 %.
2.4.6.39. Отверстие диафрагмы должно быть цилиндрическим, а его ось должна быть перпендикулярна к входному торцу диафрагмы в пределах ±0,5°.
Результаты отдельных измерений диаметра отверстия не должны отличаться от среднего значения более чем на 0,05 %. Шероховатость поверхности Ra отверстия не должна быть более 10-5 d20.
2.4.6.40. Взаимное расположение кольцевых камер перед диафрагмой и за ней необязательно должно быть симметричным. Однако обе камеры должны соответствовать требованиям, установленным ГОСТ 8.563.1 и настоящим стандартом.
2.4.6.41. В рабочих чертежах буквенные обозначения основных частей сопел и их геометрических размеров должны соответствовать ГОСТ 8.563.1 раздел 9, рис. 6.
2.4.6.42. Значение диаметра d20 горловины E сопла определяют как среднее значение результатов измерений не менее чем в четырех приблизительно равноотстоящих друг от друга направлениях. Горловина должна быть цилиндрической. Значение любого диаметра в любом поперечном сечении не должно отличаться от среднего значения более чем на 0,05 %. При этом погрешность измерительного инструмента не должна превышать 0,02 %.
2.4.6.43. Профиль сужающейся входной части сопла проверяют с помощью шаблона. Значения любых двух диаметров сужающейся входной части, измеренные в одной плоскости, перпендикулярной к оси сопла, не должны различаться между собой более чем на ±0,1 % их среднего значения.
2.4.6.44. Параметр шероховатости поверхности входного торца и горловины сопла Ra ≤ 10-4 d20.
2.4.6.45. Чистота обработки профиля задней поверхности сопла должна быть не более 0,01 мм.
2.4.6.46. Профильная часть отверстия сопел должна быть выполнена с плавным сопряжением дуг. Отклонения от номинального значения размеров радиусов дуг должны удовлетворять требованиям рабочих чертежей.
2.4.6.47. Выходная кромка цилиндрической части отверстия сопла должна быть острой, без заусенцев, зазубрин, фаски или закругления.
2.4.6.48. После сварки патрубков с соплами и диафрагмами или термической обработки ВСУ допускается выполнять доводку размера d20, припуск на доводку устанавливают технологическим процессом.
В зонах, прилегающих к соплам и диафрагмам после сварки, допускается деформация проточенной поверхности вследствие усадки металла шва с высотой неровностей не более 0,3 % D20.
2.4.6.49. На внутренней поверхности патрубков ВСУ окалина, вследствие термической обработки, должна быть удалена.
В зонах, прилегающих к сварным швам, поверхностное окисление металла, вследствие термического воздействия сварки, не удаляют.
2.4.6 (Новая редакция, Изм. № 2).
2.4.7. Трубопроводные блоки и сборочные единицы
2.4.7.1. Укрупненные, сборочные единицы - трубопроводные блоки - изготавливаются для трубопроводов с номинальным наружным диаметром 108 мм и более.
2.4.7.2. Максимальные габаритные размеры блоков, прямых и гнутых трубных деталей устанавливаются чертежами в соответствии с табл. 3.
Таблица 3
Размеры, м
|
Форма изделий |
|||
|
Прямые |
Одноплоскостные |
Пространственные |
|
|
A |
A×B |
A×B×H |
|
|
Не более |
|||
|
Прямые и гнутые трубные детали с номинальным наружным диаметром Dн = 108 ÷ 133 мм и блоки из них |
8,0 |
8,0×2,6 |
8,0×2,6×1,1 |
|
Гнутые трубные детали с Dн > 133 мм, подвергаемые термической обработке с общим нагревом |
8,0 |
8,0×2,6 |
8,0×2,6×1,1 |
|
Блоки, сварные соединения которых подлежат термической обработке с общим нагревом в печах |
8,0 |
8,0×2,6 |
8,0×2,6×1,1 |
|
Прямые и гнутые трубные детали с Dн > 133 мм, не подвергаемые термической обработке |
11,0 |
11,0×2,6 |
11,0×2,6×1,1 |
|
Блоки с Dн > 133 мм, сварные соединения которых не подлежат термической обработке или подвергаются термической обработке с местным нагревом |
11,0 |
11,0×2,6 |
11,0×2,6×1,1 |
2.4.7.3. В состав блоков не включаются:
запорная, регулирующая, предохранительная и другая арматура;
фланцы;
вварные сужающие устройства;
приварные детали крепления опор и подвесок;
штуцеры и бобышки с внутренним диаметром 32 мм и менее.
Сверление отверстий под приварку бобышек и штуцеров dн < 32 мм при изготовлении деталей и блоков производится при наличии соответствующих указаний в монтажных чертежах трубопроводов и в рабочих чертежах деталей и сборочных единиц.
2.4.7.4. Форма блоков и взаимное расположение входящих в них деталей должны обеспечивать проведение измерительного контроля габаритных размеров при наложении на плаз с контрольным черчением.
Входящие в состав блоков гибы, колена, штуцеры и горловины тройников должны располагаться по одну сторону относительно общей плоскости блока; при этом углы разворота осей горловин, штуцеров и отверстий под штуцеры и бобышки назначают кратными 5°. Блоки не должны оканчиваться линзовыми компенсаторами и косыми резами под приварку секторов секторных колен.
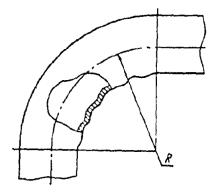
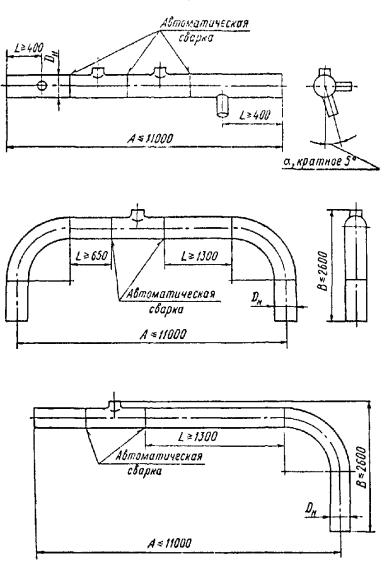
2.4.7.5. Расположение сварных соединений в блоках назначают из условии выполнения максимального количества швов в поворотном положении полуавтоматическим или автоматическим способами и возможности контроля сварных соединений неразрушающими методами при изготовлении, монтаже и эксплуатации (черт. 12).
2.4.7.6. Блоки, в состав которых входят конические обечайки, рекомендуется оканчивать прямыми участками труб с припуском для подгонки габаритного размера блока по фактической длине конической обечайки.
2.4.7.7. Все изделия до сборки в блоки должны быть проконтролированы и приняты отделом технического контроля (ОТК) предприятия-изготовителя. Детали, не принятые ОТК, к сборке в блоки не допускаются.
2.4.7.8. Требования к качеству поверхности швов, чешуйчатости, расположению валиков и углублений между ними, равномерности усиления по ширине и высоте, а также к плавности перехода от наплавленного металла к основному устанавливаются технологическими процессами или инструкциями в зависимости от принятого способа сварки и методов контроля сварных соединений.
Наружные дефекты, превышающие нормы, установленные «Правилами по трубопроводам» и «Правилами контроля сварных соединений», должны быть удалены зачисткой холодным способом.
При зачистке по краям усиления должен быть обеспечен плавный переход от наплавленного металла к основному.
Ширина усиления угловых сварных швов выполняется переменной от номинального значения B в продольном сечении до максимального значения B1 в поперечном сечении трубопровода в соответствии с черт. 13.
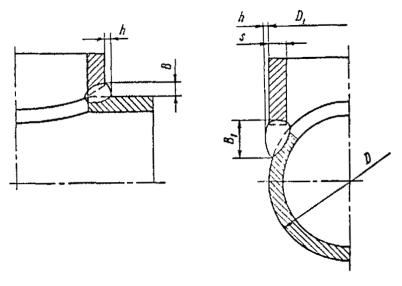
Размеры усиления B, B1 и h должны указываться в чертежах изделий.
Наплавленный металл усиления сварных соединений (за исключением сварных швов штуцерных ответвлений) допускается снимать холодной зачисткой или механической обработкой заподлицо с поверхностью свариваемых деталей. При этом толщина стенки не должна быть меньше указанной на чертеже или в расчете на прочность.
2.4.7.9. Для обеспечения правильности сборки под сварку секторных отводов, переходов, штуцеров и других деталей из электросварных труб и обечаек допускается:
применять выжимные и другие приспособления для устранения отклонений от круговой формы по торцам;
производить наплавку кромок до 10 мм, зашлифовку или подрубку при доводке размеров зазоров;
производить подгонку местной подгибкой кромок при устранении смещения в соответствии с п. 2.2.15.
Овальность подготовленных под сварку торцов деталей из электросварных труб, цилиндрических и конических обечаек после снятии приспособлений не должна превышать 5 % номинального значении наружного диаметра и может устраняться с помощью приспособлений при сборке в блоки или при монтаже трубопровода.
2.4.7.10. При гибке предварительно сваренных прямых труб сварные соединения не должны подвергаться деформации растяжения. После гибки сварные соединения должны быть повторно проконтролированы ультразвуком по всей длине.
2.4.7.11. Сварка фасонных деталей, элементов и блоков трубопроводов должна производиться с полным проплавлением по инструкции или в соответствии с принятым на предприятии-изготовителе технологическим процессом, разработанным на основе требовании «Основных положении по сварке», раздела 4.2 «Правил по трубопроводам», конструкторской документации и настоящего стандарта.
Принятый способ сварки должен обеспечивать эксплуатационную надежность в течение полного назначенного срока службы изделий.
2.4.7.12. Приварка штуцеров с полным проплавлением должна производиться на удаляемых подкладных кольцах при сварке односторонним швом или двусторонним (с подваркой корня). Допускается приварка штуцеров к сварным трубам или обечайкам на остающихся подкладных кольцах. Технологический процесс должен предусматривать сплавление подкладного кольца с наплавленным металлом по всему периметру шва.
2.4.7.13. Сварные соединения с неполным проплавлением (с конструктивным непроваром) допускаются для следующих угловых сварных соединений:
при сварке плоских фланцев с трубами для трубопроводов на условное давление pу ≤ 2,5 МПа (25 кгс/см2) и температуру t ≤ 350 °С;
в местах приварки штуцеров Dу ≤ 20 мм для отбора импульса давления из успокоительных камер вварных сужающих устройств в соответствии с черт. 11. Конструктивные элементы подготовки кромок и размеры выполненного шва на чертеже являются рекомендуемыми и могут быть изменены при обеспечении качества в соответствии с требованиями «Правил контроля сварных соединений»;
при вварке дросселирующих устройств в соответствии с черт. 14.
Черт. 14
2.4.7.14. Тройниковые соединения, изготавливаемые из электросварных труб Dн ≥ 530 мм, допускается применять для трубопроводов III и IV категорий; при этом угловые швы приварки штуцеров должны быть проконтролированы радиографическим методом или ультразвуковой дефектоскопией по всей длине.
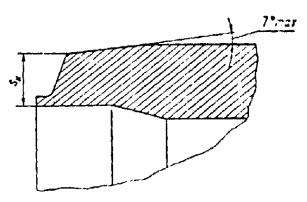
2.4.7.15. В стыковых сварных соединениях деталей и труб с одинаковой номинальной толщиной стенки смещение (несовпадение) кромок свариваемых деталей должно удовлетворять нормам, установленным «Правилами по трубопроводам» и «Правилами контроля сварных соединений».
Для соблюдения требований по смещению на детали с большей фактической толщиной стенки или с большим наружным диаметром выполняется проточка под углом не более 7° в соответствии с черт. 15.
2.4.7.16. В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от большего сечения к меньшему путем соответствующей односторонней или двусторонней механической обработки конца элемента с более толстой стенкой; при этом угол наклона поверхностей переходов не должен превышать 15°.
При разнице в толщине стенок менее 30 % от толщины стенки тонкого элемента, но не более 5 мм включительно, допускается выполнять указанный плавный переход со стороны раскрытия кромок за счет наклонного расположения поверхности шва. Данное положение не распространяется на сварные соединения с литыми, коваными и штампованными деталями, а также с крутоизогнутыми коленами и деталями, увеличенная толщина стенок которых обусловлена расчетом на прочность; конструктивные элементы подготовки кромок под сварку и размеры выполненных швов для таких изделий должны быть установлены чертежом или стандартом.
2.4.7.17. При сварке линзовых компенсаторов с деталями из электросварных труб переход по внутреннему диаметру от тонкого элемента к толстому выполняется под углом не более 30°; сварку рекомендуется выполнять с подваркой корня шва.
При отклонениях внутреннего диаметра свыше ±1 мм проплавление по всей толщине стенки линзы компенсатора обеспечивается соответствующей обработкой кромок стыкуемых деталей.
2.4.7.18. При сварке труб и других элементов с продольными и спиральными сварными швами совпадение указанных швов не допускается (кроме случаев, оговоренных ниже в данном пункте). Сварные швы должны быть смещены на величину не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
Для цилиндрических деталей и сборочных единиц с продольными и спиральными швами, выполненными автоматический сваркой, допускается уменьшение указанного расстояния (в том числе расположение продольных и спиральных швов соединяемых деталей по одной оси) при условии положительных результатов радиографического и ультразвукового, а также капиллярного или магнитопорошкового контроля участков сопряжения или пересечения продольных или спиральных сварных соединений.
2.4.7.19. Толщина стенки и глубина выборок в местах зачисток наплавленного и основного металла должны удовлетворять требованиям п. 2.2.17.
Минимальная расчетная толщина деталей и труб, изготавливаемых с расточкой торцов под сварку по внутреннему диаметру, должна быть указана на чертеже детали. Для сварных соединений деталей из электросварных труб и обечаек без внутренней проточки под сварку утончение не должно превышать 0,15sн, но не более 1,5 мм.
2.4.7.20. Вварка штуцеров, дренажных труб, бобышек и других деталей в колена, гибы и сварные швы не допускается.
Расстояние от края углового сварного шва штуцера до края ближайшего поперечного сварного шва трубы при приварке штуцеров к камерам ВСУ должно быть не менее трех толщин стенки привариваемого штуцера и в то же время не менее трехкратной расчетной высоты углового шва. Допускается размещение штуцеров с наружным диаметром до 30 мм включительно в зоне термического влияния кольцевых швов вварки сопел и диафрагм.
2.4.7.21. Штампосварные колена изготавливаются с двумя диаметрально расположенными продольными сварными швами, проконтролированными по всей длине радиографическим или ультразвуковым методом.
2.4.7.22. Сварные секторные колена из электросварных труб и обечаек наружным диаметром Dн ≥ 530 мм допускается применять для трубопроводов III и IV категорий.
Угол сектора θ не должен превышать 30°; все сварные швы колен должны быть проконтролированы радиографическим методом или ультразвуковой дефектоскопией по всей длине.
2.4.7.23. Для изготовления сварных секторных колен и тройников должны применяться прямошовные электросварные трубы и обечайки.
2.4.7.24. Применение спиральношовных электросварных труб для изготовления сварных секторных колен и тройниковых ответвлений трубопроводов Dн ≥ 530 мм III и IV категории допускается на основании положительных заключений головной организации по материалам и технологии, головной организации по котлостроению и заказчика.
При этом необходимо соблюдать следующие условия:
электросварные спиральношовные трубы должны изготавливаться из качественной листовой стали с двусторонним сварным швом, выполненным автоматической сваркой;
в сварных коленах угол сектора θ должен быть не более 22°30′; спиральные швы не должны располагаться в зоне, ограниченной центральным углом 90°; расстояния l между осями двух соседних поперечных кольцевых швов и спиральных швов соединяемых секторов и труб должны быть не менее 100 мм (черт. 16);
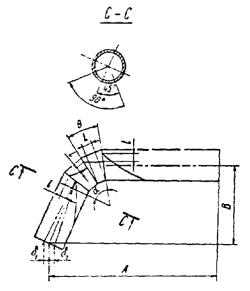
при вварке штуцеров в трубы не допускается выход продольных и спиральных швов в верхние 1 и нижние 2 точки углового шва (черт. 17);

минимальное расстояние l от оси продольных и спиральных швов до точек 1 и 2 углового шва должно быть не менее 100 мм; расположение сварных швов должно соответствовать черт. 17.
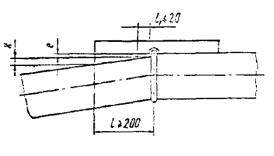
2.4.7.25. В поперечных сварных соединениях трубных деталей, имеющих прямые участки, не подвергавшиеся в процессе изготовления деформации вследствие гибки или калибровки, величина перелома осей не должна быть более 0,015l (черт. 18); здесь l ≥ 200 мм - длина поверхности прямого участка трубы, принимаемого за базу.
Черт. 18
2.4.7.26. Отклонение от перпендикулярности образующей наружной поверхности штуцера к корпусу (трубе) δ должно быть не более 0,015 от высоты штуцера h, но не более 3 мм в соответствии с черт. 19.
Черт. 19
Отклонение от перпендикулярности оси патрубка, приваренного к штуцеру, не должно превышать:
3 мм при высоте до 450 мм включительно;
4 мм при высоте свыше 450 до 700 мм включительно;
5 мм при высоте более 700 мм.
2.4.7.27. Отклонение размеров между осями двух соседних штуцеров, горловин коллектора или отверстий под штуцеры (бобышки), а также расстояния от оси штуцера, горловины или отверстия под штуцер до торца детали, принятого за базу, не должно превышать ±10 мм.
2.4.7.28. Смещение от номинального положения осей штуцеров или отверстий под штуцеры и бобышки в плоскости, перпендикулярной оси трубы, в соответствии с черт. 20 должно быть не более 5 мм при диаметре штуцера (отверстия) Dн < 465 мм и 10 мм при Dн ≥ 465 мм.
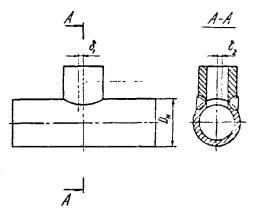
2.4.7.29. При изготовлении блоков, в состав которых входит несколько переходов, отклонение от соосности должно быть не более норм, установленных подпунктом 2.4.2.16 для одного перехода, имеющего максимальный наружный диаметр нередуцированной части.
Указанное требование выполняется поворотом переходов друг относительно друга так, чтобы максимальные значения отклонений от соосности переходов, входящих в блок, располагались в одной плоскости и были направлены в противоположные стороны.
2.4.7.30. Предельные отклонения габаритных и присоединительных размеров блоков должны быть указаны на чертеже и не должны превышать суммы предельных отклонений размеров, установленных для входящих в блок деталей и сборочных единиц.
2.4.7.31. Отклонение осей деталей от номинального расположения в блоке и выход из плоскости блока должны удовлетворять требованиям подпунктов 2.4.7.32 - 2.4.7.34.
2.4.7.32. Для прямого блока (без гнутых труб и колен) при совмещении с чертежом на плазе торцов блока отклонение от номинального расположения в любую сторону и выход из плоскости оси блока в соответствии с черт. 21 не должны превышать 0,005A, но не должны быть более 30 мм, где A - длина блока.
2.4.7.33. Для блоков, где поворот выполнен в соответствии с черт. 22 коленами или гибами, при совмещении по краям с контрольным чертежом на плазу отклонение внутри блока в любую сторону и выход из плоскости не должны превышать 0,005A, но не должны быть более 30 мм.
2.4.7.34. Отклонение осей от проектного положения в любую сторону и выход из плоскости, измеренные на торцах блока, должны быть не более 0,01 длины для каждого прямого участка a и a1, прилегающего к гнутому участку или привариваемого к колену (черт. 23).
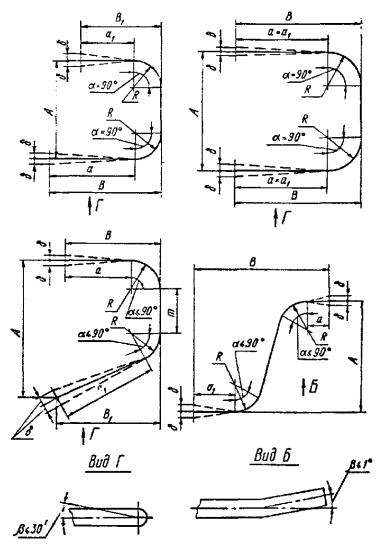
При расчете допускаемых отклонений габаритных размеров блоков отклонения осей по торцам блока не учитываются.
2.4.7.35. Выход из плоскости блока β должен быть менее 30 для гибов и колен, повернутых в одну сторону, и менее 1° для гибов и колен, развернутых в разные стороны (см. черт. 23).
2.4.7.36. Предельные отклонения оси сварных секторных отводов δ от проектного положения должны соответствовать черт. 16 и быть не более 0,01 длины участка A или B независимо от значения угла поворота α.
2.4.7.37. Допускается выдерживать габаритные размеры блоков за счет изменения длины прямых участков, входящих в блок деталей или за счет вварки вставок. Сварные швы вставок должна удовлетворять требованиям «Правил по трубопроводам» по расположению относительно опор и подвесок.
2.4.7.38. Допускается изготовление труб с двумя гибами вместо блоков из двух гибов; при этом необходимо соблюдение требовании по развороту плоскостей гибов относительно друг друга и по отклонению осей от проектного положения и габаритных размеров, установленных для этих блоков.
2.4.8. Термическая обработка
2.4.8.1. Термическая обработка деталей, сборочных единиц и блоков трубопроводов должна производиться в соответствии с требованиями «Правил по трубопроводам» и «Основных положений по сварке».
2.4.8.2. Кроме указанных в подразделе 4.3. «Правил по трубопроводам» дополнительной термической обработке должны подвергаться:
поковки и штамповки, которые после термической обработки подвергались правке в холодном состоянии;
колена и гнутые трубы после исправления холодным способу овальности гнутых участков на величину более 3 % номинального наружного диаметра;
детали, торцы которых подвергались калибровке методами холодной раздачи или обжатия на величину деформации, превышающую 3 % номинального наружного диаметра, а также при изменении направления деформации (обжим чередуется с раздачей) более двух раз;
полулинзы компенсаторов до сварки или компенсаторы линзовые после сварки независимо от марки материала, толщины стенки и способа деформации при изготовлении;
колена и трубы, согнутые горячим способом, после исправления разгибкой или догибкой холодным способом на величину угла поворота свыше 3°;
гнутые участки труб Dн > 57 мм при толщине стенки sн > 9 мм из сталей марок 20, 15ГС и 16ГС, согнутые холодным способом с овальностью a > 5 %;
крепежные детали, изготовленные холодным деформированием (за исключением деталей из углеродистых сталей) и предназначенные для эксплуатации при t ≤ 200 °С.
2.4.8.3. Допускается не производить основную термическую обработку горячекатаного сортового проката наружным диаметром Dн ≤ 80 мм из стали марки 20 по ГОСТ 1050 и ТУ 14-1-3987 в случае, когда результаты испытаний на растяжение при входном контроле на образцах, взятых от штанг одной плавки поставочной партии, соответствуют нормам, установленным табл. 3 ГОСТ 1050, а отношение σ0,2/σв ≤ 0,7.
2.4.8.4. Необходимость предварительного и сопутствующего подогрева при сварке, вид и режим термической обработки сварных соединений устанавливаются технологическим процессом или инструкцией предприятия-изготовителя в соответствии с «Основными положениями по сварке».
Температура высокого отпуска сварных соединений деталей различной толщины назначается в соответствии с рекомендациями головной организации по материалам и технологии и устанавливается по более толстому свариваемому элементу.
2.4.8.5. Термическая обработка кованых и штампованных заготовок из слитков, трубной заготовки и проката должна производиться в соответствии с требованиями ОСТ 108.030.113.
2.4.8.6. Вид термической обработки основного металла и сварных соединений деталей и сборочных единиц опор и подвесок трубопроводов и необходимость ее проведения устанавливаются технологическим процессом предприятия-изготовителя в соответствии с рекомендациями головной организации по материалам и технологии.
Обязательной термической обработке должны подвергаться полухомуты блоков подвесок из листовой стали марки 12ХМ, если температура окончания деформации при штамповке была менее 800 °С.
2.4.9. Комплектность
2.4.9.1. Поставка деталей, сборочных единиц и трубопроводных блоков производится комплектами.
Состав комплекта, включая запасные части, устанавливается монтажными чертежами или спецификациями, согласованными разработчиком проекта трубопровода с заказчиком и предприятием-изготовителем.
2.4.9.2. Разбивка системы трубопроводов энергетической установки на поставочные комплекты производится с учетом технологии изготовления, последовательности выполнения монтажных работ, условий транспортирования или по мере предоставления заказчиком проектной документации изготовителю.
Указанное требование обусловлено длительностью цикла, а также индивидуальностью характера выполнения проектных работ и изготовления составных частей и монтажа трубопроводов.
2.4.9.3. В состав поставочного комплекта включаются:
детали, сборочные единицы и блоки трубопроводов, работающие под давлением;
арматура энергетическая по номенклатуре, согласованной с предприятием-изготовителем;
детали и сборочные единицы опор и подвесок для крепления трубопроводов, ручных и электрических приводов дистанционного управления арматурой;
запасные части.
2.4.9.4. В запасные части включаются:
прямые трубы каждого типоразмера наружным диаметром 108 мм и более в количестве 2 % от общей протяженности трубопроводов и расточенные под сварку трубы для образцов свидетелей длиной 200 - 400 мм из расчета 2 шт. на каждые 20 монтажных стыков по сборочному чертежу;
уплотнительные стальные зубчатые прокладки фланцевых соединений;
пружины опор и подвесок в объеме 5 % каждого типоразмера, но не менее 1 шт.;
заготовки из круглого проката, листовой стали, поковки и штамповки без механической обработки для ремонтных нужд по требованиям технических условий, прошедшие испытания в соответствии с разделом 3 «Правил по трубопроводам».
2.4.9.5. Комплектность и качество покупных изделий должны соответствовать требованиям, установленным стандартами или техническими условиями на эти изделия.
Предприятие-изготовитель покупных изделий по согласованию с предприятием-поставщиком деталей и сборочных единиц трубопроводов может производить поставку энергетической арматуры и электрических приводов к ней непосредственно заказчику трубопровода (электрической станции).
2.4.9.6. В комплект поставки деталей и сборочных единиц трубопроводов не входят материалы и приспособления, необходимые для производства монтажных работ, а также уплотнительные прокладки из неметаллических материалов для фланцевых соединений.
2.4.9.7. На каждый поставочный комплект предприятие-изготовитель выдает заказчику:
свидетельство об изготовлении по форме, установленной «Правилами по трубопроводам», - 1 экземпляр;
товаросопроводительную документацию - 2 экземпляра.
Дополнительные сведения к свидетельствам об изготовлении установленного образца предоставляются заказчику по отдельному договору с предприятием-изготовителем.
2.4.9.8. Монтажные и рабочие чертежи, схемы, спецификации, эксплуатационная и ремонтная документация передаются заказчику разработчиком проекта трубопроводов.
Рабочие чертежи блоков станционных трубопроводов, разработанные предприятием-изготовителем, передаются заказчику по отдельному договору.
2.4.9.9. При поставке комплекта деталей, трубопроводных блоков и сборочных единиц на экспорт сопроводительная документация должна оформляться на русском и иностранном языке или только на иностранном языке, указанных в заказе-наряде. Состав документации и количество экземпляров должны соответствовать требованиям заказа-наряда.
На каждый поставочный комплект предприятием-изготовителем заказчику направляется сводка масс по расценочным узлам прейскуранта оптовых цен в соответствии с рекомендуемым приложением 4.
2.4.10. Маркировка
2.4.10.1. Вся поставляемая продукция должна быть замаркирована. Состав и способ нанесения маркировочных знаков устанавливаются предприятием-изготовителем деталей и сборочных единиц ниц трубопроводов. При этом должны быть обеспечены:
привязка изделий к соответствующим разделам «Свидетельства об изготовлении» на период транспортирования, хранения и монтажа;
привязка изделий к сертификатам качества на основные материалы, из которых они изготовлены (на весь срок эксплуатации их в составе трубопроводов).
2.4.10.2. Маркировка наносится:
ударным способом непосредственно на изделиях при Dн ≥ 25 мм и sн ≥ 3 мм в соответствии с п. 2.4.10.3;
электрографическим способом или краской независимо от диаметра и толщины стенки изделий;
электрографическим способом, краской или ударным способом на бирках, надежно прикрепляемых к изделиям, при Dн < 25 мм и sн < 3 мм;
другими способами, исключающими недопустимый наклеп или подкалку участков клеймения на изделиях.
2.4.10.3. Глубина маркировочных знаков и клейм ОТК при нанесении их ударным способом на изделия не должна превышать:
0,3 мм при 3 > sн ≥ 6 мм включительно;
0,5 мм при 6 > sн ≥ 10 мм включительно;
0,7 мм при sн > 10 мм;
1,0 мм для деталей, изготавливаемых ковкой и штамповкой, при sн ≥ 15 мм.
Глубина клеймения деталей во всех случаях не должна выводить толщину стенки за пределы минусового допуска.
2.4.10.4. Маркировка должна наноситься на наружной поверхности деталей, сборочных единиц и блоков трубопроводов или на бирках.
Место под маркировку должно быть очищено принятым у изготовителя способом и защищено консервирующими смазками на время транспортирования и хранения. Маркировка блоков дополнительно должна быть обведена светлой краской. Защита маркировки консервирующими смазками не обязательна для материалов, не склонных к коррозии под действием окружающей атмосферы.
2.4.10.5. Место маркировки на деталях и блоках устанавливается чертежами. При отсутствии указаний в чертежах маркировка наносится на расстоянии 200 мм и более от одного из торцов детали или блока и в средней части при габаритных размерах 500 мм и менее.
Маркировку ударным способом допускается выполнять на расстоянии не менее 30 мм от торца деталей, если она не препятствует проведению контроля сварных соединений неразрушающими методами.
2.4.10.6. Маркировка ударным способом не должна наноситься на гнутой части отводов и гнутых труб, за исключением случаев, оговоренных ниже.
На отводах и гнутых трубах наружным диаметром 89 мм и более с прямыми участками, не позволяющими разместить маркировочные знаки, маркировку допускается наносить на гнутой поверхности внутреннего обвода (по утолщенной стенке) на расстоянии от нейтральной оси гиба, равном трехкратному номинальному значению толщины стенки изгибаемой трубы или более его при глубине маркировочных знаков не более 0,3 мм.
2.4.10.7. Маркировка деталей должна содержать:
обозначение детали по чертежу или стандарту с указанием исполнения, если оно предусмотрено;
индивидуальный номер или номер партии, устанавливающий привязку материала деталей к сертификату качества и результатам контроля качества материала в процессе изготовления (УЗД, испытания механических свойств, капиллярная и другие виды дефектоскопии);
сведения, предусмотренные стандартами на соответствующие изделия (фланцы, крепежные и другие детали).
Маркировка ВСУ должна содержать марку материала (включая марку наплавки) и порядковый номер по системе нумерации предприятия-изготовителя. Маркировка наносится электрографическим способом на нерабочей поверхности: на заднем торце диафрагм или на наружной профильной поверхности сопел.
2.4.10.8. Маркировка на сборочных единицах и трубопроводных блоках должна содержать:
обозначение по чертежу с указанием исполнения, если оно предусмотрено;
сведения, позволяющие установить фамилии сварщиков, выполнявших сварные соединения.
На ВСУ около любой пары отверстий для отбора давления дополнительно должны быть нанесены:
со стороны входа потока знак «+»;
со стороны выхода потока знак «-»;
стрелка в направлении от знака «+» к знаку «-»;
диаметр отверстия d20 сопла или диафрагмы при температуре 20 °С в мм;
порядковый номер сопла или диафрагмы по системе нумерации предприятия-изготовителя.
2.4.10.9. В составе маркировки на деталях, сборочных единицах и блоках для трубопроводов Dн ≥ 108 мм или в сопроводительной документации дополнительно к сведениям, установленным пп. 2.4.10.7 и 2.4.10.8, должны быть указаны:
номер монтажного чертежа или спецификации трубопровода, в который входит изделие, порядковый номер по монтажному чертежу или спецификации;
номер заказа и товарный знак предприятия-изготовителя.
Номер заказа и товарный знак могут не наноситься на деталях, входящих в состав блока, если эти сведения приведены в маркировке блока.
2.4.10.10. При разделении материалов и полуфабрикатов на части (заготовки) маркировка должна быть сохранена на остающихся частях или на одной из заготовок при использовании всей трубы, штанги или листа. Маркировка, перенесенная на отделяемые части заготовки, должна быть подтверждена клеймом ОТК. Восстановление маркировки материала на заготовках после штамповки или механической обработки по всем поверхностям должно быть предусмотрено технологическим процессом предприятия-изготовителя.
2.4.10.11. По усмотрению предприятия-изготовителя в процессе изготовления и на готовых изделиях допускается:
наносить цветную маркировку краской на материалах и полуфабрикатах в процессе изготовления изделия;
наносить промежуточную маркировку на заготовках, поверхность которых в процессе изготовления удаляется или подвергается деформации;
дублировать краской маркировку, нанесенную ударным способом: обозначение чертежа изделия, монтажного чертежа или спецификации трубопровода, порядкового номера по спецификации, номера заказа и другие сведения.
2.4.10.12. Размер шрифта, клейм и порядок (последовательность) нанесения маркировки устанавливаются инструкцией предприятия-изготовителя.
2.4.10.13. Маркировка материалов и полуфабрикатов, поставка которых предусмотрена для выполнения изделий при монтаже по месту (трубы, листовая сталь, прокат и другие), должна выполняться с соблюдением требований, установленных стандартами или техническими условиями на эти материалы и полуфабрикаты.
2.4.10.14. При поставке на экспорт маркировка тары и надписи на таблицах, бирках и самих изделиях должны быть выполнены на языке, указанном в заказе-наряде, и в соответствии с требованиями ГОСТ 14192 и заказа-наряда.
2.4.10.15. Сварные соединения, работающие под давлением, с толщиной стенки 6 мм и более подлежат маркировке (клеймению), позволяющей установить фамилию сварщика, выполнившего сварку. Система маркировки указывается в производственно-технологической документации (ПТД) на сварку; она должна быть одинаковой для производственных и контрольных сварных соединений, выполняемых для проверки качества шва.
В случае, если одно сварное соединение выполнялось несколькими сварщиками, должны быть нанесены клейма каждого сварщика в порядке, установленном ПТД на сварку.
Необходимость маркировки сварных соединений с толщиной стенки до 6 мм устанавливается требованиями ПТД на сварку. При этом способ маркировки должен исключать наклеп или подкалку участков клеймения.
2.4.10.16. На грузовые места массой свыше 2 т краской накосится значение условной массы в тоннах с округлением в большую сторону до целого значения (свыше 2 до 3 т включительно - 3 т, свыше 3 до 4 т включительно - 4 т и т.д.).
2.4.10.17. На табличках или бирках, прикрепляемых к транспортной таре и пакетам, на самой таре или на изделиях, подлежащих транспортированию всеми видами транспорта, должна быть нанесена краской маркировка, содержащая:
товарный знак предприятия-изготовителя;
номер заказа и номер грузового места;
маркировку транспортной тары с грузом и штучных грузов в соответствии с требованиями ГОСТ 14192.
Маркировка должна быть устойчива к воздействию климатических условий и четко выделяться на фоне поверхности, на которой она нанесена.
2.4.10.18. При необходимости предприятием-изготовителем направляется заказчику документ, разъясняющий последовательность расположения маркировки, наносимой на изделиях.
2.4.11. Упаковка
2.4.11.1. Перед отправкой заказчику изделия должны быть очищены и защищены против коррозии лакокрасочными покрытиями или консервирующими смазками, упакованы в связки, пакеты, тару, контейнеры и в отдельные грузовые места в соответствии с требованиями:
«Положения о поставках продукции производственно-технического назначения», утвержденного постановлением Совета Министров СССР № 888 от 25 июля 1988 г.;
конструкторской документации и настоящего стандарта.
При поставке на экспорт документация на упаковку должна быть разработана с учетом требований Единого технического руководства «Упаковка для экспортных грузов» (изд. ВНИЖИТУ).
2.4.11.2. Временной противокоррозионной защите лакокрасочными материалами на период транспортирования и хранения должны подвергаться наружные поверхности деталей, блоков и сборочных единиц в соответствии с требованиями ОСТ 108.982.101. Цвет покрытия устанавливается предприятием-изготовителем.
Механически обработанные поверхности всех изделий трубопроводов, включая резьбовые поверхности, должны быть законсервированы смазками в соответствии с требованиями ОСТ 108.988.01 и ГОСТ 15150 (условия хранения ОЖ).
При механизированных способах окраски поверхностей трубных деталей, сборочных единиц и блоков допускается окрашивать обработанные под сварку кромки и прилегающие к ним механически обработанные поверхности; консервация смазками в этом случае не производится.
2.4.11.3. Группа условий эксплуатации консервирующих покрытий в соответствии с ГОСТ 9.104 указывается в заказе:
У1, ХЛ1 или Т1 - для внутрисоюзной поставки;
У2, ХЛ2 или Т2 - для поставок на экспорт.
При отсутствии указаний в проектной документации консервирующие покрытия выполняют по группе У1.
По требованию заказчика, оговоренному в проектной документации, на резьбовые поверхности крепежных деталей, пробок и бобышек, предназначенных для эксплуатации при температурах до 200 °С включительно, механически обработанные и резьбовые поверхности хомутов и тяг опор и подвесок, деталей приводов дистанционного управления арматурой, указателя температурных перемещений и других изделий электролитическим способом наносятся антикоррозионные металлические покрытия.
Данные изделия, а также изделия из коррозионно-стойкой стали дополнительной консервации окраской и смазками не подвергаются.
2.4.11.4. Гарантийный срок сохранности упаковки и временных защитных покрытий лакокрасочными материалами, смазками и металлическими покрытиями при соблюдении требований по транспортированию и хранению с момента отгрузки предприятием-изготовителем должен быть не менее:
12 месяцев для внутрисоюзной поставки;
18 месяцев для поставок на экспорт в страны с умеренным климатом;
24 месяца для поставок на экспорт в страны с тропическим климатом.
2.4.11.5. Отверстия для отборов давления ВСУ должны быть заглушены. Сопла и диафрагмы, изготовленные из перлитных сталей с наплавкой, должны быть покрыты жидкой смазкой. Готовые измерительные устройства для трубопроводов наружным диаметром Dн ≤ 325 мм должны быть упакованы в ящики, для трубопроводов наружным диаметром Dн > 325 мм - в специальные приспособления.
2.4.11.6. Временной антикоррозионной защите ингибиторам в соответствии с требованиями ОСТ 108.988.01 должны подвергаться следующие детали трубопроводов Dн ≥ 108 мм:
колена, гнутые трубы, трубопроводные блоки из сталей марок 13ГС, 16ГС, 12Х1МФ и 15X1М1Ф, прошедшие термическую обработку в печах с общего нагрева и предназначенные для энергоблоков мощностью 150 МВт и более;
колена, гнутые трубы, изготовленные методом горячего формоизменения, и трубопроводные блоки независимо от марки стали, предназначенные для энергоблоков мощностью 150 МВт и более;
колена и гнутые трубы из стали марки 12Х1МФ, прошедшие термическую обработку в печах, за исключением поставок для замены гибов, выработавших установленный ресурс;
колена и гнутые трубы, изготовленные методом горячего формоизменения, и трубопроводные блоки из этих деталей из стали марки 20 для ниток холодного промперегрева энергоблоков мощностью 150 МВт и более.
При поставке на экспорт очистке и пассивации внутренних поверхностей подвергаются все детали и сборочные единицы из бесшовных труб Dн ≥ 108 мм энергоблоков любой мощности.
2.4.11.7. Для изделий, поставляемых на экспорт, изготовление тары должно производиться в соответствии с требованиями ГОСТ 24634.
2.4.11.8. Детали, сборочные единицы и блоки из электросварных труб трубопроводов III и IV категории пассивации ингибиторами не подвергаются.
2.4.11.9. Упаковка должна обеспечивать сохранность изделий от механических повреждений, воздействия атмосферных осадков, загрязнения, а также сохранность консервации при погрузо-разгрузочных работах, транспортировании и хранении.
2.4.11.10. Поставка изделий производится в ящиках, контейнерах, пакетах, связках и без упаковки.
2.4.11.11. В ящики упаковываются: изделия массой до 200 кг включительно при Dн ≤ 325 мм, длиной не более 1000 мм; изделия из листовой стали шириной и длиной не более 800 мм; детали и сборочные единицы опор и подвесок массой до 30 кг включительно. В контейнеры упаковываются изделия массой свыше 200 до 500 кг включительно с габаритными размерами по длине до 4000 мм и по ширине до 2300 мм.
В пакеты упаковываются изделия из листовой стали с размерами по ширине и длине более 800 мм, детали и сборочные единицы опор и подвесок массой более 30 кг, стяжки линзовых компенсаторов.
В связки упаковываются изделия Dн ≤ 273 мм включительно.
Детали и блоки из электросварных труб Dн ≥ 530 мм, а также детали и блоки из бесшовных труб Dн ≥ 273 мм укладываются на транспортные средства с применением прокладок, растяжек и других приемов, исключающих повреждения изделий в период транспортирования.
В зависимости от состава поставочного комплекта и оптимальной загрузки транспортных средств способ упаковки устанавливается предприятием-изготовителем.
2.4.11.12. Товаросопроводительная документация укладывается в каждое грузовое место. Товаросопроводительная документация при поставке на экспорт должна соответствовать требованиям заказа-наряда.
2.4.11.13. Упаковка и консервация покупных изделий и прямых труб Dн < 108 мм для трубопроводов, прокладываемых по месту монтажными организациями, должна удовлетворять требованиям НТД на покупные изделия и трубы.
2.4.11.14. Для защиты внутренних полостей от коррозионных воздействий атмосферы перед отправкой на место монтажа в открытой таре, в связках и без упаковки должны быть закрыты заглушками, чехлами или другими защитными устройствами по технологии предприятия-изготовителя все отверстия и торцы:
деталей, сборочных единиц и блоков из бесшовных труб независимо от диаметра и давления рабочей среды трубопроводов;
деталей, сборочных единиц и блоков из электросварных труб Dн ≥ 530 мм трубопроводов на рабочее давление более 2,2 МПа (22 кгс/см2).
Отверстия и торцы деталей, сборочных единиц и блоков из электросварных труб Dн ≥ 530 мм трубопроводов на рабочее давление до 2,2 МПа (22 кгс/см2) включительно глушатся по согласованию заказчика с предприятием-изготовителем.
3. ПРИЕМКА
3.1. Приемка и контроль качества на всех этапах изготовления деталей, сборочных единиц и блоков трубопроводов должны производиться отделом технического контроля (ОТК) предприятия-изготовителя в соответствии с требованиями раздела 4 «Правил по трубопроводам», «Основных положений по сварке», «Правил контроля сварных соединений», конструкторской документации и настоящего стандарта.
3.2. Производственному и приемочному контролю должны подвергаться все изделия.
В случаях, когда технологический процесс обеспечивает гарантированные значения контролируемых параметров, производственный и приемочный контроль проводят выборочно на отдельных изделиях от изготовленной партии.
При неудовлетворительных результатах выборочного контроля качества или размеров в процессе изготовления контролю должно быть подвергнуто удвоенное количество изделий от изготовленной партии.
При повторном получении неудовлетворительных результатов проверке подвергаются все изделия, входящие в изготовленную партию, по тому параметру, по которому получены неудовлетворительные результаты при выборочном контроле.
3.3. Методы контроля (испытаний), объем контроля (испытаний), требования к результатам контроля (испытаний) и регистрации результатов контроля (испытаний), применяемые при изготовлении деталей, сборочных единиц и трубопроводных блоков, должны соответствовать разделу 4 настоящего стандарта.
3.4. Виды и объем контроля наплавки кромок под сварку и сварных соединений устанавливаются таблицами. Таблицы контроля оговариваются в инструкциях или рабочих чертежах сборочных единиц и трубопроводных блоков в соответствии с требованиями «Правил по трубопроводам» и «Правил контроля сварных соединений».
Контроль качества сварных соединений (за исключением стилоскопирования) должен производиться после проведения термической обработки (если таковая является обязательной для данного сварного соединения).
3.5. Детали, сборочные единицы и трубопроводные блоки признаются годными, если при всех видах контроля, предусмотренных настоящим стандартом, «Правилами по трубопроводам» и другой НТД, в них не будут обнаружены внутренние и наружные дефекты, выходящие за пределы допустимых норм.
3.6. Расчетный ресурс или расчетный срок службы деталей, сборочных единиц и трубопроводных блоков трубопроводов является расчетной величиной, не подлежащей приемке, и обеспечивается соблюдением требований настоящего стандарта предприятием-изготовителем и потребителем (заказчиком).
3.7. Масса комплекта и составляющих его деталей, сборочных единиц, трубопроводных блоков и покупных изделий является расчетной величиной и не подлежит контролю взвешиванием.
3.8. Документом, подтверждающим соответствие детали, сборочной единицы и трубопроводного блока требованиям настоящего стандарта и «Правилам по трубопроводам», является свидетельство об изготовлении.
Свидетельство об изготовлении должно составляться по форме, установленной «Правилами по трубопроводам».
3.9. Потребителем (заказчиком) при проведении на объекте пусконаладочных работ, приемо-сдаточных испытаний и в процессе эксплуатации трубопроводов должны контролироваться:
соответствие параметров среды значениям, установленным проектом и записанным в свидетельстве об изготовлении;
качество теплоносителя;
режимы эксплуатации.
В соответствии с программой и методиками контроль производится штатными приборами с соблюдением требований «Правил по трубопроводам».
Все дополнительные работы на объекте заказчика, не предусмотренные «Правилами по трубопроводам», проектной документацией и настоящим стандартом, должны быть согласованы с разработчиком проекта трубопровода и предприятием-изготовителем.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Контроль качества деталей, сборочных единиц и блоков должен осуществляться на всех этапах производства в соответствии с требованиями конструкторско-технологической документации, а также в соответствии с контрольными операциями, перечисленными в табл. 4.
Таблица 4
|
Шифр операции |
Наименование операции |
Номер пункта стандарта |
|
001 |
Проверка конструкторской документации |
|
|
002 |
Проверка маркировки материалов, полуфабрикатов (заготовок деталей, сборочных единиц и сварных соединений) |
|
|
003 |
Входной контроль материалов, полуфабрикатов и комплектующих изделий |
|
|
009 |
Аттестация инженерно-технических работников |
|
|
010 |
Контроль квалификации дефектоскопистов |
|
|
011 |
Контроль аттестации сварщиков |
|
|
012 |
Контроль сборочно-сварочного оборудования, аппаратуры и приспособлений |
|
|
015 |
Контроль качества подготовки деталей под сварку и наплавку |
|
|
016 |
Контроль качества сборки деталей, сборочных единиц и блоков под сварку и наплавку |
|
|
017 |
Входной контроль качества сварочных и наплавочных материалов |
|
|
018 |
Контроль качества материалов для дефектоскопии |
|
|
021 |
Контроль в процессе сварки и наплавки |
|
|
031 |
Контроль качества сварки и наплавки на контрольных сварных соединениях (наплавках) |
|
|
101 |
Определение химического состава основного металла |
|
|
102 |
Определение химического состава наплавленного металла и металла шва |
|
|
103 |
Контроль стилоскопированием |
|
|
201 |
Испытание на растяжение при нормальной температуре |
|
|
206 |
Испытание на растяжение при повышенной температуре |
|
|
211 |
Испытание на ударный изгиб на образцах с концентратором вида U |
|
|
220 |
Определение склонности к механическому старению по испытанию на ударный изгиб |
|
|
221 |
Испытание на изгиб |
|
|
222 |
Испытание на сплющивание труб |
|
|
226 |
Испытание на раздачу труб |
|
|
229 |
Определение неметаллических включений |
|
|
230 |
Контроль микроструктуры |
|
|
231 |
Контроль макроструктуры |
|
|
232 |
Измерение твердости |
|
|
291 |
Отбор проб и изготовление из них образцов |
|
|
301 |
Визуальный контроль |
|
|
303 |
Измерение параметров шероховатости |
|
|
312 |
Радиографический контроль сварных соединений |
|
|
321 |
Ультразвуковой контроль листов и штамповок |
|
|
322 |
Ультразвуковой контроль сварных соединений |
|
|
324 |
Ультразвуковой контроль труб |
|
|
326 |
Ультразвуковой контроль поковок и сортового проката |
|
|
327 |
Измерение толщины металла с помощью ультразвука |
|
|
331 |
Магнитопорошковый контроль |
|
|
341 |
Капиллярный контроль |
|
|
361 |
Контроль мест приварки временных креплений после их удаления |
|
|
401 |
Контроль размеров |
|
|
411 |
Контроль проведения термической обработки |
|
|
412 |
Контроль проведения термической обработки для снятия внутренних напряжений после сварки и наплавки |
|
|
413 |
Контроль термического оборудования |
|
|
421 |
Гидравлические испытания |
|
|
432 |
Испытание на герметичность сварных соединений смачиванием керосином |
|
|
441 |
Проверка чистоты |
|
|
443 |
Контроль консервации и упаковывания |
|
|
445 |
Контроль качества защитных покрытий |
|
|
450 |
Контроль качества исправления дефектов |
|
|
460 |
Контрольная сборка |
4.2. Операция 001. Проверка конструкторской документации
4.2.1. При проверке проектной и конструкторской документации контролируют ее комплектность и наличие необходимых подписей.
4.2.2. Проверке подлежит вся проектная и конструкторская документация.
4.2.3. Виды и комплектность конструкторской документации должны соответствовать ГОСТ 2.102, а проектной - требованиям СНиП 1.02.01.
4.2.4. Выполнение проверки подтверждается:
подписями руководителя проекта (начальника бюро) и нормоконтролера - для рабочих чертежей на детали трубопроводов;
утверждающей подписью и подписью нормоконтролера - для рабочих чертежей сборочных единиц, трубопроводных блоков, монтажных схемой чертежей трубопроводов.
4.3. Операция 002. Проверка маркировки материалов, полуфабрикатов (заготовок), деталей, сборочных единиц и сварных соединений
4.3.1. Проверка маркировки материалов, полуфабрикатов (заготовок), деталей, сборочных единиц и сварных соединений проводится визуальным контролем на ее наличие и соответствие стандартам, техническим условиям и чертежам.
Если материал или полуфабрикат в процессе изготовления разделен на части, то маркировка должна обеспечивать привязку этих частей к сертификату, что должно быть подтверждено клеймом (штампом) ОТК. В процессе изготовления изделий маркировка марки материала должна быть восстановлена.
4.3.2. Проверке маркировки в процессе изготовления подлежат основные и сварочные материалы, полуфабрикаты (заготовки), детали, сборочные единицы и блоки.
4.3.3. Содержание, место и способ нанесения маркировки должны соответствовать требованиям:
НТД на материалы и полуфабрикаты;
настоящего стандарта и чертежей на изделие;
«Правил контроля сварных соединений».
4.3.4. Материалы, полуфабрикаты, детали, сборочные единицы и их сварные соединения, на которых маркировка отсутствует и не может быть восстановлена, к применению не допускаются.
4.4. Операция 003. Входной контроль материалов, полуфабрикатов и комплектующих изделий
4.4.1. Входной контроль материалов, полуфабрикатов и комплектующих изделий проводится по технологическим процессам, инструкциям или картам на соответствие требованиям технических условий, стандартов или другой НТД на материалы, полуфабрикаты и комплектующие изделия.
Организация, порядок и место проведения входного контроля должны быть указаны в технологической документации и соответствовать требованиям ГОСТ 24297 и «Правил контроля сварных соединений».
4.4.2. Номенклатура продукции, контролируемые параметры (требования), вид контроля и объем выборки или пробы устанавливаются в перечне продукции, подлежащей входному контролю.
Перечни продукции, подлежащей входному контролю, разрабатываются предприятием - изготовителем деталей и сборочных единиц трубопроводов в соответствии с ГОСТ 24297.
В перечне должны быть предусмотрены:
контроль всей сопроводительной документации;
визуальный контроль всей продукции;
проверка основных размеров.
При контроле сопроводительной документации проверяется:
полнота сведений и номенклатура показателей качества, подлежащих внесению в сертификаты, паспорта или свидетельства;
наличие гарантийного срока, если он предусмотрен стандартами или техническими условиями;
правильность оформления, заполнения и наличие подтверждающих подписей;
комплектность.
При визуальном контроле проверяется:
наличие необходимых пломб;
качество и способ упаковки;
наличие и состав маркировки;
качество поверхности.
Контроль качества поверхности материалов и полуфабрикатов для трубопроводов с наружным диаметром менее 108 мм допускается производить выборочно в объеме не менее 5 %, но не менее двух изделий от поступившей партии.
Проверка размеров в зависимости от назначения продукции и требований к точности осуществляется либо в 100 %-ном объеме, либо выборочно согласно технологическому процессу предприятия, выполняющего входной контроль.
Выборочный контроль устанавливается в объеме не менее 5 %, но не менее двух изделий от поступившей партии материалов и полуфабрикатов.
Проверка физико-химических свойств путем прямых испытаний выполняется в случае, если на предприятии-изготовителе не проводились испытания, предусмотренные НТД на материалы, полуфабрикаты и комплектующие изделия, а также для импортных материалов и полуфабрикатов по рекомендациям головной организации по материалам и технологии, согласовавшей их применение.
Входной контроль микроструктуры должен проводиться по сертификатам качества для всех труб из сталей марок 12Х1МФ и 15X1M1Ф в соответствии с ТУ 14-3-460 и ТУ 14-3-420.
4.4.3. Результаты входного контроля должны соответствовать требованиям НТД на материалы, полуфабрикаты и комплектующие изделия.
4.4.4. Выполнение операции фиксируется в «Журналах входного контроля» или в иной документации, действующей на предприятии-изготовителе.
4.5. Операция 009. Аттестация инженерно-технических работников
4.5.1. Аттестация инженерно-технических работников (ИТР) проводится аттестационной комиссией, назначаемой приказом руководителя предприятия-изготовителя в установленном порядке.
4.5.2. Должностные лица и ИТР, занятые проектированием, разработкой конструкторской и технологической документации, а также осуществляющие руководство работами по изготовлению, сборке, наплавке, подогреву и термической обработке деталей и сборочных единиц трубопроводов, перед назначением на должность и периодически, не реже одного раза в три года, должна проходить проверку знаний (аттестацию) в соответствии с требованиями «Правил по трубопроводам».
4.5.3. К выполнению соответствующих работ допускаются ИТР, изучившие «Правила по трубопроводам», нормативно-техническую, конструкторскую и технологическую документацию, технические условия на продукцию и прошедшие аттестацию в аттестационной комиссии.
4.5.4. Проведение аттестации ИТР должно быть подтверждено актами (протоколами) и удостоверениями, оформленными в соответствии с требованиями нормативных документов, принятых к руководству Госгортехнадзором РФ.
4.6. Операция 010. Контроль квалификации дефектоскопистов
4.6.1. Контроль квалификации дефектоскопистов проводится квалификационной комиссией, назначаемой приказом руководителя предприятия-изготовителя в установленном порядке.
Объем проверки по каждому методу контроля определяется требованиями «Программы испытаний на допуск к работам по дефектоскопии», разрабатываемой предприятием-изготовителем, проводящим контроль, на основании отраслевых программ, разрабатываемых головной организацией по материалам и технологии, а также на основании «Правил по трубопроводам».
Аттестация дефектоскопистов (лаборантов, контролеров и работников ОТК, непосредственно выполняющих контроль) осуществляется путем проверки их теоретических знаний и практических навыков по контролю конкретными методами.
Аттестация специалистов, руководящих проведением контроля, должна осуществляться в соответствии с п. 4.5.
4.6.2. Перечень должностей контролеров-дефектоскопистов, подлежащих аттестации, и периодичность переаттестации устанавливаются предприятием, проводящим аттестацию в соответствии с «Правилами по трубопроводам» и «Правилами контроля сварных соединений».
4.6.3. Дефектоскопист, прошедший специальную теоретическую подготовку и практическое обучение и сдавший экзамены, допускается к тем методам контроля, которые указаны в выданном ему удостоверении.
4.6.4. Результаты проверки заносятся в протокол заседания квалификационной комиссии.
При положительном решении комиссии дефектоскописту выдается удостоверение на право выполнения соответствующих работ по дефектоскопии.
4.7. Операция 011. Контроль аттестации сварщиков
4.7.1. Контроль аттестации сварщиков проводит квалификационная комиссия, состав которой должен соответствовать требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором РФ.
Порядок проверки теоретических знаний и практических навыков по каждому виду сварки (включая способ и положение сварки, свариваемые конструкции и материалы) определяется требованиями «Правил аттестации сварщиков» и «Правил контроля сварных соединений».
4.7.2. К сварочным работам при изготовлении, монтаже и ремонте допускаются сварщики, прошедшие теоретическое и практическое обучение, сдавшие испытания и имеющие «Удостоверение сварщика» установленного образца на право производства соответствующих работ.
4.7.3. Оценка результатов испытаний проводится в соответствии с требованиями «Правил контроля сварных соединений» и «Правил по трубопроводам».
4.7.4. Результаты контроля заносятся в протокол заседания квалификационной комиссии.
При положительном решении комиссии сварщику выдается удостоверение на право выполнения сварочных работ (включая способ сварки, свариваемые конструкции и материалы).
4.8. Операция 012. Контроль сборочно-сварочного оборудования, аппаратуры и приспособлений
4.8.1. Контроль сборочно-сварочного оборудования, аппаратуры и приспособлений проводится по методике и в соответствии с требованиями «Основных положений по сварке», «Правил контроля сварных соединений», а также по паспортам или инструкциям по эксплуатации оборудования, аппаратуры и приспособлений.
4.8.2. Контролю подвергаются все сборочно-сварочное оборудование, аппаратура и приспособления, применяемые при изготовлении и контроле изделий трубопроводов.
4.8.3. Результаты контроля должны соответствовать требованиям, установленным «Основными положениями по сварке» и «Правилами контроля сварных соединений», а также паспортами или инструкциями по эксплуатации оборудования, аппаратуры и приспособлений.
4.8.4. Выполнение операции фиксируется в «Журнале контроля оборудования» или в иной документации, действующей на предприятии-изготовителе.
4.9. Операция 015. Контроль качества подготовки деталей под сварку и наплавку
4.9.1. Контроль качества подготовки деталей под сварку и наплавку проводится по методике в соответствии с требованиями «Основных положении по сварке», «Правил контроля сварных соединений» и конструкторской документации.
При наличии соответствующей записи в конструкторской документации проводится дополнительный контроль кромок под сварку магнитопорошковым или капиллярным методом в соответствии с пп. 4.38 и 4.39.
4.9.2. Контролю подвергаются все детали, сборочные единицы и блоки.
4.9.3. Результаты контроля должны соответствовать требованиям, установленным «Основными положениями по сварке», «Правилами контроля сварных соединений» и конструкторской документацией.
4.9.4. Выполнение контрольной операции фиксируется в «Журнале сварочных работ» или в иной документации, действующей на предприятии-изготовителе.
4.10. Операция 016. Контроль качества сборки деталей, сборочных единиц и блоков под сварку и наплавку
4.10.1. Контроль качества сборки деталей под сварку и наплавку проводится в соответствии с требованиями «Правил контроля сварных соединений», «Основных положений по сварке» и конструкторской документации.
К сборке и подогреву под сварку допускаются работники, прошедшие подготовку и квалификационные испытания. Объем подготовки, порядок испытаний и периодичность повторных проверок устанавливаются предприятием-изготовителем, выполняющим соответствующие работы.
4.10.2. Контролю подвергаются все изделия, изготавливаемые с применением сварки.
4.10.3. Результаты контроля должны соответствовать требованиям, установленным «Правилами контроля сварных соединений», «Основными положениями по сварке» и конструкторской документацией.
4.10.4. Выполнение операции фиксируется в «Журнале сборочных работ» или в иной документации, действующей на предприятии-изготовителе.
4.11. Операция 017. Входной контроль качества сварочных и наплавочных материалов
4.11.1. Входной контроль качества сварочных и наплавочных материалов проводится в соответствии с требованиями стандартов и технических условий на сварочные материалы, «Основных положений по сварке» и «Правил контроля сварных соединений».
Организация входного контроля и порядок его проведения должны соответствовать ГОСТ 24297.
4.11.2. Входному контролю подвергаются все сварочные и наплавочные материалы, поступающие на предприятие, выполняющее сварку. При входном контроле проверяются сопроводительная документация, характерные размеры, а также выполняется необходимый визуальный контроль.
Дополнительные испытания сварочных и наплавочных материалов, поступивших на предприятие, выполняющее сварку, проводятся в соответствии с «Основными положениями по сварке», «Правилами контроля сварных соединений» и технологическими инструкциями предприятия-изготовителя, разработанными в соответствии с рекомендациями головной организации по материалам и технологии.
4.11.3. Качество сварочных и наплавочных материалов должно соответствовать требованиям, установленным стандартами или техническими условиями на сварочные материалы, «Основными положениями по сварке» и «Правилами контроля сварных соединений».
4.11.4. Выполнение операции фиксируется в «Журнале входного контроля» или в иной документации, действующей на предприятии-изготовителе.
4.12. Операция 018. Контроль качества материалов для дефектоскопии
4.12.1. Контроль качества материалов для дефектоскопии проводится методами, предусмотренными «Правилами контроля сварных соединений».
4.12.2. Контролю подлежат все материалы, применяемые для дефектоскопии.
4.12.3. Данные сертификатов должны соответствовать требованиям, установленным стандартами и техническими условиями на материалы для дефектоскопии.
4.12.4. Выполнение операции фиксируется в «Журнале входного контроля» или в иной документации, действующей на предприятии-изготовителе.
4.13. Операция 021. Контроль в процессе сварки и наплавки
4.13.1. Контроль в процессе сварки и наплавки проводится в соответствии с требованиями «Правил контроля сварных соединений», «Основных положений по сварке», технологических процессов или инструкций.
4.13.2. Объем контроля определяется требованиями «Основных положений по сварке», «Правил контроля сварных соединений» и технологическими процессами.
4.13.3. Результаты контроля должны соответствовать требованиям, установленным «Правилами контроля сварных соединений», «Основными положениями по сварке» и картами технологического процесса.
4.13.4. Выполнение операции фиксируется в «Журнале контроля технологического процесса сварки» по Р50-609-38 или в иной документации, действующей на предприятии-изготовителе.
4.14. Операция 031. Контроль качества сварки и наплавки на контрольных сварных соединениях (наплавках)
4.14.1. Контроль качества сварки и наплавки на контрольных сварных соединениях проводится путем выполнения соответствующих контрольных операций, установленных «Правилами по трубопроводам» и «Правилами контроля сварных соединений».
4.14.2. Объем контроля каждого конкретного контрольного сварного соединения (наплавки), отбираемого от производственной партии, определяется требованиями технологических процессов или инструкций, разработанных на основании «Правил по трубопроводам» и «Правил контроля сварных соединений».
4.14.3. Результаты контроля должны удовлетворить требованиям, установленным «Правилами по трубопроводам» и «Правилами контроля сварных соединений».
4.14.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.15. Операция 101. Определение химического состава основного металла
4.15.1. Определение химического состава основного металла при изготовлении материалов и полуфабрикатов проводится по ГОСТ 12344, ГОСТ 12345, ГОСТ 12346, ГОСТ 12347, ГОСТ 12348, ГОСТ 12349, ГОСТ 12350, ГОСТ 12351, ГОСТ 12352, ГОСТ 12353, ГОСТ 12354, ГОСТ 12355, ГОСТ 12356, ГОСТ 12357, ГОСТ 12358, ГОСТ 12359, ГОСТ 12360, ГОСТ 12361, ГОСТ 12362, ГОСТ 12363, ГОСТ 12364, ГОСТ 12365, ГОСТ 17051, ГОСТ 18895, ГОСТ 20560, ГОСТ 22536.0 - ГОСТ 22536.2, ГОСТ 22536.3, ГОСТ 22536.4 - ГОСТ 22536.12 или иными методами, обеспечивающими необходимую точность, установленную указанными стандартами.
Отбор проб для определения химического состава основного металла производится по ГОСТ 7565.
4.15.2. Объем химического анализа определяется требованиями стандартов и технических условий на материал.
4.15.3. Химический состав основного металла должен соответствовать нормам, установленным стандартами или техническими условиями на материал. Допустимость отклонения от химического состава должна быть согласована с головной организацией по материалам и технологии.
4.15.4. Результаты определения химического состава должны быть отражены в сертификате на материалы и полуфабрикаты.
4.16. Операция 102. Определение химического состава наплавленного металла и металла шва
4.16.1. Определение химического состава наплавленного металла и металла шва проводится при испытании сварочных (наплавочных) материалов или на контрольных сварных соединениях по стандартам, указанным в п. 4.15.1.
Отбор проб для определения химического состава наплавленного металла и металла шва производится по ГОСТ 7122.
4.16.2. Химический состав контролируется при входном контроле сварочных и наплавочных материалов в случаях, предусмотренных «Основными положениями по сварке».
4.16.3. Химический состав наплавленного металла и металла шва должен соответствовать нормам, усыновленным стандартами или техническими условиями на сварочные материалы.
4.16.4. Результаты определения химического состава наплавленного металла и металла шва заносятся в документацию, действующую на предприятии-изготовителе.
4.17. Операция 103. Контроль стилоскопированием
4.17.1. Контроль стилоскопированием проводится по инструкции предприятия-изготовителя деталей и сборочных единиц трубопроводов, разработанной в соответствии с методическими указаниями, прилагаемыми к стилоскопу.
Инструкция должна предусматривать проведение контроля на припусках заготовок для одной или нескольких деталей. Места стилоскопирования должны располагаться на поверхностях, подлежащих по следующей механической обработке или зачистке до полного удаления прижогов.
Поверхности под стилоскопирование должны быть очищены от окалины, жирных смазок, краски и других загрязнений.
Порядок проведения стилоскопирования устанавливается технологическими процессами с учетом требований чертежей, стандартов и технических условий.
Для коррозионно-стойких сталей аустенитного класса места прижогов после контроля стилоскопированием подлежат плавной зачистке абразивным кругом до металлического блеска на глубину не менее 0,5 мм с последующим визуальным контролем полноты удаления прижога.
Для деталей, подлежащих сварке или наплавке, контроль стилоскопированием проводится на подготовленных под сварку кромках или поверхностях под наплавку. Места прижогов после контроля стилоскопированием подлежат плавной зачистке на глубину не менее 0,5 мм с последующим визуальным контролем полноты удаления прижогов.
Для подкаливающихся сталей контроль стилоскопированием проводится на удаляемых технологических припусках деталей и заготовок.
Для сталей всех классов при выполнении контроля стилоскопированием на технологических припусках контроль капиллярными методами не производится и места прижогов не зачищаются.
При контроле стилоскопированием на поверхности готовых изделий прижоги должны быть удалены зачисткой холодным способом; толщина стенки в местах зачисток не должна выходить за пределы минимальных значений, установленных чертежами или стандартами на изделия.
Места прижогов считаются полностью удаленными, если толщина (или глубина) снимаемого припуска по результатам измерения не менее 0,5 мм; при этом качество проверяется визуальным контролем.
При зачистках на глубину менее 0,5 мм полнота удаления прижогов проверяется капиллярными или магнитопорошковым методами.
Допускается оставлять без удаления прижоги на торцах шпилек, болтов, гаек, шайб, пробок и хомутов опор и подвесок.
4.17.2. Контролю стилоскопированием должен подвергаться основной металл и металл швов сварных соединений и наплавок всех изделий, изготавливаемых из низколегированных и легированных марок сталей.
Стилоскопирование основного металла проводится дважды:
при раскрое и запуске в производство материалов и полуфабрикатов;
при сборке под сварку или при сдаче готовой продукции.
Объем контроля прямых труб Dн ≤ 108 мм для трубопроводов, прокладываемых на монтаже по месту, устанавливается технологическим процессом, но не должен быть менее 5 % от комплектуемой партии.
4.17.3. Результатами контроля подтверждается соответствие марки материала, указанной в чертежах или технологических процессах.
4.17.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе, или подтверждаются клеймом стилоскописта на изделии.
4.18. Операция 201. Испытание на растяжение при нормальной температуре
4.18.1. Испытанию на растяжение при нормальной температуре подвергается материал изделий, прошедших в процессе изготовления термическую обработку:
основной металл - по ГОСТ 10006, ГОСТ 1497 и стандартам или техническим условиям на материалы и полуфабрикаты;
металл шва, наплавленный металл и стыковые сварные соединения - по ГОСТ 6996 и «Правилам контроля сварных соединений».
Образцы для испытаний отбираются из зоны максимального растяжения металла вследствие гибки на гнутых участках колен и гибов. При недостаточной толщине стенки отбор образцов допускается производить из сжатой зоны металла по внутреннему обводу гибов.
Испытание на растяжение после дополнительной термической обработки изделий проводится на одном образце.
Испытание на растяжение после основной термической обработки изделий проводится в порядке, установленном стандартами или техническими условиями на материалы и полуфабрикаты.
Допускается производить испытания на одном образце, если механические свойства исходных материалов и полуфабрикатов подтверждены сертификатами.
Металл, используемый для изготовления образцов, должен быть подвергнут тому же количеству нагревов и тем же температурным режимам, что и контролируемый металл изделий.
4.18.2. Отбор образцов для испытаний производят в соответствии с подпунктами 4.18.2.1 - 4.18.2.11.
4.18.2.1. Для колен и гибов из сталей марок 12Х1МФ и 15Х1М1Ф, согнутых горячим способом с общего нагрева в печи, образцы отбирают из припуска на прямом участке каждого колена или гиба.
4.18.2.2. Для колен и труб из сталей марок 20, 15ГС и 16ГС, согнутых горячим способом с общего нагрева в печи, образцы отбирают из припуска на прямом участке одного колена или гиба от партии. Партия должна состоять из колен и гибов одного диаметра, одной толщины стенки, одной плавки, прошедших термическую обработку в одной садке.
4.18.2.3. Для колен и гибов, согнутых при местном нагреве электрическим способом, образцы отбирают из припуска на прямом участке одного колена или гиба от партии. Партия должна состоять из колен и гибов одного диаметра, одной толщины стенки, одной марки стали, согнутых одним радиусом с одной настройки гибочного оборудования и прошедших термическую обработку в одной садке.
Для колен и гибов, согнутых при местном нагреве электрическим способом с непрерывным контролем температуры металла в процессе гибки приборами, снабженными регистрирующими устройствами с записью фактических значений температуры на диаграммах, отбор образцов для испытания допускается производить от партии, состоящей из колен и гибов одного диаметра, одной толщины стенки, одного радиуса гибки, одной марки стали, прошедших термическую обработку в одной садке. В одну партию включается не более 50 гибов.
4.18.2.4. Для колен и гибов Dн < 133 мм или sн < 10 мм, согнутых радиусом R/Dн ≥ 3,5 холодным способом, образцы отбирают из прямого участка одного колена или гиба от партии. Партия должна состоять из колен и гибов в количестве не более 200 шт., одного диаметра, одной толщины стенки, одного радиуса гиба, одной марки стали, прошедших термическую обработку в одной садке.
4.18.2.5. Для колен и гибов Dн ≥ 133 мм и sн ≥ 10 мм, согнутых относительным радиусом R/Dн ≥ 3,5 холодным способом, образцы отбирают из гнутой части одного колена или гиба от партии. В партию включаются колена и гибы, изготовленные в течение трех месяцев из труб одного диаметра, одной толщины стенки, одной марки стали, согнутых одним радиусом и термически обработанных по одному режиму каждым отдельным производственным подразделением (цехом) предприятия-изготовителя.
4.18.2.6. Для изделий, изготовленных холодной вальцовкой или штамповкой из листовой стали марок 20, 20К, 15ГС и 16ГС, образцы отбираются:
из припусков на одной конической или цилиндрической обечайке, имеющей максимальную степень деформации, от партии, состоящей из обечаек одной марки стали, термически обработанных в одной садке;
из припусков на одном днище от партии, изготовленной из материала одной плавки и прошедшей термическую обработку в одной садке.
4.18.2.7. Для изделий, изготовленных методом горячего формоизменения штамповкой из труб, полых трубных заготовок и листа, образцы отбираются из припусков на одной детали от партии.
Партия должна состоять из деталей, изготовленных из труб одного размера, одной плавки и подвергнутых термической обработке в одной садке. Допускается испытание проводить на образцах-свидетелях, взятых из заготовок одной плавки с деталями. Образцы-свидетели должны быть подвергнуты той же или большей степени деформации, что и материал изделий, пройти нагрев под горячее формоизменение и термическую обработку совместно с контролируемыми изделиями.
Образцы-свидетели для линзовых компенсаторов из листовой стали толщиной 4 мм деформации не подвергаются.
4.18.2.8. Испытание на растяжение материала деталей, изготавливаемых ковкой или объемной штамповкой, проводится по ОСТ 108.030.113. В случае, когда размеры заготовок не позволяют изготовить образцы, испытание на растяжение производится на отдельно откованных пробах или на заготовках деталей аналогичной конфигурации, материал которых подвергнут той же или большей степени деформации, что и материал изделий.
4.18.2.9. Для деталей, изготовленных из термически обработанных материалов из сталей марок 20, 15ГС и 16ГС с температурой окончания горячего формоизменения не менее 700 °С без последующей термической обработки, определение механических свойств в процессе изготовления производится выборочно по указанию конструкторской документации или технологического процесса предприятия-изготовителя.
4.18.2.10. Механические свойства гнутого участка колен, согнутых холодным способом, допускается контролировать замером твердости по согласованию с головной организацией по материалам и технологии.
4.18.2.11. Испытание на растяжение металла шва и наплавленного металла выполняется в соответствии с требованиями раздела 4.7 «Правил по трубопроводам» на образцах, взятых из контрольных сварных соединений.
4.18.3. Результаты испытания должны соответствовать:
для основного металла - требованиям стандартов или технических условий на материалы и полуфабрикаты, для поковок и объемных штамповок - ОСТ 108.030.113;
для металла шва, наплавленного металла и стыковых сварных соединений - требованиям «Правил контроля сварных соединений» и «Правил по трубопроводам».
4.18.4. Результаты испытания заносятся в документацию, действующую на предприятии-изготовителе.
4.19. Операция 206. Испытание на растяжение при повышенной температуре
4.19.1. Испытание на растяжение при повышенной температуре проводится по ГОСТ 9651, ГОСТ 19040 и НТД на материалы и полуфабрикаты для металла изделий из углеродистых сталей и сталей марок 15ГС и 16ГС, предназначенных для работы при температурах свыше 150 °С до 400 °С включительно.
Отбор образцов для испытаний основного металла производится в порядке, установленном подпунктом 4.18.1.
Температура испытания указывается в чертежах или стандартах на изделие. В случаях, когда в чертежах и стандартах на детали указана рабочая температура среды трубопровода, а температура испытаний не установлена, испытание производится:
при t = 250 °C, если рабочая температура детали свыше 150 °С до 250 °С включительно;
при температуре, равной или превышающей рабочую температуру детали не более чем на 50 °С, для деталей, работающих при температурах свыше 250 °С.
4.19.2. Отбор образцов для испытания на растяжение при повышенной температуре производится после термической обработки:
для деталей, изготавливаемых ковкой или объемной штамповкой из проката и слитков, по ОСТ 108.030.113;
для деталей из бесшовных труб и листовой стали - независимо от способа изготовления.
Необходимость проведения периодических испытаний и правила отбора металла для изготовления образцов устанавливаются технологическим процессом предприятия-изготовителя.
4.19.3. Результаты испытания должны соответствовать требованиям, установленным в стандартах или технических условиях на материалы и полуфабрикаты, а для изделий из круглого проката и поковок - ОСТ 108.030.113.
4.19.4. Результаты испытания заносят в документацию, действующую на предприятии-изготовителе.
4.20. Операция 211. Испытание на ударный изгиб на образцах с концентратором вида V (KCV)
4.20.1. Испытание на ударный изгиб на образцах с концентратором вида V проводится в соответствии с требованиями раздела 3 «Правил по трубопроводам»:
для основного металла - по ГОСТ 9454 и НТД на материалы и полуфабрикаты;
для металла швов, наплавленного металла и стыковых сварных соединений - по ГОСТ 6996 и «Правилам контроля сварных соединений».
Испытание проводится после термической обработки на двух образцах при изготовлении деталей из труб, трубной заготовки, листа, круглого проката и на трех образцах при изготовлении заготовок по ОСТ 108.030.113.
Металл, используемый для изготовления образцов, должен быть подвергнут тем же температурным режимам нагрева, что и контролируемый металл изделий.
Образцы для испытаний отбираются из зоны максимального растяжения металла вследствие гибки на гнутых участках колен и гибов. При недостаточной толщине отбор образцов допускается производить из сжатой зоны металла по внутреннему обводу гибов.
4.20.2. Порядок отбора образцов для испытаний принимается по подпункту 4.18.2.
4.20.3. Результаты испытания должны соответствовать:
для основного металла - требованиям стандартов или технических условий на материал, для поковок и объемных штамповок - ОСТ 108.030.113;
для металла шва, наплавленного металла и стыковых сварных соединений - требованиям «Правил контроля сварных соединений» и «Правил по трубопроводам».
4.20.4. Результаты испытания заносятся в документацию, действующую на предприятии-изготовителе, или в сертификаты на материалы и полуфабрикаты.
4.21. Операция 220. Определение склонности к механическому старению по испытанию на ударный изгиб
4.21.1. Определение склонности к механическому старению по испытанию на ударный изгиб проводится по ГОСТ 7268. Отбор образцов производится в соответствии с требованиями НТД на материалы и полуфабрикаты.
4.21.2. Испытаниям подвергаются листовая сталь марок 20, 20К, 15ГС и 16ГС и прокат из углеродистой, низколегированной и кремнемарганцовистых сталей, предназначенный для изготовления методом холодной деформации без последующей термической обработки крепежных деталей, работающих при температурах свыше 200 °С до 350 °С включительно.
4.21.3. Результаты испытания должны соответствовать требованиям стандартов или технических условий на материалы и полуфабрикаты, а также раздела 3 «Правил по трубопроводам».
4.21.4. Результаты испытания заносятся в документацию, действующую на предприятии-изготовителе, или в сертификаты на материалы и полуфабрикаты.
4.22. Операция 221. Испытание на изгиб
4.22.1. Испытание на изгиб проводится:
для основного металла - по ГОСТ 14019, если это предусмотрено стандартами или техническими условиями на материалы и полуфабрикаты или конструкторской документацией на изделие;
для сварных соединений - по ГОСТ 6996 и «Правилам контроля сварных соединений».
4.22.2. Объем испытания определяется требованиями стандартов или технических условий на материал, «Правилами контроля сварных соединений» и разделом 4 «Правил по трубопроводам».
4.22.3. Результаты испытания должны соответствовать:
для основного металла - требованиям стандартов или технических условий на материалы и полуфабрикаты;
для сварных соединений - требованиям «Правил контроля сварных соединений» и «Правил по трубопроводам».
4.22.4. Результаты испытания заносятся в документацию, действующую на предприятии-изготовителе или в сертификаты на материалы и полуфабрикаты.
4.23. Операция 222. Испытание на сплющивание труб
4.23.1. Испытание на сплющивание труб проводится по ГОСТ 8695, если это предусмотрено стандартами или техническими условиями на трубы или конструкторской документацией на изделие.
4.23.2. Объем испытания определяется требованиями стандартов или технических условий на трубы.
4.23.3. Результаты испытания должны соответствовать требованиям, установленным в ГОСТ 8695 и в стандартах или в технических условиях на трубы.
4.23.4. Результаты испытания заносятся в документацию, действующую на предприятии-изготовителе, или в сертификаты на материалы и полуфабрикаты.
4.24. Операция 226. Испытание на раздачу труб
4.24.1. Испытание на раздачу труб круглого сечения проводится по ГОСТ 8694 и ГОСТ 11706, если это предусмотрено стандартами или техническими условиями на материалы и полуфабрикаты или конструкторской документацией на изделие.
4.24.2. Объем испытания определяется требованиями технических условий на трубы и конструкторской документацией на изделие.
4.24.3. Результаты испытания должны соответствовать требованиям, установленным в ГОСТ 8694 и ГОСТ 11706.
4.24.4. Результаты испытания заносятся в документацию, действующую на предприятии-изготовителе, или в сертификаты на материалы и полуфабрикаты.
4.25. Операция 229. Определение неметаллических включений
4.25.1. Определение неметаллических включений проводится по ГОСТ 1778 и НТД на материалы и полуфабрикаты.
4.25.2. Контроль загрязненности неметаллическими включениями проводится при изготовлении материалов и полуфабрикатов в соответствии с требованиями стандартов или технических условий.
4.25.3. Результаты контроля должны соответствовать требованиям, установленным в стандартах или технических условиях на материалы и полуфабрикаты.
4.25.4. Результаты контроля заносятся в сертификаты на материалы и полуфабрикаты.
4.26. Операция 230. Контроль микроструктуры
4.26.1. Контроль микроструктуры проводится по методике, установленной стандартами или техническими условиями на материалы и полуфабрикаты.
4.26.2. Микроструктура контролируется при входном контроле по сертификатам на материалы и полуфабрикаты и после термической обработки гибов и колен Dн ≥ 133 мм из сталей марок 12Х1МФ и 15Х1М1Ф.
Количество гибов, подвергаемых контролю микроструктуры, устанавливается технологической инструкцией предприятия-изготовителя, согласованной с головной организацией по материалам и технологии.
4.26.3. Микроструктура в баллах определяется по таблицам приложения к ТУ 14-3-460; результаты контроля факультативны.
4.26.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.27. Операция 231. Контроль макроструктуры и металлографические исследования
4.27.1. Контроль макроструктуры основного металла проводится по ГОСТ 10243 в соответствии с требованиями, установленными стандартами или техническими условиями на материалы и полуфабрикаты.
Металлографические исследования сварных соединений и наплавок выполняются в соответствии с «Правилами контроля сварных соединений» и «Правилами по трубопроводам».
4.27.2. Объем контроля макроструктуры при изготовлении материалов и полуфабрикатов устанавливается требованиями стандартов или технических условий на них, объем металлографических исследовании сварных соединений - требованиями «Правил контроля сварных соединении» и разделом 4 «Правил по трубопроводам».
4.27.3. Результаты контроля должны соответствовать:
для основного металла - требованиям стандартов или технических условий на материалы и полуфабрикаты;
для сварных соединений и наплавок - требованиям «Правил контроля сварных соединений».
4.27.4. Результаты контроля заносятся:
в сертификаты качества для основного металла;
в действующую на предприятии-изготовителе документацию по контролю качества сварных соединений.
4.28. Операция 232. Измерение твердости
4.25.1. Измерение твердости проводится с помощью приборов Виккерса (ГОСТ 2999), Бринеля (ГОСТ 9012 и ГОСТ 22761), Роквелла (ГОСТ 9013), Польди или другими приборами, обеспечивающими необходимую точность измерений и удовлетворяющими требованиям ГОСТ 8.326.
4.28.2. Объем контроля и нормы оценки качества должны соответствовать:
для материалов и полуфабрикатов - требованиям технических условий или стандартов;
для деталей, изготавливаемых ковкой и объемной штамповкой - требованиям ОСТ 108.030.113;
для крепежных деталей - требованиям ГОСТ 20700 и ГОСТ 1759.0;
для изделий, контроль механических свойств которых допускается проводить замером твердости, - требованиям соответствующих разделов настоящего стандарта.
4.28.3. Результаты измерения заносятся в документацию, действующую на предприятии-изготовителе.
4.29. Операция 291. Отбор проб и изготовление из них образцов
4.29.1. Отбор проб и изготовление из них образцов проводятся:
для основного металла - по требованиям, указанным в соответствующих контрольных операциях настоящего стандарта;
для сварных соединений - по ГОСТ 6996, «Правилам контроля сварных соединений» и «Правилам по трубопроводам».
4.29.2. Количество проб и образцов, отбираемых для испытаний, определяется:
для основного металла - по требованиям настоящего стандарта, указанным в соответствующих контрольных операциях настоящего стандарта;
для сварных соединений - по ГОСТ 6996, «Правилам контроля сварных соединений» и «Правилам по трубопроводам».
4.29.3. Результаты отбора проб и изготовления из них образцов должны соответствовать:
для основного металла - требованиям соответствующих контрольных операций настоящего стандарта;
для сварных соединений - требованиям «Правил контроля сварных соединений» и «Правил по трубопроводам».
Образцы должны иметь маркировку, позволяющую произвести идентификацию материалов, сварных соединений и наплавок.
4.29.4. Правильность отбора и маркировки проб подтверждается клеймом или штампом ОТК.
4.30. Операция 301. Визуальный контроль
4.30.1. Визуальный контроль проводится в соответствии с требованиями раздела 4 «Правил по трубопроводам», ГОСТ 3242, «Правил контроля сварных соединений» и другой НТД, разработанной на их основе.
При визуальном контроле должны также проверяться:
шероховатость и чистота поверхностей;
маркировка, консервация и упаковка;
комплектность поставки.
4.30.1.1. Шероховатость и чистота поверхностей контролируются в соответствии с п. 4.31.
4.30.1.2. Визуальный контроль внутренних поверхностей сборочных единиц, блоков, колен, гибов и других деталей проводится в местах, доступных для осмотра.
Качество внутренних поверхностей в местах, не доступных для осмотра, должно обеспечиваться:
проверкой качества поверхностей деталей перед сборкой и сваркой, а для гибов - осмотром труб непосредственно перед гибкой;
применением технологии изготовления и последующей очистки, обеспечивающими требуемое качество и чистоту поверхности.
4.30.1.3. Перед сборкой и сваркой ВСУ визуальным осмотром при рассеянном дневном или искусственном свете проверяется острота (отсутствие закруглений, заусенцев, фасок и зазубрин) входной кромки отверстия диафрагмы и выходной кромки цилиндрической части отверстия сопла.
Кромку считают острой, если при визуальном осмотре не видно отраженных лучей света.
На полностью изготовленных ВСУ после термообработки или доводки размера d20 острота входной кромки отверстия диафрагмы и выходной кромки цилиндрической части отверстия сопла проверяется визуально или с помощью перископа без увеличения при искусственном освещении по инструкции предприятия-изготовителя, согласованной с головной организацией по материалам и технологии.
4.30.1.4. Маркировка, консервации, упаковка и комплектность поставки контролируются в соответствии с требованиями настоящего стандарта.
4.30.1.5. Комплектность поставок должна быть проконтролирована на соответствие требованиям чертежей и спецификаций на поставочные комплекты: предприятием-изготовителем при приемке и отгрузке, потребителем (заказчиком) при получении груза.
4.30.2. Визуальному контролю должны подвергаться все детали, сборочные единицы, трубопроводные блоки, сварные соединения и наплавка.
Визуальный контроль материалов и полуфабрикатов должен производиться в соответствии с требованиями пп. 4.3 и 4.4.
4.30.3. Результаты контроля должны соответствовать:
«Правилам по трубопроводам»;
«Правилам контроля сварных соединений»;
стандартам и техническим условиям на материалы и полуфабрикаты;
настоящему стандарту;
конструкторской и товаросопроводительной документации (при контроле комплектности поставки комплектов).
4.30.4. Выполнение операции фиксируют в документации, действующей на предприятии-изготовителе.
4.31. Операция 303. Измерение параметров шероховатости
4.31.1. Измерение параметров шероховатости поверхности проводят профилометром или профилометром-профилографом непосредственно на изделии или по слепку, изготовленному по рекомендации головной организации по материалам и технологии.
Допускается применять метод измерений параметров шероховатости сравнением изделия с аттестованной деталью или со стандартным образцом шероховатости (эталоном).
Допускается также проводить измерение шероховатости по образцам, изготовленным на предприятии-изготовителе и аттестованным в соответствии с требованиями ГОСТ 8.326.
Образцы должны соответствовать требованиям ГОСТ 9378.
4.31.2. Объем измерения определяется требованиями настоящего стандарта, рабочих чертежей и технологической документации.
4.31.3. Результаты измерения должны соответствовать требованиям, установленным настоящим стандартом, чертежами и технологической документацией.
4.31.4. Результаты измерения заносятся в документацию, действующую на предприятии-изготовителе.
4.32. Операция 312. Радиографический контроль сварных соединений (наплавок)
4.32.1. Радиографический контроль сварных соединений (наплавок) проводится по ГОСТ 7512 в соответствии с требованиями «Правил по трубопроводам» и «Правил контроля сварных соединений».
По согласованию с головной организацией по материалам и технологии радиографический контроль допускается проводить по ПНАЭ Г-7-017.
4.32.2. Объем контроля устанавливается в соответствии с технологическими процессами или с таблицами контроля качества сварных соединений согласно требованиям «Правил по трубопроводам» и «Правил контроля сварных соединений». Сварные швы, не подвергавшиеся контролю ультразвуком или гидравлическим испытанием на предприятии-изготовителе сборочных единиц и блоков, подлежат радиографическому контролю по всей протяженности, если другие виды контроля не оговорены чертежом.
4.32.3. Результаты контроля должны соответствовать требованиям, установленным «Правилами контроля сварных соединений» и «Правилами по трубопроводам».
Нормы оценки качества сварных швов трубопроводов III и IV категории допускается устанавливать по технологической инструкции, согласованной с головной организацией по материалам и технологии.
4.32.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.33. Операция 321. Ультразвуковой контроль листов и штамповок
4.33.1. Ультразвуковой контроль листов и штамповок должен производиться в соответствии с требованиями стандартов или технических условий на листовую сталь и штамповки.
При отсутствии специальных указаний в стандартах или технических условиях ультразвуковой контроль должен производиться по ГОСТ 22727 и ТУ 108.1268.
4.33.2. Ультразвуковому контролю подвергается листовая сталь при изготовлении в соответствии с п. 2.3.5 или же при входном контроле на предприятии-изготовителе при отсутствии в сертификатах соответствующих указаний.
Листовые заготовки штампосварных колен, тройников, днищ и других деталей после штамповки подвергаются ультразвуковому контролю в объеме 5 %, но не менее двух штук от партии. Размер и состав партии устанавливается технологическим процессом предприятия-изготовителя.
4.33.3. Результаты контроля должны соответствовать требованиям стандартов или технических условий на материал, а при отсутствии таких требований - нормам, установленным ТУ 108.1268.
4.33.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе, или в сертификаты на материалы и полуфабрикаты.
4.34. Операция 322. Ультразвуковой контроль сварных соединений
4.34.1. Ультразвуковой контроль сварных соединений проводится по ГОСТ 14782 и ОП 501ЦД в соответствии с требованиями раздела 4 «Правил по трубопроводам».
Стыковые сварные соединения контролируются с двух сторон. В случаях, когда конструкция соединения сварных деталей не позволяет провести контроль с двух сторон шва (например, соединения труб с крутоизогнутыми коленами без прямых участков или с короткими прямыми участками, коваными или штампованными деталями и др.), методика контроля и требования к результатам контроля принимаются по рекомендации головной организации по материалам и технологии.
4.34.2. Объем контроля устанавливается в соответствии с технологическими процессами или с таблицами контроля качества сварных соединений согласно требованиям «Правил по трубопроводам» и «Правил контроля сварных соединений». Сварные швы, не подвергавшиеся радиографическому контролю или гидравлическим испытаниям на предприятии-изготовителе сборочных единиц и блоков, подлежат ультразвуковому контролю по всей протяженности, если другие виды контроля не оговорены чертежом.
4.34.3. Результаты контроля должны соответствовать требованиям ОП 501ЦД и «Правил контроля сварных соединений».
4.34.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.35. Операция 324. Ультразвуковой контроль труб
4.35.1. Ультразвуковой контроль проводится:
для прямых труб - по ГОСТ 17410 и ОСТ 108.885.01;
для колен и гибов - по инструкции И № 23СД.
При этом контролируются две трети поверхностей (до 240° по окружности), включая растянутую и нейтральную зоны криволинейных участков колен.
4.35.2. Используемые для изготовления гибов и колен паропроводов трубы 219 > Dн ≥ 530 мм из стали марки 15Х1М1Ф должны быть дополнительно подвергнуты входному ультразвуковому контролю.
Гнутые участки колен и труб Dн > 108 мм контролируются ультразвуком в следующих объемах:
10 % колен и гибов паропроводов из сталей марок 12Х1МФ и 15Х1М1Ф, но не менее одного гиба от партии;
10 % колен и гибов из сталей марок 15ГС и 16ГС для трубопроводов питательной воды энергоблоков мощностью 250 МВт и более, но не менее одного гиба от партии;
5 % колен и гибов для других трубопроводов, но не менее одного гиба от партии.
Партия должна состоять из колен и гибов, согнутых из труб одного наружного диаметра, одной толщины стенки, одной марки стали, одним радиусом, с одной настройки гибочного оборудования.
Метод и объем контроля криволинейных участков колен и гнутых труб Dн < 57 мм при толщине стенки sн < 3,5 мм принимаются в соответствии с п. 4.45.2.
4.35.3. Результаты контроля прямых труб, гнутых участков колен и гибов должны соответствовать требованиям стандартов или технических условий на трубы, применяемые для гибки.
Результаты контроля криволинейных участков колен и гнутых труб на наличие поперечных трещин должны удовлетворять также требованиям инструкции И № 23СД.
4.35.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.36. Операция 326. Ультразвуковой контроль поковок и сортового проката
4.36.1. Ультразвуковой контроль поковок и сортового проката проводится по ОСТ 108.030.113, стандартам или техническим условиям на прокат.
4.36.2. Контролю подвергаются:
круглый прокат с поминальным наружным диаметром до 80 мм включительно, используемый для изготовления методом механической обработки деталей, работающих под давлением;
весь прокат наружным диаметром до 160 мм включительно, используемый для изготовления методом механической обработки полых деталей, работающих под давлением, с толщиной стали не более 40 мм и длиной до 200 мм включительно;
все поковки и штамповки, изготавливаемые по ОСТ 108.030.113.
Поковки и штамповки, имеющие сложную пространственную форму, должны проверяться по зонам, доступным для контроля (воротниковые фланцы, тройники, переходы и другие детали). Допускается выполнять выборочный контроль поковок и штамповок, изготовленных из проката, прошедшего сплошной ультразвуковой контроль и предназначенного для деталей трубопроводов наружным диаметром менее 76 мм из сталей марок 20, 15ГС и 16ГС и наружным диаметром менее 51 мм из сталей марок 12Х1МФ и 15Х1М1Ф.
Объем выборочного контроля устанавливается технологической инструкцией предприятия-изготовителя.
4.36.3. Результаты контроля должны соответствовать нормам, установленным в стандартах или технических условиях на материалы, из которых изготовлены изделия, а при их отсутствии - требованиям, установленным ОСТ 108.030.113.
4.36.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.37. Операция 327. Измерение толщины металла с помощью ультразвука
4.37.1. Измерение толщины металла с помощью ультразвука проводится по инструкции предприятия-изготовителя толщиномеров или по методической инструкции, согласованной с головной организацией по материалам и технологии или рекомендованной этой организацией.
Контроль толщины стенки производится приборами, обеспечивающими погрешность измерений не более:
±0,15 мм - при контроле толщины до 10 мм включительно;
±0,30 мм - при контроле толщины свыше 10 до 25 мм включительно;
±0,6 мм - при контроле толщины свыше 25 мм.
4.37.2 Измерение толщины стенки гнутого участка с помощью ультразвука производится на всех коленах и гнутых трубах трубопроводов Dн ≥ 108 мм по наружному обводу (на растянутом волокне).
На внутренней стороне гибов, штампованных и штампосварных колен контроль толщины стенки проводится по техническим требованиям, указанным на чертеже изделия.
Контроль толщины стенки колен и гнутых труб трубопроводов Dн < 108 мм проводится в соответствии с п. 4.41.1.10.
Толщина стенки основного металла деталей в зонах, прилегающих к сварным швам после зачистки, контролируется на всех сварных соединениях.
4.37.3. Результаты измерения должны соответствовать требованиям чертежей или стандартов на изделия.
4.37.4. Результаты измерения заносятся в документацию, действующую на предприятии-изготовителе.
4.38. Операция 331. Магнитопорошковый контроль
4.38.1. Магнитопорошковый контроль проводится по ГОСТ 21105 и ОСТ 108.004.109 (второй класс чувствительности).
4.38.2. Объем контроля определяется требованиями настоящего стандарта, чертежей, «Правил контроля сварных соединений» и «Правил по трубопроводам».
Магнитопорошковому контролю в соответствии с инструкцией И № 23СД подвергается не менее 5 % гибов Dн ≥ 273 мм, предназначенных для паропроводов p = 25 МПа (255 кгс/см2), t = 545 °С.
Для гибов магнитопорошковый контроль может быть заменен капиллярным контролем в соответствии с п. 4.39 в том же объеме.
4.38.3. Результаты контроля должны соответствовать:
для основного металла - требованиям стандартов, технических условий на материал и чертежей;
для гибов и колен - требованиям И № 23СД.
В случае отсутствия в стандартах или технических условиях на материал норм оценки качества основного металла недопустимыми по результатам измерения расстояния между валиками магнитного порошка считаются следующие дефекты (несплошность менее 1 мм не учитывается):
любые трещины и протяженные несплошности (несплошность считать протяженной, если ее длина превышает ширину в три раза);
несплошности округлой формы с размером более 5,0 мм;
четыре или более округлые несплошности, расположенные на одной линии с расстоянием между их краями 1,6 мм или менее;
десять или более округлых несплошностей на любом участке поверхности площадью 40 см2, причем больший размер этого участка не должен превышать 150 мм, а сам участок берут в наиболее неблагоприятном месте.
Для сварных соединений и наплавок недопустимыми по результатам измерения расстояния между валиками магнитного порошка считаются дефекты, указанные в «Правилах контроля сварных соединений».
В случаях, если при контроле кромок под сварку, поверхностей под наплавку и околошовной зоны будут обнаружены несплошности, не превышающие норм, установленных для основного металла, то они не являются браковочным признаком и не подлежат ремонту.
4.38.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.39. Операция 341. Капиллярный контроль
4.39.1. Капиллярный контроль проводят по ГОСТ 18442 и ОСТ 108.004.101 (второй класс чувствительности).
4.39.2. Объем контроля определяется требованиями настоящего стандарта и «Правил контроля сварных соединений».
Обязательному капиллярному контролю растянутой зоны колен и гибов, согнутых на гибочных станах с нагревом электрическим способом, подвергаются отводы и крутоизогнутые колена наружным диаметром Dн = 377 ÷ 465 мм включительно из стали марки 20.
Допускается взамен капиллярного контроля, указанного выше, проведение магнитопорошкового контроля (по п. 4.38) всех отводов Dн = 377 ÷ 465 мм.
4.39.3. Результаты контроля должны соответствовать:
для основного металла - требованиям стандартов или технических условий на материалы; в случае отсутствия норм оценки качества основного металла в стандартах или технических условиях на материал оценку качества проводить в соответствии с требованиями подпункта 4.38.3;
для сварных соединений и наплавок - требованиям «Правил контроля сварных соединений».
Для сварных соединений и наплавок оценку размеров поверхностных дефектов допускается производить по индикаторному следу, не более чем в три раза превышающему размеры допустимых поверхностных дефектов, установленных «Правилами контроля сварных соединений». При этом дефекты в виде трещин не допускаются.
4.39.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.40. Операция 361. Контроль мест приварки временных креплений после их удаления
4.40.1. Контроль мест приварки временных креплений после их удаления проводится по «Правилам контроля сварных соединений» и картам технологического процесса.
Исправленные участки сварных соединений, а также участки основного металла, на которых исправление дефектов производилось с помощью сварки, должны контролироваться методами неразрушающей дефектоскопии (ультразвуком или радиографией).
4.40.2. Контролю подлежат все места приварки после удаления временных креплений.
4.40.3. Результаты контроля должны соответствовать требованиям стандартов или технических условий на материалы и полуфабрикаты, на которых выполнялась приварка.
4.40.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.41. Операция 401. Контроль размеров
4.41.1. Методы и средства измерений должны выбираться в соответствии с РТМ 108.004.56 и РД 50-98 (по применению ГОСТ 8.051) с учетом предельных отклонений на размеры, указанные в конструкторской документации.
Применяемый для контроля инструмент должен обеспечивать точность измерения размеров изделий, установленных стандартами или чертежами:
до 1 мм - для габаритных размеров трубных деталей и блоков;
до 0,1 мм - для расточек по внутреннему диаметру под сварку.
Применяемые средства измерения, их класс и точность должны быть указаны в технологической документации.
4.41.1.1. Контроль размеров трубных деталей, сборочных единиц и блоков трубопроводов проводится методом плазирования. При плазировании изделие совмещается с контрольным чертежом в плоскости плаза или располагается в плоскости, параллельной плазу, над контрольным чертежом.
Изделия выставляются с помощью регулируемых подставок, прокладок, клиньев и другими технологическими приемами. Изделие по отношению к контрольному плазу располагается любой стороной.
При плазировании за базовую поверхность принимается поверхность прямого участка, имеющего наибольшую длину. Измерение отклонений от размеров, установленных чертежами, производится по концам изделий.
4.41.1.2. Измерения проводятся по отношению к наружной поверхности изделий с перерасчетом размеров на теоретическое положение по осевым линиям, показанным на чертежах.
4.41.1.3. Контроль величины диаметра по торцам цилиндрических и конических обечаек и деталей, изготовленных из электросварных труб, допускается производить измерением параметра с последующим пересчетом.
4.41.1.4. Измерение отклонений от перпендикулярности обработанных под сварку торцов должно производиться относительно плоскости контрольного плаза с помощью угольников или специальных приспособлений. Допускается проводить данное измерение относительно широкой или внутренней поверхности следующих деталей, имеющих эти торцы и не подвергавшихся в процессе изготовления деформации или калибровке:
прямых трубных деталей с базовой поверхностью длиной l ≥ 200 мм;
прямых участков гнутых труб и отводов длиной l ≥ 2Dн + 200 мм.
Угольник должен прикладываться к поверхности, принятой за базовую, не менее чем в трех местах, расположенных равномерно по окружности.
4.41.1.5. Излом k и смещение e поверхностей проверяются в соответствии с черт. 18 наложением линейки с вырезом в средней части, позволяющим видеть сварной шов.
Величина излома измеряется на расстоянии не менее 200 мм от середины шва, смещение - в зоне, прилегающей к шву на расстоянии не более 20 мм. Глубина местных выборок вследствие зачистки околошовной зоны в размер смещения не включается.
Излом контролируется при сварке между собой прямых и гнутых трубных деталей, имеющих прилегающие к торцам прямые участки длиной не менее 200 мм, на которые не распространялась деформации вследствие гибки или калибровки при изготовлении.
Отсутствие переломов в остальных случаях обеспечивается соблюдением требований по контролю отклонений от перпендикулярности обработанных под сварку торцов.
4.41.1.6. Для деталей, торцы которых обрабатываются с одной установки или другими приемами, обеспечивающими заданную точность, контроль отклонения от перпендикулярности может производиться выборочно по указанию технологического процесса предприятия-изготовителя.
Отклонение от перпендикулярности торцов деталей и блоков допускается измерять по отношению к одному из обработанных под сварку торцов, принимаемому за базовую поверхность.
4.41.1.7. Относительное утонение стенки гнутых участков труб и колен определяется по формуле
![]()
где s1 - фактическая толщина стенки по измерениям прямой трубы до гибки, мм; s2 - фактическая толщина стенки по измерениям согнутого участка, мм.
Относительное утолщение стенки по торцу горловин тройников после штамповки или вытяжки определяют по формуле
![]()
где K - относительное утолщение; s - максимальное значение толщины стенки, мм; s1 - минимальное значение толщины стенки, мм.
4.41.1.8. Контроль угла поворота и радиуса гнутого участка колен, гнутых труб, штампованных и штампосварных колен производят методом плазирования или шаблонами.
Овальность в поперечном сечении гнутого участка колен и гнутых труб, штампованных и штампосварных колен определяется по формуле
![]()
где Dнmax и Dнmin - соответственно наибольший и наименьший наружные диаметры, измеренные в одном сечении.
Максимальное значение овальности определяется измерением не менее чем в трех сечениях: в середине и на расстояниях, равных 1/6 длины дуги (но не менее 50 мм) от начала и от конца гиба при угле поворота α > 30° в соответствии с черт. 1.
При угле поворота α ≤ 30° контроль должен производиться в среднем сечении гнутого участка.
4.41.1.9. Отклонения от проектного положения осей колен и гнутых труб, имеющих длину прямых участков менее 500 мм, контролируются до обрезки припусков по длине прямых участков, если таковые обусловлены технологией гибки. Отклонения определяются измерением по торцам с припусками и последующим пересчетом на номинальное значение длины прямого участка, установленное конструкторской документацией.
4.41.1.10. Контроль размеров толщины стенки гнутого участка на внешней стороне (на растянутом волокне) для колен и гнутых труб трубопроводов с номинальным наружным диаметром Dн < 108 мм проводится измерением выборочно после разрезки гибов и колен в объеме не менее двух гибов от партии.
Контролируемая партия должна состоять из колен или гибов, согнутых из труб одного наружного диаметра, одной толщины стенки, одной марки стали, при одной настройке (наладке) гибочного оборудования. Количество изделий в партии должно быть не более 200 шт.
Измерение толщины стенки на криволинейных участках допускается производить с помощью ультразвука при соблюдении требований п. 4.37.1; при этом контролю должно подвергаться не менее 5 % отводов и колен Dн < 108 мм от изготовленной партии.
4.41.1.11. Отклонение от соосности e редуцированной поверхности труб и переходов после механической обработки относительно оси недеформированного участка (см. черт. 8) определяется по формуле
![]()
где a2 и a1 - максимальное и минимальное значения смещения редуцированной поверхности относительно цилиндрической, мм.
4.41.1.12. Измерительный контроль ВСУ должен производиться с соблюдением требований подпунктов 4.41.1.13 - 4.41.1.15.
Контроль размеров патрубков, сопел и диафрагм на соответствие требованиям подпунктов 2.4.6.11 - 2.4.6.20 проводится до сварки ВСУ.
На полностью изготовленных ВСУ измерительному контролю подвергаются следующие размеры:
внутренний диаметр D20 патрубков в зонах, доступных для измерения;
внутренний диаметр d20 сопел и диафрагм;
длина цилиндрической части отверстия диафрагмы;
острота входной кромки отверстия диафрагмы и выходной кромки цилиндрической части отверстия сопла в соответствии с п. 4.30.1.4.
Длина цилиндрической части отверстия диафрагмы контролируется измерением слепков, взятых не менее чем в четырех равноотстоящих друг от друга диаметральных направлениях.
4.41.1.13. Действительный диаметр d20 цилиндрической части отверстия сопел и диафрагм определяется как среднее арифметическое результатов измерений не менее чем в четырех равноотстоящих друг от друга диаметральных направлениях.
Для сопел диаметр проверяется в начале и в конце цилиндрической части.
Для измерения внутреннего диаметра d20 сопел и диафрагм следует пользоваться средствами измерений, погрешность которых не превышает 1/3 допуска на диаметр, при этом предельная относительная погрешность не должна превышать ±0,02 %.
Профильная часть отверстия сопел должна проверяться по шаблонам в четырех равноотстоящих диаметральных направлениях.
Для контроля цилиндрической части отверстия d20 сопел и диафрагм после доводки допускается использовать индикаторный нутромер с удлиненной штангой на базе нутромера ГОСТ 9244, аттестованного по ГОСТ 8.326.
4.41.1.14. Действительный внутренний диаметр патрубков определяется с точностью до четырех значащих цифр как среднее арифметическое результатов измерений в двух поперечных сечениях: непосредственно у сужающего устройства и на расстоянии 2D20 от него, причем в каждом из сечений не менее чем в четырех диаметральных направлениях.
4.41.1.15. Входная кромка отверстия диафрагмы считается острой, если радиус ее закругления не превышает 0,0004d20 или если она не отражает падающий на нее луч света.
4.41.2. Контролю подвергаются все размеры и поверхности изделий, величина и положение которых ограничены допусками. Овальность и толщина стенки на внешнем обводе криволинейного участка колен, гнутых труб, штампованных и штампосварных колен контролируются на всех изделиях Dн > 108 мм и на 5 % при Dн ≤ 108 мм, но не менее чем на одном изделии от партии.
В тех случаях, когда технологический процесс и применяемые для изготовления деталей и блоков инструмент, приспособления и оборудование обеспечивают установленные настоящим стандартом нормы допускаемых отклонений размеров и перпендикулярности торцов, контроль может производиться выборочно.
Контролируемые параметры и количество изделий, подвергаемых выборочному контролю, устанавливаются технологическим процессом предприятия-изготовителя в зависимости от размерной стойкости применяемого инструмента или приспособлений (штампов). Во всех случаях выборочному контролю должно подвергаться не менее 5 % от изготовленной в одинаковых условиях партии изделий, но не менее двух изделий.
Контроль относительного утонения по подпункту 4.4.1.1.7 проводится выборочно по указанию технологического процесса предприятия-изготовителя.
4.41.3. Результаты контроля должны соответствовать требованиям настоящего стандарта, ГОСТ 27509 и чертежей на изделия.
4.41.4. Результаты измерений регистрируются в документации, действующей на предприятии-изготовителе.
Для колен и гнутых труб Dн > 108 мм результаты измерений овальности, максимальное и минимальное значения наружного диаметра в месте измерения овальности и минимальное значение толщины стенки на внешнем обводе подлежат обязательной регистрации.
Результаты измерений размеров d20 и D20 заносятся в аттестат (или паспорт) ВСУ по форме, установленной РД 50-213.
4.42. Операция 411. Контроль проведения термической обработки
4.42.1. Контроль проведения термической обработки выполняется по инструкции, разработанной головной организацией по материалам и технологии, или по картам технологического процесса, разработанным в соответствии с «Правилами по трубопроводам».
К проведению работ по термической обработке допускаются термисты-операторы, прошедшие теоретическое и практическое обучение, сдавшие экзамен и имеющие удостоверение на право выполнения соответствующих работ.
4.42.2. Объем контроля определяется инструкцией, разработанной головной организацией по материалам и технологии или согласованной с ней, или же картами технологического процесса, разработанными в соответствии с «Правилами по трубопроводам».
4.42.3. Результаты контроля должны соответствовать требованиям, установленным в инструкции, разработанной головной организацией по материалам и технологии или согласованной с ней, или же в картах технологического процесса, разработанных в соответствии с «Правилами по трубопроводам».
4.42.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.43. Операция 412. Контроль проведения термической обработки для снятия внутренних напряжений после сварки и наплавки
4.43.1. Контроль проведения термической обработки для снятия внутренних напряжений после сварки и наплавки проводится по инструкции, разработанной головной организацией по материалам и технологии или согласованной с ней, или по картам технологического процесса, разработанным в соответствии с требованиями «Правил по трубопроводам» и «Правил контроля сварных соединений».
4.43.2. Объем контроля определяется инструкцией, разработанной головной организацией по материалам и технологии или согласованной с ней, или же картами технологического процесса, разработанными в соответствии с «Правилами по трубопроводам» и «Правилами контроля сварных соединений».
К проведению работ по термической обработке сварных соединений допускаются термисты-операторы, прошедшие теоретическое и практическое обучение, сдавшие экзамены и имеющие удостоверение на право производства соответствующих работ.
4.43.3. Результаты контроля должны соответствовать требованиям, установленным в инструкции, разработанной головной организацией по материалам и технологии или согласованной с ней, или же в картах технологического процесса, разработанных в соответствии с «Правилами по трубопроводам» и «Правилами контроля сварных соединений».
4.43.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.44. Операция 413. Контроль термического оборудования
4.44.1. Контроль термического оборудования проводится по методике в соответствии с требованиями «Правил контроля сварных соединений», а также по инструкциям проверки приборов и оборудования.
4.44.2. Объем и периодичность контроля определяются требованиями «Правил контроля сварных соединений» и инструкции по проверке приборов и оборудования.
4.44.3. Результаты контроля должны соответствовать требованиям, установленным «Правилами контроля сварных соединений» и инструкцией по проверке приборов и оборудования, разработанной предприятием-изготовителем деталей сборочных единиц и блоков трубопроводов.
4.44.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.45. Операция 421. Гидравлические испытания
4.45.1. Гидравлические испытания с целью проверки прочности и плотности трубопроводов и их элементов, а также всех сварных соединений проводятся по программе или инструкции, разработанным в соответствии с требованиями «Правил по трубопроводам», «Правил контроля сварных соединений» и проектной документации на трубопроводы.
4.45.2. Гидравлическому испытанию подлежат:
все детали, сборочные единицы и блоки;
трубопроводы всех категорий со всеми элементами и арматурой после окончания монтажа.
Гидравлическое испытание деталей, сборочных единиц и блоков трубопроводов при изготовлении не является обязательным, если материал изделий подвергался 100 %-ному контролю ультразвуком или иным равноценным методом неразрушающей дефектоскопии, а сварные соединения по всей протяженности проверены ультразвуковым или радиографическим методами.
По специальному указанию в чертежах на трубопроводы IV категории допускается сварные швы контролировать в соответствии с п. 4.46.
Кроме того, должен быть проведен дополнительный капиллярный или магнитопорошковый контроль механически обработанных поверхностей и ультразвуковой или радиографический контроль металла в зонах концентрации напряжений и в зонах, подвергавшихся деформации при изготовлении.
Контролю ультразвуковой дефектоскопией подлежат:
все отводы и гнутые трубы Dн ≥ 245 мм паропроводов с давлением среды pабс ≥ 25,01 МПа (255 кгс/см2) и температурой t = 545 °С по методике, указанной в п. 4.35.1;
гнутые участки крутоизогнутых колен и труб в соответствии с п. 4.35;
штампованные колена на сплошной продольной полосе в зоне максимального растяжения металла шириной не менее 0,25 номинального значения наружного диаметра, но не менее 50 мм в объеме не менее 10 % от месячной программы предприятия-изготовителя, но не менее одного изделия каждого типоразмера;
листовые штамповки штампосварных тройников и колен в соответствии с п. 4.33;
утолщенные части патрубков сваренных ВСУ, включая сварное соединение со снятым заподлицо усилением шва.
Контролю магнитопорошковым или капиллярным методом подвергаются:
все концы трубных деталей, подвергавшихся калибровке сечения по внутреннему диаметру на величину, превышающую 0,03Dн;
все патрубки ВСУ по наружной радиусной криволинейной поверхности, прилегающей к утолщенной части;
все отверстия диаметром 50 мм и более под приварку штуцеров к трубам из сталей марок 12X1МФ и 15Х1М1Ф, горловины тройников и обработанные наружные поверхности обжатых концов переходов;
все изделия, предназначенные для паропроводов Dн ≥ 245 мм с давлением среды pабс ≥ 25,01 МПа (255 кгс/см2), температурой t = 545 °С, но не менее 5 % от изделий каждого типоразмера, предназначенных для других трубопроводов;
наружная поверхность изогнутого участка, ограниченного углом не менее 240°, на крутоизогнутых коленах и гнутых трубах в соответствии с п. 4.38;
наружная поверхность изогнутого участка, ограниченного углом не менее 240°, на коленах и гнутых трубах Dн < 57 мм (не подвергаемых УЗД) в объеме 5 % от месячной программы предприятия-изготовителя, но не менее одного гиба каждого типоразмера.
4.45.3. Результаты испытаний должны соответствовать требованиям соответствующих контрольных операций настоящего стандарта.
4.45.4. Результаты контроля и испытаний заносятся в документацию, действующую на предприятии-изготовителе.
4.46. Операция 432. Испытание на герметичность сварных соединений смачиванием керосином
4.46.1. Испытание на герметичность сварных соединений смачиванием керосином проводится по инструкциям предприятия-изготовителя.
4.46.2. Испытание проводится в случае, если об этом есть запись в технических требованиях на чертежах разработчика проекта трубопровода и когда технически невозможно провести контроль радиографическим или ультразвуковым методом.
4.46.3. Результаты испытания должны соответствовать требованиям, установленным «Правилами контроля сварных соединений».
4.46.4. Результаты испытаний заносятся в документацию, действующую на предприятии-изготовителе.
4.47. Операция 441. Проверка чистоты
4.47.1. Проверка чистоты поверхностей деталей и сборочных единиц перед упаковкой и отправкой заказчику проводится визуально по инструкции предприятия-изготовителя, картам технологических процессов или эталонам.
4.47.2. Объем контроля определяется технологической документацией предприятия-изготовителя.
Очистка внутренней поверхности на специальном оборудовании должна производиться для следующих изделий:
гнутых труб, колен, блоков из сталей марок 15ГС, 16ГС, 12Х1МФ и 15Х1М1Ф, прошедших термическую обработку в печах с общего нагрева и предназначенных для трубопроводов энергоблоков мощностью 150 МВт и более;
гнутых труб и колен, изготовленных методом горячего формоизменения, блоков и деталей независимо от марки стали, предназначенных для трубопроводов энергоблоков мощностью 300 МВт и более;
гнутых труб и колен для трубопроводов энергоблоков мощностью менее 150 МВт из стали марки 12X1МФ, прошедших термическую обработку в печах, за исключением гибов, поставляемых для замены отработавших назначенный ресурс.
Гнутые трубы и колена, изготовленные методом горячего формоизменения, и блоки из этих деталей из стали марки 20 для трубопроводов на условное давление среды менее 10 МПа (100 кгс/см2), за исключением паропроводов холодного промперегрева, допускается очистке не подвергать.
4.47.3. Результаты проверки должны соответствовать требованиям, установленным в технологических процессах или инструкциях предприятия-изготовителя и настоящего стандарта.
При поставке на экспорт очистке подвергаются внутренние поверхности деталей и сборочных единиц из бесшовных труб Dн ≥ 108 мм для всех энергоблоков независимо от их мощности.
4.47.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.48. Операция 443. Контроль консервации и упаковки
4.48.1. Контроль консервации и упаковки проводится по инструкции или технологическому процессу предприятия-изготовителя, разработанным на основании требований раздела 2.4.11, OCT 108.982.101, OCT 108.988.01, ГОСТ 9.014, ГОСТ 15150, ГОСТ 23170 и чертежей.
4.48.2. Контролю подвергаются все изделия.
4.48.3. Результаты контроля должны соответствовать требованиям, установленным разделом 2.4.11, чертежами, инструкциями или технологическими процессами.
4.48.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.49. Операция 445. Контроль качества защитных покрытий
4.49.1. Контроль качества защитных покрытий (кроме наплавленных) проводится по инструкции или технологическому процессу предприятия-изготовителя, разработанным на основании ОСТ 108.988.01 с учетом положений настоящего стандарта.
4.49.2. Контролю подвергаются все изделия.
4.49.3. Результаты контроля должны соответствовать требованиям, установленным разделом 2.4.11.
4.49.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.50. Операция 450. Контроль качества исправления дефектов
4.50.1. Контроль качества и полноты удаления поверхностных дефектов проводится в соответствии с контрольными операциями, изложенными в разделе 4, а для сварных соединений в соответствии с требованиями «Правил контроля сварных соединений» и «Правил по трубопроводам».
4.50.2. Контролю подлежат все участки, подвергавшиеся исправлению или удалению дефектов.
4.50.3. Результаты контроля изделий после ремонта должны соответствовать требованиям «Правил по трубопроводам», настоящего стандарта, а для сварных соединений - требованиям «Правил контроля сварных соединений» и «Правил по трубопроводам».
4.50.4. Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
4.51. Операция 460. Контрольная сборка
4.51.1. Контрольная сборка деталей и блоков в системы трубопроводов по монтажным чертежам на предприятии-изготовителе не производится.
4.51.2. Сборка трубопроводов производится при монтаже на месте эксплуатации и обеспечивается соблюдением предприятием-изготовителем размеров и допускаемых отклонений, установленных настоящим стандартом, чертежами и стандартами на детали, сборочные единицы и блоки.
4.51.3. Собранные на месте монтажа трубопроводы должны отвечать требованиям монтажного чертежа разработчика проекта трубопровода.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Поставочные комплекты деталей, сборочных единиц и трубопроводных блоков могут транспортироваться всеми видами транспорта. Вид транспорта при отгрузке выбирается предприятием-изготовителем.
При поставке на экспорт вид транспорта оговаривается заказчиком.
5.2. Крепление и транспортирование комплектов сборочных единиц и деталей должно производиться и соответствии с требованиями «Технических условий погрузки и крепления грузов» Министерства путей сообщения СССР, а при поставке на экспорт в соответствии с Единым Техническим руководством «Упаковка для экспортных грузов» (ВНИЭКИТУ, 1974 г.).
5.3. Детали, сборочные единицы, блоки и средства их упаковки допускают транспортирование при температуре окружающей среды от минус 40 °С до плюс 50 °С включительно. Отличные от указанных температурные условия при транспортировании, хранении и перегрузках должны быть указаны в заказе и отражены в договорах на поставку.
5.4. Изделия при погрузке и разгрузке должны подниматься и опускаться плавно; удары при этом не допускаются. Не допускается также разгрузка сбрасыванием и волочением. Строповка должна производиться в местах, обозначенных знаком «Место строповки».
5.5. Хранение деталей и сборочных единиц, поставка которых производится в закрытой таре, открытых контейнерах, связках и без упаковки, должно производиться в соответствии с требованиями ГОСТ 9.104, группа условий эксплуатации по п. 2.4.11.3 (под навесом, на открытой площадке или в закрытых неотапливаемых помещениях).
При хранении на открытой площадке, под навесом и в неотапливаемых помещениях без пола ящики, контейнеры, связки и изделия без упаковки должны быть уложены на подкладки высотой не менее 100 мм.
Концы гнутых труб, деталей и блоков при хранении должны быть обращены вниз и не должны касаться пола.
При хранении труб и блоков в штабелях количество рядов должно быть не более четырех, ряды должны быть разделены деревянными прокладками.
5.6. Детали и сборочные единицы опор и подвесок, а также ВСУ должны храниться в закрытых неотапливаемых помещениях.
5.7. Транспортирование и хранение арматуры и других покупных изделий должно производиться с соблюдением требований, установленных техническими условиями на эти изделия.
5.8. При получении деталей, сборочных единиц и блоков трубопроводов потребитель должен проверить состояние упаковки или консервации изделий, поставляемых без упаковки. Повреждения, полученные в процессе транспортирования, должны быть восстановлены потребителем.
5.9. Потребитель должен периодически, но не реже одного раза в 12 месяцев при хранении в закрытом помещении и не реже одного раза в шесть месяцев при хранении под навесом контролировать состояние упаковки, защитных покрытий, консервации и наличие заглушек на изделиях и при необходимости обновлять консервацию в соответствии с инструкцией по консервации и расконсервации предприятия-изготовителя. Хранение деталей и блоков без заглушек не допускается.
5.10. Претензии по повреждениям упаковки и изделий, полученным в пути следования, предъявляются потребителем к транспортным организациям.
Потребитель собственными силами и за свой счет устраняет повреждения деталей и сборочных единиц трубопроводов, полученные в результате неправильного хранения или транспортирования на территории потребителя.
Порядок удовлетворения претензий по повреждениям изделий во время транспортирования при экспортных поставках должен соответствовать «Условиям поставки товаров для экспорта».
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Монтаж комплектов деталей, сборочных единиц и трубопроводных блоков должен производиться согласно документации, разработанной специализированной монтажной организацией с учетом требований «Правил по трубопроводам», настоящих технических условий и документации разработчика проекта трубопроводов.
При проведении сварочных работ на месте монтажа сварка и термическая обработка (при необходимости) должны производиться в соответствии с требованиями инструкций или руководящих указаний, согласованных с центральными органами технического надзора.
6.2. Эксплуатация смонтированных трубопроводов должна производиться с соблюдением требований инструкций, разработанных заказчиком в соответствии с «Правилами по трубопроводам», «Правилами технической эксплуатации» и документацией разработчика проектов трубопроводов.
6.3. Конструкция и технология изготовления блоков и деталей, а также расчеты на прочность трубопроводов (конструкторские и поверочные) должны обеспечивать их безопасную работу в соответствии с «Правилами по трубопроводам» и «Правилами технической эксплуатации».
6.4. Предприятие-изготовитель осуществляет шефмонтаж трубопроводов по отдельному соглашению с заказчиком (электрической станцией).
7. ТЕХНИКА БЕЗОПАСНОСТИ
7.1. В процессе изготовления комплекта деталей и сборочных единиц трубопроводов должны выполняться требования действующих на предприятии-изготовителе правил и инструкций по технике безопасности, производственной санитарии и погрузочно-разгрузочным работам.
7.2. В процессе монтажа комплекта деталей и сборочных единиц трубопроводов должны выполняться требования правил и инструкций по технике безопасности, производственной санитарии и погрузочно-разгрузочным работам, действующих в организациях, производящих монтажные работы.
7.3. При проведении сварочных работ должны выполняться требования действующих на предприятии-изготовителе и в монтажной организации правил и инструкций по технике безопасности и производственной санитарии с учетом требований «Основных положений по сварке» и РТМ 1С.
7.4. При наладке, пуске и эксплуатации трубопроводов должны выполняться требования правил и инструкций по технике безопасности и производственной санитарии, действующих на объекте и разработанных с учетом требований «Правил по трубопроводам».
8. ГАРАНТИИ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛЯ (ПОСТАВЩИКА)
8.1. Поставщик гарантирует соответствие комплектов деталей, сборочных единиц и трубопроводных блоков требованиям настоящего стандарта при соблюдении потребителем требований ГОСТ 22352, условий транспортирования, хранения, монтажа и эксплуатации.
Взаимоотношения между поставщиком и заказчиком, касающиеся качества и комплектности поставленной продукции, регламентируются «Положением о поставках продукции производственно-технического назначения».
8.2. Гарантийный срок эксплуатации деталей, сборочных единиц и блоков в составе трубопроводов должен составлять 30 месяцев со дня ввода энергетической установки в эксплуатацию, но не более 36 месяцев со дня отгрузки изделий поставщиком для нужд народного хозяйства или с момента проследования изделий через Государственную границу при поставке на экспорт.
8.3. Если в течение гарантийного срока эксплуатации детали и сборочные единицы окажутся несоответствующими требованиям настоящего стандарта по вине поставщика, последний должен безвозмездно устранить дефекты или произвести замену изделий.
Ответственность поставщика при экспортных поставках установлена «Условиями поставок товаров для экспорта».
8.4. Расчетный срок службы фасонных деталей и сборочных единиц трубопроводов обеспечивается предприятием-изготовителем следующим образом:
соблюдением требований настоящего стандарта;
соблюдением установленных стандартами и чертежами геометрической формы и размеров фасонных деталей и сборочных единиц (с учетом допустимых отклонений), обоснованных расчетом на прочность в соответствии с требованиями ОСТ 108.031.08, ОСТ 108.031.09 и ОСТ 108.031.10;
применением материалов и полуфабрикатов, указанных в стандартах и чертежах на конструкции фасонных деталей и сборочных единиц и разрешенных к применению «Правилами по трубопроводам»;
соблюдением установленной технологии изготовления (формоизменение, сварка, термическая обработка) и применением методов контроля качества, установленных нормативно-технической и конструкторской документацией.
8.5. Предприятие-изготовитель гарантирует длительную прочность металла трубных деталей в состоянии поставки в соответствии с требованиями ТУ 14-3-460.
На изделия из стали 12Х1МФ и 15Х1М1Ф, работающие при температуре 500 °С и выше, гарантия на длительную прочность должна отмечаться в свидетельствах. Предприятие-изготовитель в трехмесячный срок со дня поставки представляет электростанциям приложения к свидетельствам, в которых указываются результаты выборочного контроля деталей паропроводов, подтверждающие гарантию длительной прочности металла.
Предприятие-изготовитель проводит контроль длительной прочности металла прямыми методами испытания на базе не менее 3000 ч или ускоренными методами.
При поставке деталей паропроводов, имеющих микроструктуру металла в пределах сдаточных баллов по ТУ 14-3-460, проведение прямых испытаний длительной прочности не требуется.
Гарантии по длительной прочности металла трубных изделий, предоставленные предприятием-изготовителем, могут быть проконтролированы заказчиком прямыми методами, принятыми на предприятии-изготовителе.
При отрицательных результатах хотя бы по одной детали все детали с аналогичным структурным состоянием металла паропровода данного типоразмера бракуются и подлежат замене за счет предприятия-изготовителя.
Основанием для браковки является протокол, составленный заказчиком по результатам испытаний на длительную прочность.
Заказчику предоставляется право рекламации прямых труб паропровода, имеющих браковочную структуру в соответствии с ТУ 14-3-460.
8.6. Гарантийный срок хранения и эксплуатации комплектующих трубопроводы изделий (арматура, электрические приводы и другие покупные изделия) устанавливается в соответствии со сроками, определенными предприятиями-изготовителями комплектующих изделий и установленными в стандартах или технических условиях.
8.7. Указанный гарантийный срок эксплуатации и расчетный срок службы фасонных деталей и блоков действуют при условии соблюдения заказчиком (потребителем) при монтаже и эксплуатации требований «Правил по трубопроводам», «Правил технической эксплуатации», инструкций и конструкторской документации при числе циклов нагружения, предусмотренных разработчиком трубопровода.
8.8. Ответственность за выбор рациональной схемы трубопровода и его конструкции, правильность поверочных расчетов на прочность, соответствие рабочих параметров установленным пределам применения выбранных материалов и полуфабрикатов, размещение опор, выбор способа прокладки и системы дренажа, а также за проект в целом и соответствие его «Правилам по трубопроводам» несет организация, разработавшая проект трубопровода.
8.9. Ответственность за качество изготовления, монтажа и ремонта и соответствие их требованиям «Правил по трубопроводам» несут организации, выполнившие данную работу.
ПРИЛОЖЕНИЕ 1
Обязательное
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ ДЛЯ ПАРОПРОВОДОВ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
Параметры: p = 25,01 МПа (255 кгс/см2), t = 545 °С
p = 13,73 МПа (140 кгс/см2), t = 560 °С
p = 13,73 МПа (140 кгс/см2), t = 545 °С
p = 13,73 МПа (140 кгс/см2), t = 515 °С
p = 9,81 МПа (100 кгс/см2), t = 540 °С
p = 4,02 МПа (41 кгс/см2), t = 545 °С
Типы, конструкция и размеры указанных деталей и сборочных единиц должны соответствовать ОСТ 108.321.18-82, ОСТ 108.321.19-82, ОСТ 108.321.20-82, ОСТ 108.321.21-82, ОСТ 108.321.22-82, ОСТ 108.321.23-82, ОСТ 108.327.02-82, ОСТ 108.327.03-82, ОСТ 108.318.18-82, ОСТ 108.318.19-82, ОСТ 108.318.20-82, ОСТ 108.318.21-82, ОСТ 108.318.22-82, ОСТ 108.318.23-82, ОСТ 108.318.24-82, ОСТ 108.038.63-82, ОСТ 108.462.08-82, ОСТ 108.462.09-82, ОСТ 108.462.10-82, ОСТ 108.520.03-82, ОСТ 108.313.07-82, ОСТ 108.720.05-82, ОСТ 108.720.06-82, ОСТ 108.104.10-82, ОСТ 108.104.11-82, ОСТ 108.104.12-82, ОСТ 108.104.13-82, ОСТ 108.104.14-82, ОСТ 108.104.15-82, ОСТ 108.720.07-82, ОСТ 108.839.06-82, ОСТ 108.462.14-82, ОСТ 108.462.15-82, ОСТ 108.462.16-82, ОСТ 108.839.07-82, ОСТ 108.462.17-82, ОСТ 108.839.08-82, ОСТ 108.504.02-82, ОСТ 108.837.01-82, ОСТ 108.410.02-82, ОСТ 108.724.02-82, ОСТ 108.530.02-82, ОСТ 108.530.03-82, ОСТ 108.321.24-82, ОСТ 108.321.25-82, ОСТ 108.450.102-82, ОСТ 108.318.25-82, ОСТ 108.038.65-82, ОСТ 108.462.19-82, ОСТ 108.462.20-82, ОСТ 108.313.08-82, ОСТ 108.104.17-82, ОСТ 108.104.18-82, ОСТ 108.104.19-82, ОСТ 108.104.20-82, ОСТ 108.839.09-82, ОСТ 108.462.21-82, ОСТ 108.839.10-82, ОСТ 108.504.07-82.
ПРИЛОЖЕНИЕ 2
Обязательное
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ИЗ УГЛЕРОДИСТЫХ И КРЕМНЕМАРГАНЦОВИСТЫХ СТАЛЕЙ ДЛЯ ТРУБОПРОВОДОВ ПАРА И ГОРЯЧЕЙ ВОДЫ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
Параметры: pу ≥ 4,0 МПа (pу ≥ 40 кгс/см2), t ≤ 440 °С.
Типы, конструкция и размеры указанных деталей и сборочных единиц должны соответствовать OCT 108.321.11-82, ОСТ 108.321.12-82, OCT 108.321.13-82, ОСТ 108.321.14-82, ОСТ 108.321.15-82, ОСТ 108.321.16-82, ОСТ 108.321.17-82, ОСТ 108.327.01-82, ОСТ 108.318.11-82, ОСТ 108.318.12-82, ОСТ 108.318.13-82, ОСТ 108.318.14-82, ОСТ 108.318.15-82, ОСТ 108.318.16-82, ОСТ 108.318.17-82, ОСТ 108.038.62-82, ОСТ 108.462.01-82, ОСТ 108.462.02-82, ОСТ 108.462.03-82, ОСТ 108.520.02-82, ОСТ 108.313.06-82, ОСТ 108.720.01-82, ОСТ 108.720.02-82, ОСТ 108.104.01-82, ОСТ 108.104.02-82, ОСТ 108.104.03-82, ОСТ 108.104.04-82, ОСТ 108.104.05-82, ОСТ 108.104.06-82, ОСТ 108.104.07-82, ОСТ 108.104.08-82, ОСТ 108.104.09-82, ОСТ 108.104.16-82, ОСТ 108.720.03-82, ОСТ 108.720.04-82, ОСТ 108.839.01-82, ОСТ 108.462.04-82, ОСТ 108.462.05-82, ОСТ 108.839.02-82, ОСТ 108.462.06-82, ОСТ 108.839.03-82, ОСТ 108.839.04-82, ОСТ 108.462.07-82, ОСТ 108.839.05-82, ОСТ 108.504.01-82, ОСТ 108.530.01-82, ОСТ 108.724.01-82.
ПРИЛОЖЕНИЕ 3
Справочное
КОДЫ ОКП КОМПЛЕКТОВ ДЕТАЛЕЙ, СБОРОЧНЫХ ЕДИНИЦ И БЛОКОВ ТРУБОПРОВОДОВ
|
Наименование комплекта |
Код ОКП |
|
Комплекты деталей, сборочных единиц и блоков для станционных трубопроводов на давление 2,2 МПа (22 кгс/см2) и более, изготавливаемых в блочном исполнении для установок мощностью до: |
|
|
100 МВт включительно |
31 1312 3101 10 |
|
150 МВт » |
31 1312 3102 09 |
|
200 МВт » |
31 1312 3103 08 |
|
250 МВт » |
31 1312 3104 07 |
|
300 МВт » |
31 1312 3105 06 |
|
500 МВт » |
31 1312 3106 05 |
|
800 МВт » |
31 1312 3107 04 |
|
1200 МВт » |
31 1312 3108 03 |
|
135 МВт » |
31 1312 3109 02 |
|
175 МВт » |
31 1312 3111 08 |
|
180 МВт » |
31 1312 3112 07 |
|
Комплекты деталей, сборочных единиц и блоков для станционных трубопроводов на давление 2,2 МПа (22 кгс/см2) и более, изготавливаемых россыпью для установок мощностью до: |
|
|
100 МВт включительно |
31 1312 3201 08 |
|
150 МВт » |
31 1312 3202 07 |
|
200 МВт » |
31 1312 3203 06 |
|
250 МВт » |
31 1312 3204 05 |
|
300 МВт » |
31 1312 3205 04 |
|
500 МВт » |
31 1312 3206 03 |
|
800 МВт » |
31 1312 3207 02 |
|
1200 МВт » |
31 1312 3208 01 |
|
135 МВт » |
31 1312 3209 00 |
|
175 МВт » |
31 1312 3211 06 |
|
180 МВт » |
31 1312 3212 05 |
|
Комплекты деталей, сборочных единиц и блоков для станционных трубопроводов повышенного давления pу ≤ 10,0 МПа (100 кгс/см2) |
31 1312 0800 |
|
Комплекты деталей, сборочных единиц и блоков для турбинных трубопроводов на давление 2,2 МПа (22 кгс/см2) и более, изготавливаемых в блочном исполнении для турбин мощностью до: |
|
|
100 МВт включительно |
31 1312 3301 05 |
|
150 МВт » |
31 1312 3302 04 |
|
200 МВт » |
31 1312 3303 03 |
|
250 МВт » |
31 1312 3304 02 |
|
300 МВт » |
31 1312 3305 01 |
|
500 МВт » |
31 1312 3306 00 |
|
800 МВт » |
31 1312 3307 10 |
|
1200 МВт » |
31 1312 3308 09 |
|
135 МВт » |
31 1312 3309 08 |
|
175 МВт » |
31 1312 3311 03 |
|
180 МВт » |
31 1312 3312 02 |
|
Комплекты деталей, сборочных единиц и блоков для турбинных трубопроводов высокого давления pр ≥ 2,2 МПа (22 кгс/см2), поставляемых по кооперации |
31 1312 0900 |
|
Комплекты деталей, сборочных единиц и блоков для турбинных трубопроводов давлением 2,2 МПа (22 кгс/см2) для турбин мощностью до: |
|
|
100 МВт включительно |
31 1311 5101 07 |
|
150 МВт » |
31 1311 5102 06 |
|
200 МВт » |
31 1311 5103 05 |
|
250 МВт » |
31 1311 5104 04 |
|
300 МВт » |
31 1311 5105 03 |
|
500 МВт » |
31 1311 5106 02 |
|
800 МВт » |
31 1311 5107 01 |
|
1200 МВт » |
31 1311 5108 00 |
|
135 МВт » |
31 1311 5109 10 |
|
175 МВт » |
31 1311 5111 05 |
|
180 МВт » |
31 1311 5112 04 |
|
Комплекты деталей, сборочных единиц и блоков для турбинных трубопроводов давлением менее 2,2 МПа (22 кгс/см2), поставляемых по кооперации |
31 1311 0900 |
|
Комплекты деталей, сборочных единиц и блоков для перепускных трубопроводов турбин и трубопроводов, поставляемых россыпью для нужд реконструкции |
31 1310 0000 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ УКАЗАНИЕМ Министерства тяжелого, энергетического и транспортного машиностроения СССР от 26.12.89 № ВА-002-1/2298
2. ИСПОЛНИТЕЛИ
Б.В. Зверьков, К.И. Бояджи, В.Ф. Логвиненко (руководители темы), Ф.А. Гловач, Г.А. Мисирьянц, В.Я. Шейфель, И.Ф. Агафонов, А.З. Гармаш, А.М. Рейнов, Л.Н. Жылюк
3. ВЗАМЕН ОСТ 108.030.129-79
4. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 9378-75 |
|
|
ГОСТ 12345-88 |
|
|
ГОСТ 12358-82 |
|
|
ГОСТ 12359-81 |
|
|
ГОСТ 12361-82 |
|
|
ГОСТ 18895-81 |
|
|
ГОСТ 27509-87 |
|
|
ОСТ 108.004.101-80 |
|
|
ОСТ 108.004.109-80 |
|
|
ОСТ 108.030.113-87 |
2.2.18; 2.4.3.1; 2.4.3.3; 2.4.8.5; 4.18.2.8; 4.18.3; 4.19.2; 4.19.3; 4.20.1; 4.20.3; 4.28.2; 4.36.1; 4.36.2; 4.36.3 |
|
ОСТ 108.275.50-80 |
|
|
ОСТ 108.982.101-89 |
|
|
ОСТ 108.988.01-82 |
|
|
ОСТ 108.885.01-83 |
|
|
ОСТ 108.940.02-82 |
|
|
ТУ 14-1-3987-85 |
|
|
ТУ 14-3-420-75 |
|
|
ТУ 14-3-460-76 |
|
|
ТУ 108.1268-84 |
|
|
РД 50-98-86 |
|
|
РД 50-213-80 |
|
|
РТМ 108.004.56-80 |
|
|
РТМ 1С-81 |
|
|
ОП № 02ЦС-66 |
1.2; 1.3; 2.2.7; 2.2.10; 2.3.1; 2.3.11; 2.4.6.7; 2.4.7.11; 2.4.8.1; 2.4.8.4; 3.1; 4.8.1; 4.8.3; 4.9.1; 4.9.3; 4.10.1; 4.10.3; 4.11.1; 4.11.2; 4.11.3; 4.13.1; 4.13.2; 4.13.3; 4.16.2; 7.3 |
|
ОП 501ЦД-75 |
|
|
ПК № 03ЦС-66 |
1.2; 1.3; 2.1.5; 2.2.10; 2.2.11; 2.2.23; 2.3.1; 2.3.11; 2.4.4.6; 2.4.7.8; 2.4.7.13; 3.1; 3.4; 4.3.3; 4.4.1; 4.6.2; 4.7.1; 4.7.3; 4.8.1; 4.8.3; 4.9.1; 4.9.3; 4.10.1; 4.10.3; 4.11.1; 4.11.2; 4.11.3; 4.12.1; 4.13.1; 4.13.2; 4.13.3; 4.14.1; 4.14.2; 4.14.3; 4.18.3; 4.20.3; 4.22.1; 4.22.2; 4.22.3; 4.27.1; 4.27.2; 4.27.3; 4.29.1; 4.29.2; 4.29.3; 4.30.1; 4.30.3; 4.32.1; 4.32.2; 4.32.3; 4.34.2; 4.34.3; 4.38.2; 4.39.2; 4.39.3; 4.40.1; 4.43.1; 4.43.2; 4.44.1; 4.44.2; 4.44.3; 4.45.1; 4.46.3; 4.50.1; 4.50.3 |
|
И № 23СД-80 |
|
|
СНиП 1.02.01-85 |
|
|
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды (утверждены Госпроматомнадзором СССР 9 января 1990 г.) |
Введение; 1.2; 1.3; 2.1.4; 2.1.5; 2.2.3; 2.2.10; 2.2.11; 2.2.23; 2.2.26; 2.3.1; 2.3.3; 2.4.1.4; 2.4.2.17; 2.4.3.1; 2.4.4.6; 2.4.4.8; 2.4.7.8; 2.4.7.37; 2.4.8.1; 2.4.8.2; 2.4.9.4; 3.1; 3.4; 3.8; 3.9; 4.5.2; 4.5.3; 4.6.1; 4.6.2; 4.7.3; 4.14.1; 4.14.2; 4.14.3; 4.18.2.11; 4.18.3; 4.20.1; 4.20.3; 4.21.3; 4.22.2; 4.22.3; 4.27.1; 4.27.2; 4.29.1; 4.29.2; 4.29.3; 4.30.1; 4.30.3; 4.32.1; 4.32.2; 4.32.3; 4.34.1; 4.34.2; 4.38.2; 4.42.1; 4.42.2; 4.42.3; 4.43.1; 4.43.2; 4.45.1; 4.50.1; 4.50.3; 6.1; 6.2; 6.3; 7.4; 8.4; 8.7; 8.8; 8.9 |
|
ПНАЭ Г-7-017-89 |
|
|
Р50-609-38-88 |
6. Издание с Изменением № 1
СОДЕРЖАНИЕ